Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Spawanie
Spawanie
ł
ł
ukiem
ukiem
krytym
krytym
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Spawanie
Spawanie
ł
ł
ukiem krytym
ukiem krytym
(121
(121
-
-
SAW)
SAW)
•
121 -Spawanie łukiem krytym
drutem
elektrodowym
•
(Submerged Arc
Welding
–SAW)
•
122 -
Spawanie łukiem krytym elektrodą
taśmową
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
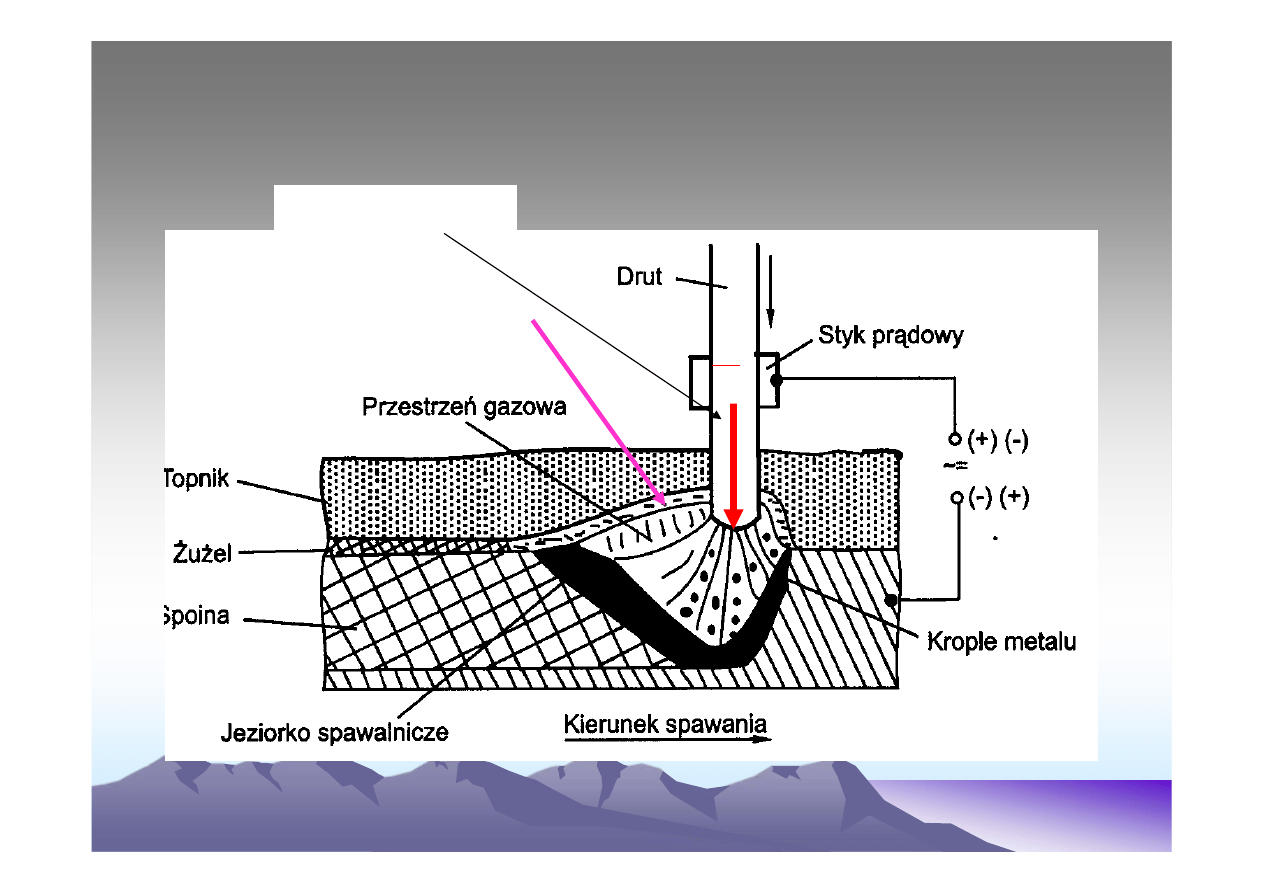
Istota procesu 121
Istota procesu 121
Czasza topnikowa
Wolny wylot
elektrody
Mało dymów!
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
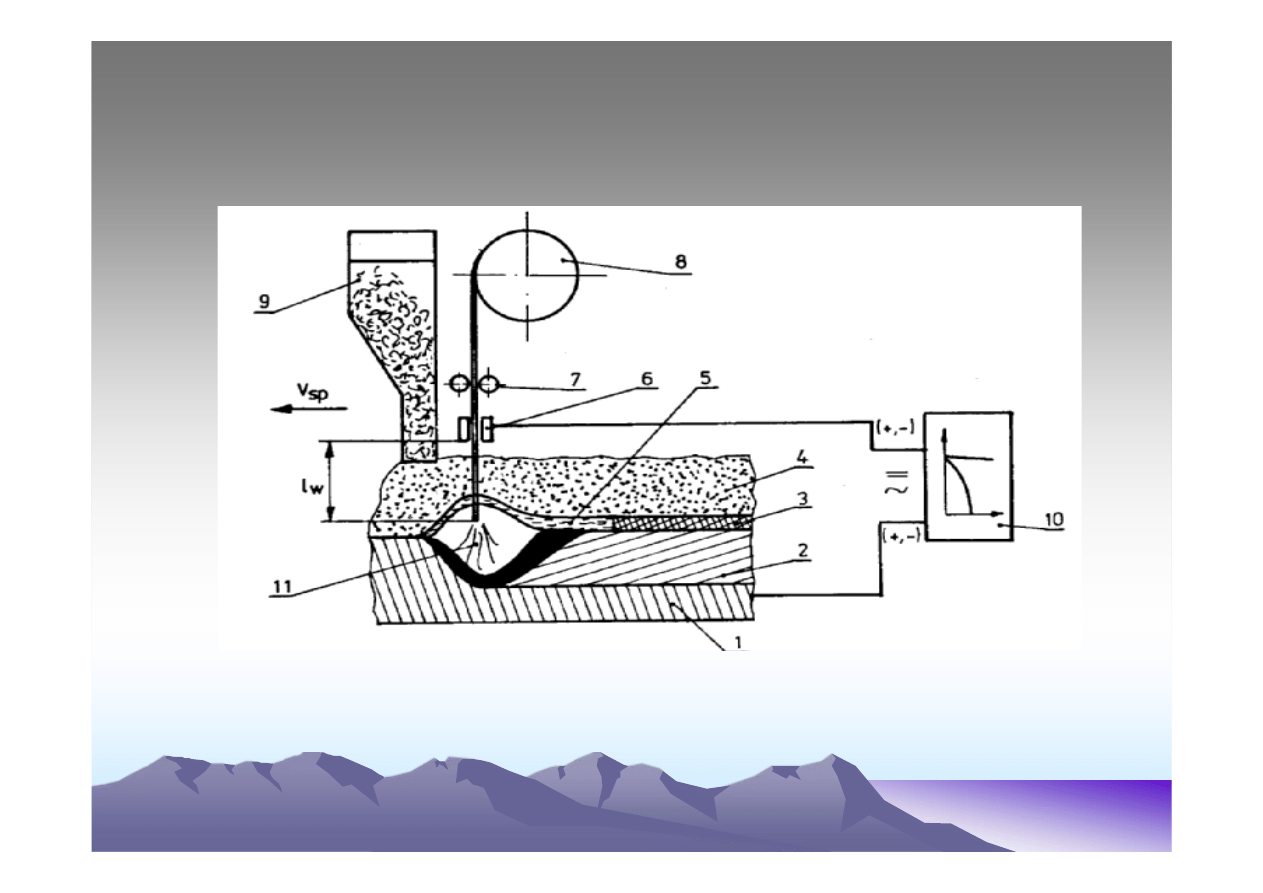
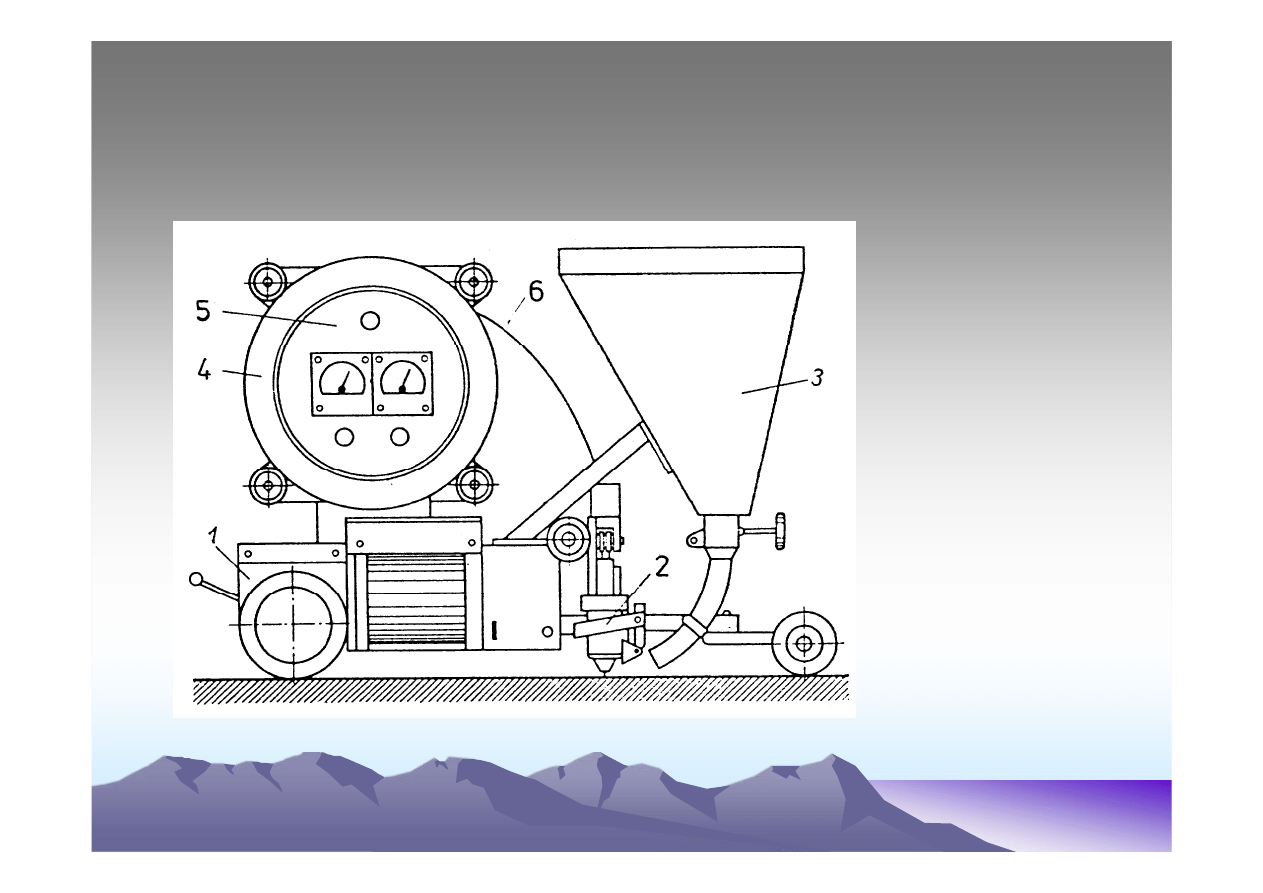
Zasobnik topnika i b
Zasobnik topnika i b
ę
ę
ben z drutem s
ben z drutem s
ą
ą
umieszczone na
umieszczone na
samojezdnym w
samojezdnym w
ó
ó
zku, kt
zku, kt
ó
ó
ry realizuje ruch elektrody wzd
ry realizuje ruch elektrody wzd
ł
ł
u
u
ż
ż
osi spoiny z pr
osi spoiny z pr
ę
ę
dko
dko
ś
ś
ci
ci
ą
ą
spawania
spawania
1 -materiał
rodzimy; 2 -spoina;
3 -żużel stały; 4 -
topnik; 5 -
ciekły żużel;
6 -
styk prądowy;
7 -
rolki napędowe; 8 -
bęben z drutem elektrodowym;
9 -
zbiornik na topnik;
10 -
źródło prądu;
11 -
łuk elektryczny
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Spawanie automatyczne...
