
Dariusz WAWRZYŃCZAK, Wojciech NOWAK
Politechnika Częstochowska
Adsorpcyjne techniki separacji CO
2
Przedstawiono adsorpcyjne techniki separacji dwutlenku węgla ze spalin kotłowych. Dla
wybranych technik separacji CO
2
, takich jak: PSA oraz PTSA przeprowadzono badania rozdziału
gazów symulujących skład spalin pochodzących ze spalania węgla w atmosferze wzbogaconej
tlenem na komercyjnym sorbencie 4A przy różnych wartościach strumienia gazu płuczącego.
Proces PTSA prowadzono w różnych temperaturach zasilania oraz regeneracji złoża. Dla wybranej
konfiguracji procesu przedstawiono średnie stężenia dwutlenku węgla oraz tlenu w produkcie
wzbogaconym, jak również odzysk dwutlenku węgla z gazu zasilającego złoże.
Słowa kluczowe: adsorpcja zmiennociśnieniowa PSA, adsorpcja zmiennociśnieniowa i
zmiennotemperaturowa PTSA, separacja gazów, zeolit 4A.
1. Wprowadzenie
Z uwagi na europejskie zobowiązania do przechodzenia na technologie niskoemisyjne
oraz konieczność ograniczenia emisji gazów cieplarnianych o 20% do 2020 roku, rozwój
technologii czystego węgla powinien następować równolegle z rozwojem technologii
wychwytywania i magazynowania CO
2
- CCS (Carbon Capture and Storage).
Istnieją trzy główne technologie wychwytywania CO
2
: przed procesem spalania (pre-
combustion capture), po procesie spalania (post-combusiton capture) oraz technologia, w
której spalanie odbywa się bez obecności azotu (znane jako oxy-fuel combustion lub
spalanie z recyrkulacją spalin O
2
/CO
2
, ale także spalanie w pętli chemicznej – chemical
looping combustion) [1].
Do usuwania CO
2
stosuje się techniki oparte na procesach: absorpcji chemicznej i
fizycznej, adsorpcji, separacji membranowej, czy kriogenicznej. Z uwagi na dużą
dyspozycyjność i elastyczność pracy oraz możliwość pełnej automatyzacji procesu [2] do
badań rozdziału CO
2
z gazów spalinowych zostały wybrane metody adsorpcyjne.
Wśród procesów adsorpcyjnych wyróżnia się: adsorpcję zmiennociśnieniową – PSA
(Pressure Swing Adsorption), adsorpcję zmiennociśnieniową z zastosowaniem próżni przy
procesie desorpcji – VSA lub V-PSA (Vacuum Pressure Swing Adsorption), adsorpcję
zmiennotemperaturową – TSA (Temperature Swing Adsorption), łączoną adsorpcję
zmiennociśnieniową oraz zmiennotemperaturową – PTSA (Pressure Temperature Swing
Adsorption) oraz adsorpcję z zastosowaniem niskonapięciowego prądu elektrycznego
przepuszczanego przez złoże podczas realizacji etapu desorpcji – ESA lub ETSA
(Electrical Thermal Swing Adsorption). Ponadto adsorpcja zmiennociśnieniowa może być
realizowana jako szybka adsorpcja zmiennociśnieniowa – RPSA (Rapid Pressure Swing
Adsorption) oraz ultraszybka adsorpcja zmiennociśnieniowa – URPSA (Ultra Rapid
Pressure Swing Adsorption).
W
metodzie adsorpcji wykorzystuje się różnicę w chłonności sorpcyjnej lub szybkości
adsorpcji poszczególnych składników rozdzielanej mieszaniny gazowej na danym
adsorbencie, a proces przebiega cyklicznie. W technice PSA adsorpcja prowadzona jest
pod zwiększonym ciśnieniem, a desorpcja przy obniżonym ciśnieniu – zwykle przy
ciśnieniu atmosferycznym. Ciągłość procesu zapewnia zastosowanie systemu składającego

się z kilku lub kilkunastu złóż [3]. Jak wskazuje Gomes V. i Yee K. [4] proces PSA jest
dobrze rozwiniętą techniką do usuwania, a następnie do odzyskiwania CO
2
z gazów.
Odmianą techniki PSA jest VSA. Dzięki obniżonemu ciśnieniu podczas regeneracji złoża
(poniżej ciśnienia otoczenia) gaz w etapie adsorpcji nie musi być znacznie sprężany.
