POLITECHNIKA KRAKOWSKA
Instytut Technologii Maszyn
i Automatyzacji Produkcji
ZAKŁAD TECHNOLOGII OBRÓBKI
Szczepan Pelc
....................................................
Imię i nazwisko
Grupa 12M5 Zespół 1
r. ak. 2012/2013
LABORATORIUM
TECHNOLOGII OBRÓBKI
Ćwiczenie odpracowano
Ćwiczenie zaliczono
Prowadzący Dr inż. Małgorzata
Kowalczyk
Prowadzący Dr inż. Małgorzata
Kowalczyk
Ocena
Podpis
Podpis
Data
1.03.2013r.
Data
Ćwiczenie nr 1
TOCZENIE I WYTACZANIE
I. Cel ćwiczenia:
1. Praktyczne zapoznanie studentów z rodzajami i zastosowaniem noży
tokarskich,
2. Zapoznanie studentów z zastosowaniem toczenia do obróbki różnych
powierzchni,
3. Określenie zależności kinematycznych i technologicznych w procesie
toczenia.
II. Wymagane wiadomości:
1. Kinematyka i odmiany toczenia,
2. Klasyfikacja i charakterystyka noży tokarskich,
3. Budowa i stereometria ostrza noża tokarskiego w układzie narzędzia,
4. Rodzaje materiałów narzędziowych i powłok stosowanych na ostrza,
5.
Chropowatość powierzchni przedmiotu obrobionego i jej parametry.
III. Opis stanowiska laboratoryjnego:
Tokarka uniwersalna, nóż tokarski składany, polimetaliczny, normalny.
Materiał wg wskazań prowadzącego ćwiczenie. Profilometr cyfrowy
SJ – 201 P f-my Mitutoyo.
IV. Przebieg ćwiczenia:
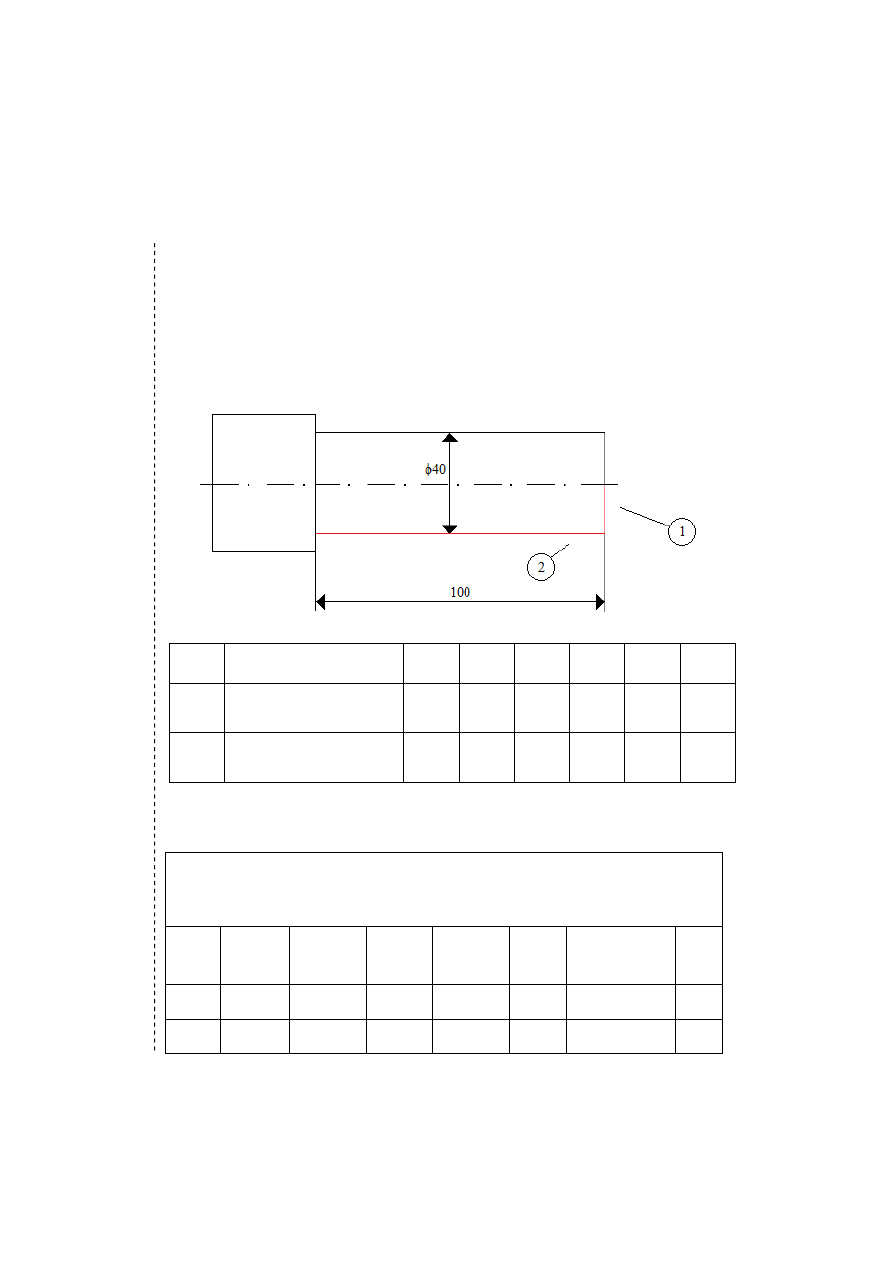
Zadanie laboratoryjne 1. Wykonać rysunek przedmiotu typu wałek a następnie
dobrać narzędzia potrzebne do obrobienia zaznaczonych powierzchni.
