SMAROWANIE W WARUNKACH TARCIA MIESZANEGO
SMAROWANIE HYDROSTATYCZNE
SMAROWANIE GAZODYNAMICZNE
SMAROWANIE GAZOSTATYCZNE
SMARUJĄCE PARY CIERNE
SMAROWANIE ELEMENTÓW
MASZYN

SMAROWANIE W
WARUNKACH TARCIA
MIESZANEGO

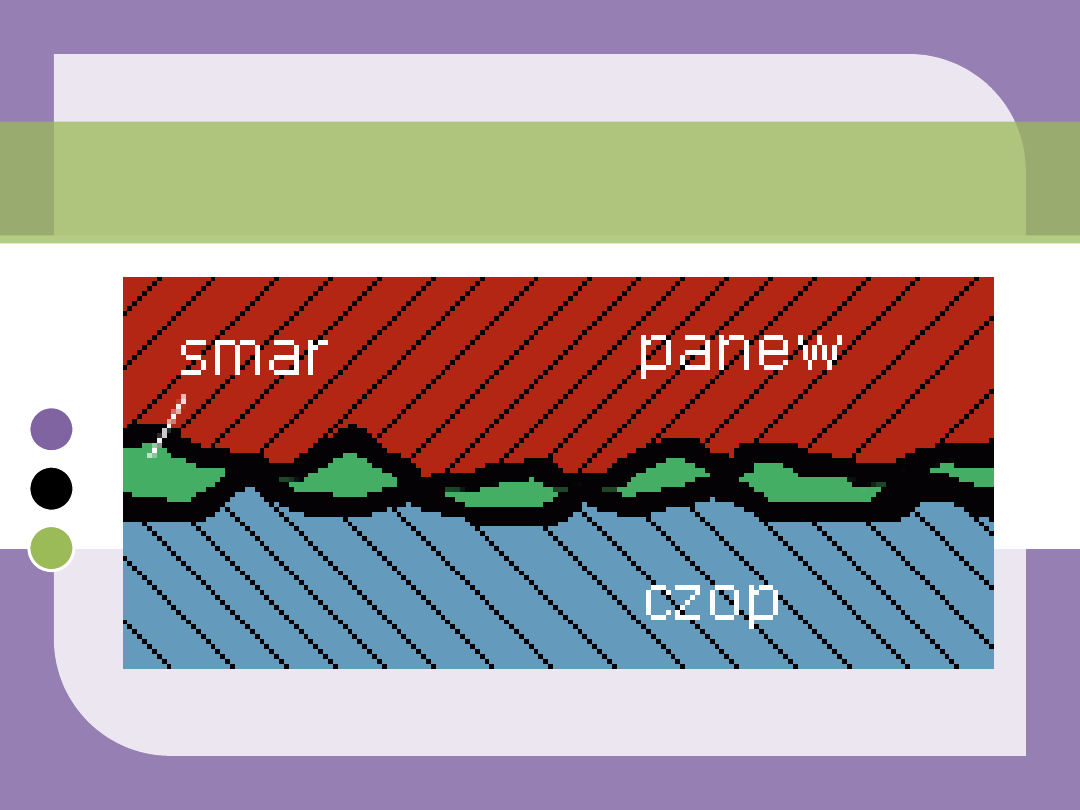
Tarciem mieszanym nazywamy proces
stanowiący połączenie co najmniej
dwóch różnych rodzajów tarcia.
Występuje ono wówczas, gdy część
powierzchni elementów w strefie
tarcia styka się bezpośrednio ze sobą
(tarcie graniczne) lub warstwą nośną
cieczy smarującej.
CO TO JEST TACIE MIESZANE?