Proces VSA został porównany z procesem TSA przez Tlili N. i in. [5], którzy uznali etap
desorpcji przebiegający przy obniżonym ciśnieniu za bardzo wydajny, mogący zastąpić
etap płukania czy ogrzewania złoża. Z kolei metoda adsorpcji zmiennociśnieniowej TSA,
wykorzystująca różnicę w pojemności sorpcyjnej sorbentów w różnych temperaturach,
stosowana głównie do usuwania lotnych związków organicznych, jest również bardzo
efektywna w przypadku separacji CO
2
. Tlili N. i in. [5] uzyskali prawie czyste CO
2
(ok.
99%) przy odzysku 79%, gdy temperatura desorpcji wynosiła 210°C. Połączeniem metod
PSA i TSA jest technika PTSA, w której proces realizuje się w różnych temperaturach, jak
i ciśnieniach. Poza ogrzewaniem sorbentu poprzez gorący strumień gazu lub płaszcz
grzejny możliwy jest bezpośredni sposób ogrzewania złoża za pomocą metody ESA.
Wymaga ona jednak zastosowania adsorbentu będącego elektrycznym przewodnikiem.
Wyniki uzyskane przez Grande C. i Rodrigues A. [6] wskazują na konieczność
zastosowania adsorbentu o większej pojemności sorpcyjnej. Zmierzając w kierunku
ulepszenia procesu PSA pod względem efektywności oraz wydajności przeprowadzono
proces szybkiej adsorpcji zmiennociśnieniowej RPSA oraz ultraszybkiej adsorpcji
zmiennociśnieniowej – URPSA [7]. Otrzymane wyniki potwierdziły duży odzysk
dwutlenku węgla
w odniesieniu do konwencjonalnego procesu PSA, jednakże bardzo mały
stopień wzbogacenia gazu w CO
2
[7].
Spośród
wymienionych
metod
separacji
do
badań
wybrano
adsorpcję
zmiennociśnieniową – PSA jak również łączoną adsorpcję zmiennociśnieniową i
zmiennotemperaturową – PTSA, z uwagi na możliwość zastosowania ciepła odpadowego z
elektrowni do regeneracji złoża.
2. Część doświadczalna
2.1. Badania termograwimetryczne
Badania wstępne sorpcji/desorpcji CO
2
na zeolicie 4A metodą analizy
termograwimetrycznej TGA zostały przeprowadzone w różnych temperaturach. Przed
badaniem sorbent w formie sypkiej o wadze około 15-16 mg wygrzano w temperaturze
