„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Paweł Krawczak
Stosowanie mechanicznych technik wytwarzania części
maszyn 812[03].O1.06
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Ewa Pogorzelska
mgr inż. Jadwiga Łoin
Opracowanie redakcyjne:
mgr inż. Paweł Krawczak
Konsultacja:
dr inż. Bożena Zając
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 812[03].O1.06
„Stosowanie mechanicznych technik wytwarzania części maszyn”, zawartego w modułowym
programie nauczania dla zawodu operator maszyn i urządzeń odlewniczych.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Pomiary warsztatowe
7
4.1.1. Materiał nauczania
4.1.2. Pytania sprawdzające
4.1.3. Ćwiczenia
4.1.4. Sprawdzian postępów
7
17
17
18
4.2. Obróbka ręczna
19
4.2.1. Materiał nauczania
4.2.2. Pytania sprawdzające
4.2.3. Ćwiczenia
4.2.4. Sprawdzian postępów
19
31
31
33
4.3. Obróbka mechaniczna
34
4.3.1. Materiał nauczania
4.3.2. Pytania sprawdzające
4.3.3. Ćwiczenia
4.3.4. Sprawdzian postępów
34
70
70
72
4.4. Połączenia nierozłączne
73
4.4.1. Materiał nauczania
4.4.2. Pytania sprawdzające
4.4.3. Ćwiczenia
4.4.4. Sprawdzian postępów
73
83
83
85
5. Sprawdzian osiągnięć
86
6. Literatura
91

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten będzie Ci pomocny w przyswajaniu wiedzy o stosowaniu mechanicznych
technik wytwarzania części maszyn. W poradniku znajdziesz:
– wymagania wstępne określające umiejętności, jakie powinieneś posiadać, abyś mógł bez
problemów rozpocząć pracę z poradnikiem,
–
cele kształcenia czyli wykaz umiejętności, jakie opanujesz w wyniku kształcenia
w ramach tej jednostki modułowej,
–
materiał nauczania, czyli wiadomości teoretyczne konieczne do opanowania treści
jednostki modułowej,
–
zestaw pytań sprawdzających, abyś mógł sprawdzić czy opanowałeś już materiał
nauczania,
–
ćwiczenia zawierające polecenia, sposób wykonania oraz wyposażenie stanowiska pracy,
które pozwolą Ci ukształtować określone umiejętności praktyczne,
–
sprawdzian postępów pozwalający sprawdzić Twój poziom wiedzy po wykonaniu
ćwiczeń,
–
sprawdzian osiągnięć opracowany w postaci testu, który umożliwi Ci sprawdzenie
Twoich wiadomości i umiejętności opanowanych podczas realizacji programu danej
jednostki modułowej,
–
literaturę związaną z programem jednostki modułowej umożliwiającą pogłębienie Twej
wiedzy z zakresu programu tej jednostki.
Materiał nauczania został podzielony na cztery części. W pierwszej części zawarte
zostały podstawowe informacje na temat pomiarów warsztatowych. Obróbka ręczna została
opisana w rozdziale drugim poradnika. W rozdziale trzecim znajdziesz informacje
poświecone obróbce mechanicznej. Czwarty rozdział poświęcony został wykonywaniu
połączeń nierozłącznych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
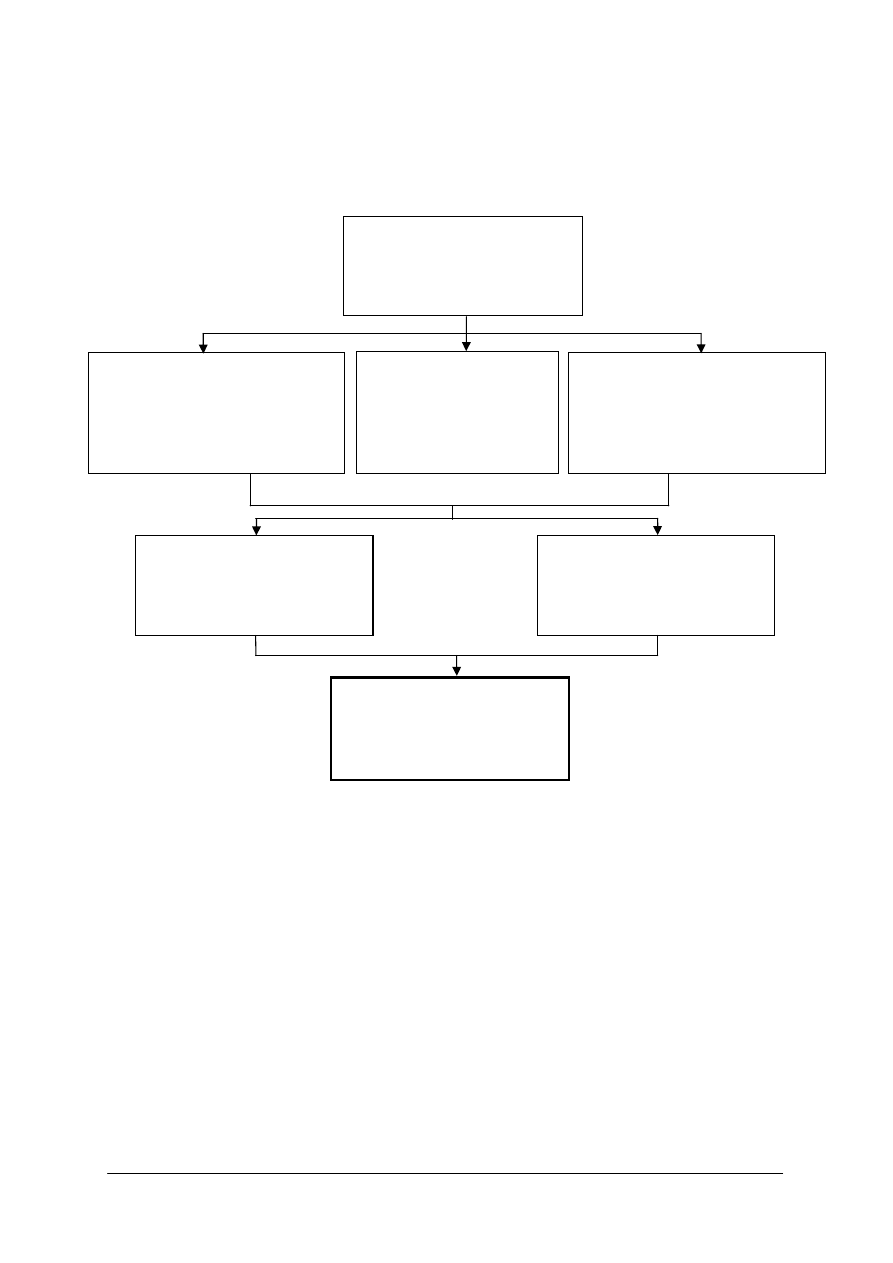
Schemat układu jednostek modułowych
812[03].O1
Techniczne podstawy zawodu
812[03].O1.01
Przestrzeganie przepisów
bezpieczeństwa i higieny pracy,
ochrony przeciwpożarowej
i ochrony środowiska
812[03].O1.02
Posługiwanie się
dokumentacją techniczną
812[03].O1.04
Rozpoznawanie elementów maszyn
i mechanizmów
812[03].O1.05
Analizowanie układów
elektrycznych i automatyki
przemysłowej
812[03].O1.06
Stosowanie mechanicznych
technik wytwarzania części
maszyn
812[03].O1.03
Stosowanie materiałów
konstrukcyjnych
i narzędziowych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
stosować zasady bezpieczeństwa i higieny pracy na stanowiskach dydaktycznych oraz na
stanowiskach pracy,
−
rozróżniać gatunki, właściwości i zastosowanie metali i ich stopów,
−
rozpoznawać na podstawie oznaczenia: stal, staliwo, żeliwo, metale nieżelazne i ich
stopy,
−
odczytywać na rysunkach technicznych oznaczenia chropowatości powierzchni, sposób
obróbki, powłoki ochronne oraz tolerancję kształtu i położenia, pasowanie,
−
odczytywać rysunki konstrukcyjne i technologiczne,
−
korzystać z różnych źródeł informacji technicznej, jak: Polskie Normy, poradniki,
−
analizować treść zadania, dobierać metody i plan rozwiązania,
−
komunikować się i pracować w zespole,
−
podejmować samodzielnie decyzje,
−
dokonywać oceny swoich umiejętności.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3.
CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
wyjaśnić istotę tolerancji, pasowania i chropowatości powierzchni,
–
zastosować układ tolerancji i pasowań,
–
rozróżnić metody pomiaru,
–
sklasyfikować przyrządy pomiarowe,
–
dobrać przyrządy pomiarowe do pomiaru i sprawdzania części maszyn w zależności od
kształtu oraz dokładności wykonania,
–
wykonać z różną dokładnością pomiar części maszyn o różnych kształtach,
–
zinterpretować wyniki pomiarów,
–
dokonać konserwacji przyrządów pomiarowych,
–
dobrać narzędzia, przyrządy i materiały do wykonywanych zadań,
–
wykonać trasowanie na płaszczyźnie,
–
wykonać podstawowe prace z zakresu obróbki ręcznej (cięcie, prostowanie, gięcie,
piłowanie, wiercenie, rozwiercanie, gwintowanie),
–
określić cechy charakterystyczne maszynowej obróbki wiórowej,
–
wykonać podstawowe operacje z zakresu maszynowej obróbki wiórowej (wiercenie,
toczenie, frezowanie, szlifowanie),
–
określić cechy charakterystyczne typowych metod spajania,
–
wykonać lutowanie, klejenie i podstawowe operacje spawania elektrycznego i gazowego
(pod nadzorem),
–
wykonać podstawowe operacje kucia swobodnego ręcznego i mechanicznego,
–
odczytać dokumentację technologiczną,
–
sprawdzić jakość wykonanej pracy,
–
posłużyć się normami technicznymi i katalogami,
–
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej
i ochrony środowiska podczas wykonywania pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Pomiary warsztatowe
4.1.1. Materiał nauczania
Celem pomiarów jest sprawdzenie prawidłowości wykonania elementów konstrukcji
mechanicznych zgodnie z rysunkiem technicznym. Pomiar jest to doświadczalne porównanie
mierzonej wartości danej wielkości ze znaną wartością przyjmowaną za jednostkę miary.
Zależnie od zastosowanego przy tym sposobu porównywania można mówić o różnych
metodach pomiarowych:
−
metoda pomiarowa bezpośrednia, w której wynik pomiaru otrzymuje się przez odczytanie
bezpośredniego wskazania narzędzia pomiarowego, wywzorcowanego w jednostkach
miary mierzonej wielkości; tak np. mierzymy długość przymiarem kreskowym, kąt –
kątomierzem, czy wskazanie temperatury na skali termometru,
−
metoda pomiarowa pośrednia, w której mierzy się bezpośrednio inne wielkości, a wyniki
oblicza się, opierając się na określonej znanej zależności tych wielkości od wielkości,
której wartość miała być wyznaczona; przykładem może być pomiar objętości czy
powierzchni, w którym wynik oblicza się z bezpośrednich pomiarów wymiarów
geometrycznych (wysokości, długości, szerokości),
−
metoda pomiarowa porównawcza oparta jest na porównaniu mierzonej wartości ze znaną
wartością tej samej wielkości; przy pomiarze wielkości podstawowych, np. długości,
przez porównywanie z inną długością, pomiar bezpośredni jest równocześnie pomiarem
porównawczym,
−
metoda różnicowa polega na pomiarze niewielkiej różnicy między wartością wielkości
mierzonej a znaną wartością tej wielkości (np. pomiar średnicy średnicówką czujnikową).
Wymiary tolerowane
Wymiar tolerowany określają jednoznacznie dwa wymiary graniczne, których nie może
przekroczyć zmierzony wymiar produktu, jeżeli ma on być uznany jako poprawnie
wykonany, są to:
−
górny wymiar graniczny B (większy wymiar graniczny),
−
dolny wymiar graniczny A (mniejszy wymiar graniczny).
Wymiar nominalny D jest wymiarem wyjściowym, względem którego określa się
odchyłki. Wymiar tolerowany liczbowo składa się z trzech wymiarów wyrażonych liczbami,
wymiaru nominalnego D oraz odchyłek granicznych – górnej (es, ES) i dolnej (ei, EI).
Małymi literami (es, ei) oznacza się odchyłki graniczne wymiarów zewnętrznych, dużymi
(ES, EI) – wymiarów wewnętrznych. Wymiar górny wałka oznacza się B
w
, otworu B
o
,
wymiar dolny wałka A
w
, otworu A
o
.
Odchyłka górna (es, ES) jest różnicą algebraiczną między wymiarem górnym B
i odpowiadającym mu wymiarem nominalnym D.
es = B
w
– D oraz ES = B
o
– D
Odchyłka dolna (ei, EI) jest różnicą algebraiczną między wymiarem dolnym A
i odpowiadającym mu wymiarem nominalnym D.
ei = A
w
– D oraz EI = A
0
– D
Ponieważ wymiar nominalny D może być mniejszy, równy lub większy od każdego
z wymiarów granicznych (B, A), odchyłki graniczne mogą być ujemne, równe zeru lub
dodatnie. Przy graficznym przedstawianiu odchyłek rysuje się linię zerową, której położenie
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
odpowiada wymiarowi nominalnemu D. Dodatnie odchyłki zaznacza się powyżej linii
zerowej, ujemne zaś – poniżej.
Wymiar górny B otrzymuje się przez algebraiczne dodanie do wymiaru nominalnego D
odchyłki górnej es (ES).
B = D + es (ES)
Wymiar dolny A otrzymuje się przez algebraiczne dodanie do wymiaru nominalnego D,
odchyłki dolnej ei (EI).
A = D + ei (EI)
Wartość tolerancji jest zależna od wartości wykonywanego wymiaru elementu, oraz
sposobu obróbki. Ustalone wartości tolerancji, w zależności od przedziału wymiarów
nominalnych i klasy dokładności, zawierają normy PN-EN-20286-1. Polska Norma
przewiduje 20 klas dokładności wykonania wałków i otworów: 01; 0; 1; 2; 3;...;16; 17; 18.
Tolerancje normalne odpowiednich klas dokładności oznacza się: IT01, IT0, ITl, IT2,… IT18.
Położenie pola tolerancji względem linii zerowej (wymiaru nominalnego) można określić
w dwojaki sposób:
1) przez podanie odchyłek es (ES) i ei (EI),
2) przez podanie tolerancji IT i jednej z odchyłek.
Klasyfikując wałki i otwory przyjęto drugi sposób określania położenia pól tolerancji.
Po opracowaniu układu tolerancji, znormalizowano niezbędne odchyłki es (ES) lub ei (El),
nazywając je odchyłkami podstawowymi. Brakującą odchyłkę, zwaną odchyłką
niepodstawową, oblicza się wychodząc z zależności:
IT = es – ei oraz IT = ES – EI
es = ei + IT, ES = EI + IT
oraz
ei = es – IT, EI = ES – IT
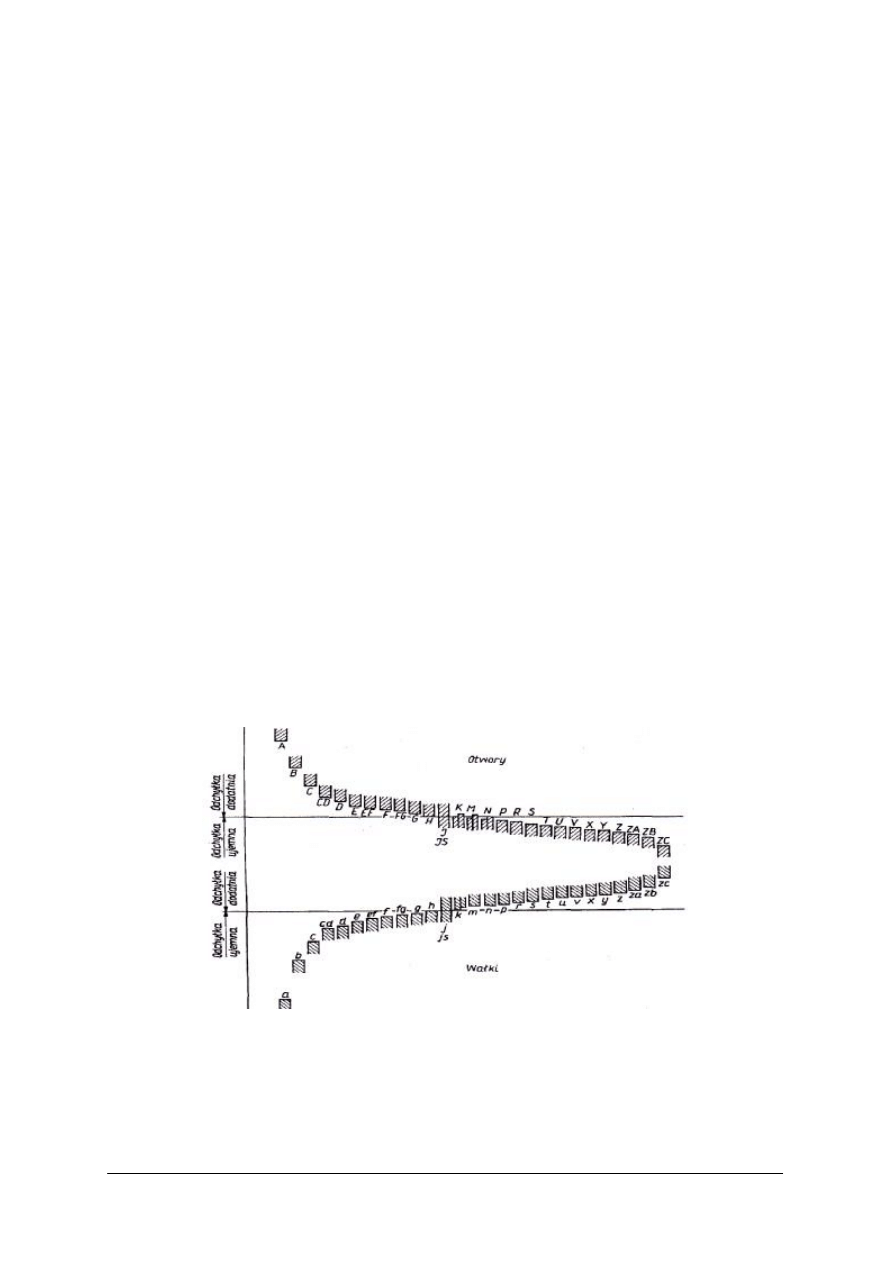
Przy symbolowym zapisie wałków i otworów przyjęto (podobnie jak dla odchyłek) zasadę
oznaczania wałków małymi literami alfabetu łacińskiego, otworów - wielkimi.
Rys. 1. Położenie pól tolerancji wałków i otworów [7, s. 54]
Do jednoznacznego określania wymiaru tolerowanego niezbędne jest podanie:
−
wartości wymiaru nominalnego,
−
położenia pola tolerancji względem wymiaru nominalnego,
−
wartości tolerancji.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Oznaczeniom położenia pól tolerancji wałków i otworów przypisano wartości odchyłek
podstawowych, które określają położenie pola tolerancji względem linii zerowej, samą zaś
wartość tolerancji określa się przez podanie klasy dokładności.
Wartości odchyłek podstawowych zależą od rodzaju (oznaczenia) elementu i przedziału
wymiarów, a tylko w kilku przypadkach także od klasy dokładności.
Przy tolerowaniu symbolowym, za wymiarem nominalnym wyrażonym liczbą umieszcza
się oznaczenie położenia pola tolerancji (symbol literowy), oraz klasę dokładności (symbol
cyfrowy) np. 50 H7.
Chropowatość powierzchni
Chropowatość powierzchni jest to cecha powierzchni ciała stałego, oznaczająca
rozpoznawalne optycznie lub wyczuwalne mechanicznie nierówności powierzchni,
nie wynikające z jej kształtu. Chropowatość w przeciwieństwie do innej podobnej cechy -
falistości powierzchni, jest pojęciem odnoszącym się do nierówności o relatywnie małych
odległościach wierzchołków. Wielkość chropowatości powierzchni zależy od rodzaju
materiału i przede wszystkim od rodzaju jego obróbki.
Im mniejsza jest chropowatość powierzchni, tym większa jest jej odporność na ścieranie
i korozję oraz tym większa jest wytrzymałość zmęczeniowa części maszynowej. Poza tym
pasowania części maszynowych są pewniejsze (dłużej zachowują swój charakter), gdy
współpracujące powierzchnie obu części są gładkie, ze względu na dużą powierzchnię
przylegania.
W normie PN-M-04251:1987 - Struktura geometryczna powierzchni. Chropowatość
powierzchni. Wartości liczbowe parametrów - przyjęto do określania wartości liczbowych
chropowatości dwa parametry:
−
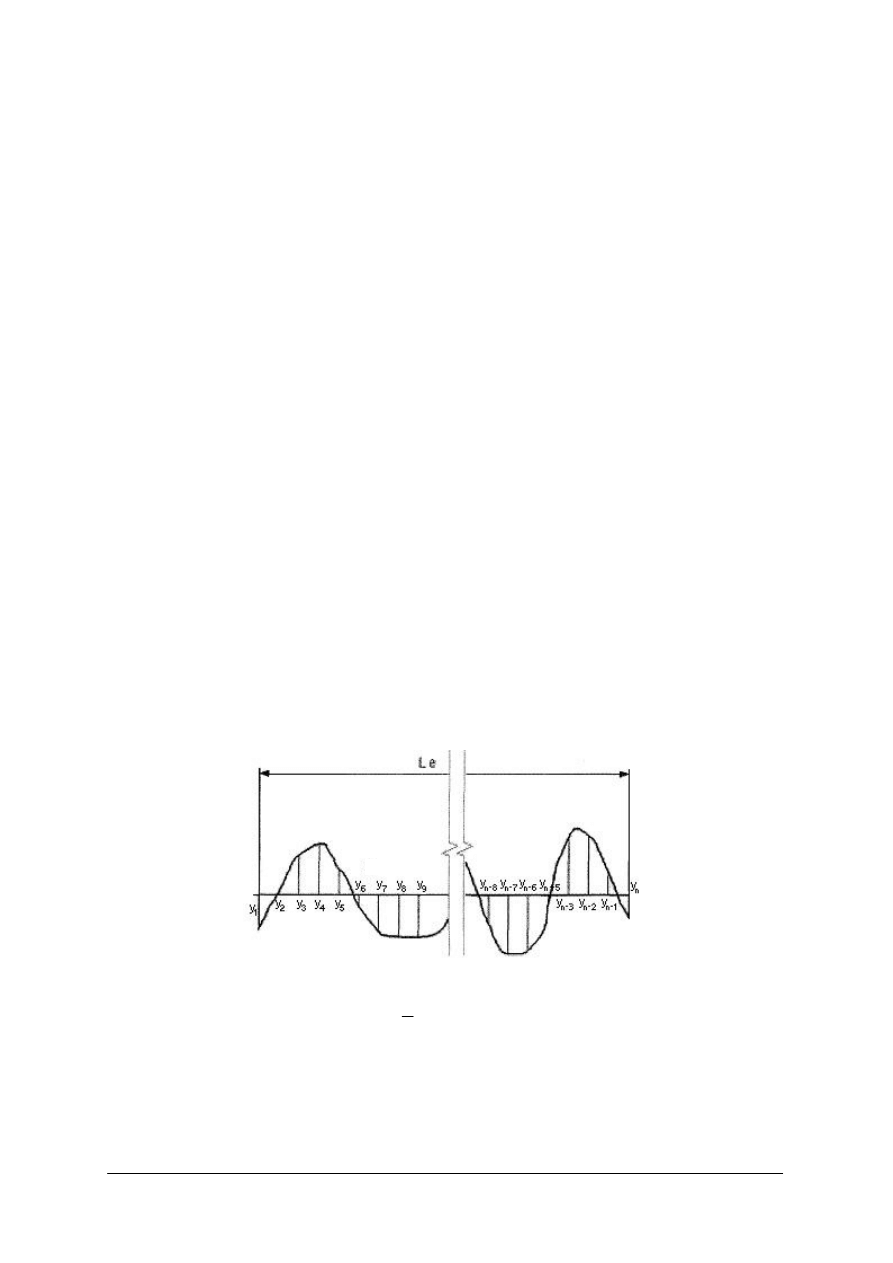
średnie arytmetyczne odchylenie profilu od linii średniej R
a
- średnia arytmetyczna
bezwzględnych wartości odległości: y
1
, y
2
,...........y
n
punktów profilu zaobserwowanego
(zmierzonego) od linii średniej, na długości odcinka elementarnego Le,
−
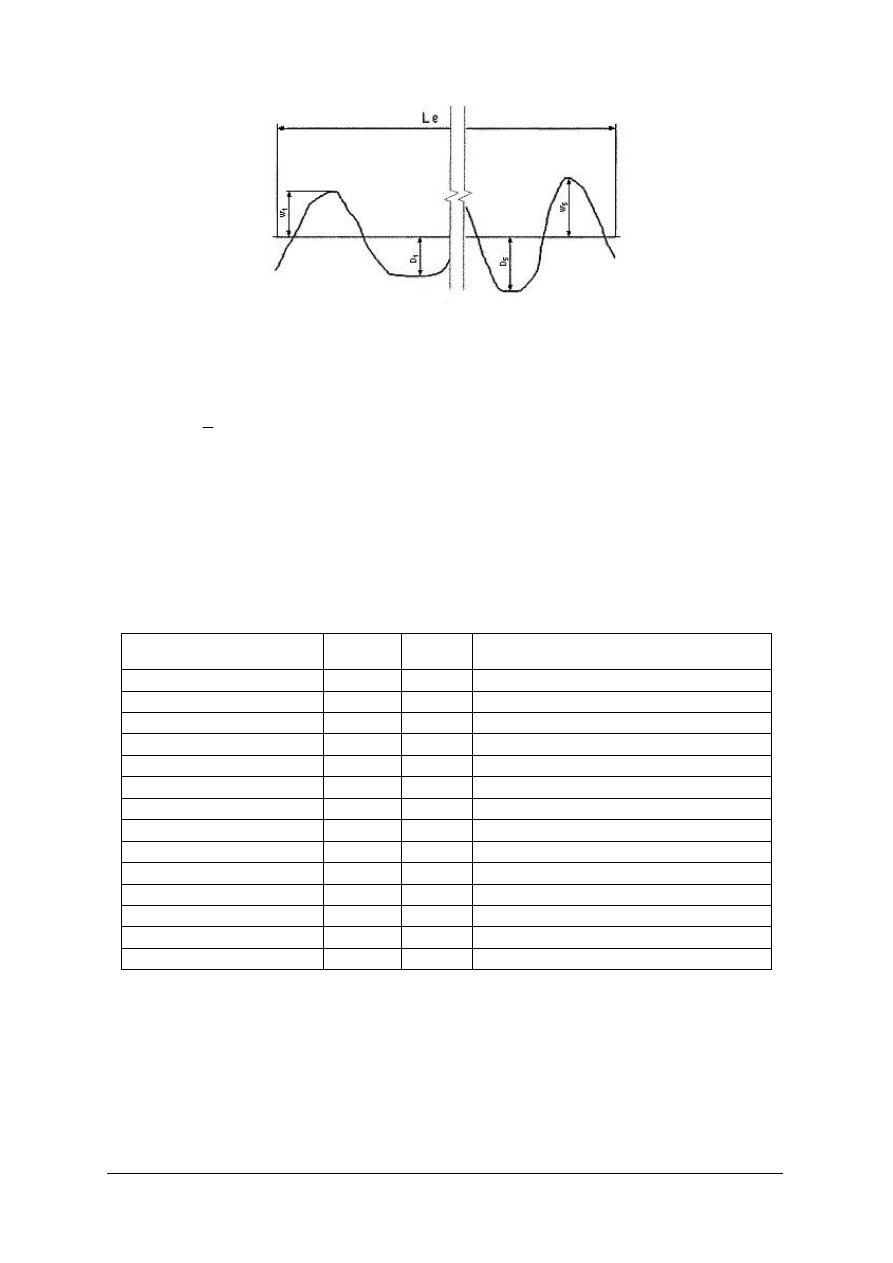
wysokość chropowatości według dziesięciu punktów profilu R
z
- średnia odległość pięciu
najwyżej położonych wierzchołków od pięciu najniżej położonych punktów wgłębień
profilu zaobserwowanego, na długości odcinka elementarnego Le.
Rys. 2. Średnie arytmetyczne odchylenie profilu od linii średniej – R
a
[9, s. 58]
Linia średnia jest teoretyczną linią, przy której suma kwadratów odległości wzniesień
i wgłębień jest najmniejsza. Pomiaru dokonuje się na odcinku elementarnym Le określanym
przez Polską Normę.
∑
=
n
a
y
n
R
1
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Rys. 3. Wysokość chropowatości według dziesięciu punktów profilu - R
z
[9, s. 58]
Średnia arytmetyczna wysokość R
z
pięciu najwyższych wzniesień ponad linię średnią
pomniejszona o średnią pięciu najniższych wgłębień poniżej linii średniej wynosi:
R
z
=
5
1
(W1 + W2 + W3 + W4 + W5) – (D1 + D2 + D3 + D4 + D5) μm
Chropowatość powierzchni mierzona jest specjalnymi urządzeniami pomiarowymi.
Parametr R
a
[µm] jest uprzywilejowany i w budowie maszyn zaleca się pomiar dający
chropowatość R
a
[µm]. Parametr R
z
[µm] wolno stosować tylko wtedy, gdy brak jest urządzeń
do pomiaru parametru R
a
[µm]. Polska Norma wyróżnia 14 klas chropowatości. Każdej
z nich odpowiadają wartości liczbowe R
a
i R
z
podawane w µm.
Tabela 1. Klasy chropowatości [9, s. 59]
Klasa chropowatości
Ra [µm] Rz [µm]
Rodzaj obróbki
1
80
320
zgrubna obróbka skrawaniem
2
40
160
zgrubna obróbka skrawaniem
3
20
80
dokładna obróbka skrawaniem
4
10
40
dokładna obróbka skrawaniem
5
5
20
wykańczająca obróbka skrawaniem
6
2.5
10
wykańczająca obróbka skrawaniem
7
1.25
6.3
szlifowanie zgrubne
8
0.63
3.2
szlifowanie zgrubne
9
0.32
1.6
szlifowanie wykańczające
10
0.16
0.8
docieranie
11
0.08
0.4
docieranie pastą diamentową
12
0.04
0.2
gładzenie
13
0.02
0.1
polerowanie
14
0.01
0.05
polerowanie
Wzorce miar
Wzorce pomiarowe odtwarzają miarę danej wielkości z określoną dokładnością.
Wzorce mogą odtwarzać jedną miarę (w przypadku długości jeden konkretny wymiar) bądź
też więcej niż jedną miarę (np. przymiar kreskowy, śruba mikrometryczna). Wzorce
jednomiarowe ze względów praktycznych często łączone się w komplety, np. komplet płytek
wzorcowych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
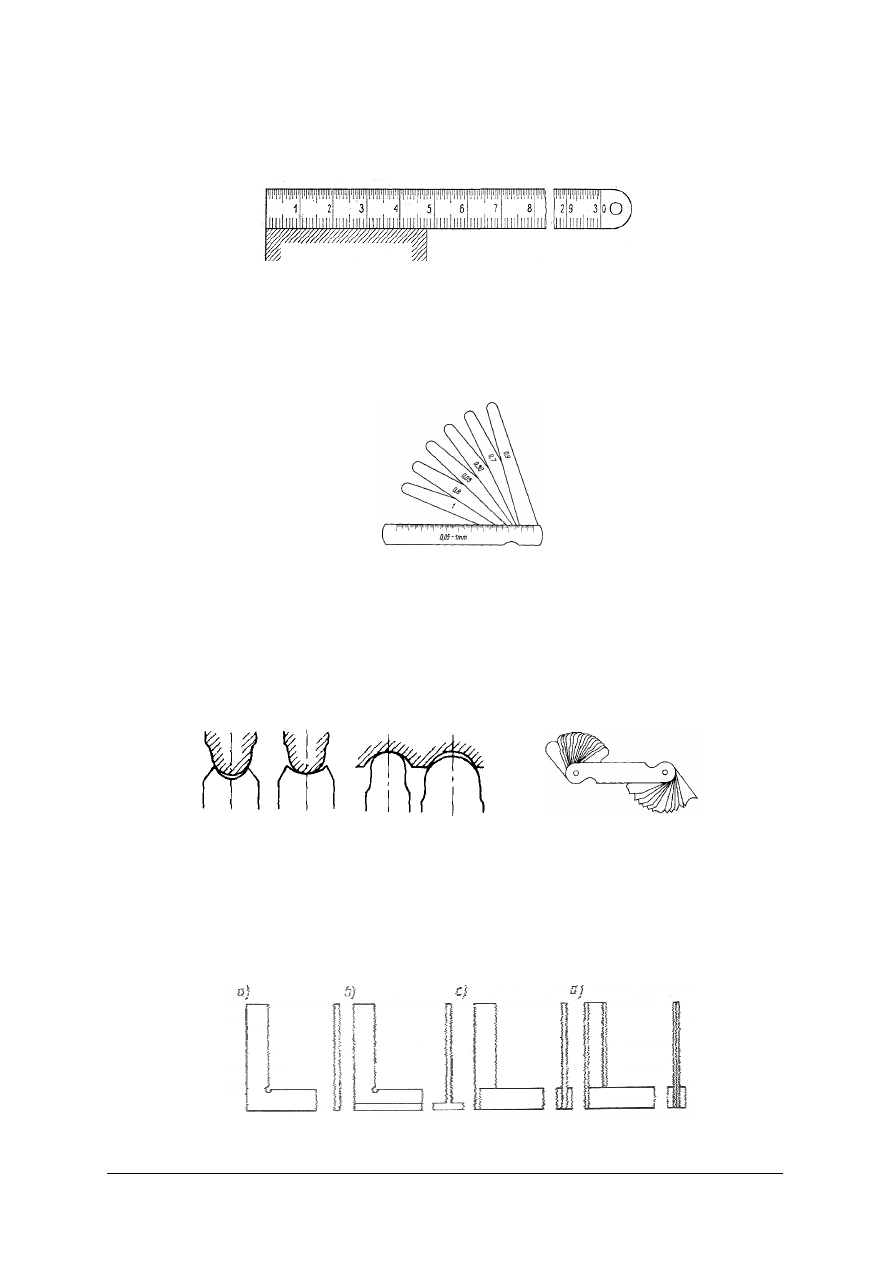
Przymiar kreskowy jest podstawowym wzorcem długości. Ma on postać pręta lub
taśmy, na której znajduje się podziałka. Wartość podziałki elementarnej wynosi zwykle 1mm,
a zakres pomiarowy 0 ÷ 1m.
Rys. 4. Przymiar kreskowy [4, s. 148]
Szczelinomierz służy do określenia wymiaru szczelin lub luzów między sąsiadującymi
ze sobą powierzchniami części maszyn. Składa się z kompletu płytek (11, 14 lub 20), każda
o innej grubości, osadzonych obrotowo jednym końcem w oprawie. Szczelinomierz
11 płytkowy składa się z płytek o grubości: 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, 0,9
i l mm.
Rys. 5. Szczelinomierz [4, s. 13]
Promieniomierze to wzorniki do sprawdzania promieni zaokrągleń wypukłych
i wklęsłych. Zestaw wzorników o różnych promieniach zaokrąglenia stanowi komplet
promieniomierzy o określonym zakresie pomiarowym. Sprawdzanie zaokrąglenia odbywa się
przez przymierzanie kolejnych wzorników, aż do dopasowania takiego, który będzie
dokładnie przylegał.
Rys. 6. Promieniomierze: a) sprawdzanie promieniomierzem zaokrąglenia wypukłego, b) sprawdzanie
zaokrąglenia wklęsłego, c) komplet w oprawce [4, s. 13]
Kątowniki są to wzorniki służące do sprawdzania kąta prostego. Sprawdzając kąt prosty
zewnętrzny, kątownik przykłada się wewnętrznymi bokami ramion do obrobionych
płaszczyzn przedmiotu prostopadle do krawędzi przedmiotu i obserwuje szczelinę świetlną.
Badając kąt wewnętrzny, kątownik przykłada się bokami zewnętrznymi.
Rys. 7. Kątowniki: a) płaski, b) ze stopą, c) z grubym ramieniem, d) krawędziowy [4, s. 14]
a)
c)
b)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Płytki
wzorcowe
są
to
wzorce
długości
w
kształcie
prostopadłościanów
o znormalizowanych wymiarach. Wymiar nominalny N płytki wzorcowej zawarty jest między
dwiema przeciwległymi jej płaszczyznami mierniczymi. Powierzchnie miernicze powinny być
względem siebie równoległe i oddalone o ściśle określoną odległość, dlatego też są dokładnie
szlifowane i docierane.
Gładkość i płaskość powierzchni pomiarowych jest tak wielka, że dwie płytki wzorcowe
podczas równoległego przesuwania się po powierzchniach pomiarowych przywierają do
siebie. W taki sposób tworzy się wymiar równy sumie grubości płytek przywartych do siebie
w stosie. Płytki wzorcowe są kompletowane tak, aby można było ułożyć z nich stos
o dowolnym wymiarze. Wymiary nominalne płytek wzorcowych mogą wynosić:
−
0,5; 1; 1,001; 1,002 do 1,009 stopniowane co 0,001mm,
−
1,11; 1,12, do 1,49 stopniowane co 0,01mm,
−
1,5; 2; 2,5 do 24,5 stopniowane co 0,5mm,
−
25; 30; 40; 50; 70; 100 a niekiedy również 150; 200; 300; 400; i 500mm.
W celu dokonania pomiaru przedmiotu, składa się płytki wzorcowe w stos o odpowiednim
wymiarze, a następnie stos ten, ustawiony na płaskiej płycie, porównuje się za pomocą liniału
krawędziowego lub czujnika z mierzonym przedmiotem.
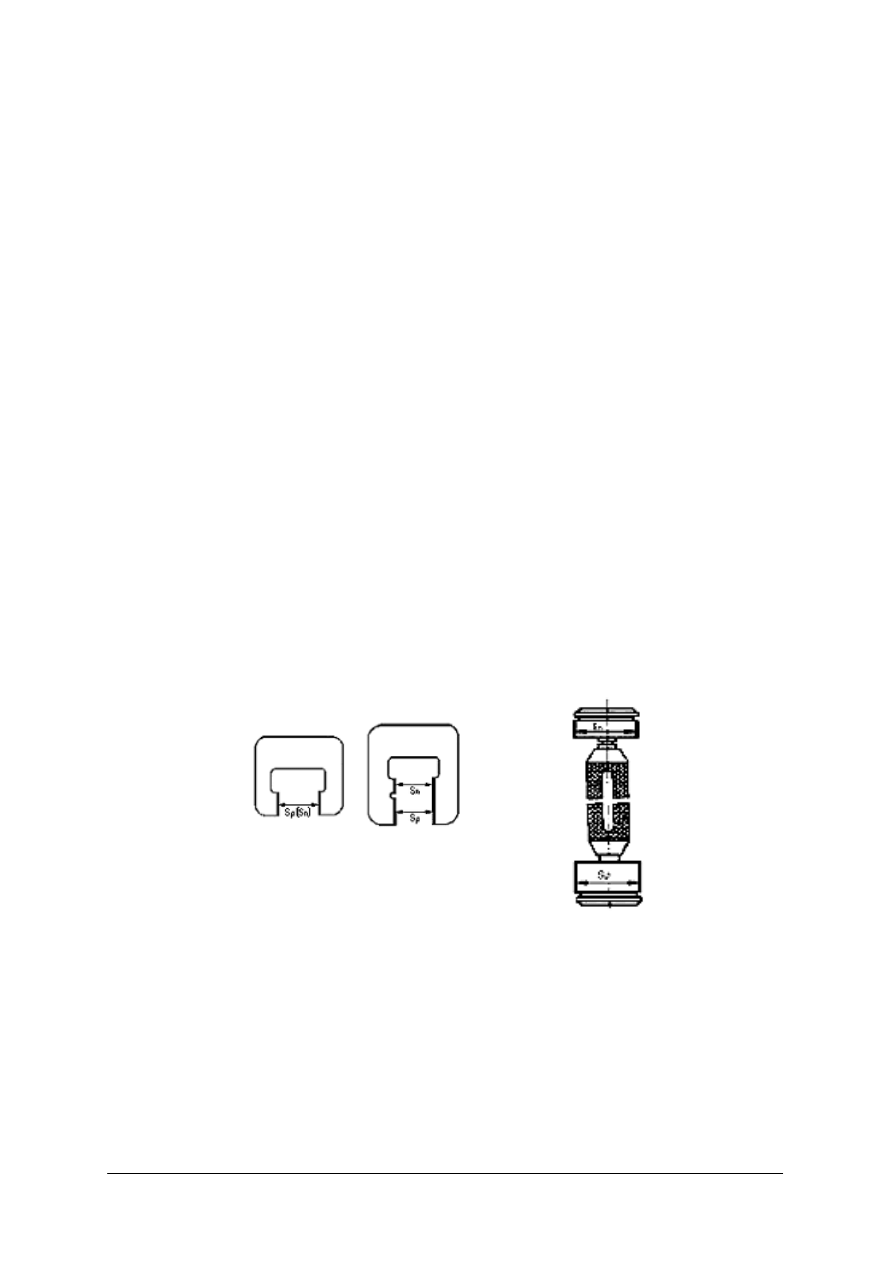
Sprawdziany
Zastosowanie sprawdzianu nie pozwala na określenie rzeczywistego wymiaru - lecz na
stwierdzenie czy sprawdzany wymiar jest prawidłowy czy nieprawidłowy.
W zależności od rodzaju zadania sprawdziany można podzielić na sprawdziany wymiaru
i kształtu. Do najczęściej stosowanych sprawdzianów wymiaru zalicza się sprawdziany do
otworów, do wałków, do stożków i do gwintów. W tej grupie sprawdzianów można
wyodrębnić sprawdziany jednograniczne i dwugraniczne. Sprawdziany jednograniczne
odwzorowują jeden z granicznych wymiarów: największy lub najmniejszy. Sprawdziany
dwugraniczne odwzorowują oba wymiary graniczne.
Rys. 8. Typowe sprawdziany wymiarów: a) szczękowe, b) tłoczkowy [4, s. 224]
Przyrządy suwmiarkowe
Przyrządy suwmiarkowe tworzą grupę najbardziej rozpowszechnionych przyrządów
pomiarowych, stosowanych bezpośrednio przez pracowników przy wymiarowej kontroli
drobnych części maszyn. Przyrząd suwmiarkowy to przyrząd, w którym po prowadnicy
zaopatrzonej w podziałkę kreskową przesuwa się suwak z urządzeniem zwanym noniuszem,
służącym
do
zwiększania
dokładności
odczytywania
pomiaru.
Najbardziej
charakterystycznym reprezentantem tej grupy narzędzi pomiarowych jest suwmiarka.
a)
b)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
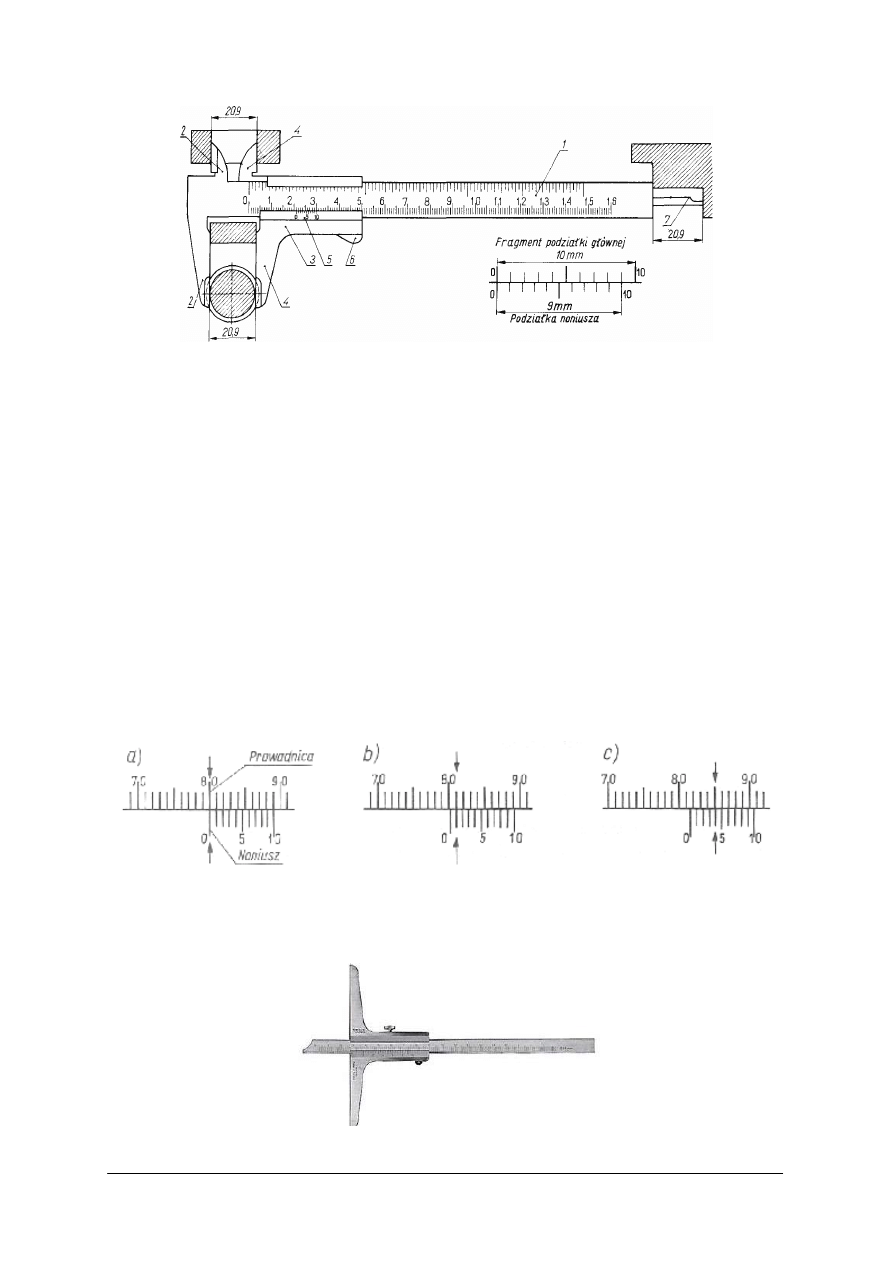
Rys. 9. Suwmiarka: 1 - prowadnica ze szczęką stałą 2, 3 - suwak, 4 - szczęki przesuwne, 5 - noniusz,
6 - dźwignia zacisku, 7 - wysuwka głębokościomierza [4, s. 15]
Suwmiarka składa się z prowadnicy stalowej z podziałką milimetrową, zakończonej dwiema
szczękami nieruchomymi. Po prowadnicy przesuwa się suwak mający dwie szczęki
przesuwne (dolną dłuższą i górną krótszą), odpowiadające szczękom stałym. Na suwaku
znajduje się specjalna podziałka, zwana noniuszem, składająca się z 10 równych części dla
suwmiarki mierzącej z dokładnością do 0,1 mm, działka noniusza jest równa 9/10, tj. 0,9 mm.
Suwak jest wyposażony w dźwignię zacisku, za pomocą której ustala się położenie suwaka.
Suwmiarka warsztatowa jest wyposażona w wysuwkę głębokościomierza do pomiaru
głębokości.
Pomiaru suwmiarką dokonuje się następująco: suwak odsuwa się w prawo i między
rozsunięte szczęki wkłada się mierzony przedmiot; następnie dosuwa się suwak do zetknięcia
płaszczyzn stykowych szczęk z krawędzią przedmiotu. Następnie odczytuje się, ile całych
działek prowadnicy (milimetrów) odcina zerowa kreska noniusza, co odpowiada mierzonemu
wymiarowi w milimetrach. Następnie odczytuje się, która kreska noniusza znajduje się na
przedłużeniu kreski podziałki prowadnicy (kreska noniusza wskazuje dziesiąte części
milimetra).
Rys. 10. Przykłady położenia podziałki noniusza suwmiarki podczas pomiaru: a) wymiar 80,0 mm,
b) wymiar 80,1 mm, c) wymiar 81,4 mm [4, s. 16]
Na tej samej zasadzie, co suwmiarki są zbudowane głębokościomierze suwmiarkowe, służące
do pomiarów głębokości.
Rys. 11. Głębokościomierz suwmiarkowy [25]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
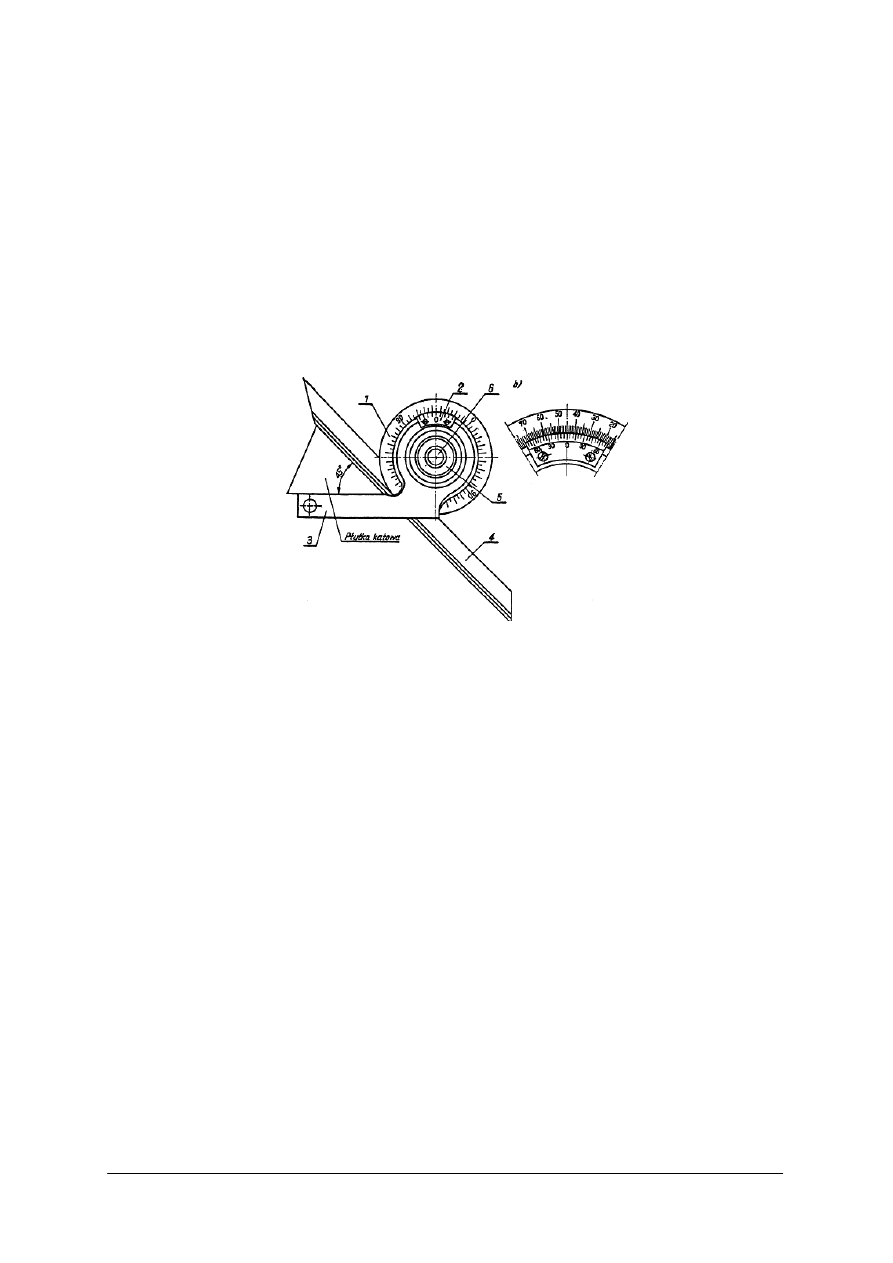
Odpowiednikiem suwmiarki służącym do pomiaru kąta jest kątomierz uniwersalny.
Przyrząd posiada dwa ramiona, którymi obejmuje się przedmiot podobnie jak szczękami
suwmiarki. Jedno ramię połączone jest z nieruchomą tarczą, na której jest noniusz kątowy,
a drugie z pierścieniem obrotowym, na którym znajduje się podziałka kątowa. Ramię
połączone z tarczą nazywa się umownie ramieniem stałym, a ramię połączone z pierścieniem
ramieniem ruchomym. Ramię ruchome można dodatkowo przesuwać liniowo w stałej
odległości od środka tarczy. W osi tarczy znajduje się zacisk unieruchamiający ramię
ruchome. Technika pomiaru kątomierzem uniwersalnym polega na dokładnym przyłożeniu
ramion kątomierza do powierzchni przedmiotu tak, aby nie było widocznej szczeliny,
unieruchomieniu ramion przy pomocy zacisku i dokonaniu odczytu. Odczyt minut na
noniuszu dokonuje się z tej strony podziałki noniusza, z której oznaczenia liczbowe rosną
zgodnie ze wzrostem podziałki kątowej na pierścieniu,
Rys. 12. Kątomierz uniwersalny: a) schemat pomiaru, 1 - tarcza z podziałką, 2 - noniusz, 3 - ramię stałe,
4 - ramię ruchome, 5 - zacisk tarczy, 6 - zacisk ramienia ruchomego, b) noniusz kątowy [4, s. 16]
Przyrządy mikrometryczne
Mikrometr zewnętrzny jest przeznaczony do pomiaru długości, grubości i średnicy
z dokładnością do 0,01 mm. Składa się on z kabłąka, którego jeden koniec jest zakończony
kowadełkiem, a drugi nieruchomą tuleją z podziałką wzdłużną i obrotowym bębnem,
z podziałką poprzeczną. Poza tym mikrometr jest wyposażony we wrzeciono, zacisk
ustalający i pokrętło sprzęgła ciernego. Wrzeciono ma nacięty gwint o skoku 0,5 mm i jest
wkręcone w nakrętkę zamocowaną wewnątrz nieruchomej tulei z podziałką wzdłużną.
