MASY OSŁANIAJĄCE (OGNIOTRWAŁE)
Wykonanie odlewów metalowych uzupełnień protetycznych lub części metalowych protez (wkładów, koron, mostów, szkieletów protez ruchomych) odbywa się metodą „traconego wosku”. Procedury niezbędne do sporządzenia odlewów obejmują:
wykonanie na modelach roboczych (gipsowych, bądź modelach powielonych z masy ogniotrwałej) wzorców - woskowych modeli protez lub ich metalowych elementów,
sporządzenie form odlewniczych - zatopienie woskowych wzorców w masie ogniotrwałej, pozwalającej na dokładne odwzorowanie ich kształtu i szczegółów anatomicznych,
wygrzewanie form odlewniczych - mające na celu:
usunięcia woskowych wzorców z form odlewniczych w celu utworzenia pustych przestrzeni przeznaczonych do wypełnienia płynnym metalem,
nadanie formie odlewniczej własności, niezbędnych do wykonania odlewu (poszerzenie formy odlewniczej, uzyskanie odpowiedniej temperatury),
odlewanie - wypełnienie formy odlewniczej płynnym (stopionym) metalem.
Sporządzanie odlewów może nieść z sobą błędy na każdym z etapów pracy, a w konsekwencji kłopoty w uzyskiwaniu precyzyjnych metalowych odlewów, które powinny charakteryzować się dokładnym przyleganiem do powierzchni oszlifowanych zębów bądź jak w przypadku szkieletów protez ruchomych, zębów i podłoża śluzówkowo-kostnego. Zatem uzyskanie odlewów o pożądanym kształcie i dokładności wymaga ścisłego przestrzegania ustalonych norm (procedur) procesu technologicznego, na każdym z etapów pracy. Jednym z elementów mających istotne znaczenie w uzyskaniu precyzyjnych odlewów są własności mas ogniotrwałych oraz odpowiednie przygotowanie formy odlewniczej i postępowanie z formą przed odlewem. Pomimo przestrzegania procedur odlewniczych uzyskane odlewy mogą być wadliwe (zmiany wymiarów; szorstkość powierzchni, pęcherze, porowatość, zanieczyszczenie i niedolewy), często są one przypisane bezpośrednio albo pośrednio masom osłaniającym. Dlatego masom ogniotrwałym stawia się określone, wysokie wymagania.
Wymagania stawiane masom ogniotrwałym
Wszystkie masy ogniotrwałe powinny charakteryzować się:
odpornością na wysoką temperaturę - powinny posiadać wyższą temperaturą topnienia od temperatury topnienia stopów metali;
brakiem reakcji chemicznej ze stopami metali używanymi do odlewów;
rozszerzalnością mogącą kompensować skurcz stopu występujący w trakcie jego chłodzenia (skurcz krystalizacyjny stopu i skurcz termiczny odlewu);
precyzją odwzorowania szczegółów anatomicznych w utworzonej formie;
drobnoziarnistością, co zapewni gładką powierzchnię odlewu;
odpowiednią (jednorodną) konsystencją po zarobieniu dla adaptacji do woskowego modelu;
odpowiednim czasem (wiązania) twardnienia;
porowatością - przepuszczalnością dla gazów i powietrza, dzięki czemu w trakcie wypełniania formy roztopionym stopem możliwa jest ewakuacja gazu wypełniającego formę odlewniczą bez wytwarzania ciśnienia wstecznego;
odpowiednią wytrzymałością mechaniczną, zapobiegającą zniszczeniu (uszkodzeniu, deformacji) formy podczas procesu wygrzewania i odlewania, w wysokiej temperaturze oraz w czasie gwałtownego uderzenia roztopionego metalu w trakcie wypełniania formy odlewniczej;
łatwością usuwania z powierzchni odlewu po jego schłodzeniu.