360°C przez 1800 s. Proces sorpcji dwutlenku węgla, a następnie proces desorpcji CO
2
(w
atmosferze azotu) zrealizowano dla czterech różnych konfiguracji: 25°C/25°C, 25°C/50°C,
50°C/75°C, 75°C/100°C. Czas obu etapów wynosił po 5400 s. każdy (łącznie z czasem
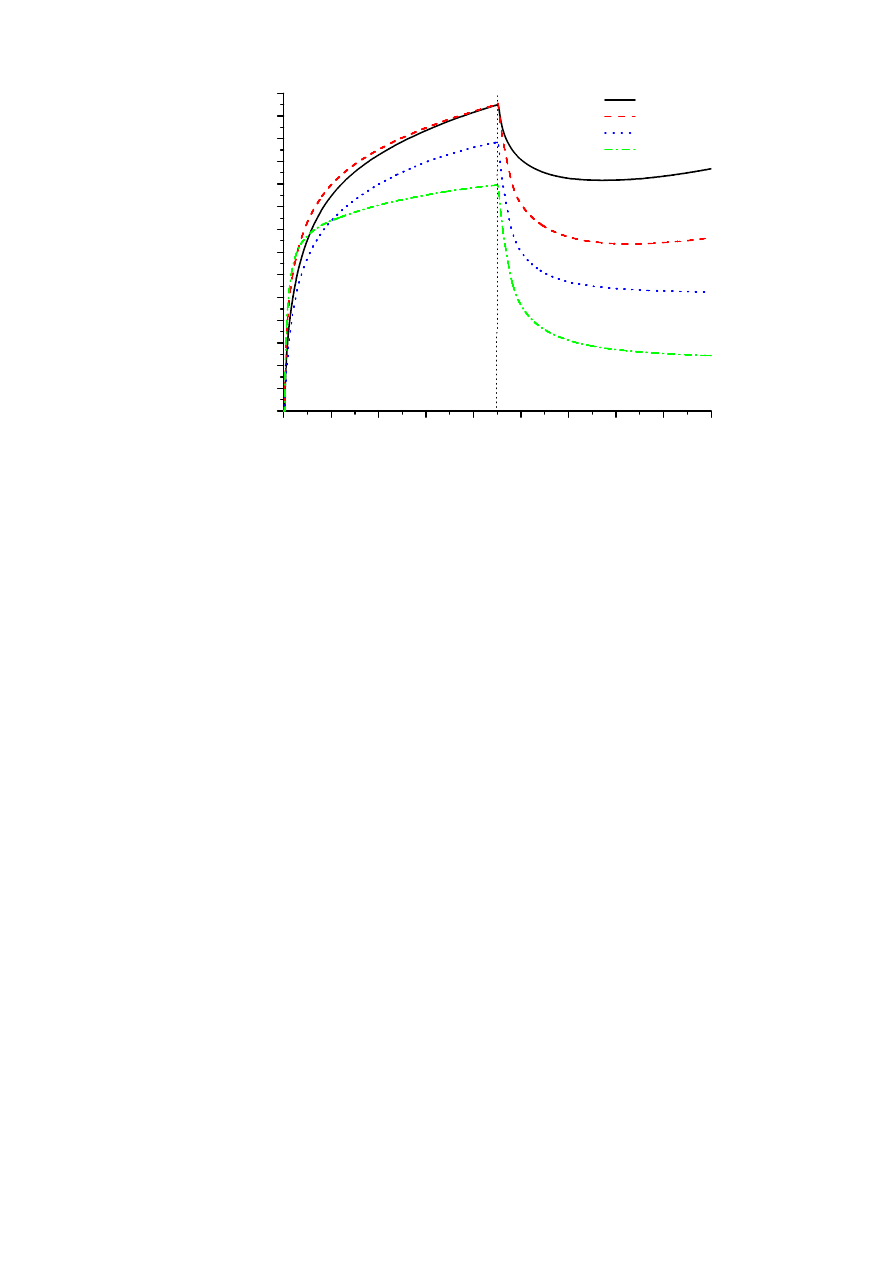
niezbędnym do podgrzania próbki o 25°C wynoszącym 300 s.). Wyniki w postaci zmiany
masy próbki w % w odniesieniu do początkowej masy próbki po dehydratacji
przedstawiono na wykresie (Rys. 1).
0
1200
2400
3600
4800
6000
7200
8400
9600
10800
100
101
102
103
104
105
106
107
108
109
110
111
112
113
114
Z
m
ia
n
a
m
a
s
y
[
%
]
Czas [s]
25°C/25°C
25°C/50°C
50°C/75°C
75°C/100°C
Rys. 1. Krzywe sorpcji/desorpcji CO
2
Wyższa temperatura podczas procesu sorpcji obniżyła pojemność sorpcyjną zeolitu (z
13,5% dla 25°C do 11,8% dla 50°C oraz do 10% dla 75°C).
W przypadku procesu desorpcji CO
2
dla konfiguracji 25°C/25°C najwyższa desorpcja
3,2% wystąpiła po 3200 s. Dla pozostałych konfiguracji i tego samego czasu ubytek masy
był równy: 6,1% (25°C/50°C), 6,4% (50°C/75°C), 7,3% (75°C/100°C). Ostatnie dwa
procesy desorpcji przebiegały do samego końca, tj. do 9000 s., dając ostatecznie ubytek
masy równy odpowiednio: 6,6% oraz 7,5%. Powyższe dane potwierdzają możliwość
uzyskania wyższego stężenia CO
2
podczas realizacji procesu wzbogacania mieszaniny
gazowej metodami adsorpcyjnymi TSA i PTSA.
2.2. Badania adsorpcyjnych technik rozdziału gazów spalinowych
Badania zasadnicze zostały przeprowadzone w dwukolumnowej, laboratoryjnej
instalacji pozwalającej na pracę w trybie adsorpcji zmiennociśnieniowej – PSA oraz
łączonej adsorpcji zmiennociśnieniowej i zmiennotemperaturowej – PTSA. W badaniach
zastosowano mieszaninę gazów symulującą gazy spalinowe pochodzące ze spalania węgla
w atmosferze wzbogaconej tlenem o składzie: 30% CO
2
, 10% O
2
, 60% N
2
. Kolumny
instalacji wypełniono komercyjnym sorbentem 4A o średnicy ziaren ok. 4,5 mm. Pomiary
stężenia CO
2
dokonywano z dokładnością ±1%, przepływu ±3%, zaś ciśnienia ±0,25%.