Obracając bęben można dowolnie wysuwać lub cofać wrzeciono. Aby dokonać właściwego
pomiaru i uniknąć uszkodzenia gwintu, przez zbyt mocne dociśnięcie czoła wrzeciona do
powierzchni mierzonego przedmiotu, mikrometr jest wyposażony w sprzęgło cierne
z pokrętłem. Obracając pokrętłem sprzęgła ciernego, obracamy wrzeciono do chwili
zetknięcia go z mierzonym przedmiotem lub kowadełkiem, po czym sprzęgło ślizga się i nie
przesuwa wrzeciona. Położenie wrzeciona ustala się za pomocą zacisku. Nieruchoma tuleja
z podziałką jest wyposażona w kreskę wskaźnikową wzdłużną, nad którą jest naniesiona
podziałką milimetrowa. Pod kreską wskaźnikową są naniesione kreski, które dzielą na połowy
podziałkę milimetrową (górną). Na powierzchni bębna jest nacięta podziałka obrotowa
poprzeczna dzieląca obwód bębna na 50 równych części.
a)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
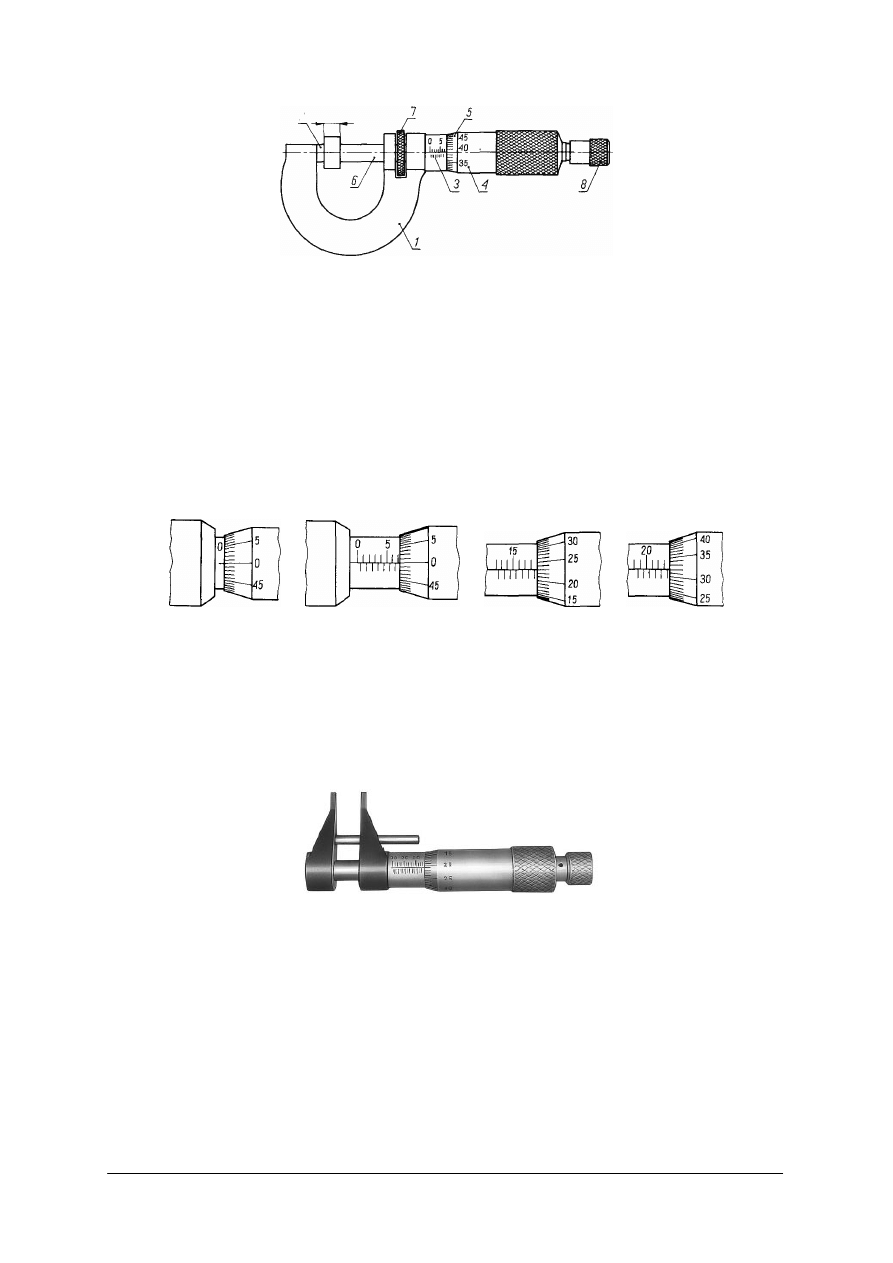
Rys. 13. Mikrometr zewnętrzny: 1- kabłąk, 2 - kowadełko, 3- tuleja z podziałką wzdłużną, 4 - bęben,
5 - podziałka poprzeczna, 6 - wrzeciono, 7 - zacisk ustalający, 8 - pokrętło sprzęgła [4, s. 17]
Skok śruby mikrometrycznej (gwintu wrzeciona) wynosi 0,5 mm. Pełny obrót bębna
powoduje przesunięcie wrzeciona o 0,5 mm. Wartość mierzonej wielkości określa się
najpierw odczytując na podziałce wzdłużnej liczbę pełnych milimetrów i połówek
milimetrów odsłoniętych przez brzeg bębna, a następnie odczytuje się setne części milimetra
na podziałce bębna patrząc, która działka na obwodzie bębna odpowiada wzdłużnej kresce
wskaźnikowej tulei. Mikrometry są wykonywane w różnych wielkościach o zakresach
pomiarowych 0 ÷ 25 mm, 25 ÷ 50 mm, 50 ÷ 75 mm i dalej co 25 mm do 1000 mm.
Rys. 14. Przykłady położenia bębna w czasie pomiaru: a) wymiar 0,00, b) wymiar 7,50 mm,
c) wymiar 18,73 mm, d) wymiar 23,82 mm. [4, s. 18]
Mikrometr wewnętrzny jest stosowany do pomiaru średnic otworów, wgłębień
i szerokości rowków. Odczytywanie wyników i sposób pomiaru są identyczne jak
w mikrometrze zewnętrznym. Mikrometry wewnętrzne są budowane o zakresach
pomiarowych: 5 ÷ 30 mm i 30 ÷ 55 mm.
Rys. 15. Mikrometr wewnętrzny szczękowy [25
]
Średnicówka służy do wyznaczania wymiarów otworów, głównie średnic, w zakresie
75 ÷ 575 mm. Średnicówka mikrometryczna zbudowana jest z tulei, wrzeciona ze śrubą
mikrometryczną, bębna, końcówki stałej z trzpieniem pomiarowym i przedłużacza. Na tulei
znajduje się kreska wzdłużna i podziałka o zakresie pomiarowym 13 mm. Na jednym końcu
tulei znajduje się końcówka o powierzchni sferycznej, a na drugim nagwintowany wewnątrz
otwór, w którym przesuwa się wrzeciono ze śrubą mikrometryczną o skoku 0,5 mm.
Na wrzecionie jest zamocowany bęben z podziałką o zakresie pomiarowym 0,5 mm,
co umożliwia odczyt z dokładnością do 0,01 mm.
a)
b)
c)
d)
2
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
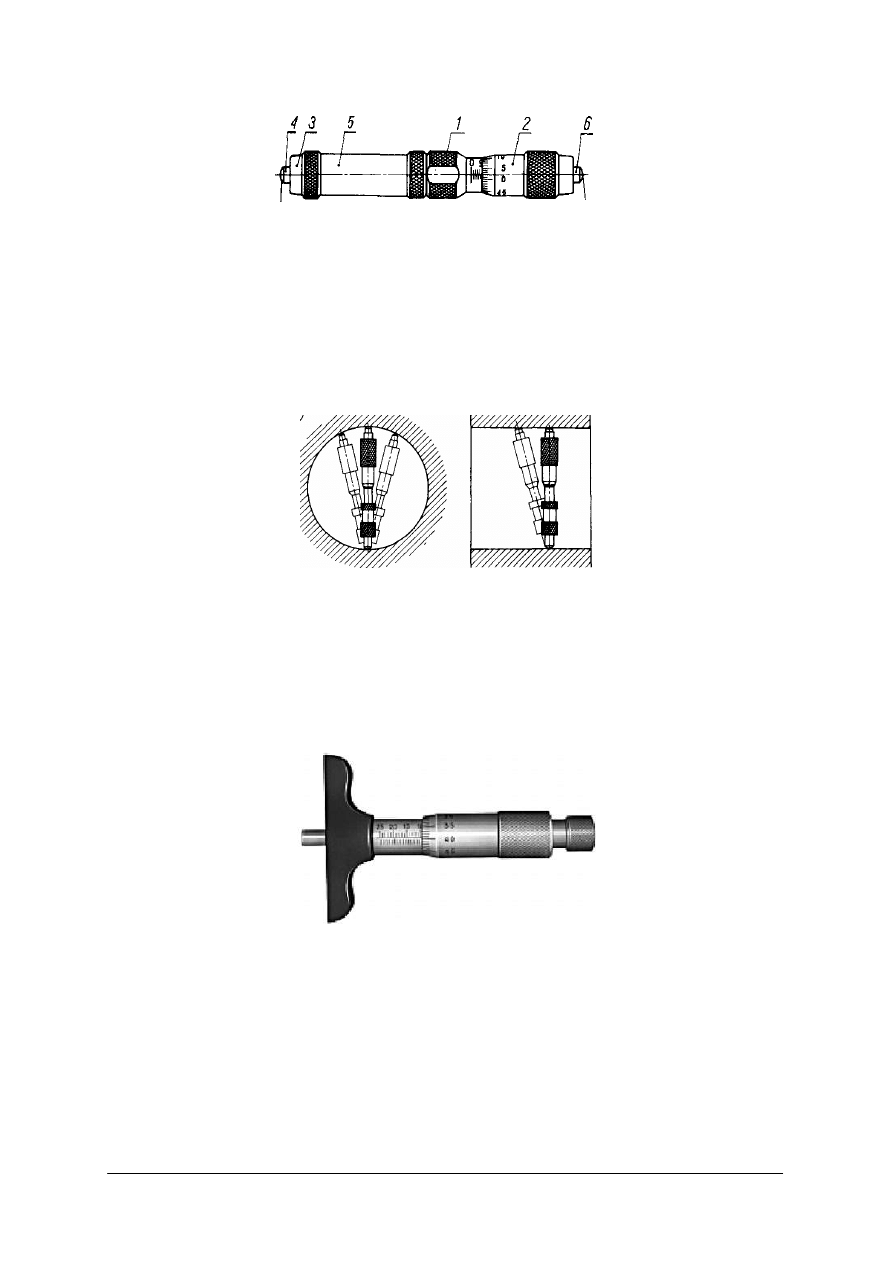
Rys. 16. Średnicówka mikrometryczna: 1- tuleja, 2- bęben, 3 - końcówka stała, 4 - trzpień pomiarowy,
5- przedłużacz, 6 - wrzeciono [4, s. 19]
Do sferycznej powierzchni tulei przylega trzpień pomiarowy osadzony w przykręconej do
tulei oprawie ze sprężyną zapewniającą odpowiedni docisk. Jeden koniec wrzeciona ma
sferyczną powierzchnię pomiarową i zabezpieczone nakrętką dwie śruby regulacyjne do
nastawienia dolnej granicy zakresu pomiarowego. Dla zwiększenia zakresu pomiarowego
między tuleję a końcówkę stałą wkręca się odpowiedni przedłużacz lub ich zestaw.
W skład kompletu wchodzą przedłużacze długości 13, 25, 50, 100 i 200 mm.
Rys. 17. Prawidłowe (linie grube) położenie średnicówki w otworze [4, s. 19]
Głębokościomierz mikrometryczny służy do pomiarów głębokości otworów
nieprzelotowych, zagłębień lub uskoków. Elementem pomiarowym tego głębokościomierza
jest śruba mikrometryczna. Umożliwia on dokonywanie pomiarów z dokładnością 0,01 mm.
Głębokościomierze mikrometryczne mogą być z przedłużaczami wymiennymi lub bez
przedłużaczy. Najczęściej stosowane zakresy pomiarowe wynoszą 0÷100 mm, a wartość
działki elementarnej, podobnie jak w mikrometrze, wynosi 0,01 mm.
Rys. 18. Głębokościomierz mikrometryczny [25]
Narzędzia
pomiarowe
należy
chronić
przed
uszkodzeniami
mechanicznymi,
nagrzewaniem, zanieczyszczaniem i korozją. Powierzchnie pomiarowe i robocze narzędzi
pomiarowych wykonanych ze stali nie powinny być dotykane palcami, gdyż pot ludzki
wpływa korodująco. Po skończeniu pomiaru powierzchnie pomiarowe należy wymyć
w benzynie, wytrzeć do sucha ściereczką (z flaneli lub irchy) i nasmarować cienką warstwą
tłuszczu (np. wazeliną). Przed pomiarem warstewkę tłuszczu zmywa się w benzynie
i powierzchnie robocze wyciera do sucha. Na stanowisku roboczym narzędzia pomiarowe
powinny leżeć na filcu, flaneli lub desce.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Narzędzia pomiarowe nie wyposażone w futerały powinny być przechowywane
w szufladach lub regałach zaopatrzonych w odpowiednie gniazda, zabezpieczające narzędzia
przed uszkodzeniem. Elementy optyczne w narzędziach pomiarowych, jeśli nie są zakryte
osłoną lub włożone do futerału mogą łatwo ulec porysowaniu przez kurz czy pył.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co jest celem pomiarów warsztatowych?
2. Co to jest pomiar?
3. W jaki sposób oblicza się górny wymiar graniczny?
4. W jaki sposób oblicza się dolny wymiar graniczny?
5. Jakie znasz metody pomiarów?
6. Jakie znasz rodzaje przyrządów suwmiarkowych?
7. Jakie znasz rodzaje przyrządów mikrometrycznych?
4.1.3. Ćwiczenia
Ćwiczenie 1
Wykonaj pomiary otworów części mechanicznych za pomocą suwmiarki, mikrometru
wewnętrznego oraz średnicówki mikrometrycznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z treścią zadania (tekst przewodni do wykonania ćwiczenia),
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) zapoznać się z zasadami pomiarów suwmiarką, mikrometrem i średnicówką,
4) dobrać przyrządy pomiarowe,
5) dokonać pomiaru za pomocą suwmiarki,
6) dokonać pomiaru za pomocą mikrometru wewnętrznego,
7) dokonać pomiaru za pomocą średnicówki,
8) uporządkować stanowisko pracy,
9) zaprezentować wykonane ćwiczenie,
10) dokonać oceny ćwiczenia.
Wyposażenie stanowiska pracy:
–
instrukcja do wykonania ćwiczenia zawierająca dokumentację zadania,
–
stół pomiarowy,
–
części maszyn,
–
suwmiarki o różnym zakresie pomiarowym (dokładność pomiarowa suwmiarki 0,1 mm),
–
mikrometry wewnętrzne o różnym zakresie pomiarowym,
–
średnicówki o różnym zakresie pomiarowym,
–
czyściwo,
–
pisaki,
–
kartki papieru.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Ćwiczenie 2
Dokonaj pomiaru wymiarów gabarytowych części mechanicznych za pomocą przymiaru
kreskowego, suwmiarki i mikrometru. Wyniki pomiarów umieść w tabeli.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z treścią zadania (tekst przewodni do wykonania ćwiczenia),
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) zapoznać się z zasadami pomiarów przymiarem kreskowym, suwmiarką i mikrometrem,
4) dobrać przyrządy pomiarowe,
5) dokonać pomiaru za pomocą przymiaru kreskowego,
6) dokonać pomiaru za pomocą suwmiarki,
7) dokonać pomiaru za pomocą mikrometru,
8) umieścić wyniki w tabeli,
9) uporządkować stanowisko pracy,
10) zaprezentować wykonane ćwiczenie,
11) dokonać oceny ćwiczenia.
Wyposażenie stanowiska pracy:
–
instrukcja do wykonania ćwiczenia zawierająca dokumentację zadania,
–
stół pomiarowy,
–
części maszyn,
–
przymiar kreskowy,
–
suwmiarki o różnym zakresie pomiarowym (dokładność pomiarowa suwmiarki 0,1 mm),
–
mikrometry o różnym zakresie pomiarowym,
–
czyściwo,
–
pisaki,
–
kartki papieru.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) dobrać przyrządy pomiarowe do wykonania pomiarów?
2) wykonać pomiary za pomocą przymiaru kreskowego?
3) wykonać pomiary za pomocą suwmiarek?
4) wykonać pomiary za pomocą mikrometrów?
5) wykonać pomiary za pomocą średnicówek mikrometrycznych?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4.2. Obróbka ręczna
4.2.1. Materiał nauczania
Trasowanie
Trasowanie jest czynnością polegająca na przenoszeniu zarysów przedmiotu
przedstawionego na rysunku wykonawczym na półfabrykat w postaci blachy, odlewu,
odkuwki za pomocą narzędzi traserskich. Rozróżniamy trasowanie płaskie (na płaszczyźnie)
oraz trasowanie przestrzenne (stosowane do brył).
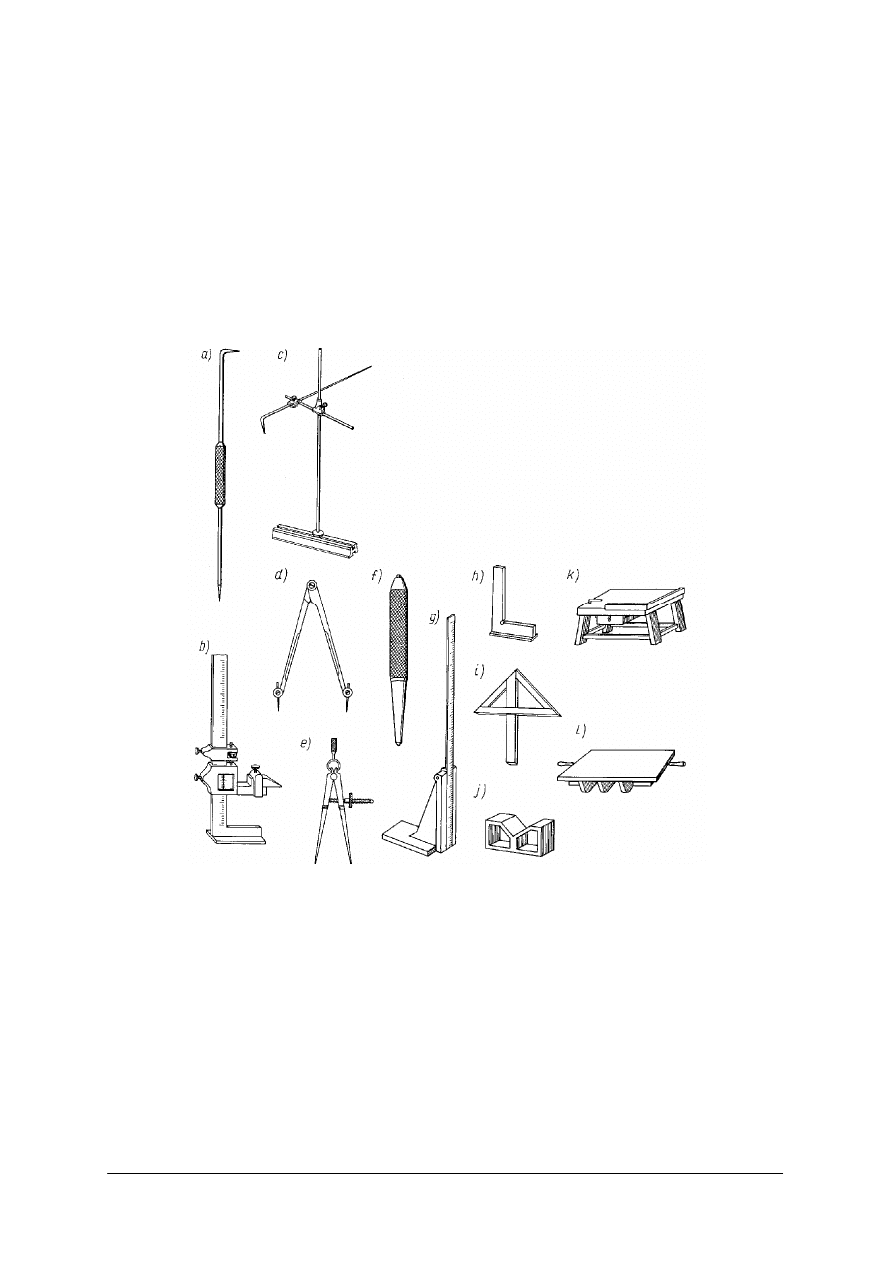
Rys. 19. Podstawowe narzędzia traserskie: a) rysik, b) suwmiarka traserska, c) znacznik, d, e)
cyrkle traserskie,
f) punktak, g) liniał traserski, h) kątownik ze stopką, i) środkownik, j) pryzma traserska, k, l) płyty
traserskie [4, s. 21]
Przed przystąpieniem do trasowania należy:
−
sprawdzić jakość i stan materiału przeznaczonego do trasowania, zwracając szczególną
uwagę na porowatość, skrzywienia, pęknięcia i inne widoczne wady,
−
sprawdzić główne wymiary materiału, grubość jego ścianek, rozstawienie wgłębień lub
wypukłości, odległości otworów od krawędzi itp.,
−
sprawdzić prawidłowość naddatków na późniejszą obróbkę,
−
pomalować materiał farbą traserską w celu zwiększenia widoczności trasowanych linii.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Trasowanie rozpoczyna się od wyznaczenia głównych osi symetrii przedmiotu. Jeżeli
zarys przedmiotu składa się z odcinków linii prostych i krzywych, to najpierw wykreśla się
linie proste, a następnie łączy się je odpowiednimi łukami lub krzywymi. Ponieważ podczas
obróbki wyznaczone linie mogą się zetrzeć, więc żeby można je było łatwo odtworzyć,
punktuje się wszystkie przecięcia tych linii oraz środki okręgów, łuki i dłuższe rysy
w odstępach 20÷50 mm. Rysy krótkie, łuki i okręgi punktuje się w odstępach 5÷10 mm. Wymiary
odmierza się za pomocą przymiaru lub cyrkla według rysunku technicznego.
Rys. 20. Trasowanie linii równoległych: 1- płyta, 2 - liniał, 3 - przymiar, 4 - kątownik, 5 - rysik [4, s. 23]
Wykreślanie okręgów i łuków wykonuje się za pomocą ostrego cyrkla. Cyrkiel rozwiera
się na wymiar danego promienia i umieszcza się jego jedno ramię w napunktowanym środku
okręgu lub łuku. Następnie lekko naciskając na drugie ramię cyrkla zatacza się żądany okrąg
lub łuk.
Trasowanie środka otworu, który ma być wiercony, polega na trasowaniu dwóch
wzajemnie prostopadłych linii, na przecięciu których znajduje się środek otworu.
Trasowanie wg wzorników jest powszechnie stosowane podczas wykonywania większej
liczby jednakowych przedmiotów. Polega ono na przyłożeniu wzornika do płaszczyzny
materiału i wyznaczeniu zarysów przedmiotu przez obrysowanie zarysu wzornika rysikiem.
Osie otworów wyznacza się przez specjalne otwory we wzorniku, stosując do tego celu
specjalny punktak. Trasując wg wzornika trzeba pamiętać, żeby wzornik był zawsze
jednakowo ustawiony, co osiąga się za pomocą wykonywania we wzorniku wycięć, które
muszą trafiać na osie przedmiotu.
W trasowaniu przestrzennym stosowane są trzy metody trasowania:
−
za pomocą obrotu przedmiotu obrabianego,
−
za pomocą kątownika,
−
za pomocą skrzynek traserskich.
Trasowanie metodą obrotu przedmiotu obrabianego polega na ustawieniu przedmiotu
albo bezpośrednio na płycie, jeżeli jedna jego powierzchnia jest obrobiona - to na tejże
powierzchni, albo na płycie za pomocą podstawek traserskich, w przypadku gdy powierzchnia
trasowanego przedmiotu jest nie obrobiona. Następnie na płycie traserskiej ustawia się obok
znacznik z rysikiem. Wysokość ostrza rysika w stosunku do płyty ustala się na podstawie
rysunku wykonawczego za pomocą np. przymiaru kreskowego. Obracając trasowany
przedmiot wykonuje się jednocześnie rysę rysikiem. W ten sposób można wykreślić
wszystkie linie poziome i pionowe, a tym samym można wykonać żądaną siatkę przestrzenną
na przedmiocie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
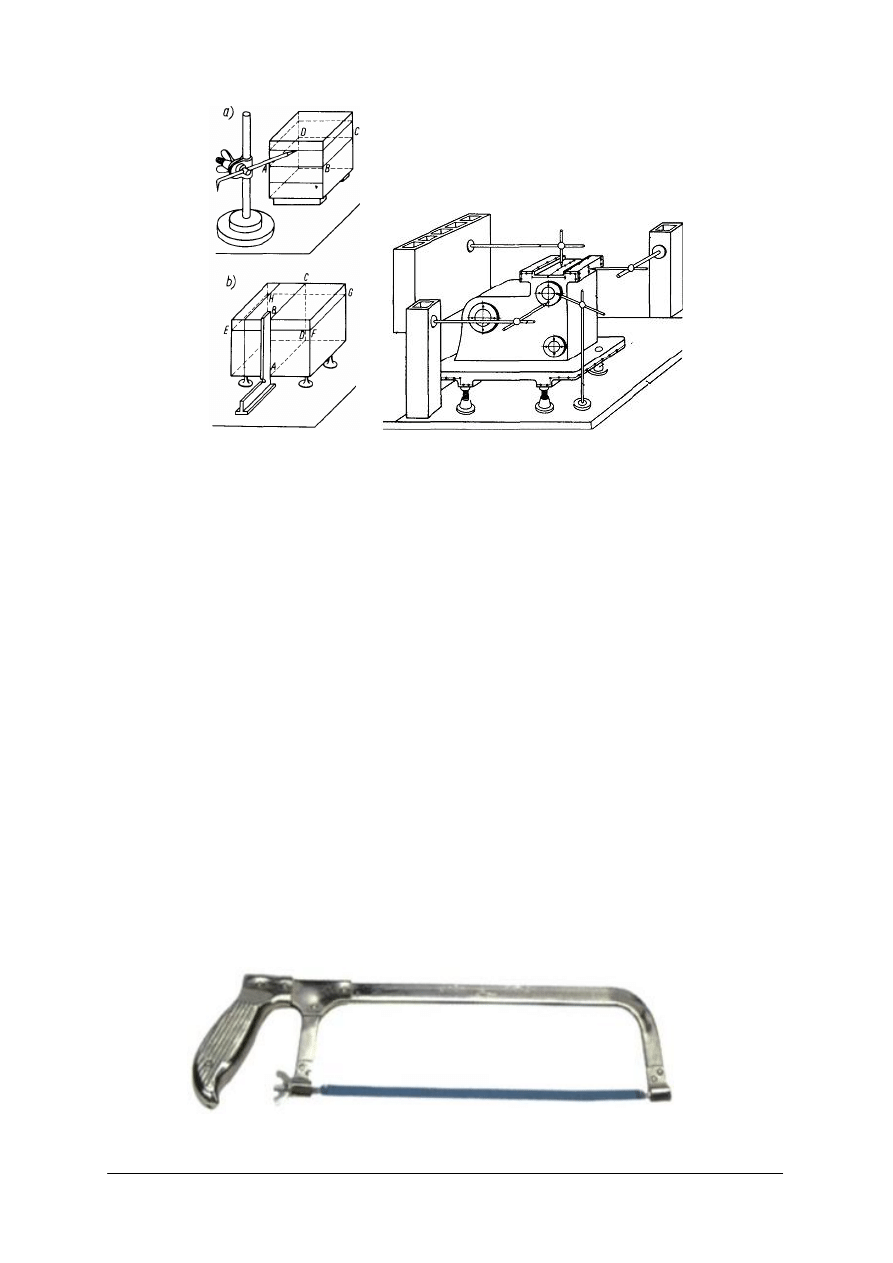
Rys. 21. Trasowanie przestrzenne: a) z obracaniem przedmiotu, b) za pomocą kątownika, c) za pomocą skrzynek
traserskich [4, s. 28]
Trasowanie za pomocą kątownika polega na wykreślaniu rys poziomych w taki sam
sposób, jak w metodzie obracania przedmiotu, natomiast rysy pionowe wykonuje się rysikiem
wzdłuż odmierzonych wymiarów za pomocą kątownika ze stopą. Zastosowanie tego rodzaju
trasowania jest ograniczone i odnosi się tylko do takich przedmiotów, które mają
powierzchnie przystające do krawędzi kątownika.
Trasowanie za pomocą skrzynek traserskich stosuje się w przypadku, gdy mamy do
czynienia z przedmiotem ciężkim, trudnym do obracania, oraz w przypadku trasowania
przedmiotów o powierzchniach kształtowych, uniemożliwiających ustawienie przedmiotu wg
kątownika. W takim przypadku przedmiot trasowany ustawia się bezpośrednio na płycie lub
na podstawkach traserskich, wyznacza się ostrzem rysika konieczne rysy poziome, następnie
ustawia się na płycie skrzynkę lub skrzynki traserskie w ten sposób, żeby ich krawędź lub
krawędzie przystawały do rysy na płycie. Traktując skrzynkę jako płytę, przykłada się do niej
podstawę znacznika, którego ostrze zostało nastawione na odpowiedni wymiar i obwodzi się
rysikiem przedmiot kreśląc rysę pionową. W przypadku, gdy jedna skrzynka jest
niewystarczająca stosuje się skrzynki o płaszczyznach roboczych prostopadłych do siebie.
Przecinanie metali piłką
Przecinanie metali przy wykonywaniu prac ślusarskich wykonuje się zwykle za pomocą
piłki ręcznej do metali. W budowie piłki ręcznej wyróżniamy następujące elementy:
−
oprawkę - jednolitą lub rozsuwaną,
−
brzeszczot,
−
rękojeść.
Rys. 22. Piłka ręczna do metali [16]
c)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Oprawka piłki ręcznej jest wyposażona w dwa uchwyty do mocowania brzeszczotu: stały
i przesuwny (nastawny). W obu uchwytach znajdują się dwa prostopadłe przecięcia oraz
otwory. Brzeszczot wsuwa się w przecięcia i przez otwory w uchwytach przetyka kołki
zabezpieczające. Brzeszczot jest wykonany w postaci cienkiej taśmy stalowej z naciętymi na
jednej lub obu krawędziach ostrzami w postaci zębów. Brzeszczot mocuje się w oprawce tak,
aby ząbki piłki miały kierunek nachylenia ku przedniemu uchwytowi. Uzębienie brzeszczotu
jest rozwierane, zgrubiane lub falowane i dlatego szerokość powstającego przecięcia jest
większa od grubości brzeszczotu, co zapobiega zakleszczaniu się brzeszczotu w materiale
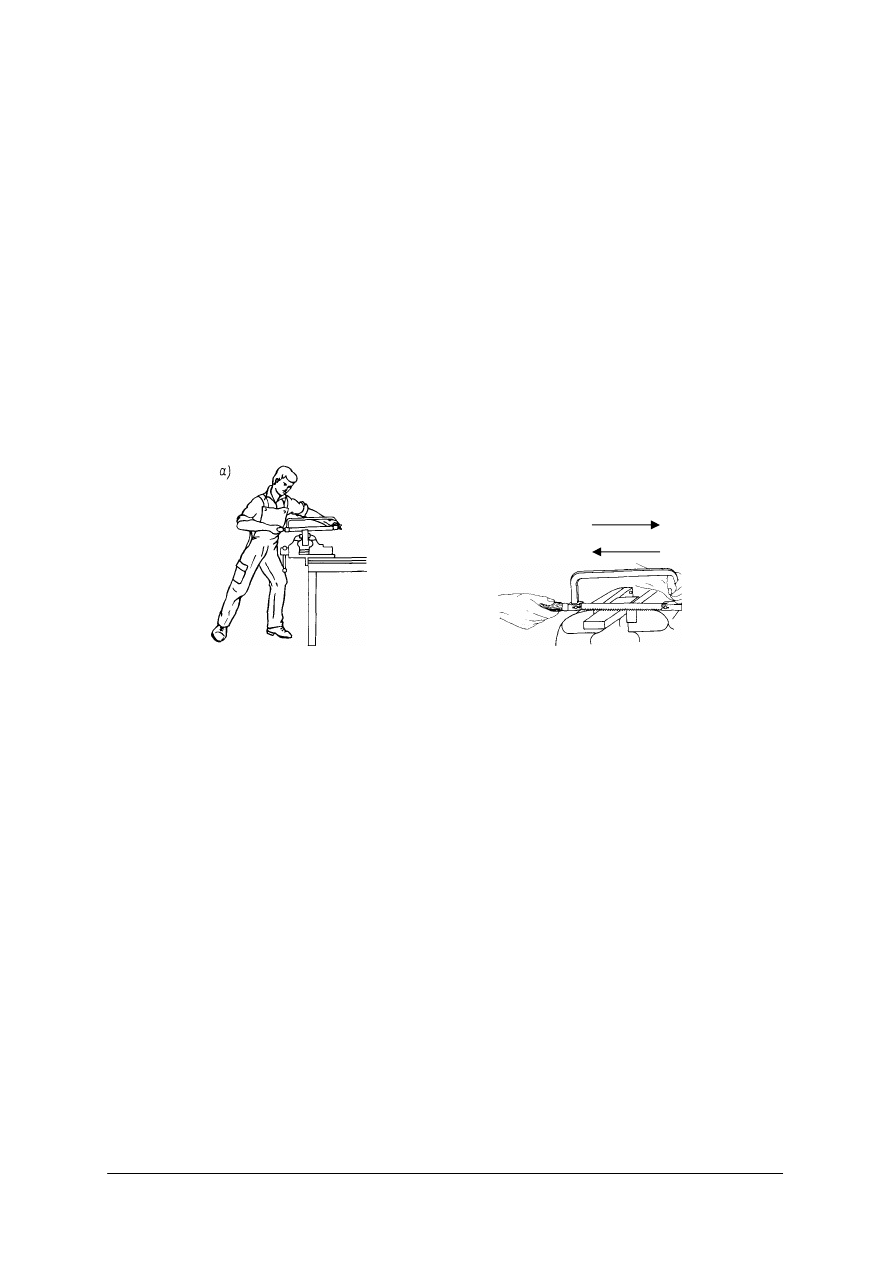
Podczas przecinania piłką ręczną nacisk na piłkę wywiera się podczas ruchu roboczego,
czyli w kierunku do imadła, natomiast ruch powrotny jako jałowy odbywa się bez nacisku.
Ruch piłki powinien być płynny bez szarpnięć, a przesuw piłki powinien wynosić około 2/3
użytecznej długości brzeszczotu. Przedmioty płaskie przecina się wzdłuż szerszej krawędzi.
Przecinanie płaskich przedmiotów wzdłuż węższej krawędzi jest niewłaściwe, ponieważ piłka
łatwo zbacza z wyznaczonego kierunku. Przecinanie trzeba rozpoczynać lekko pochyloną od
siebie piłką z małym naciskiem. Wykonanie małego wgłębienia trójkątnym pilnikiem
w miejscu rozpoczęcia ułatwia początek przecinania.
Rys. 23. Technika przecinania piłką [4, s. 35]
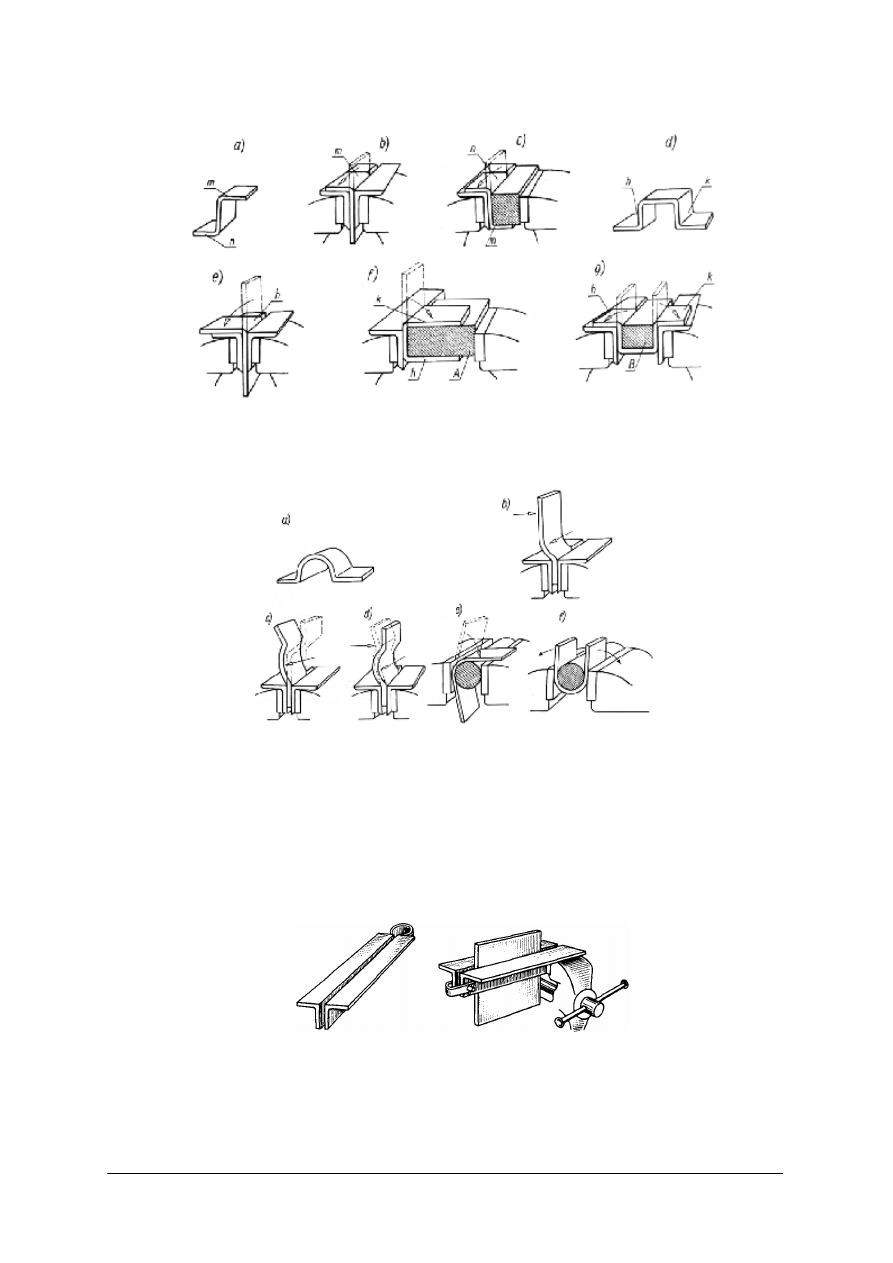
Gięcie i prostowanie
Gięcie i prostowanie należą do operacji obróbki plastycznej, podczas których, dzięki
działaniu odpowiednich sił, nadaje się przedmiotowi żądany kształt bez skrawania materiału.
Gięcie i prostowanie można wykonywać ręcznie lub maszynowo z użyciem pras lub walców.
Podstawowymi narzędziami używanymi do gięcia ręcznego i prostowania są: różnego
rodzaju, kowadło, płyta żeliwna, szczęki imadła, prasa dźwigniowa ręczna, prasa śrubowa,
giętarka trójwalcowa, prasa krawędziowa ręczna, przyrząd do ręcznego gięcia rur i prętów,
przyrząd do ręcznego gięcia płaskowników. Gięcia płaskowników najczęściej dokonuje się
w szczękach imadła. Gięcia grubych płaskowników oraz prętów dokonuje się, przeważnie po
uprzednim nagrzaniu, najczęściej na prasach śrubowych lub giętarkach do płaskowników.
Wyginanie przedmiotów o drobnych kształtach wykonanych z cienkich płaskowników
i drutu możemy wykonać posługując się szczypcami z końcówkami płaskimi i okrągłymi.
Zgięty pręt lub płaskownik można wstępnie wyprostować, umieszczając jego wygięcie
między szczękami imadła ślusarskiego a następnie je zaciskając. Końcowy etap prostowania
wykonuje się za pomocą młotka kładąc przedmiot wybrzuszeniem do góry na płycie żeliwnej
lub kowadle i uderzając.
Z naciskiem
Bez nacisku
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Rys. 24. Gięcie zetownika i skobla prostokątnego w imadle: a) rysunek zetownika, b) zaginanie ramienia m,
c) zaginanie ramienia n, d) rysunek skobla prostokątnego, e) zaginanie ramienia h, f} zaginanie
ramienia k za pomocą klocka A, g) odginanie końcówek ramion h i k za pomocą klocka B [4, s. 36]
Rys. 25. Gięcie w imadle przedmiotu z zaokrągleniem [4, s.37]
Ręcznie blachy cienkie gnie się w szczękach imadła bez żadnych środków
pomocniczych. W przypadku gięcia blach znacznej szerokości lub długości należy je
mocować w dwóch kątownikach osadzonych w imadle. W przypadku gięcia blach pod kątem
ostrym i małych promieniach gięcia należy zwrócić uwagę na kierunek włókien w blasze,
powstałych podczas jej walcowania. Linia gięcia nie powinna być zgodna z kierunkiem tych
włókien, gdyż blacha może pęknąć na krawędzi gięcia.
Rys. 26. Zamocowanie blachy w imadle za pomocą dwóch kątowników [4, s.87]
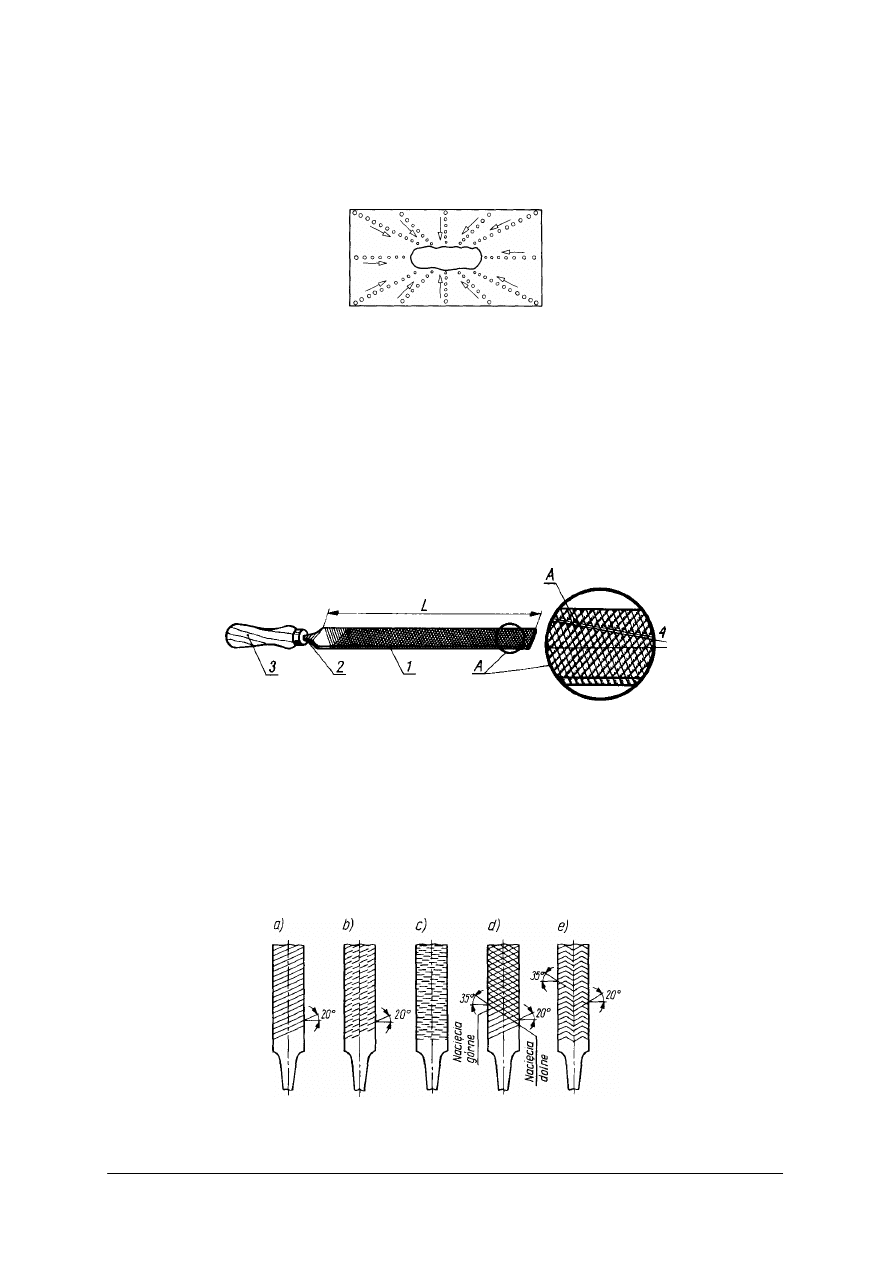
Cienkie blachy z metali nieżelaznych prostuje się przeciągając je przez gładką krawędź
z drewna lub metalu kilkakrotnie w kierunkach prostopadłych. Cienkie blachy stalowe
prostuje się na gładkiej stalowej płycie młotkiem drewnianym, a blachy grubsze młotkiem
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
stalowym. Blachę układa się na płycie wypukłościami do góry i uderza młotkiem między
wypukłości w celu sprowadzenia nierówności do jednej wypukłości w środkowej części
powierzchni blachy. Prostowanie wypukłości polega na zastosowaniu serii uderzeń młotkiem
wg schematu przedstawionego na rysunku.
Rys. 27. Schemat uderzeń przy prostowaniu blachy [4, s. 89]
Uderzenia powinny być częste, silne przy krawędziach blachy, a coraz słabsze w miarę
zbliżania się do wypukłości. Po zmniejszeniu wypukłości odwracamy blachę na drugą stronę
i lekkimi uderzeniami doprowadzamy się powierzchnię blachy do płaskości. Prostowania
blach i taśm można dokonywać również mechanicznie za pomocą walców lub na prasach za
pomocą przyrządu składającego się z dwóch płyt.
Piłowanie
Piłowanie ma na celu skrawanie z powierzchni obrabianego materiału cienkiej warstwy
grubości 0,5÷1,5 mm za pomocą narzędzia zwanego pilnikiem. Pilnik jest podstawowym
narzędziem ślusarskim i składa się z części roboczej, chwytu i rękojeści.
Rys. 28. Budowa pilnika: 1- część robocza, 2 - uchwyt, 3 - drewniana rękojeść, 4 - linia kolejnych zębów
utworzonych przez przecięcie nacięcia górnego z dolnym [4, s. 56]
Wielkość pilnika jest określona długością części roboczej L i waha się w granicach od
50 do 500 mm. Na części roboczej są wykonane nacięcia, czyli zęby. Na powierzchniach
płaskich pilników mogą być nacięcia jednorzędowe pojedyncze i jednorzędowe podwójne.
Na powierzchniach wypukłych pilników mogą być nacięcia wielorzędowe pojedyncze,
nacięcia wielorzędowe śrubowe albo nacięcia wielorzędowe podwójne. Pilniki o nacięciu
jednorzędowym są używane do piłowania materiałów miękkich (tworzyw sztucznych).
Rys. 29. Nacięcia pilników: a) pojedyncze jednorzędowe b) pojedyncze wielorzędowe, c) pojedyncze
wielorzędowe śrubowe, d) podwójne jednorzędowe, e) podwójne wielorzędowe [4, s. 57]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Ze względu na liczbę nacięć na długości 10 mm rozróżniamy następujące rodzaje pilników:
−
nr 0 zdzieraki – liczba nacięć od 4,5 do 10,
−
nr 1 równiaki – liczba nacięć od 6,3 do 28,
−
nr 2 półgładziki – liczba nacięć od 10 do 40,
−
nr 3 gładziki – liczba nacięć od 14 do 40,
−
nr 4 podwójne gładziki – liczba nacięć od 25 do 80,
−
nr 5 jedwabniki – liczba nacięć od 40 do 80.
Pilniki dobiera się w zależności od wymiarów, kształtu i wymaganej chropowatości
obrabianej powierzchni. Do piłowania zgrubnego używa się zdzieraków, które skrawają
warstwę metalu grubości ok. l mm. Po piłowaniu zgrubnym zdzierakiem stosuje się równiak,
który zbiera warstwę metalu grubości 0,3 - 0,5 mm. Pozostałe pilniki, tzn. od półgładzików do
jedwabników, używa się do wykończania powierzchni zależnie od wymaganej gładkości.
Ponieważ pilniki używane są do piłowania powierzchni o różnych kształtach, wykonuje
się je o różnych przekrojach poprzecznych części roboczej. W zależności od kształtu
powierzchni przekroju poprzecznego możemy wyróżnić pilniki:
−
płaski zbieżny,
−
płaski,
−
kwadratowy,
−
trójkątny,
−
nożowy,
−
owalny,
−
okrągły,
−
półokrągły,
−
mieczowy,
−
soczewkowy.
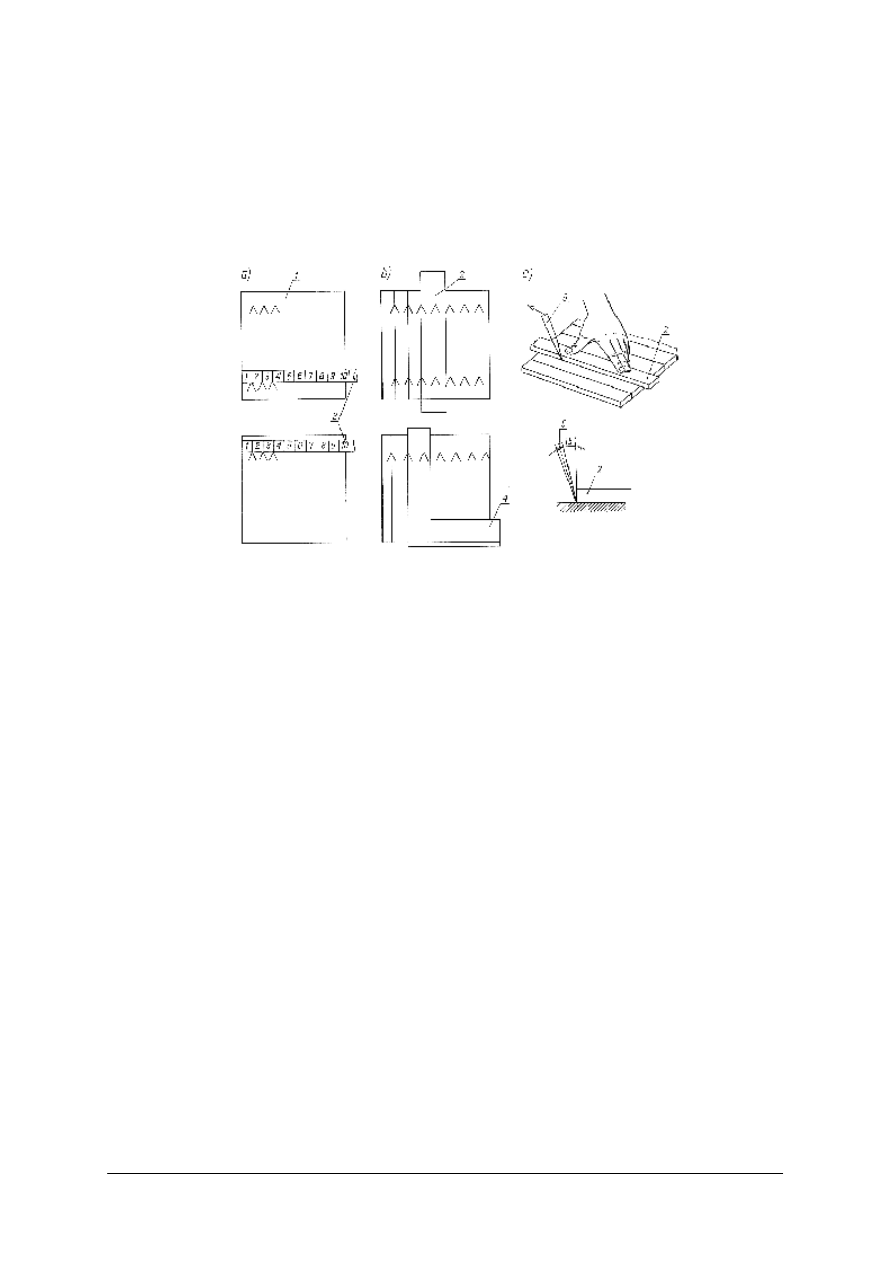
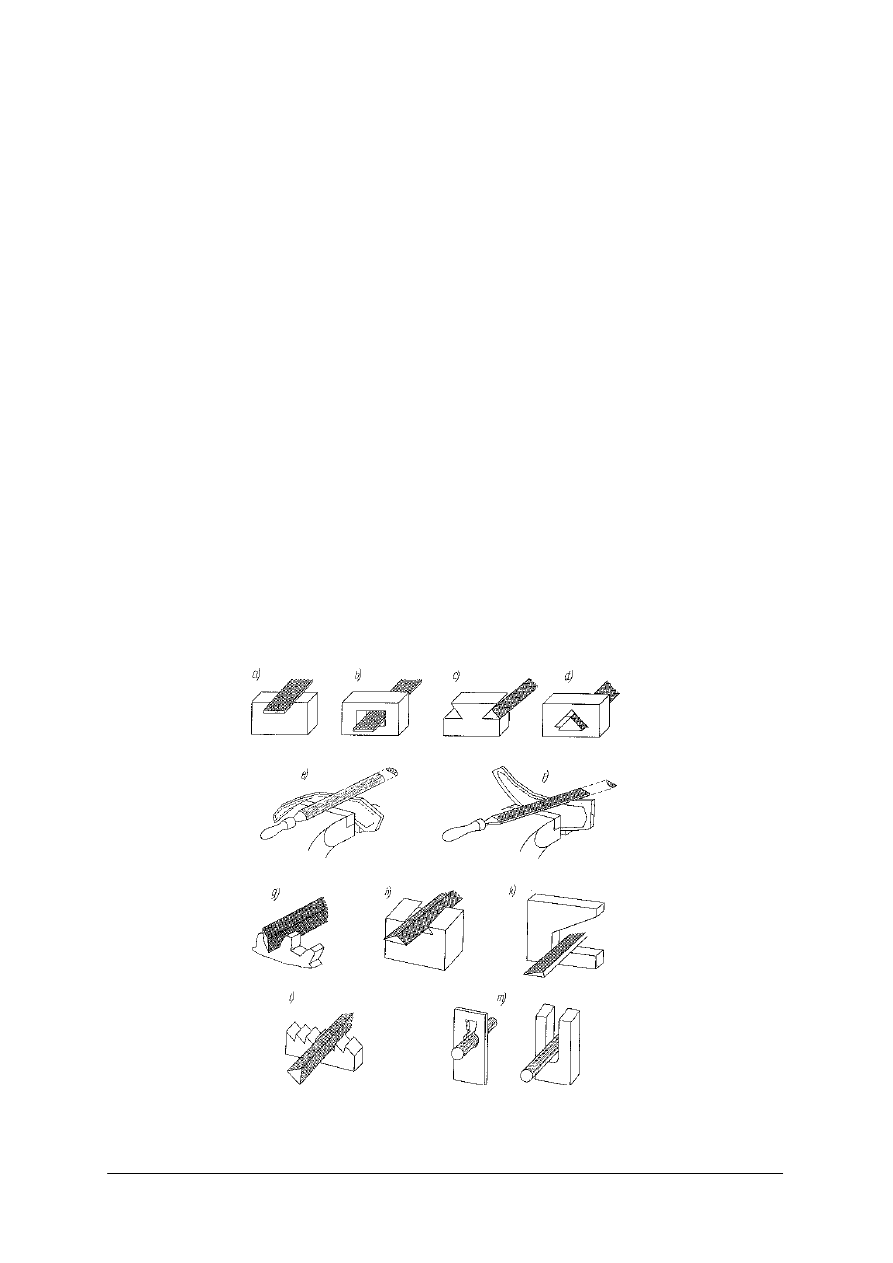
Rys. 30. Pilniki o różnych kształtach i ich zastosowanie: a i b) płaskie, c i d) trójkątne, e i f) półokrągłe,
g) mieczowe, h) trójkątne spłaszczone, k) nożowe, l) trójkątne do ostrzenia pił, m) okrągłe [4, s. 58]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Właściwa technika piłowania ma decydujący wpływ na dokładność obróbki oraz
wydajność pracy. Podczas piłowania zgrubnego zdzierakiem, wymagającym dużego nacisku,
należy wykorzystać ciężar ciała, przesuwając tułów wraz z ramionami do przodu
i z powrotem, przy czym ciężar ciała przesuwa się z nogi prawej na lewą. Podczas piłowania
wykańczającego ciężar ciała powinien być równomiernie rozłożony na obie nogi, a ruchy
robocze wykonują tylko ramiona, gdy tymczasem tułów jest w równowadze.
Podczas piłowania ruch pilnika powinien być ciągły i równomierny na całej długości roboczej
pilnika. Nacisk na pilnik należy wywierać tylko podczas ruchu roboczego, czyli ruchu do
przodu. Nacisk ten powinien być równomierny w stosunku do przedmiotu obrabianego, czyli
w czasie ruchu pilnika do przodu nacisk prawej ręki powinien się zwiększać, a lewej
zmniejszać. Ma to duży wpływ na otrzymanie prostej i równej powierzchni.