Spawanie automatyczne...
•
automatyczne
•
Bo obydwa główne ruchy elektrody zostały
zmechanizowane
•
Łukiem krytym
•
Bo łuk przykrywa topnik
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
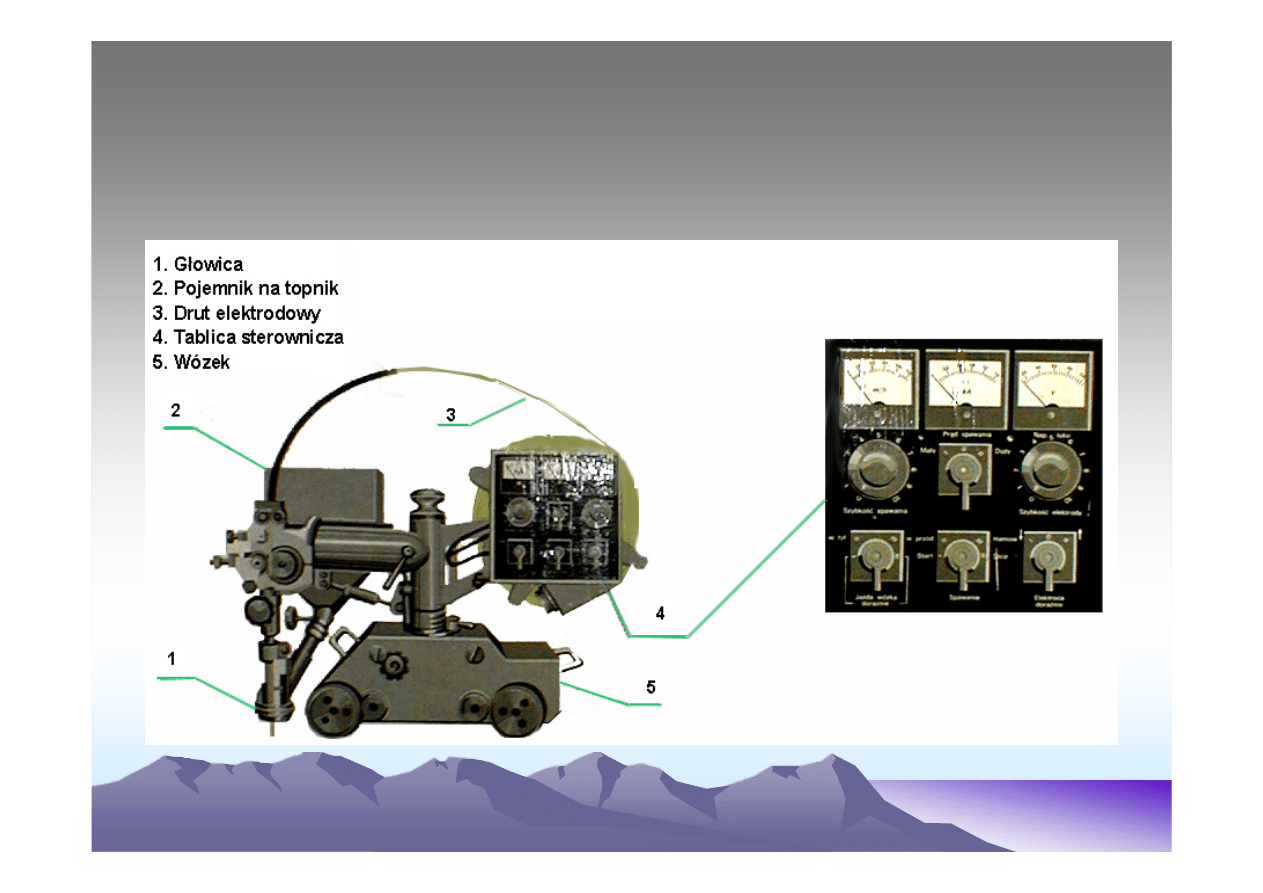
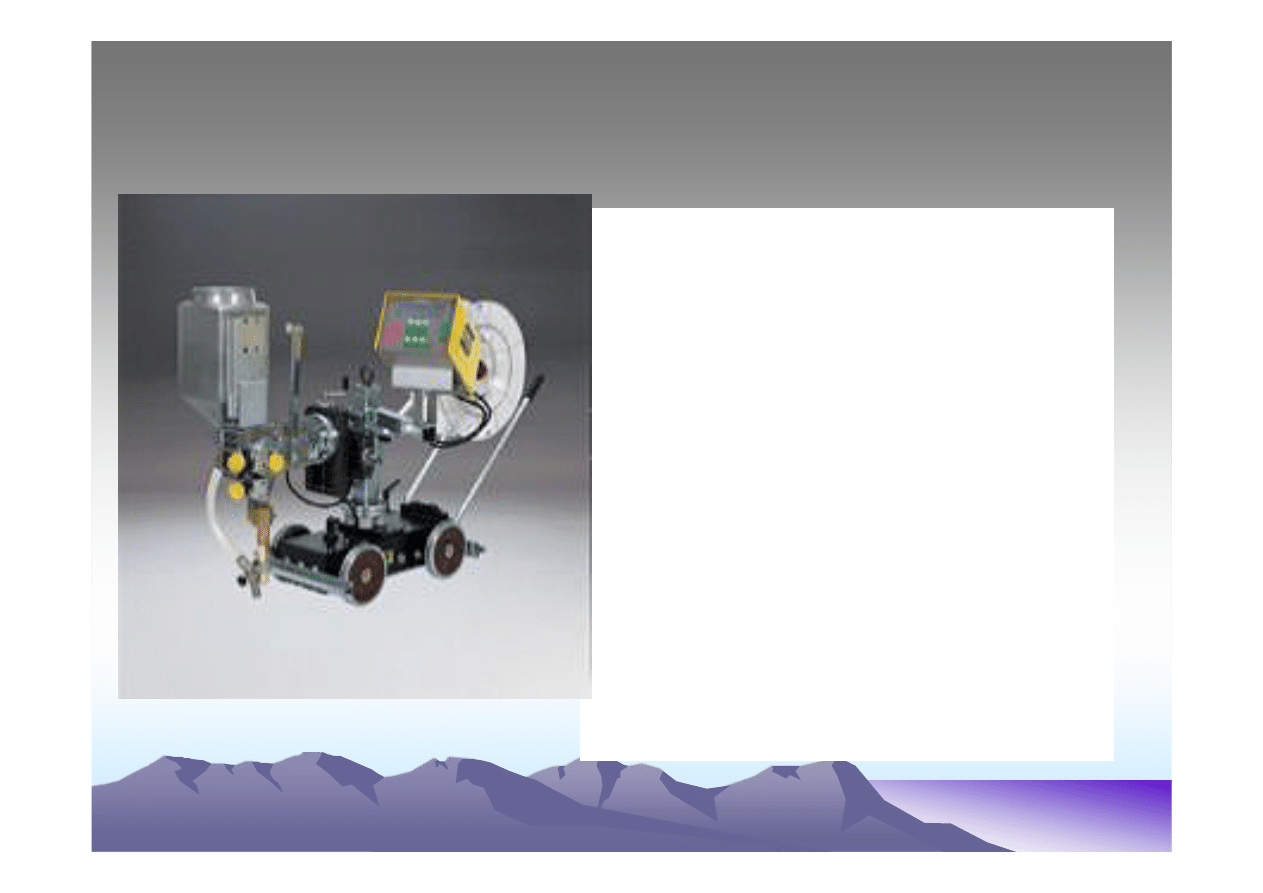
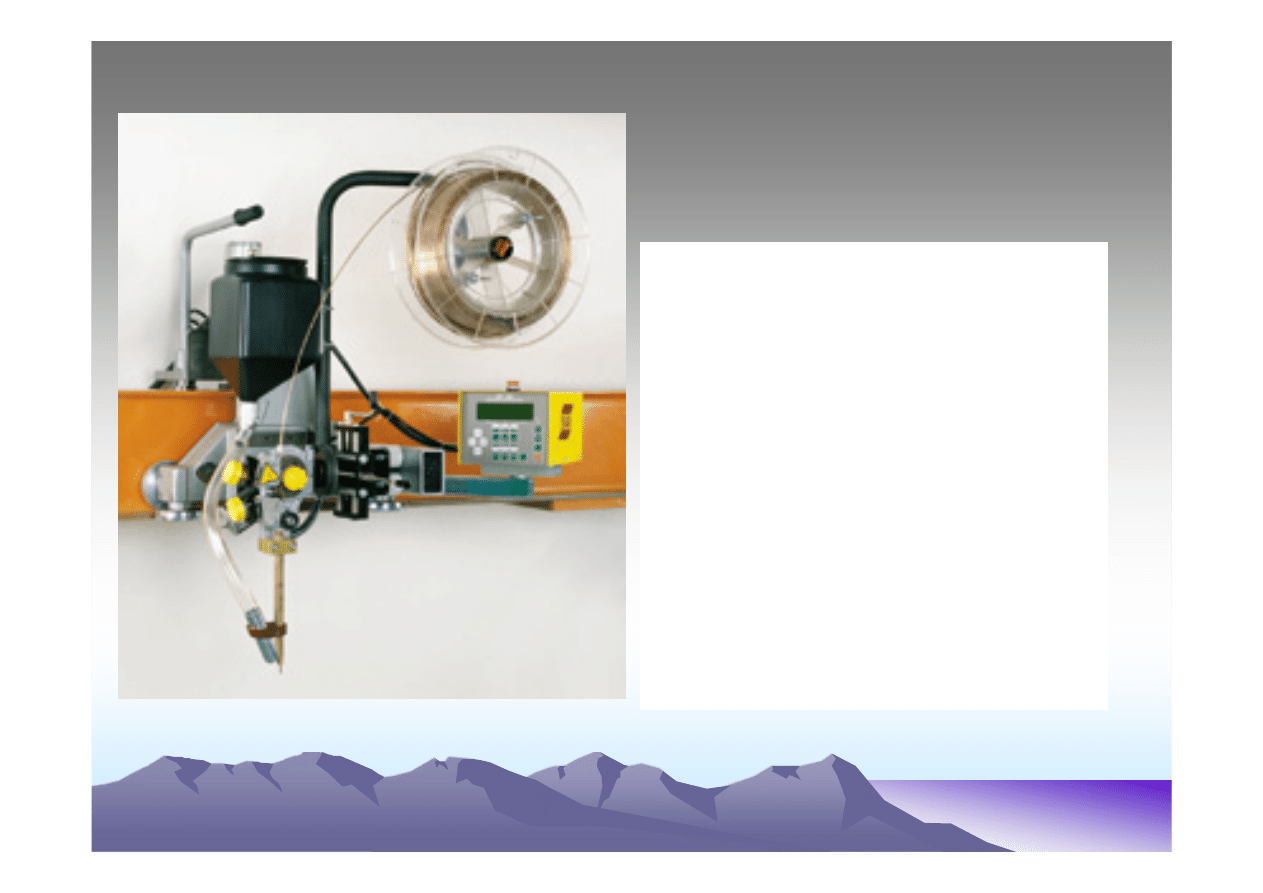
Automat do spawania
Automat do spawania
ł
ł
ukiem
ukiem
krytym
krytym
Wózek,
Głowica,
Pojemnik na topnik,
Bęben z drutem,
Tablica sterownicza,
Drut elektrodowy,
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Widok zewn
Widok zewn
ę
ę
trzny pulpitu sterowniczego i
trzny pulpitu sterowniczego i
automatu do spawania
automatu do spawania
ł
ł
ukiem krytym.
ukiem krytym.