Nr
pow.
Oznaczenie
płytki/oprawki
α
0
γ
0
λ
s
к
r
к
r
’
r
є
1
oprawka PTGNR2020K16
płytka TNMG 160412
0°
-6
-15
91°
2,9°
0,12
2
oprawka PTGNR2020K16
płytka TNMG 160412
0°
-6
-15
91°
2,9°
0,12
Zadanie laboratoryjne 2. Dobrać parametry obróbki wg katalogu
narzędziowego do wykonania przedmiotu podanego na rysunku w punkcie 1.
Tokarka MASTERTURN400x1000 P
S
= 7,5 [kW]
Materiał obrabiany Pt7
Nr
pow.
d x l
[mm]
n
[obr/min]
v
c
[m/min]
f
0
[mm/obr]
a
p
[mm]
Ośrodek
obróbkowy
t
s
[min]
1
40x100
637
80
0,211
2,5
na sucho
0,17
2
40x100
637
80
0,211
2,5
na sucho
0,61
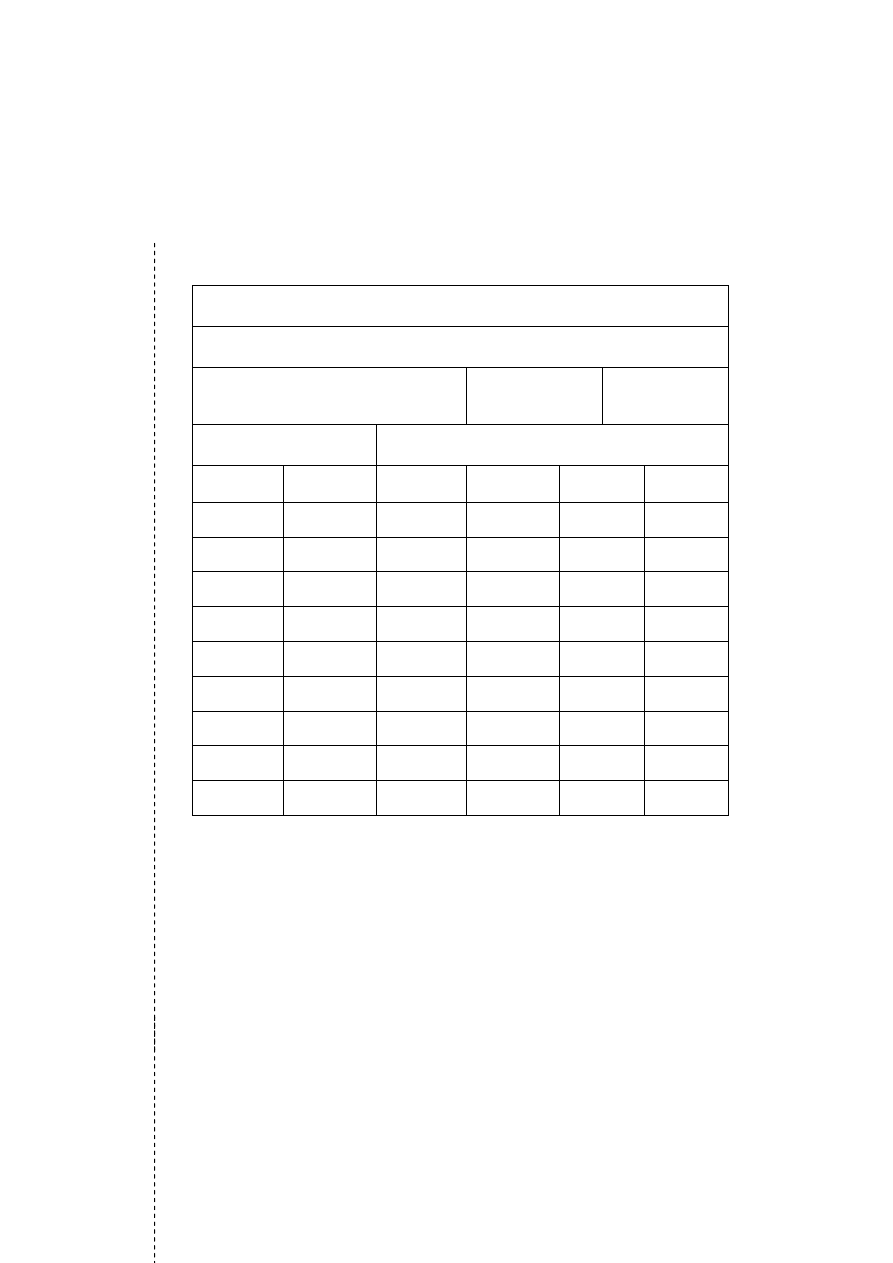
Zadanie laboratoryjne 3. Określić wpływ posuwu i promienia naroża na
chropowatość powierzchni obrobionej.