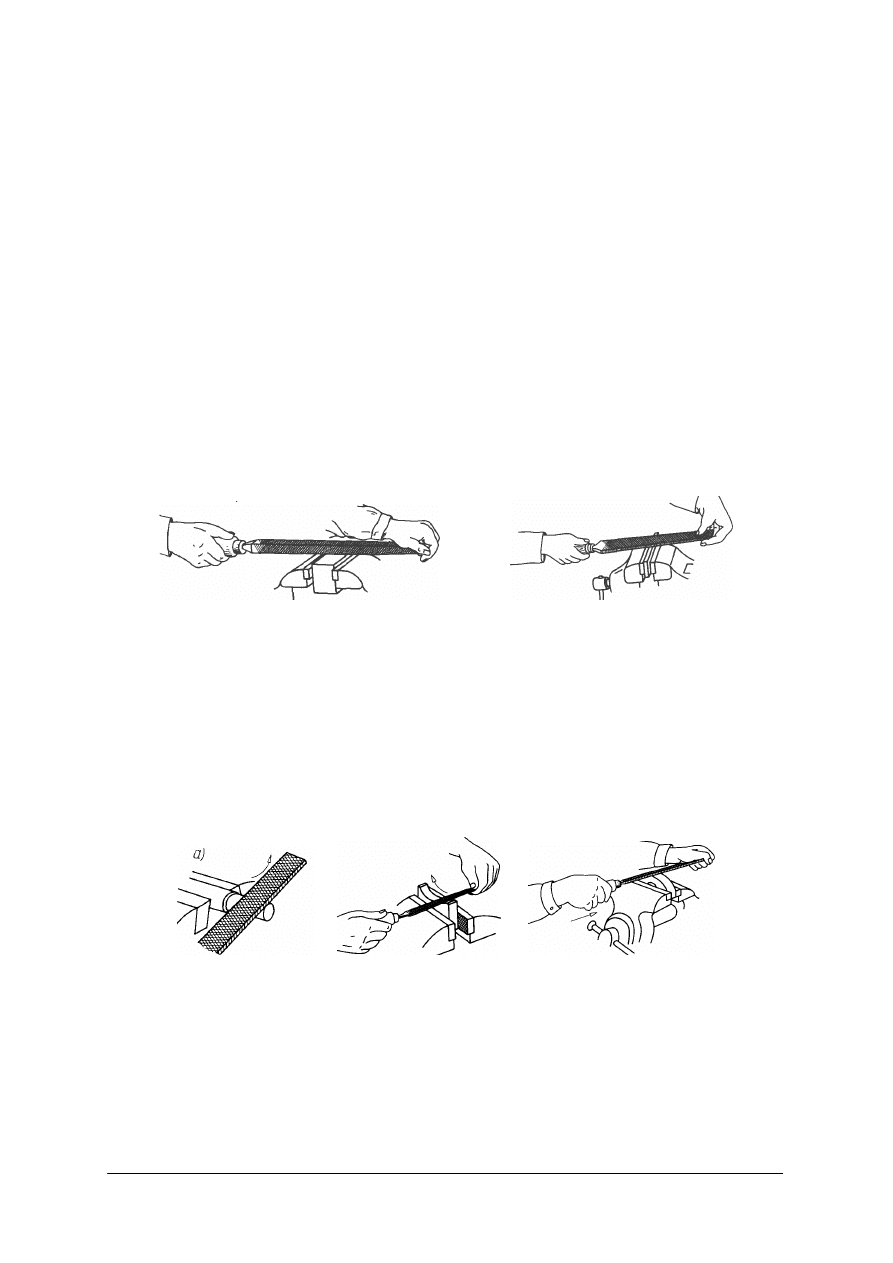
W czasie piłowania dużych powierzchni płaszczyzn pilnik należy prowadzić na krzyż.
Wówczas należy stanąć z jednej strony imadła i piłować płaszczyznę pod kątem 30 ÷ 45° do
osi imadła, a następnie z drugiej strony i również piłować pod kątem 30 ÷ 45°. Podczas
piłowania należy często sprawdzać płaskość obrabianej powierzchni liniałem krawędziowym.
Podczas piłowania cienkich płytek należy prowadzić pilnik wzdłuż dłuższej krawędzi, żeby
uniknąć drgań przedmiotu. Podczas piłowania wykańczającego nie należy zmieniać kierunku
piłowania, a pilnik można prowadzić wzdłuż jego osi lub w poprzek.
Rys. 31. Prawidłowe uchwycenie pilnika [4, s. 61]
Podczas piłowania płaszczyzn wzajemnie prostopadłych należy najpierw opiłować jedną
płaszczyznę, a następnie po sprawdzeniu płaskości powierzchni obrócić przedmiot o kąt 90°
i przystąpić do piłowania drugiej płaszczyzny. Podczas piłowania należy często sprawdzać
kątownikiem prostopadłość obu płaszczyzn i po osiągnięciu właściwych wymiarów
wygładzić gładzikiem obie powierzchnie, ponownie sprawdzając kąt między płaszczyznami.
Piłowanie powierzchni kształtowych wykonuje się zwykle według wytrasowanych linii.
Do piłowania powierzchni wypukłych stosuje się pilniki płaskie, a do powierzchni
wklęsłych pilniki półokrągłe, okrągłe, owalne i soczewkowe, zależnie od kształtu wklęsłości.
Rys. 32. Piłowanie powierzchni kształtowych: a) walcowych, b) wklęsłych, c) wypukłych [4, s. 63]
Wiercenie, rozwiercanie i pogłębianie
Wiercenie jest to wykonywanie otworów w pełnym materiale za pomocą narzędzia
skrawającego zwanego wiertłem. W czasie obróbki wiertło wykonuje ruch obrotowy
i posuwowy, a przedmiot obrabiany jest nieruchomy. Wiertło usuwa obrabiany materiał
w postaci wiórów tworząc walcowy otwór, przy czym średnica otworu odpowiada średnicy
wiertła. Do wiercenia otworów stosuje się wiertarki ręczne (przenośne) oraz wiertarki stałe.
b)
c)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
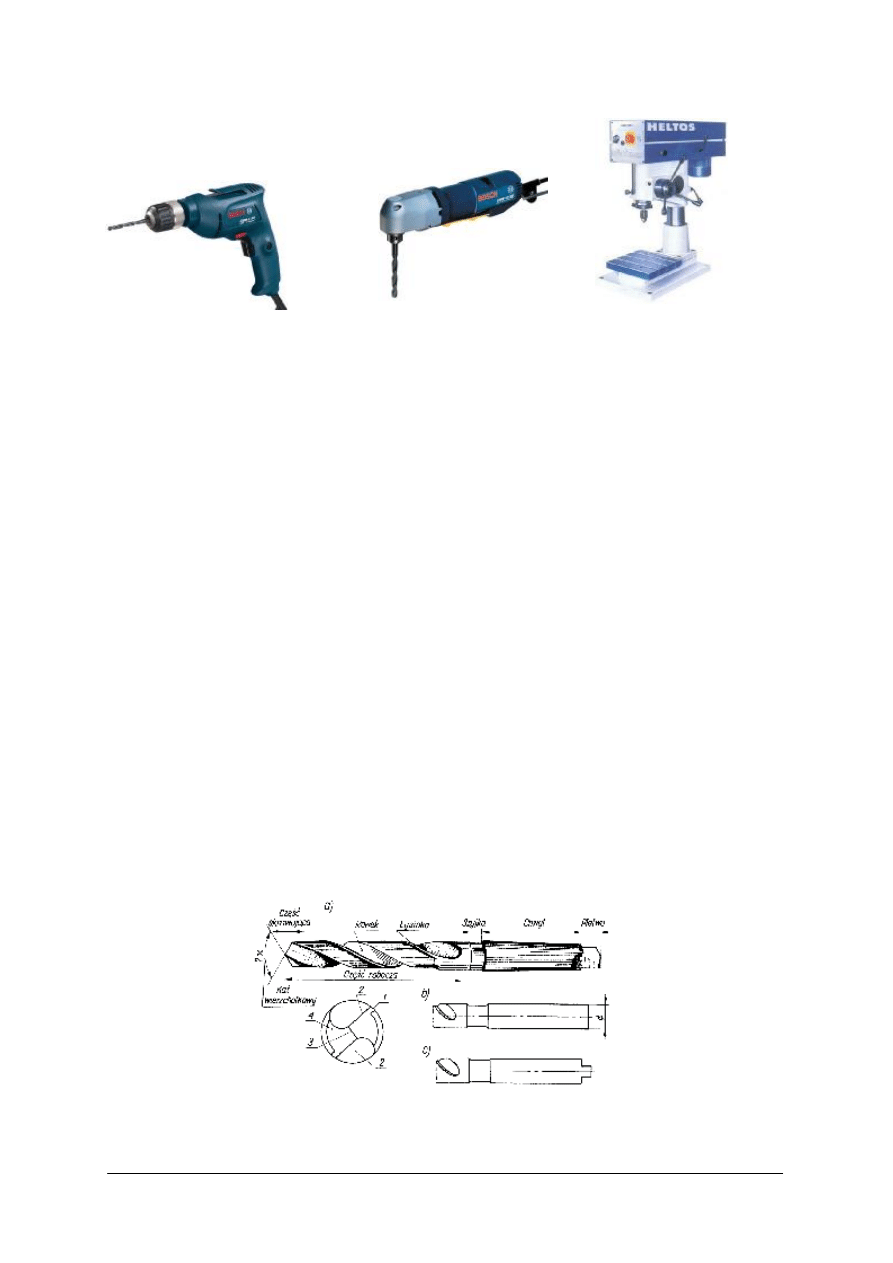
Rys. 33. Wiertarki: a) ręczna, b) ręczna kątowa, c) stołowa [16]
Przygotowanie do pracy wiertarki stołowej polega na ustawieniu i zamocowaniu
przedmiotu na stole wiertarki, ustawieniu na właściwą wysokość kadłuba wiertarki oraz
ustaleniu odpowiedniej prędkości obrotowej wrzeciona. W większości wiertarek stołowych
istnieje możliwość ustawienia na odpowiednią wysokość kadłuba wiertarki w zależności od
wysokości przedmiotu wierconego. Przedmiot należy tak ustawiać i mocować na stole
wiertarki, żeby wierzchołek wiertła trafiał w napunktowany środek otworu.
Właściwą prędkość obrotową wrzeciona wiertarki ustawia się wg tabliczki umieszczonej na
skrzynce przekładniowej. Właściwą prędkość obrotową wrzeciona wiertarki określa się na
podstawie prędkości skrawania, która powinna być dostosowana do rodzaju obrabianego
materiału i średnicy wiertła (tablice ułatwiające dobór prędkości skrawania w zależności od
rodzaju wierconego materiału są zawarte w poradnikach technicznych).
Narzędziem do wiercenia otworu jest wiertło. Wiertło kręte składa się z części roboczej,
szyjki i chwytu. Część robocza składa się z części skrawającej i części prowadzącej. Chwyt
może być stożkowy z płetwą (w wiertłach o średnicy powyżej 10 mm) oraz walcowy z płetwą
lub bez (w wiertłach o średnicy poniżej 10 mm). Część robocza wiertła ma nacięte na
obwodzie przeciwległe rowki śrubowe do odprowadzania wiórów z wierconego otworu. Dwie
łysinki w kształcie wąskich pasków, położone wzdłuż rowków, służą do prawidłowego
prowadzenia wiertła w otworze. Część skrawającą stanowią dwie proste krawędzie tnące
jednakowej długości, które łączą się ze sobą poprzeczną krawędzią tnącą, zwaną ścinem. Ścin
jest wierzchołkiem wiertła, a krawędzie tnące tworzą kąt wierzchołkowy, którego wartość
zależy od rodzaju wierconego materiału. Im twardszy jest materiał obrabiany, tym mniejszy
powinien być kąt wierzchołkowy. Do stali stosuje się wiertła o kącie wierzchołkowym
wynoszącym 118°, do mosiądzu i stopów aluminium 130÷140°, do miedzi 125°, do tworzyw
sztucznych 85÷90°. Wiertła wykonuje się ze stali szybkotnącej, a także z płytkami
z węglików spiekanych. Wymiary wierteł są znormalizowane i ich dobór zależy od rodzaju
i wielkości wykonywanych otworów.
Rys. 34. Wiertło kręte: a) budowa wiertła krętego, b) chwyt walcowy wiertła, c) chwyt walcowy z płetwą;
1 - pomocnicza powierzchnia przyłożenia (łysinka), 2 - główna krawędź skrawająca, 3 - krawędź
poprzeczna (ścin), 4 - powierzchnia przyłożenia [4, s. 67]
b)
c)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Pogłębianie otworów wykonuje się za pomocą narzędzi zwanych pogłębiaczami.
Rozróżnia się pogłębiacze stożkowe i czołowe. Pogłębiacze czołowe mają czop prowadzący
o średnicy równej średnicy otworu w celu utrzymania współosiowości. Chwyty pogłębiaczy
są takie same jak wierteł. Podczas pogłębiania należy zwrócić szczególną uwagę na
wykonanie właściwej głębokości wgłębienia, tak żeby łeb śruby nie wystawał lub nie był
położony zbyt nisko.
Rys. 36. Poglębiacze czołowe [25]
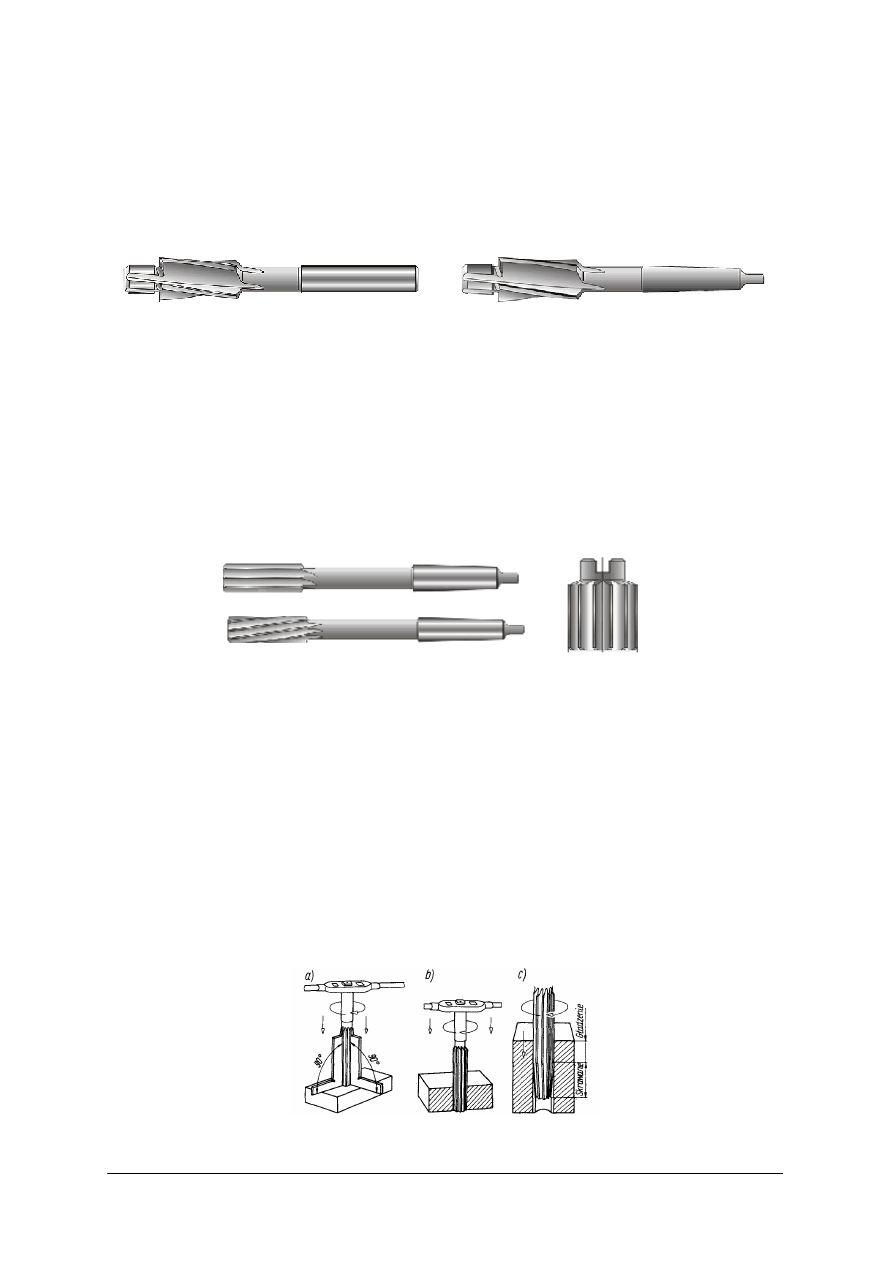
Rozwiertaki są narzędziami skrawającymi, które mają zastosowanie do rozwiercania
otworów wykonanych na wiertarkach lub tokarkach w celu poprawy dokładności wymiarowej
jak i dokładności kształtu walcowości i kołowości. Rozwiertaki dzielimy na: zdzieraki
i wykańczaki oraz rozwiertaki ręczne mające chwyt walcowy z łbem kwadratowym
i rozwiertaki maszynowe z chwytem stożkowym lub walcowym. Rozwiertaki są narzędziami
wieloostrzowymi z zębami prostymi lub śrubowymi na części roboczej. Podziałka zębów jest
nierównomierna, co zapewnia większą dokładność obrabianego otworu. Rozwiertaki z zębami
śrubowymi lewoskrętnymi stosuje się do rozwiercania otworów z rowkami. W zależności od
kształtu otworu rozróżnia się rozwiertaki walcowe i stożkowe.
Rys. 37. Rozwiertaki maszynowe do otworów walcowych: a) z ostrzami prostymi z chwytem stożkowym NRTb,
b) z ostrzami śrubowymi z chwytem stożkowym NRTb, c) nasadzany z ostrzami prostymi NRNa [25]
W celu uzyskania dokładnego otworu najpierw należy go wywiercić wiertłem o mniejszej
średnicy, następnie rozwiercić zgrubnie i wykańczająco. Odpowiednią średnicę wiertła
i rozwiertaka zdzieraka dobiera się wg tabel zamieszczonych w poradnikach.
Przystępując do rozwiercania, przedmiot należy zamocować w imadle i ostrożnie
wprowadzać rozwiertak do wywierconego otworu, sprawdzając prostopadłość. Następnie na
kwadratowy koniec chwytu należy założyć pokrętkę i obracać rozwiertak równomiernie
w prawo, wywierając lekki nacisk do dołu. Nie należy nigdy obracać rozwiertaka w stronę
przeciwną, a jedynie przy zakleszczeniu w otworze lekko cofnąć w lewo i dalej pokręcać
w prawo. Otwory stożkowe o dużej zbieżności obrabia się kolejno trzema rozwiertakami:
wstępnym, zdzierakiem i wykańczakiem. Stosowane są również rozwiertaki nastawne,
w których można regulować średnicę w niewielkim zakresie.
Rys. 38. Rozwiercanie otworów walcowych: a) sprawdzenie prostopadłości, b) rozwiercanie, c) proces
rozwiercania [4, s. 76]
a
b
c
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Nacinanie gwintu
Nacinanie gwintu, czyli gwintowanie polega na wykonaniu na powierzchni wałka lub
otworu wgłębień wzdłuż linii śrubowej. W czasie nacinania gwintu ostrze narzędzia
wykonuje w stosunku do obrabianej części ruch po linii śrubowej, tworząc rowek
o odpowiednim zarysie gwintu. Gwint można nacinać na powierzchni walcowej zewnętrznej
(śruba) lub na powierzchni walcowej wewnętrznej (nakrętka).
W zależności od kształtu zarysu gwintu w płaszczyźnie przechodzącej przez jego oś
rozróżnia się gwinty: trójkątne, prostokątne, trapezowe (symetryczne i niesymetryczne)
i okrągłe. Do połączeń nieruchomych, czyli jako gwinty złączne, stosuje się wyłącznie gwinty
trójkątne. Gwinty trapezowe i prostokątne stosuje się w śrubach do przenoszenia ruchu, jak
np. śruba pociągowa w obrabiarkach. W przypadku gwintu o zarysie trójkątnym dla gwintów
metrycznych kąt wierzchołkowy gwintu wynosi 60°. Wymiary gwintów są znormalizowane
i określone w Polskich Normach. Gwinty metryczne są określane przez podanie symbolu
gwintu - M oraz wartości średnicy zewnętrznej, np. M20 - dla gwintów zwykłych,
a w przypadku gwintów drobnozwojnych podaje się podziałkę gwintu, np. M20 x 1,5.
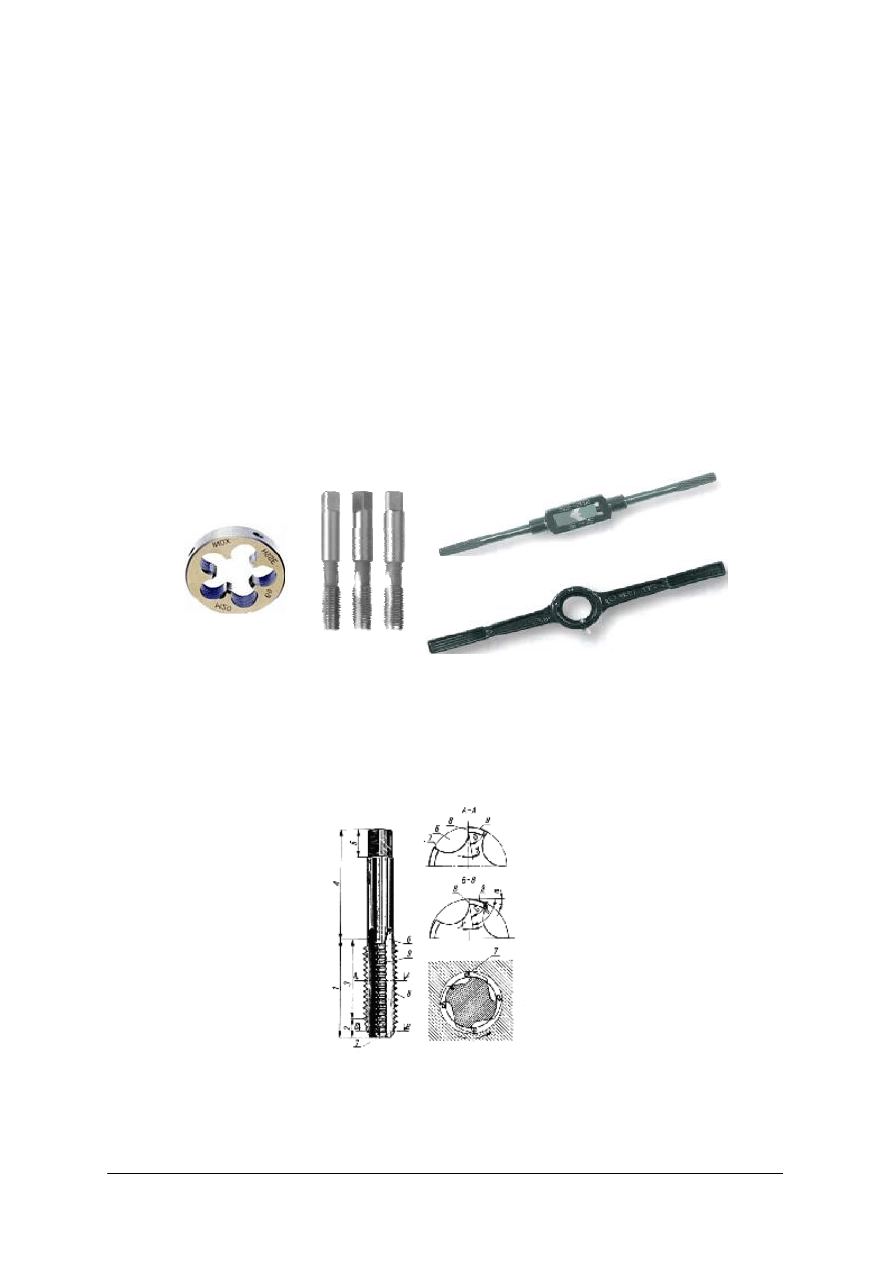
Do nacinania gwintów zewnętrznych (śrub) służą narzynki, a do wewnętrznych
(nakrętek) gwintowniki.
Rys. 39. Narzędzia do gwintowania ręcznego: a) narzynka, b) komplet gwintowników, c) oprawka do
gwintowników, d) oprawka do narzynek [16]
Gwintownik ma kształt śruby o stożkowym zakończeniu z rowkami wyciętymi na
powierzchni wzdłuż osi gwintownika. Rowki te tworzą krawędzie tnące i służą do
odprowadzania wiórów. Gwintownik ręczny składa się z części roboczej i części chwytowej.
Rys. 40. Budowa gwintownika: 1 – część robocza, 2 – część skrawająca, 3 – część wygładzająca,
4 – uchwyt, 5 – łeb kwadratowy, 6 – rowek wiórowy, 7 – krawędź tnąca, 8 - powierzchnia natarcia,
9 – powierzchnia przyłożenia, α – kąt przyłożenia, β – kąt ostrza, γ – kat natarcia, δ – kat skrawania
[4, s. 82]
a
d
c
b
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Gwintowniki używane są w kompletach. Komplet gwintowników dla danej wartości gwintu
składa się z trzech sztuk: gwintownika wstępnego, zdzieraka, wykańczaka.
Ze względu na sposób kształtowania zarysu gwintu wstępnie wykonuje się otwór.
Średnicę wiertła do otworu pod gwint dobiera się wg tablic w zależności od rodzaju gwintu,
jego średnicy i rodzaju materiału. Dobór właściwej średnicy wiertła ma bardzo duże
znaczenie, ponieważ przy zbyt dużej średnicy otrzymuje się gwint niepełny, a przy za małej
łamie się gwintownik lub zrywa nitka gwintu. Podczas wiercenia otworów pod gwinty
nieprzelotowe należy przestrzegać zasady, że otwór musi mieć większą głębokość niż
wymagana głębokość gwintu.
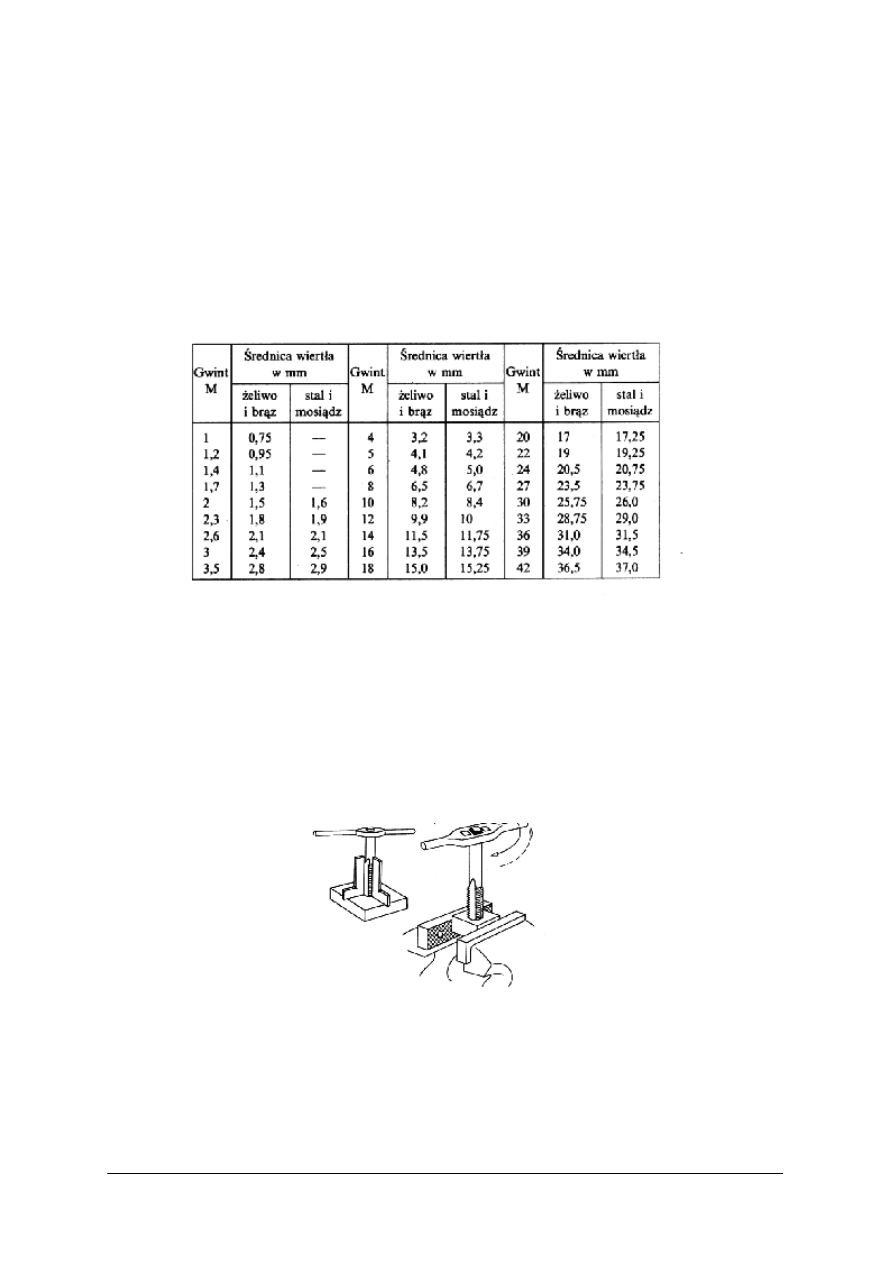
Tabela 2. Średnice wierteł do otworów pod gwinty
Podczas wykonywania gwintu należy zwracać uwagę, by przez cały czas gwintowania oś
gwintownika była prostopadła do powierzchni materiału gwintowanego. W początkowej fazie
należy to sprawdzić przy pomocy kątownika. Ponieważ podczas gwintowania ostrza
gwintownika zbierają nadmiar materiału tworząc wiór, należy po każdym pełnym obrocie
pokrętką w prawo wykonać pół obrotu w lewo. W tym przypadku wiór jest odcięty od
materiału i wypada. Dzięki takiemu działaniu powierzchnia zarysu gwintu jest gładka.
Gwintowanie rozpoczyna się od gwintownika zdzieraka, który wprowadzamy w otwór, lekko
wywierając nacisk osiowy aż do momentu, kiedy powstanie bruzda i gwintownik
samodzielnie będzie się zagłębiał w otwór. Te same czynności należy powtarzać z każdym
następnym gwintownikiem.
Rys. 41. Technika gwintowania [4, s. 84]
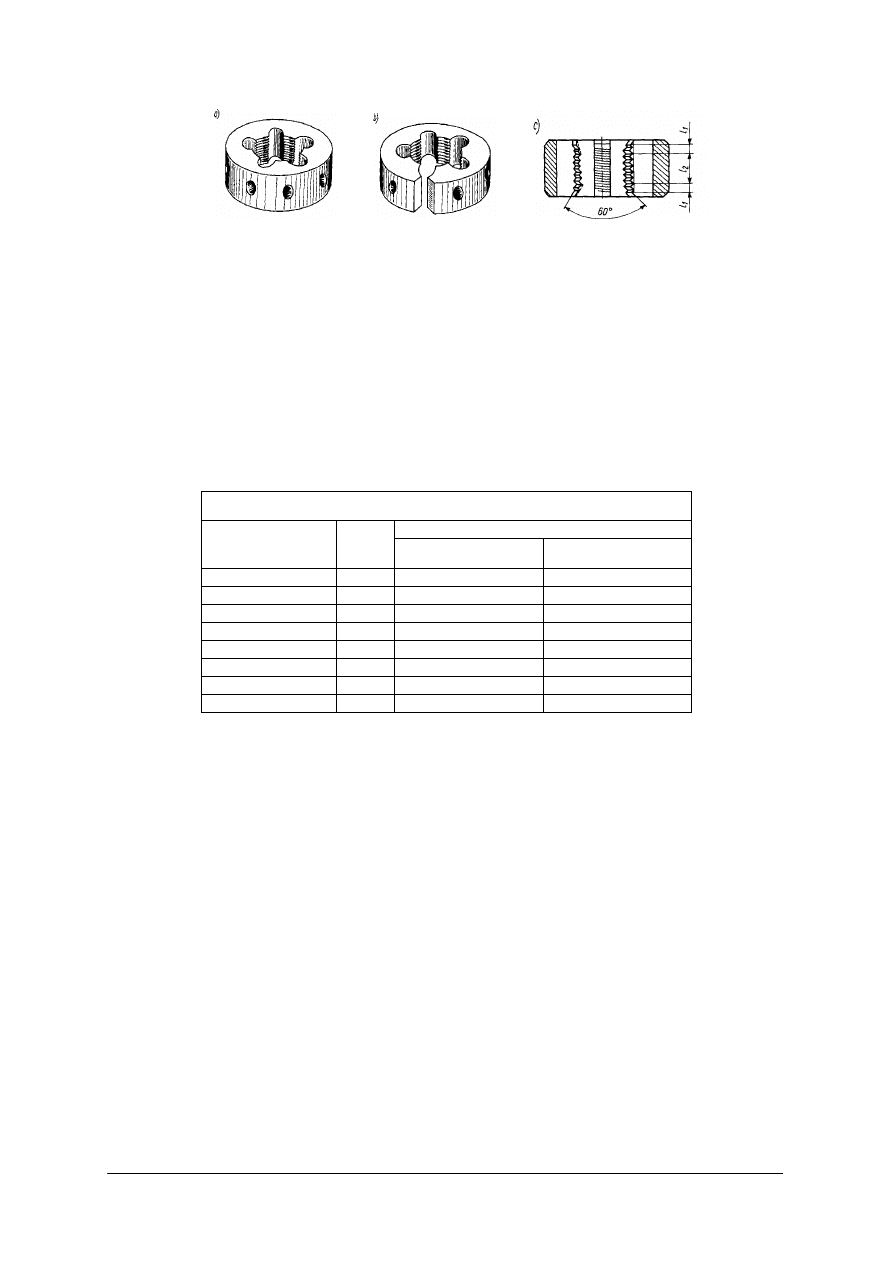
Do wykonywania gwintów na powierzchni zewnętrznej używamy narzędzia nazywanego
narzynką. Narzynki są to stalowe hartowane pierścienie, wewnątrz nagwintowane,
z wywierconymi otworami tworzącymi krawędzie tnące i jednocześnie służącymi do
odprowadzania wiórów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Rys. 42. Narzynki okrągłe: a) pełna, b) przecięta, c) przekrój narzynki [4, s. 81]
Technika wykonywania gwintów zewnętrznych jest analogiczna jak przy wykonywaniu
gwintów wewnętrznych. Przed rozpoczęciem nacinania gwintu należy szczególną uwagę
zwrócić na prostopadle położenie narzynki względem osi sworznia. Po założeniu narzynki na
koniec sworznia należy rozpocząć obrót w prawo, wywierając niewielki nacisk osiowy w dół
aż do momentu, gdy zacznie powstawać bruzda i narzynka będzie prowadzona samoczynnie.
Po wykonaniu każdego pełnego obrotu w prawo należy cofnąć narzynkę o pół obrotu
w lewo, powtarzając tę czynność aż do nacięcia całego gwintu. Średnica elementu, na którym
będzie wykonywany gwint zewnętrzny powinna być mniejsza jak średnica gwintu.
Tabela 3. Wybrane średnice sworzni pod gwint
Gwint metryczny
Średnica sworznia w mm
Średnica gwintu
w mm
Skok
gwintu
Najmniejsza
Największa
M6
1,00
5,80
5,90
M8
1,25
7,80
7,90
M10
1,50
9,75
9,85
M12
1,75
11,76
11,88
M14
2,00
13,70
13,82
M16
2,00
15,70
15,82
M18
2,25
17,70
17,82
M20
2,25
19,72
19,86
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czym polega trasowanie?
2. W jaki sposób piłuje się duże powierzchnie płaskie?
3. W jaki sposób piłuje się powierzchnie kształtowe?
4. Jakich narzędzi używamy do wiercenia?
5. Co to jest rozwiercanie?
6. W jaki sposób nacinamy gwinty zewnętrzne?
7. W jaki sposób nacinamy gwinty wewnętrzne?
4.2.3. Ćwiczenia
Ćwiczenie 1
Wykonaj piłowanie powierzchni kształtowej zgodnie z dokumentacją.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z treścią zadania (tekst przewodni do wykonania ćwiczenia),

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) zapoznać się z technika piłowania powierzchni kształtowych,
4) dobrać narzędzie do piłowania,
5) sprawdzić stan techniczny narzędzia,
6) wytrasować kształt przedmiotu obrabianego,
7) wykonać piłowanie powierzchni,
8) uporządkować stanowisko pracy,
9) zagospodarować odpady,
10) zaprezentować wykonane ćwiczenie,
11) dokonać oceny ćwiczenia.
Wyposażenie stanowiska pracy:
–
instrukcja do wykonania ćwiczenia zawierająca dokumentację zadania,
–
imadło ślusarskie,
–
pilniki różnego typu,
–
przyrządy traserskie,
–
liniał krawędziowy,
–
suwmiarka,
–
kątownik,
–
pisaki,
–
kartki papieru.
Ćwiczenie 2
Wykonaj wiercenie otworów zgodnie z dokumentacją.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z dokumentacją zadania i instrukcją wykonania ćwiczenia,
3) zapoznać się z techniką wiercenia,
4) dobrać narzędzie do wiercenia,
5) dobrać uchwyty i oprawki narzędziowe,
6) sprawdzić stan techniczny narzędzia, uchwytów i obrabiarki,
7) wykonać wiercenie otworów,
8) uporządkować stanowisko pracy,
9) zagospodarować odpady,
10) zaprezentować wykonane ćwiczenie,
11) dokonać oceny ćwiczenia.
Wyposażenie stanowiska pracy:
–
instrukcja do wykonania ćwiczenia zawierająca dokumentację zadania,
–
imadło ślusarskie,
–
wiertarka stołowa,
–
wiertła,
–
uchwyt wiertarski,
–
suwmiarka,
–
pisaki,
–
kartki papieru.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Ćwiczenie 3
Wykonaj ręcznie gwint wewnętrzny M10 zgodnie z dokumentacją.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z treścią zadania (tekst przewodni do wykonania ćwiczenia),
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) zapoznać się z techniką nacinania gwintów wewnętrznych,
4) dobrać z tabeli średnicę otworu pod gwint,
5) dobrać narzędzie do gwintowania,
6) dobrać narzędzie do wiercenia otworu pod gwint,
7) sprawdzić stan techniczny narzędzi,
8) wykonać wiercenie otworu pod gwint,
9) wykonać gwintowanie otworu,
10) uporządkować stanowisko pracy,
11) zagospodarować odpady,
12) zaprezentować wykonane ćwiczenie,
13) dokonać oceny ćwiczenia.
Wyposażenie stanowiska pracy:
–
instrukcja do wykonania ćwiczenia zawierająca dokumentację zadania,
–
imadło ślusarskie,
–
wiertarka stołowa,
–
uchwyt wiertarski,
–
wiertła,
–
gwintowniki,
–
oprawki do gwintowników,
–
środek smarny,
–
wzornik do gwintu,
–
sprawdzian do gwintów wewnętrznych,
–
suwmiarka,
–
pisaki,
–
kartki papieru.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wykonać trasowanie na płaszczyźnie?
2) wykonać piłowanie płaszczyzn i powierzchni kształtowych?
3) dobrać narzędzia do wykonywania otworów?
4) wykonać wiercenie otworów?
5) wykonać nacinanie gwintu wewnętrznego?
6) wykonać nacinanie gwintu zewnętrznego?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
4.3. Obróbka mechaniczna
4.3.1. Materiał nauczania
Obrabiarka jest to maszyna robocza technologiczna przeznaczona do kształtowania
przedmiotów z różnych materiałów konstrukcyjnych za pomocą zamocowanych w niej
narzędzi. W zależności od metody kształtowania przedmiotów na obrabiarce rozróżnia się
obrabiarki do obróbki plastycznej i skrawające. Obrabiarki skrawające są stosowane do
nadawania obrabianemu przedmiotowi wymaganego kształtu przez oddzielenie nadmiaru
materiału w postaci wiórów. Do obrabiarek tych należą np. tokarki, wiertarki, frezarki,
strugarki, szlifierki. Celem obróbki skrawaniem jest nadanie przedmiotowi obrabianemu
żądanego kształtu, wymiarów i właściwości warstwy wierzchniej przez usunięcie materiału.
Ze względu na przeznaczenie produkcyjne rozróżnia się obrabiarki:
−
ogólnego przeznaczenia (uniwersalne) – umożliwiające wykonywanie różnorodnych prac
w produkcji jednostkowej i małoseryjnej,
−
specjalizowane przewidziane do wykonywania określonych robót w węższym zakresie,
np. tokarko - kopiarki, frezarki obwiedniowe,
−
specjalne – stosowane w określonych gałęziach przemysłu, np. tokarki dla kolejnictwa do
obróbki kół wagonowych, tokarki dla przemysłu hutniczego do obróbki walców
hutniczych itp.
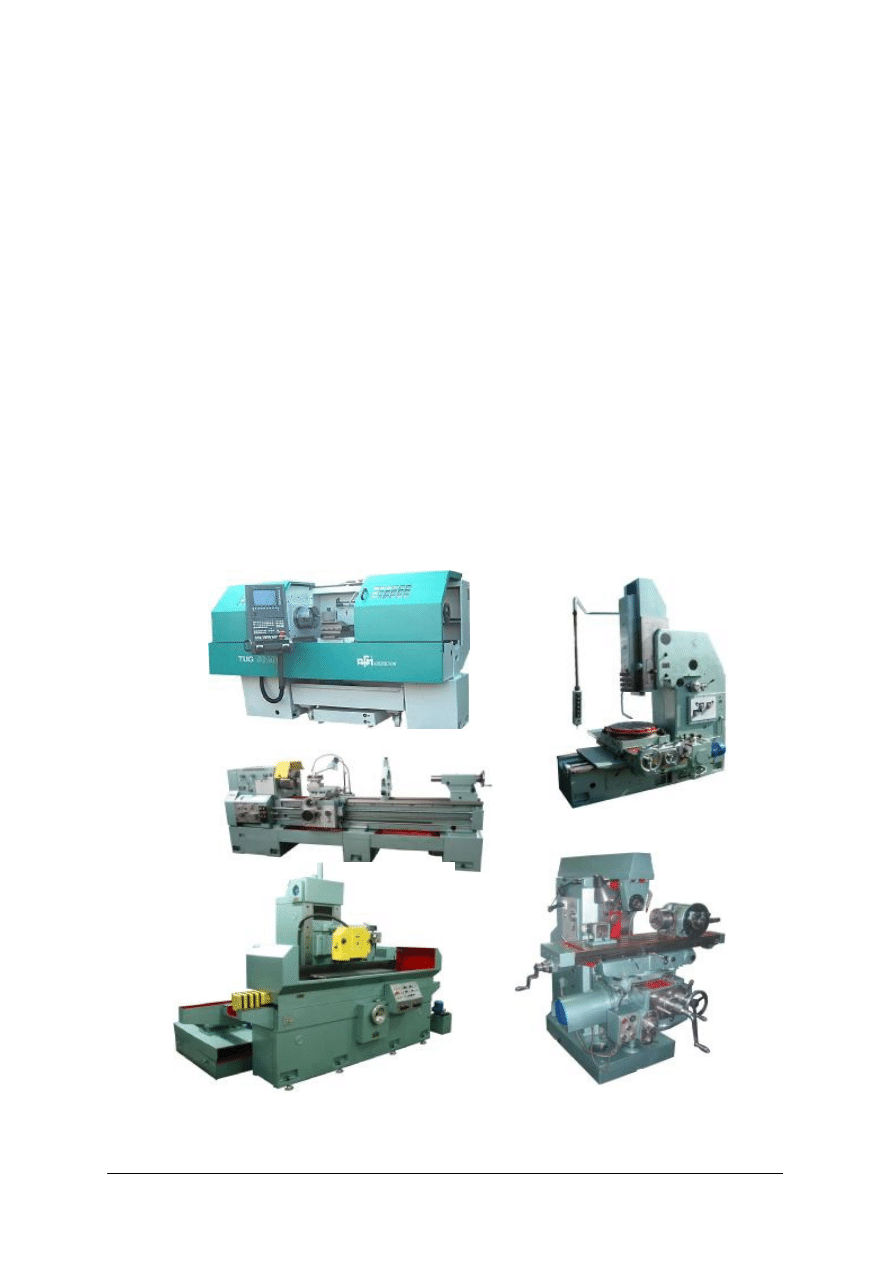
Rys. 43. Obrabiarki skrawające: a) tokarka sterowana numerycznie, b) tokarka uniwersalna, c) szlifierka do
płaszczyzn, d) dłutownica, e) frezarka pozioma [11,13]
a)
b)
d
)
e)
c)

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Głównymi wielkościami charakterystycznymi obrabiarek są:
−
maksymalne wymiary obrabianych przedmiotów, np. średnica i długość toczenia
w przypadku tokarek kłowych,
−
maksymalne średnice narzędzi, np. maksymalna średnica wiercenia w przypadku
wiertarek,
−
maksymalne wymiary przestrzeni roboczej, np. maksymalna powierzchnia robocza
i maksymalne przesuwy stołu w przypadku frezarek,
−
maksymalne obciążenie robocze, np. maksymalna siła skrawania w przypadku
przeciągarek,
−
wymiary elementów przyłączeniowych, np. końcówek wrzecion, rowków teowych.
W celu pełniejszego scharakteryzowania obrabiarki podaje się dodatkowe wielkości
charakterystyczne, takie jak: wymiary gabarytowe, masa obrabiarki, moce silników,
prędkości obrotowe wrzecion, wartości posuwów itp. Wyposażenie obrabiarki dzieli się na
normalne i specjalne. Wyposażenie normalne stanowią urządzenia dostarczane wraz
z obrabiarką, które są niezbędne do wykonywania na niej podstawowych zabiegów
obróbkowych. Należą do nich uchwyty, klucze itp. Wyposażenie specjalne jest dostarczane
na życzenie użytkownika (za dodatkową opłatą) i obejmuje urządzenia okresowo stosowane
na obrabiarce w celu zwiększenia zakresu jej możliwości obróbkowych.
Obrabiarka jako maszyna robocza technologiczna stanowi zespół mechanizmów, których
konstrukcja i spełniane funkcje zależą od przeznaczenia produkcyjnego oraz od stopnia
automatyzacji i wyposażenia obrabiarki. Pod względem funkcjonalnym można wyróżnić
w obrabiarce szereg zespołów, które są przeznaczone do wykonywania określonych zadań
w ramach procesu roboczego obrabiarki. Do zespołów funkcjonalnych obrabiarki należą:
−
zespoły robocze, których zadaniem jest wykonywanie podstawowych ruchów obrabiarki,
−
korpusy, których zadaniem jest usytuowanie przestrzenne zespołów roboczych
i powiązanie ich w jedną całość konstrukcyjną,
−
zespoły napędowe, których zadaniem jest przeniesienie ruchu ze źródła napędu do
zespołów roboczych obrabiarki,
−
silniki elektryczne, które stanowią źródło energii mechanicznej dla zespołów
napędowych,
−
uchwyty, które są przeznaczone do łączenia (mocowania) narzędzi oraz przedmiotów
obrabianych z zespołami roboczymi,
−
zespoły i elementy sterowania, które służą do ręcznego lub automatycznego sterowania
pracą obrabiarki,
−
mechanizmy i elementy nastawcze i pomiarowe, których zadaniem jest ustalanie i pomiar
położenia narzędzi względem przedmiotu obrabianego,
−
urządzenia smarujące, chłodzące, usuwające wióry itp.
Celem procesu roboczego obrabiarki jest prawidłowe ukształtowanie powierzchni
przedmiotu obrabianego. Osiągnięcie tego celu zapewniają odpowiednio zaprojektowane
narzędzie i obrabiarka. Proces roboczy jest realizowany przez zespoły robocze obrabiarki,
które nadają przedmiotowi obrabianemu i narzędziu określone ruchy. W obrabiarkach
powszechne zastosowanie mają mechanizmy napędowe, które służą do przenoszenia napędu
z jego źródła, tj. z silnika, do elementów roboczych wykonujących ruchy główne i posuwowe.
Skrzynki przekładniowe umożliwiają nastawianie zmiennych przełożeń niezbędnych do
uzyskania żądanych parametrów skrawania. Skrzynki przekładniowe (w zależności od tego,
czy znajdują się w mechanizmie napędowym ruchu głównego, czy posuwowego) są
nazywane skrzynkami prędkości lub skrzynkami posuwów. Zarówno skrzynki prędkości,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
jak i skrzynki posuwów mogą być stopniowe (umożliwiające stopniową zmianę prędkości)
lub bezstopniowe (zapewniające ciągłą zmianę prędkości).
W mechanizmach napędowych ruchu prostoliniowego są stosowane przekładnie nawrotne,
umożliwiające zmianę kierunku ruchu, oraz przekładnie do zmiany ruchu obrotowego na
prostoliniowy. W licznych obrabiarkach, w których elementy robocze wykonują złożone
ruchy kształtowania, stosuje się mechanizmy podziałowe, sumujące, korekcyjne oraz
przekładnie gitarowe. We wszystkich obrabiarkach znajdują się także mechanizmy służące do
uzyskiwania ruchów nastawczych oraz różne mechanizmy przeznaczone do wykonywania
ruchów pomocniczych. Wszystkie obrabiarki są też wyposażone w mechanizmy i urządzenia
umożliwiające sterowanie nimi. Rozwiązania tych mechanizmów są dostosowane do rodzaju
sterowania i stopnia automatyzacji obrabiarki.
Sterowanie przebiegiem pracy obrabiarki obejmuje wszystkie czynności związane
z realizacją procesu roboczego obrabiarki i może być dokonywane ręcznie lub automatycznie.
Ręczne sterowanie obrabiarki jest dokonywane w całości przez pracownika, który za pomocą
umieszczonych na zewnętrznych powierzchniach korpusów obrabiarek elementów sterowania
w postaci kółek ręcznych, dźwigni, przełączników, przycisków itp. kieruje przebiegiem
wykonywanej na obrabiarce operacji obróbkowej.
Automatyczne sterowanie przebiegiem pracy obrabiarki może odbywać się w układzie
otwartym lub zamkniętym. W przypadku automatycznego sterowania w układzie otwartym
udział człowieka sprowadza się do okresowej kontroli jakości wyrobu (np. do kontroli
wymiarów) oraz do okresowego korygowania nastawienia obrabiarki (np. ustawienia
narzędzi). Układem otwartym jest np. sterowanie krzywkowe automatów tokarskich.
Sterowanie automatyczne w układzie zamkniętym odbywa się bez udziału pracownika, gdyż
kontrola procesu, a coraz częściej także kontrola wyrobu, jest dokonywana samoczynnie
przez układ sterowania. Przykładem takiego sterowania jest sterowanie numeryczne
obrabiarek.
Jako wynik obróbki na obrabiarce uzyskuje się przedmiot obrobiony, którego kształt,
dokładność wykonania i jakość powierzchni powinny być zgodne z rysunkiem wykonawczym
przedmiotu. W zależności od przeznaczenia przedmiotu oraz możliwości technologicznych
obrabiarki mogą być na niej wykonane wszystkie powierzchnie określające kształt
przedmiotu albo tylko niektóre spośród nich.
Toczenie i tokarki
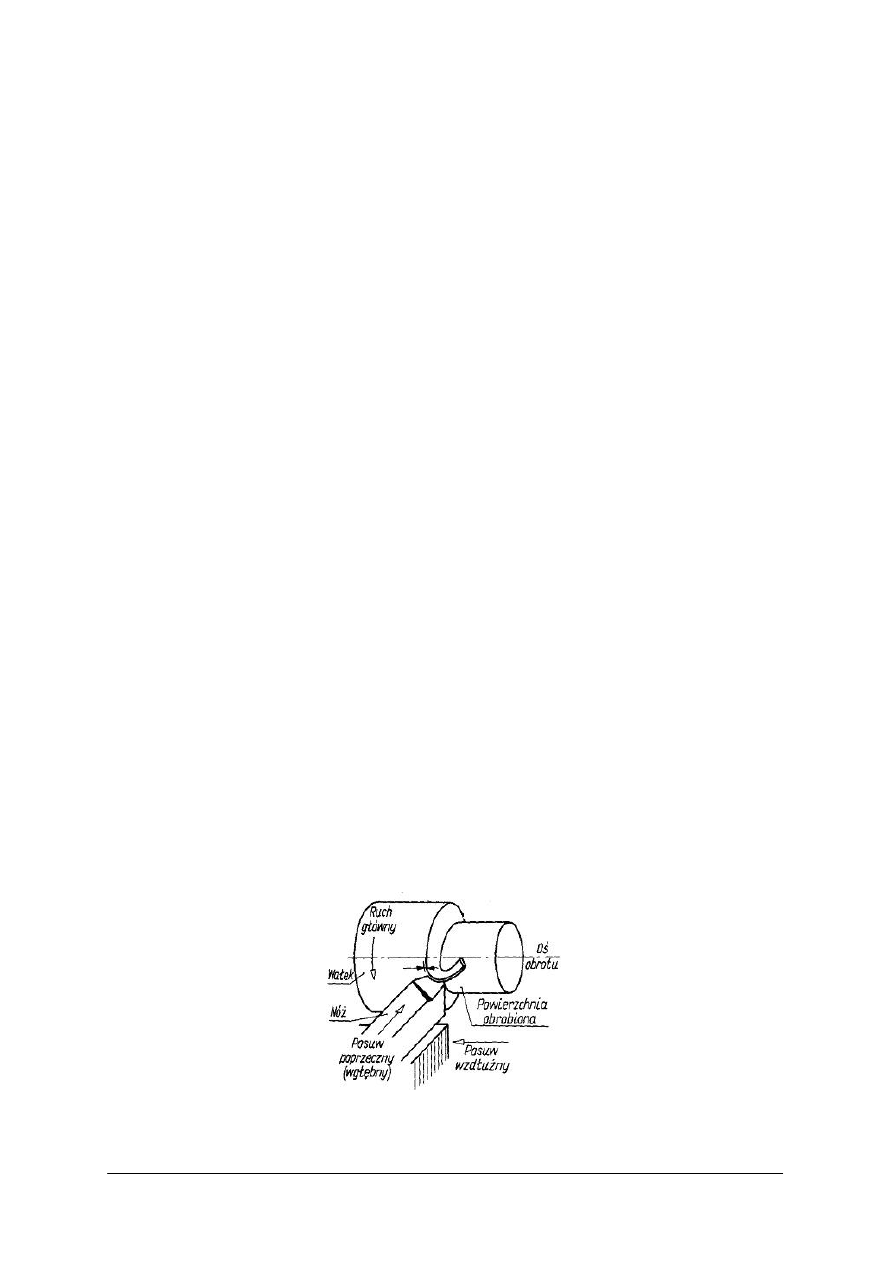
Obróbka na tokarkach (toczenie) jest najpowszechniejszą odmianą obróbki wiórowej.
Wynika to z faktu, że bryły obrotowe stanowią najczęściej spotykany kształt różnych części
maszyn. Tak więc podstawowym zastosowaniem technologicznym procesu toczenia jest
obróbka brył (powierzchni) obrotowych.
Rys. 44. Zasada obróbki tokarskiej [4, s. 56]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Tokarka jest obrabiarką przeznaczoną do obróbki powierzchni obrotowych zewnętrznych
(toczenie) i wewnętrznych (wytaczanie). Podstawowymi ruchami są: ruch główny obrotowy
przedmiotu obrabianego oraz prostoliniowy ruch posuwowy narzędzia. Tokarki odznaczają
się dużym zróżnicowaniem i dzieli się je na następujące grupy:
−
tokarki kłowe,
−
tokarki uchwytowe,
−
tokarki wielonożowe,
−
tokarki rewolwerowe,
−
tokarki karuzelowe,
−
tokarki kopiarki,
−
tokarki zataczarki,
−
automaty i półautomaty tokarskie.
−
tokarki i centra tokarskie sterowane numerycznie.