Zmiany ciśnienia podczas procesu nie przekraczały ±2 kPa, strumienia ±5 ml/min,
temperatury ±5 °C. Proces adsorpcji realizowano przy ciśnieniu bezwzględnym 150 kPa i
ś
rednim strumieniu przepływającego gazu ok. 90 cm
3
/min, zaś proces desorpcji przy
ciśnieniu bliskim ciśnieniu otoczenia. Regeneracja sorbentu odbywała się poprzez płukanie
złoża częścią recyrkulowanego produktu wysokociśnieniowego w ilości ok. 15% i 30%
strumienia gazu zasilającego (V
rec
/V
zas
).
Dla procesu PSA przyjęto następującą konfigurację: etap adsorpcji prowadzony przy
ciśnieniu 150 kPa, po którym przebiegał etap wyrównania ciśnienia w kolumnach, tj. do
125 kPa, poprzedzający rozprężanie współprądowe kolumny po procesie adsorpcji do 120
kPa i rozprężanie przeciwprądowe do ciśnienia atmosferycznego ok. 100 kPa. Czas
procesu adsorpcji i desorpcji wynosił 900 s.
Z kolei proces PTSA, zrealizowany dla podobnej konfiguracji jak proces PSA, różnił
się wartościami ciśnień z uwagi na chłodzenie kolumny i kształtował się następująco: etap
adsorpcji – ciśnienie 150 kPa, wyrównanie ciśnień – do ok. 120 kPa, rozprężanie
współprądowe do ok. 115 kPa oraz rozprężanie przeciwprądowe do ciśnienia
atmosferycznego ok. 100 kPa. Czas procesu adsorpcji wynosił 900 s., zaś desorpcji
połączonej z płukaniem i wygrzewaniem kolumny – 450 s. Przez kolejne 450 s. odbywało
się chłodzenie złoża. Proces adsorpcji/desorpcji zrealizowano w takich samych
temperaturach jak w badaniach wstępnych, tj.: 25°C/50°C, 50°C/75°C, 75°C/100°C.
Uzyskane wyniki w postaci średniego stężenia CO
2
i O
2
w produkcie wzbogaconym
oraz odzysk CO
2
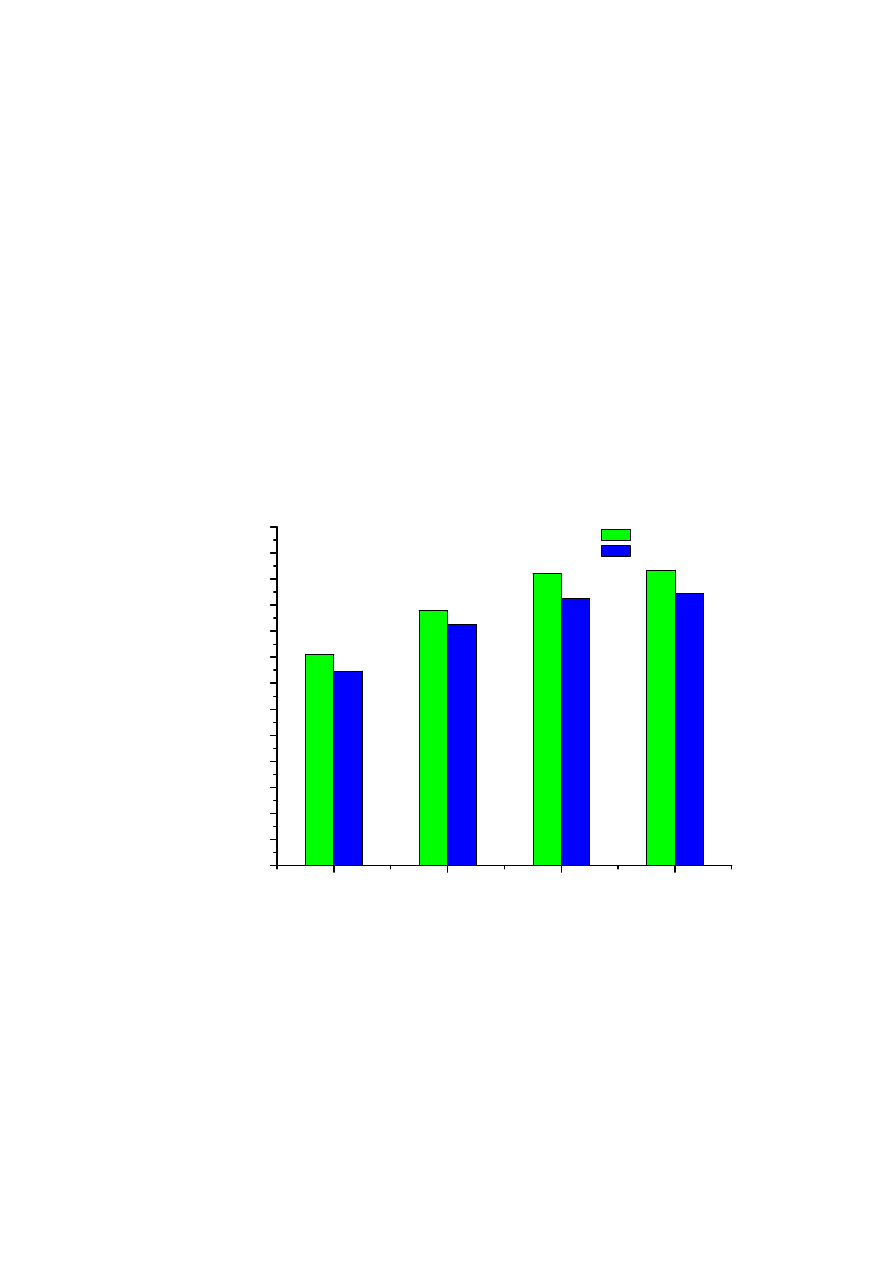
ze strumienia gazu zasilającego (Reco) przedstawiono na wykresach
