
MASY OSŁANIAJĄCE
MASY OSŁANIAJĄCE
Masy osłaniające
(masy ogniotrwałe) – sporządzanie form
odlewniczych
Wymagania ogólne:
• nie mogą ulegać rozpadowi w temp. topnienia stopu
• odporność mechaniczna
• drobnoziarnistość (odpowiednia gładkość)
• odpowiednia porowatość (wchłaniane gazów przy odlewie)
• obojętność chemiczna
• odpowiedni współczynnik rozszerzalności (by
kompensować skurcz tężeniowy stopu)
• optymalny czas wiązania

PODZIAŁ MAS OSŁANIAJĄCYCH
PODZIAŁ MAS OSŁANIAJĄCYCH
• masy spajane gipsem
- do odlewania
stopów złota, nie są wskazane do
stopów, których temp. topnienia
przekracza 1200°C;
( w temp. 1200
o
C gips reaguje z krzemionką
tworząc trójtlenek siarki - prowatość masy,
korozja stopu)
• masy spajane fosforanami
- do
odlewania stopów wysokotopliwych
(CoCr i NiCr), mogą wytrzymywać
działanie wyższych temperatur;
• masy spajane krzemionką
– alternatywa
mas na bazie fosforanów do, odlewanie
stopów wysokotopliwych

A ) PROSZEK
a1) WYPEŁNIACZ (
krzemionka - SIO
2
)
- zapewnia ogniotrwałość
- zapewnia ekspansję masy
a2) LEPISZCZE (
gips, fosforany, krzemionka
)
- spaja cząsteczki wypełniacza
- nadaje odpowiednią twardość, wytrzymałość
- polepsza ekspansję masy
B ) PŁYN : woda, kwasy
MASY OSŁANIAJĄCE - skład
MASY OSŁANIAJĄCE - skład

Wypełniacz:
krzemionka
jest obecna w jednej ze swych form
alotropowych (np. krystobalit lub kwarc)
Lepiscze:
gips
(autoklawowany, półwodny siarczan
wapnia):
Czynnik redukcyjny:
węgiel drzewny
( pochłania tlen)
Dodatki:
kwas borowy, chlorek sodu
– zapobiegają
skurczowi masy
w trakcie nagrzewania, wywołanego
dehydratacją gipsu
Masy spajane
gipsem
- Wygrzewanie -150-200°C potem 700°C przez 30 min
Masy ogniotrwałe
fosforanowe
Masy ogniotrwałe
fosforanowe
Wypełniacz:
krzemionka
Lepiszcze:
fosforany (fosforan amonowy,
magnezowy), tlenek magnezu
płyn
:
wodna zawiesina koloidalnego krzemu
.
fosforan magnezu + fosforan amonu fosforan
amonowo-magnezowy
krystalizując, wiąże luźne cząstki wypełniacza
krzemionkowego
Właściwości :
- wytrzymuje wyższe temperatury - stopy AgPd, AuPt, CoCr
lub NiCr
- wytrzymała mechanicznie - bez metalowego pierścienia
- porowatość – zbliżona do mas spajanych gipsem
- masę wyżarza się w temp. 1000-1100°C.
Masy ogniotrwałe krzemionkowe
Masy ogniotrwałe krzemionkowe
Wypełniacz:
krzemionka (krystobalit)
Lepiszcze:
polimer krzemianu etylu
uwalniający zol
poli(kwasu krzemowego).
- reakcja hydrolizy zolu z krystobalitem w obecności
MgO żel
- odwodniony żel wiąże wypełniacz krzemionkowy
Właściwości
- duża rozszerzalnościa cieplna
- duża ekspansja
- bardzo mała porowatość
Aby zapobiec gromadzeniu się gazów w masie odlewowej, konieczne
jest stworzenie w przygotowywanej formie specjalnych kanałów dla
ich odprowadzenia.

Ekspansja masy osłaniającej
Ekspansja masy osłaniającej
skurcz metalu 1- 2,5%
a) Ekspansja termiczna (proces nieodwracalny)
- krzemionka pod wpływem temperatury powiększa
objętość (zakres temp. 200 – 300
o
C i 500 – 600
o
C) poprzez zmiany jej form strukturalnych
- ekspansja zależy od:
- temperatury
- % zawartości krzemionki
- formy krzemionki: alotropowy krystobalit ma
wyższy
współczynnik rozszerzalności
- stosunku proszku do wody: gęstsza mieszanina
to większa rozszerzalność
b) Ekspansja wiązania
- wzrost objętości masy w trakcie twardnienia
(tworzenie kryształów gipsu)