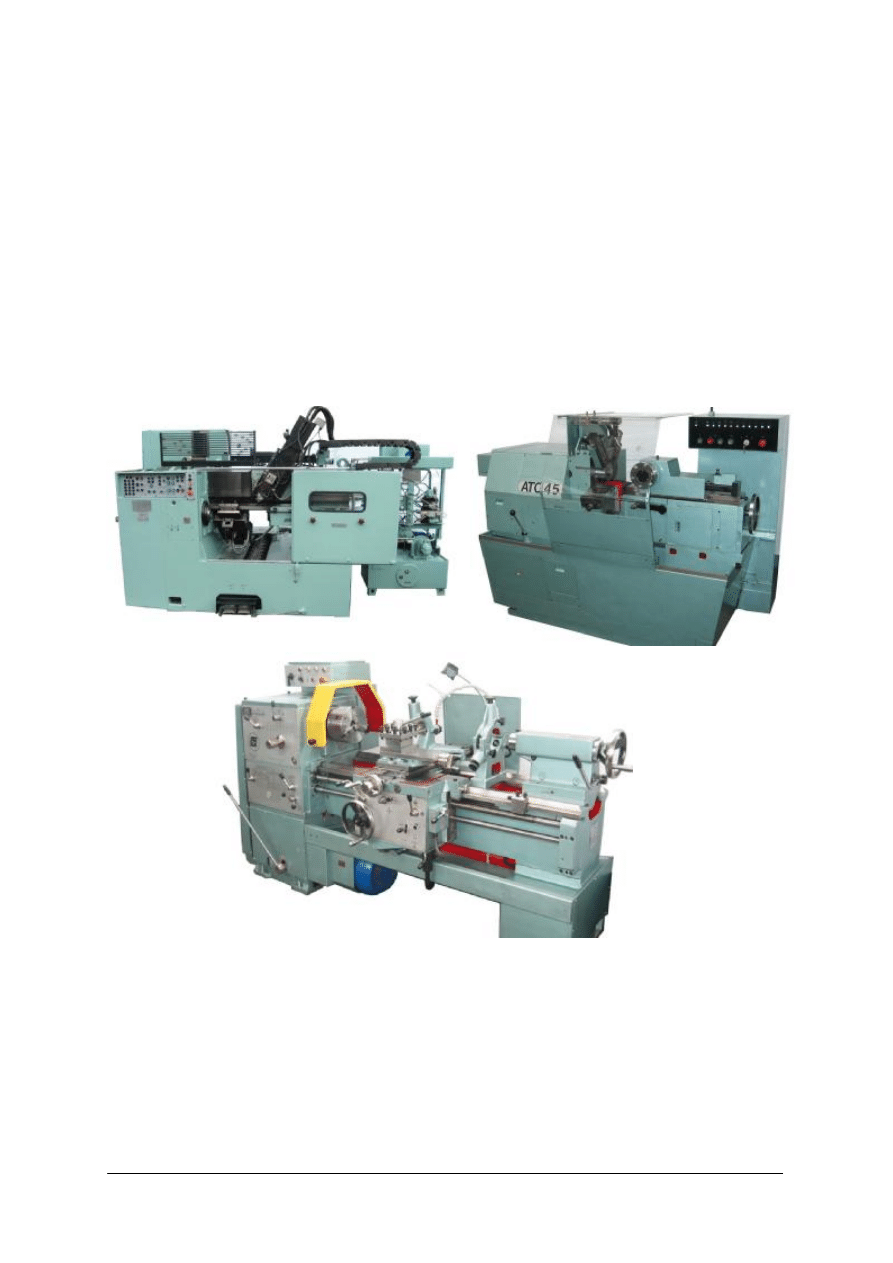
Rys. 45. Tokarki: a) kopiarka, b) automat tokarski, c) tokarka kłowa uniwersalna [18]
Tokarki kłowe są przeznaczone przede wszystkim do obróbki przedmiotów o długości
l > 6d, gdzie d oznacza średnicę przedmiotów ustalonych w kłach wrzeciona i konika.
Każda tokarka kłowa ogólnego przeznaczenia jest wyposażona w uchwyt tokarski,
co umożliwia toczenie, wytaczanie, gwintowanie, wiercenie i rozwiercanie przedmiotów
krótkich. Tokarki kłowe uniwersalne przeznaczone są do szerokiego zakresu zastosowań
w różnych gałęziach przemysłu, głównie do obróbki części w produkcji jednostkowej,
małoseryjnej, umożliwiające oprócz różnorodnych robót tokarskich również toczenia
gwintów nożem na całej długości rozstawu kłów. Tokarki kłowe produkcyjne różnią się od
a)
c)
b)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
uniwersalnych tym, że nie mają skrzynki posuwów i śruby pociągowej w związku z czym nie
można na nich toczyć gwintów, tokarki produkcyjne przeznaczone są głównie do wysoce
wydajnej obróbki przedmiotów w produkcji średnio, wielkoseryjnej oraz masowej.
Charakterystycznymi cechami tokarek produkcyjnych jest: zwiększona moc napędu,
częściowa automatyzacja cyklu pracy, łatwość przezbrajania, bogate wyposażenie specjalne.
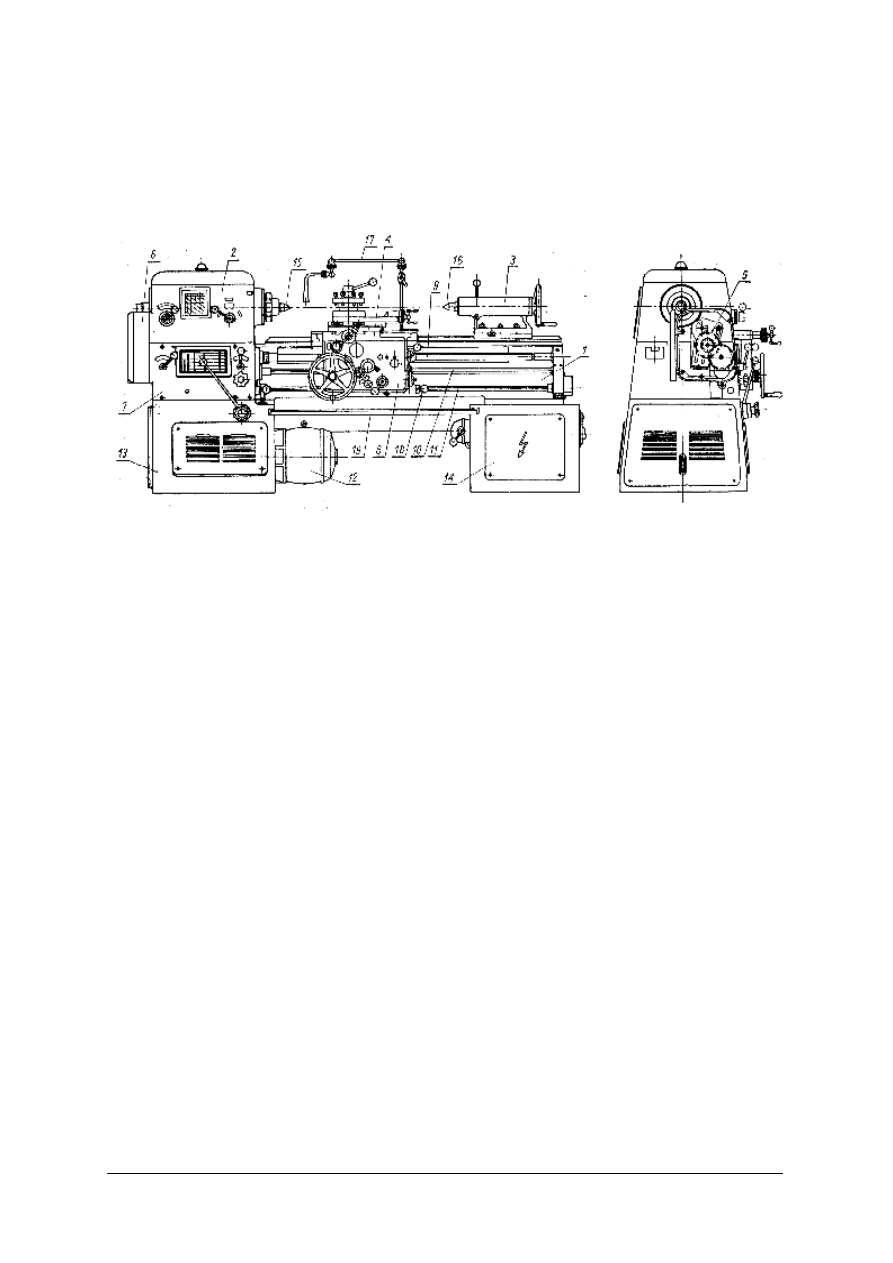
Rys. 46. Budowa tokarki: 1 – łoże, 2 – wrzeciennik, 3 – konik, 4 – suport wzdłużny,
5 – gitara z kołami zmianowymi, 7 – skrzynka posuwów, 8 – skrzynka suportowa, 9 – śruba
pociągowa, 10 – wałek pociągowy, 11 – wałek do włączania i wyłączani obrotów wrzeciona
dźwignią 18, 12 – silnik,13 – lewa noga tokarki, 14 – prawa noga tokarki, 15 i 16 – kły,
17 – przewód płynu chłodzącego,19 – wanna na wióry [3, s. 275]
Podstawową częścią tokarki, na której są umieszczone pozostałe zespoły, jest łoże.
Składa się ono z dwóch ścian bocznych połączonych ze sobą żebrami. Górną część łoża
stanowią prowadnice. Z lewej strony znajduje się na prowadnicach wrzeciennik, zawierający
wrzeciono z łożyskami oraz przekładnie i sprzęgła, za pomocą których jest przenoszony
napęd z silnika na wrzeciono.
We wrzecienniku znajduje się również układ sterujący, służący do zmiany prędkości
obrotowych wrzeciona. Na roboczej końcówce wrzeciona jest osadzony uchwyt tokarski.
Ruch posuwowy wykonuje suport, składający się z następujących elementów składowych:
sań wzdłużnych, poprzecznych oraz narzędziowych. Sanie narzędziowe są osadzone na
obrotnicy, co umożliwia przesuwanie narzędzia wzdłuż linii nachylonej pod różnymi kątami
do osi wrzeciona (toczenie stożków). Na saniach narzędziowych znajduje się imak
narzędziowy. Nóż w imaku mocuje się w sposób pewny i sztywny. Nie może on wystawać
z imaka na odległość większą niż 1,5 wysokości trzonka noża. Wierzchołek noża powinien
znaleźć się na wysokości osi wrzeciona tokarki. Suport służący do przesuwania sań
w kierunkach wzajemnie prostopadłych nosi nazwę suportu krzyżowego.
Do przedniej części sań wzdłużnych jest przymocowana skrzynka suportowa. Ruch
suportu odbywa się za pomocą śruby pociągowej lub wałka pociągowego. Oba te elementy są
napędzane ze skrzynki posuwów. Jest to mechanizm służący do przekazywania napędu
z wrzeciona na śrubę lub wałek pociągowy i do zmiany ich prędkości obrotowych, dzięki
czemu uzyskuje się różne wartości posuwów. Z prawej strony na łożu jest ustawiony konik
tokarski, służący do podpierania kłem przedmiotów obrabianych (wałków), jak również do
zamocowania takich narzędzi jak wiertła, rozwiertaki i gwintowniki.
Przedmiot obrabiany na tokarce mocuje się na cztery podstawowe sposoby: w kłach,
w uchwycie lub na trzpieniu, w uchwycie z podparciem kła, w tulejach zaciskowych.
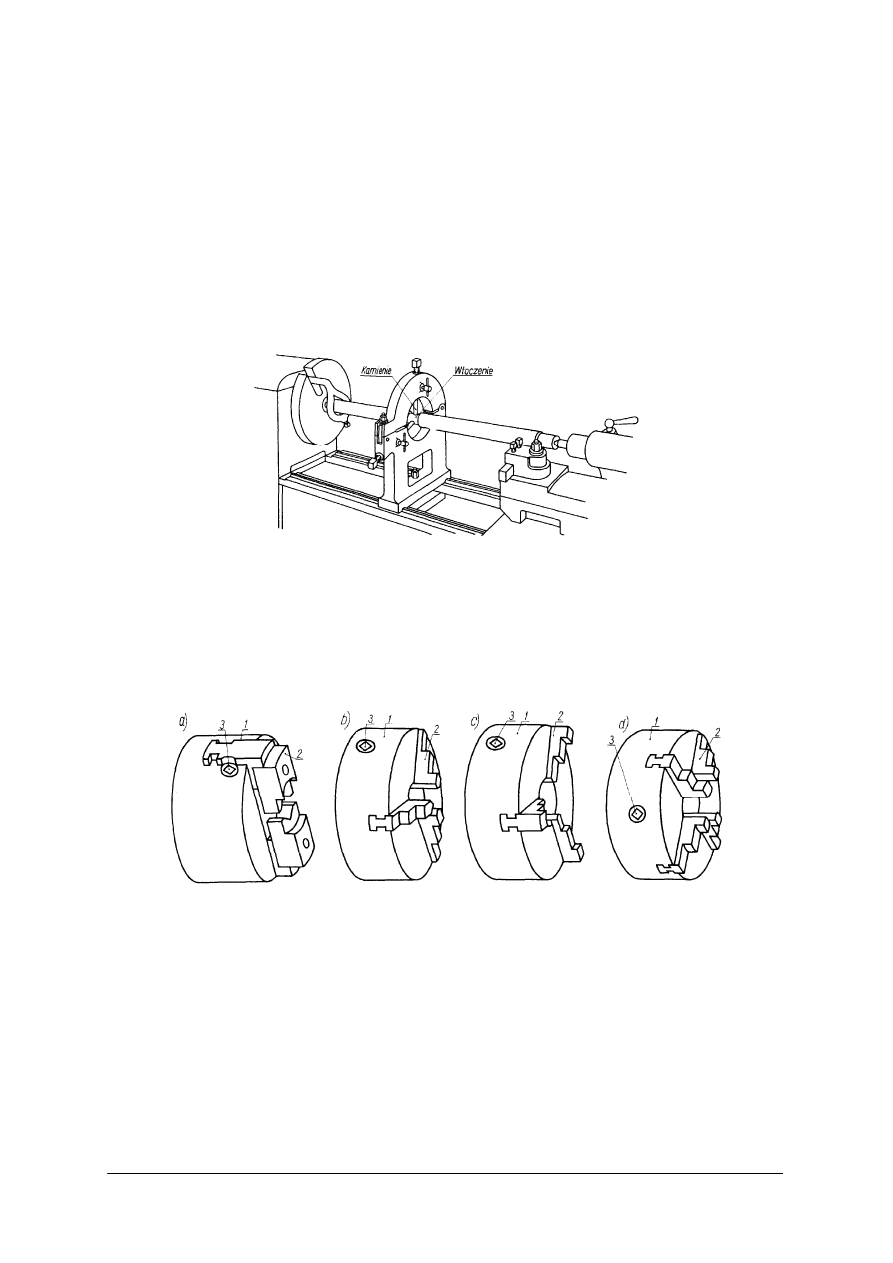
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Mocowanie przedmiotu w kłach jest sposobem umożliwiającym uzyskiwanie największej
dokładności toczenia, sposób ten stosowany jest również w przypadku wysokich wymagań
dotyczących prostopadłości czy równoległości powierzchni. Mocowanie w kłach
jest jednak
sposobem długotrwałym i kosztownym. Wynika to przede wszystkim z konieczności
wykonania dodatkowych baz obróbkowych, tzw. nakiełków, w które wprowadzane są kły
umiejscowione we wrzecionie tokarki i w koniku. Ponadto samo istnienie kła nie umożliwia
jeszcze przeniesienie ruchu obrotowego z wrzeciona na przedmiot obrabiany. Konieczne jest
więc zastosowanie oprzyrządowania umożliwiającego spełnienie tego warunku. Stanowi je
tarcza zabierakowa zamocowana na wrzecionie tokarki i zabierak (zwany często od swojego
charakterystycznego kształtu sercówką) zamocowany na przedmiocie obrabianym.
Do toczenia długich wałków zamocowanych w kłach stosuje się podtrzymki stałe lub
ruchome.
Rys. 47. Wałek zamocowany w kłach przy użyciu podtrzymki stałej [3, s. 412]
Zamocowanie przedmiotu w uchwycie szczękowym (najczęściej trójszczękowym
samocentrującym) zapewnia stosunkowo szybkie mocowanie oraz współosiowość przedmiotu
i wrzeciona tokarki. Uchwyty samocentrujące umożliwiają zamocowanie przedmiotów
o regularnym przekroju, np. o kształcie koła, trójkąta równobocznego, sześciokąta, kwadratu.
Zamocowanie w uchwycie z podparciem kła stosuje się do wałków o dużej długości.
Rys. 48. Uchwyty szczękowe samocentrujące: a) dwuszczękowy, b) trzyszczękowy, c) trzyszczękowy
z odwrotnymi szczękami, d) czteroszczękowy; 1 - korpus uchwytu, 2 - szczęki, 3 - gniazda do klucza,
którym zsuwa się lub rozsuwa szczęki [3, s. 391]
Mocowanie na trzpieniu tokarskim stosowane jest podczas toczenia powierzchni
zewnętrznych części posiadającej otwór osiowy, na trzpień (posiadający nakiełki) wtłacza się
(nasadza) obrabiany przedmiot, przy czym trzpień tokarski musi posiadać odpowiednią
średnicę dopasowaną do otworu osiowego przedmiotu. Przedmiot na trzpieniu tokarskim
mocowany jest następnie w kłach.
Mocowanie w tulejach zaciskowych stosowane jest szczególnie na automatach tokarskich
i obrabiarkach sterowanych numerycznie. Przecięta tuleja jest ściskana zewnętrzną obejmą,
przez co mocuje przechodzący przez jej wnętrze przedmiot obrabiany. Jest to mocowanie
bardzo szybkie i dokładne, jednakże tuleja zaciskowa o danej średnicy może być stosowana
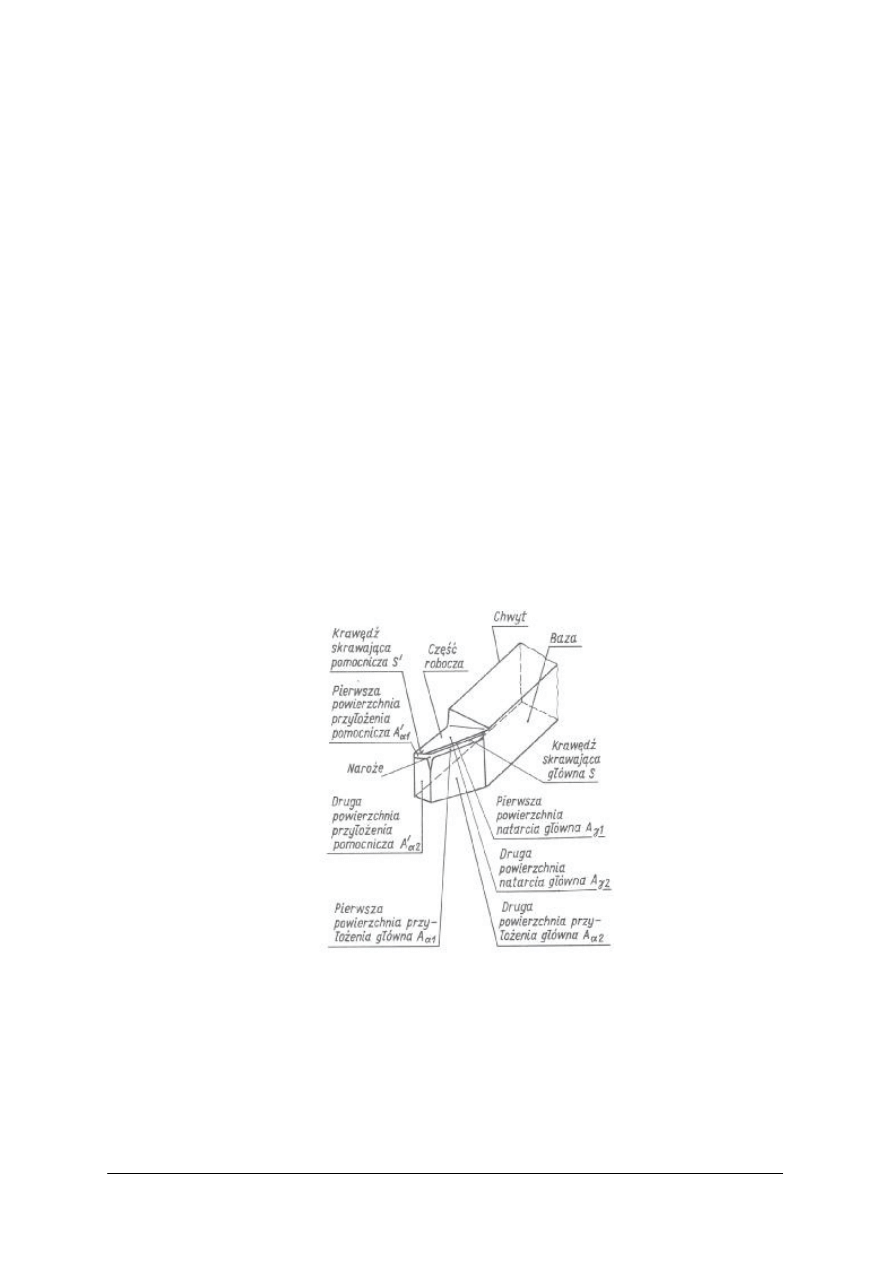
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
tylko dla pewnego niewielkiego zakresu średnic przedmiotów obrabianych. Zmiana średnicy
przedmiotu wiąże się zazwyczaj ze zmianą tulei zaciskowej (stąd stosowanie na automatach
tokarskich przeznaczonych do obróbki wielkoseryjnej i masowej, dla której wymiar
przedmiotu obrabianego zmienia się rzadko).
Narzędziem jednoostrzowym przeznaczonym do obróbki zewnętrznych i wewnętrznych
powierzchni części o kształtach obrotowych jest nóż tokarski. Nóż tokarski składa się dwóch
podstawowych część: części roboczej i części chwytowej. Część chwytowa narzędzia służy
do ustalania położenia narzędzia względem obrabiarki i jego zamocowania w imaku tokarki.
Natomiast część robocza narzędzia obejmuje elementy konstrukcyjne, związane bezpośrednio
z pracą narzędzia, a więc skrawaniem kształtującym i wykańczającym obrabianej
powierzchni. W części roboczej noża tokarskiego wyróżniamy:
−
powierzchnię natarcia – stanowi ona powierzchnię spływu wióra oddzielanego od
przedmiotu obrabianego i przejmuje cały nacisk tego wióra,
−
powierzchnię przyłożenia – jest to powierzchnia zwrócona do płaszczyzny obranej
przedmiotu,
−
ostrze jest to część narzędzia ograniczona powierzchniami natarcia i przyłożenia,
−
krawędź skrawająca stanowiącą linię przecięcia powierzchni natarcia i przyłożenia;
rozróżnia się krawędź skrawającą główną i pomocniczą; główna krawędź skrawająca
stanowi część krawędzi skrawającej wyznaczonej przez przecięcie powierzchni natarcia
z główną powierzchnią przyłożenia,
−
naroże – jest to punkt ostrza narzędzia w miejscu przecięcia się krawędzi skrawającej
głównej z pomocniczą.
Rys. 49. Elementy geometryczne noża tokarskiego [4, s. 228]
Za podstawę podziału noży tokarskich przyjmuje się miejsce pracy, sposób
zamocowania, wykonanie, ukształtowanie części roboczej (położenie krawędzi skrawającej
względem części roboczej noża oraz położenie wzajemne części roboczej i trzonka), sposób
pracy noża i inne kryteria.
W zależności od miejsca pracy noża rozróżnia się noże suportowe imakowe, pracujące
w imakach suportów, oraz noże do głowic rewolwerowych, pracujące w głowicach
rewolwerowych tokarek rewolwerowych i automatów tokarskich.
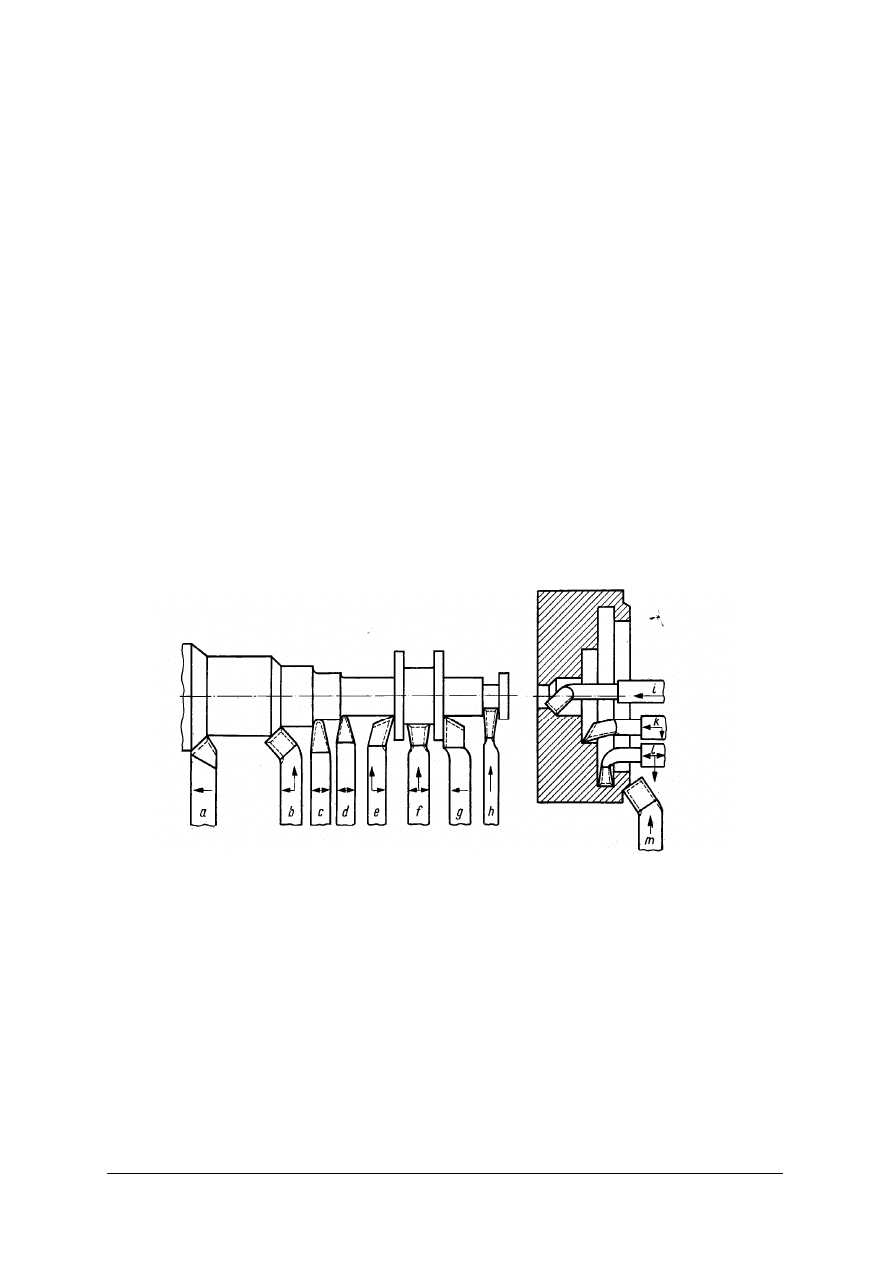
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
W zależności od sposobu zamocowania noża rozróżnia się noże zamocowane
bezpośrednio na obrabiarce oraz noże oprawkowe, które są zamocowane w gnieździe
oprawki.
W zależności od sposobu wykonania rozróżnia się noże: jednolite, zgrzewane oporowo,
z nakładanymi płytkami oraz z wymiennymi płytkami.
Zależnie od położenia krawędzi skrawającej względem części roboczej noża rozróżnia się
noże prawe i lewe. Nożem prawym nazywa się taki nóż, który ma główną krawędź
skrawającą z prawej strony, jeśli patrzymy nań od strony roboczej zwróconej powierzchnią
natarcia do góry. Nożem lewym nazywa się nóż, który przy tym samym sposobie obserwacji
ma główną krawędź skrawającą z lewej strony.
Zależnie od wzajemnego położenia części roboczej i trzonka rozróżnia się noże: proste,
wygięte w prawo, wygięte w lewo oraz odsadzone prawe lub lewe.
Ze względu na sposób pracy, czyli sposób kształtowania obrabianej części, rozróżniamy:
−
noże ogólnego przeznaczenia, kształtujące część obrabianą jedynie w wyniku
wzajemnych ruchów części obrabianej i noża, zarys krawędzi skrawającej tego rodzaju
noży nie jest związany z ściśle określoną operacją ani częścią; większość tych noży jest
znormalizowana,
−
noże kształtowe, których zarys odpowiada zarysowi kształtowanej powierzchni, są to
najczęściej noże specjalne,
−
noże obwiedniowe, kształtujące obrabianą część w wyniku odtaczania zarysu krawędzi
skrawającej podczas wzajemnego ruchu względnego narzędzia i części obrabianej; są to
wyłącznie noże specjalne.
Rys. 50. Noże ogólnego przeznaczenia (znormalizowane) i ich zastosowanie: a) zdzierak prosty prawy,
b), m) zdzieraki wygięte prawe, c), d) zdzieraki spiczaste, e) wykańczak boczny wygięty lewy,
f) wykańczak szeroki, g) wykańczak boczny odsadzony prawy, h) przecinak odsadzony prawy,
i) wytaczak do otworów przelotowych, k) wytaczak do otworów nieprzelotowych, l) wytaczak
hakowy [1, s.124]
Część robocza noża tokarskiego może być wykonana:
−
ze stali szybkotnącej; są to noże stosowane do obróbki stali i staliwa, żeliwa oraz
miękkiego mosiądzu,
−
w postaci płytek z węglików spiekanych gatunku S lub H; płytki gatunku S stosuje się do
obróbki stali węglowej, staliwa, stali narzędziowej nie hartowanej i stali nierdzewnej, zaś
płytki gatunku H stosuje się do obróbki żeliwa, mosiądzu, brązu fosforowego, stopów
lekkich i żeliwa ciągliwego,
−
w postaci płytki wieloostrzowej.
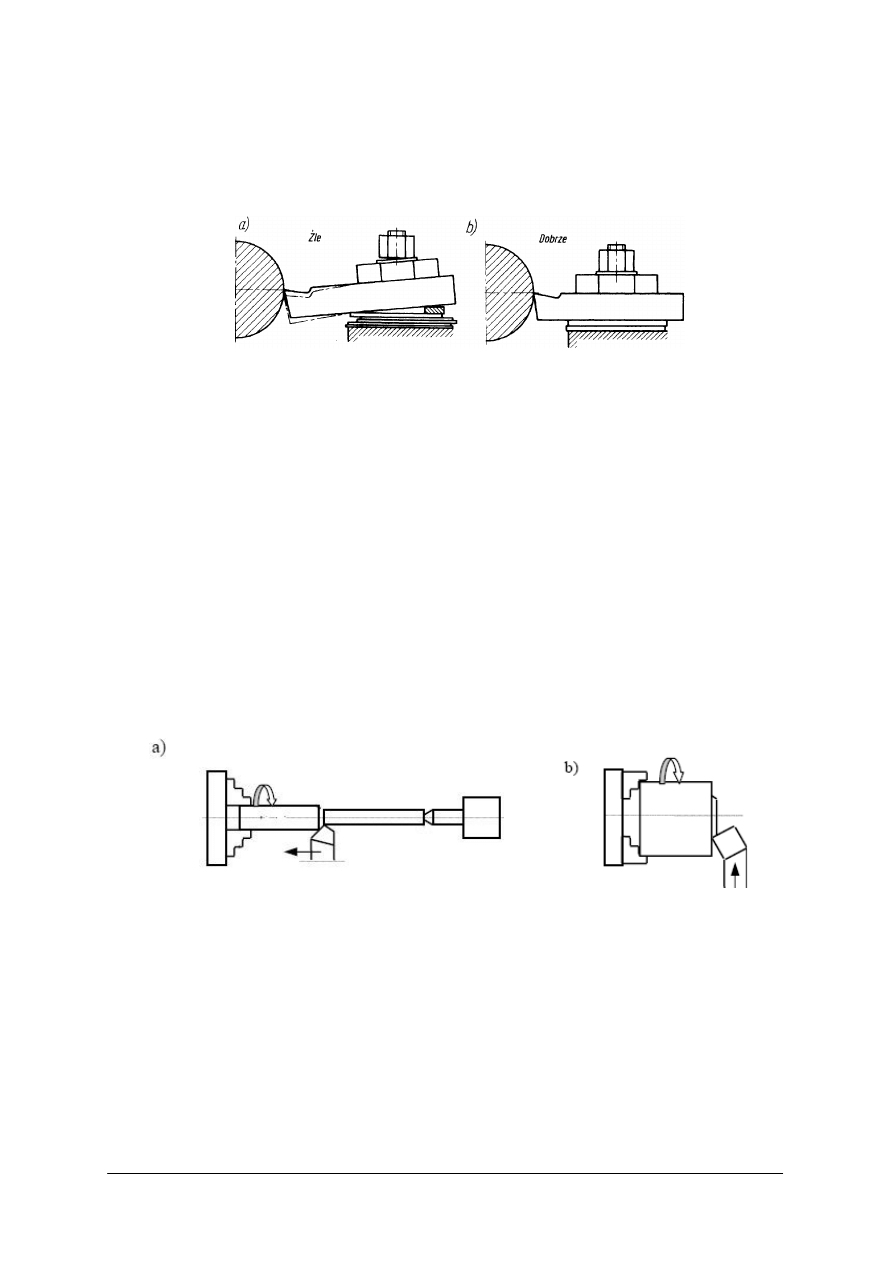
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Noże tokarskie mocuje się na powierzchni górnej sanek narzędziowych tokarki za pomocą
imaka nożowego. Aby uzyskać prawidłowe położenie noża w stosunku do przedmiotu
obrabianego, nóż kładzie się na gładkich i równych podkładkach o odpowiedniej grubości.
Podkładki te powinny mieć taką samą długość jak powierzchnia, na której leżą.
Rys. 51. Zamocowanie noża: a) błędne, b) poprawne [3, s. 262]
Parametry skrawania są ograniczone warunkami technologicznymi, trwałością
i wytrzymałością narzędzia, mocą obrabiarki, rodzajem przedmiotu obrabianego, wartością
posuwu i prędkością skrawania, możliwymi do uzyskania na danej obrabiarce. Warunki
technologiczne ograniczają parametry skrawania ze względu na wymaganą dokładność
obróbki, chropowatość powierzchni obrabianej i stan warstwy wierzchniej. Dobór
parametrów skrawania polega na ustaleniu głębokości skrawania, liczby przejść oraz posuwu
i prędkości skrawania. W praktyce warsztatowej do wyznaczania warunków skrawania na
obrabiarkach ogólnego przeznaczenia są stosowane monogramy i tablice.
Toczenie powierzchni cylindrycznych jest najbardziej typowym i najczęściej
stosowanym rodzajem obróbki tokarskiej. Toczenie odbywa się dwoma sposobami:
−
przy posuwie wzdłużnym, kiedy kierunek posuwu jest równoległy do osi obrotu
przedmiotu,
−
przy posuwie poprzecznym, kiedy główna krawędź skrawająca jest równoległa do osi
obrotu przedmiotu.
Rys. 52. Toczenie powierzchni cylindrycznych: a) wzdłużne, b) poprzeczne 3, s. 449]
Podczas toczenia wzdłużnego nie zawsze zachodzi konieczność podpierania przedmiotu
obrabianego kłem. Zależy to od stosunku długości przedmiotu l do jego średnicy d. Przyjmuje
się, że gdy stosunek l/d < 4 nie ma potrzeby dodatkowego podparcia przedmiotu kłem
z konika, a wystarczy jedynie zamocowanie w uchwycie. W przypadku gdy l/d = 4 do 10
celowe jest dodatkowe podparcie kłem. Kiedy stosunek l/d > 10 przedmioty takie uważa się
za mało sztywne. Pod działaniem sił skrawania nastąpiłoby znaczne ugięcie przedmiotu, które
negatywnie wpływałoby na dokładność obróbki. Z tego względu konieczne jest jeszcze
dodatkowe podparcie przedmiotu w podtrzymce. Podtrzymki mogą być stałe bądź ruchome,
przemieszczające się wraz z nożem tokarskim.
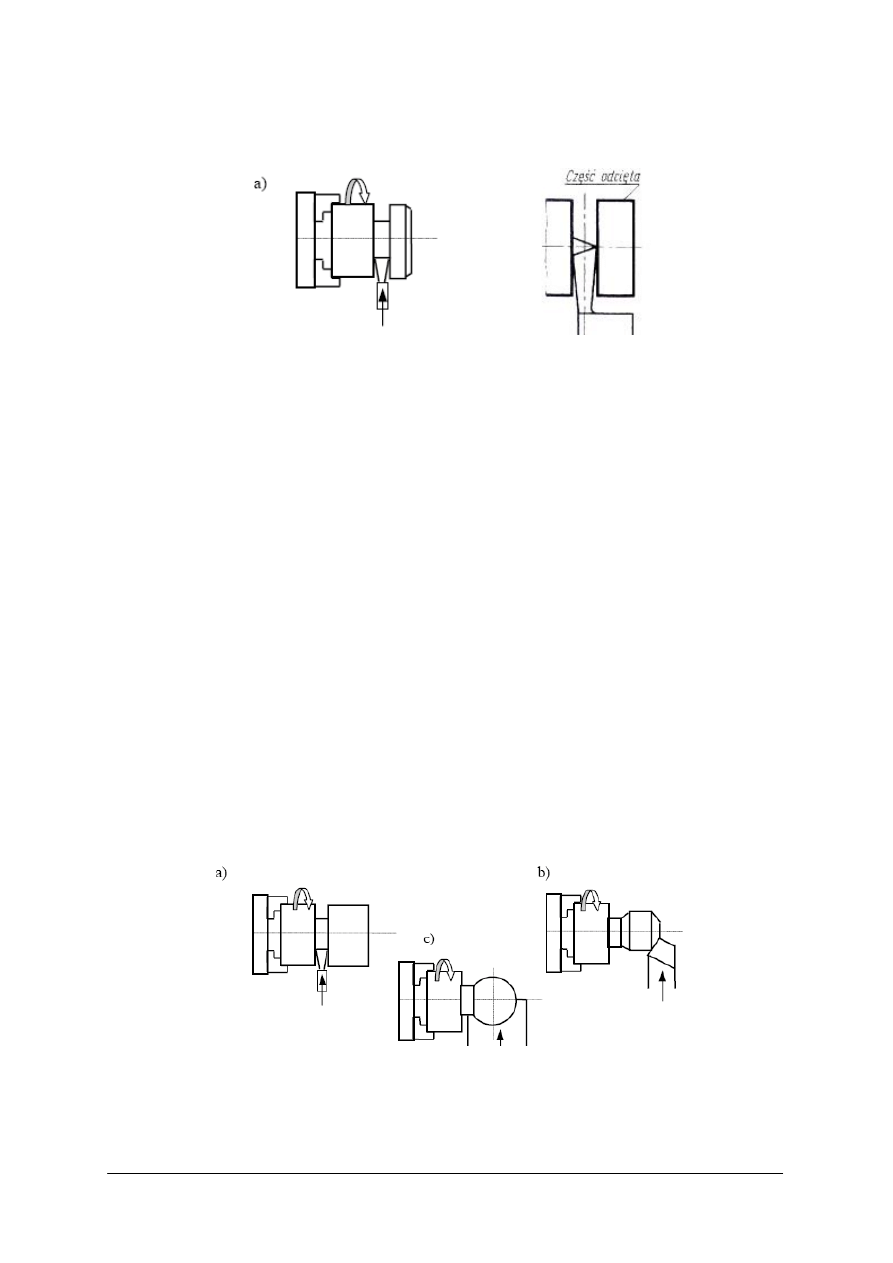
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Najczęstszymi operacjami toczenia poprzecznego są operacje wykonywania rowków
i podcięć a także przecinanie. Do obróbki rowków oraz przecinania używa się noży
przecinaków.
Rys. 53. Toczenie poprzeczne: a) nacinanie rowka, b) przecinanie [3, s. 469]
Przecinanie na tokarce jest zabiegiem wymagającym ostrożności i dokładności. Proces
skrawania odbywa się w warunkach utrudnionych ze względu na trudny spływ wiórów.
Częstym zjawiskiem towarzyszącym przecinaniu są drgania, które nierzadko powodują
złamanie noża. Przy przecinaniu należy kierować się podanymi niżej zasadami:
−
przedmiot obrabiany powinien być zamocowany sztywno i krótko, tzn. miejsce
przecinania powinno leżeć możliwie blisko uchwytu,
−
nóż należy wystawić z imaka jedynie na wielkość konieczną (jak najmniejszy wysięg
noża) i zamocować sztywno,
−
nóż należy ustawić tak, aby oś symetrii jego części roboczej była równoległa do kierunku
posuwu (prostopadła do osi tokarki); przy niewłaściwym ustawieniu noża będzie on
spychany na jedną stronę lub ulegnie złamaniu,
−
szerokość noża oraz posuw należy dobrać zależnie od średnicy przecinanego przedmiotu,
−
w celu uzyskania pracy bez drgań stan techniczny tokarki powinien być poprawny,
niepożądane są tu luzy wrzeciona w łożyskach oraz luzy w suporcie,
−
w czasie przecinania należy zapewnić dobre chłodzenie i smarowanie.
Toczenie kształtowe polega na ukształtowaniu zewnętrznej powierzchni wałka w taki
sposób, że tworząca wałka nie jest linią prostą równoległą do osi tego wałka. Obróbka
kształtowa przy posuwach ręcznych polega na jednoczesnym, ręcznym obsługiwaniu posuwu
wzdłużnego i poprzecznego tokarki w taki sposób, aby naroże noża zakreślało linię, która jest
tworzącą bryły, jaką należy wytoczyć. Toczenie kształtowe może być także realizowane za
pomocą noża tokarskiego kształtowego, a więc takiego, którego kształt znajduje
odzwierciedlenie na powierzchni obrabianej.
Rys. 54. Toczenie kuli: a, b) operacje przygotowujące, c) toczenie nożem kształtowym [3, s. 568]
b)
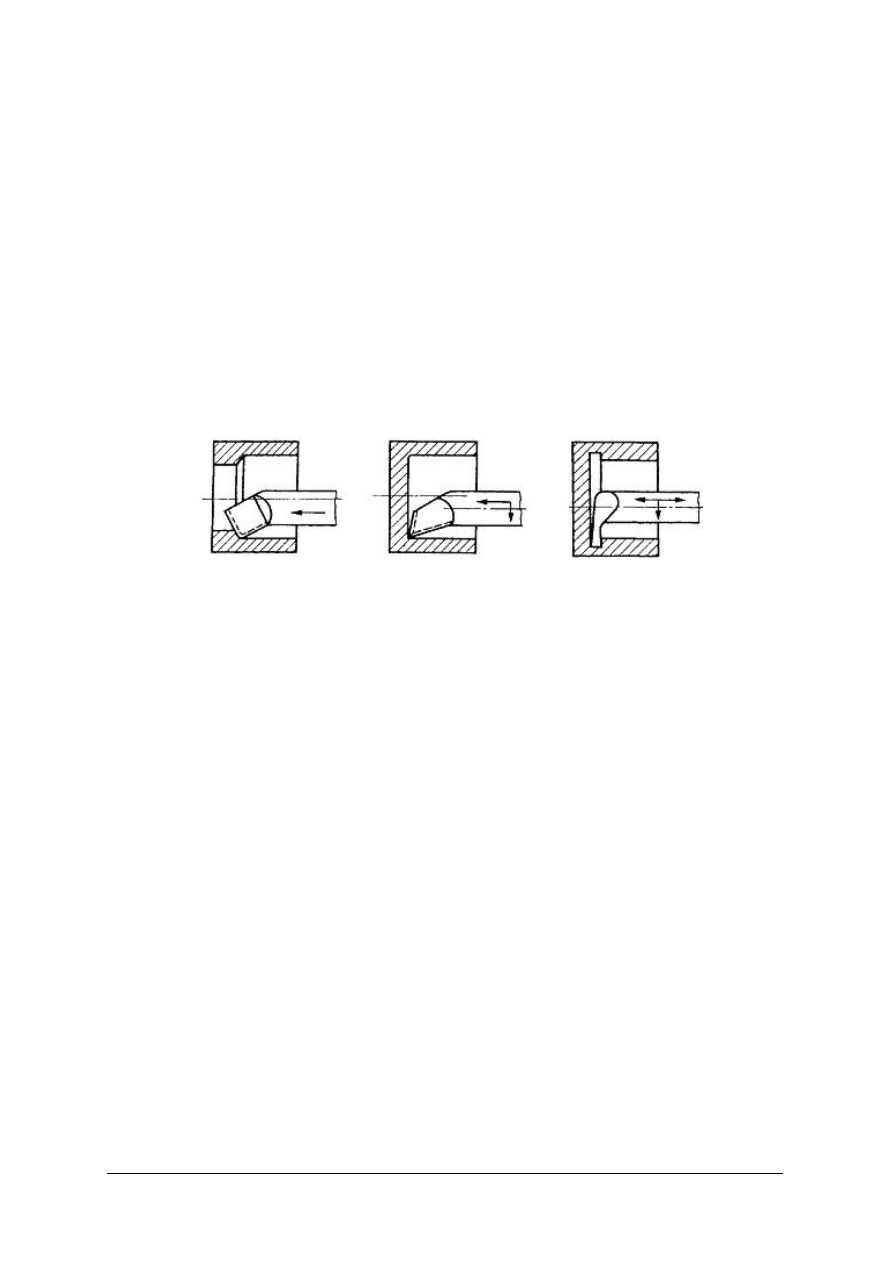
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Toczenie powierzchni kształtowych może również odbywać się na tokarkach kopiarkach
oraz na zwykłych tokarkach uniwersalnych wyposażonych jednak w dodatkowe
oprzyrządowanie, tzw. liniał kopiowy.
Do wiercenia na tokarce przedmiot obrabiany zamocowuje się w uchwycie tokarski,
wykonuje, który ruch obrotowy wraz z wrzecionem. Wiertło jest osadzone w gnieździe tulei
konika. Jeżeli stożek chwytu nie odpowiada stożkowi gniazda, stosuje się tuleje redukcyjne.
Wiertła o chwycie cylindrycznym zamocowuje się w uchwycie wiertarskim, który swoim
chwytem jest osadzony w tulei konika. Czoło przedmiotu obrabianego powinno być
przetoczone, a w osi przedmiotu wykonane stożkowe zagłębienie – nakiełek.
Wytaczanie, czyli toczenie wewnętrzne, może być realizowane z posuwem wzdłużnym
lub poprzecznym. Do toczenia wewnętrznego stosowane są specjalne odmiany noży
tokarskich, zwane wytaczakami. Wytaczaki mocowane są w imaku narzędziowym równolegle
do osi przedmiotu obrabianego. Zamocowanie noża powinno być możliwie krótkie, aby
zapewnić jak największą sztywność noża. Wysięg noża powinien być większy o 1 – 2 mm od
głębokości otworu.
Rys. 55. Typowe operacje wytaczania [3, s. 458]
Wykonanie na częściach obrotowo-symetrycznych stożków jest często stosowaną
operacją technologiczną. Wykonanie stożków na tokarkach traktowane jest jako specyficzna
odmiana toczenia powierzchni kształtowych. Najczęściej stosowanymi sposobami toczenia
powierzchni stożkowych są:
−
toczenie przez skręcenie suportu narzędziowego, stosowane dla stożków krótkich o dużej
zbieżności,
−
toczenie nożami kształtowymi, stosowane do stożków bardzo krótkich o bardzo dużej
zbieżności,
−
toczenie przez przesunięcie konika w płaszczyźnie poziomej, stosowane do stożków
długich o niewielkiej zbieżności,
−
toczenie przy pomocy liniału lub przyrządu, stosowane dla stożków raczej dłuższych
o niewielkiej zbieżności.
Toczenie nożami kształtowymi stosowane jest w przypadku wykonywania ścięć ostrych
krawędzi przedmiotu (fazowań), których długość tworzącej nie przekracza 30 mm a kąt
stożka jest zgodny z kątem przystawienia narzędzia.
Toczenie powierzchni stożkowych przez skręcenie suportu narzędziowego jest chyba
najpowszechniej stosowanym sposobem obróbki stożków. Suport narzędziowy znajdujący się
na suporcie wzdłużnym i suporcie poprzecznym łatwo się skręca pod dowolnym kątem. Kąt
skręcenia suportu jest zgodny z kątem pochylenia tworzącej stożka. Długość stożka nie może
przekroczyć możliwej długości przesuwu suportu narzędziowego, gdyż w trakcie obróbki
suporty wzdłużny i poprzeczny nie wykonują żadnego ruchu. W tokarkach uniwersalnych
napęd suportu narzędziowego jest tylko i wyłącznie ręczny, co w pewnym stopniu utrudnia
obróbkę.
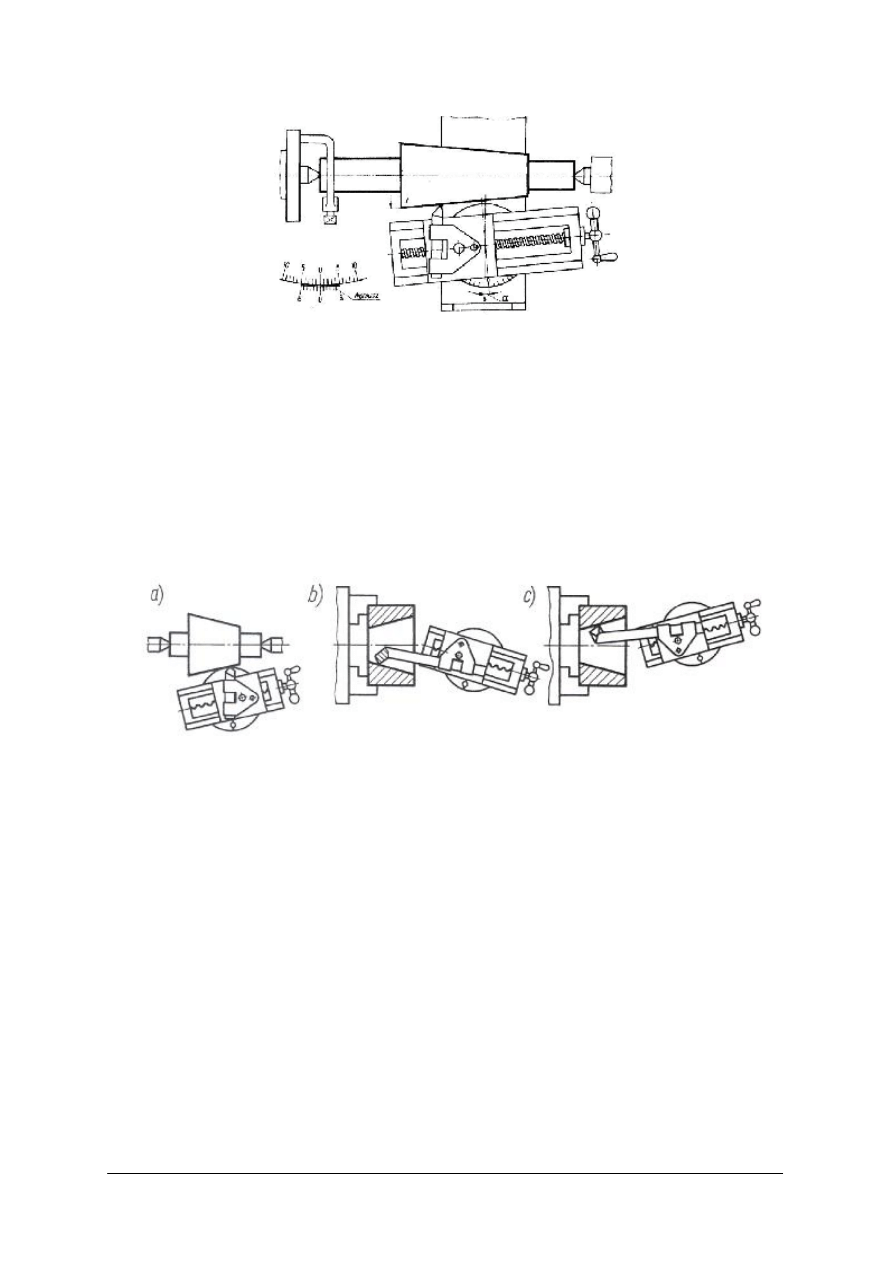
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Rys. 56. Toczenie stożka ze skręceniem sań narzędziowych [3, s. 478]
W przypadku toczenia stożków z przesunięciem konika mocowanie przedmiotu odbywa
się w kłach. Zaletą tej metody jest możliwość stosowania mechanicznego posuwu
wzdłużnego. Wadą tej metody jest to, że po przesunięciu konika osie kła konika i wrzeciona
nie są równoległe lecz nachylone pod pewnym kątem. Wynikiem tego jest wadliwie
przyleganie roboczej powierzchni kła do stożkowej powierzchni nakiełka, który można
wyeliminować, stosując kuliste końcówki kłów.
Do wykonania wewnętrznych powierzchni stożkowych stosuje się głównie dwa pierwsze
omawiane sposoby, tzn. skręcenie suportu narzędziowego i nóż kształtowy. Obróbkę w takim
przypadku wykonuje się analogicznie jak proces wytaczania.
Rys. 57. Toczenie stożka i tulei stożkowej [3, s. 480]
Gwintowanie na tokarce przeprowadza się zwykle na dwa podstawowe sposoby:
−
gwintowanie narzędziami samonaprowadzającymi: narzynka lub gwintownik,
−
nacinanie gwintów nożem tokarskim.
Narzynkę stosuje się do wykonania gwintów o małych średnicach do około M20. Trzpień
do gwintowania zamocowuje się w uchwycie samocentrującym. Narzynkę z pokrętką
przystawia się do czoła sworznia i lekko dociska tuleją konika. Chwyt pokrętki opiera się
luźno na zamocowanym w imaku nożowym gładkim trzpieniu oporowym (może to być
trzonek noża tokarskiego o odpowiedniej długości). W celu wprowadzenia narzynki na
sworzeń obraca się ręką (za uchwyt) wrzeciono tokarki (2 - 3 obroty), dociskając
jednocześnie „z czuciem” narzynkę tuleją konika. Następnie po odsunięciu konika należy
uruchomić wrzeciono. W czasie gwintowania narzynkę z pokrętką przesuwa się w stronę
uchwytu, przy czym chwyt pokrętki ślizga się po trzpieniu oporowym. W czasie gwintowania
trzpień gwintowany należy smarować płynem. Zaleca się stosowanie następujących płynów:
−
do stali węglowych - oleju wiertniczego (emulsji),
−
do stali stopowych - oleju wiertniczego, terpentyny, pokostu,
−
do żeliwa - na sucho lub nafty,
−
do aluminium - emulsji lub spirytusu.