Tarcie mieszane występuje przy:
niewielkich prędkościach ruchu
względnego powierzchni elementów
węzłów ślizgowych
dużych naciskach jednostkowych np.
podczas uruchamiania i zatrzymywania
maszyn. Wtedy substancja smarująca nie
rozdziela całkowicie powierzchni tarcia
współpracujących elementów maszyn.
WYSTĘPOWANIE

Podstawowym zjawiskiem procesów smarowania
granicznego jest wzajemne oddziaływanie
nieruchomości powierzchni współpracujących
elementów.
W badaniach modelowych procesu tarcia mieszanego
stosowane są różne formy geometryczne
odwzorowujące nierówności powierzchni tarcia
elementów maszyn. Są to np. stożki, kule, kliny itp. .
Przyjmowane założenia upraszczające stanową
dostatecznie wystarczające przybliżenie cech
kształtu rzeczywistych powierzchni tarcia.

SMAROWANIE
HYDROSTATYCZN
E

Smarowanie hydrostatyczne jest procesem
polegającym na wytwarzaniu między
współpracującymi powierzchniami elementów
węzłów ślizgowych warstwy cieczy, w której
występuje statyczne ciśnienie, powstające na
skutek ciągłej cyrkulacji cieczy wytwarzanej i
podtrzymywanej przez źródło ciśnienia, którego
wartość równoważy wartość obciążenia
zewnętrznego węzła ślizgowego przy całkowitym
oddzieleniu od siebie powierzchni
współpracujących elementów.
CO TO JEST SMAROWANIE
HYDROSTATYCZNE?
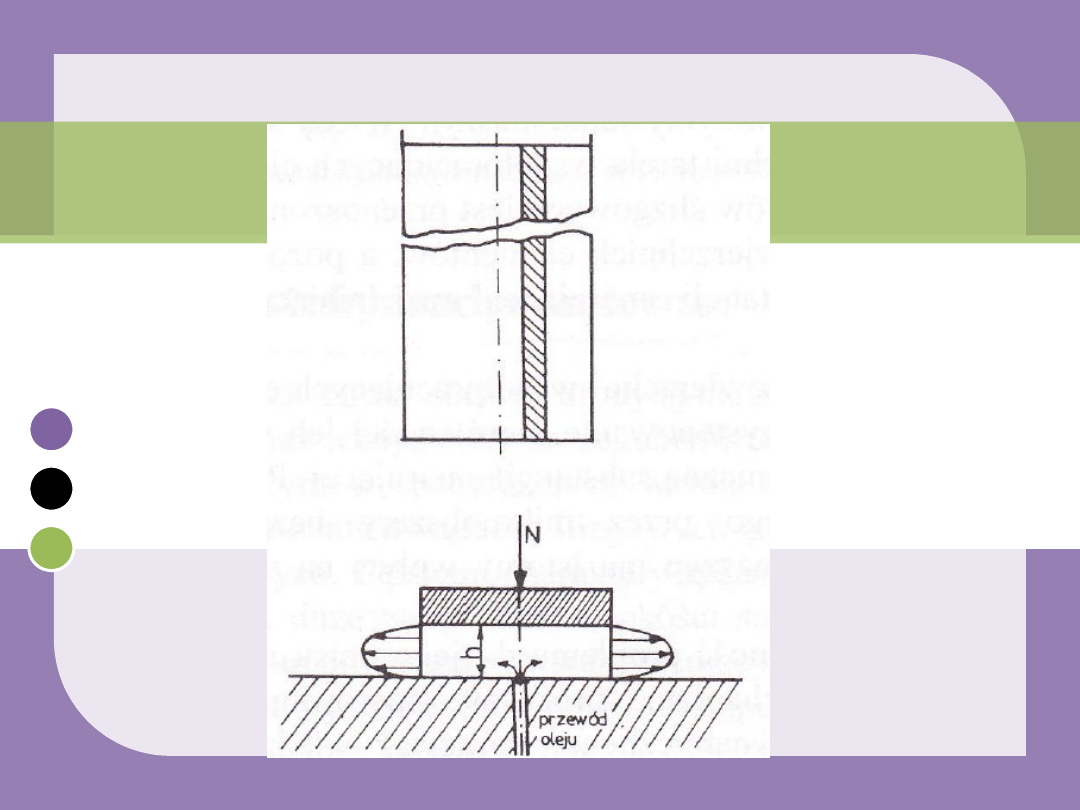
Schemat płozy z wyporem
hydrostatycznym