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
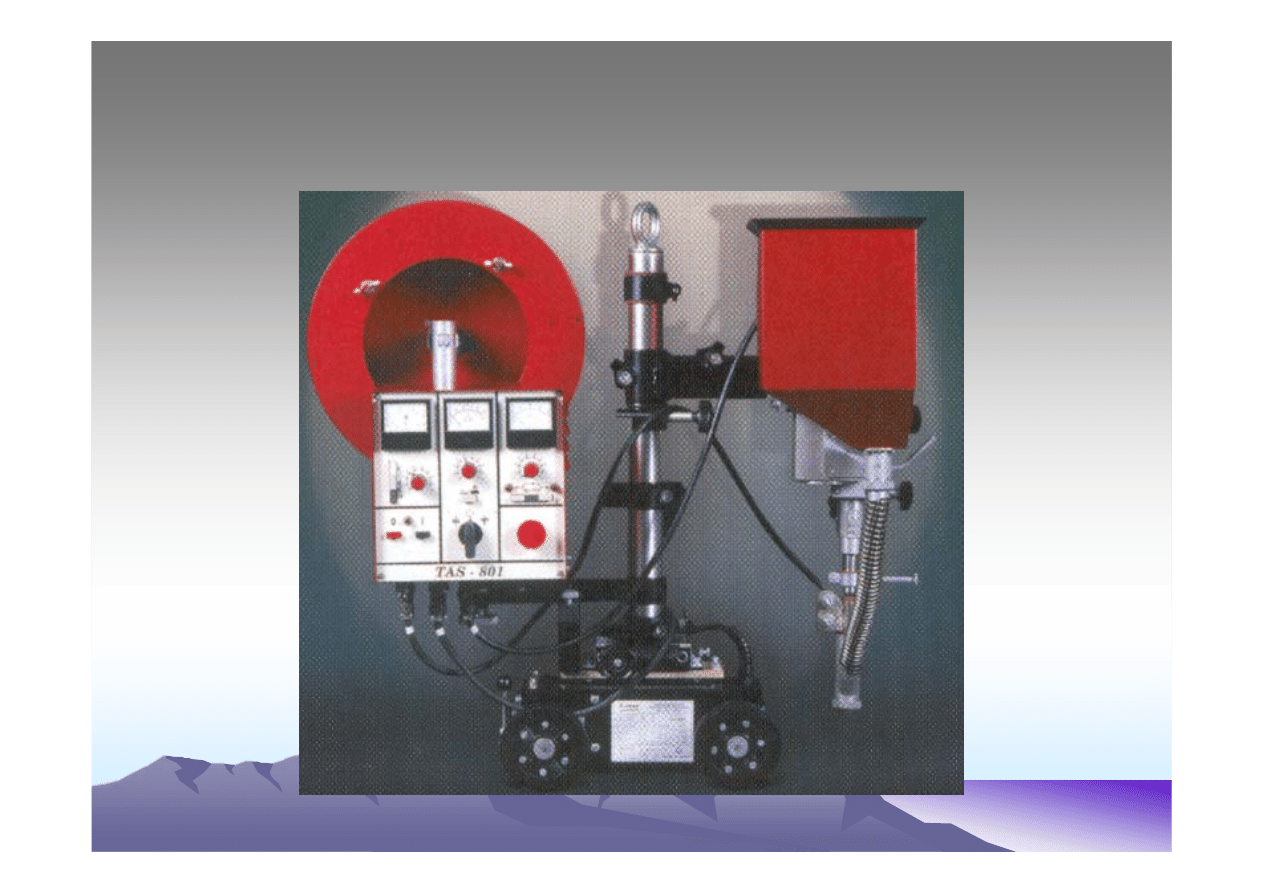
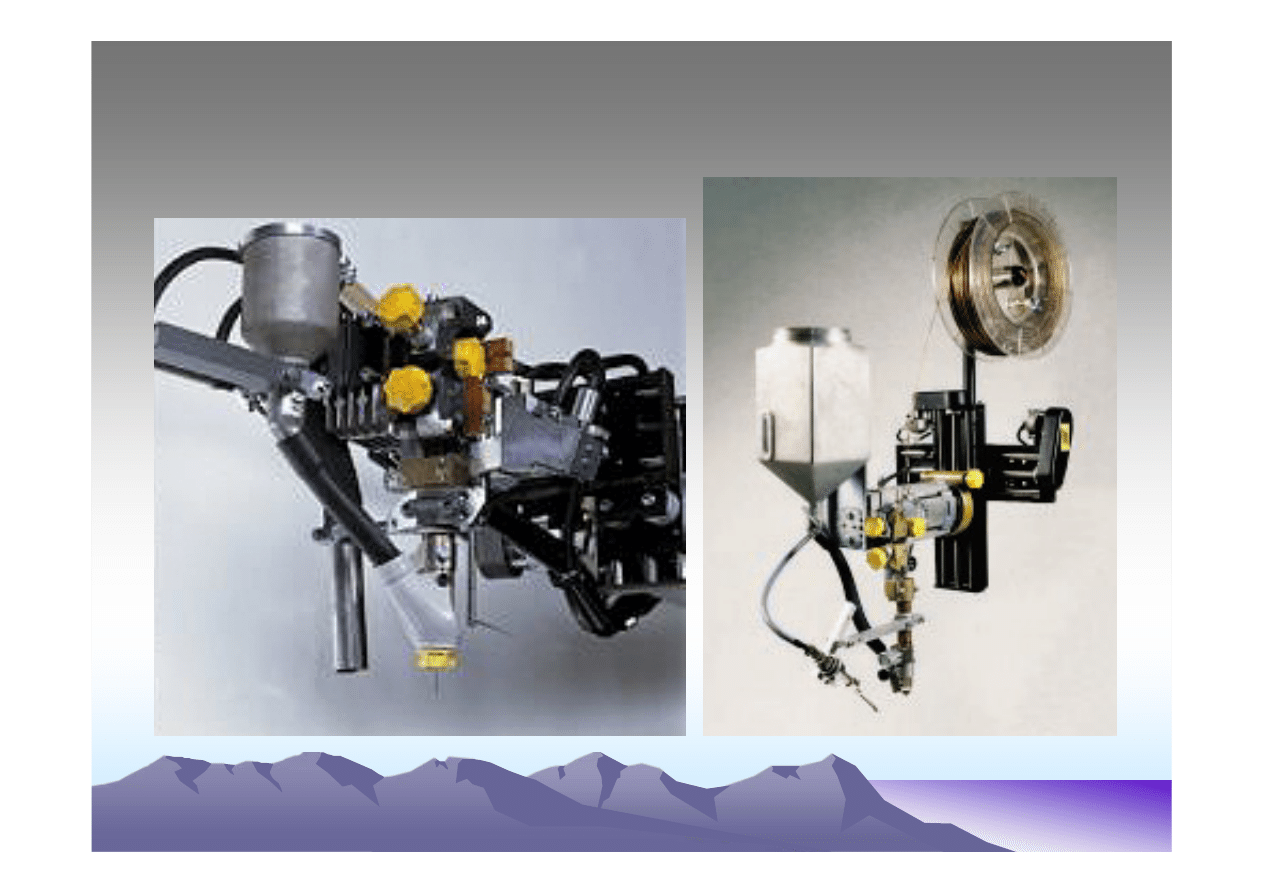
Wsp
Wsp
ó
ó
ł
ł
czesny automat
czesny automat

Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
•
Automat A2 Multitrac
przeznaczony do spawania
łukiem krytym (SAW) lub do
spawania metodą
MIG/MAG
(GMAW).
Wersja do spawania łukiem
krytym umożliwia stosowanie
układu zarówno z jednym
drutem, jak i z
dwoma
drutami
(Twin Wire).
Napęd na cztery koła,
stabilna prędkość
jazdy
.
Panel sterujący, wyposażony
w cyfrowy wyświetlacz,
umożliwia precyzyjne
programowanie i kontrolę
parametrów procesu
spawania.
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
•
A6 Mastertrac
automat spawalniczy z
napędem na cztery koła
.
cyfrowy wyświetlacz umożliwia
dokładne nastawianie
wszystkich parametrów
procesu spawania -
przed
samą
operacją
albo już
w
trakcie spawania.
•
Produkowany w wersji
przeznaczonej do spawania
łukiem krytym (SAW) w
układzie z
jednym drutem,
dwoma drutami (Twin Wire)
lub w układzie tandemowym.
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
G
G
ł
ł
owica
owica
spawalnicza
spawalnicza
•
System jest budowany z
podstawowych zespołów.
Stopień
automatyzacji
można rozszerzać
i
modyfikować
zgodnie z
własnymi wymaganiami,
Można łączyć
głowice
spawalnicze z właściwymi
manipulatorami,
uzyskując kompletne
rozwiązanie
produkcyjnego problemu
spawalniczego
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
•

Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Urz
Urz
ą
ą
dzenie do
dzenie do
spawania belek
spawania belek
konstrukcyjnych
konstrukcyjnych
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Spawanie
Spawanie
ł
ł
ukiem krytym drutem elektrodowym (121)
ukiem krytym drutem elektrodowym (121)
charakteryzuje:
charakteryzuje:
•
-wysoka sprawność
procesu , Uzysk bliski 100%
•
-dużą
wydajnością
spawania 3-6x większą
niż
MMA
•
-dobrą
jakość
spoin wynikająca ze
skutecznej ochrony
ciekłego
jeziorka przed azotem, tlenem i wodorem
•
-dużą
jednorodnością
składu chemicznego
materiału spoiny i
własności mechanicznych z uwagi na wolne stygnięcie
•
-mniejszym zużyciem energii elektrycznej i drutu elektrodowego
z uwagi na
mniejsze przekroje rowków
(mniejszy udział
materiału rodzimego w spoinie)
•
-
małe straty rozpryskowe
metalu
•
-nie potrzebny tu spawacz a
operator
pracujące z dala od łuku,
który tworzy bardzo mało dymów
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Zakres stosowania spawania
Zakres stosowania spawania
ł
ł
ukiem krytym
ukiem krytym
•
-wykonywanie spoin czołowych i pachwinowych w pozycji
podolnej (PA wg EN 1157), nabocznej (PB)
•
-zakres grubości blach spawanych 5-100mm i więcej...