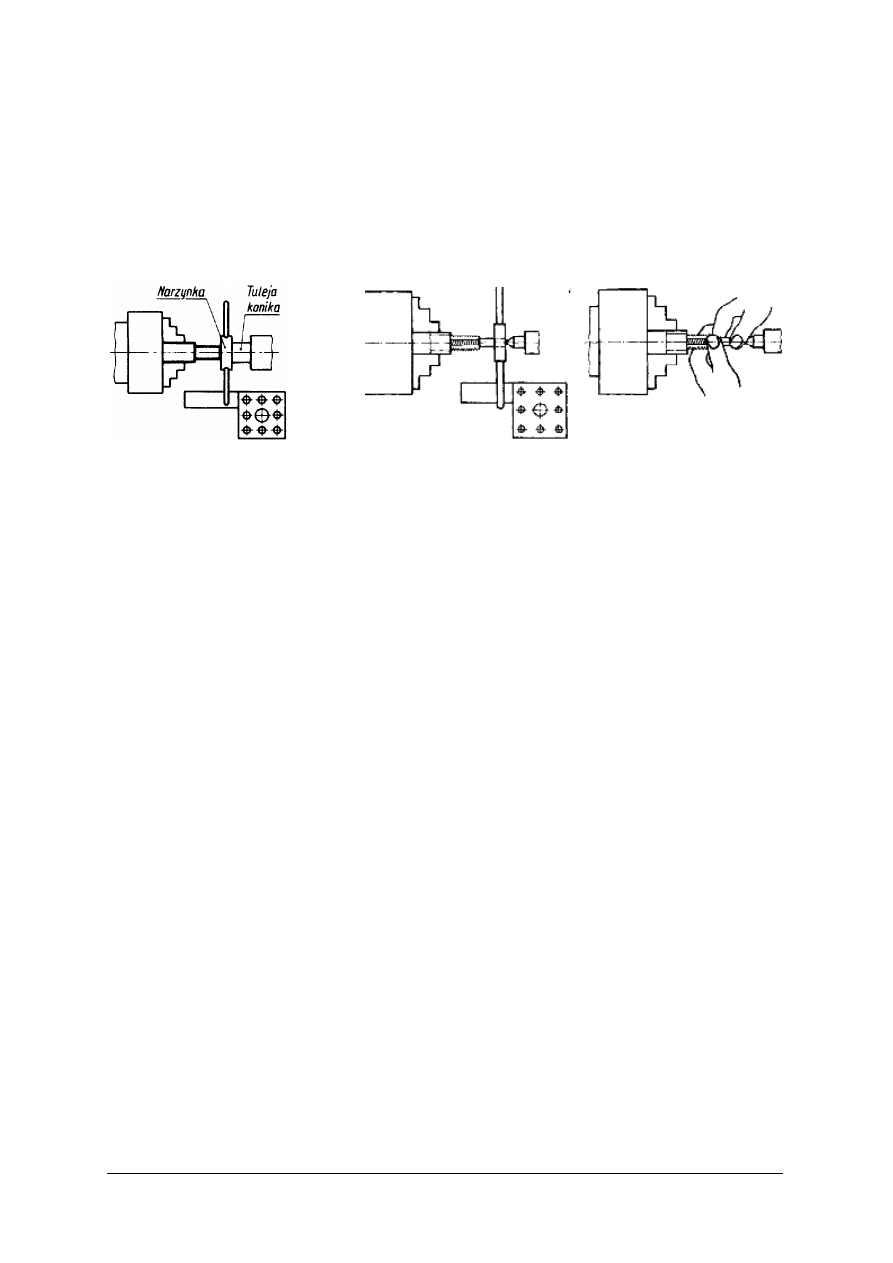
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Podczas gwintowania otworów gwintownikami, gwintownik jest podparty w kle konika,
a ramię pokrętła jest oparte o trzpień zamocowany w imaku. Gwintownik jest samoczynnie
prowadzony w gwintowanym otworze, a tokarz powolnym ruchem przesuwa tuleje konika,
aby kieł nie stracił kontaktu z gwintownikiem. Aby wykręcić gwintownik, należy odsunąć
konik i trzymając ręką pokrętkę, zmienić kierunek obrotów wrzeciona. Prędkości skrawania
przy gwintowaniu gwintownikiem są od dwóch do trzech razy większe niż przy gwintowaniu
narzynką. Należy stosować ciecze chłodząco - smarujące.
Rys. 58. Nacinanie gwintu: a) narzynką, b) gwintownikiem [4, s. 521]
Gwintowanie nożem stosuje się, gdy dokładność i gładkość powierzchni gwintu ma być
większa niż osiągana przy gwintowaniu narzynką i gwintownikiem. Również gwinty
o dużych średnicach lub dużych skokach są nacinane nożem na tokarce. Toczenie gwintów
wewnętrznych i zewnętrznych przeprowadza się nożami kształtowymi, których zarys
odpowiada prawie dokładnie zarysowi toczonego gwintu. Zmiana kształtu noża umożliwia
nacinanie gwintów o innym zarysie, np. gwintu trapezowego.
Wierzchołek ostrza noża powinien być ustawiony na poziomie osi toczenia, a trzonek
noża powinien być prostopadły do osi toczenia. Prostopadłe ustawienie trzonka noża można
sprawdzić wzornikiem, służącym także do sprawdzania kąta wierzchołkowego noża.
Podczas toczenia gwintu obroty śruby pociągowej powinny być tak dobrane, aby
jednemu obrotowi przedmiotu odpowiadało przesunięcie suportu o wartość skoku tocznego
gwintu. Wartość skoku uzyskuje się przez założenie odpowiednich kół zmianowych na
gitarze lub przez nastawienie za pomocą dźwigni znajdujących się przy skrzynce posuwów.
Gwint obrabia się zwykle zgrubnie i wykańczająco. Uzyskanie pełnego zarysu gwintu
uzyskuje się dopiero po kilku przejściach noża. Przy obróbce zgrubnej – po pierwszym
przejściu noża – oprócz dosunięcia noża w kierunku promieniowym należy go nieznacznie
przesunąć za pomocą sanek narzędziowych w kierunku osiowym. Przy nacinaniu zgrubnym
wielkości dosuwu wgłębnego dobiera się początkowo większe, a w miarę zwiększania się
szerokości wióra coraz mniejsze. Na obróbkę wykańczającą gwintu należy pozostawić
naddatek 0,1 – 0,3 mm i tak dobrać wartości kolejnych zagłębień, aby przy ostatnim przejściu
noża grubość warstwy skrawanej wynosiła około 0,05 mm. W czasie gwintowania nóż po
każdym przejściu musi być cofnięty do swojego położenia wyjściowego: w tym celu cofa się
suport bez otwierania nakrętki dwudzielnej na śrubie pociągowej, włączając lewe obroty
wrzeciona. Należy przy tym pamiętać, aby nóż zaczynał pracę po przejściu pewnego odcinka
drogi w kierunku gwintowania, co jest potrzebne do skasowania luzów w przekładniach
zębatych i między śrubą pociągową a nakrętką.
Frezowanie i frezarki
Frezowanie obok procesu toczenia można uznać za jedną z najpowszechniejszych
odmian obróbki wiórowej. Przeznaczenie tej obróbki to przede wszystkim obróbka
powierzchni płaskich (płaszczyzn), chociaż obszar stosowania operacji frezarskich jest
a)
b)
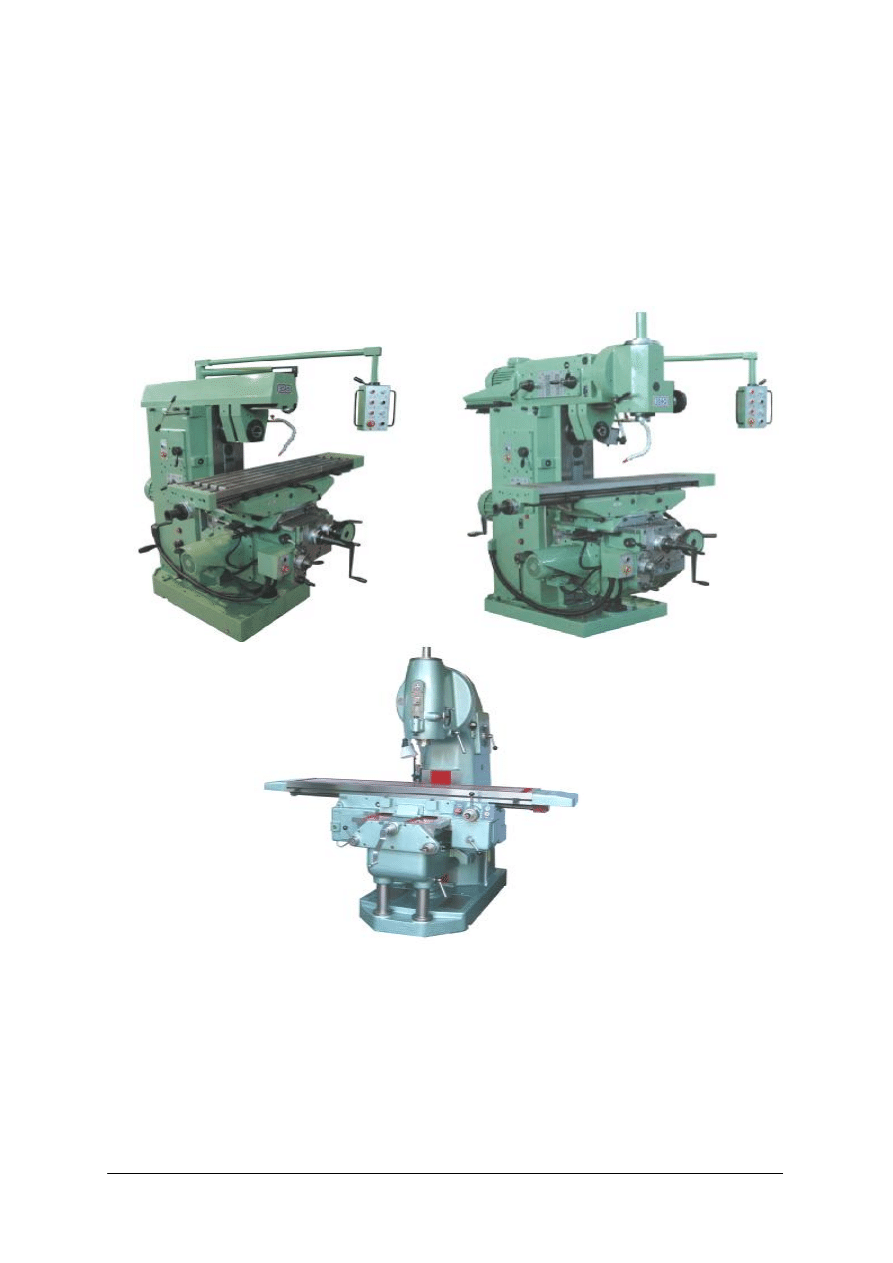
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
znacznie szerszy. Frezowanie umożliwia obróbkę płaszczyzn, rowków, kanałków,
powierzchni kształtowych, wykonywanie prac podziałowych i uzębień. Wykonywane jest
obrotowymi narzędziami wieloostrzowymi (frezami) na obrabiarkach nazywanych
frezarkami. W większości odmian frezowania ruchy posuwowe są prostoliniowe - wykonuje
je przedmiot obrabiany, natomiast ruch główny (obrotowy) wykonywany jest przez narzędzie.
W zależności od przeznaczenia rozróżnia się:
–
frezarki ogólnego przeznaczenia,
–
frezarki specjalizowane,
–
frezarki specjalne.
Rys. 59. Frezarki: a) wspornikowa pozioma, b) wspornikowa uniwersalna, c) wspornikowa pionowa [18]
Frezarki ogólnego przeznaczenia dzieli się na wspornikowe oraz bezwspornikowe.
Najbardziej rozpowszechnione są frezarki wspornikowe, które dzieli się na: poziome zwykłe,
poziome uniwersalne i pionowe. Podstawowe zespoły służące do zamocowania przedmiotu
obrabianego (stół) oraz mechanizmy ruchów posuwowych znajdują się we wsporniku
(konsoli). Przedmiot obrabiany może się przesuwać razem ze stołem w kierunku poziomym,
prostopadle do osi wrzeciona (przesuw wzdłużny) lub równolegle do tej osi (przesuw
poprzeczny), a cały wspornik w kierunku pionowym (przesuw pionowy).
c)
b)
a)
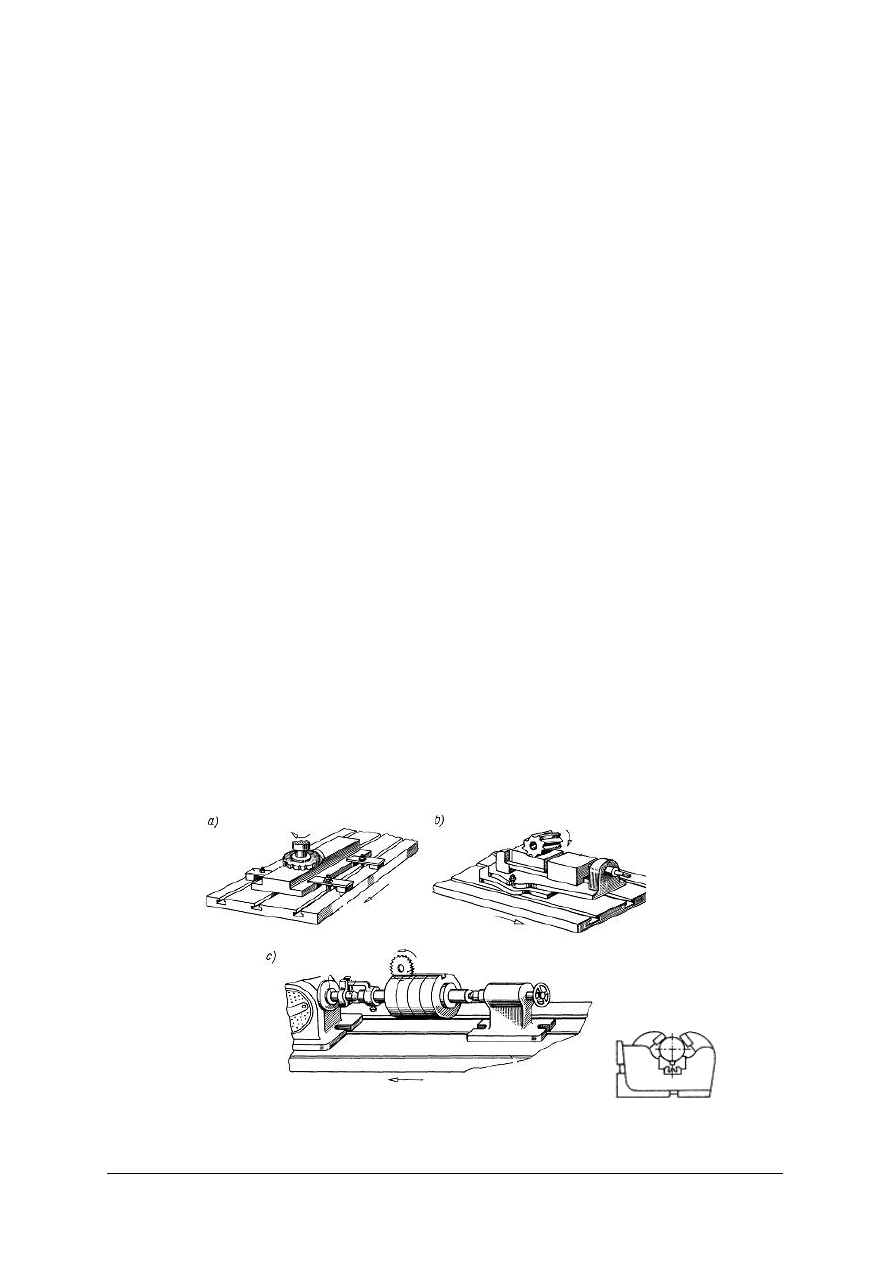
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
We frezarkach bezwspornikowych jednostojakowych stół może wykonywać tylko ruchy
wzdłużny i poprzeczny, natomiast przesuw pionowy, niezbędny do ustawienia frezu
względem przedmiotu, wykonuje wrzeciennik.
Frezarki wzdłużne bramowe mają kadłub w postaci bramy, przez którą przesuwa się duży
stół. W prowadnicach kadłuba poruszają się wrzecienniki, które mogą obrabiać przedmiot
jednocześnie z trzech stron. Frezarki wzdłużne są używane do obróbki długich przedmiotów.
Do robót specjalnych stosuje się frezarki do gwintów, frezarki narzędziowe, frezarki do kół
zębatych, frezarki karuzelowe (ze stołem obrotowym), frezarki do rowków wpustowych,
frezarki do krzywek oraz frezarko - kopiarki.
Frezarka wspornikowa składa się z następujących głównych zespołów:
−
wspornika, wykonującego przy pomocy śruby ruch pionowy (w górę i dół) pozwalający
na ustawienie wymaganej głębokości frezowania, na którym zamocowany jest stół
roboczy frezarki,
−
stołu roboczego wykonującego ruch prostopadły w stosunku do ruchu wspornika; stół na
powierzchni posiada wykonane rowki teowe umożliwiające mocowanie na nim
przedmiotu obrabianego,
−
obrotnica na której mocowany jest stół roboczy, umożliwiająca skręcenie stołu pod
dowolnym kątem,
−
korpusu w którym znajdują się silniki i przekładnie,
−
wrzeciona.
Sposób zamocowania przedmiotu na frezarce zależy od kształtu i wymiarów przedmiotu
obrabianego, wielkości produkcji (jednostkowa, seryjna czy masowa) oraz rodzaju operacji.
Przy frezowaniu płaszczyzn, rowków, wcięć itp. w przedmiotach o prostych kształtach
i o większych wymiarach, przy produkcji jednostkowej lub małoseryjnej zamocowuje się
przedmiot bezpośrednio na stole frezarki, a ustawienie go względem narzędzia odbywa się
według rys traserskich. Przy produkcji wielkoseryjnej lub masowej mocowanie przedmiotu
odbywa się w specjalnych uchwytach z ustawiakami zapewniającymi prawidłowe ustawienie
przedmiotu względem narzędzia. Te same operacje w przedmiotach drobnych
produkowanych w sposób jednostkowy lub małoseryjny, wykonuje się z zamocowaniem
przedmiotu w imadle, a w produkcji masowej - w uchwytach specjalnych, umożliwiających
często jednoczesne zamocowanie i obróbkę kilku przedmiotów.
Rys. 60. Zamocowanie przedmiotu obrabianego: a) bezpośrednio na stole obrabiarki łapą dociskową,
b) w imadle, c) w podzielnicy, d) w imadle do wałków [4, s. 254]
d)
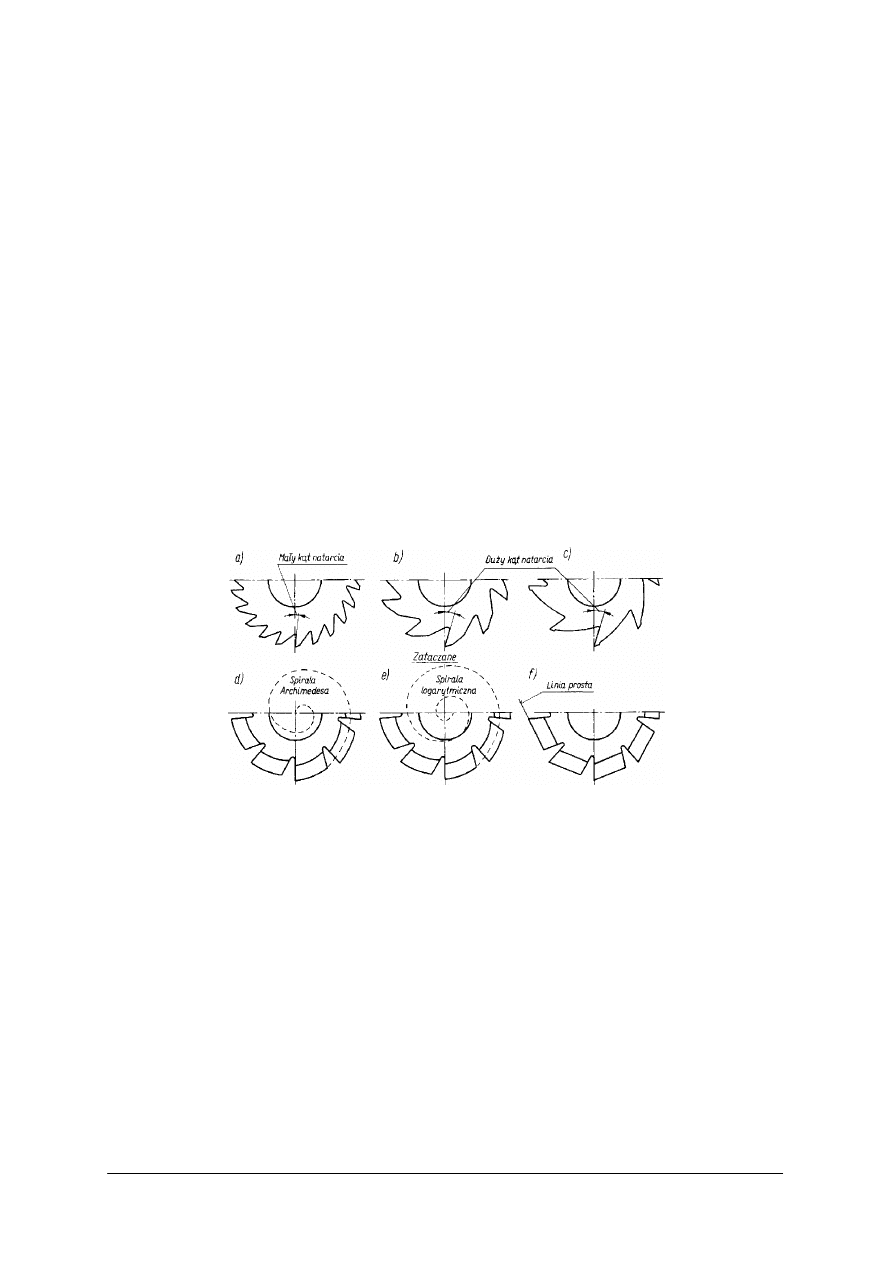
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Narzędziem wieloostrzowym przeznaczonym do obróbki na frezarkach jest frez. Frezy są
narzędziami wieloostrzowymi (warstwę materiału skrawa jednocześnie kilka a niekiedy nawet
kilkanaście ostrzy) o różnych kształtach, przez co wydatnie zwiększają możliwości
technologiczne obróbki na frezarkach. Różnorodność frezów umożliwia dokonywanie
różnych podziałów tych narzędzi. Podobnie jak i inne narzędzia skrawające dzielą się na frezy
normalne i specjalne. Frezy normalne są to frezy przeznaczone do obróbki płaszczyzn,
rowków, gwintów, uzębień itp. i objęte są normami. Frezy specjalne są to frezy przeznaczone
do obróbki przedmiotów o specjalnych powierzchniach. Są to frezy kształtowe o zarysie
odpowiadającym kształtowi obrobionej powierzchni. Frezy specjalne są wykonywane na
zamówienie i stosowane głównie w produkcji seryjnej i masowej.
W zależności od powierzchni, na której są wykonane ostrza, rozróżnia się frezy:
−
walcowe o ostrzach prostych lub śrubowych,
−
czołowe,
−
walcowo-czołowe.
Zależnie od sposobu zamocowania rozróżnia się frezy:
−
nasadzane,
−
trzpieniowe z chwytem walcowym lub stożkowym.
Zależnie od sposobu wykonania ostrzy rozróżnia się frezy:
−
ścinowe,
−
zataczane.
Rys. 61. Kształty ostrzy we frezach: a) jednościnowe, b) dwuścinowe, c) łukowe, d) zataczane po spirali
Archimedesa, e) zataczane po spirali logarytmicznej, f) zataczane po linii prostej [5, s. 119]
W zależności od wykonania frezów rozróżnia się:
−
frezy pojedyncze jednolite,
−
frezy zespołowe,
−
frezy składane z wstawianymi ostrzami ze stali szybkotnącej lub z węglików spiekanych,
−
głowice frezowe.
Zależnie od kształtu rozróżnia się frezy:
−
walcowe,
−
tarczowe,
−
piłkowe,
−
kątowe,
−
kształtowe.
Frezy trzpieniowe walcowe i walcowo - czołowe nazywa się również frezami palcowymi,
a frezy kształtowe nasadzane o ostrzach tylko na powierzchni walcowej lub na powierzchni
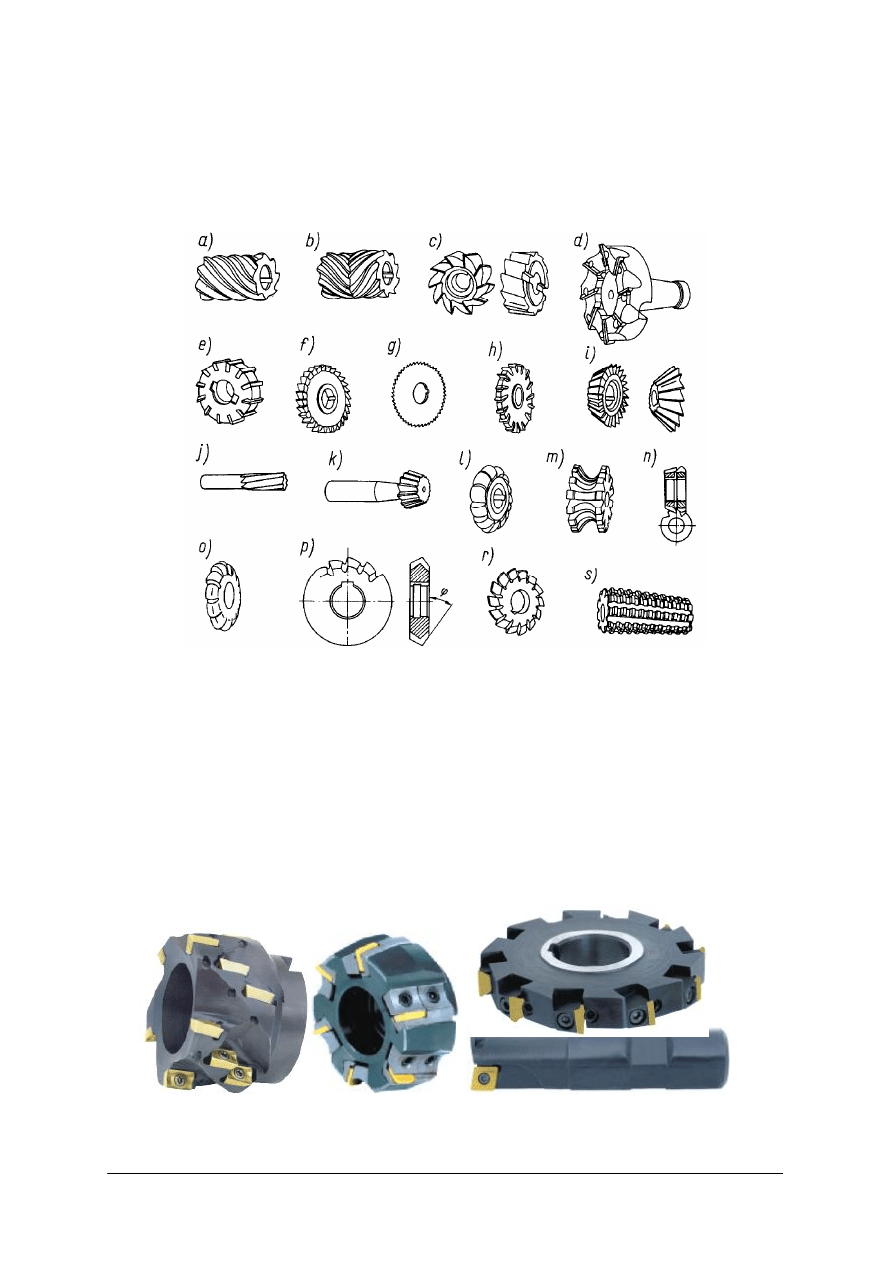
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
walcowej i czołowej – frezami krążkowymi. Frezy walcowe i walcowo – czołowe mogą
pracować jako prawotnące lub lewotnące w zależności od sposobu zamocowania na
wrzecionie. Frez nazywa się prawotnącym, jeżeli patrząc nań od strony wrzeciona obrabiarki,
będziemy widzieli kierunek skrawania zgodny z kierunkiem ruchu wskazówek zegara, jeżeli
zaś przeciwny - lewotnącym.
Rys. 62. Wybrane rodzaje frezów: a) pojedynczy walcowy NFWa, b) zespołowy walcowy NFWc,
c) walcowo - czołowy NFCa, d) głowica trzpieniowa, e) głowica nasadzana, f) frez tarczowy
trzystronny NFTa, g) piłkowy NPTe, h) tarczowy trzystronny o wstawianych ostrzach NFTb,
i) kątowy NFKa, j) palcowy NFPa, k) trzpieniowy kątowy NFRe, l, m) kształtowe NFRa NFRb,
n) zespołowy do rozwiertaków, l,o) do gwintowników, p) krążkowy niesymetryczny NFKc,
r) modułowy krążkowy NFMa, s) do ślimacznic NFMc [4, s. 249]
Ostrza frezów wykonane są najczęściej ze stali szybkotnącej, węglików spiekanych
lutowanych do korpusu frezu lub też jako ostrza (płytki) mocowanie mechaniczne,
stwarzające możliwość mocowania ostrzy z różnych materiałów narzędziowych, w tym
supertwardych. Stwarzane są tym samym warunki do obróbki z dużymi prędkościami, dzięki
czemu uzyskuje się dużą wydajność obróbki i korzystną jakość powierzchni po obróbce
Rys. 63. Frezy z płytkami wieloostrzowymi: a) frez nasadzany walcowo - czołowy, b) głowica frezowa czołowa,
c) frez tarczowy, d) frez trzpieniowy [19]
a)
c)
b)
d)
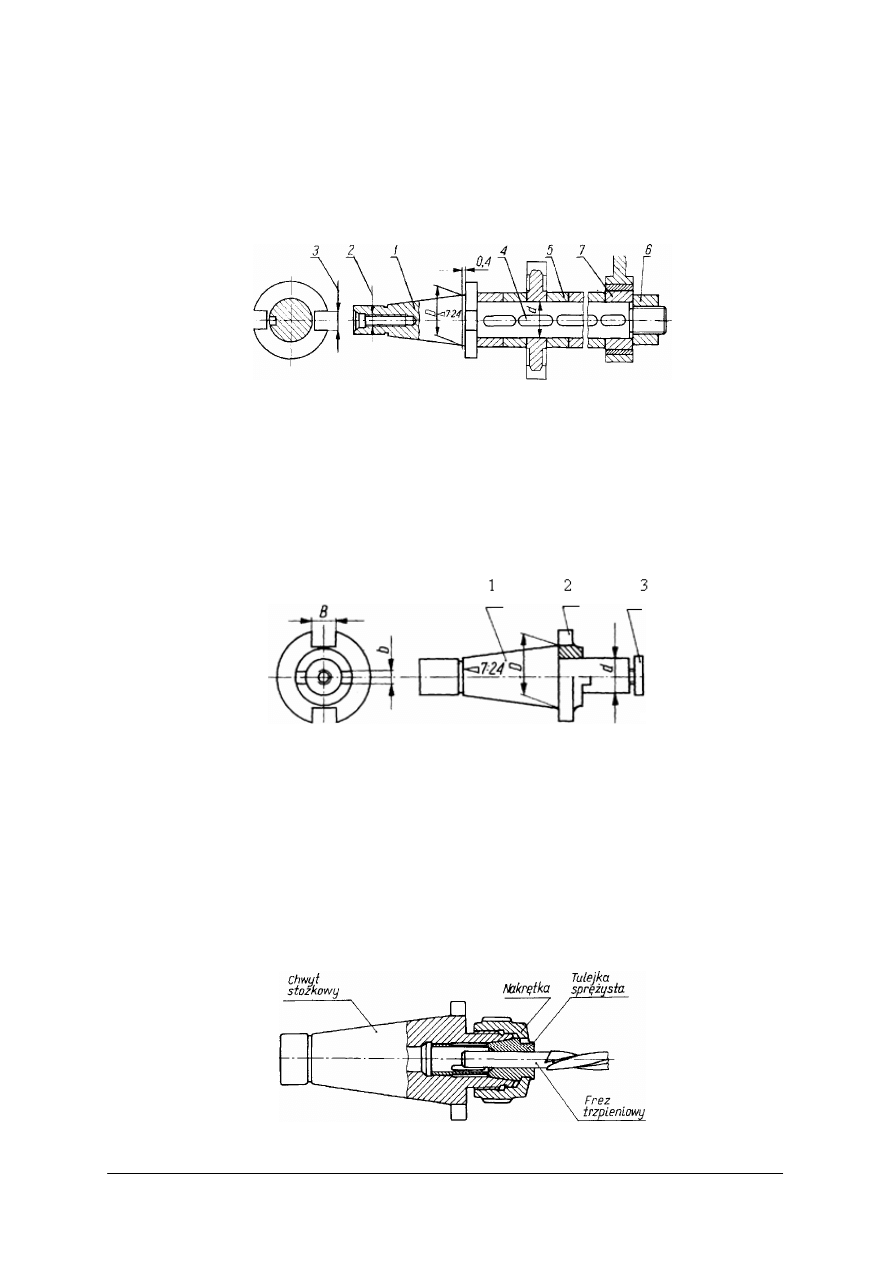
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Mocowanie frezów zależne jest od rodzaju frezarki oraz zastosowanego frezu.
Na frezarkach poziomych (z poziomą osią obrotu wrzeciona) mocowane są przede wszystkim
frezy walcowe posiadające w korpusie otwór osiowy, którym nasadzane są na przedłużenie
wrzeciona frezarki - stąd ich nazwa frezy nasadzane. Wrzeciono to na ogół jest podparte
z drugiego końca, przez co zwiększa się sztywność i możliwość obróbki z większymi siłami
skrawania.
Rys. 64. Trzpień frezarki poziomej: 1) chwyt stożkowy, 2) gwint, 3) rowki zabieraka, 4) wpust, 5) pierścienie
ustalające, 6) nakrętka, 7 tuleja [1, s. 312]
Frez jest ustalany na powierzchni walcowej o średnicy d a jego odległość od czoła
wrzeciona jest ustalana za pomocą pierścieni. Wpust przenosi moment skrawania a nakrętka
zapewnia żądane położenie frezu w stosunku do czoła wrzeciona.
Gdy zbędne jest ustalanie frezu w określonej odległości od czoła wrzeciona, stosuje się
trzpienie frezarskie zabierakowe. Trzpienie te mają zastosowanie do frezów pracujących
ostrzami czołowymi.
Rys. 65. Trzpień frezarski zabierakowy: 1) chwyt stożkowy, 2) kołnierz z rowkami o szerokości B,
3) śruba [1, s. 313]
Frez jest ustalany na trzpieniu średnicą d i mocowany śrubą. Moment skrawania jest
przenoszony z frezu na wrzeciono frezarki za pomocą kłów oraz rowków o szerokości B,
wykonanych w kołnierzu pierścieniowym. Chwyt stożkowy jest ustalany we wrzecionie
obrabiarki.
Do ustalania i mocowania frezów z chwytem walcowym są używane oprawki zaciskowe
podobne do oprawek wiertarskich, lecz o innym kształcie części ustalającej oprawkę
we wrzecionie frezarki. Chwyt oprawki do frezów ma postać stożka Morse'a odmiany B lub
stożka o zbieżności 7:24.
Rys. 66. Oprawka zaciskowa z chwytem stożkowym [1, s. 314]
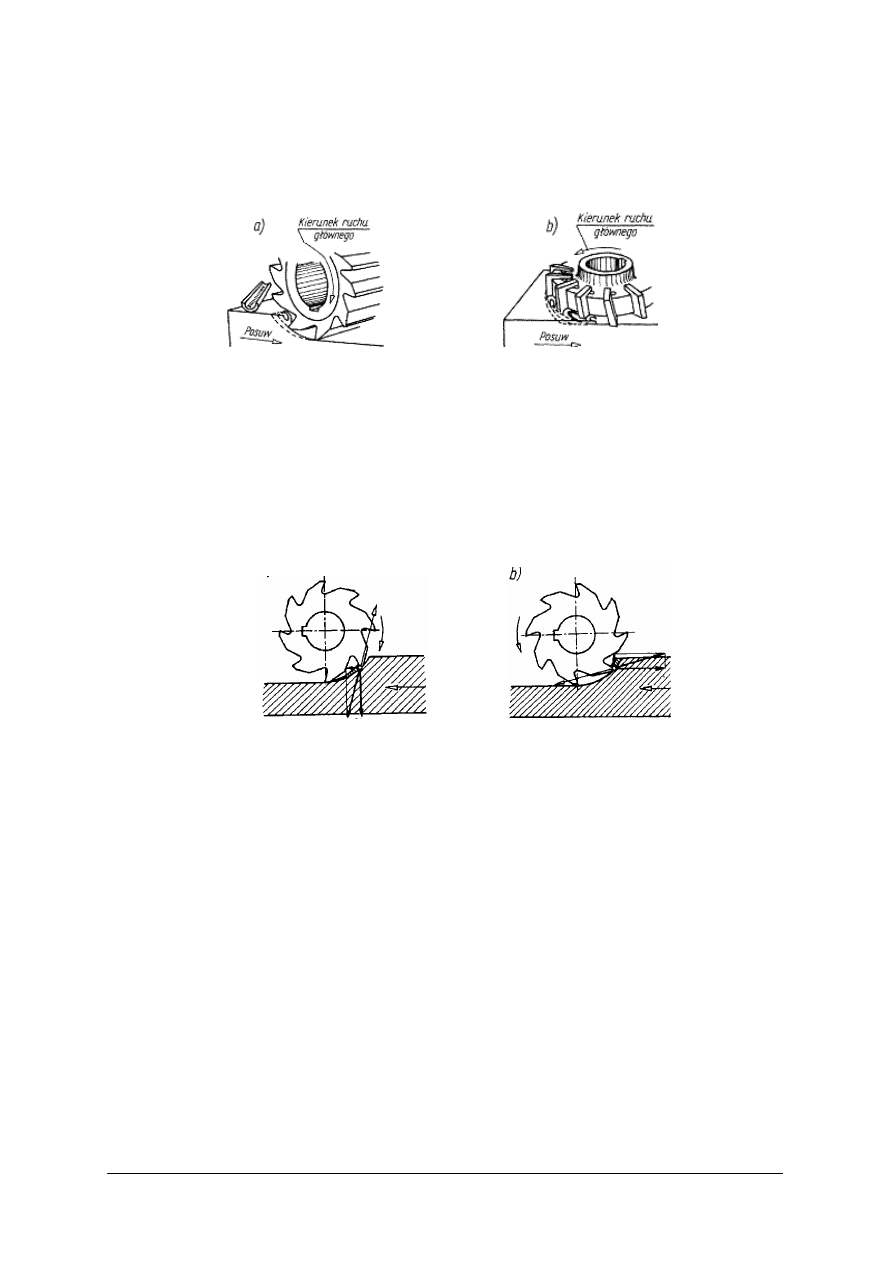
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
Operacje technologiczne wykonywane na frezarkach zależne są od rodzaju zastosowanego
narzędzia. Rozróżnia się frezowanie walcowe, w którym frez skrawa ostrzami leżącymi na
powierzchni walcowej i frezowanie czołowe, w którym frez skrawa zębami położonymi na
powierzchni czołowej.
Rys. 67. Frezowanie: a) walcowe, b) czołowe [4, s. 248]
W zależności od kierunku ruchu posuwowego względem frezu frezowanie może być
przeciwbieżne (kierunki prędkości ruchu obrotowego frezu i ruchu posuwowego przedmiotu
są przeciwbieżne) lub współbieżne, gdy kierunek ruchu posuwowego stołu frezarki jest
zgodny z kierunkiem ruchu roboczego frezu. Przy frezowaniu przeciwbieżnym kierunek
ruchu posuwowego jest przeciwny do kierunku ruchu roboczego. Frezowanie współbieżne
jest bardziej wydajne, wymaga jednak zastosowania specjalnych mechanizmów ruchu
posuwowego i sztywniejszej obrabiarki.
Rys. 68. Frezowanie: a) współbieżne, b) przeciwbieżne [4, s. 248]
Wykonanie powierzchni płaskich jest jedną z ważniejszych operacji technologicznych
związanych z procesem frezowania. Frezowanie płaszczyzn realizowane może być
następującymi narzędziami:
−
frezem walcowym (frezowanie obwodowe),
−
frezem walcowo - czołowym (frezowanie czołowe),
−
głowicami frezarskimi.
Konstrukcja frezu walcowego umożliwia skrawanie materiału jego obwodem, boczne
powierzchnie frezu nie mają ostrzy. Najczęściej ten sposób frezowania stosowany jest na
frezarkach poziomych. Podczas frezowania przeciwbieżnego skrawanie zaczyna się od
najmniejszej grubości warstwy skrawanej, kończy zaś przy największej grubości.
W przypadku frezowania współbieżnego jest odwrotnie. Przyjmuje się, że frezowanie
przeciwbieżne stosowane jest dla obróbki wstępnej, współbieżne w przypadku obróbki
wymagającej większej, w porównaniu do poprzedniej, dokładności. Przy frezowaniu
płaszczyzn frezami walcowymi powinno się stosować frezy o możliwie małej średnicy,
jednak nie mniejszej niż:
−
10 głębokości frezowania przy małych szerokościach płaszczyzn,
−
20 głębokości frezowania przy dużych szerokościach płaszczyzn.
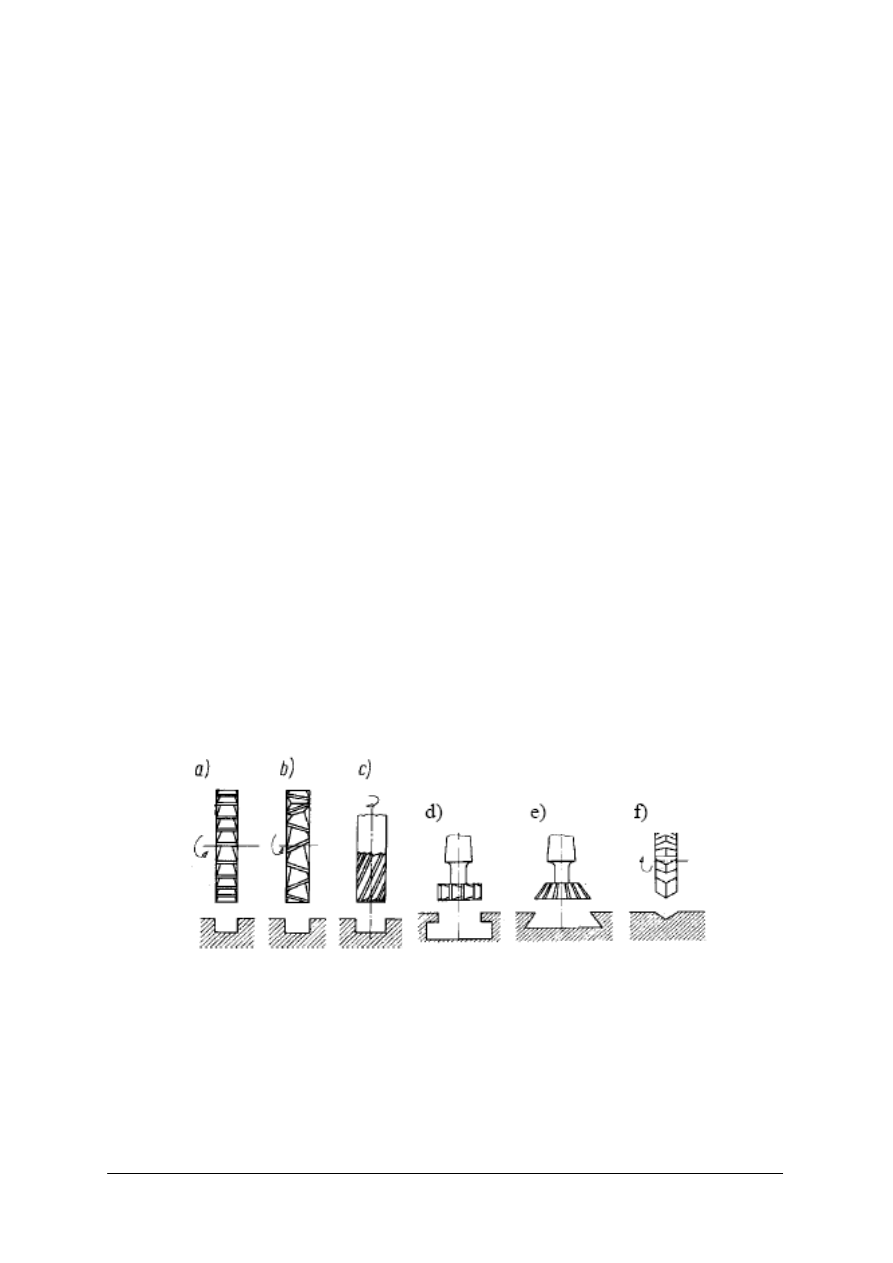
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
Do frezowania płaszczyzn o szerokości do 100 mm stosuje się frezy walcowe pojedyncze,
natomiast przy szerokościach większych od 100 mm zaleca się stosować frezy walcowe
zespołowe. Zwykle dobiera się frezy walcowe o takich wymiarach, aby szerokość frezowania
nie przekraczała 1,5 średnicy frezu. Ustawienie frezu walcowego na wymaganą głębokość
frezowania przy frezowaniu płaszczyzn w przedmiotach zamocowanych bezpośrednio na
stole frezarki lub w imadle odbywa się przez podniesienie stołu. Wielkość tego podniesienia
odczytuje się na skali pierścienia sprzęgniętego z kółkiem ręcznym do podnoszenia stołu.
Frezy walcowo - czołowe umożliwiają skrawanie zarówno obwodem jak i powierzchnią
boczną frezu, dzięki czemu można je stosować zarówno na frezarkach poziomych jak
i pionowych. Największą wydajność frezowania powierzchni płaskich uzyskać można przez
stosowanie głowic frezarskich. Posiadają one najczęściej wymienne ostrza rozstawione na
jednym promieniu (głowice zwykłe) lub na różnych promieniach (głowice stopniowe).
W przypadku głowicy zwykłej jej praca jest zbliżona do pracy frezu walcowo - czołowego,
natomiast w przypadku głowicy stopniowej każde ostrze skrawa inną warstwę materiału przez
co wydajność frezowania jest większa. Średnicę frezu walcowo-czołowego lub głowicy
frezowej przyjmuje się równą: d
/
1,2 szerokości frezowanej płaszczyzny.
Ustawienie frezu walcowo - czołowego lub głowicy frezowej na określoną głębokość
skrawania odbywa się zwykle przez zdjęcie tzw. próbnego wióra lub według linii traserskiej.
Frezowanie różnego kształtu rowków jest również jedną z podstawowych operacji
technologicznych wykonywanych przez frezowanie. Przeznaczone są do tego:
−
frezy tarczowe, które mogą skrawać tylko obwodem, wówczas ich zastosowanie
ogranicza się tylko do wykonywania rowków, lub powierzchnią boczną – wówczas
można nimi również frezować powierzchnie płaskie,
−
frezy palcowe przeznaczone przede wszystkim do wykonywania rowków na frezarkach
pionowych lub frezowania wgłębień w przedmiotach płaskich,
−
frezy piłkowe - są to frezy podobne do tarczowych lecz charakteryzujące się małą
szerokością,
−
frezy trzpieniowe tarczowe,
−
frezy trzpieniowe kątowe lub tarczowe kątowe do frezowania rowków lub powierzchni
płaskich pod określonym kątem.
Rys. 69. Frezowanie rowków: a b) frezem tarczowym, c) frezem palcowym, d) frezem trzpieniowym
tarczowym, e) frezem trzpieniowym kątowym, f) frezem tarczowym kątowym [5, s. 432]
Frezami tarczowymi frezuje się przelotowe rowki o przekroju prostokątnym lub
pogłębienia boczne. Szerokość frezu dobiera się w zależności od szerokości frezowanego
rowka lub pogłębienia bocznego. Średnicę frezu dobiera się, mając na uwadze głębokość
frezowanego rowka. Rowki o większej głębokości wymagają na ogół zastosowania frezów
o większej średnicy.
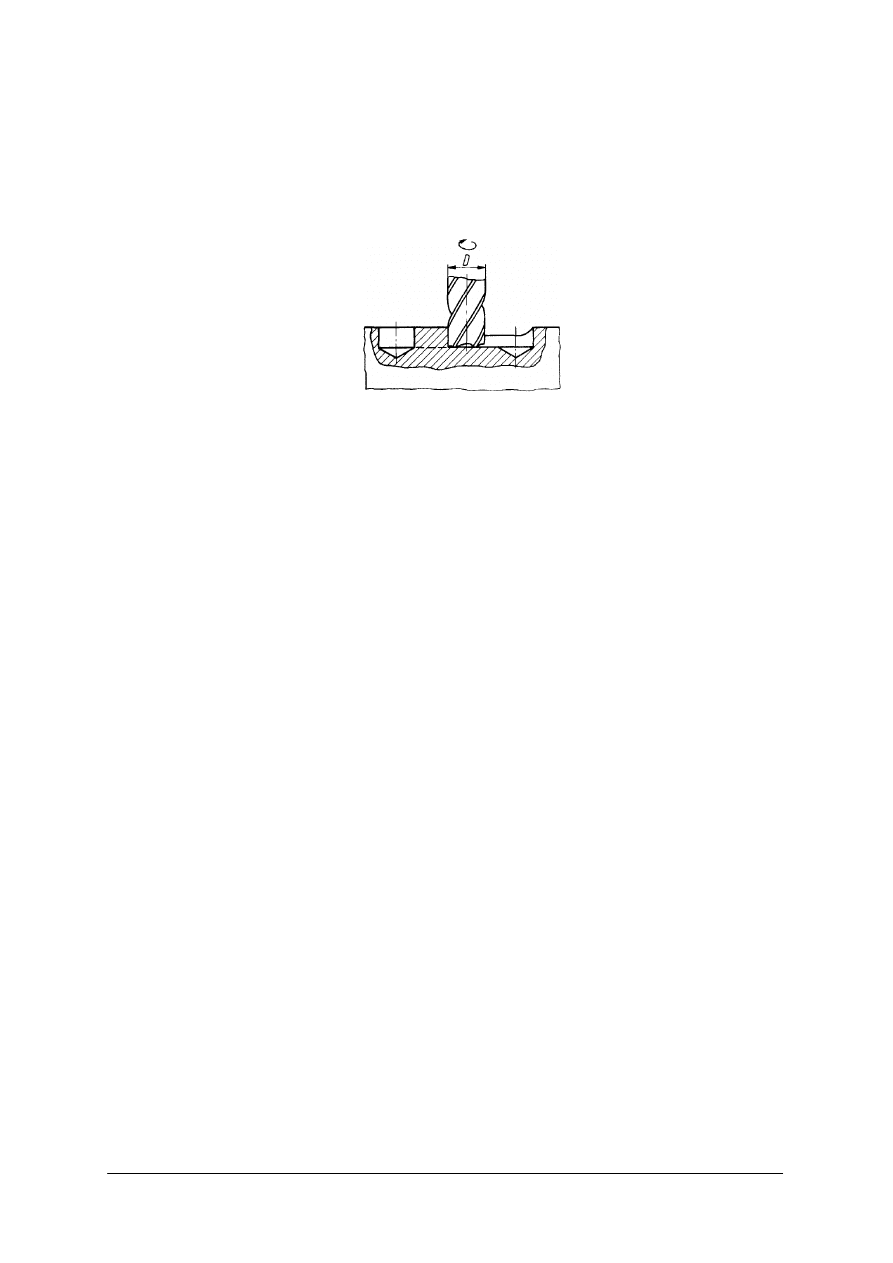
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
Rowki nieprzelotowe lub jednostronnie przelotowe, o mniejszym stopniu dokładności są
wykonywane frezami trzpieniowymi walcowo - czołowymi, a o większej dokładności, jak np.
rowki wpustowe - frezami trzpieniowymi do rowków na wpusty. Wybór frezu trzpieniowego
walcowo - czołowego zależy od szerokości i częściowo głębokości frezowanego rowka oraz
posiadających do dyspozycji odmian tych frezów. Z uwagi na małą sztywność tych frezów
rowek wykonuje się najczęściej przy kilku przejściach frezu.
Rys. 70. Frezowanie rowka na wpust frezem trzpieniowym walcowo - czołowym [5, s. 429]
Frezowanie powierzchni kształtowych dzieli się na:
– frezowanie swobodne powierzchni kształtowych,
– frezowanie profilowe powierzchni kształtowych.
Przez frezowanie swobodne powierzchni kształtowych rozumie się głównie frezowanie
wg linii traserskiej. Przy tym frezowaniu przedmiot obrabiany uzyskuje żądany kształt lub
zarys przez ręczne przesuwanie stołu frezarki względem frezu. Materiał należy usunąć
w kilku przejściach w celu uniknięcia zbyt dużego obciążenia frezu. W ostatnim przejściu
wykańczającym stół frezarki należy przesuwać bardzo ostrożnie uważając, aby w każdym
miejscu powierzchni obrabianej frez zajmował położenie styczne do linii traserskiej.
Frezowaniem profilowym powierzchni kształtowych nazywa się takie frezowanie, przy
którym profil frezu lub łączny profil zespołu frezów jest zgodny z żądanym kształtem
powierzchni obrabianej. W produkcji seryjnej i masowej stosunkowo wąskie powierzchnie
kształtowe frezuje się frezami kształtowymi. Jednoczesne frezowanie kilkoma frezami, czyli
zespołem frezów, stosowane jest zarówno przy obróbce szerokich powierzchni kształtowych
jak i przy obróbce drobnych przedmiotów wspólnie zamocowanych szeregowo i równolegle
w jednym uchwycie.
Dobór parametrów frezowania odbywa się przy pomocy zestawu tablic, zwanych
normatywami technologicznymi, które opracowane mogą być przez różne ośrodki naukowe
lub też przez zakłady (wówczas mówi się o normatywach zakładowych). Są także
opracowywane przez producentów narzędzi i wynikają z badań procesu frezowania
prowadzonych przez te firmy. Aktualnie, najczęściej są one wydawane w postaci
elektronicznej.
Szlifowanie i szlifierki
Szlifowaniem nazywa się sposób obróbki skrawaniem, w którym narzędziem
skrawającym jest ściernica, osełka lub rzadziej taśma ścierna. W procesie technologicznym
wytwarzania części maszyn operacje szlifowania zajmują bardzo ważne miejsce. Na drodze
szlifowania można obrabiać materiały o różnych właściwościach mechanicznych
i fizycznych, stale hartowane, żarowytrzymałe, węgliki spiekane, metale trudnotopliwe,
spiekane tlenki glinu itp. Szlifowanie może być stosowane jako obróbka zgrubna, bez innych
operacji (toczenia, frezowania itp.) poprzedzających ten proces oraz jako obróbka dokładna
nadająca powierzchni obrabianej dużą gładkość, dokładność i korzystne właściwości
użytkowe. Często operacje szlifowania są operacjami końcowymi obróbki części maszyn.
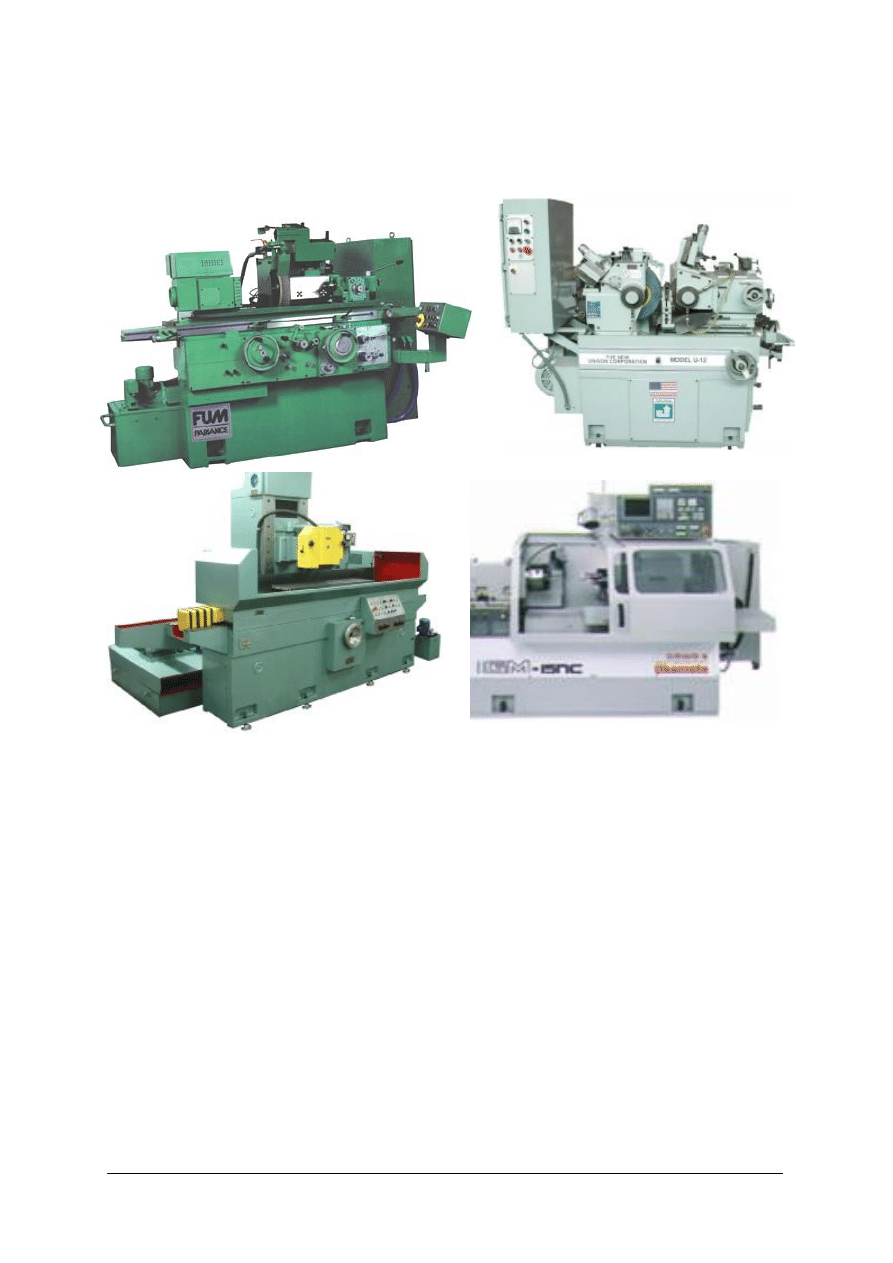
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
Szlifowanie odbywa się na obrabiarkach, zwanych szlifierkami, których budowa uzależniona
jest od przeznaczenia szlifierki. Tak więc można mówić o szlifierkach do wałków, otworów,
płaszczyzn, kół zębatych, gwintów i innych specjalistycznych.