(Rys. 2, 3, 4).
Wzrost temperatury podczas regeneracji złoża z 25°C do 50°C spowodował wzrost
stężenia CO
2
w produkcie wzbogaconym do ok. 48,9% w przypadku Vrec/Vzas 15% oraz
do ok. 46,2% dla Vrec/Vzas 30%. Jednocześnie należy zaznaczyć, że proces adsorpcji
rozpoczął się przy niepełnym wychłodzeniu złoża (temperatura na początku procesu
adsorpcji wynosiła ok. 35°C, zaś pod koniec ok. 30°C). Kolejne doświadczenia wykazały,
ż
e przy wyższych temperaturach adsorpcji/desorpcji, tj. 50°C/75°C oraz 75°C/100°C
osiągnięto wyższe stężenie CO
2
wynoszące odpowiednio ok. 56% i 51,3% dla Vrec/Vzas
15%, oraz 56,6% i 52,2% dla Vrec/Vzas 30% (Rys. 2).
0
5
10
15
20
25
30
35
40
45
50
55
60
65
C
O
2
[
%
]
Temperatura procesu adsorpcji/desorpcji
15% (Vrec/Vzas)
30% (Vrec/Vzas)
75°C/100°C
50°C/75°C
25(30-35)°C/50°C
25°C/25°C
Rys. 2. Wpływ parametrów procesu na stężenie CO
2
w produkcie wzbogaconym
Odzysk dwutlenku węgla ze strumienia gazu zasilającego był najwyższy dla procesu
PTSA zrealizowanego przy temperaturze adsorpcji/desorpcji 50°C/75°C oraz 75°C/100°C
i wyniósł odpowiednio 63,6% oraz 63,0% przy Vrec/Vzas 30% (Rys. 3).

0
5
10
15
20
25
30
35
40
45
50
55
60
65
70
75
75°C/100°C
50°C/75°C
25(30-35)°C/50°C
25°C/25°C
R
e
c
o
[
%
]
Temperatura procesu adsorpcji/desorpcji
15% (Vrec/Vzas)
30% (Vrec/Vzas)
Rys. 3. Wpływ parametrów procesu na odzysk CO
2
ze strumienia gazu zasilającego
Wyższa temperatura w procesie adsorpcji oraz desorpcji spowodowała obniżenie
stężenia tlenu w produkcie wzbogaconym w dwutlenek węgla (Rys. 4). Dla tych samych
temperatur (adsorpcja/desorpcja), ale różnych Vrec/Vzas, stężenie O
2
okazało się
praktycznie jednakowe.
