POLITECHNIKA KRAKOWSKA
Instytut Technologii Maszyn
i Automatyzacji Produkcji
ZAKŁAD TECHNOLOGII OBRÓBKI
Szczepan Pelc
....................................................
Imię i nazwisko
Grupa 12M5 Zespół 1
r. ak. 2012/2013
LABORATORIUM
TECHNOLOGII OBRÓBKI
Ćwiczenie odpracowano
Ćwiczenie zaliczono
Prowadzący Dr inż. Małgorzata
Kowalczyk
Prowadzący Dr inż. Małgorzata
Kowalczyk
Ocena
Podpis
Podpis
Data
05.04.2013r.
Data
Ćwiczenie nr 3
FREZOWANIE
I. Cel ćwiczenia:
Celem ćwiczenia jest praktyczne zapoznanie studentów z rodzajami
i zastosowaniem frezów oraz określaniem zależności kinematycznych
i technologicznych frezowania walcowego i czołowego.
II. Wymagane wiadomości:
1. Kinematyka i odmiany frezowania walcowego i czołowego.
2. Kształt i charakterystyka stereometryczna frezów.
3. Materiały narzędziowe na frezy.
4. Geometria warstwy skrawanej przy frezowaniu walcowym i czołowym.
5. Czas maszynowy frezowania walcowego i czołowego.
6. Chropowatość powierzchni po frezowaniu walcowym i czołowym.
7. Wydajność procesu frezowania.
III. Opis stanowiska laboratoryjnego:
Frezarka uniwersalna FND 32-PAE. Zestaw frezów, próbki obrobione
frezowaniem, na sucho i z chłodzeniem. Materiał obrabiany wg wskazań
prowadzącego ćwiczenie.
IV. Przebieg ćwiczenia:
Zadanie laboratoryjne 1
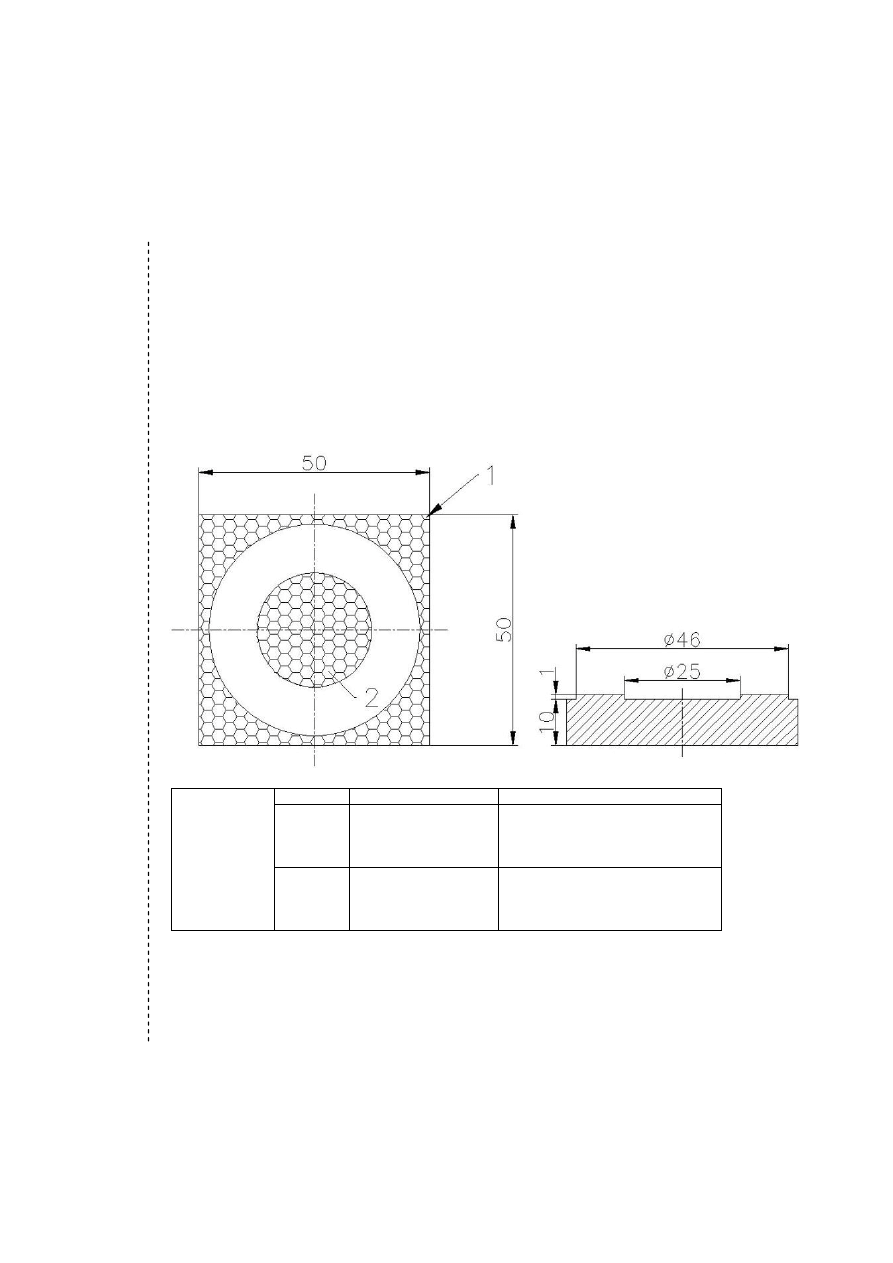
A). Dobrać narzędzia do wykonania powierzchni wg szkicu i podać ich pełne
oznaczenie.