Rys. 71. Szlifierki: a) kłowa do wałków, b) bezkłowa do wałków, c) do płaszczyzn, d) do otworów [16]
Rozróżnia się następujące rodzaje szlifierek:
–
ogólnego przeznaczenia,
–
specjalizowane,
–
specjalne.
Do szlifierek ogólnego przeznaczenia zalicza się: szlifierki do wałków, szlifierki do
otworów i szlifierki do płaszczyzn. Szlifierki do wałków dzieli się na kłowe i bezkłowe.
W szlifierkach kłowych przedmiot ustala się w kłach wrzeciennika i konika lub w uchwycie
szczękowym. Wrzeciono nadaje obrabianemu przedmiotowi ruch obrotowy za pośrednictwem
zabieraka lub uchwytu. Ściernica zamocowana na drugim wrzecionie także wykonuje
w czasie szlifowania ruch obrotowy.
Szlifierki do otworów dzieli się na zwykłe, planetarne i bezkłowe. Szlifierki zwykłe do
otworów są budowane w dwóch zasadniczych odmianach:
–
w których wrzeciennik ściernicy umieszczony na suporcie wykonuje ruch wzdłużny,
prostoliniowo-zwrotny,
–
w których wrzeciennik przedmiotu obrabianego wykonuje ruch wzdłużny, prostoliniowo
- zwrotny.
Szlifierki do płaszczyzn są stosowane do szlifowania płaskich powierzchni zewnętrznych.
Mogą mieć one oś wrzeciona ustawioną poziomo lub pionowo. Niezależnie od tego stół
a)
b)
c)
d)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
szlifierki do płaszczyzn może wykonywać ruchy postępowo-zwrotne lub obrotowe. Wynika
z tego podział na szlifierki:
–
z poziomą osią wrzeciona i stołem wykonującym ruch postępowo-zwrotny,
–
z poziomą osią wrzeciona i stołem wykonującym ruch obrotowy,
–
z pionową osią wrzeciona i stołem wykonującym ruch postępowo-zwrotny,
–
z pionową osią wrzeciona i stołem wykonującym ruch obrotowy.
Opierając się na powyższej klasyfikacji sposoby szlifowania można podzielić na:
–
szlifowanie wałków (zewnętrznych powierzchni obrotowych); operacja ta realizowana
jest na szlifierkach do wałków, przy czym w zależności od kierunku ruchu narzędzia
i przedmiotu możemy wyróżnić:
•
szlifowanie wzdłużne - kiedy przedmiot wykonuje ruch wzdłuż ściernicy,
•
szlifowanie wgłębne - kiedy w trakcie obróbki ściernica wykonuje ruch posuwowy
prostopadły do powierzchni wałka (w głąb materiału),
•
szlifowanie kształtowe - kiedy w trakcie obróbki ściernica wykonuje ruch posuwowy
prostopadły do powierzchni wałka, a kształt ściernicy odzwierciedlony jest na
przedmiocie obrabianym,
•
szlifowanie bezkłowe - szlifierka bezkłowa posiada dwie ściernice, skrawającą
służącą do obróbki materiału i prowadzącą, która skręcona jest zazwyczaj pod kątem
do poziomu, rozkład prędkości stąd wynikający i siły tarcia między tą ściernicą
i przedmiotem powodują przemieszczanie przedmiotu w strefie obróbki - podkreślić
należy, że w trakcie tego szlifowania przedmiot nie jest mocowany do żadnych
elementów szlifierki,
–
szlifowanie otworów - operacja ta realizowana jest na szlifierkach do otworów, przy
czym wyróżnić można:
•
szlifowanie otworów wzdłużne,
•
szlifowanie otworów poprzeczne, kiedy ruch przedmiotu powoduje sukcesywne
zagłębianie narzędzia w materiał obrabiany,
•
szlifowanie planetarne stosowane dla otworów o większych średnicach - ściernica
„obiega” szlifowany otwór, przedmiot nie wykonuje żadnego ruchu, stąd ten sposób
szlifowania stosowany jest szczególnie dla przedmiotów o dużych wymiarach
gabarytowych,
•
szlifowanie bezkłowe otworów,
–
szlifowanie płaszczyzn - operacja ta realizowana jest na szlifierkach do płaszczyzn, przy
czym wyróżnić można:
•
szlifowanie płaszczyzn obwodowo - prostoliniowe,
•
szlifowanie obwodowe obrotowe - w przypadku, kiedy przedmiot zamocowany jest
na stole obrotowym,
•
szlifowanie czołowe prostoliniowe,
•
szlifowanie czołowe obrotowe - w przypadku mocowania przedmiotu na stole
obrotowym,
–
szlifowanie specjalne, do którego można zaliczyć, np. szlifowanie powierzchni
śrubowych, szlifowanie kół zębatych, przecinanie ściernicami.
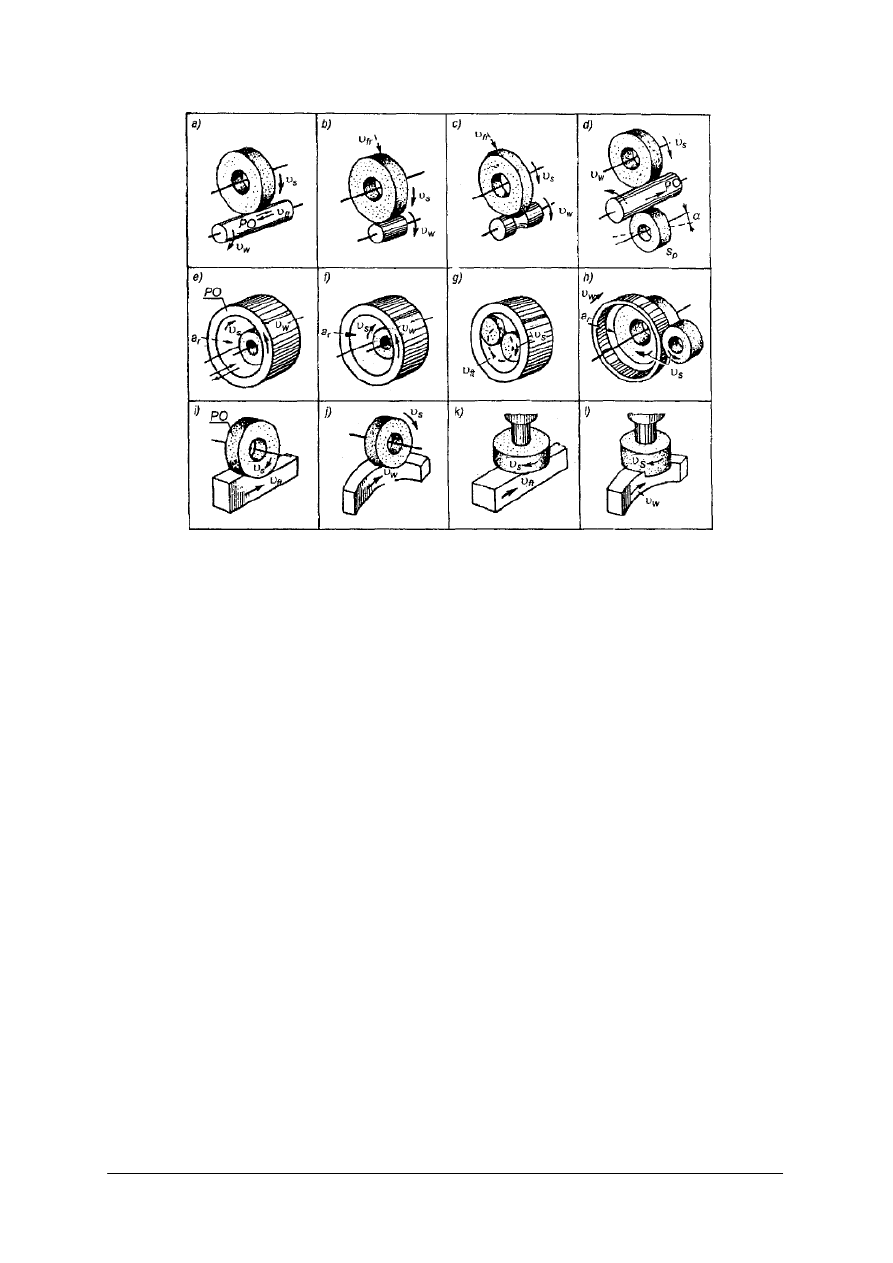
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
Rys. 72. Klasyfikacja sposobów szlifowania: a) szlifowanie wałków wzdłużne, b) wgłębne,
c) kształtowe, d) bezkłowe, e) szlifowanie otworów wzdłużne, f) poprzeczne, g) planetarne,
h) bezkłowe, i) szlifowanie płaszczyzn obwodowe prostoliniowe, j) obrotowe, k) czołowe,
l) obrotowe [6, s. 130]
Narzędziem skrawającym, zwykle w kształcie regularnej bryły obrotowej, służącym do
szlifowania różnych materiałów, np. metali, szkła, tworzyw sztucznych jest ściernica.
Ściernica składa się z materiału ściernego związanego w bryłę spoiwem. Najbardziej
rozpowszechnione są ściernice ze spoiwem ceramicznym. Najważniejszymi cechami
eksploatacyjnymi ściernic są: rodzaj i gatunek materiału ściernego, wielkość ziarna oznaczana
numerem (im większy numer, tym drobniejsze ziarno), rodzaj spoiwa i twardość (określająca
siłę, z jaką ziarna związane są z podłożem) oraz struktura, określana umownym numerem
zależnym od procentowego udziału objętości materiału ściernego w objętości ściernicy.
Na objętość ściernicy składają się objętości materiału ściernego, spoiwa i porów.
Przy doborze materiału ściernicy przyjmuje się zasadę, że twarde materiały szlifuje się
miękką ściernicą i na odwrót. Wyjątkiem są takie materiały, jak miękki brąz, ciągliwy
mosiądz, do których używa się ściernic miękkich.
Najczęściej stosowanymi materiałami ściernymi są:
–
korund naturalny lub syntetyczny, nazywany elektrokorundem,
–
karborund, czyli węglik krzemu,
–
diament naturalny lub sztuczny,
–
regularny azotek boru (borazon, elbor, kubonit).
Spoiwa ściernic mogą być: ceramiczne, krzemowe, gumowe, żywiczne, szelakowe
i magnezytowe. Ściernice dzieli się na nasadzane i trzpieniowe, a ich kształt zależy od
przeznaczenia.
Kształty i wymiary narzędzi ściernych dobiera się w zależności od ich przeznaczenia,
a w szczególności od kształtu i wymiarów przedmiotu obrabianego oraz odmiany i sposobu
szlifowania. Podział narzędzi ściernych konwencjonalnych obejmuje trzy podstawowe grupy:
ściernice T, segmenty ścierne S oraz osełki ścierne O.
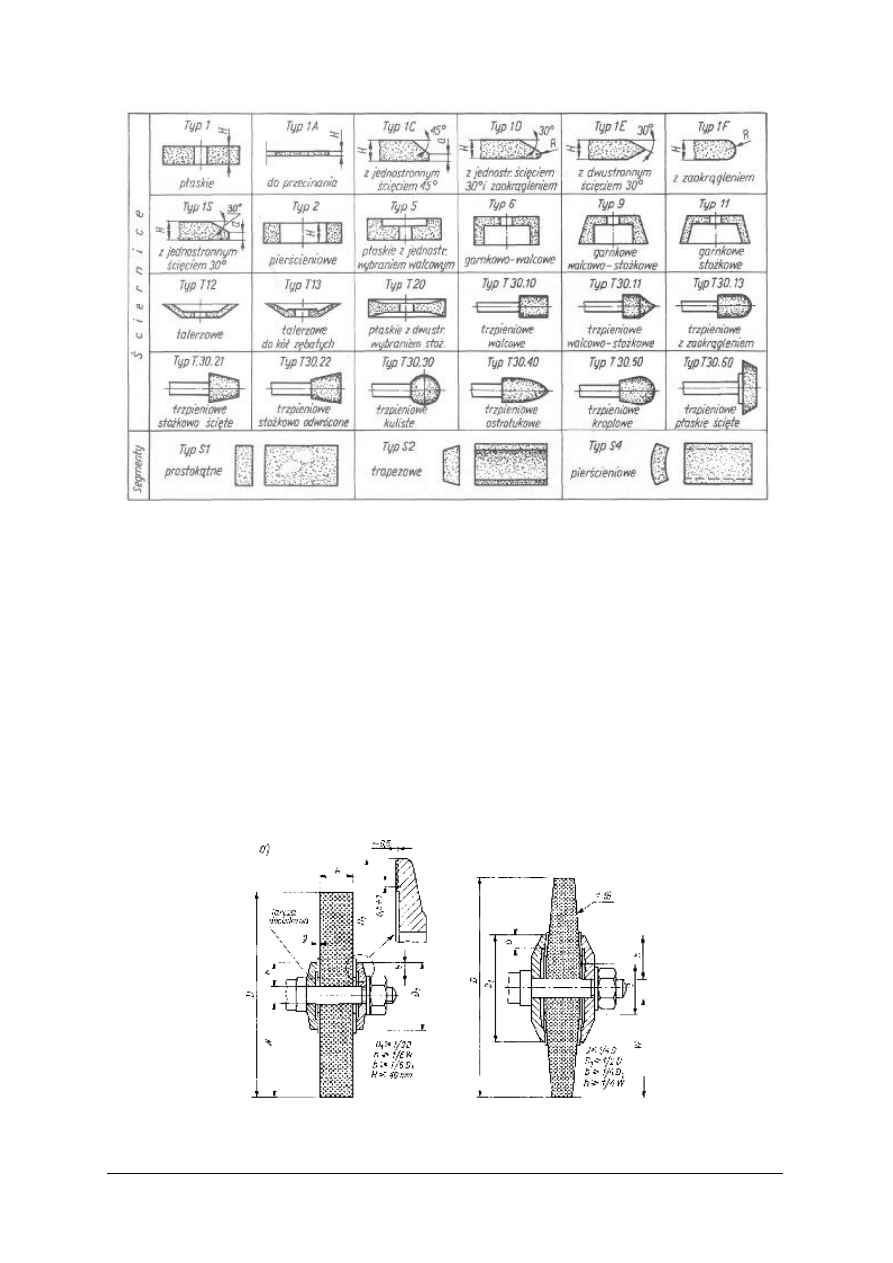
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
Rys. 73. Rodzaje ściernic [4, s. 278]
Prawidłowe zamocowanie i wyrównoważenie ściernicy jest niezbędne do poprawnego
przebiegu procesu szlifowania z uwagi na uzyskanie wysokiej dokładności wymiarów
i kształtów, niskiej chropowatości oraz bezpieczeństwa pracy. Przed przystąpieniem do
wykonania tych czynności należy dokonać próby dźwiękowej na pęknięcia. Po upewnieniu
się, że ściernica nie ma pęknięć, można przystąpić do jej mocowania i wyrównoważania.
Sposób mocowania ściernicy jest zależny od jej wielkości i kształtu oraz dokładności
szlifierki. Mocowanie ściernic na wrzecionie szlifierki jest dokonywane bezpośrednio za
pomocą tarcz dociskowych lub pośrednio za pomocą opraw. Ściernice o małym otworze
wewnętrznym d
≤
0,2 D średnicy zewnętrznej i pracujące przy maksymalnych prędkościach
obwodowych 25 - 30 m/s w szlifierkach o przeciętnym stopniu dokładności są na ogół
mocowane za pomocą tarcz dociskowych. Natomiast ściernice o dużych otworach
wewnętrznych przeznaczone do pracy w szlifierkach o podwyższonym i wysokim stopniu
dokładności są mocowane w oprawach umożliwiających wyrównoważanie statyczne
i dynamiczne.
Rys. 74. Przykłady zamocowania ściernic za pomocą tarcz dociskowych: a) ściernicy płaskiej, b) ściernicy
dwustożkowej symetrycznej [1, s. 358]
b)
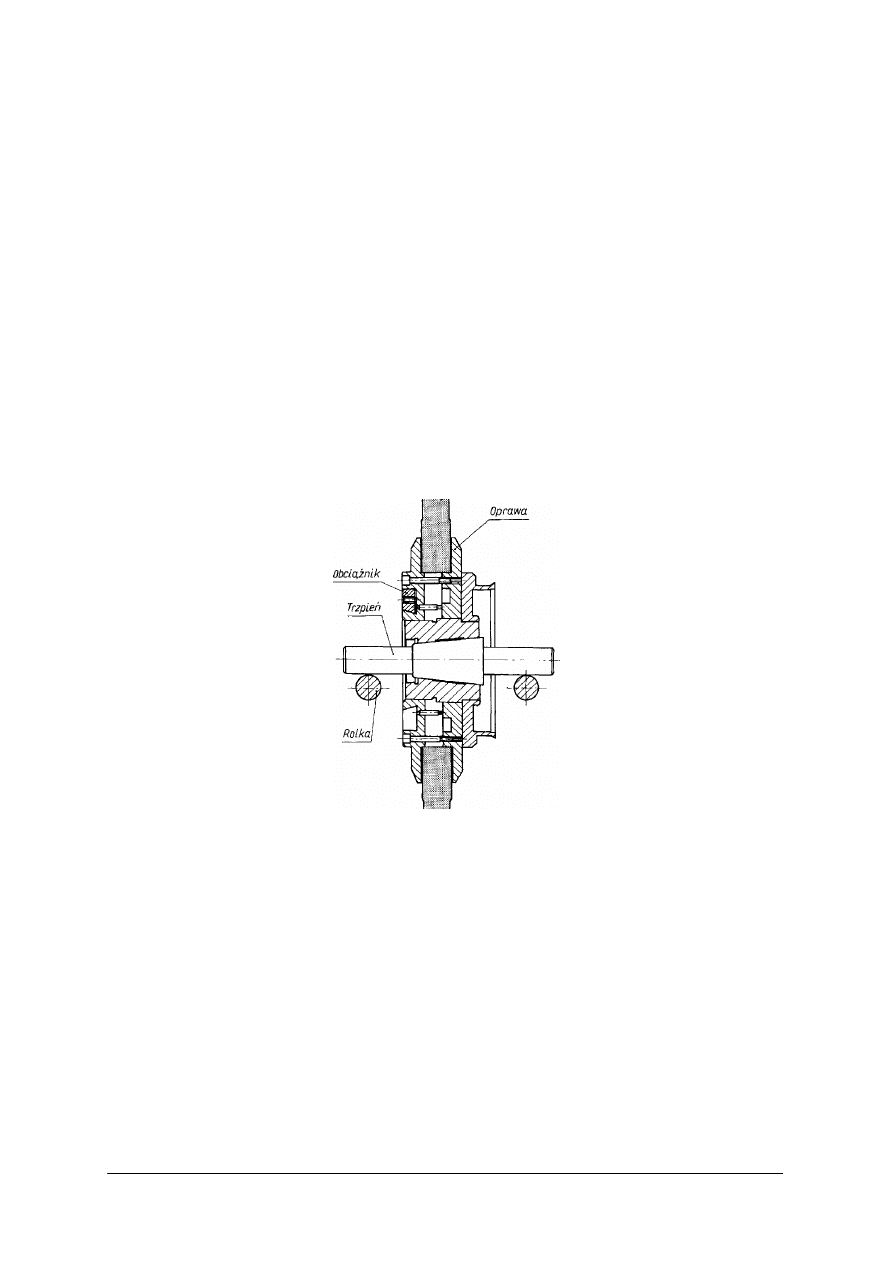
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
Duże prędkości obrotowe ściernic powodują, że jakość szlifowania zależy w znacznym
stopniu od ich prawidłowego wyrównoważenia. Wyrównoważanie statyczne odbywa się na
wyważarkach statycznych, przyrządach, w których najważniejszymi elementami są poziome
równoległe pryzmy lub wałki, urządzeniach krążkowych, wagach, a także za pomocą
stroboskopu. Wszystkie te urządzenia umożliwiają przybliżone wyznaczenie położenia środka
masy ściernicy, a wyrównoważenie polega na jak najdokładniejszym sprowadzeniu go do osi
obrotu w jednej płaszczyźnie korekcyjnej prostopadłej do osi obrotu. Po umieszczeniu
ściernicy z oprawą zamontowaną na dokładnym trzpieniu w przyrządzie mającym dwie
okrągłe prowadnice, umieszczone dokładnie poziomo, ściernica (wahając się kątowo) ustawia
się w pozycji, w której jej środek masy zajmuje położenie najniższe pod osią obrotu.
W ogólnym przypadku sprowadzenie środka masy ściernicy do osi obrotu polega na ujęciu
masy po stronie jej środka względem osi obrotu lub przez dodanie masy po stronie
przeciwnej. W przypadku ściernicy zamocowanej w oprawie do zmiany środka masy służą
przesuwne obciążniki mocowane w pierścieniowym rowku o przekroju równoramiennego
trapezu. Poprzez odpowiednie przesunięcia kątowe obciążników można sprowadzić środek
masy ścienicy z oprawką do osi obrotu trzpienia. Ściernicę uważa się za wyrównoważoną,
jeżeli po kolejnych wychyleniach z położenia równowagi zatrzymuje się w dowolnych
położeniach i nie wykazuje tendencji do obracania się.
Rys. 75. Przykład ściernicy z oprawą umieszczoną na rolkach walcowych przyrządu do wyrównoważania
statycznego [1, s. 359]
Wyrównoważenie dynamiczne polega na takim dodatkowym obciążeniu obsady lub
wrzeciona ściernicy, aby główna oś bezwładności ściernicy pokrywała się z osią obrotu i nie
powstawał moment pochodzący od sił bezwładności wirujących mas. Do wyrównoważania
dynamicznego stosuje się obecnie specjalne urządzenia wbudowane we wrzeciona ściernicy,
które umożliwiają samoczynne wyrównoważanie podczas pracy obrabiarki.
W celu zachowania prawidłowego kształtu i dobrych właściwości skrawających ściernice
są okresowo obciągane (ostrzone). Do obciągania ściernic stosuje się ostrza diamentowe
osadzane w oprawkach specjalnych przyrządów mocowanych na wrzeciennikach ściernic lub
stołach szlifierki. Przyrządy te są przystosowane do obciągania (diamentowania) ręcznego lub
automatycznego. Na szlifierkach są stosowane także urządzenia do czynnej kontroli wymia-
rów przedmiotu podczas wykonywania go na obrabiarce. Najczęściej są stosowane wychylne
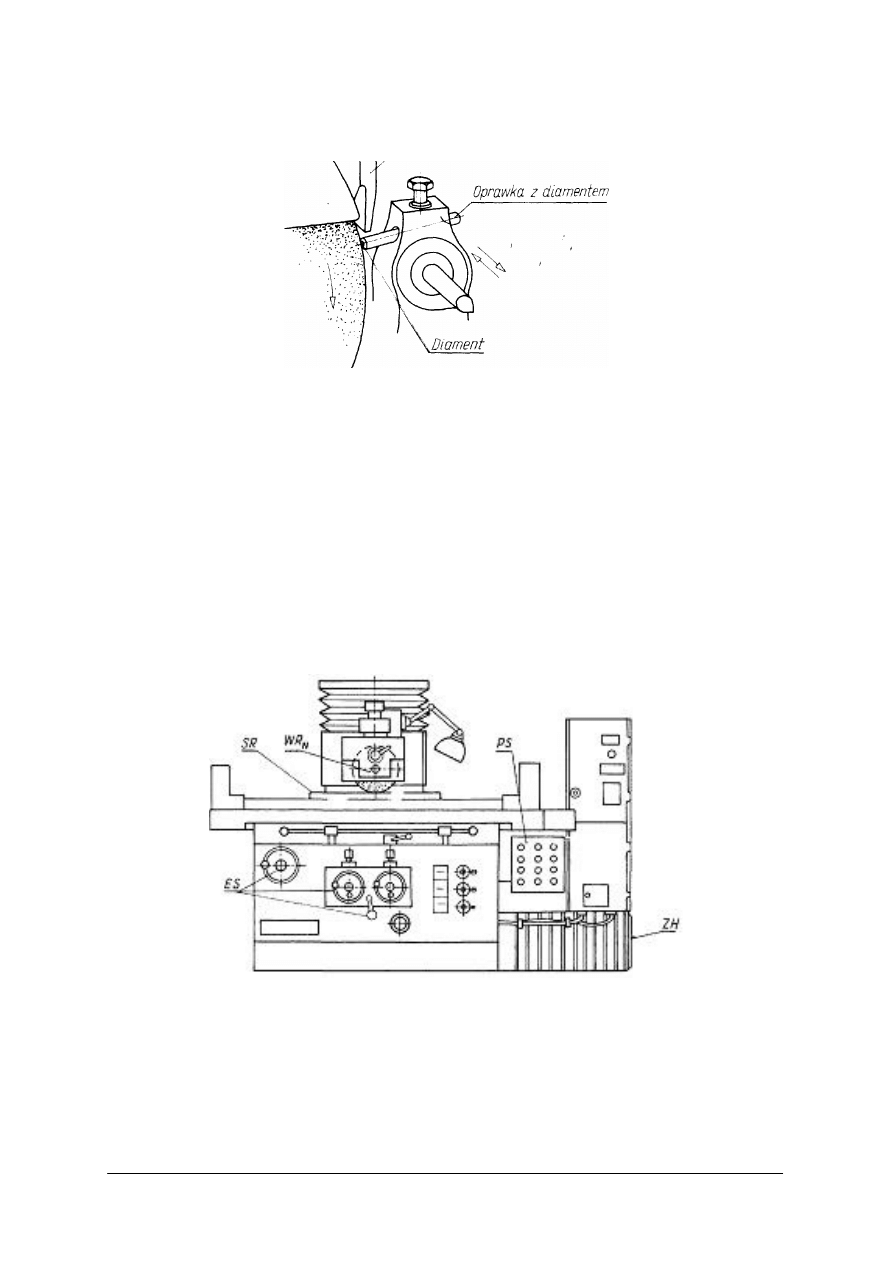
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
przyrządy z głowicami pneumatycznymi (mocowanymi do osłony ściernicy) lub wysuwne
głowice pomiarowe mocowane na stołach szlifierek.
Rys. 76. Wyrównywanie ściernic diamentem [4, s. 279]
Szlifierki do płaszczyzn są przeznaczone do wykańczającej obróbki powierzchni płaskich
lub kształtowych przy zastosowaniu ściernic pracujących powierzchnią obwodową lub
czołową. Do najbardziej rozpowszechnionych odmian szlifierek do płaszczyzn należą
szlifierki ze stołem prostokątnym przystosowane do szlifowania obwodowego. W większości
takich szlifierek stół wykonuje jedynie przesuw wzdłużny, natomiast przesuw poprzeczny
i pionowy wykonuje wrzeciono ściernicy. Wielkościami charakterystycznymi szlifierek do
płaszczyzn ze stołem prostokątnym są długość, szerokość i wysokość szlifowania, natomiast
szlifierek ze stołem obrotowym - średnica stołu i wysokość szlifowania. Szlifierki ze stołem
obrotowym mogą być przystosowane zarówno do szlifowania obwodem, jak i czołem
ściernicy. Szlifierki obwodowe najczęściej są stosowane do obróbki drobnych przedmiotów
mocowanych na powierzchni magnetycznego stołu.
Rys. 77. Szlifierka do płaszczyzn ze stołem prostokątnym pracująca obwodem ściernicy: SR - stół roboczy,
WR
N
- wrzeciono ściernicy, ES - elementy sterowania ręcznego, PS - pulpit sterowniczy, ZH - zasilacz
hydrauliczny [8, s. 328]
Szlifowanie płaszczyzn na szlifierkach może odbywać się obwodową powierzchnią ściernicy
tarczowej lub czołową powierzchnią ściernicy garnkowej. Podczas szlifowania konieczne jest
intensywne chłodzenie.
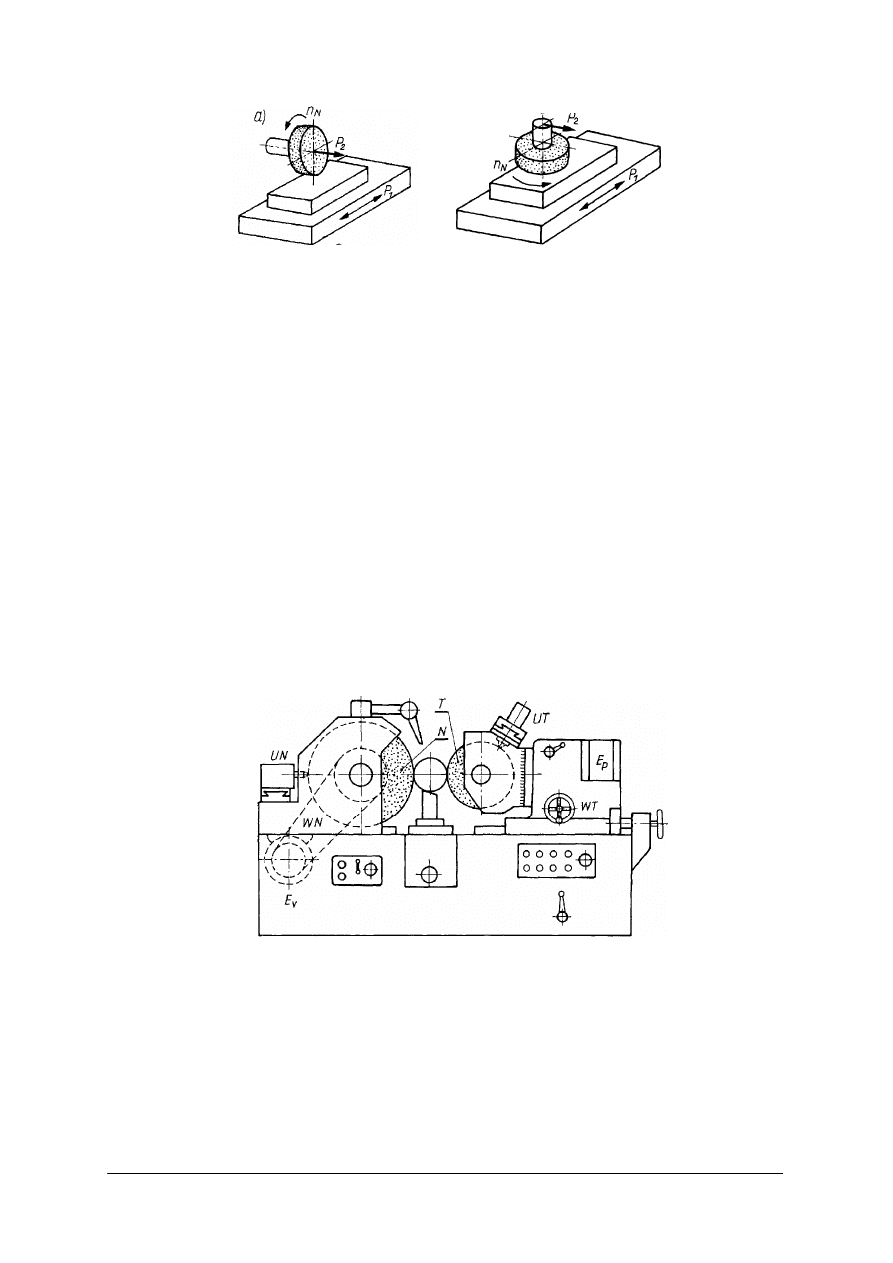
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
Rys. 78. Szlifowanie płaszczyzn: a) obwodowe, b) czołowe [8, s. 327]
W celu uniknięcia nadmiernego nagrzewania się przedmiotu obrabianego i zwiększenia
wydajności obróbki w nowoczesnych szlifierkach stosuje się małe głębokości skrawania,
natomiast duże prędkości posuwu wzdłużnego i duże przesuwy poprzeczne. Wyższą
dokładność obróbki zapewnia szlifowanie obwodowe, większą zaś wydajność obróbki –
szlifowanie czołowe.
Podczas szlifowania płaszczyzn bardzo często przedmiot mocowany jest na stole
magnetycznym obrabiarki. Stół ten działa jak elektromagnes, położenie przedmiotu
i włączenie zasilania prądem powoduje mocowanie przedmiotu. Ten sposób mocowania
przedmiotu jest bardzo szybki, lecz należy zwrócić uwagę, aby siły szlifowania (szczególnie
siła obwodowa) nie przekroczyły wartości sił mocujących przedmiot do stołu; oprócz tego
można stosować klasyczne sposoby mocowania przedmiotu, podobnie jak podczas operacji
frezarskich.
Szlifowanie wałków dzieli się na kłowe i bezkłowe. Szlifierki bezkłowe są przeznaczone
do szlifowania przelotowego przedmiotów walcowych oraz do szlifowania wgłębnego
wałków kształtowych bez mocowania tych przedmiotów w kłach. Szlifierki te mają
stosunkowo prostą budowę oraz sztywne podparcie przedmiotu i odznaczają się dużą
wydajnością obróbki oraz łatwością automatyzacji.
Rys. 79. Schemat budowy szlifierki bezkłowej do wałków: WN - wrzeciennik ściernicy roboczej,
WT - wrzeciennik tarczy prowadzącej, UN, UT - urządzenia do obciągania ściernicy roboczej
i tarczy prowadzącej, Ev, Ep - silniki napędowe ściernicy roboczej i tarczy prowadzącej,
N - ściernica robocza, T - tarcza prowadząca [8, s. 324]
W szlifierkach tych ściernica robocza i tarcza prowadząca mają niezależne napędy, przy
czym tarcza prowadząca ma regulowaną prędkość obrotową. Obydwa wrzecienniki (niekiedy
tylko wrzeciennik tarczy prowadzącej) mogą być przesuwane poprzecznie i są wyposażone
w oddzielne urządzenia do obciągania ściernicy roboczej i tarczy prowadzącej (ściernicy
b)
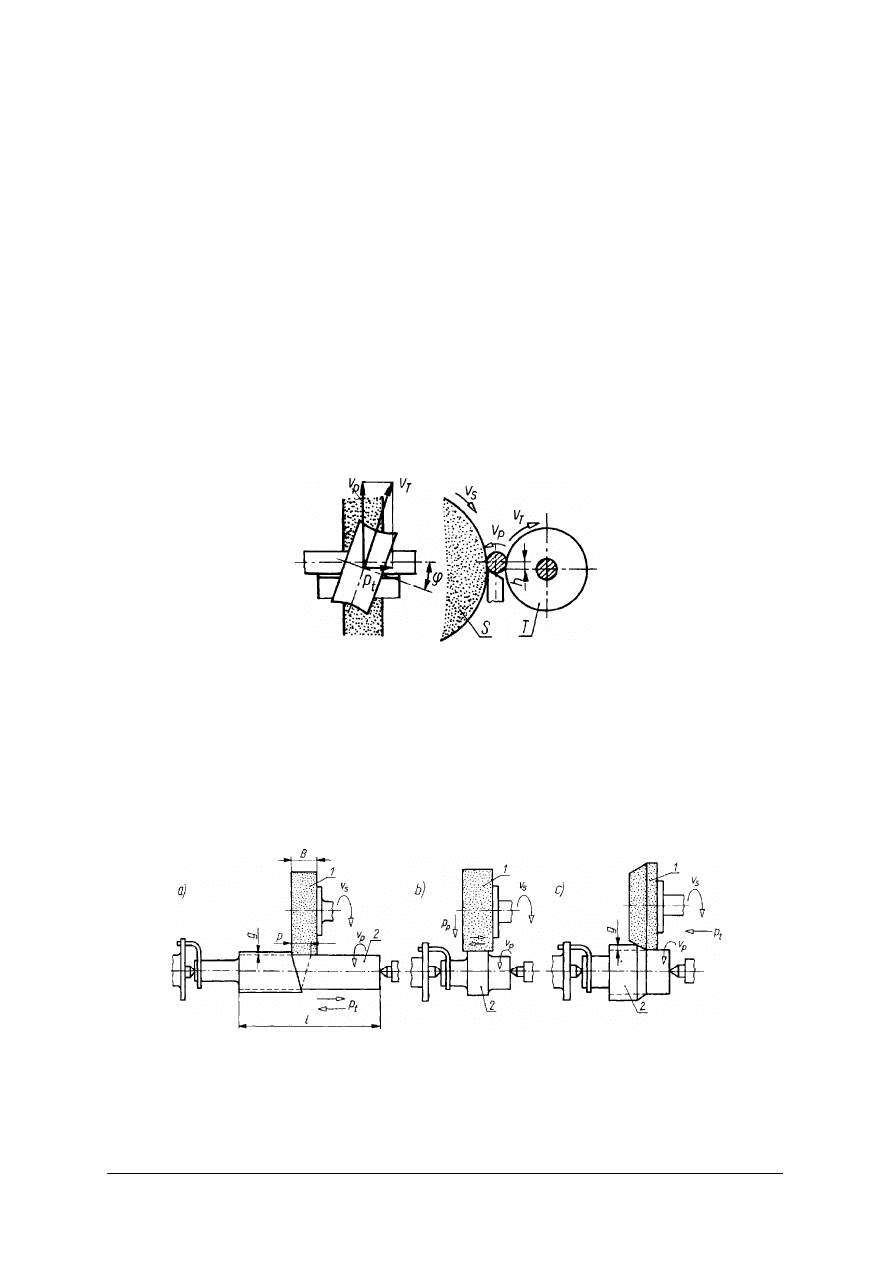
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
posuwowej). Podczas obciągania tarczy prowadzącej nadaje się lekko wklęsły zarys, aby
zapewnić jej liniowy styk z przedmiotem (ze względu na pochylenie osi pod kątem).
Przedmiot znajduje się między dwoma ściernicami i podparty jest od spodu podtrzymką.
Skręcenie ściernicy prowadzącej umożliwia zarówno obrót jak i przesuw wzdłużny
przedmiotu szlifowanego. Duża (w porównaniu do konwencjonalnego szlifowania) szerokość
ściernic wynosząca średnio 500 mm powoduje, że naddatek szlifowany może być w jednym
przejściu przedmiotu między ściernicami szlifierki. Opisany sposób szlifowania nosi nazwę
szlifowania bezkłowego przelotowego - odległość między ściernicami w trakcie obróbki nie
ulega zmianie. Ten sposób szlifowania nadaje się przede wszystkim do szlifowania wałków
gładkich. Można również stosować szlifowanie bezkłowe wgłębne, w przypadku kiedy
w trakcie obróbki ściernice są dosuwane do siebie - lecz w takim przypadku wydajność
procesu zmniejsza się w stosunku do szlifowania przelotowego. Szlifowanie to można
stosować również do wałków stopniowych.
Zaletą bezkłowego szlifowania wałków, w porównaniu ze szlifowaniem kłowym, jest większa
wydajność obróbki ze względu na uniknięcie strat czasu na wykonanie nakiełków oraz na
umocowanie przedmiotu na obrabiarce.
Rys. 80. Zasada bezkłowego szlifowania wałka [4, s. 278]
Szlifowanie kłowe ma miejsce wówczas, gdy szlifowany wałek jest ustalony w kłach.
Rozróżnia się szlifowanie kłowe z posuwem wzdłużnym oraz z posuwem poprzecznym, czyli
tzw. szlifowanie wgłębne. W tych odmianach szlifowania kłowego wałków ściernica
wykonuje ruch główny z prędkością obwodową, a przedmiot obrabiany – ruch posuwowy
obrotowy. Szlifowanie w kłach jest metodą uniwersalną, zapewniającą osiągnięcie dużej
dokładności powierzchni szlifowanej.
Rys. 81. Odmiany szlifowania kłowego: a) wzdłużne, b) wgłębne, c) głębokie [4, s. 275]
Szlifowanie z posuwem wzdłużnym jest metodą najbardziej rozpowszechnioną.
W zależności od konstrukcji szlifierki przedmiot lub ściernica wykonuje ruch wzdłużny
w obydwie strony. Poprzeczny posuw ściernicy występuje w punktach zwrotnych posuwu
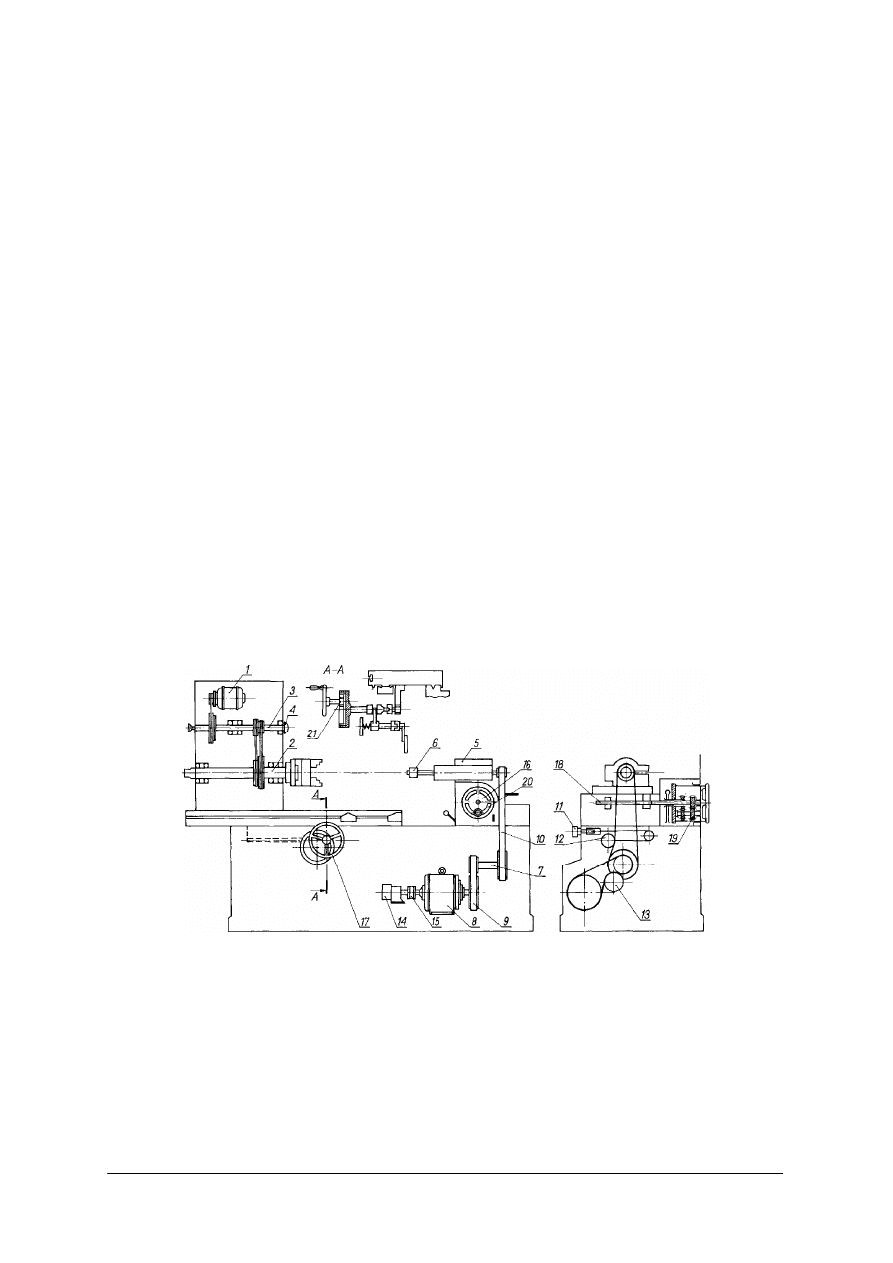
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
wzdłużnego. Mechanizm połączenia stołu (lub ściernicy) jest sterowany zderzakami. Metoda
ta nadaje się szczególnie do szlifowania długich i gładkich wałów. W obróbce wałów
stopniowych należy szczególnie przestrzegać prawidłowości wykonania nakiełków
i dokładności nastawienia zderzaków.
Szlifowanie z posuwem poprzecznym (wgłębne) stosuje się do obróbki powierzchni nie
dłuższych niż 200 mm. Posuw poprzeczny w szlifowaniu wgłębnym jest wykonywany
ruchem jednostajnym i wynosi w szlifowaniu wstępnym 0,0025 - 0,02 mm, a w szlifowaniu
wykańczającym 0,001 - 0,12 mm na jeden obrót wałka. Znaczne zwiększenie wydajności przy
tym sposobie szlifowania można osiągnąć przez jednoczesną obróbkę powierzchni obrotowej
i czołowej. Ściernica osadzona na wrzecionie pochylonym (zwykle 45°) do osi obrabianego
przedmiotu jest tak ukształtowana, żeby jednocześnie były obrabiane cała powierzchnia
walcowa i czołowa przedmiotu. Szlifowanie głębokie jest stosowane w przypadku usuwania
grubszych warstw materiału za jednym przejściem ściernicy. W tym przypadku ściernica jest
ścięta na stożek lub ma kilka stopni walcowych. Szlifowanie głębokie jest bardzo wydajną
odmianą szlifowania wałków o dużej sztywności.
Przeznaczeniem szlifierek do otworów jest wykańczająca obróbka otworów walcowych
i stożkowych oraz powierzchni czołowych szlifowanych przedmiotów. Ruch główny
wykonuje ściernica osadzona na trzpieniu zamocowanym we wrzecionie ściernicy, natomiast
ruch posuwowy obwodowy wykonuje przedmiot obrabiany zamocowany w uchwycie
osadzonym na końcówce wrzeciona przedmiotu. Szlifierki do otworów dzieli się na zwykłe,
planetarne i bezkłowe. Szlifierki zwykłe do otworów są budowane w dwóch zasadniczych
odmianach:
– w których wrzeciennik ściernicy umieszczony na suporcie wykonuje ruch wzdłużny,
prostoliniowo-zwrotny,
– w których wrzeciennik przedmiotu obrabianego wykonuje ruch wzdłużny, prostoliniowo -
zwrotny.
Rys. 82. Schemat kinematyczny szlifierki do otworów: 1 - silnik elektryczny, 2 - wrzeciono przedmiotu,
3 - wałek, 4 - dźwignia do ręcznej zmiany obrotów wrzeciona, 5 - wrzeciennik ściernicy,
6 - ściernica, 7 - wał przekładni, 8 - silnik do napędu ściernicy, 9, 10 - przekładnia pasowa.
11 - nakrętka do regulacji naprężenia pasa, 12, 13 - naprężacze pasów, 14 - pompa hydrauliczna, 15 -
sprzęgło, 16 - kółko do ręcznego dosuwu ściernicy, 17 - kółka do ręcznego przesuwu stołu, 18 - śruba
pociągowa, 19 - przekładnia planetarna, 20 - sprzęgło przekładni planetarnej, 21 - przekładnia
redukcyjna do wzdłużnego przesuwu stołu [4, s. 273]
Przedmiot obrabiany mocuje się w uchwycie samocentrującym. Wrzeciono przedmiotu
jest napędzane silnikiem elektrycznym, poprzez zespół przekładni pasowych. Wrzeciono
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
może obracać się z czterema różnymi prędkościami obrotowymi, dzięki sprzęgnięciu
odpowiedniej pary kół pasowych za pomocą dźwigni umieszczonej na wałku. Przesuw stołu
może być wykonywany ręcznie (przez pokręcanie kółkiem) lub za pomocą urządzenia
hydraulicznego. Obrabiarka umożliwia szlifowanie przedmiotów stożkowych, dzięki skrętowi
wrzeciennika przedmiotu na saniach wokół osi pionowej w granicach od +10° do -10°.
Wrzeciono ściernicy jest napędzane odrębnym silnikiem elektrycznym, poprzez przekładnię
pasową, wałek i przekładnię pasową. Suport, na którym jest umieszczony wrzeciennik, ma
możność przesuwu w kierunku prostopadłym do osi przedmiotu szlifowanego. Przesuw
odbywa się za pośrednictwem śruby pociągowej przy pokręcaniu kółka. Kółko to służy
również do ręcznego dosuwu tarczy ściernej za pomocą przekładni planetarnej. Dosuw
ściernicy może być dokonywany także mechanicznie podczas powrotnego ruchu stołu. Szybki
ręczny przesuw ściernicy odbywa się sprzęgłem, po unieruchomieniu przekładni.
Przy szlifowaniu zwykłym otworów zamocowany w uchwycie samocentrującym
przedmiot wykonuje ruch obrotowy dookoła swej osi, a wszystkie pozostałe ruchy wykonuje
ściernica. Szlifowanie planetarne stosuje się w przypadku, gdy przedmiot obrabiany nie jest
bryłą obrotową. Wtedy przedmiot obrabiany nie wykonuje żadnego ruchu, a wszystkie ruchy
łącznie z obrotem ściernicy dookoła osi szlifowanego otworu wykonuje ściernica.
Szlifowanie bezuchwytowe otworów jest stosowane przy masowym szlifowaniu powierzchni
wewnętrznych pierścieni. Przedmiot obrabiany jest podparty na rolce i dociskany do tarczy
prowadzącej za pośrednictwem drugiej rolki. Normalną pracę szlifowania wykonuje ściernica.
Rys. 83. Przykłady zabiegów wykonywanych na szlifierkach do otworów: a) szlifowanie otworu cylindrycznego
przelotowego, b) szlifowanie otworu stożkowego, c) szlifowanie otworu cylindrycznego
nieprzelotowego, d) szlifowanie czoła przedmiotu [8, s. 325]
Obróbka szlifowaniem wymaga obfitego chłodzenia, które zapobiega nagrzewaniu się
szlifowanej powierzchni i jej przypaleniu, grożącemu utratą twardości i zniszczeniem
struktury warstwy wierzchniej przedmiotu. W celu oddzielenia zanieczyszczeń od
spływającej do zbiornika cieczy chłodzącej stosuje się różnego rodzaju filtry, np.
magnetyczne.
Przy wykonywaniu operacji szlifowania należy pamiętać o właściwym doborze
parametrów skrawania. Prędkość obwodową ściernicy przyjmuje się zależnie od żądanej
chropowatości powierzchni i dokładności szlifowanej części. Prędkość ta musi być też
odpowiednio dobrana do rodzaju spoiwa ściernicy, jej twardości i ziarnistości.
W przeciętnych warunkach prędkość obwodowa ściernicy wynosi 15 - 35 m/s. Dla ściernic
twardych należy stosować mniejsze prędkości, by nie powodować nadmiernego nagrzewania
szlifowanej części. W przypadku stosowania miękkich ściernic i małych głębokości
szlifowania przyjmuje się większe prędkości obwodowe, aby zapobiec nadmiernemu
zużywaniu się ściernic. Dla niektórych ściernic można prędkość obwodową zwiększyć nawet
do 70 m/s.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
65
Wiercenie i wiertarki
Wiertarki są to obrabiarki przeznaczone do obróbki otworów przy zastosowaniu narzędzi
wykonujących obrotowy ruch główny i prostoliniowy ruch posuwowy. Wielkościami
charakteryzującymi wszystkie wiertarki są: maksymalna średnica otworu wierconego oraz
prędkość obrotowa wrzeciona. Podstawowym zabiegiem obróbkowym wykonywanym na
wiertarkach jest wiercenie otworów walcowych przy użyciu wierteł krętych (spiralnych).
Na wiertarkach często są również wykonywane zabiegi rozwiercania otworów za pomocą
rozwiertaków, pogłębianie otworów przy zastosowaniu pogłębiaczy czołowych lub
stożkowych oraz gwintowanie otworów za pomocą gwintowników maszynowych.
Rys. 84. Podstawowe zabiegi obróbkowe wykonywane na wiertarkach: a) wiercenie otworu wiertłem krętym,
b) rozwiercanie otworu rozwiertakiem, c) pogłębianie otworu, d} gwintowanie otworu gwintownikiem
[4, s. 264]
Do wiercenia otworów stosuje się wiertarki ręczne (przenośne) oraz wiertarki stałe. Do grupy
wiertarek stałych ogólnego przeznaczenia zalicza się:
–
wiertarki stołowe i słupowe,
–
wiertarki stojakowe,
–
wiertarki promieniowe,
–
wiertarki wielowrzecionowe,
–
wiertarki rewolwerowe,
–
wiertarki do głębokich otworów.
Wiertarki stołowe są przeznaczone do wykonywania niewielkich otworów (do Ø 16 mm).
Wrzeciono wiertarki stołowej jest napędzane silnikiem elektrycznym poprzez przekładnię
pasową z kołami stopniowymi. Natomiast ruch posuwowy wrzeciona, które jest
ułożyskowane w wysuwnej tulei, jest dokonywany ręcznie za pomocą dźwigni obracającej
koło zazębiające się z zębatką tulei wrzeciona.
Wiertarki słupowe są stosowane do wiercenia otworów o średnicach do 40 mm. Wiertarki
te mają wrzeciennik osadzony na kolumnie (słupie), na której umocowany jest też stół
przestawny w kierunku pionowym. Wrzeciono ma pasowy napęd ruchu głównego oraz ręczny
lub mechaniczny napęd ruchu posuwowego. Lekkie typy wiertarek słupowych są ustawiane -
podobnie jak wiertarki stołowe - na stołach ślusarskich, montażowych itp. Natomiast odmiany
cięższe mają wyższą kolumnę nośną i są ustawiane na poziomie podłogi warsztatu lub hali
produkcyjnej.
Wiertarki stojakowe są przeznaczone do wykonywania otworów o średnicy do 80 mm
w produkcji jednostkowej i małoseryjnej. Korpusem nośnym takiej wiertarki jest sztywny
stojak, na którym są umieszczone zespoły napędowe. Wiertarka stojakowa składa się ze
stojaka – korpusu, do którego w górnej jego części przymocowana jest skrzynka prędkości
umożliwiająca zmiany prędkości obrotowej wrzeciona wiertarki. Po prowadnicach stojaka
przemieszcza się wrzeciennik, w którym znajduje się skrzynka posuwów umożliwiająca
dobór właściwej prędkości posuwu narzędzia. Przedmiot mocowany jest na stole wiertarki,
który ma również możliwość pionowego przemieszczania.