0
1
2
3
4
5
6
7
8
9
10
O
2
[
%
]
Temperatura procesu adsorpcji/desorpcji
15% (Vrec/Vzas)
30% (Vrec/Vzas)
75°C/100°C
50°C/75°C
25(30-35)°C/50°C
25°C/25°C
Rys. 4. Wpływ parametrów procesu na stężenie O
2
w produkcie wzbogaconym

Przeprowadzone badania potwierdziły wzrost stężenia dwutlenku węgla w produkcie
niskociśnieniowym, jak również wzrost odzysku CO
2
z gazu zasilającego przy
zastosowaniu wyższej temperatury podczas procesu regeneracji złoża.
3. Podsumowanie
Spośród przedstawionych technik separacji CO
2
z gazów spalinowych do badań
prowadzonych na komercyjnym sorbencie 4A, oprócz techniki PSA, zastosowano łączoną
adsorpcję zmiennociśnieniową i zmiennotemperaturową – PTSA. Technikę PTSA
wybrano z uwagi na możliwość zastosowania ciepła odpadowego oraz większą różnicę
pojemności sorpcyjnej adsorbentów w różnych temperaturach sorpcji/desorpcji.
Otrzymane wyniki badań procesu PTSA porównano z wartościami uzyskanymi metodą
PSA. Wzrost temperatury podczas procesu regeneracji złoża do 50°C spowodował wzrost
stężenia dwutlenku węgla w produkcie wzbogaconym oraz wzrost odzysku CO
2
z gazu
zasilającego. Jednocześnie wyższa temperatura, przy której odbywał się proces adsorpcji,
tj. 50°C i 75°C nie wpłynęła na pogorszenie odzysku CO
2
, jak również średniego stężenia
CO
2
w otrzymanym produkcie niskociśnieniowym. Dzięki temu możliwe jest zastosowanie
gorących gazów spalinowych bez konieczności ich schładzania do niskich temperatur.
W celu osiągnięcia wyższych wartości stężenia dwutlenku węgla w produkcie
niskociśnieniowym wymagana jest lepsza optymalizacja procesu (dobór odpowiednich
wartości ciśnienia, konfiguracji, temperatur, czasu), o czym świadczą chwilowe wartości
stężenia CO
2
we wzbogaconym produkcie – aż do 76% w przypadku realizacji procesu
PTSA dla temperatur procesu adsorpcja/desorpcja: 50°C/75°C oraz 75°C/100°C.
Bibliografia
[1] CO
2
Capture and Storage, A VGB Report on the State of the Art, VGB Powertech,
[2] Voss Ch, Application of Pressure Swing Adsorption Technology, Adsorption 11, 2005, 527-529,
[3] Sposób selektywnej adsorpcji zmiennociśnieniowej, Patent PL163229,
[4] Gomes V.G., Yee K.W.K, Pressure swing adsorption for carbon dioxide sequestration from exhaust
gases, Separation and Purification Technology 28, 2002, 161-171,
[5] Tlili N., Grevillot G., Vallieres C., Carbon dioxide capture and recovery by means of TSA and/or VSA,
International Journal of Greenhouse Gas Control 3, 2009, 519-527,
[6] Grande C.A., Rodrigues A.E., Electric Swing Adsorption for CO
2
removal form flue gases, Internetional
Journal of Greenhouse Gas Control 2, 2008, s. 194-202,
[7] Suzuki T., Sakoda A., Suzuki M., Izumi J., Recovery of carbon dioxide from stack gas by piston-driven
ultra-rapid PSA, Journal of Chemical Engineering of Japan, 1997, 1026-1033.
Wyszukiwarka
Podobne podstrony:
Wawrzyńczak BADANIA SEPARACJI CO2 NA WYBRANYCH SORBENTACH
2 Dyfuzyjne techniki separacji membranowej ogolnieid 20276 pptx
Separatory magnetyczne, Technik górnictwa podziemnego, przeróbka
Separatory elektryczne, Technik górnictwa podziemnego, przeróbka
Separatory magnetyczne, Technik górnictwa podziemnego, przeróbka
Mazurkiewicz Metody separacji i wychwytywania CO2
NOTAKI Z TECHNIKI CYFROWEJ
techniki inchalacyjne
Mechanika techniczna(12)
W6 Technika harmonogramów i CPM
01 Podstawy i technika
Techniki unieszkodliwiania odpadów
techniki informacyjne
TECHNIKAa
Normy techniczne
więcej podobnych podstron