•
-spawanie blach ze stali niskowęglowych i niskostopowych
szczególnie w przemyśle okrętowym,
•
-napawanie regeneracyjne lub platerujące np. z
zastosowaniem elektrody w postaci taśmy
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
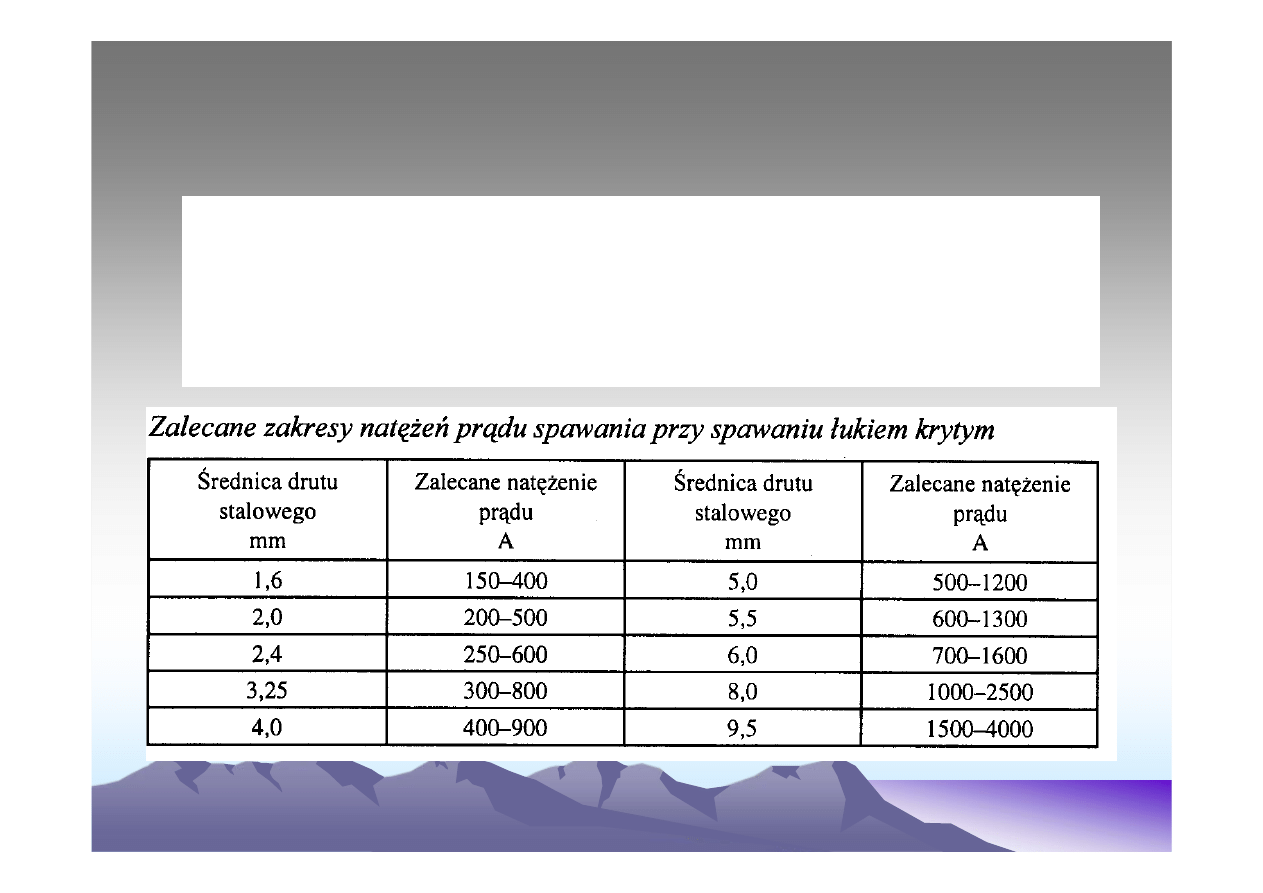
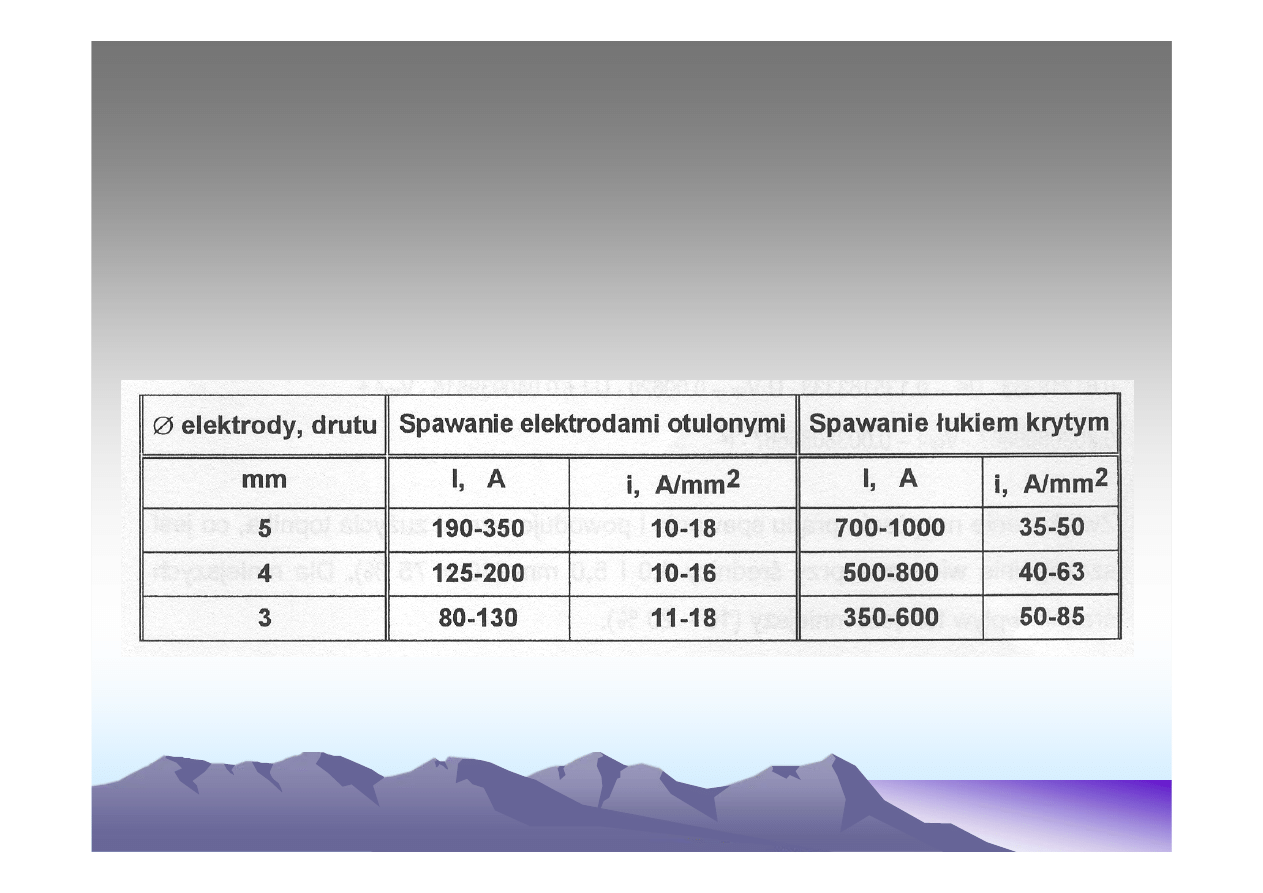
Parametry pr
Parametry pr
ą
ą
dowe spawania
dowe spawania
Natężenie prądu spawania Js=150 -1500 A
Napięcie łuku Uł=25 -45 V
Prędkość
spawania Vs=25 -60 m/h
Średnica elektrod del=2 -6 mm
Energia liniowa spawania ql= 1,5 –5,0 kJ/mm
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
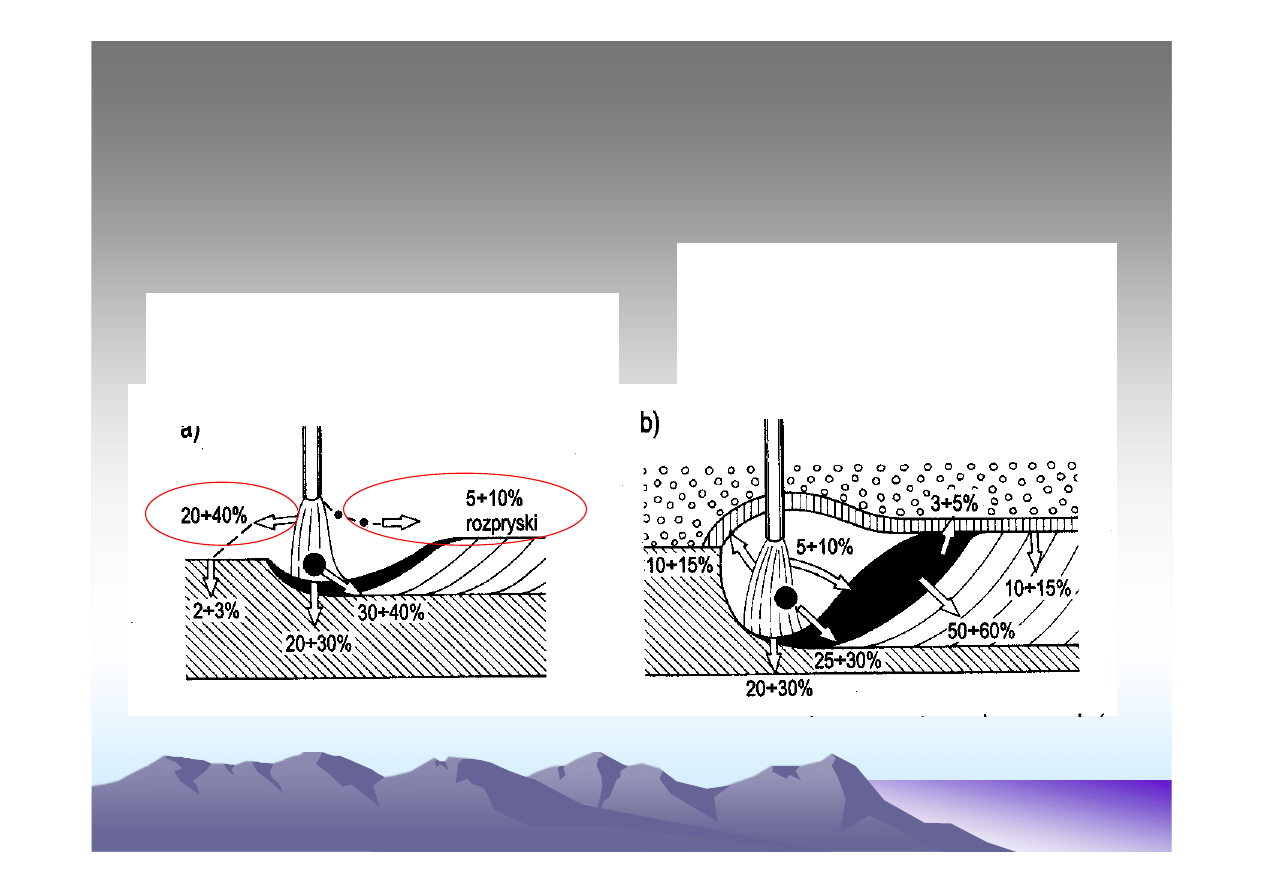
Por
Por
ó
ó
wnanie bilans