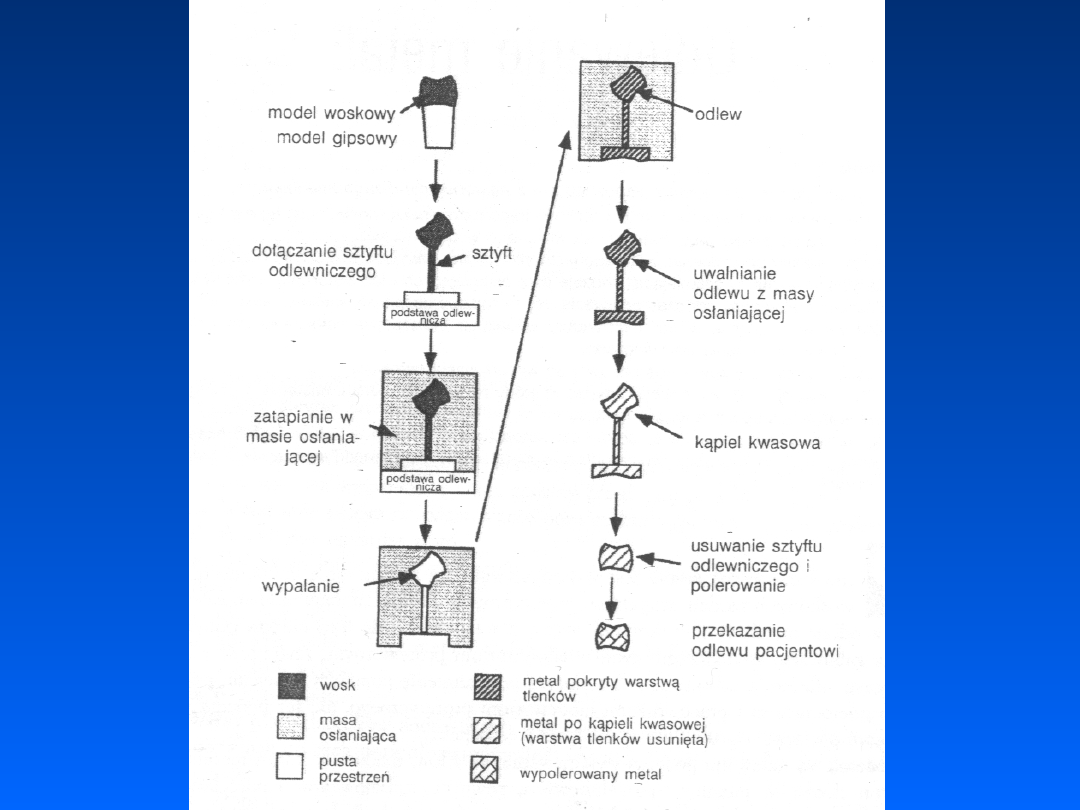
ODLEWANIE METALI
ODLEWANIE METALI
I.
Wykonanie modelu woskowego
II. Dołączenie sztyftu odlewniczego
III. Zatopienie modelu w masie osłaniającej
IV. Wypalenie wosku
V. Wykonanie odlewu
VI. Uwolnienie odlewu z masy osłaniającej
VII. Oczyszczenie powierzchni stopu (kąpiel
kwasowa – kwas siarkowy)
VIII.Wykończenie i polerowanie stopu
ZASADY ODLEWNICTWA
ZASADY ODLEWNICTWA
1. Wyścielenie pierścienia papierem ceramicznym
możliwość ekspansji masy
2. Spłukanie woskowego modelu detergentem
3. Model umieszczony centralnie bliżej dna
pierścienia
4. Pierścień winien mieć stożek odlewniczy
5. Kanał odlewniczy przedłużeniem stożka
6. Zbiorniczek wyrównawczy przy końcu kanału
skurcz metalu
7. Wypalanie wosku - wygrzewanie masy:
7. Do metalu dodajemy topniki – rozpuszczają
tlenki metali
8. Odlewanie zaraz po wygrzaniu masy
odlewowej: stygnąc forma nie kurczy się,
dochodzi do naprężęń i pęknięć
SPOSOBY ODLEWANIA
SPOSOBY ODLEWANIA
• Siłą ciężkości
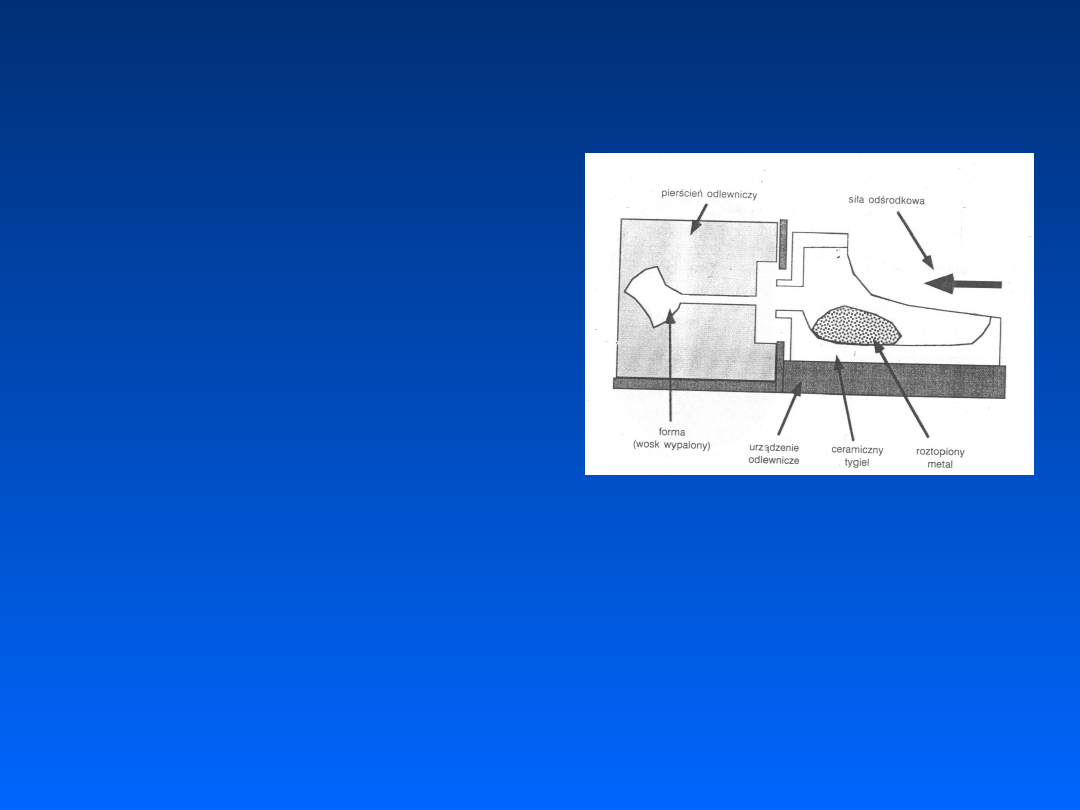
• Siłą odśrodkową (wirówki)
• Odlew sprzężonym powietrzem
• Odlew podciśnieniowy i próżniowy