Rodzaj zastosowanej masy ogniotrwałej będzie zależał od rodzaju stopu użytego do odlewu. Masy z gipsem jako czynnikiem wiążącym znajdują zastosowanie do sporządzenia form do odlewów ze stopów średniotopliwych (stopy złota). Powodem
Powyżej 1200°C może nastąpić reakcja pomiędzy krzemionką a siarczanem wapnia:
CaSO4 + SiO2 ------ CaSiO3 + S03
w której wyzwala się gazowy trójtlenek siarki:
powoduje on porowatość masy,
może wyzwalać korozję odlewanego stopu.
Z tego powodu masy te stosuje się jedynie do odlewania stopów średniotopliwych.
masy fosforanowe stosuje się do odlewów stopów CoCr i NiCr, zaś różne typy mas zawierających glinowe cementy do odlewów tytanu.
Rodzaje mas ogniotrwałych
W powszechnym użyciu znajdują się dwa rodzaje mas osłaniających, zwanych inaczej masami ogniotrwałymi lub formierskimi (odlewniczymi), stosowanych przy wykonywaniu lanych protez stałych bądź szkieletów protez ruchomych: masy ze środkiem wiążącym w postaci gipsu i masy z dodatkiem fosforanów. Rzadziej stosowane są masy spajane krzemionką oraz, z uwagi na ograniczone zastosowanie tytanu i jego stopów, różne typy mas do odlewów tytanu i jego stopów.
Wszystkie masy ogniotrwałe zawierają krzemionkę (SiO2) stanowiącą nietopliwy wypełniacz. Różnią się one jedynie rodzajem lepiszcza:
masy spajane gipsem - są używane do odlewania stopów złota, ale nie są wskazane do stopów, których temp. topnienia przekracza 1200°C;
masy spajane fosforanami - używane są do odlewania stopów wysokotopliwych (CoCr i NiCr), mogą wytrzymywać działanie wyższych temperatur;
masy spajane krzemionką - stanowią alternatywę mas na bazie fosforanów, służą do odlewania stopów wysokotopliwych.
Masy ogniotrwałe spajane gipsem
Gipsowe masy osłaniające stosowane są do przygotowania form odlewniczych dla stopów średniotopliwych (stopy złota i część stopów AgPd). Masy te również klasyfikuje się według typów, przy czym masy typu I charakteryzują się głównie ekspansją termiczną, zaś w masach typu II wykorzystywane jest dodatkowo zjawisko ekspansji higroskopijnej. Masy przeznaczone do odlewów ze stopów złota zawierają zazwyczaj drobne cząstki gipsu i krzemionki, przez co, w porównaniu z masami o grubszych cząstkach, tworzą bardziej jednorodną mieszaninę i dają gładsze odlewy.
Skład i własności:
Masy osłaniające są kompozycjami zawierającymi w swym składzie substancję podstawową w postaci gipsu (30-35%), wypełniacz ogniotrwały w formie krzemionki (60-65%) oraz składniki modyfikujące (do 5%):
gips (autoklawowany, półwodny siarczan wapnia):
stanowi lepiszcze - po zmieszaniu z wodą wiąże i spaja cząstki wypełniacza -
krzemionki. Masy na bazie gipsu są proste do rozrobienia i łatwo rozprowadzają się w wodzie;
nadaje masie odpowiednią twardość i wytrzymałość, dla uzyskania jak najwyższej wytrzymałości masy jako lepiszcze stosowany jest gips o zwiększonej wytrzymałości (autoklawowy), a nie gips modelowy.
Wytrzymałość masy po stwardnieniu (o ile rozrobiono ją w prawidłowych
proporcjach) jest wystarczająca do wytrzymania sił wyzwalanych w trakcie
wprowadzania do niej roztopionego stopu.;
zwiększa rozszerzalność masy w czasie jej twardnienia, co jest związane z
granicznym rozprężaniem się rosnących w wyniku hydratacji kryształów
siarczanu wapnia (gipsu) - średnio o 0,3-0,4% w wymiarze liniowym.
krzemionka jest obecna w jednej ze swych form alotropowych (np. krystobalit lub kwarc), zapewnia:
własności ogniotrwałe, stanowi trudno topliwy wypełniacz - materiał, który nie
ulega dezintegracji lub rozkładowi w trakcie działania wysokich temperatur
ekspansję masy w trakcie zmian temperatury
czynnik redukcyjny, jak np. sproszkowany węgiel drzewny bądź grafit pochłaniający tlen z okolicy odlewanego metalu, co częściowo zapobiega jego utlenieniu.