wnanie bilans
ó
ó
w cieplnych spawania
w cieplnych spawania
a) MAG oraz b) SAW
a) MAG oraz b) SAW
Większość
energii promieniowania
stanowi stratę
Sprawność
nagrzewania 0,45-0,60
Cała energia promieniowania
jest wykorzystana do
nagrzewania topnika i MS
Sprawność
nagrzewania 0,8-0,95
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
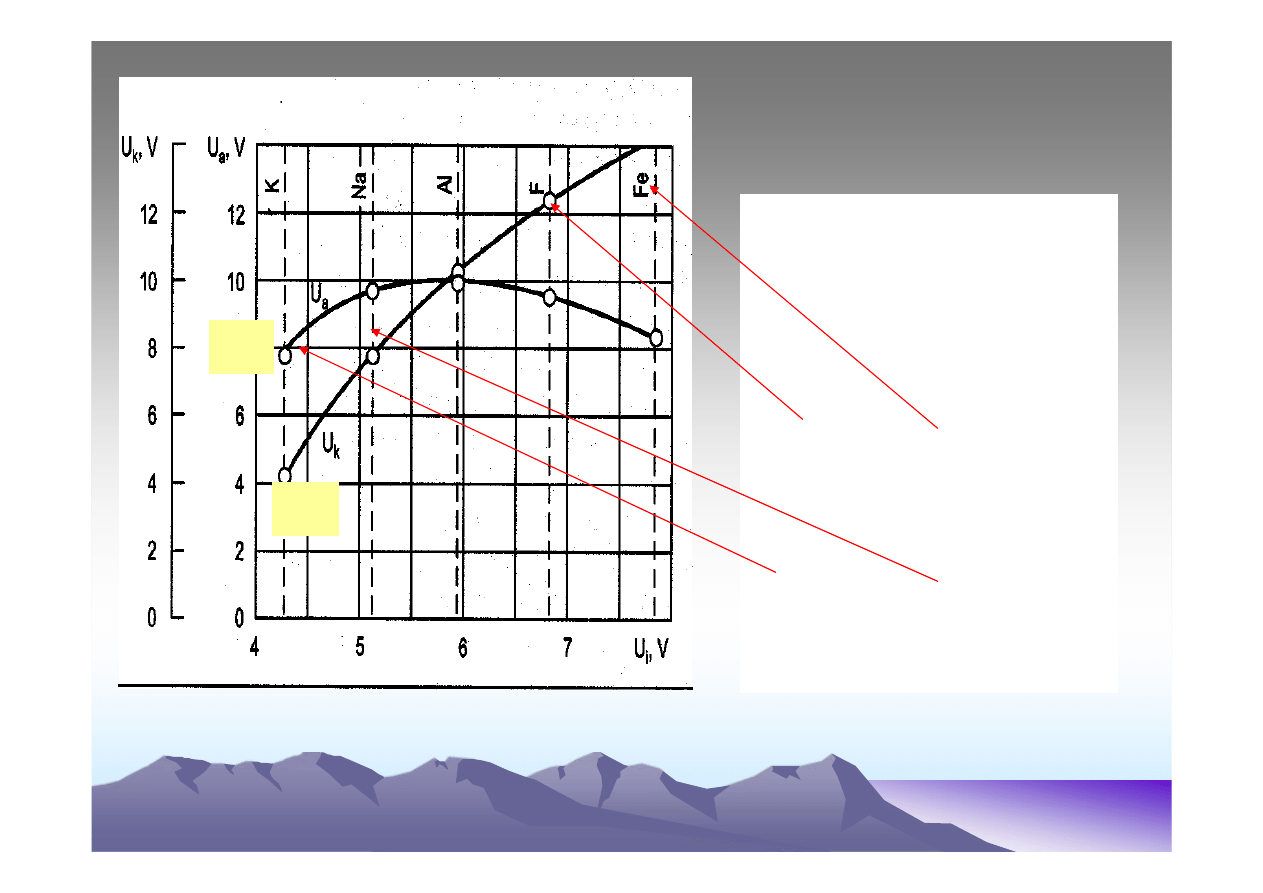
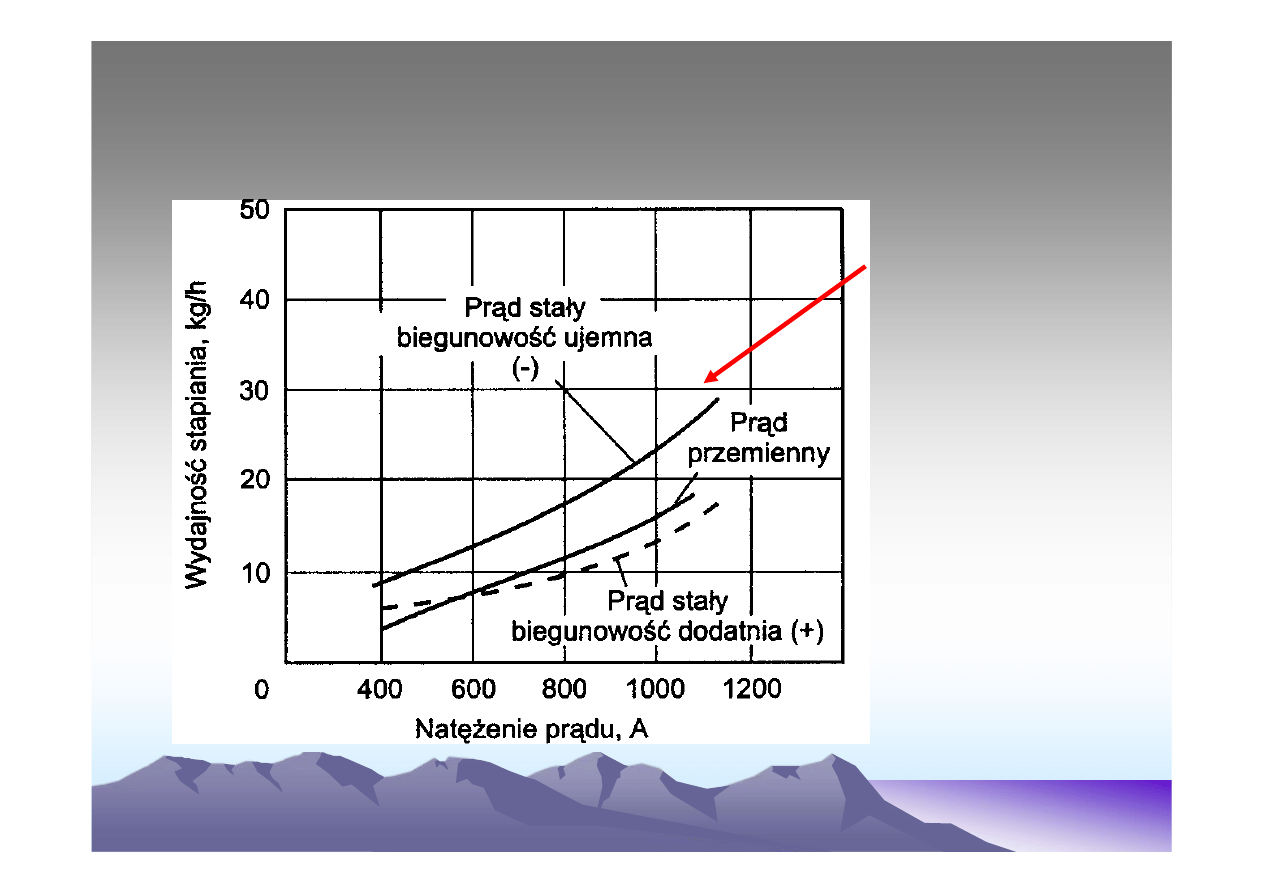
Te krzy
Te krzy
ż
ż
uj
uj
ą
ą
ce si
ce si
ę
ę
krzywe
krzywe
wyja
wyja
ś
ś
niaj
niaj
ą
ą
dlaczego
dlaczego
czasami wi
czasami wi
ę
ę
cej ciep
cej ciep
ł
ł
a
a
wydziela si
wydziela si
ę
ę
na katodzie a
na katodzie a
czasami na anodzie.
czasami na anodzie.