ŹRÓDŁA CIEPŁA
ŹRÓDŁA CIEPŁA
a) Stopy niskotopliwe
- lampka spirytusowa
- łaźnia wodna
- palnik gazowo – powietrzny Heinz’a (temp. do
1000
o
C)
b) Stopy średniotopliwe
- palnik gazowo – powietrzny Fletcher’a (temp.
max. 1450
o
C)
c) Stopy wysokotopliwe
- palnik gazowo – tlenowy (propan – butan ) -
1800
o
C
- palnik wodorowo – tlenowy - 2000
o
C
- palnik acetylenowo – tlenowy - 2700
o
C
- łuk Volty - 3400
o
C
- topienie indukcyjne
Document Outline
Wyszukiwarka
Podobne podstrony:
13 - Masy osłaniające, Materialy odlewowe
13 - Masy osłaniające, Stomatologia, Materiałoznawstwo stomatologiczne
MASY OSŁANIAJĄCE new
Masy ogniotrwałe osłaniające materiałozn I rok tech dent III wykład
6 Środek masy
Obliczanie masy cząsteczkowej
MASY TLENKOWO CYNKOWO EUGENOLOWE2
Masy uszczelniające
Nomogram do oceny masy ciała
Środek masy, Biomechanika i Robotyka
Jak nabrać masy mięśniowej
WYZNACZANIE STOSUNKU em ŁADUNKU ELEKTRONU DO JEGO MASY METODĄ MAGNETRONU
2 Wyznaczanie stosunku em ładunku elektronu do jego masy metodą magnetronu
Ćw 1 Pomiar strumienia objętości i masy płynu przy użyciu rurek spiętrzających
PAB wymiennik masy
Percepcja masy ciała w wieku rozwojowym w ocenie dziewcząt i ich matek
więcej podobnych podstron