Zjawisko smarowania hydrostatycznego jest
obecnie wykorzystywane w różnych
maszynach dzięki temu, że:
Grubość warstwy smarującej zależy w
niewielkim stopniu od wartości obciążenia
węzła ślizgowego
Obciążalność łożysk zależy w niewielkim
stopniu od prędkości względnej ruchu
powierzchni współpracujących elementów
Opory tarcia są znikomo małe
WYKORZYSTANIE

W procesach konstruowania węzłów
ślizgowych maszyn smarnych w sposób
hydrostatyczny istnieje znacznie większa
dowolność w zakresie wyboru rozwiązań
konstrukcyjnych elementów. Opory tarcia w
tych węzłach są bardzo małe w całym
zakresie prędkości ruchu powierzchni
ślizgowych i ich elementów. W związku z
tym procesy smarowania hydrostatycznego
stosowane są w łożyskach wielu maszyn.

W łożyskach wzdłużnych
Do unoszenia czopów łożyskowych wałów ciężkich maszyn
wirnikowych w czasie ich rozruchu
W łożyskach ślizgowych poprzecznych, w których warstwa
nośna czynnika smarnego nie jest wytwarzana w naturalny
sposób
W prowadnicach w celu zmniejszenia oporów tarcia
poruszających się względem siebie elementów
W urządzeniach do badania łożysk ślizgowych w celu
zmniejszenia oporów ich ruchu
W celu amortyzowania drgań elementów maszyn
W celu utrzymania określonego luzu między powierzchniami
współpracujących elementów
Stosowane są miedzy
innymi:
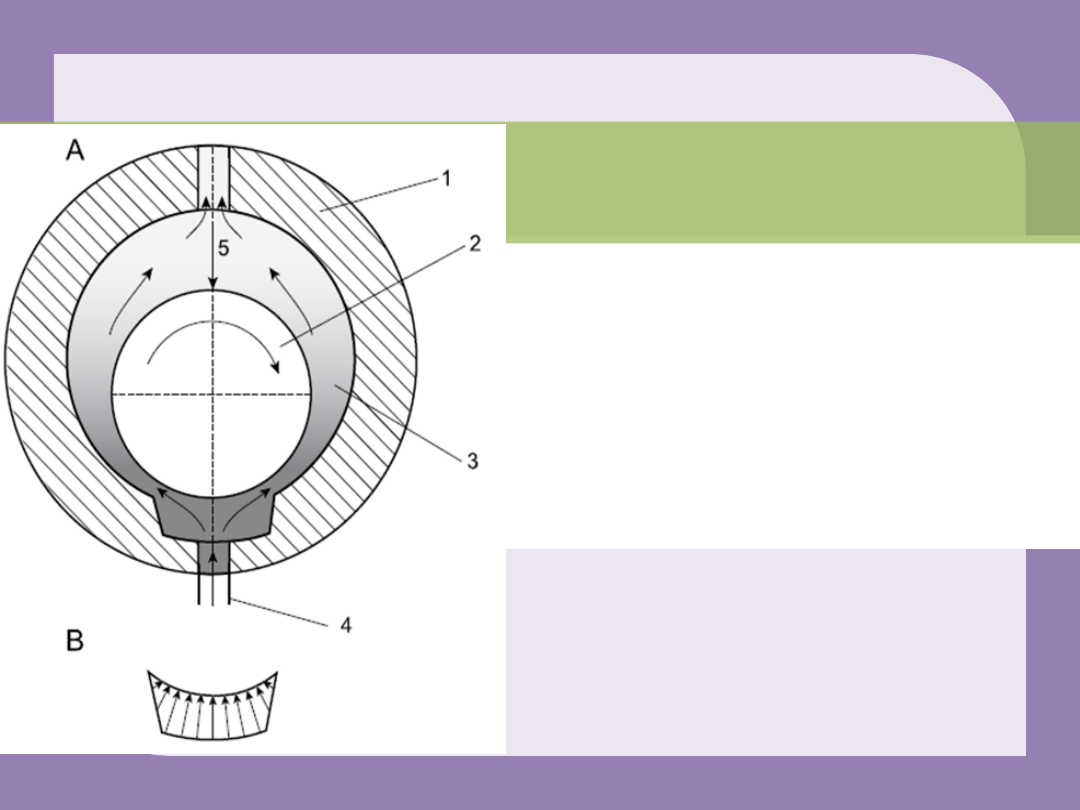
MODEL SMAROWANIA
HYDROSTATYCZNEGO
POPRZECZNEGO ŁOŻYSKA
ŚLIZGOWEGO
A – przekrój poprzeczny łożyska
ślizgowego
B – rozkład ciśnień w łożysku
wywołany czynnikami
zewnętrznymi
1 – panew łożyska
2 – wał łożyska
3 – środek smarny
4 – wlot środka smarnego
5 – wylot środka smarnego
SMAROWANIE
GAZODYNAMICZNE