Je
Je
ś
ś
li w atmosferze
li w atmosferze
ł
ł
uku
uku
b
b
ę
ę
dzie przewaga par
dzie przewaga par
Fluoru (F) i
Fluoru (F) i
Ż
Ż
elaza (Fe)
elaza (Fe)
wi
wi
ę
ę
cej energii wydzieli si
cej energii wydzieli si
ę
ę
na Katodzie je
na Katodzie je
ś
ś
li b
li b
ę
ę
dzie
dzie
przewaga
przewaga
Potasu (K) i sodu (Na) to
Potasu (K) i sodu (Na) to
wi
wi
ę
ę
cej energii cieplnej
cej energii cieplnej
powstanie przy Anodzie,
powstanie przy Anodzie,
Ua
Uk
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Wydajno
Wydajno
ść
ść
stapiania
stapiania
drutu elektrodowego podczas
drutu elektrodowego podczas
spawania automatycznego
spawania automatycznego
ł
ł
ukiem krytym, (dla drutu C
ukiem krytym, (dla drutu C
-
-
Mn
Mn
i topnika
i topnika
zasadowego
zasadowego
)
)
Więcej ciepła
na katodzie bo
w topniku
zasadowym są
zawiązki
fluoru CaF2
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
G
G
ę
ę
sto
sto
ść
ść
pr
pr
ą
ą
du podczas
du podczas
spawania MMA i SAW
spawania MMA i SAW
•
MMA
=8-12 g/Ah
SAW
=14-30 g/Ah
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Co to jest topnik
Co to jest topnik
•
Topnik to proszek, o ziarnistości 0,3mm do 2,5mm,
którego głównymi składnikami są
MnO, SiO2 oraz
CaO. Zawiera także K2O i Na2O (zwiększają
stabilność
jarzenia się łuku i ułatwiają
jego jonizację
) oraz CaF2
(uodpornia topnik na wilgoć)
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Funkcje topnika
Funkcje topnika
•
Topnik ma za zadanie:
•
Zapewnić
stabilne jarzenie się łuku
•
Uzyskanie właściwego składu chemicznego stopiwa (a
zatem i własności mechanicznych)
•
Ochronę
jeziorka spawalniczego przed dostępem gazów
zawartych w powietrzu
•
Zmniejszenie szybkości stygnięcia
•
Ukształtowanie powierzchni spoiny
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
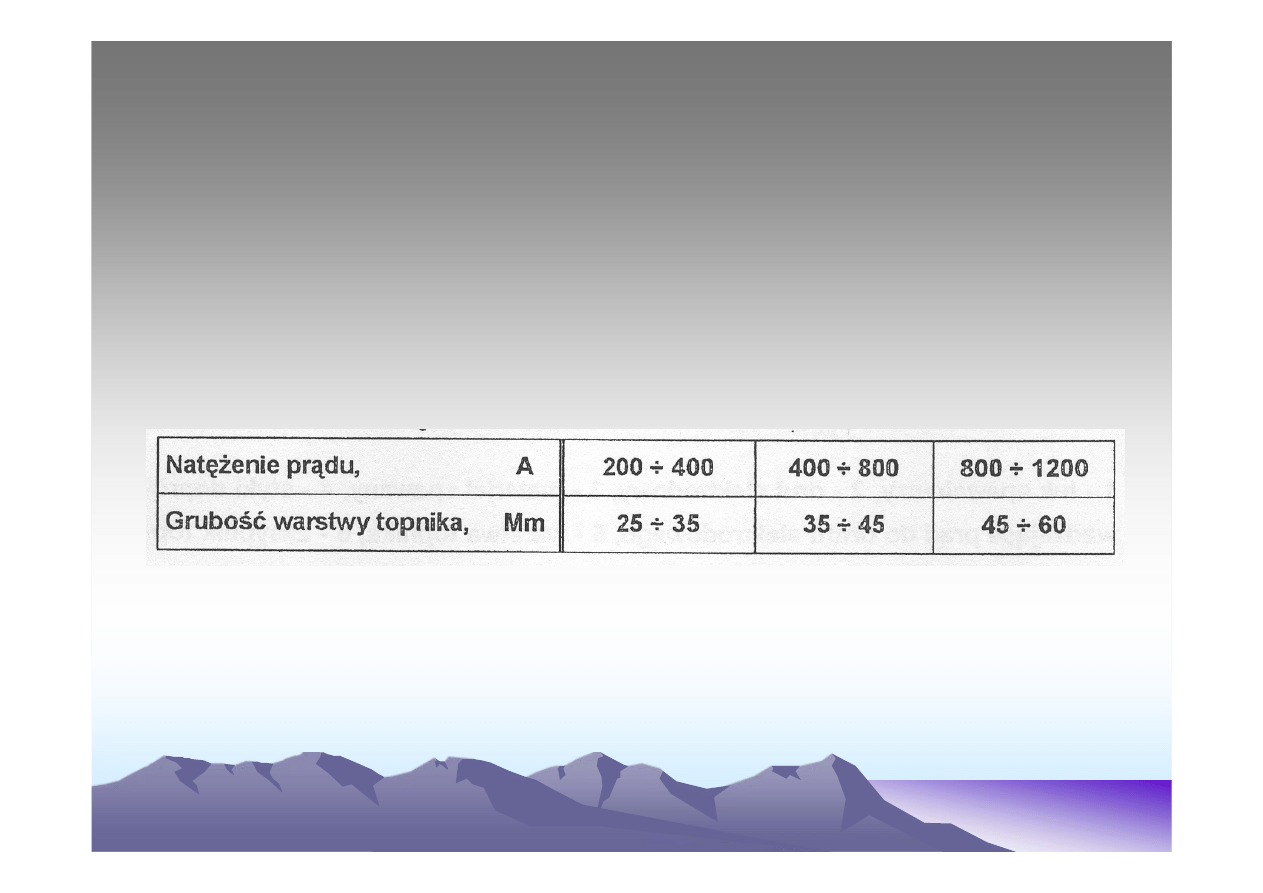
Grubo
Grubo
ść
ść
warstwy topnika zale
warstwy topnika zale
ż
ż
y
y
od wielko
od wielko
ś
ś
ci pr
ci pr
ą
ą
du
du
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
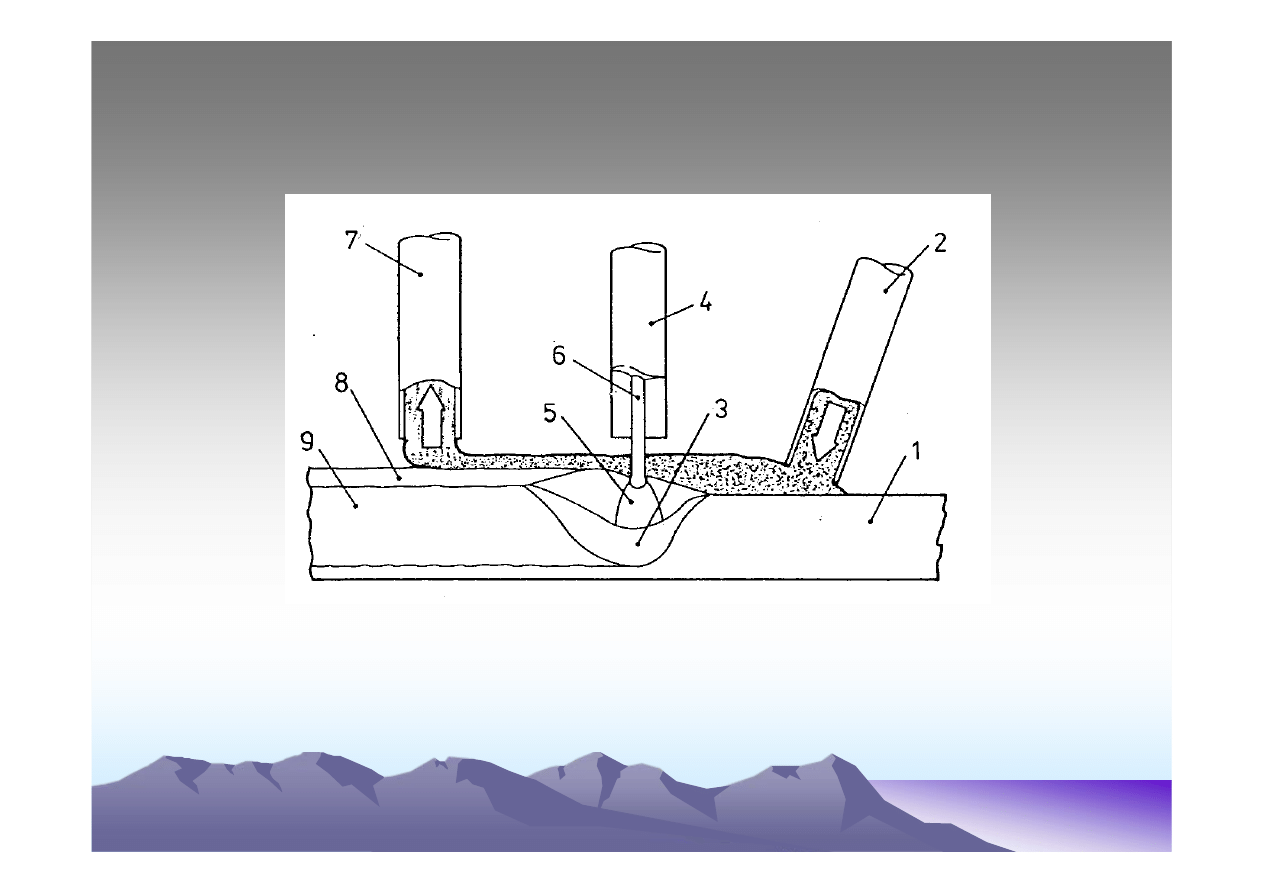
Powt
Powt
ó
ó
rne u
rne u
ż
ż
ycie cz
ycie cz
ęś
ęś
ci topnika
ci topnika
1 -
materiał
rodzimy, 2 -
zasyp topnika, 3 -
jeziorko metalu, 4 -
dysza prądowa,
5 -
łuk, 6 -
drut elektrodowy, 7 -
powrót topnika, 8 -
żużel, 9 -
spoina
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Wsp
Wsp
ó
ó
ł
ł
czynnik zasadowo
czynnik zasadowo
ś
ś
ci
ci
topnika
topnika
•
Współczynnik zasadowości topnika oblicza się
z zależności :
•
CaO + MgO + 0,5x MnO
•
B= ------------------------------------
•
SiO
2
+ TiO
2
•
Gdy:
•
B > 1 –
topnik zasadowy,
•
B < 1 –
topnik kwaśny,
•
B ~
1 –
topnik neutralny.