środki modyfikujące - kwas borowy lub chlorek sodu zapobiegające skurczowi masy w trakcie jej nagrzewania.
ekspansji wiązania
ekspansji termicznej.
zmniejszenie stosunku wody do proszku;
zwiększenie zawartości wypełniacza krzemionkowego (dobór materiału);
użycie cieplejszej wody do zarabiania;
wydłużenie czasu zanurzenia masy w wodzie.
temperatury,
ilości krzemionki w materiale,
użytej formy alotropowej krzemionki, np. krystobalit ma wyższy współczynnik rozszerzalności niż kwarc (ryc.2),
stosunku proszku do wody - gęstsza mieszanina wykazuje większą rozszerzalność.
pojawia się w określonej temperaturze,
przebiega gwałtownie,
w wysokich temperaturach wywołuje ekspansję materiału.
Kwarc - ma heksagonalną strukturę krystaliczną, jest najbardziej stabilną formą krzemionki.
Trydymit - powstaje w wyniku transformacji rekonstrukcyjnej podczas ogrzewania kwarcu do temp. 867°C.
Krystobalit - powstaje w wyniku kolejnej transformacji rekonstrukcyjnej podczas ogrzewania kwarcu do temp. 1470°C.
Powyżej 1700°C krystobalit topi się - powstaje wówczas kwarc amorficzny.
Mieszanie proszku masy ogniotrwałej i wody odbywa się tak jak w przypadku zarabiania gipsu, z ta różnicą, że dla uzyskania tej samej objętości masy należy użyć znacznie mniejszej ilości wody - w porównaniu z gipsem w przypadku masy ogniotrwałej stosunek proszku do wody jest znacznie wyższy. Bardzo ważnym czynnikiem jest przestrzeganie prawidłowego stosunku proszek/woda, gdyż zapewnia to optymalne warunki wiązania i wpływa na trwałość związanej masy, czas jej twardnienia i zdolność ekspansji.
Przed zanurzeniem w masie model woskowy należy przepłukać w nie pieniącym się detergencie, w celu usunięcia z jego powierzchni tłuszczu i innych zanieczyszczeń oraz ułatwienia zwilżania powierzchni modelu przez mieszaninę odlewową.
Pierścień odlewowy (metalowy) wyściela się od wewnątrz paskiem azbestowym lub bibułą ceramiczną, co ma na celu umożliwienie ekspansji masy - azbest bądź bibuła ceramiczna poddają się naciskowi masy w trakcie jej ekspansji (wiązaniowej, higroskopijnej, termicznej), natomiast sam metalowy pierścień nie ma takich możliwości.
Zanurzanie modelu w masie ogniotrwałej przeprowadza się:
w warunkach zmniejszonego ciśnienia, w celu zapobieżenia wprowadzaniu do masy powietrza,
poprzez delikatne nanoszenie masy na powierzchnię modelu za pomocą pędzla, a następnie bardzo powolne jego zanurzenie w masie.
skurcz masy w trakcie jej twardnienia,
skurcz odlewanego metalu w trakcie jego stygnięcia.
Ekspansja mas ogniotrwałych.
Kompensację kurczliwości stopu metali można uzyskać przez wykorzystanie dwóch typów ekspansji mas osłaniających:
Składają się one na całkowitą ekspansję masy, która jest na tyle duża, by całkowicie skompensować skurcz stopu złota (ok. 1,5% obj.).