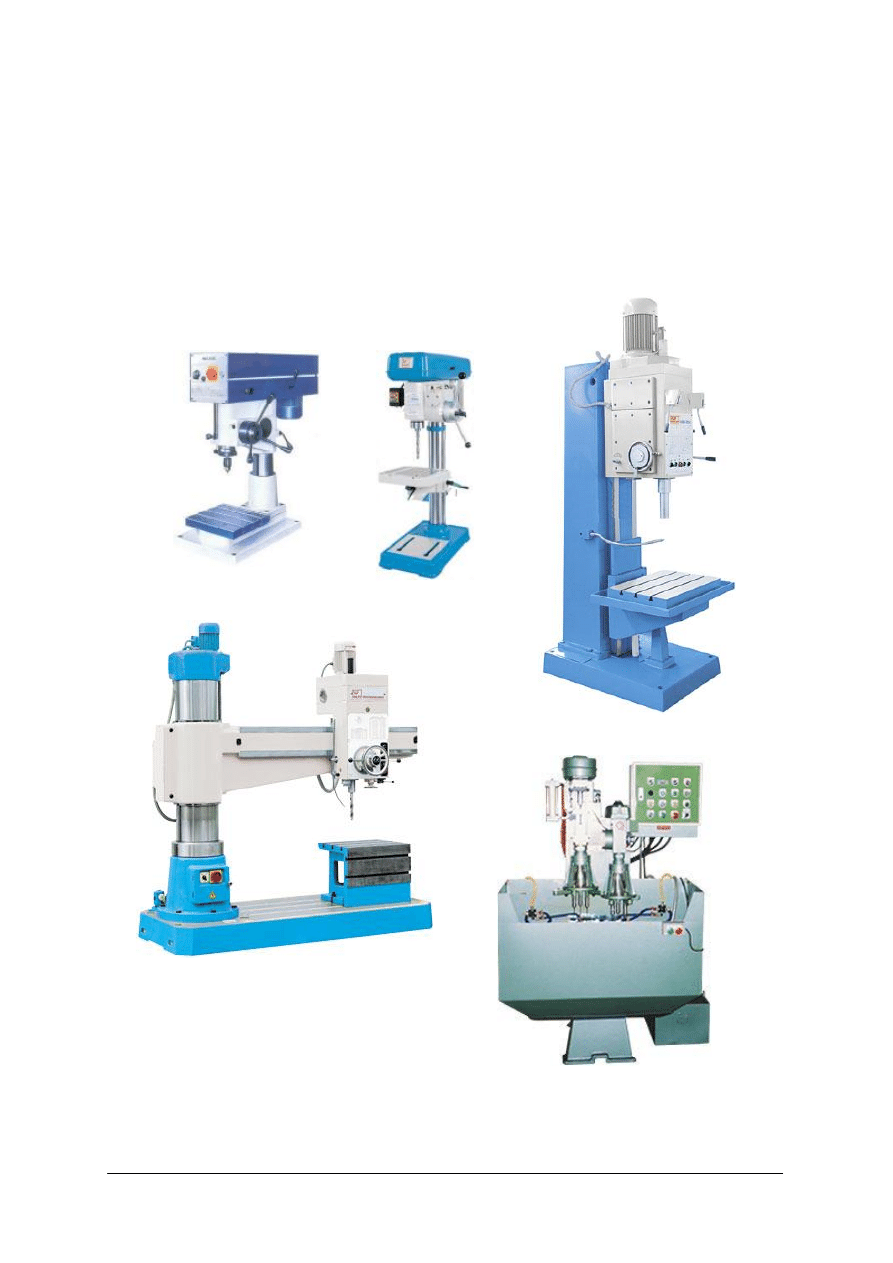
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
66
Wiertarki promieniowe są przeznaczone do wykonywania otworów w dużych
przedmiotach (np. w korpusach), które ze względu na duże wymiary i znaczny ciężar nie
mogą być ustawiane na stołach wiertarek stojakowych. W wiertarkach tych wrzeciennik jest
osadzony przesuwnie na wysuniętym ramieniu, które może być obracane wokół niosącej je
kolumny. Dzięki temu, że wrzeciono może zmieniać swoje położenie względem przedmiotu
obrabianego, zbędne są ruchy nastawcze przedmiotu, który jest mocowany bezpośrednio na
płycie podstawy lub na nieruchomym albo przechylnym skrzynkowym stole. Dzięki takiej
budowie na wiertarkach promieniowych można wiercić otwory w różnych miejscach
przedmiotu bez zmiany jego położenia.
Rys. 85. Wiertarki stałe: a)wiertarka stołowa, b) wiertarka słupowa, c) wiertarka stojakowa (kolumnowa),
d) wiertarka promieniowa, e) wiertarka wielowrzecionowa [21]
a)
b)
c)
d)
e)
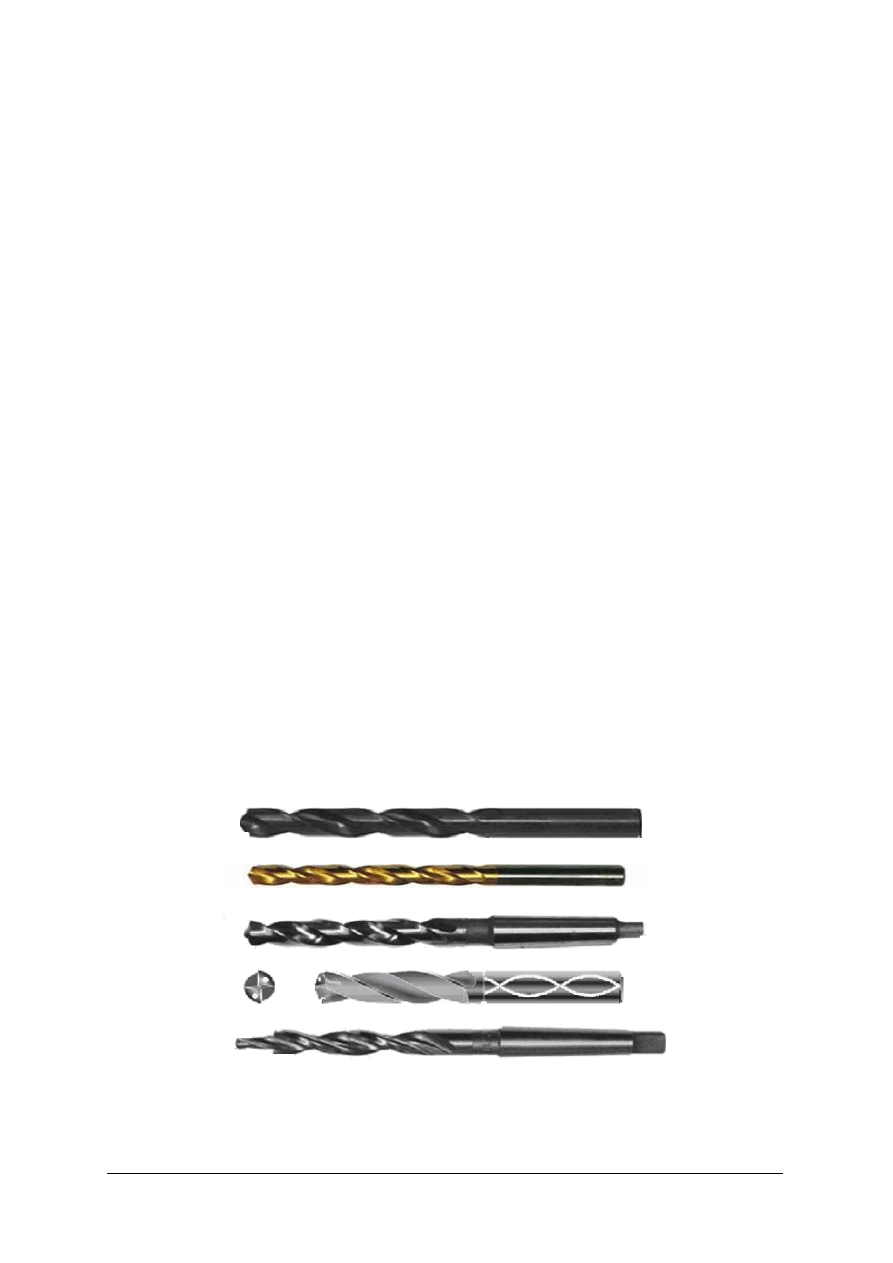
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
67
Przeznaczeniem wiertarek wielowrzecionowych jest jednoczesna obróbka wielu (od kilku
do kilkudziesięciu) otworów. Wrzeciona takich wiertarek są ułożyskowane w głowicy, która
przesuwa się po prowadnicach stojaka (układ pionowy) lub po prowadnicach łoża (układ
poziomy). Rozstaw wrzecion wiertarek musi być dostosowany do rozstawu otworów
w przedmiocie obrabianym. W zależności od wielkości produkcji wrzeciona są osadzane albo
na stałe w płycie czołowej głowicy, albo w łatwo przestawialnych listwach ustawczych.
Napęd na wrzeciona jest przenoszony od silnika przez skrzynkę prędkości za pomocą
odchylnych wałków teleskopowych. Do napędu wrzecion bywają stosowane odrębne
przekładnie, a niekiedy także odrębne silniki.
Wiertarki rewolwerowe służą do wykonywania otworów wymagających zastosowania
kilku zabiegów obróbkowych za pomocą narzędzi zamocowanych w końcówkach wrzecion
głowicy rewolwerowej, w kolejności zgodnej z przyjętym planem obróbki przedmiotu.
Głowice rewolwerowe (najczęściej sześciopozycyjne) są osadzane na saniach wykonujących
ruch posuwowy po prowadnicach korpusu stojaka. Stosowane są głowice o osi poziomej lub
skośnej oraz bębnowe z pionową osią obrotu. Wiertarki rewolwerowe są przystosowane do
pracy w cyklach automatycznych i są stosowane w produkcji seryjnej.
Podstawowe narzędzia stosowane do operacji wiertarskich to:
−
wiertła kręte służące do wykonywania otworów,
−
wiertła specjalne do głębokich otworów,
−
rozwiertaki stosowane w przypadku konieczności zwiększenia dokładności otworu,
−
pogłębiacze umożliwiające nadanie części wejściowej otworu określonego kształtu,
−
nawiertaki stosowane do wykonywania nakiełków.
Typowym narzędziem wiertarskim jest wiertło kręte. Wiertło usuwa obrabiany materiał
w postaci wiórów tworząc walcowy otwór, przy czym średnica otworu odpowiada średnicy
wiertła. Wiertła wykonuje się ze stali szybkotnącej, węglika spiekanego a także
z wymiennymi płytkami z węglików spiekanych. Dla zwiększenia odporności wiertła na
zużycie wykonuje się wiertła ze stali szybkotnącej lub z węglika spiekanego powlekane
twardymi powłokami ochronnymi Cienkie warstwy związków takich jak azotek tytanu (TiN)
oraz azotek tytanowo-aluminiowy (TiAlN) przedłużają żywotność wiertła, stwarzają
możliwość wiercenia z większymi parametrami skrawania oraz pozwalają na wykonywanie
otworów w materiałach twardych.
Rys. 86. Przykłady wierteł krętych: a) wiertło kręte z chwytem walcowym NWKa, b) wiertło kręte z chwytem
walcowym NWKa powlekane TiN, c) wiertło kręte z chwytem stożkowym Morse'a NWKc,
d) wiertło kręte z chwytem walcowym NWKa z kanalikami doprowadzającymi chłodziwo,
e) wiertło kręte stopniowe NWAc [14]
a)
b)
c)
d)
e)
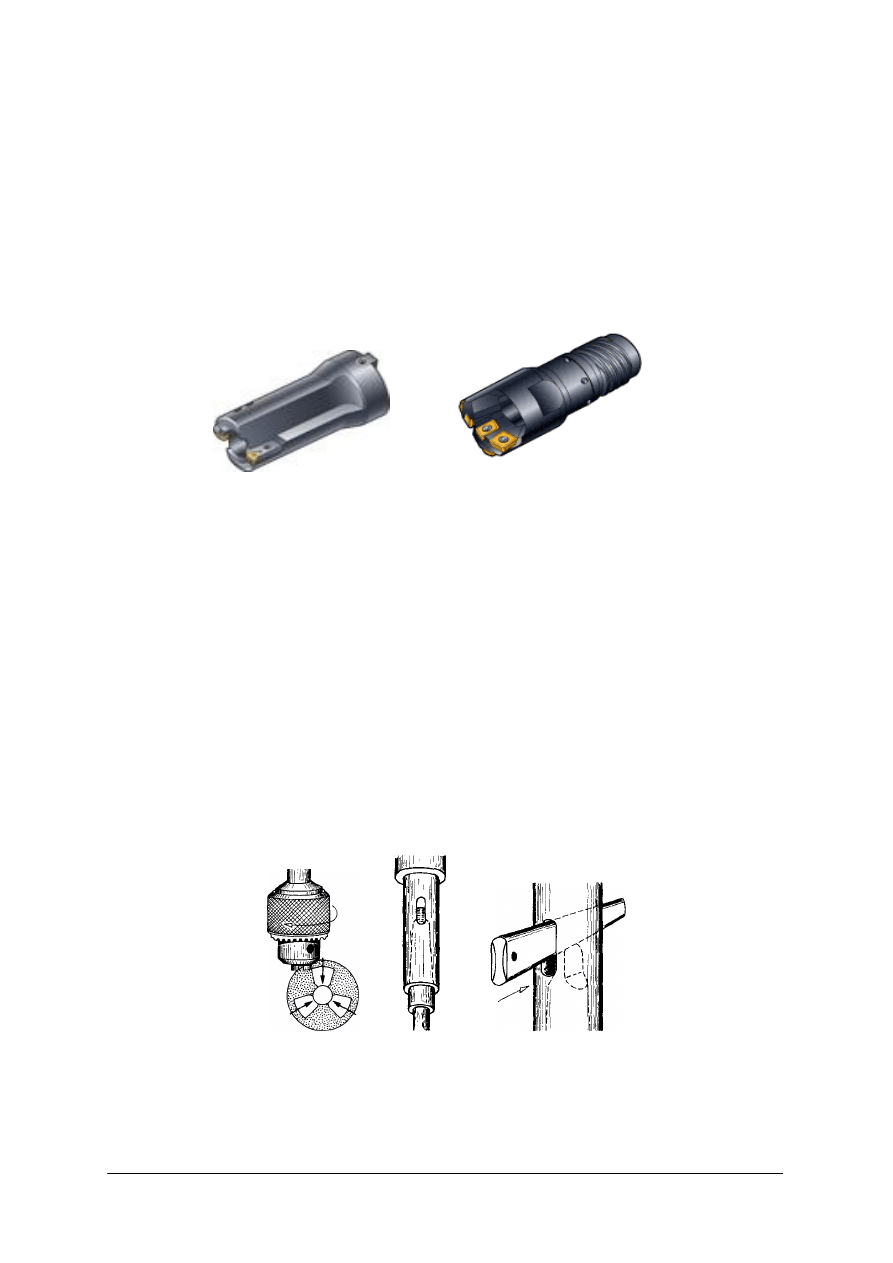
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
68
Wiertła klasyfikuje się wg następujących kryteriów:
–
kształt chwytu: walcowy, stożkowy,
–
rodzaj materiału obrabianego: do żeliwa, stali, aluminium itp.,
–
rodzaj materiału części roboczej: ze stali szybkotnącej, z węglików spiekanych, ze stali
narzędziowej,
–
kierunek ruchu obrotowego: wiertła prawe i lewe.
Do wiercenia głębokich otworów stosuje się wiertła, które umożliwiają odprowadzenie
wiórów oraz dużej ilości ciepła ze strefy obróbki. Do tej grupy wierteł zalicza się wiertła
lufowe, wiertła trepanacyjne oraz głowice wiertarskie.
Rys. 87. Przykłady wierteł do głębokich otworów: a) wiertło trepanacyjne, b) głowica wiertarska [22]
Do zamocowania wierteł z chwytem walcowym służą uchwyty trójszczękowe, które są
osadzone na zakończeniu wrzeciona wiertarki. Uchwyt trójszczękowy składa się z korpusu
z gniazdem stożkowym, w którym znajdują się trzy szczęki do zaciskania wiertła.
Na zewnętrznej części szczęk jest nacięty gwint. Przesuwanie szczęk w korpusie odbywa się
za pomocą nakrętki połączonej z zewnętrznym pierścieniem. Obracając pierścieniem w prawo
powoduje się zaciskanie szczęk, a w lewo luzowanie.
Wiertła z chwytem stożkowym, można mocować wprost w gnieździe wrzeciona wiertarki,
gdy wielkości stożków chwytu i gniazda są jednakowe, lub za pośrednictwem tulei
redukcyjnej, gdy chwyt jest mniejszy. W razie potrzeby można użyć dwóch tulei włożonych
jedna w drugą. Przed zamocowaniem wiertła należy dokładnie oczyścić część stożkową
chwytu i gniazda. Wiertło należy ostrożnie wprowadzić częścią chwytową w otwór wrzeciona
i silnym ruchem do góry osadzić w gnieździe. Wiertło trzyma się w gnieździe dzięki sile
tarcia na powierzchniach stożkowych. Stosując tuleje redukcyjne należy najpierw osadzić
wiertło w tulei, a dopiero potem całość we wrzecionie. Wyjmowanie wiertła z wrzeciona lub
tulei powinno się odbywać za pomocą klina.
Rys. 88. Sposoby zamocowania wierteł: a) w uchwycie trójszczękowym, b) w tulejkach redukcyjnych,
c) wyjmowanie wiertła [4, s. 70]
Do wiercenia otworów w wałku prostopadle do jego osi przedmiot obrabiany mocuje się
w podstawach pryzmowych. Przedmioty duże i o nieregularnych kształtach mocuje się
a)
b)
c)
a)
b)
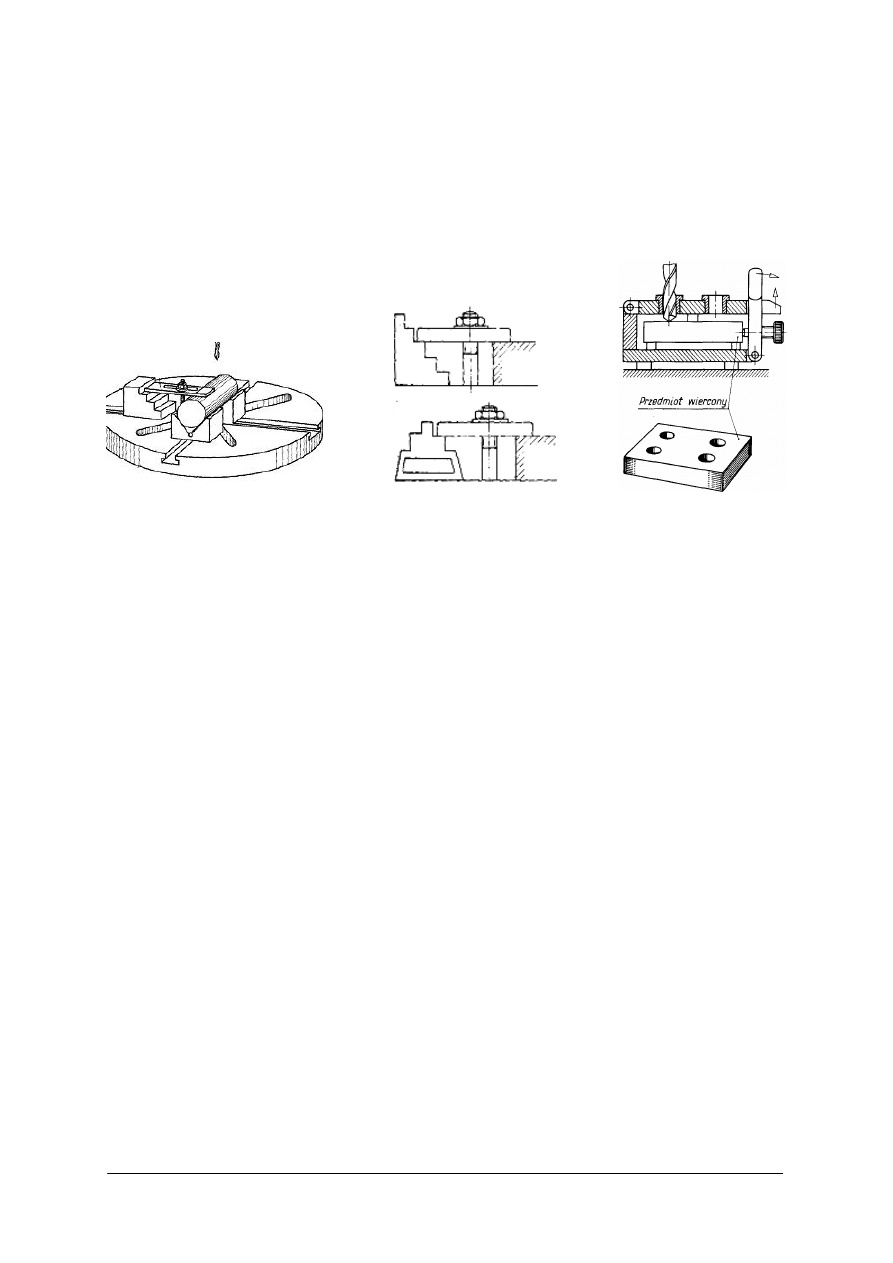
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
69
bezpośrednio na stole wiertarki za pomocą podkładek i docisków. Podczas mocowania na
stole obrabiarki należy pamiętać o dokładnym wyczyszczeniu stołu z wiórów
i zanieczyszczeń. W produkcji seryjnej i masowej bardzo często do mocowania przedmiotów
stosowane są specjalne uchwyty i przyrządy wiertarskie służące do wiercenia otworów
w takich samych przedmiotach o jednakowo rozstawionych otworach bez ich uprzedniego
trasowania. Wiercenie bez konieczności trasowania umożliwiają tulejki wiertarskie
o określonej średnicy otworów, przez które wprowadza się wiertło do przygotowanych do
wiercenia przedmiotów.
Rys. 90. Przykłady mocowania przedmiotów: a) mocowanie w pryzmach, b) mocowanie bezpośrednio na stole
obrabiarki, d) mocowanie w przyrządzie wiertarskim [4, s. 71]
Przed przystąpieniem do operacji wiercenia należy najpierw wytrasować osie otworu
i napunktować punktakiem położenie jego środka. Przedmiot wiercony należy tak ustawiać
i mocować na stole wiertarki, żeby wierzchołek wiertła trafiał w napunktowany środek
otworu. Podczas wiercenia otworów przelotowych należy zabezpieczyć powierzchnie imadła
lub przyrządu, na którym spoczywa przedmiot, przed uszkodzeniem wiertłem poprzez
stosowanie podkładek - najczęściej drewnianych, gdyż umożliwiają one przejście wiertła
przez materiał, nie powodując uszkodzenia powierzchni stołu. W przypadku, gdy wiertło
zaczyna przechodzić przez materiał na wylot, należy zmniejszyć posuw, gdyż wiertło może
się zakleszczyć i złamać. Przy wierceniu otworów nieprzelotowych, należy na wiertle
oznaczyć kredą wymiar głębokości otworu lub założyć na wiertło na określonej wysokości
pierścień oporowy zamocowany wkrętem. Wiertarki z posuwem mechanicznym są
wyposażone w urządzenia do nastawiania żądanej głębokości wiercenia oraz wyłączania
posuwu mechanicznego po osiągnięciu nastawionej głębokości.
Podczas wiercenia głębokich otworów należy wiertło co pewien czas wyjmować
z otworów w celu oczyszczenia otworu i rowków wiertła z wiórów. Po przewierceniu otworu
należy najpierw wysunąć wiertło z otworu, a dopiero potem wyłączyć napęd wrzeciona
wiertarki, gdyż zatrzymanie obrotów wiertła w otworze może spowodować złamanie wiertła.
Złamanie wiertła może nastąpić również przy zbyt małej prędkości wrzeciona, a dużym
posuwie oraz przy zbyt dużym luzie wrzeciona wiertarki. Wiertło może również ulec
złamaniu, jeżeli przy wierceniu trafi w materiale wierconym na lukę spowodowaną
pęcherzem lub złym usytuowaniem otworu.
Wiercenie otworów w ścianach pochyłych zewnętrznych wymaga przygotowania
frezowaniem wgłębienia i napunktowania w nim środka otworu. Wiercenie w ściance
pochyłej wewnętrznej wymaga zastosowania wkładki z drewna, wiercenie bez wkładki może
spowodować złamanie wiertła lub wadliwe wykonanie otworu.
a)
c)
b)
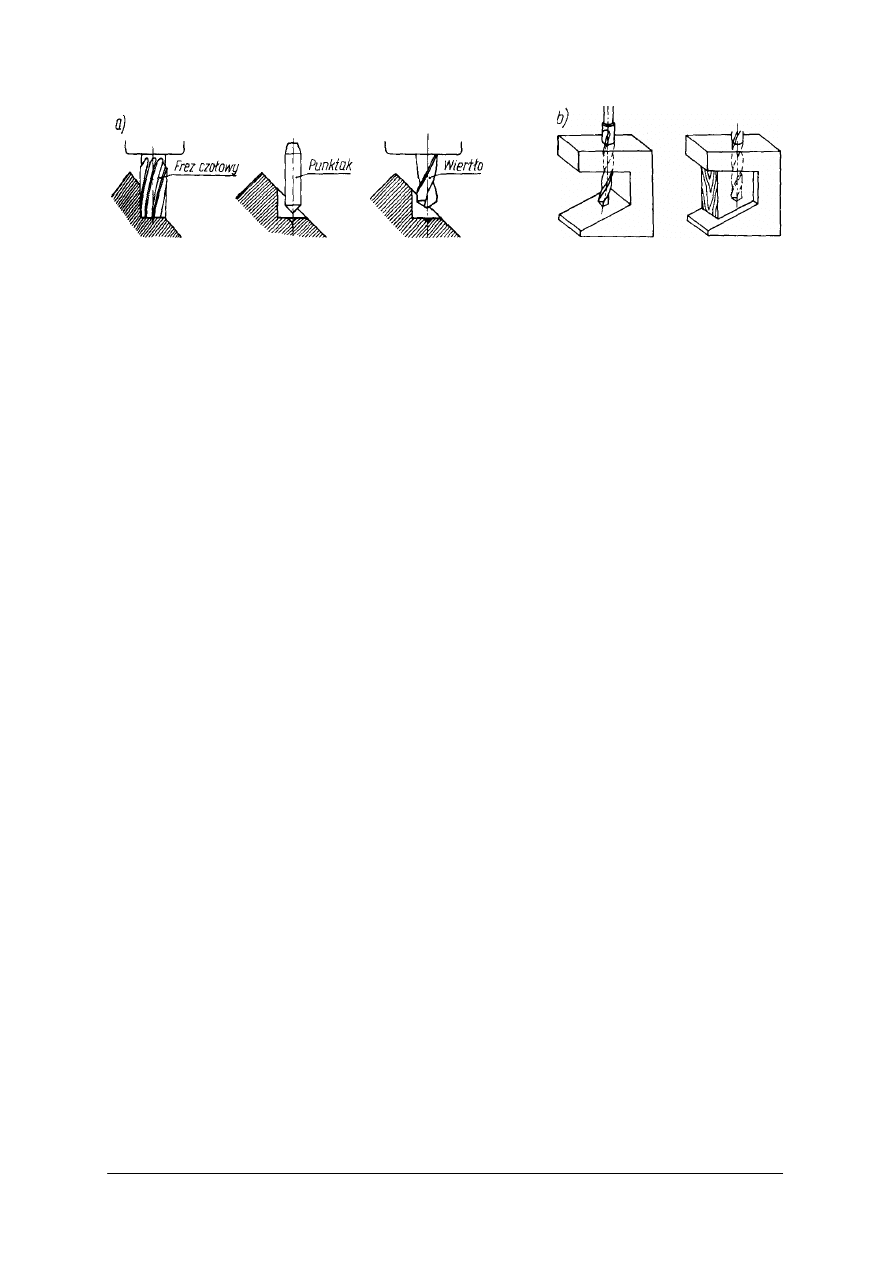
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
70
Rys. 91. Wiercenie otworów w ścianach pochyłych: a) zewnętrznej, b) wewnętrznej [4, s. 73]
Podczas wiercenia na skutek tarcia wytwarza się ciepło, które podwyższa temperaturę
wiertła. Przy zbyt dużym nagrzaniu części tnące wiertła odpuszczają się i tracą twardość, co
powoduje szybkie tępienie wiertła. Aby nie dopuścić do nagrzania się wiertła, stosuje się
ciecze obróbkowe, które oprócz chłodzenia mają właściwości smarujące i zmniejszające
tarcie. Do wiercenia stosuje się ciecze obróbkowe wodno-olejowe, czyli emulsje oraz ciecze
obróbkowe olejowe.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakimi głównymi wielkościami charakteryzują się obrabiarki?
2. Na czym polega proces toczenia?
3. Jakie znasz sposoby mocowania przedmiotów obrabianych na tokarce?
4. W jaki sposób wykonuje się toczenie powierzchni wzdłużnych?
5. Na czym polega proces frezowania?
6. Jakie znasz sposoby mocowania przedmiotów obrabianych na frezarce?
7. Jakie znasz sposoby mocowania frezów?
8. W jaki sposób wykonuje się frezowanie płaszczyzn?
9. Na czym polega proces szlifowania?
10. W jaki sposób wykonuje się szlifowanie płaszczyzn?
4.3.3. Ćwiczenia
Ćwiczenie 1
Wykonaj toczenie powierzchni walcowej zgodnie z dokumentacją.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przestrzegać przepisów bhp w trakcie wykonywania ćwiczenia,
2) zapoznać się z treścią zadania (tekst przewodni do wykonania ćwiczenia),
3) zorganizować stanowisko pracy do wykonania ćwiczenia,
4) zapoznać się z techniką toczenia powierzchni walcowych,
5) dobrać sposób zamocowania przedmiotu obrabianego,
6) dobrać narzędzia tokarskie,
7) sprawdzić stan techniczny narzędzi, obrabiarki, uchwytów,
8) zamocować przedmiot obrabiany,
9) zamocować narzędzia obróbkowe,
10) wykonać toczenie powierzchni walcowych,
11) uporządkować stanowisko pracy,
12) zagospodarować odpady,
13) zaprezentować wykonane ćwiczenie,
14) dokonać oceny ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
71
Wyposażenie stanowiska pracy:
–
instrukcja do wykonania ćwiczenia zawierająca dokumentację zadania,
–
tokarka uniwersalna,
–
uchwyty obróbkowe,
–
noże tokarskie,
–
narzędzia pomiarowe,
–
wałki stalowe,
–
pisaki,
–
kartki papieru.
Ćwiczenie 2
Wykonaj frezowanie płaszczyzn zgodnie z dokumentacją.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przestrzegać przepisów bhp w trakcie wykonywania ćwiczenia,
2) zapoznać się z treścią zadania (tekst przewodni do wykonania ćwiczenia),
3) zorganizować stanowisko pracy do wykonania ćwiczenia,
4) zapoznać się z techniką frezowania płaszczyzn,
5) dobrać sposób zamocowania przedmiotu obrabianego,
6) dobrać narzędzia obróbkowe,
7) dobrać narzędzia pomiarowe,
8) sprawdzić stan techniczny narzędzi, obrabiarki, uchwytów,
9) zamocować przedmiot obrabiany,
10) zamocować narzędzia obróbkowe,
11) wykonać frezowanie powierzchni płaskich,
12) uporządkować stanowisko pracy,
13) zagospodarować odpady,
14) zaprezentować wykonane ćwiczenie,
15) dokonać oceny ćwiczenia.
Wyposażenie stanowiska pracy:
–
instrukcja do wykonania ćwiczenia zawierająca dokumentację zadania,
–
frezarka pionowa,
–
uchwyty obróbkowe,
–
frezy,
–
oprawki narzędziowe,
–
narzędzia pomiarowe,
–
materiał obrabiany,
–
pisaki,
–
kartki papieru.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
72
Ćwiczenie 3
Wykonaj szlifowanie płaszczyzn zgodnie z dokumentacją.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przestrzegać przepisów bhp w trakcie wykonywania ćwiczenia,
2) zapoznać się z treścią zadania (tekst przewodni do wykonania ćwiczenia),
3) zorganizować stanowisko pracy do wykonania ćwiczenia,
4) zapoznać się z techniką szlifowania płaszczyzn,
5) dobrać narzędzia obróbkowe,
6) dobrać narzędzia pomiarowe,
7) sprawdzić stan techniczny narzędzi, obrabiarki, uchwytów,
8) zamocować przedmiot obrabiany,
9) zamocować narzędzia obróbkowe,
10) wykonać szlifowanie powierzchni płaskich,
11) uporządkować stanowisko pracy,
12) zagospodarować odpady,
13) zaprezentować wykonane ćwiczenie,
14) dokonać oceny ćwiczenia.
Wyposażenie stanowiska pracy:
–
instrukcja do wykonania ćwiczenia zawierająca dokumentację zadania,
–
szlifierka do płaszczyzn,
–
stół magnetyczny,
–
ściernice,
–
narzędzia pomiarowe,
–
materiał obrabiany,
–
pisaki,
–
kartki papieru.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) dobrać narzędzia skrawające do wykonywanych operacji?
2) wykonać toczenie powierzchni wzdłużnych?
3) wykonać toczenie powierzchni poprzecznych?
4) wykonać frezowanie powierzchni płaskich?
5) wykonać szlifowanie powierzchni płaskich?
6) wykonać szlifowanie wałków?
7) wykonać wiercenie otworów?
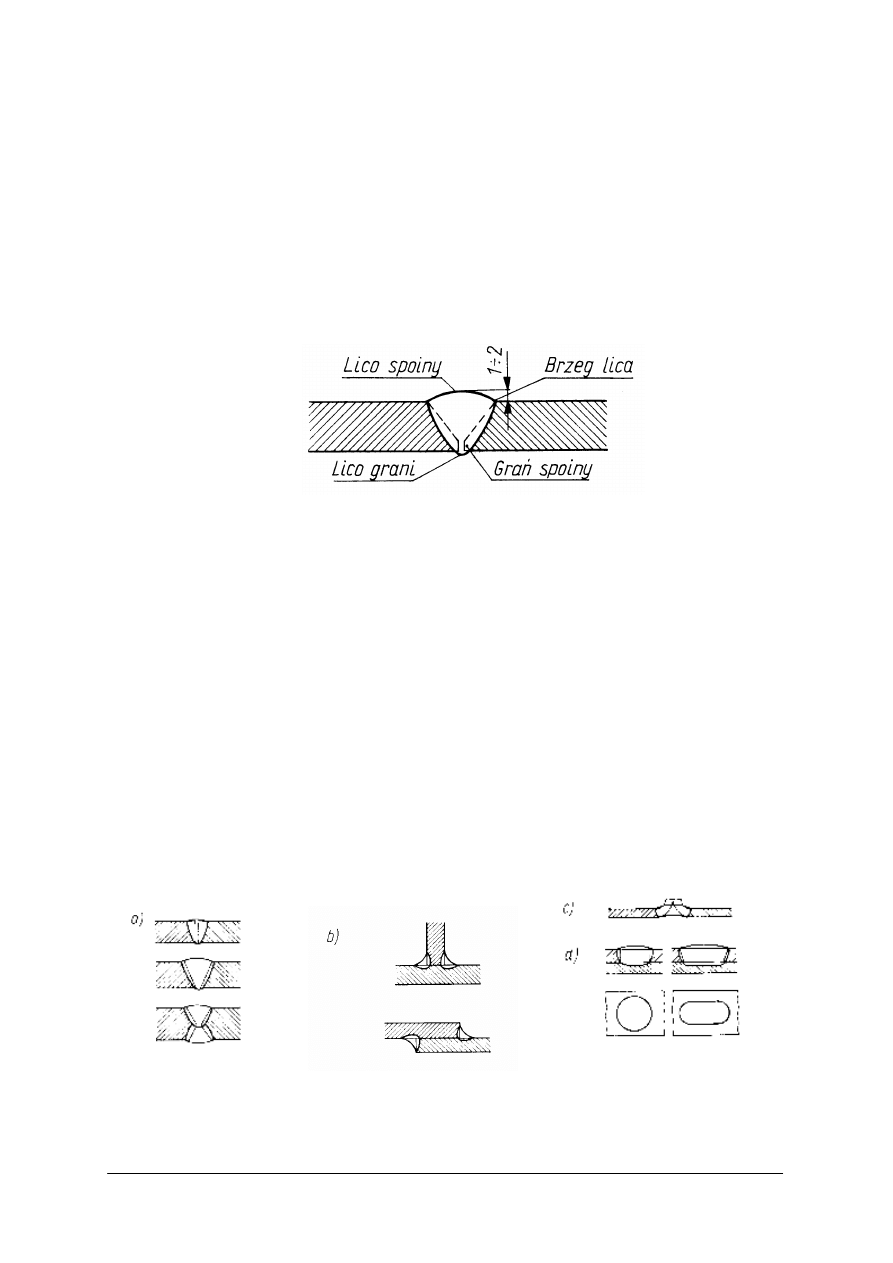
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
73
4.4. Połączenia nierozłączne
4.4.1. Materiał nauczania
Połączenia spawane
Spawanie stosuje się w budowie maszyn do łączenia zarówno stali, staliwa, żeliwa jak
i stopów lekkich. Spawanie jest technologią łączenia materiałów przez ich nagrzanie
i stopienie w miejscu łączenia. Po stopieniu materiał ulega wymieszaniu a po zakrzepnięciu
tworzy spoinę, w przypadku spawania grubszych materiałów dodatkowo stosowane jest
spoiwo.
Rys. 92. Złącze spawane [4, s. 199]
W zależności od źródła ciepła rozróżniamy spawanie:
−
gazowe - najczęściej przy spalaniu w płomieniu gazowym acetylenu i tlenu
w temperaturach do 3200°C, wprowadzenie dodatkowego metalu daje możliwość
spawania metali różniących się składem chemicznym,
−
łukowe (elektryczne) z wykorzystaniem elektrod oraz spawarki - urządzenia opierającego
swą pracę na zjawisku łuku elektrycznego w temperaturach 3500°C. Najczęściej
stosowane ze względu na szybkie nagrzewanie się części.
Istnieją także inne metody spawania, takie jak: spawanie w osłonach gazów szlachetnych
(w celu uniknięcia utleniania spoiny), spawanie laserowe, spawanie elektronowe.
Połączenia spawane ze względu na kształt spoiny dzielą się na:
−
czołowe jedno- i dwustronne,
−
pachwinowe,
−
grzbietowe,
−
brzeźne,
−
otworowe.
Rys. 93. Rodzaje spoin: a) czołowa, b) pachwinowa, c) brzeźna, d) otworowa [4, s. 199]
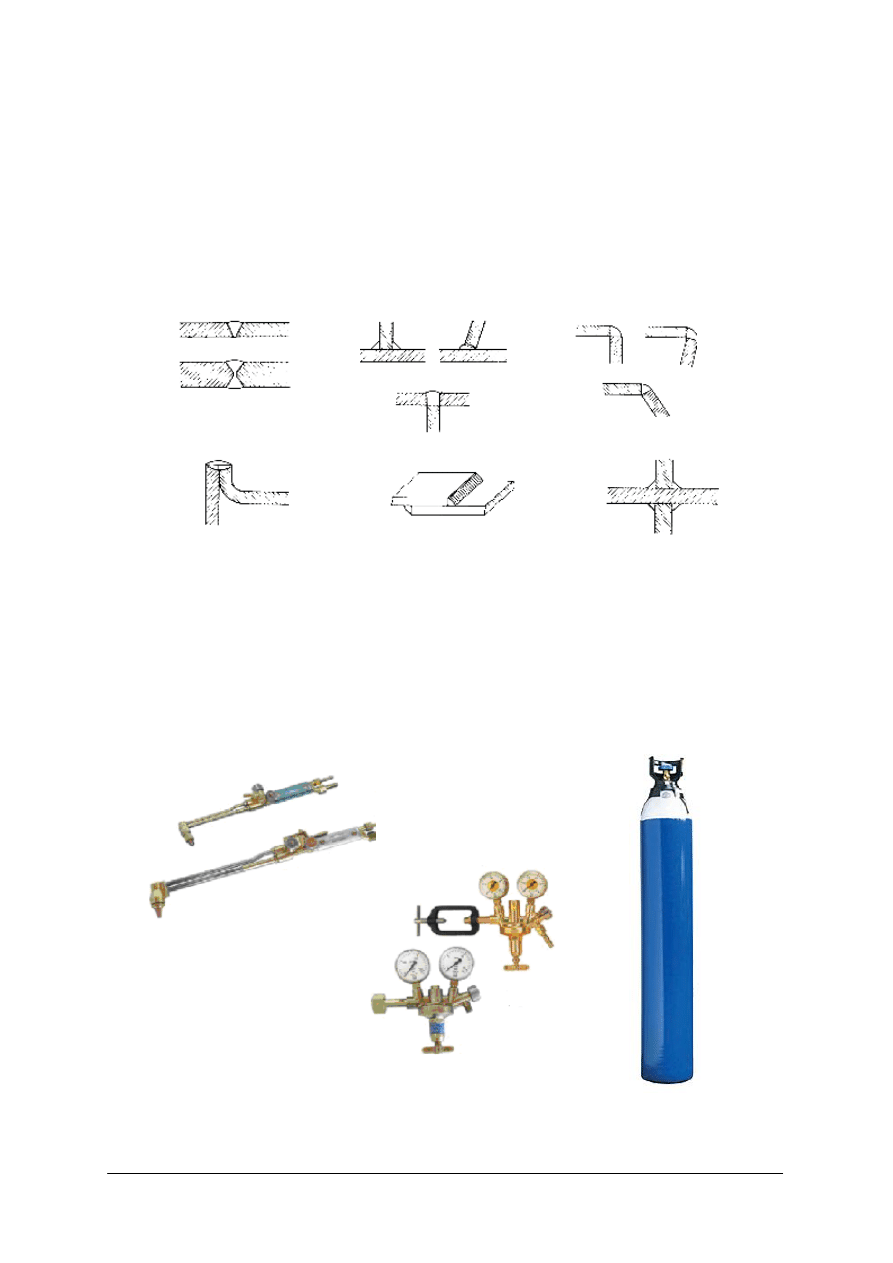
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
74
Połączenia spawane ze względu na ułożenie spawanych elementów względem siebie
dzielą się na:
−
stykowe,
−
zakładkowe,
−
teowe,
−
przyległe,
−
narożne,
−
krzyżowe.
Rys. 94. Rodzaje złączy spawanych: a) doczołowe, b) teowe, c) narożne, d) przylgowe, e) zakładkowe,
f) krzyżowe [9, s. 62]
W technologii spawania gazowego do rozgrzania łączonych elementów wykorzystuje się
ciepło płomienia powstałego wskutek spalania mieszanki acetylenu lub propanu z tlenem.
Gaz spawalniczy i tlen są podawane do palnika z osobnych butli ciśnieniowych.
Podstawowym sprzętem do spawania jest palnik acetylenowo-tlenowy, butle spawalnicze na
acetylen i tlen, przewody przyłączeniowe. Podczas spawania gazowego stosuje się spoiwo
w postaci drutów i prętów stalowych, aluminiowych, żeliwnych o różnym składzie
chemicznym.
Rys. 95. Sprzęt do spawania gazowego: a) palniki, b) reduktory, c) butla [24]
e
)
a
)
b)
c)
d)
f)
a)
b)
c)
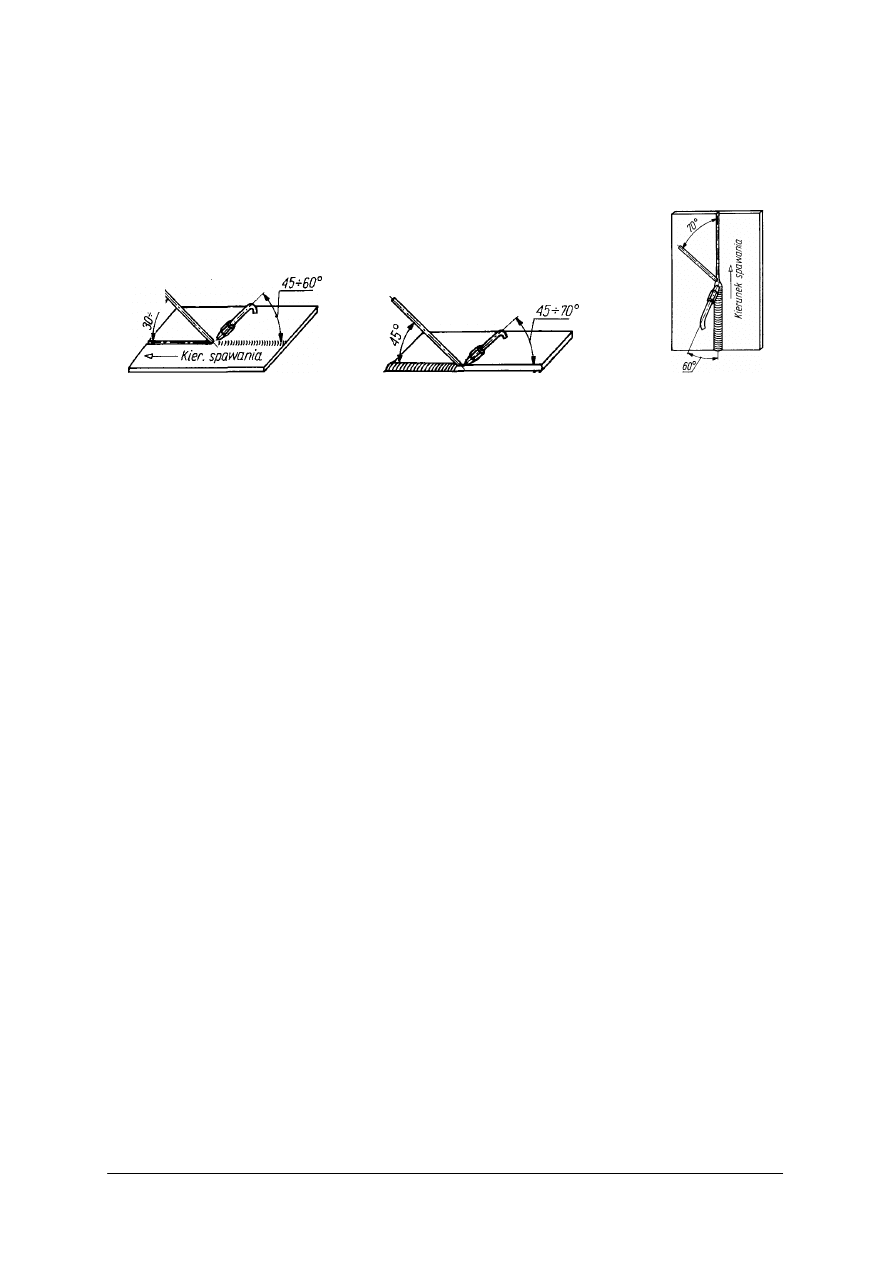
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
75
Rozróżniamy trzy zasadnicze metody spawania gazowego:
–
spawanie w lewo - stosowane do materiałów o grubości poniżej 3mm,
–
spawanie w prawo - stosowane do materiałów o grubości powyżej 3mm,
–
spawanie w górę - stosowane do materiałów wszystkich grubości.
Rys. 96. metody spawania gazowego: a) w lewo, b) w prawo, c) w górę [4, s. 211]
Spawanie metodą w lewo polega na prowadzeniu palnika od strony prawej do lewej, przy
pochyleniu palnika pod kątem od 60° (przy materiałach grubszych), do 10° (przy materiałach
cieńszych). Spoiwo podczas spawania prowadzi się pod kątem około 45°. Przy spawaniu
metodą w lewo spoiwo jest prowadzone przed palnikiem. Płomień palnika roztapia brzegi
metalu, tworząc otworek w dolnej części spawanego materiału. Spawacz prowadzi palnik
prawą ręką, postępowym ruchem w lewo nie czyniąc nim żadnych ruchów bocznych. Bardzo
ważne jest aby spoiwo cały czas było w obrębie płomienia, gdyż rozgrzany jego koniec
w zetknięciu z powietrzem szybko się utlenia i spawacz wprowadza do spoiny tlenki.
Spawanie metodą w prawo stosuje się przeważnie do grubszych materiałów (ponad 3mm)
wymagających ukosowania brzegów. Przy spawaniu w prawo palnik prowadzi się pod kątem
55°, a spoiwo pod kątem 45°. Spoiwo posuwa się za palnikiem od strony lewej do prawej.
Palnikiem nie wykonuje się żadnych ruchów poprzecznych, lecz prowadzi się go
równomiernie ruchem prostoliniowym wzdłuż brzegów spawanych. Spoiwem trzymanym
w jeziorku stopionego metalu wykonuje się ruch (w kształcie półksiężyca lub elipsy)
w kierunku poprzecznym do spoiny.
Metodę spawania w górę stosujemy do wszystkich grubości materiału, przy czym
materiał o grubości powyżej 4 mm powinien być spawany przez dwóch spawaczy
jednocześnie. Palnik należy prowadzić pod kątem 30° do osi pionowej, a drut pod kątem
około 20°. Palnik prowadzi się równomiernym ruchem prostoliniowym, a spoiwo ruchem
skokowym.
Spawanie łukowe elektrodą otuloną jest procesem, w którym trwałe połączenie uzyskuje
się przez stopienie ciepłem łuku elektrycznego topliwej elektrody otulonej i materiału
spawanego. Łuk elektryczny jarzy się między rdzeniem elektrody pokrytym otuliną
i spawanym materiałem. Elektroda otulona przesuwana jest ręcznie przez operatora wzdłuż
linii spawania i ustawiona pod pewnym kątem względem złącza. Spoinę złącza tworzą
stopione ciepłem łuku rdzeń metaliczny elektrody, składniki metaliczne otuliny elektrody oraz
nadtopione brzegi materiału spawanego (rodzimego).
Elektroda zasilana jest prądem stałym lub przemiennym. Źródłem prądu jest
transformator spawalniczy. Elektroda otulona składa się z rdzenia oraz otuliny. Rdzeń
wykonany z jest metalu o takim samym lub podobnym składzie chemicznym jak łączony
metal. W wyniku spalania się otuliny w łuku elektrycznym powstaje gaz, który oddziela
miejsce spawania od dostępu tlenu dzięki temu materiał spoiny nie ulega utlenieniu. Inną rolą
otuliny jest rozpuszczanie zanieczyszczeń w miejscu spawania, który w postaci żużla
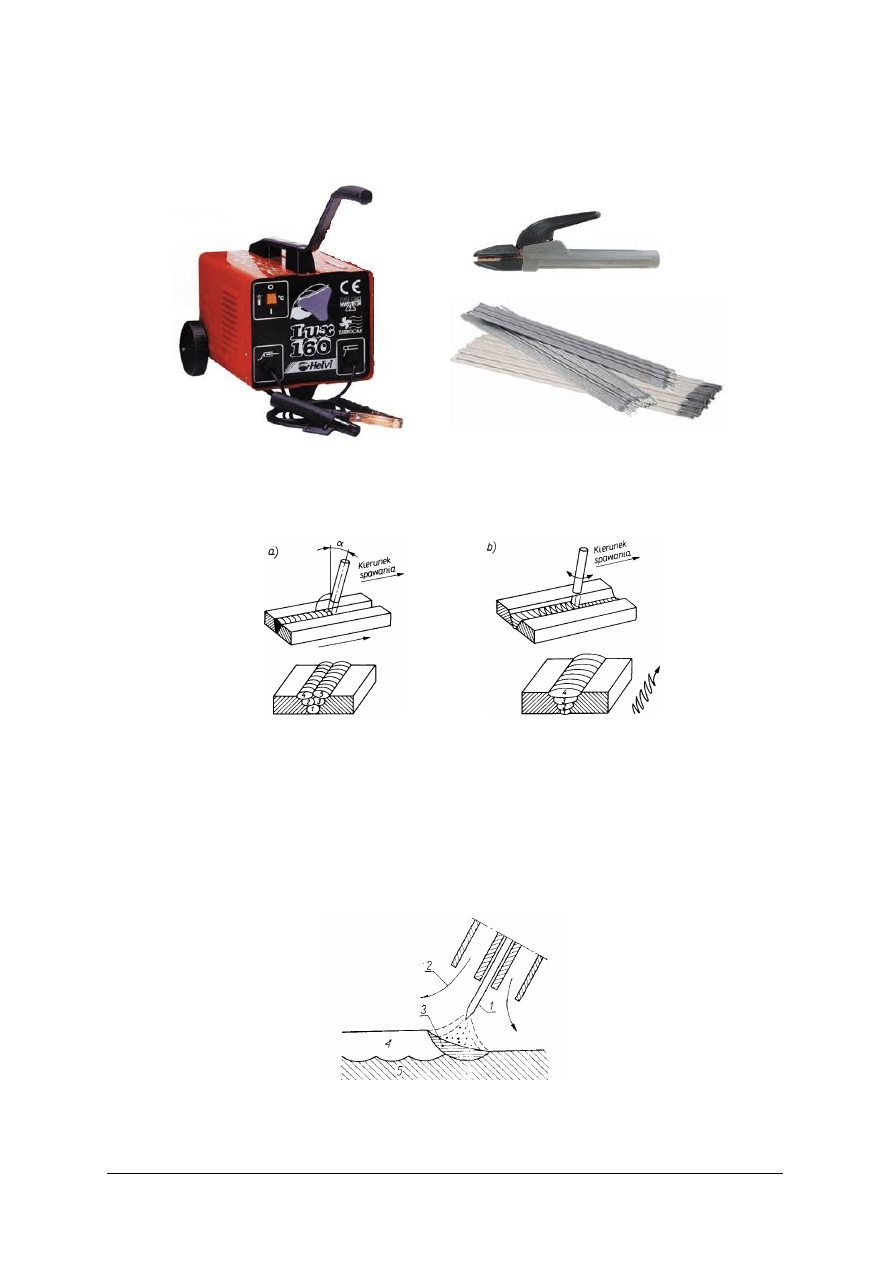
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
76
wypływa na powierzchnie spoiny i krzepnie chroniąc spoinę przed gwałtownym
ochłodzeniem. Elektrodą otuloną spawa się stale węglowe konstrukcyjne oraz żeliwo.
Rys. 97. Sprzęt do spawania łukowego: a) spawarka transformatorowa, b) uchwyt spawalniczy do elektrod,
c) elektrody otulone [23]
Rys. 98. Technika spawania: a) prowadzenie elektrody ściegami prostymi, b) prowadzenie elektrody ściegami
zakosowymi [4, s. 206]
W praktyce warsztatowej spawanie elektrodą otuloną wypierane jest przez spawanie
metodą MAG/MIG i TIG. W tych metodach spawania osłonę gazową miejsca spawania
tworzą dwutlenek węgla (spawanie MAG) lub gaz obojętny: argon, hel lub mieszanina tych
gazów (MIG). Dokładna osłona łuku jarzącego się między elektrodą topliwą a spawanym
materiałem zapewnia, że spoina formowana jest w bardzo korzystnych warunkach.
Rys. 99. Schemat spawania metodą MAG i MIG: 1 – elektroda, 2 – strumień gazu ochronnego,
3 – jeziorko metalu, 4 – spoina [23]
a)
b)
c)
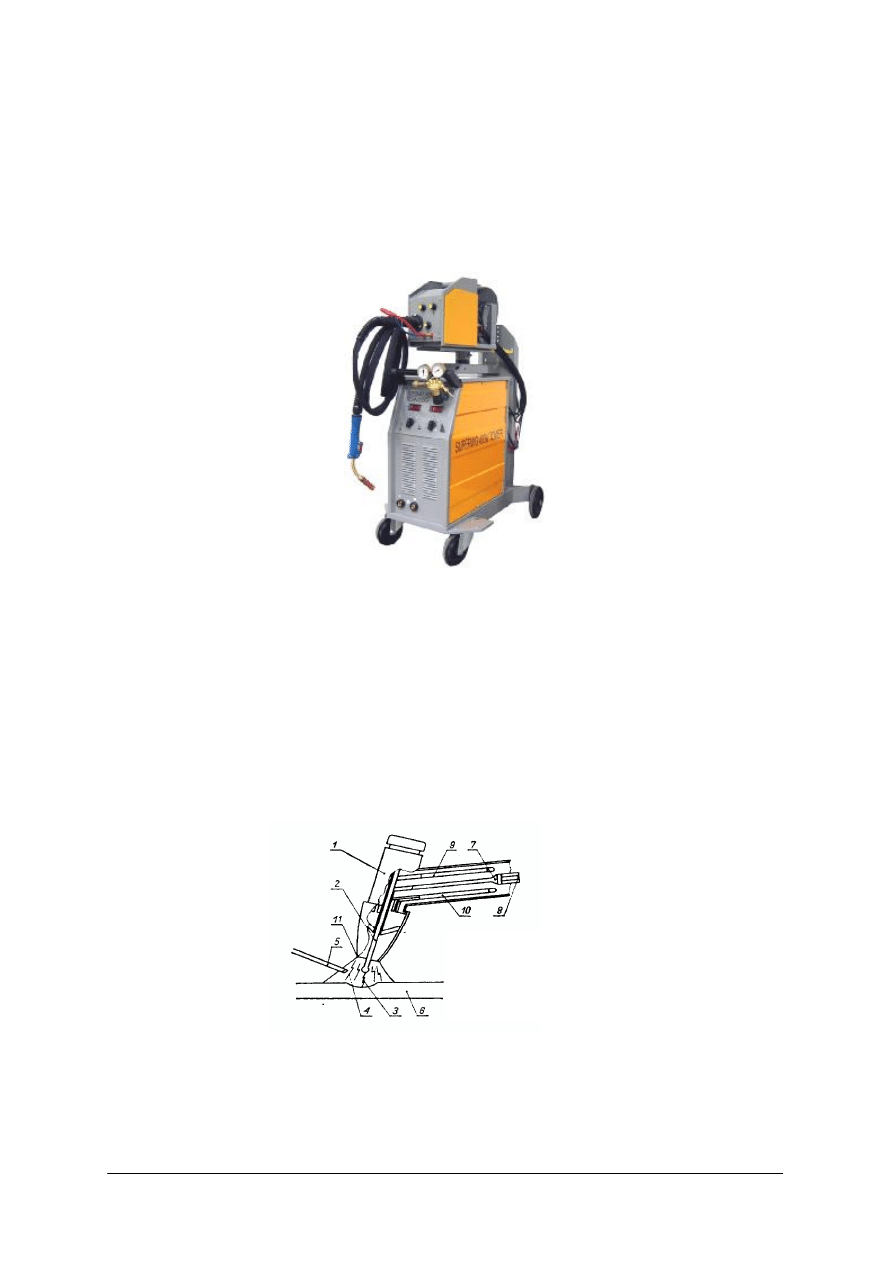
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
77
Spawanie MIG/MAG zastosowane więc może być do wykonania wysokiej jakości
połączeń wszystkich metali, które mogą być łączone za pomocą spawania łukowego. Należą
do nich stale węglowe i niskostopowe, stale odporne na korozję, aluminium, miedź, nikiel
i ich stopy. Metal spoiny formowany jest z metalu stapiającego się drutu elektrodowego
i nadtopionych brzegów materiału spawanego. Elektroda topliwa w postaci drutu pełnego,
zwykle o średnicy od 0,5 do 4,0 mm, podawana jest w sposób ciągły przez specjalny system
podający. Palnik chłodzony może być wodą lub powietrzem.