Smarowanie gazodynamiczne jest zjawiskiem
polegającym na tworzeniu się warstwy
nośnej gazu między odpowiednio
ukształtowanymi powierzchniami elementów
węzłów ślizgowych. W warstwie gazu
powstaje ciśnienie dynamiczne
równoważące zewnętrzne obciążenie węzła
ślizgowego i powodujące całkowite
oddzielenie powierzchni ślizgowych
elementów maszyn.
ZJAWISKO SMAROWANIA
GAZODYNAMICZNEGO

Jest analogiczny do mechanizmu
sterowania hydrodynamicznego.
Jednak ze względu na znacznie
większą ściśliwość gazu niż cieczy
cecha ta jest uwzględniona w
modelach matematycznych
stosowanych do opisu zjawiska
smarowania gazodynamicznego.
MECHANIZNM ZJAWISKA
SMAROWANIA
GAZODYNAMICZNEGO

W warstwie nośnej cieczy powstającej
w procesach smarowania
hydrodynamicznego wytwarzane są
dwa obszary ciśnienia tzn.
nadciśnienie i podciśnienie. Wartości
nadciśnienia i podciśnienia smaru są
niezależne od wartości ciśnienia w
otoczeniu węzłów ślizgowych.
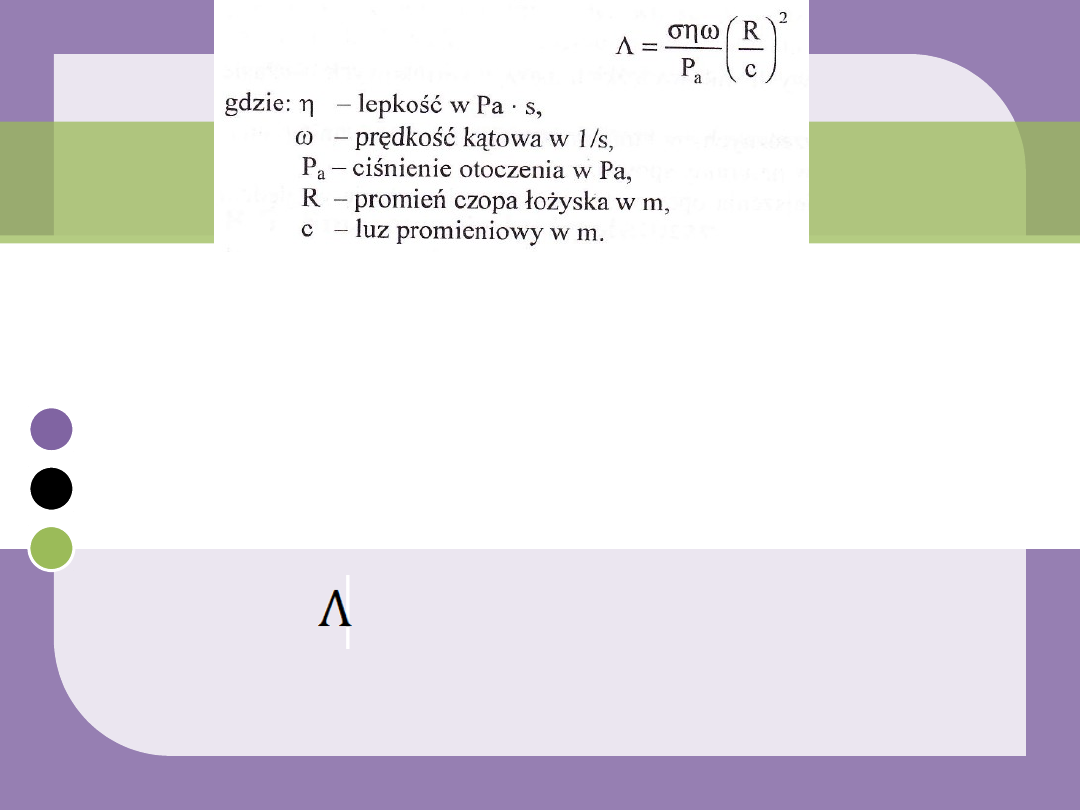
W procesach smarowania gazodynamicznego
następują zmiany gęstości i lepkości gazu.
W związku z tym do opisu procesu
smarowania gazodynamicznego można
stosować teorię płynów nieściśliwych tylko
dla bardzo małych (zbliżonych do zera)
wartościach parametru (lambda)
nazywanego parametrem łożysk i
obliczonego według wzoru.

Lepkość gazu wzrasta ze wzrostem jego
temperatury. W większości analiz
smarowania gazodynamicznego zakładane
są warunki izotermiczne procesu. Założenie
to jest możliwe wówczas, gdy prędkości
ruchu względnego elementów węzła
ślizgowego mieszczą się w zakresie
wartości, w którym opory tarcia i związane
z tym wydzielające się ciepło nie powodują
wzrostu temperatury.

Grubość warstw nośnych gazu są znacznie
mniejsze niż grubość warstw olejowych. Jest to
wielkość porównywalna z wartością
chropowatości czopa i panwi łożyska. W związku z
tym wszelkie błędy kształtu powierzchni czopa i
panwi są przyczyną przemiennego ściskania i
rozszerzania gazu w miejscach ich występowania.
Na skutek tego w warstwie smarującej gazu
powstają obszary podwyższonego i obniżonego
ciśnienia, które powodują zaburzenia w rozkładzie
ciśnienia i przepływu gazu.