Ekspansja (rozszerzalność) wiązania (wzrost objętości masy w trakcie twardnienia) jest wynikiem tworzenia kryształów gipsu, można zwiększyć ją przez dodatek wody powodującej tzw. rozszerzalność higroskopijną. Jeżeli wodę doda się do masy osłaniającej w czasie jej wiązania albo po jej wstępnym związaniu, to wzmaga ona proces krystalizacji gipsu i pozwala na jego zakończenie. W czasie tworzenia kryształów gipsu woda zużyta przez reakcję hydratacji uzupełniana jest bowiem przez wodę z zewnątrz, zaś przestrzenie między utworzonymi kryształami pozostają niezmienne, stąd nowe kryształy będą raczej narastać na zewnątrz, a nie wewnątrz utworzonej siatki krystalicznej. Maksymalną higroskopijną rozszerzalność uzyskuje się przez zanurzenie pierścienia z masą w łaźni wodnej o temperaturze 37°C, podczas gdy bardziej kontrolowaną wielkość ekspansji można osiągnąć przez dodanie odmierzonej ilości wody do materiału wiążącego.
Rozszerzalność higroskopijną możemy zwiększyć przez:
Rozszerzalność termiczna masy osłaniającej występuje podczas jej ogrzewania, w wyniku którego dochodzi do ekspansji krzemionki (wzrost objętości masy) (kwarcu i krystobalitu) i zmian jej form strukturalnych.
Ogrzewaniu masy ogniotrwałej spajanej gipsem towarzyszy skurcz, który jest związany z dehydratacją gipsu. Podczas ogrzewania gipsu powyżej 105oC dochodzi do utraty wody krystalizacyjnej:
2(CaSO4 x 2 H2O) ---- (CaSO4)2 x H2O + 3 H2O
(CaS04)2 x H2O ---- 2 CaSO4+ H2O
Skutki tego skurczu niweluje się poprzez dodanie do masy niewielkich ilości soli kuchennej lub kwasu borowego.
Materiały ogniotrwałe zawierające krystobalit lub kwarc wykazują znaczną rozszerzalność w zakresie odpowiednio 200-300°C oraz 500-600°C, co jest związane z transformacją krzemionki (ryc.1).
Rozszerzalność liniowa [%]
Temperatura [°C]
Ryc.1. Rozszerzalność cieplna mas ogniotrwałych zawierających: a - krystobalit, b - kwarc
Wartość ekspansji masy ogniotrwałej zależy od:
Krzemionka należy do materiałów polimorficznych, tzn. takich, które mogą zmieniać strukturę krystaliczną. Występują w niej dwa typy transformacji strukturalnych:
a) przemieszczeniowa (ang. displacive) - polega na przesunięciu atomów, bez uszkodzenia wiązań międzyatomowych, przy zmianie temperatury otoczenia. Proces ten:
b) rekonstrukcyjna (ang. reconstructive) - jest wywołana zrywaniem i odbudową wiązań Si-O. Ten typ transformacji wymaga większych energii, więc zwykle jest wolniejszy.
Alotropowe formy krzemionki
Gwałtowne chłodzenie którejkolwiek z form krzemionki powoduje skrócenie czasu potrzebnego do zajścia transformacji, więc w temperaturze pokojowej modą występować wszystkie jej odmiany. Dodanie np. soli kuchennej obniża z kolei temperaturę w której kwarc ulega transformacji rekonstrukcyjnej.
Transformacja przemieszczeniowa
Ten typ transformacji może wystąpić w kwarcu, trydymicie i krystobalicie:
a) α-kwarc 573oC β-kwarc
b) α-trydymit 105oC trydymit pośredni 160oC β-trydymit
c) α-krystobalit 200-270oC β-krystobalit
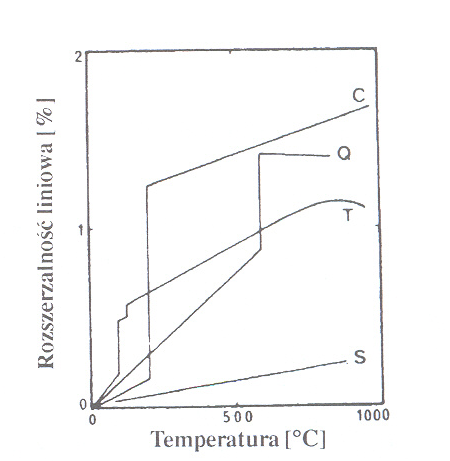
W trakcie transformacji przemieszczeniowej mogą wystąpić zmiany rozmiarów próbki (ryc.2). Krystobalit i kwarc rozszerzają się bardziej niż trydymit. Ekspansja ta jest ważną cechą materiałów dentystycznych. Kwarc bezpostaciowy nie podlega tego typu transformacji i ma niewielką rozszerzalność cieplną.