Rys. 100. Półautomat spawalniczy MIG [23]
Obecnie spawanie TIG jest jednym z podstawowych procesów wytwarzania konstrukcji,
zwłaszcza ze stali wysokostopowych, stali specjalnych, stopów niklu, aluminium, magnezu,
tytanu i innych. Spawać można w szerokim zakresie grubości złączy, od dziesiętnych części
mm do nawet kilkuset mm. W procesie spawania łukowego elektrodą nietopliwą w osłonie
gazowej, połączenie spawane uzyskuje się przez stopienie metalu spawanych przedmiotów
i materiału dodatkowego ciepłem łuku elektrycznego jarzącego się pomiędzy nietopliwą
elektrodą i spawanym przedmiotem w osłonie gazu obojętnego. Elektroda nietopliwa
wykonana jest z wolframu i zamocowana jest w specjalnym uchwycie palnika,
umożliwiającym regulację położenia elektrody i jej wymianę.
Rys. 101. Schemat spawania metoda TIG: 1 – uchwyt elektrody, 2 – elektroda wolframowa, 3 – łuk elektryczny,
4 – gaz obojętny – argon, 5 – spoiwo, 6 - metal rodzimy, 7 – dopływ prądy spawania, 8 – dopływ
argonu, 9 – dopływ wody chłodzącej, 10 – odpływ wody chłodzącej, 11 – dysza wylotowa gazu [23]
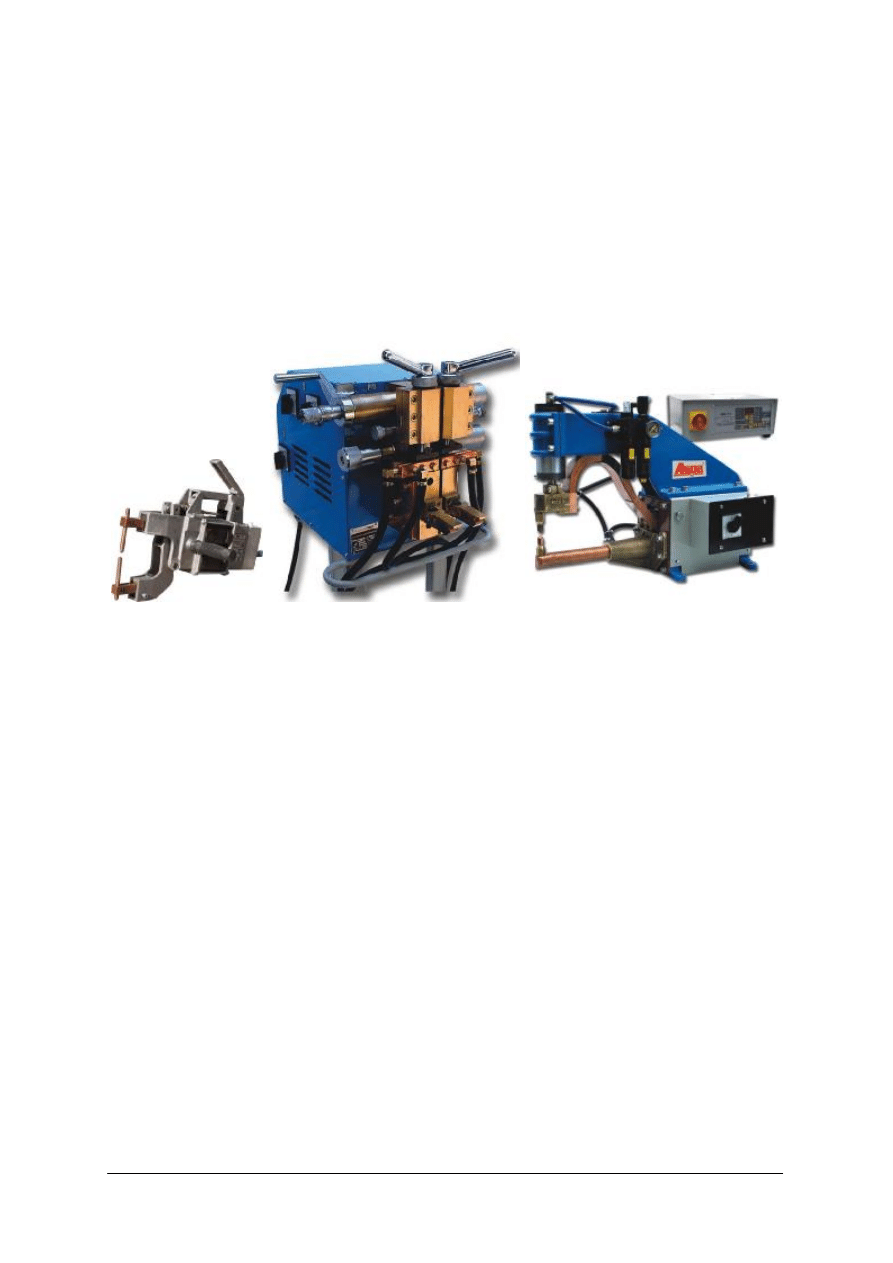
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
78
Połączenia zgrzewane
Podczas zgrzewania materiały zostają nagrzane w miejscach łączenia do stanu
plastyczności a następnie pod wpływem nacisku następuje połączenie trwałe materiałów.
Rozróżniamy zgrzewanie elektryczne i zgrzewanie tarciowe. W pierwszym przypadku,
źródłem ciepła jest przepływający prąd przez zgrzewane elementy, a w drugim przypadku
ciepło powstałe z tarcia o siebie dwóch powierzchni. Podczas zgrzewania elektrycznego
przedmioty łączone są dociskane przez cały czas trwania procesu elektrodami (zgrzewanie
punktowe i liniowe) lub bezpośrednio (zgrzewanie czołowe). Zgrzewanie elektryczne
wykonuje się na specjalnych maszynach (zgrzewarkach), dostosowanych do rodzaju
zgrzewania i materiału łączonych części.
Rys. 102. Zgrzewarki: a) ręczna kleszczowa, b) doczołowo zwarciowa, c) punktowa [12]
Do podstawowych rodzajów zgrzewania zalicza się zgrzewanie:
−
czołowe,
−
punktowe,
−
liniowe,
−
garbowe.
Zgrzewanie czołowe stosuje się do łączenia prętów, odkuwek i innych elementów,
w których zgrzeina obejmuje całe pole powierzchni styku. Tą samą metodą można wykonać
np. narzędzia skrawające: noże tokarskie, wiertła do głębokich otworów, łącząc część
skrawającą narzędzia ze stali narzędziowej z trzonkiem ze stali węglowej.
Zgrzewanie punktowe jest najczęściej stosowane do łączenia cienkich blach, blach z różnymi
kształtownikami
itp.
Wprowadzenie
nowoczesnych
zgrzewarek
automatycznych
o wydajności do 200 zgrzein na minutę powoduje, że zgrzewanie punktowe jest stosowane
głównie w produkcji wielkoseryjnej, m.in. w przemyśle samochodowym, kolejowym itp.
Elektrody stosowane w zgrzewaniu liniowym mają kształt krążków obracających się ruchem
jednostajnym, co powoduje mechaniczny przesuw, np. łączonych blach. Zgrzewanie liniowe
umożliwiają wykonanie połączeń szczelnych z cienkiej blachy: rur z szwem, pojemników,
a także połączeń kształtowych, stosowanych w różnych dziedzinach przemysłu.
Zgrzewanie garbowe jest odmiana zgrzewania punktowego. Garby mają najczęściej kształt
czaszy kulistej i służą m.in. do usztywnienia części wykonanych z cienkich blach.
W zgrzewaniu garbowym elektrody płaskie (płytowe) dociskają części, powodując miejscowe
nagrzanie blach (garbów) i uzyskanie zgrzein punktowych. Garby powinny być na tyle
sztywne, aby uległy tylko częściowemu zgnieceniu.
a)
b)
c)
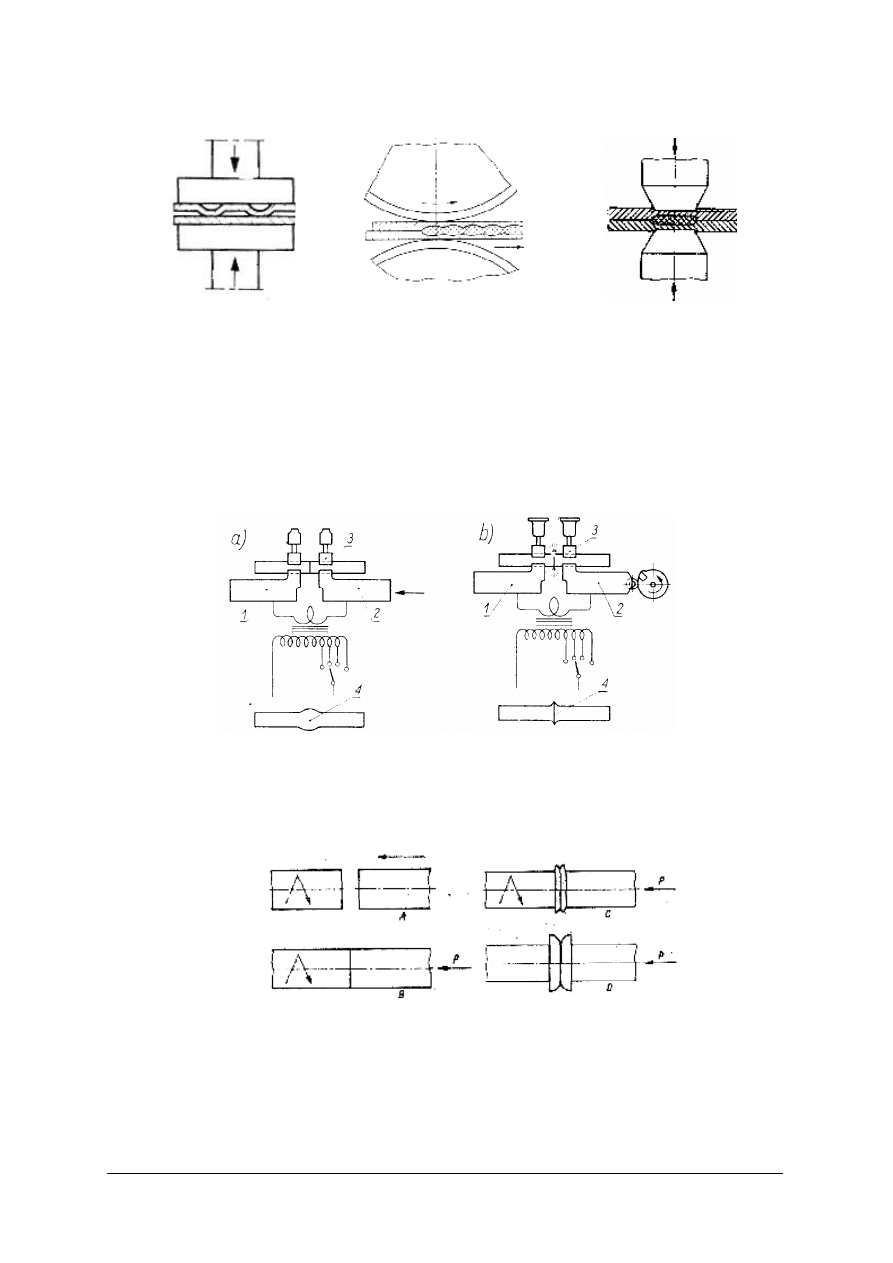
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
79
Rys. 103. Schemat zgrzewania elektrycznego: a) garbowego, b) liniowego, c) punktowego [10, s. 67]
Inną metoda zgrzewania jest zgrzewanie doczołowe zwarciowe i iskrowe. W zgrzewaniu
zwarciowym czoła przedmiotów są dosunięte do siebie, obwód elektryczny jest w stanie
zwarcia. Płynący prąd o dużym natężeniu powoduje wzrost temperatury w miejscu styku,
uplastycznienie powierzchni przedmiotów a następnie na skutek nacisku zgrzanie.
W zgrzewaniu iskrowym przedmioty do siebie zbliżamy na niewielką odległość, pomiędzy
nierównościami zaczynają się jarzyć mikro łuki elektryczne, które powodują nagrzanie
powierzchni przedmiotów.
Rys. 104. Schemat zgrzewania doczołowego: a) zwarciowego, b) iskrowego: 1, 2 - elektrody, 3- element
zaciskający przedmiot zgrzewany, 4 - zgrzeina. [10, s. 69]
W metodzie zgrzewania tarciowego wykorzystuje się do uplastycznienia powierzchni
zgrzewanych materiałów ciepło wytwarzane podczas tarcia powierzchni.
Rys. 105. Schemat zgrzewania tarciowego [19, s. 73]
Zgrzewanie tarciowe (odmiana zgrzewania doczołowego) jest metodą łączenia metali i ich
stopów w wyniku działania docisku i ciepła wytworzonego w trakcie wzajemnego tarcia
łączonych powierzchni. Najczęściej odbywa się to w taki sposób, że jedna z łączonych części
zamocowana jest sztywno i nie zmienia swojego położenia, a druga wykonuje ruch obrotowy
c)
b)
a)
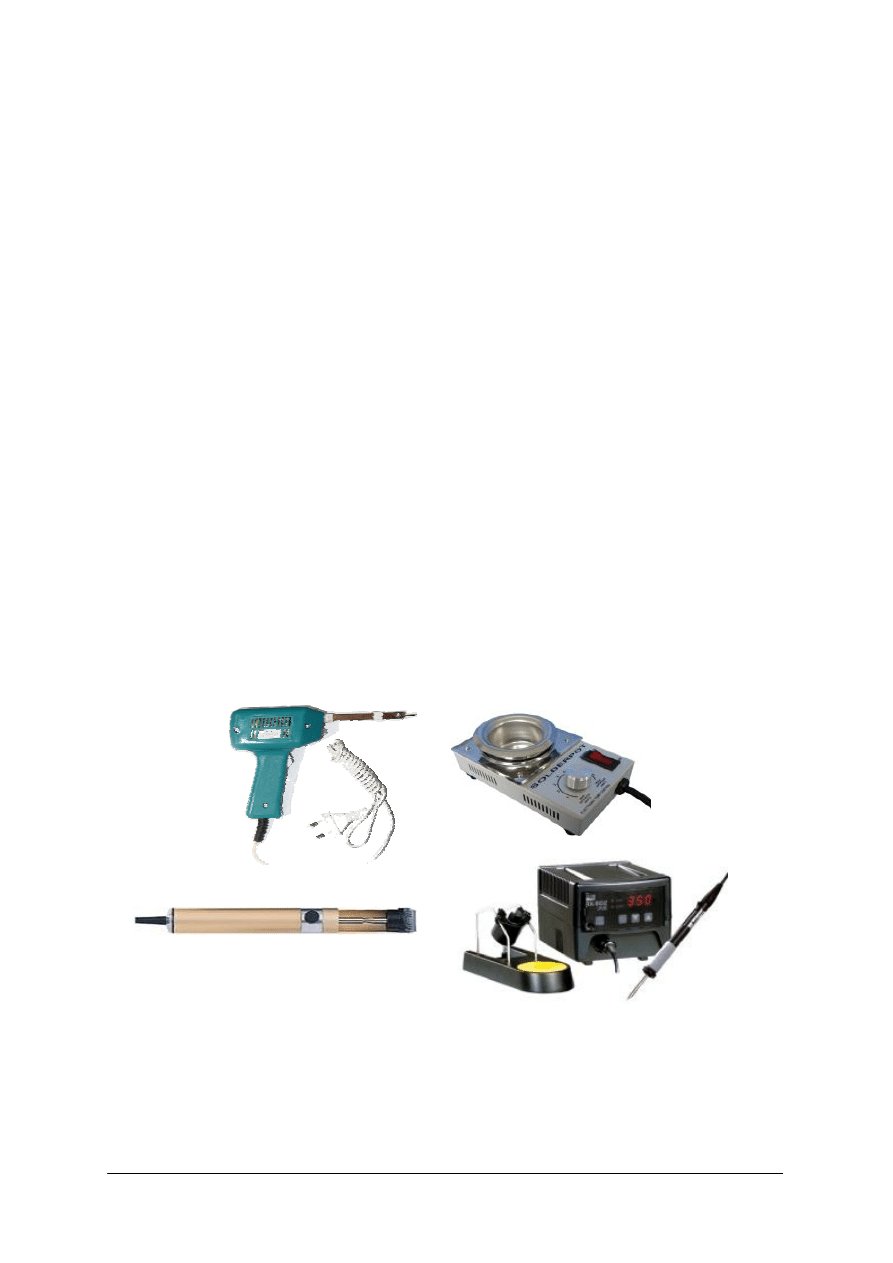
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
80
dookoła swojej osi. Inne rozwiązania przewidują jednoczesny ruch obu łączonych części
w przeciwnych kierunkach albo ruch części pośredniczącej (łącznika) w łączeniu, stykającej
się jednocześnie z dwoma właściwymi częściami łączonymi.
Połączenia lutowane
Lutowanie jest jednym z najstarszych sposobów łączenia metali. Lutowaniem nazywamy
metodę spajania metali za pomocą wprowadzania między łączone powierzchnie innego
roztopionego metalu lub stopu (czynnika łączącego), zwanego spoiwem. Podczas lutowanie
części łączone nagrzewają się, lecz nie topią w miejscu łączenia. Połączenie trwałe uzyskuje
się dzięki przyczepności lutu do materiałów łączonych, dlatego warunkiem otrzymania
prawidłowego połączenia jest staranna oczyszczenie (mechaniczne i chemiczne) powierzchni
lutowanych. Największe zastosowanie znajduje w przemyśle elektrotechnicznym,
elektronicznym i telekomunikacyjnym do łączenia przewodów elektrycznych. W zależności
od temperatury topnienia spoiwa rozróżniamy lutowanie:
−
miękkie (temp do 450
0
C),
−
lutowanie twarde ( powyżej 450
0
C ).
Lutowanie miękkie stosuje się do łączenia części o niedużych naprężeniach w złączu
i niewysokiej temperaturze pracy, jak również do uszczelniania połączeń np. cienkościennych
zbiorników, pojemników, rynien, rurociągów. Lut w stanie wyjściowym ma kształt pałeczek,
drutu, blaszek lub ziaren zmieszanych z topnikiem. Typowymi lutami miękkimi są stopy cyny
z ołowiem o temperaturze topnienia 181 ÷ 243ºC. Ze względu na wysoki koszt cyny
stosowane są także stopy bezcynowe głównie ołowiu i kadmu z małą domieszką cyny
i antymonu.
Do lutowania używa się również topniki, bez których lut się utlenia i źle wypełnia
szczeliny między łączonymi powierzchniami. Topniki lutownicze są to substancje chemiczne
względnie ich mieszaniny lub roztwory, w postaci proszku, kremu, pasty lub płynu np.
kalafonia.
Rys. 106. Przykładowe narzędzia do lutowania: a) lutownica elektryczne transformatorowa, b) tygiel
lutowniczy, c) odsysacz cyny, d) stacja lutownicza [20]
Elementy łączone przed lutowaniem należy oczyścić z warstwy tlenków, powłok
ochronnych, tłuszczów i brudu. Czyszczenie przeprowadza się sposobami mechanicznymi,
jak szczotkowanie, piaskowanie, szlifowanie, piłowanie, skrobanie. Niekiedy powierzchnie
a)
b)
d)
c)
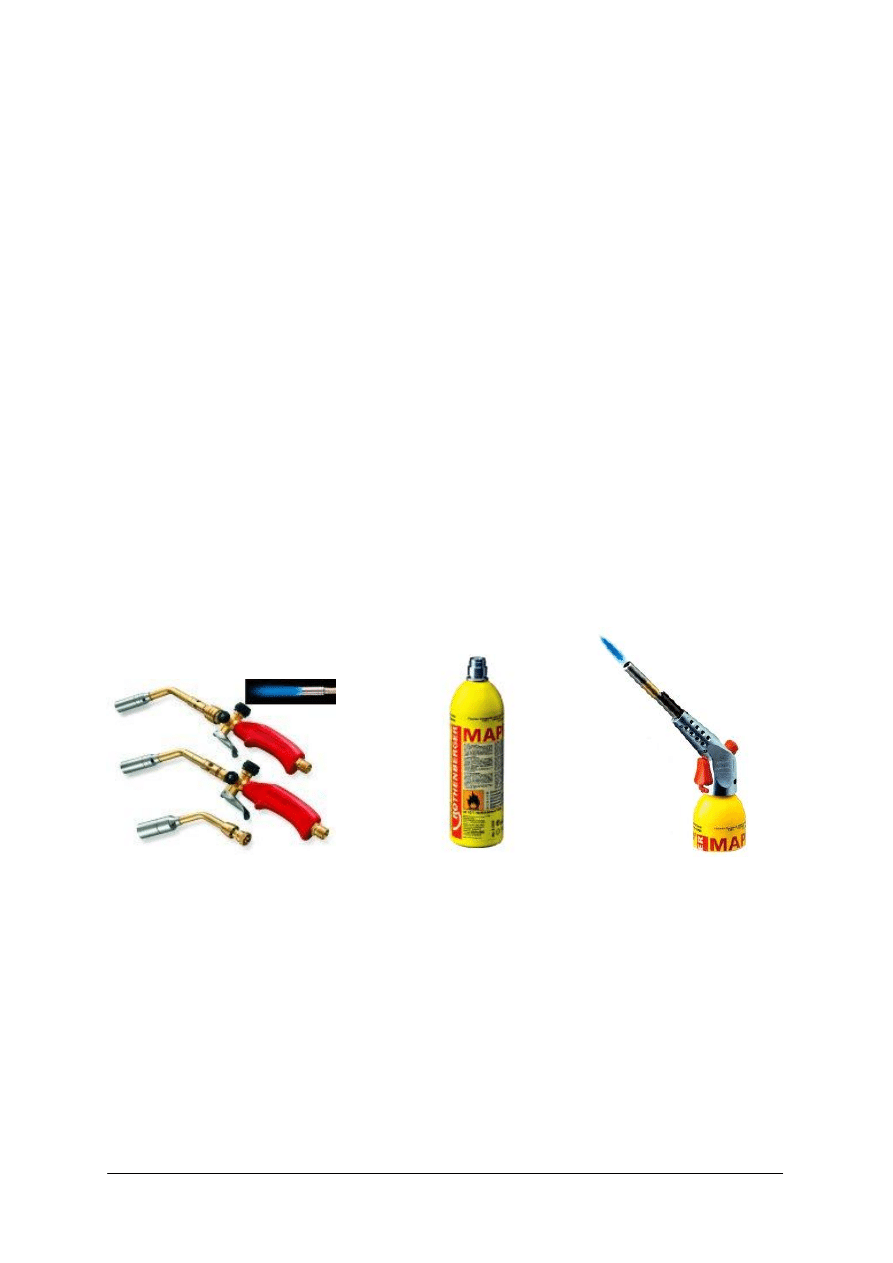
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
81
stykowe złączy oprócz czyszczenia pokrywa się dodatkowo cienką warstewką metali dobrze
lutowanych jak miedź, nikiel, cyna poprzez pobielanie kąpielowe. Do pobielania kąpielowego
używa się najczęściej tygli lutowniczych. Lutowanie miękkie wykonuje się za pomocą
narzędzia zwanego lutownicą. Najważniejszą częścią lutownicy jest jej grot miedziany, który
po nagrzaniu służy do roztopienia cyny i przeniesienia jej na miejsce lutowania.
Po nagrzaniu lutownicy pociera się jej grot o kalafonię i przykłada do lutu, który roztapia
się i przylepia do ostrza lutownicy. Następnie grot lutownicy przykłada się do miejsca
lutowanego i pociąga grotem wzdłuż szwu. Lutując większe połączenia należy lut trzymać
lewą ręką nad spoiną. Lutownica trzymana prawą ręką rozgrzewa materiał łączony
i jednocześnie topi lut. Roztopiony lut ścieka i łączy powierzchnie, zastygając między nimi.
W czasie lutowania należy tak prowadzić lutownicę, aby lut nie rozpływał się po wierzchu,
lecz spływał w głąb szwu. Po zalutowaniu usuwa się nadmiar lutu za pomocą skrobaka lub
pilnika i przemywa szew ponieważ użyte topniki w większości są silnie korozyjne.
Luty twarde charakteryzują się temperaturą topnienia w zakresie 450°C ÷ 2000°C,
stanowią je przeważnie stopy miedzi (mosiądze, brązy), srebra, niklu, aluminium i magnezu.
Luty twarde produkowane są w postaci prętów, prętów w otulinie topnikowej, drutu na szpuli
i zwoju, taśm. Lutowanie twarde stosowane jest przy znacznych naprężeniach w złączu
i wysokiej temperaturze pracy (ponad 150
o
C). Jest używane do połączeń ślusarskich, do
łączenia części mechanizmów precyzyjnych, w produkcji narzędzi skrawających.
Przed lutowaniem powierzchnie łączone należy dokładnie oczyścić i dopasować do siebie.
Części łączone nagrzewa się palnikiem gazowym lub lampą lutowniczą tak długo, aż lut się
roztopi i zwiąże części łączone. Oba te narzędzia zasilane są gazem z butli lub z naboju.
Po wykonaniu lutowania połączone części zostawia się do powolnego ostygnięcia.
Rys. 107. Przykładowe narzędzia do lutowania twardego: a) zestaw palników, b) butla z gazem, c) palnik
uzbrojony w butlę [17]
Połączenia klejone
Klejenie jest łączeniem materiałów substancją, którą nazywamy klejem. Uzyskanie
połączenia jest możliwe dzięki przyczepności kleju do powierzchni łączonych materiałów
(siły adhezji) i wewnętrznej spoistości kleju (sił kohezji). Klejenie jest nowoczesną
technologią łączenia elementów maszyn. Cechuje się dużą wytrzymałością połączenia,
brakiem naprężeń w złączu, zdolnością tłumienia drgań, możliwością wykonania połączenia
bez stosowania obrabiarek, drogich narzędzi i materiałów oraz brakiem zjawisk
elektrochemicznych, występujących zwykle podczas łączenia metali innymi metodami.
Kleje są dielektrykami jednak po ich modyfikacji poprzez dodanie wypełniaczy metalicznych
w postaci bardzo drobnych wiórków o ściśle określonych parametrach możemy uzyskać
a)
b)
c)

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
82
złącze klejowe przewodzące prąd elektryczny. Metodą klejenia łączyć można ze sobą nie
tylko metale i stopy, ale także metale z nie metalami, metale z tworzywami sztucznymi,
szkłem, porcelaną, tkaninami i innymi materiałami. Klejenie metali jest stosowane
w produkcji nowych wyrobów oraz w naprawie maszyn i urządzeń. Połączenia klejone metali
są obecnie stosowane w konstrukcjach lotniczych, pojazdach samochodowych, taborze
kolejowym i wielu innych maszynach i urządzeniach.
Do klejenia metali używa się najczęściej klejów epoksydowych, fenolowych,
karbinolowych, poliuretanowych, kauczukowych, poliestrowych, silikonowych, winylowych
i poliamidowych. Kleje i kity składają się przede wszystkim z żywicy podstawowej oraz
utwardzacza i rozcieńczalnika. Niekiedy stosuje się jeszcze przyspieszacze, środki
modyfikujące i napełniacze. Najczęściej klej przyrządza się bezpośrednio przed użyciem,
dodając do żywicy utwardzacza i rozcieńczalnika lub innych środków. Kleje są na ogół
dostarczane w zestawach i zawierają dokładny opis przygotowania kleju i technologii
klejenia.
Rys. 108. Kleje przemysłowe [15]
Proces klejenia składa się z kilku etapów następujących po sobie:
−
przygotowanie powierzchni do klejenie: polega na oczyszczeniu powierzchni klejonych
z zanieczyszczeń i odtłuszczenie powierzchni klejonych. Powierzchnie oczyszcza się
sposobem mechanicznym poprzez piłowanie, czyszczenie papierem ściernym, opala
płomieniem. Po oczyszczeniu powierzchnie należy odtłuścić. Uczynić to możemy
mieszaniną kwasów lub innych substancji do tego przeznaczonych,
−
przygotowanie masy klejowej: niektóre kleje nie są w postaci gotowej składniki ich
należy wymieszać zgodnie z załączonymi recepturami i zaleceniami,
−
powlekanie powierzchni klejem: klej na powierzchnie łączone nanosi się pędzlem,
łopatka, szpachelką, wałkiem metalowym. Warstwa naniesionego kleju powinna być
równomierna i nie zbyt gruba.
−
łączenie i prasowanie klejonych elementów: po naniesieniu kleju na powierzchnię należy
niekiedy odczekać pewien czas a następnie równomiernie przyłożyć powierzchnie do
siebie i zacisnąć,
−
suszenie i utwardzanie: czas suszenia i utwardzania zależy od rodzaju kleju i podany jest
w recepturze załączonej do kleju,
−
kondycjonowanie: polega na pozostawieniu sklejonych elementów celem uzyskania
przez złącze sklejone pełnej wytrzymałości. Podczas kondycjonowania elementy sklejone
nie muszą być ściśnięte.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
83
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz metody spawania?
2. W jaki sposób wykonuje się spawanie gazowe?
3. W jaki sposób wykonuje się spawanie łukowe?
4. Jakie znasz rodzaje zgrzewania?
5. Jakie znasz urządzenia do zgrzewania?
6. Jakie znasz rodzaje lutowania?
7. Jakie znasz rodzaje topników lutowniczych?
8. Jakie materiały można łączyć za pomocą kleju?
4.4.3. Ćwiczenia
Ćwiczenie 1
Wykonaj połączenie lutowane lutem miękkim zgodnie z instrukcją wykonania ćwiczenia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z treścią zadania (tekst przewodni do wykonania ćwiczenia),
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) zapoznać się z techniką wykonywania połączeń lutowanych lutem miękkim,
4) dobrać narzędzia i materiały do lutowania,
5) sprawdzić stan techniczny narzędzi,
6) przygotować powierzchnię przedmiotów do lutowania,
7) wykonać połączenie lutowane,
8) uporządkować stanowisko pracy,
9) zagospodarować odpady,
10) zaprezentować wykonane ćwiczenie,
11) dokonać oceny ćwiczenia.
Wyposażenie stanowiska pracy:
–
instrukcja do wykonania ćwiczenia zawierająca dokumentację zadania,
–
stanowisko lutownicze,
–
lutownice,
–
lut,
–
topniki lutownicze,
–
odsysacz cyny,
–
pisaki,
–
kartki papieru.
Ćwiczenie 2
Wykonaj połączenie lutowane lutem twardym zgodnie z instrukcją wykonania ćwiczenia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z treścią zadania (tekst przewodni do wykonania ćwiczenia),
2) zorganizować stanowisko pracy do wykonania ćwiczenia,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
84
3) zapoznać się z techniką wykonywania połączeń lutowanych lutem twardym,
4) dobrać narzędzia i materiały do lutowania,
5) sprawdzić stan techniczny narzędzi,
6) przygotować powierzchnię przedmiotów do lutowania,
7) wykonać połączenie lutowane,
8) uporządkować stanowisko pracy,
9) zagospodarować odpady,
10) zaprezentować wykonane ćwiczenie,
11) dokonać oceny ćwiczenia.
Wyposażenie stanowiska pracy:
–
instrukcja do wykonania ćwiczenia zawierająca dokumentację zadania,
–
stanowisko lutownicze,
–
palnik,
–
lut,
–
topniki lutownicze,
–
pisaki,
–
kartki papieru.
Ćwiczenie 3
Wykonaj połączenie klejone zgodnie z instrukcją wykonania ćwiczenia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z treścią zadania (tekst przewodni do wykonania ćwiczenia),
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) zapoznać się z techniką wykonywania połączeń klejonych,
4) dobrać narzędzia i materiały do klejenia,
5) przygotować powierzchnię przedmiotów do klejenia,
6) wykonać połączenie klejone,
7) uporządkować stanowisko pracy,
8) zagospodarować odpady,
9) zaprezentować wykonane ćwiczenie,
10) dokonać oceny ćwiczenia.
Wyposażenie stanowiska pracy:
–
instrukcja do wykonania ćwiczenia zawierająca dokumentację zadania,
–
kleje,
–
środki odtłuszczające,
–
papier ścierny,
–
pisaki,
–
kartki papieru.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
85
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić rodzaje złączy spawanych?
2) scharakteryzować spawanie elektryczne?
3) scharakteryzować spawanie gazowe?
4) wymienić rodzaje połączeń zgrzewanych?
5) opisać metody wykonywania połączeń zgrzewanych?
6) wykonać połączenie lutowane lutem miękkim?
7) wykonać połączenie lutowane lutem twardym?
8) wymienić zastosowanie połączeń klejonych?
9) wykonać połączenie klejone?
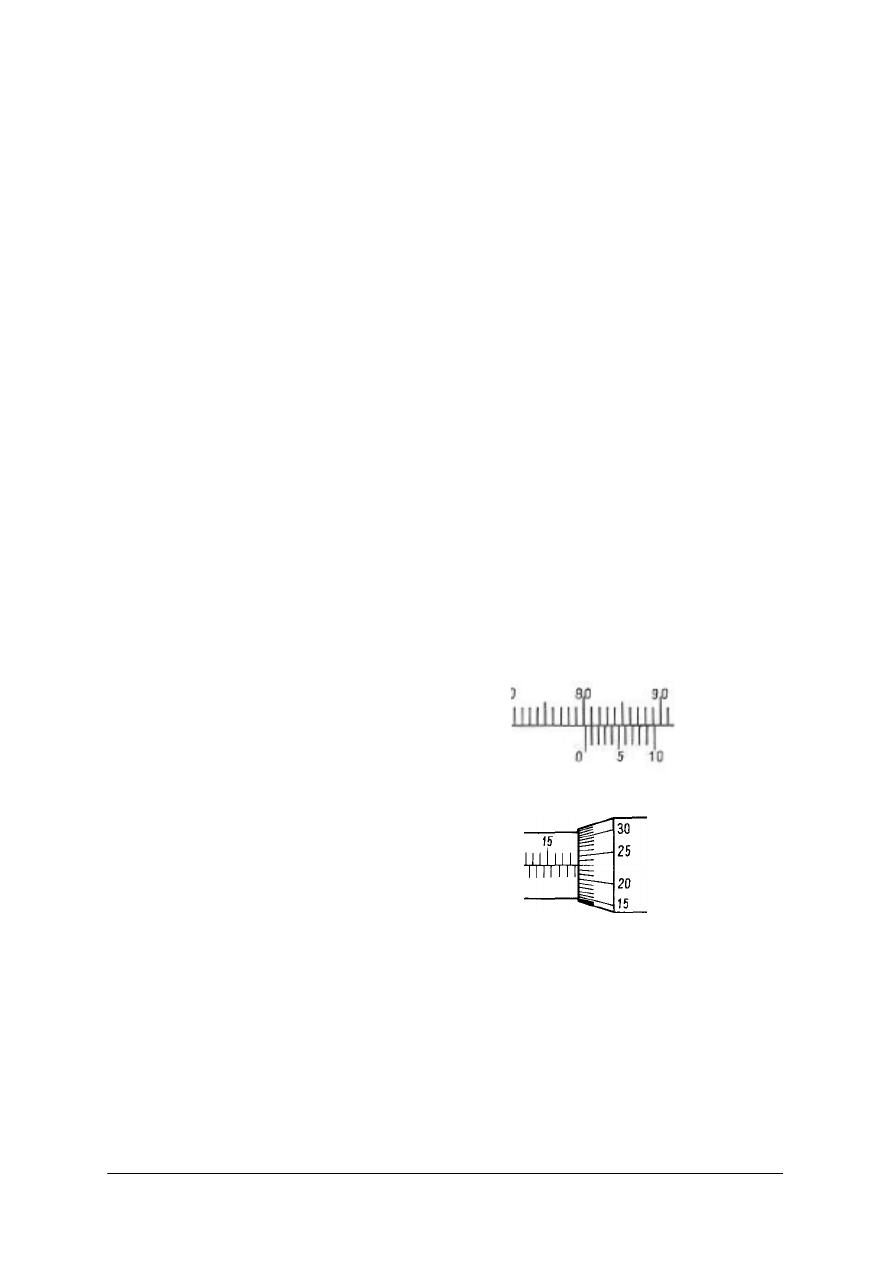
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
86
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj dokładnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Odpowiedzi udzielaj wyłącznie na karcie odpowiedzi.
4. Zapoznaj się z zestawem zadań testowych.
5. Test zawiera 20 zadań.
6. Do każdego zadania podane są cztery odpowiedzi, z których tylko jedna jest prawidłowa.
7. Zaznacz prawidłową według Ciebie odpowiedź wstawiając literę X w odpowiednim
miejscu na karcie odpowiedzi.
8. W przypadku pomyłki zaznacz błędną odpowiedź kółkiem, a następnie literą X zaznacz
odpowiedź prawidłową.
9. Za każde poprawne rozwiązanie zadania otrzymujesz jeden punkt.
10. Za udzielenie błędnej odpowiedzi, jej brak lub zakreślenie więcej niż jednej odpowiedzi -
otrzymujesz zero punktów.
11. Uważnie czytaj treść zadań i proponowane warianty odpowiedzi.
12. Nie odpowiadaj bez zastanowienia; jeśli któreś z zadań sprawi Ci trudność – przejdź do
następnego. Do zadań, na które nie udzieliłeś odpowiedzi możesz wrócić później.
13. Pamiętaj, że odpowiedzi masz udzielać samodzielnie.
14. Na rozwiązanie testu masz 50 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Podziałka noniusza na rysunku wskazuje wymiar
a) 80,1 mm.
b) 81,1 mm.
c) 80,0 mm.
d) 81,0 mm.
2. Położenie bębna w czasie pomiaru mikrometrem wskazuje wymiar
a) 18,23 mm.
b) 18,73 mm.
c) 18,74 mm.
d) 18,77 mm.
3. Gwinty wewnętrzne wykonuje się za pomocą
a) gwintowników.
b) gwintownic.
c) narzynek.
d) noży do gwintów.
4. Symbol M20 x 1,5 oznacza gwint metryczny
a) zwykły.
b) lewozwojny.
c) drobnozwojny.
d) grubozwojny.
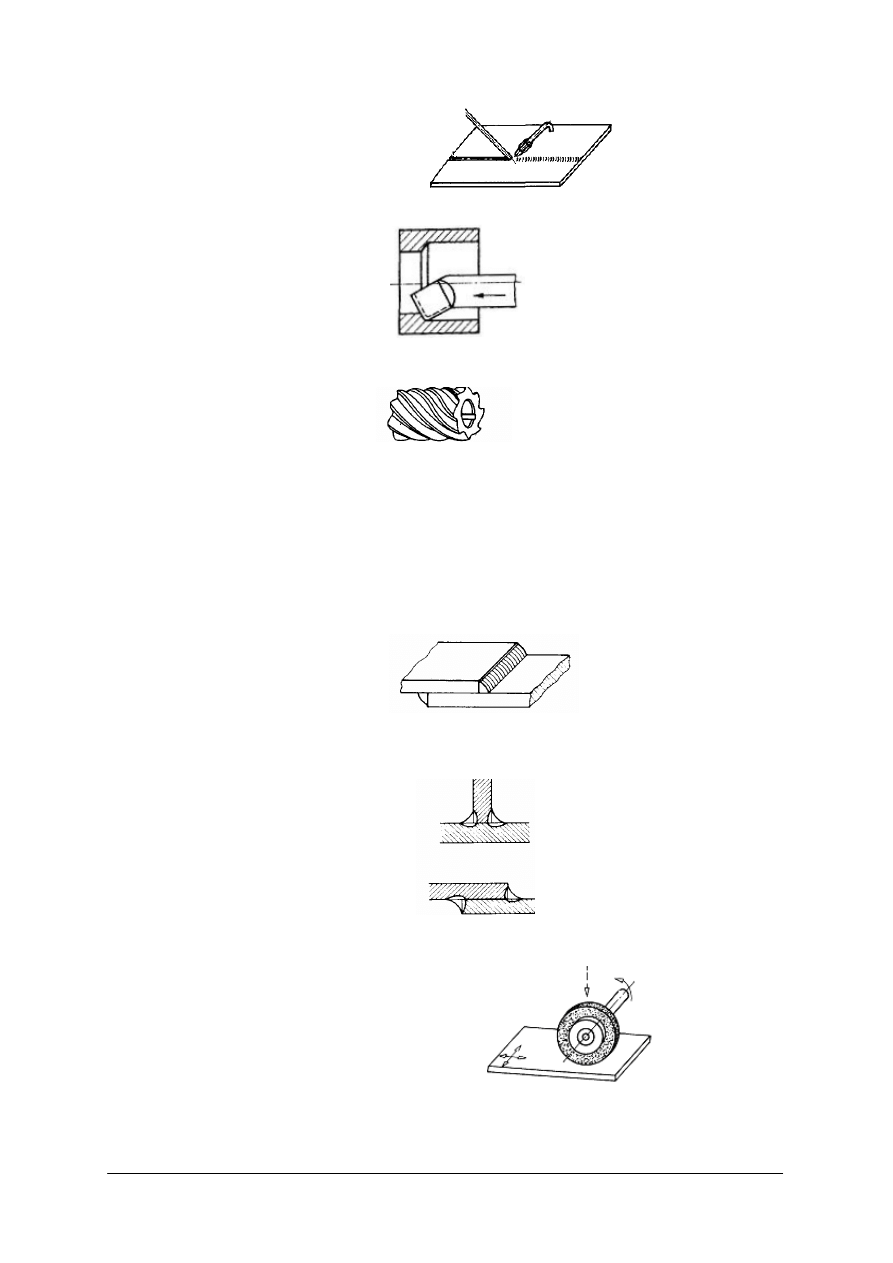
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
87
5. Rysunek przedstawia operację spawania
a) metodą MIG.
b) metodą MAG.
c) gazowego.
d) łukowego.
6. Rysunek przedstawia operację
a) wytaczania.
b) pogłębiania.
c) toczenia poprzecznego.
d) toczenia rowka.
7. Rysunek przedstawia frez
a) walcowy.
b) tarczowy.
c) walcowo - czołowy.
d) trzpieniowy.
8. Do spawania łukowego używa się
a) topników.
b) elektrod.
c) gazu.
d) lutów.
9. Rysunek przedstawia złącze spawane
a)
przylgowe.
b) narożne.
c)
zakładkowe.
d) doczołowe.
10. Rysunek przedstawia spoinę
a)
pachwinową.
b)
czołową.
c)
otworową.
d)
brzeźną.
11. Rysunek przedstawia szlifowanie płaszczyzn
a) czołowe.
b) wzdłużne.
c) obwodowe.
d) obwiedniowe.
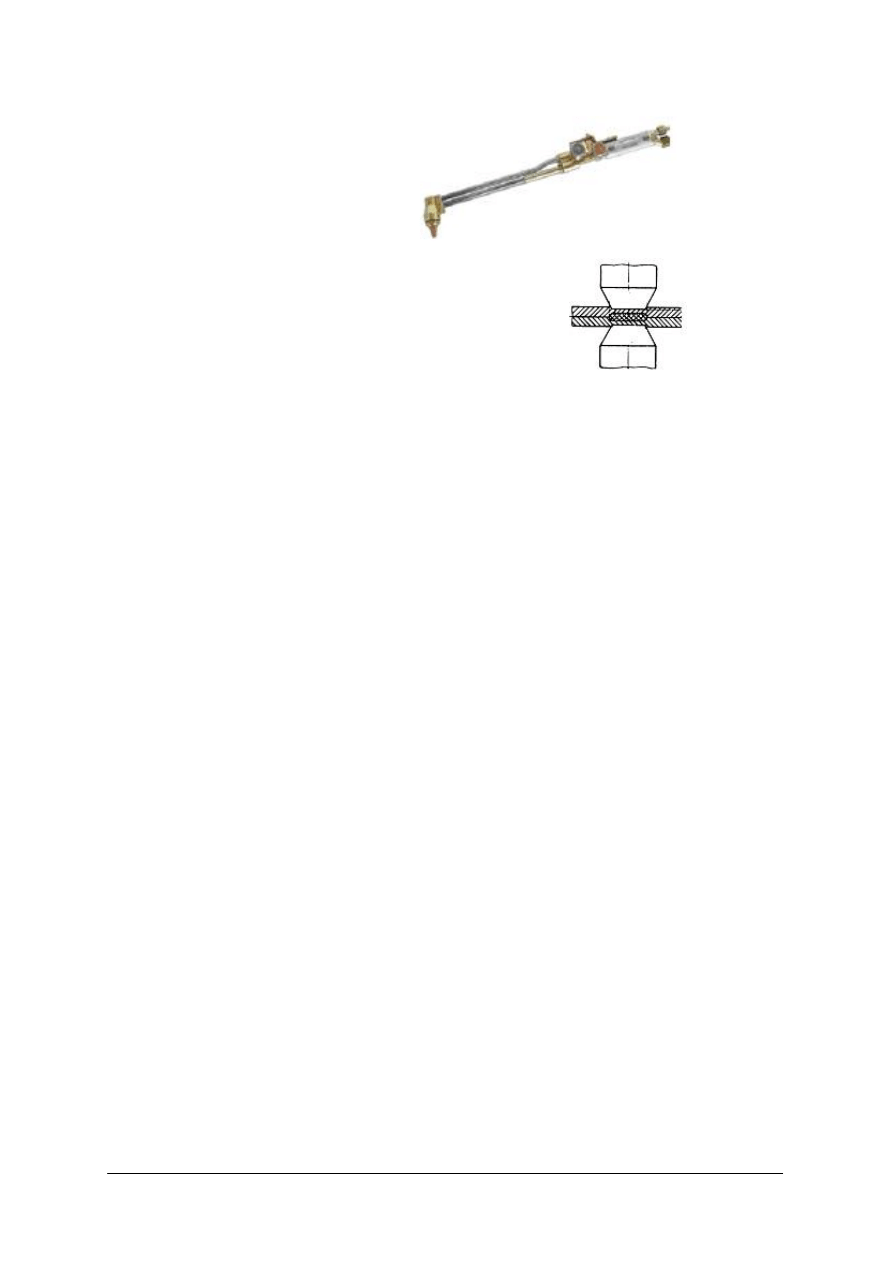
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
88
12. Rysunek przedstawia
a) spawarkę.
b) lutownicę.
c) palnik gazowy.
d) uchwyt spawalniczy.
13. Rysunek przedstawia schemat zgrzewania elektrycznego
a) punktowego.
b) liniowego.
c) garbowego.
d) doczołowego.
14. Trasowanie jest czynnością polegającą na
a) wyznaczeniu osi symetrii przedmiotu za pomocą narzędzi traserskich.
b) przenoszeniu zarysów przedmiotu na rysunek wykonawczy.
c) przenoszeniu zarysów przedmiotu przedstawionego na rysunku wykonawczym na
półfabrykat w postaci blachy, odlewu, odkuwki za pomocą narzędzi traserskich.
d) malowaniu półfabrykatu farbą traserską.
15. Typowymi lutami miękkimi są stopy
a) miedzi.
b) cyny z ołowiem.
c) srebra.
d) aluminium.
16. Luty twarde charakteryzują się temperaturą topnienia w zakresie
a) 150°C÷1500°C.
b) 200°C÷1000°C.
c) 450°C÷2000°C.
d) 450°C÷600°C.
17. Do piłowania zgrubnego powierzchni płaskich używany jest pilnik
a) zdzierak.
b) równiak.
c) jedwabnik.
d) gładzik.
18. Komplet gwintowników do gwintowania ręcznego składa się
a) z jednej sztuki.
b) z dwóch sztuk.
c) z trzech sztuk.
d) czterech sztuk.
19. Lutowane jest technologią łączenia materiałów przez
a) wprowadzenie między łączone powierzchnie innego roztopionego metalu lub stopu
(czynnika łączącego), zwanego spoiwem.
b) nagrzanie i stopienie elementów w miejscu łączenia.
c) nagrzanie elementów w miejscach łączenia i docisk.
d) roztopienie elementów łączonych i docisk.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
89
20. Rysunek przedstawia
a) spawarkę.
b) zgrzewarkę.
c) lutownicę.
d) nitownicę.
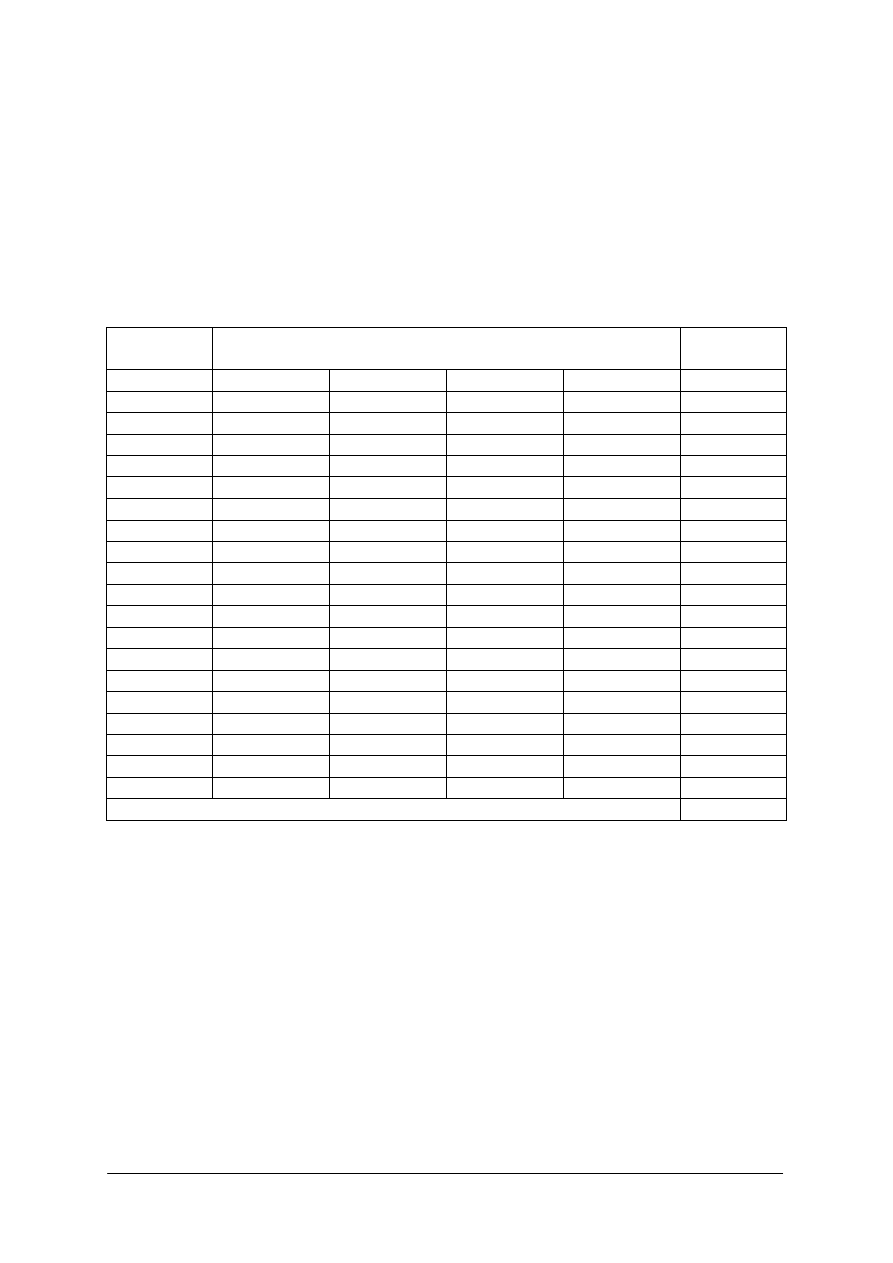
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
90
KARTA ODPOWIEDZI
Imię i nazwisko ............................................................................................................................
Stosowanie mechanicznych technik wytwarzania części maszyn
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedzi
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
91
6. LITERATURA
1. Brodowicz W.: Skrawanie i narzędzia. WSiP, Warszawa 1998
2. Brodowicz W., Grzegórski Z.: Technologia budowy maszyn. WSiP, Warszawa 2004
3. Dudik K., Górski E.: Poradnik tokarza. WNT, Warszawa 2000
4. Górecki A.: Technologia ogólna. Podstawy technologii mechanicznych. WSiP,
Warszawa 2005
5. Górski E.: Poradnik frezera. WNT, Warszawa 1999
6. Solis H.: Technologia. Szlifierstwo. WSiP, Warszawa 1991
7. Malinowski J.: Pasowania i pomiary. WSiP, Warszawa 1993
8. Paderewski K.: Obrabiarki. WSiP, Warszawa 2003
9. Praca zbiorowa: Mały poradnik mechanika. WNT, Warszawa 1994
10. Rutkowski A.: Części maszyn. WSiP, Warszawa 2005
11. www.afm.com.pl
12. www.aspa.pl
13. www.avia.com.pl
14. www.baildonit.com
15. www.chester.com.pl
16. www.elektro-metal.pl
17. www.letorex.com.pl
18. www.metalex.com.pl
19. www.pafana.com.pl
20. www.psinter.com
21. www.rafaela.com.pl
22. www.sandvik.com
23. www.spawarki-transformatorowe.pl
24. www.spawalnictwo.com.pl
25. www.vis.com.pl
26. www.zgrzewarki.pl
Wyszukiwarka
Podobne podstrony:
operator maszyn i urzadzen odlewniczych 812[03] o1 06 n
operator maszyn i urzadzen odlewniczych 812[03] o1 06 u
operator maszyn i urzadzen odlewniczych 812[03] o1 06 n
operator maszyn i urzadzen odlewniczych 812[03] o1 01 u
operator maszyn i urzadzen odlewniczych 812[03] o1 04 u
operator maszyn i urzadzen odlewniczych 812[03] z2 06 n
operator maszyn i urzadzen odlewniczych 812[03] o1 05 n
operator maszyn i urzadzen odlewniczych 812[03] o1 03 n
operator maszyn i urzadzen odlewniczych 812[03] o1 02 u
operator maszyn i urzadzen odlewniczych 812[03] z2 06 u
operator maszyn i urzadzen odlewniczych 812[03] o1 05 u
operator maszyn i urzadzen odlewniczych 812[03] o1 04 n
operator maszyn i urzadzen odlewniczych 812[03] o1 01 n
operator maszyn i urzadzen odlewniczych 812[03] o1 02 n
operator maszyn i urzadzen odlewniczych 812[03] o1 04 u
operator maszyn i urzadzen odlewniczych 812[03] o1 05 u
operator maszyn i urzadzen odlewniczych 812[03] o1 02 n
więcej podobnych podstron