Tokarka MASTERTURN400x1000 P
S
= 7,5 [kW]
Materiał obrabiany Pt7
Narzędzie: oprawka PTGNR2020K16
płytka TNMG 160412
r
= 91°
'
r
= 2,9°
a
p
= 0,5 [mm]
Ośrodek obróbkowy: na sucho
d x l [mm] n [obr/min] v
c
[m/min] f
0
[mm/obr]
r
є
[mm]
R
a
[μm]
32,5x10
950
97
0,077
1,2
0,54
32,5x10
950
97
0,105
1,2
0,60
32,5x10
950
97
0,211
1,2
1,34
32,5x10
950
97
0,307
1,2
2,65
32,5x10
950
97
0,422
1,2
4,51
32,5x10
950
97
0,211
1,2
1,51
32,5x10
950
97
0,211
0,8
1,97
32,5x10
950
97
0,211
0,4
4,20
V. Zadania do wykonania:
1.Podać definicję parametrów geometrycznych obrabianej powierzchni.
2.Wykonać wykresy R
a
w funkcji posuwu f
0
i R
a
w funkcji promienia naroża r
є
.

VI. Literatura.
[1] Brodowicz W.: Skrawanie i narzędzia, WSiP, Warszawa 1995.
[2] Dmochowski J.: Podstawy obróbki skrawaniem, PWN, Warszawa 1983.
[3] Grzesik W.: Podstawy skrawania materiałów metalowych, WNT,
Warszawa1998.
[4] Jemielniak K.: Obróbka skrawaniem, PW, Warszawa 1998.
[5] Kaczmarek J.: Podstawy obróbki wiórowej, ściernej i erozyjnej, WNT,
Warszawa1970.
[6] Katalogi narzędziowe – SANDVIK Coromant, Iscar.
[7] Poradnik inżyniera – Obróbka skrawaniem, t.1, WNT, Warszawa 1991.
[8] Przybylski L.: Strategia doboru warunków skrawania współczesnymi
narzędziami, PK, Kraków 1999.
[9] Wysiecki M.: Nowoczesne materiały narzędziowe stosowane w obróbce
skrawaniem, WNT, Warszawa 1997.
Wnioski do zadania laboratoryjnego 3.
Wyraźnie widać zatem, że wraz ze wzrostem posuwu f
0
chropowatość powierzchni
obrobionej wzrasta, natomiast wraz ze wzrostem promienia naroża r
є
maleje.
V. Ad.1
Chropowatość lub chropowatość powierzchni – cecha powierzchni ciała stałego,
oznacza rozpoznawalne optyczne lub wyczuwalne mechanicznie nierówności
powierzchni, niewynikające z jej kształtu, lecz przynajmniej o jeden rząd wielkości
drobniejsze. Chropowatość w przeciwieństwie do innej podobnej cechy – falistości
powierzchni, jest pojęciem odnoszącym się do nierówności o relatywnie małych
odległościach wierzchołków. Wielkość chropowatości powierzchni zależy od rodzaju
materiału i przede wszystkim od rodzaju jego obróbki. W budowie maszyn stosuje się
dwa parametry (stosuje się więcej parametrów – te dwa można uznać za podstawowe)
określające:
Ra - Średnie arytmetyczne odchylenie profilu od linii średniej,
Rz - Wysokość chropowatości według dziesięciu punktów profilu.