Sporządzanie formy odlewniczej
e) Masę ogrzewa się w temp. 150-200°C, co powoduje usunięcie nadmiaru wody i wypalenie się wosku. Następnie temperaturę podnosi się powoli do 700°C i utrzymuje przez ok. 30 min w celu usunięcia ewentualnych resztek wosku.
Masy ogniotrwałe fosforanowe
Masy osłaniające z fosforanowym czynnikiem wiążącym stosuje się do wykonywania form odlewniczych wypełnianych stopami wymagającymi wyższej temperatury odlewu, takich jak: stopy AgPd, AuPt, CoCr lub NiCr. Każdy stop, którego temperatura odlewu przekracza 1150°C i różni się od temperatury topienia lub upłynniania o 40° do 65°C powinien być odlewany w masie osłaniającej mającej czynnik wiążący inny niż gips. Wysokie temperatury powodują bowiem rozkład gipsu, a w szczególności rozkład siarczanu wapnia z uwalnianiem się siarki zanieczyszczającej formę odlewniczą.
Zwiększoną wytrzymałość mechaniczną mas osłaniających fosforanowych zapewnia tworzący się w temperaturze pokojowej fosforan amonowo-magnezowy, który powstaje w wyniku reakcji między fosforanem magnezu i fosforanem amonu. W tych masach, w porównaniu z masami spajanymi gipsem, dochodzi do reakcji chemicznej czynnika wiążącego z krzemionką. Ich wytrzymałość w temperaturach wyższych tworzą powstające wówczas fosforany krzemu. W skład masy, poza wyżej wymienionymi związkami, wchodzą także grafit i duże cząsteczki krzemionki, a dołączony do nich płyn stanowi wodną zawiesinę koloidalnego krzemu.
Rozszerzalność mas fosforanowych może być zróżnicowana i zależy od proporcji zolu krzemowego i wody zgodnie z poniższymi zasadami:
1. Więcej zolu krzemowego / mniej wody = większa ekspansja;
2. Mniej zolu krzemowego / więcej wody = mniejsza ekspansja.
W warunkach przeciętnych proporcja ta wynosi jak trzy części zolu krzemowego do jednej części wody destylowanej.
Skład i wiązanie
Tlenek magnezu, reagując w wodnym roztworze z fosforanem, np. amonowym, tworzy fosforan magnezowo-amonowy:
Mg0 + NH4H2PO4 ----- MgNH4P04 + H2O
Związek ten, krystalizując, wiąże luźne cząstki wypełniacza krzemionkowego.
Sporządzanie formy odlewniczej
Materiał ten miesza się z wodą podobnie jak masy gipsowe. W rozrabianiu masy istnieją jednak pewne różnice:
a) ze względu na dużą wytrzymałość masy po stwardnieniu nie jest konieczne używanie metalowego pierścienia. W jego miejsce można posłużyć się pierścieniem plastikowym, który usuwa się po stwardnieniu materiału i przed jego wyżarzeniem;
b) masę wyżarza się w temp. 1000-1100°C.
Właściwości
a) Ekspansja - reakcja wiązania łączy się z ekspansją materiału, analogicznie, jak w przypadku gipsu (rośnięcie kryształów).
b) Porowatość - materiał po stwardnieniu wykazuje pewną porowatość, ale w stopniu zbliżonym do mas gipsowych.
c) Wytrzymałość - związanie materiału wzrasta w miarę jego wyżarzania, prawdopodobnie na skutek zachodzących reakcji chemicznych pomiędzy kryształami fosforanowymi a krzemionką i tworzeniem się krzemofosforanów.