Tabela 1
Frezarka
uniwersalna
Nr pow.
Oznaczenie freza
Nazwa freza
1
S645M
Frez trzpieniowy ELITE VHM
(walcowo-czołowy)
2
S645M
Frez trzpieniowy ELITE VHM
(walcowo-czołowy)
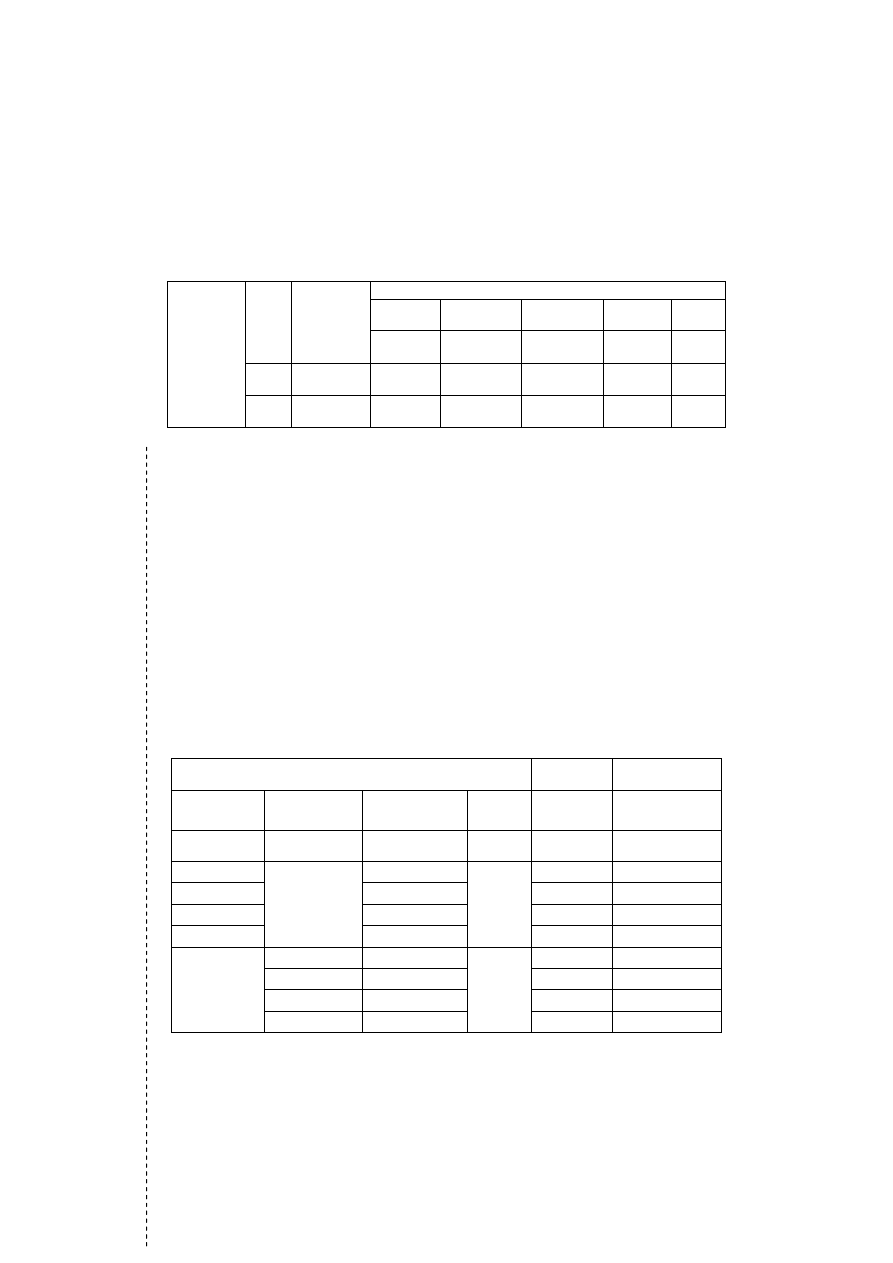
B). Ustalić warunki skrawania do wykonania przedmiotu.