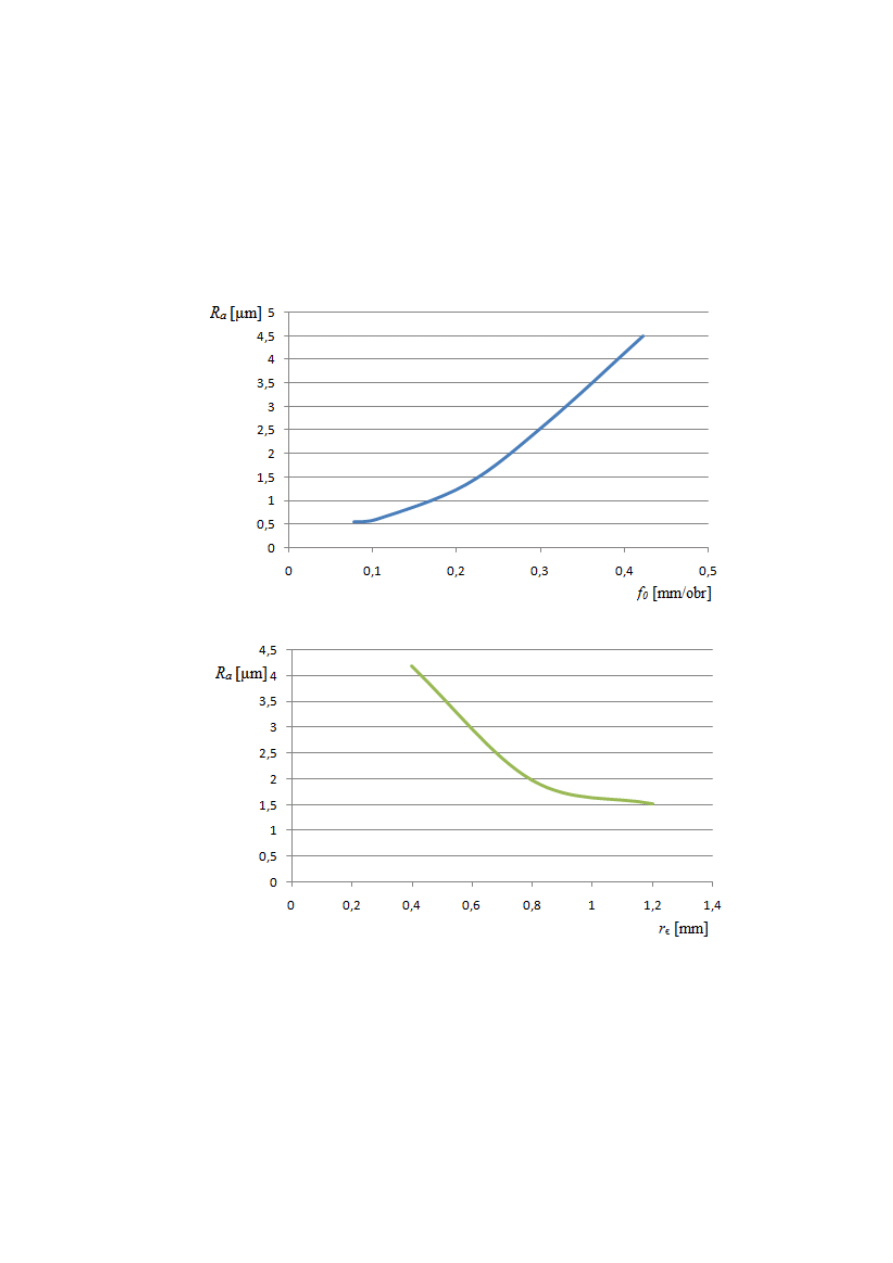
Ad.2 Wykresy
Wyszukiwarka
Podobne podstrony:
K1 Obajtek Piotr i Pelc Szczepan gr 12M5
Mathcad Szczepan Pelc podnosnik
W3 Szczepan Pelc
Szczepan Pelc projekt śruby
Farmakologia pokazy, Podstawy Farmakologii Ogólnej (W1)
W1 wprow
Przygotowanie PRODUKCJI 2009 w1
SZCZEPIENIA
w1 czym jest psychologia
Szczepienia zalecane
PD W1 Wprowadzenie do PD(2010 10 02) 1 1
marszalek szczepienia2
konstrukcja rekombinowanych szczepów, szczepionki
wde w1
Szczepienia ochronne u dzieci
więcej podobnych podstron