Masy ogniotrwałe krzemionkowe
Reakcja wiązania
a) Stopień l.: hydroliza. Krzemian etylu może ulegać hydrolizie do kwasu krzemowego z uwolnieniem alkoholu etylowego:
Si(OC2H5)4 + 4 H2O ---- Si(OH)4 + 4 C2H55OH
w praktyce w skład masy wchodzi polimer krzemianu etylu, uwalniający zol poli(kwasu krzemowego).
b) Stopień 2.: żelowanie. Zol miesza się z krystobalitem lub kwarcem; po zwiększeniu pH mieszaniny przez dodanie MgO zachodzi proces tworzenia się żelu. W tym etapie występuje nieznaczny skurcz masy.
c) Stopień 3.: suszenie. Podczas ogrzewania masy, występuje znaczny jej skurcz, odparowywanie alkoholu i wody oraz wiązanie cząstek wypełniacza krzemionkowego przez odwodniony żel.
W niektórych masach poprzez dodanie aminy, np. piperydyny, fazy 1. i 2. zachodzą jednocześnie.
Właściwości
a) Zmiany objętościowe - masa cechuje się dużą rozszerzalnością cieplną ze względu na sporą ilość zawartej w niej krzemionki. Ekspansja masy jest tak duża, że z powodzeniem kompensuje:
b) Porowatość - gęste upakowanie cząstek wypełniacza powoduje, że masa jest prawie całkowicie pozbawiona porowatości. Aby zapobiec gromadzeniu się gazów w masie odlewowej, konieczne jest stworzenie w przygotowywanej formie specjalnych kanałów dla ich odprowadzenia.
Masy ogniotrwałe do odlewów z tytanu
Są różne masy osłaniające do odlewów z tytanu. Masy fosforanowe są stosowane do odlewów tytanowych, ale zwykle są zmodyfikowane w celu zwiększenia ekspansji, by skompensować skurcz metalu przy niżej temperaturze formy. Aby uniknąć zanieczyszczenia i degradacji powierzchni odlewu forma jest ogrzana do wiele niższych temperatur przed odlewem. Proponuje się też technikę odlewu formy odlewniczej o temperaturze pokojowej. W tym przypadku ekspansja formy odlewniczej nie jest ekspansją termiczną i musi być osiągnięta przez zastosowanie płynów zwiększających ekspansję wiązania. Wykorzystywane są także inne typy mas osłaniających do odlewów tytanu na bazie: tleneku glinu, spineli, tlenku cyrkonu, magnezja. Mogą one wykorzystywać jako czynniki wiążące magnezję i cement krzemowy.
1
Ryc.2. Rozszerzalność cieplna odmian krzemionki. C-krystobalit, Q - kwarc, T - trydymit, S - stopiona krzemionka
Wyszukiwarka
Podobne podstrony:
13 - Masy osłaniające, Materialy odlewowe
13 Prowadzenie dokumentacji stomatologicznej
13 Prowadzenie dokumentacji stomatologicznej
Masy osłaniające
kwestie spoleczne w pedagogice 13.03.2011nr 1, Pedagogika materiały
MASY OSŁANIAJĄCE new
chemia fizyczna cw 13, Politechnika Wrocławska inżynieria materiałowa 2012, chemia fizyczna lab
Wyznaczanie środka cięzkości brył o niregularnym rozkładzie masy, MiBM, Wytrzymałość Materiałów
13 - zakazenia układu płciowego, materiały ŚUM, III rok, Mikrobiologia
Masy osłaniające
3Wb Wykład 13 03 2015 NORMY MATERIAŁOWE I SPRZĘTU
Materiałoznawstwo i sprzęt stomatologiczny
ZAKRES MATERIAŁU OBOWIAZUJACEGO NA KOLOKWIUM, STOMATOLOGIA, Fizjo Żucia
HIPOPLAZJA SZKLIWA całość!, STOMATOLOGIA GUMed, III rok, zachowawcza z endodoncją, materiały
materiały stos w stom zach, Stomatologia UMED, Zachowawcza
więcej podobnych podstron