Tabela 2
Frezarka
uniwersalna
Nr
pow.
Narzędzie
Warunki skrawania
n
v
f
f
z
v
c
a
p
obr/min
mm/min
mm/ostrze
m/min
mm
1
S645M
1401,27
479,23
0,057
110
1
2
S645M
1401,27
479,23
0,057
110
1
Materiał obrabiany: 40HM
C). Dla powierzchni nr 1 obliczyć:
a. czas maszynowy skrawania:
l
v
= 12,5 mm
l
d
= 8 mm
l = 50 mm
t
m
= 0,15 min
b. wydajność objętościowa i powierzchniowa obróbki:
Q
v
= 1000 a
p
f
z
v
c
= 6,27
Q
p
= 1000 f
z
v
c
= 6,27
Zadanie laboratoryjne 2
Zapoznać się z wpływem posuwu, prędkości skrawania oraz cieczy chłodzącej
na chropowatość powierzchni.
a. frezowanie walcowe:
Materiał obrabiany: stal 45.
Profilometr cyfrowy SJ – 201P.
Narzędzie: NFWa 80, D
c
= 80 mm, z = 8. Ciecz obróbkowa: Emulsja E.
Tabela 3
Warunki skrawania
Frezowanie
na sucho
Frezowanie
z chłodzeniem
v
c
v
f
f
z
a
p
R
z
R
a
m/min
mm/min
mm/ostrze
mm
μm
μm
8,9
25
0,088
1
3,4
2,7
11,3
0,069
2,8
2,3
17,8
0,044
2,2
1,6
28,1
0,028
2,0
0,6
11,3
31,5
0,088
1
11,5
9,8
40
0,111
29,8
23,7
63
0,175
63,8
25,2
80
0,222
79,6
27,2
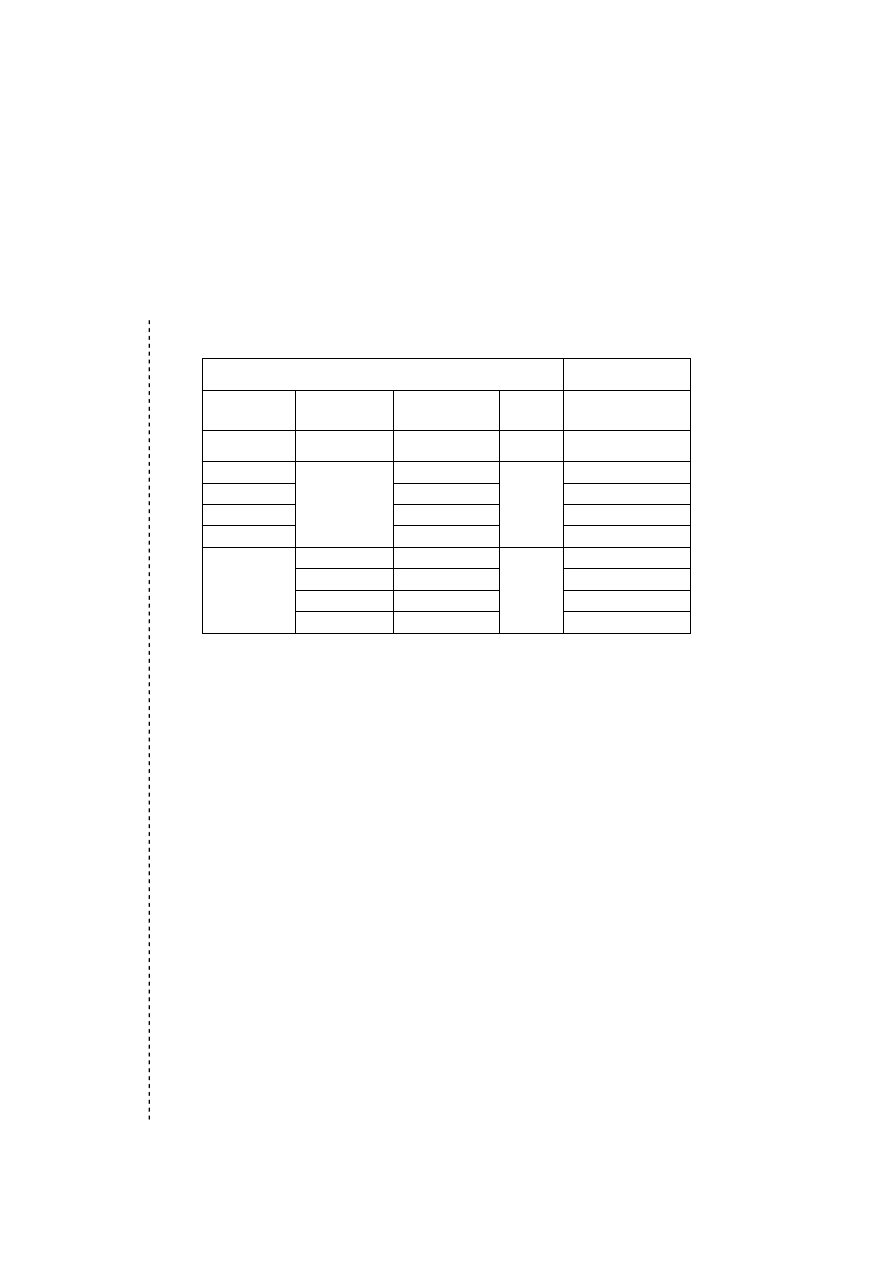
b. frezowanie czołowe:
Materiał obrabiany: stal 45.
Profilometr cyfrowy SJ – 201P.
Narzędzie: NFCa 63, D
c
= 63 mm, z = 5. Ciecz obróbkowa: na sucho.
Tabela 4
Warunki skrawania
Frezowanie
na sucho