•
Suma składników zasadowych
Suma składników kwaśnych
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
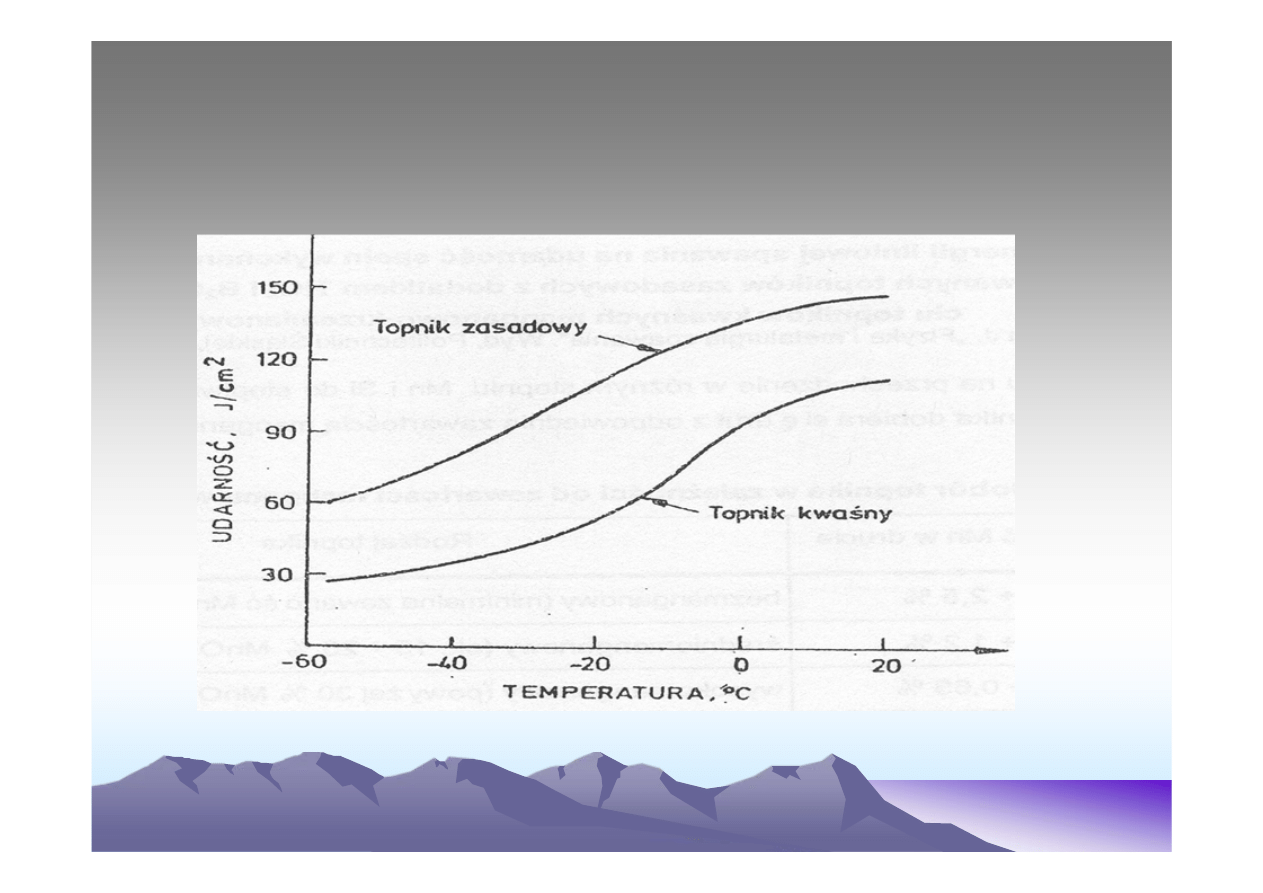
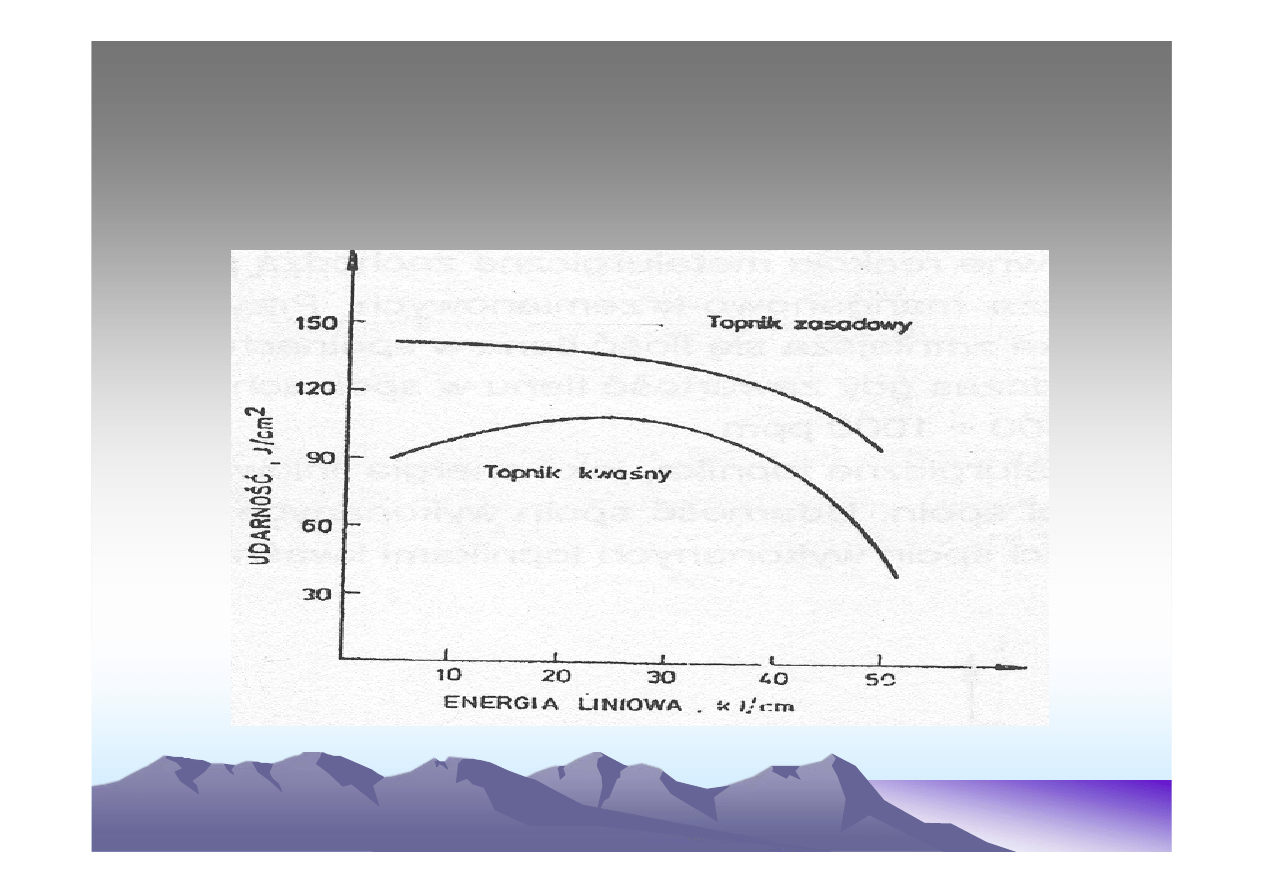
Udarno
Udarno
ść
ść
z
z
łą
łą
czy wykonanych z topnikiem zasadowym jest
czy wykonanych z topnikiem zasadowym jest
wy
wy
ż
ż
sza
sza
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Rodzaje topnik
Rodzaje topnik
ó
ó
w
w
•
wg sposobu produkcji:
•
topione (wytapiane w piecach łukowych z surowców
mineralnych –piasku,wapienia, dolomitu, kaolinu, fluorytu)
•
ceramiczne (spiekane w temperaturach 11000 C,
następnie rozdrabniane i przesiewane)
•
mieszane
•
pod względem metalurgicznym (wg ich zasadowości):
•
kwaśne
•
neutralne
•
Zasadowe
•
Pod względem aktywności
•
Neutralne
•
Aktywne –wprowadzajęcy żelazostopy Mn i Si
•
Stopowe –wprowadzające składniki stopowe
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Zasada doboru drutu i topnika
Zasada doboru drutu i topnika
–
–
kombinacje drut
kombinacje drut
-
-
topnik
topnik
•
Topniki dobierane są
z uwzględnieniem
składu chemicznego
materiału spawanego, materiału elektrody oraz parametrów
spawania
.
•
Topniki kwaśne (wytrzymują
wysokie parametry prądowe, brak
skłonności do tworzenia pęcherzy gazowych, odporne na rdzę, farbę
i zgorzelinę) -do spawania stali niskowęglowych
.
•
Topniki neutralne –
do spawania stali niskostopowych a także metali
nieżelaznych.
•
Topniki zasadowe (skłonne do tworzenia pęcherzy gazowych,
zapewniają
dobre własności plastyczne spoin) –
do spawania stali
nisko i wysokostopowych a także metali nieżelaznych.
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
•
Przy spawaniu stali o Rm<500MPa (większość
stali
węglowych i niskostopowych) obowiązuje zasada:
•
Topnik nisko manganowy –
drut wysoko manganowy
•
Topnik średnio manganowy –
drut średnio manganowy
•
Topnik wysoko manganowy –
drut nisko manganowy
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