W maszynach przepływowych
We wrzecionach obrabiarek
W urządzeniach kontrolno-
pomiarowych
W żyroskopach
Wiertarkach dentystycznych
itd.
ŁOŻYSKA GAZODYNAMICZNE
STOSOWANE SĄ:
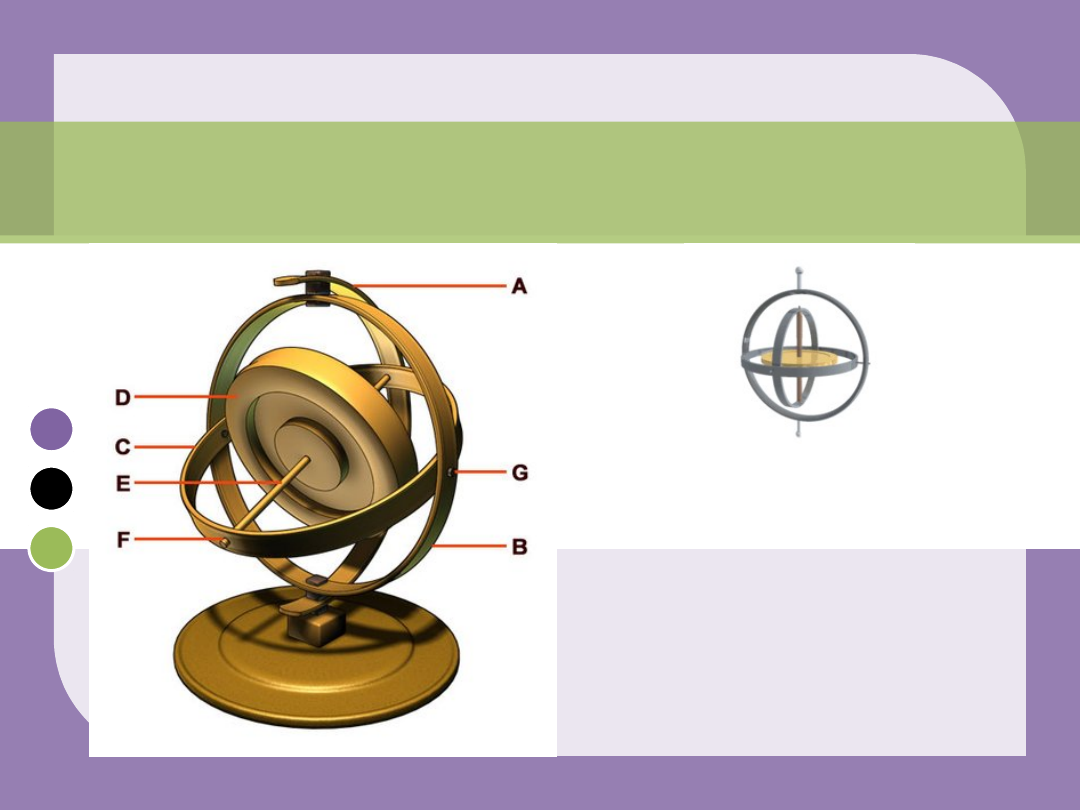
ŻYROSKOP
Budowa żyroskopu:
A – mocowanie zewnętrznego
pierścienia,
B – zewnętrzny pierścień,
C – wewnętrzny pierścień,
D – koło zamachowe,
E – ośka,
F – mocowanie,
G – łożysko

Małe opory tarcia
Łatwość pozyskiwania substancji smarującej
Utrzymanie czystości powierzchni
elementów łożysk
Możliwość stosowania gazu w szerokim
zakresie zmienności jego temperatury w
przeciwieństwie do cieczy, której
zastosowanie jest ograniczone ze względu
na niebezpieczeństwo jej wrzenia lub
zamarzania
Zalety smarowania
gazodynamicznego

Mała nośność łożysk
Mała stabilność pracy łożysk
Konieczność zapewnienia wysokiej
dokładności wykonania i
chropowatości powierzchni
elementów łożyskowych
Wady smarowania
gazodynamicznego

SMAROWANIE
GAZOSTATYCZNE

Smarowanie gazostatyczne jest procesem oddzielenia
powierzchni ślizgowych elementów maszyn warstwą
gazu, w którym wytworzone jest ciśnienie statyczne,
równoważące zewnętrzne obciążenie węzła
ślizgowego. Mechanizm zjawiska smarowania
gazostatycznego jest podobny do mechanizmu
smarowania hydrostatycznego. Różnice między
smarowaniem cieczą, a smarowaniem gazem są
jedynie ilościowe i dotyczą głównie zmian
spowodowanych różnymi wartościami lepkości i
gęstości obydwu substancji smarujących oraz zmian
wartości tych cech.
PROCES SMAROWANIA
GAZOSTATYCZNEGO