v
c
v
f
f
z
a
p
Ra
m/min
mm/min
mm/ostrze
mm
µm
8,9
20
0,089
1
8,6
11,1
0,071
6,8
17,8
0,044
6,0
27,7
0,029
5,5
11,1
25
0,089
1
7,0
40
0,143
7,6
50
0,178
8,5
63
0,225
10,1
V. Zadania do wykonania
1. Wykonać wykresy: R
a
= f(vc), v
f
= const. R
a
= f(vf), v
c
= const.
wg tabel 3 i 4.
2. Obliczyć f
z
dla poszczególnych powierzchni obrobionych wg tabeli 2.
VI. Literatura
[1] Dmochowski J.: Podstawy obróbki skrawaniem, PWN, Warszawa, 1983.
[2]
Grzesik W.: Podstawy skrawania materiałów metalowych, WNT,
Warszawa, 1998.
[3] Jemielniak K.: Obróbka skrawaniem, PW, Warszawa, 1998.
[4] Katalogi narzędziowe, notatki z wykładu.
[6] Poradnik inżyniera: – Obróbka skrawaniem, t.1, WNT, Warszawa, 1991.
[7]
Wysiecki M.: Nowoczesne materiały narzędziowe stosowane w obróbce
skrawaniem, WNT, Warszawa, 1997.
Wyszukiwarka
Podobne podstrony:
Mathcad Szczepan Pelc podnosnik
Szczepan Pelc projekt śruby
W1 Szczepan Pelc 12M5 Z 1
K1 Obajtek Piotr i Pelc Szczepan gr 12M5
SZCZEPIENIA
Systemy Bezprzewodowe W3
Gospodarka W3
Szczepienia zalecane
w3 skrócony
AM1 w3
marszalek szczepienia2
konstrukcja rekombinowanych szczepów, szczepionki
w3 recykling tworzyw sztucznych
Finansowanie W3
Szczepienia ochronne u dzieci
W2 i W3
so w3
więcej podobnych podstron