SMARUJĄCE PARY
CIERNE

Są one wytwarzane w dwóch odmianach:
Łożyska porowate nasycone ciekłymi
smarami
Łożyska kompozytowe, których
elementy są wytwarzane przez ich
wprasowanie z proszków metali lub
tlenków metali z dodatkiem smarów
stałych
Samosmarującymi parami
ciernymi nazywamy łożyska
smarujące

Stosowane są do smarowania węzłów
maszyn przenoszących niewielkie
obciążenia i nie narażonych na
drgania mechaniczne. W tych
warunkach użytkowania łożyska te nie
są smarowane, natomiast w innych
warunkach smarowanie okresowe jest
niezbędne.
ŁOŻYSKA POROWATE

Stosowane są w tych węzłach
ślizgowych, w których smarowanie
olejami jest niemożliwe, utrudnione
albo gdy użyte smary plastyczne lub
płynne zanieczyszczają wytworzony
produkt obniżające jego jakość.
Łożyska te nie wymagają
dodatkowego smarowania.
SMARUJĄCE ŁOŻYSKA ZE
STAŁYMI SMARAMI

DZIĘKUJEMY ZA
UWAGĘ
Document Outline
- Slide 1
- Slide 2
- CO TO JEST TACIE MIESZANE?
- Slide 4
- WYSTĘPOWANIE
- Slide 6
- Slide 7
- CO TO JEST SMAROWANIE HYDROSTATYCZNE?
- Slide 9
- WYKORZYSTANIE
- Slide 11
- Stosowane są miedzy innymi:
- Slide 13
- Slide 14
- ZJAWISKO SMAROWANIA GAZODYNAMICZNEGO
- MECHANIZNM ZJAWISKA SMAROWANIA GAZODYNAMICZNEGO
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- ŁOŻYSKA GAZODYNAMICZNE STOSOWANE SĄ:
- ŻYROSKOP
- Zalety smarowania gazodynamicznego
- Wady smarowania gazodynamicznego
- Slide 25
- PROCES SMAROWANIA GAZOSTATYCZNEGO
- Slide 27
- Samosmarującymi parami ciernymi nazywamy łożyska smarujące
- ŁOŻYSKA POROWATE
- SMARUJĄCE ŁOŻYSKA ZE STAŁYMI SMARAMI
- Slide 31
Wyszukiwarka
Podobne podstrony:
Tarcie i smarowanie współpracujących elementów maszyn wykład AW5a
OS060 Wykorzystanie zuzytych elementów maszyn i pojazdów
teoria do weryfikacji elementów maszyn
Identyfikacja rodzajów zużycia metalowych elementów maszyn
Ogólne podstawy projektowania i konstruowania elementów maszyn, Uczelnia, Metalurgia
W?lu zapewnienia prawidłowej pracy elementów maszyn poruszających się ruchem obrotowym
Konstruowanie elementów maszyn (23 58)
2006 06 08 Techn frezowania - zadanie, AGH, Semestr 8, Technologia wybranych elementów maszyn, cnc
lozyska 1, Ochrona Środowiska pliki uczelniane, Elementy maszyn
2 Podstawy obliczeń elementów maszyn
ściągi pwsz, PKM - 4.semestr, Łożyska służą do utrzymywania stałego położenia osi obrotu obracającyc
o lozyskach 1, Ochrona Środowiska pliki uczelniane, Elementy maszyn
Łożyska kulkowe wahliwe są nierozłączne, Ochrona Środowiska pliki uczelniane, Elementy maszyn
Wyklad, Ochrona Środowiska pliki uczelniane, Elementy maszyn
03 Konstruowanie elementów maszyn
Po czenia elementˇw maszyn
Wykład IV Niezawodność i trwałóść elementów maszyn ED
Klasyfikacja kontroli jakości elementów maszyn, Akademia Morska -materiały mechaniczne, szkoła, Mega
więcej podobnych podstron