energia
energia
ł
ł
amania (udarno
amania (udarno
ść
ść
) zale
) zale
ż
ż
y od topnika i
y od topnika i
energii liniowej
energii liniowej
spawania
spawania
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
PN
PN
-
-
EN 760 Topniki do spawania
EN 760 Topniki do spawania
ł
ł
ukiem krytym
ukiem krytym
-
-
Oznaczenia
Oznaczenia
•
Topnik spawalniczy
PN-EN 760-S F CS 1
67 AC H10
•
PN-EN 760
–numer normy
•
S
–topnik do spawania łukiem krytym
•
F
–metoda wytwarzania topnika
•
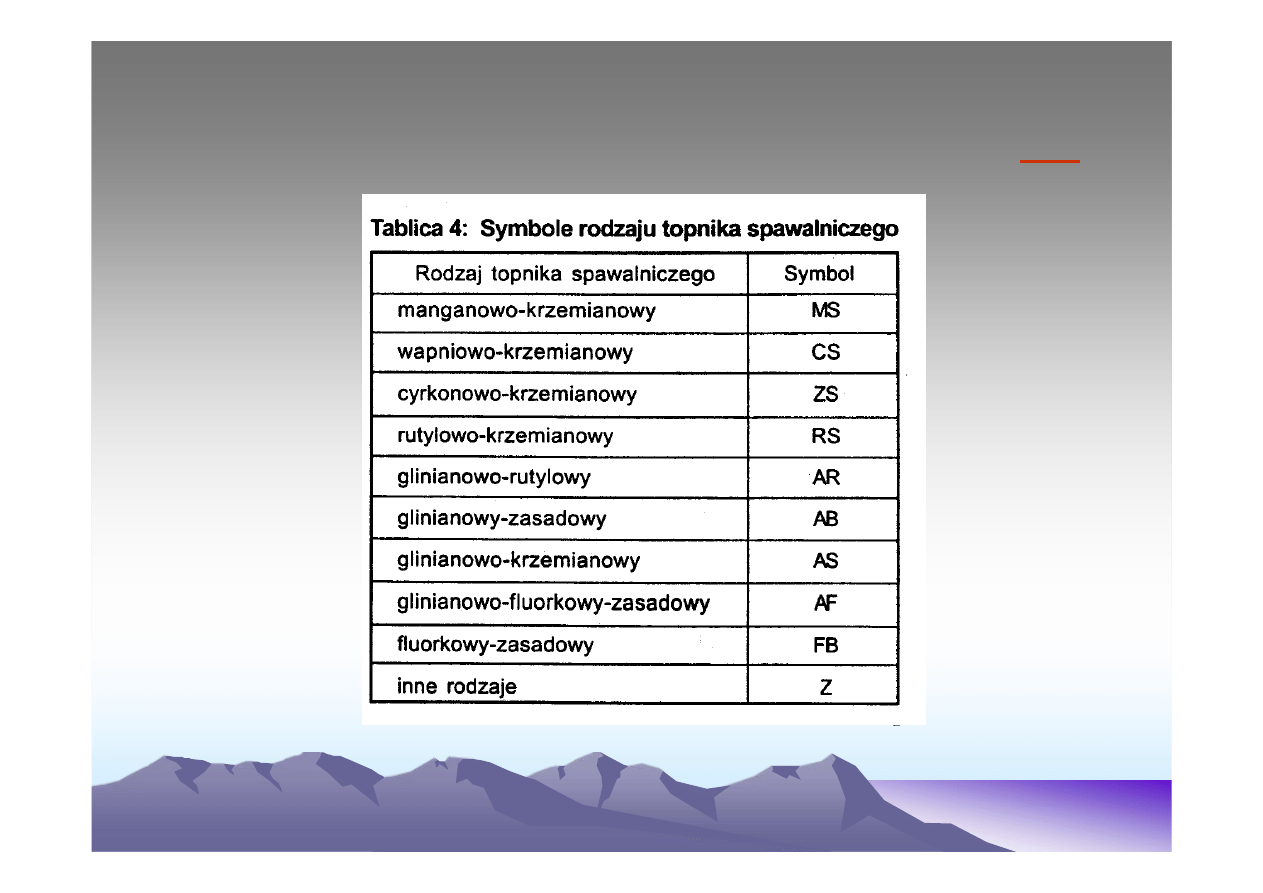
CS
–rodzaj topnika
•
1
–zastosowanie, klasa topnika
•
67
–oddziaływanie metalurgiczne
•
AC
–rodzaj prądu spawania
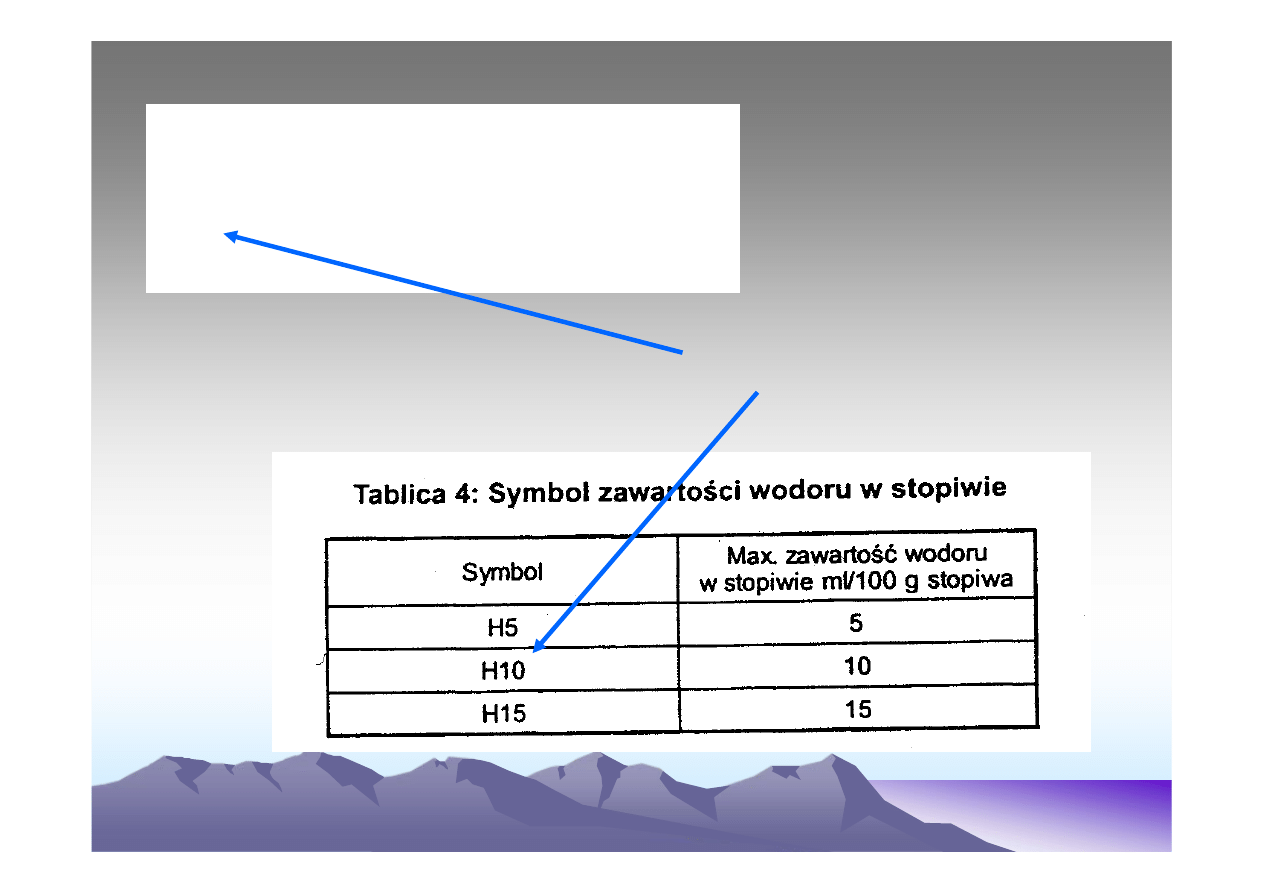
•
H10
–zawartość
wodoru
Część
obowiązkowa
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Symbole metody wytwarzania
Symbole metody wytwarzania
•
F
–topnik topiony
•
A
–topnik aglomerowany
•
M
–topnik mieszany
Topnik spawalniczy
PN-EN 760-S F CS 1
67 AC H10
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Topnik spawalniczy
PN-EN 760-S F CS 1
67 AC H10
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
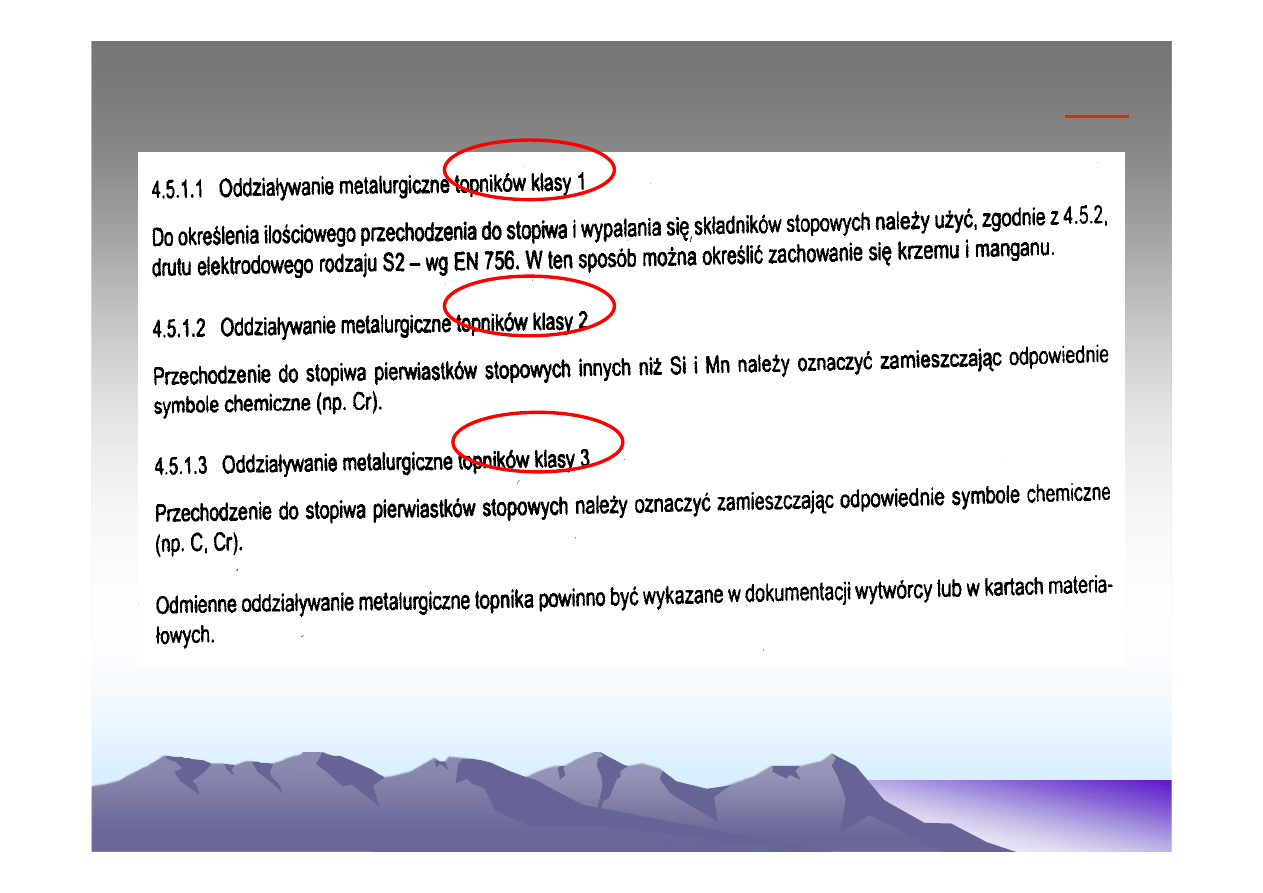
Zastosowanie
Zastosowanie
–
–
klasa topnika
•
1
–topnik klasy 1 -
do spawania
stali niestopowych i
niskostopowych, z zawartością
wyłącznie Mn i Si
•
2
–topnik klasy 2 -
do spawania i napawania stali
nierdzewnych, żaroodpornych chromowych, chromowo
niklowych, niklu i jego stopów
•
3
–topnik klasy 3 –
głównie do napawania
, które
zwiększa
odporność
na ścieranie
dzięki wprowadzaniu
pierwiastków stopowych:
C, Cr lub Mo
Topnik spawalniczy
PN-EN 760-S F CS 1
67 AC H10
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Cd. ... Symbole metalurgicznego oddzia
Cd. ... Symbole metalurgicznego oddzia
ł
ł
ywania topnika
ywania topnika
Topnik spawalniczy
PN-EN 760-S F CS
1
67 AC H10
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
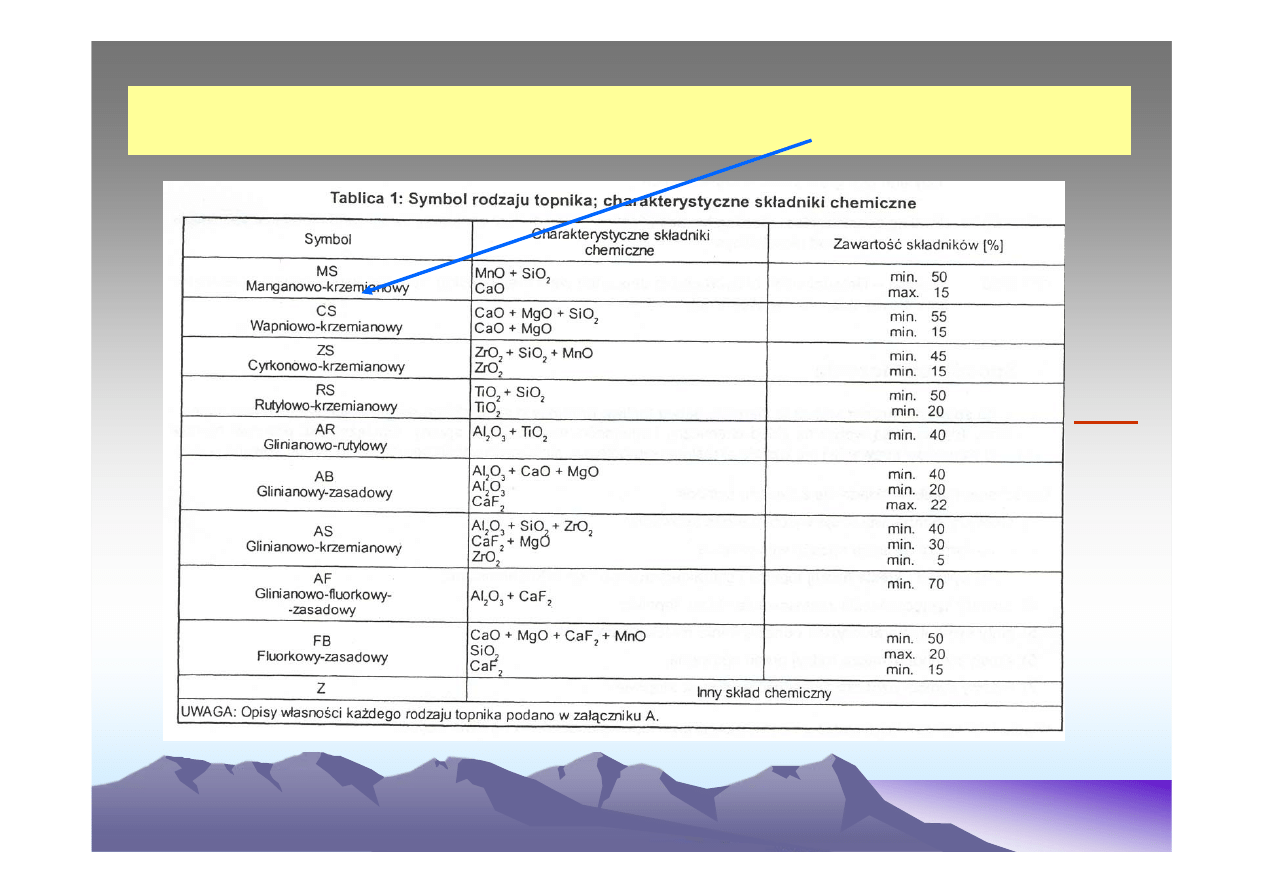
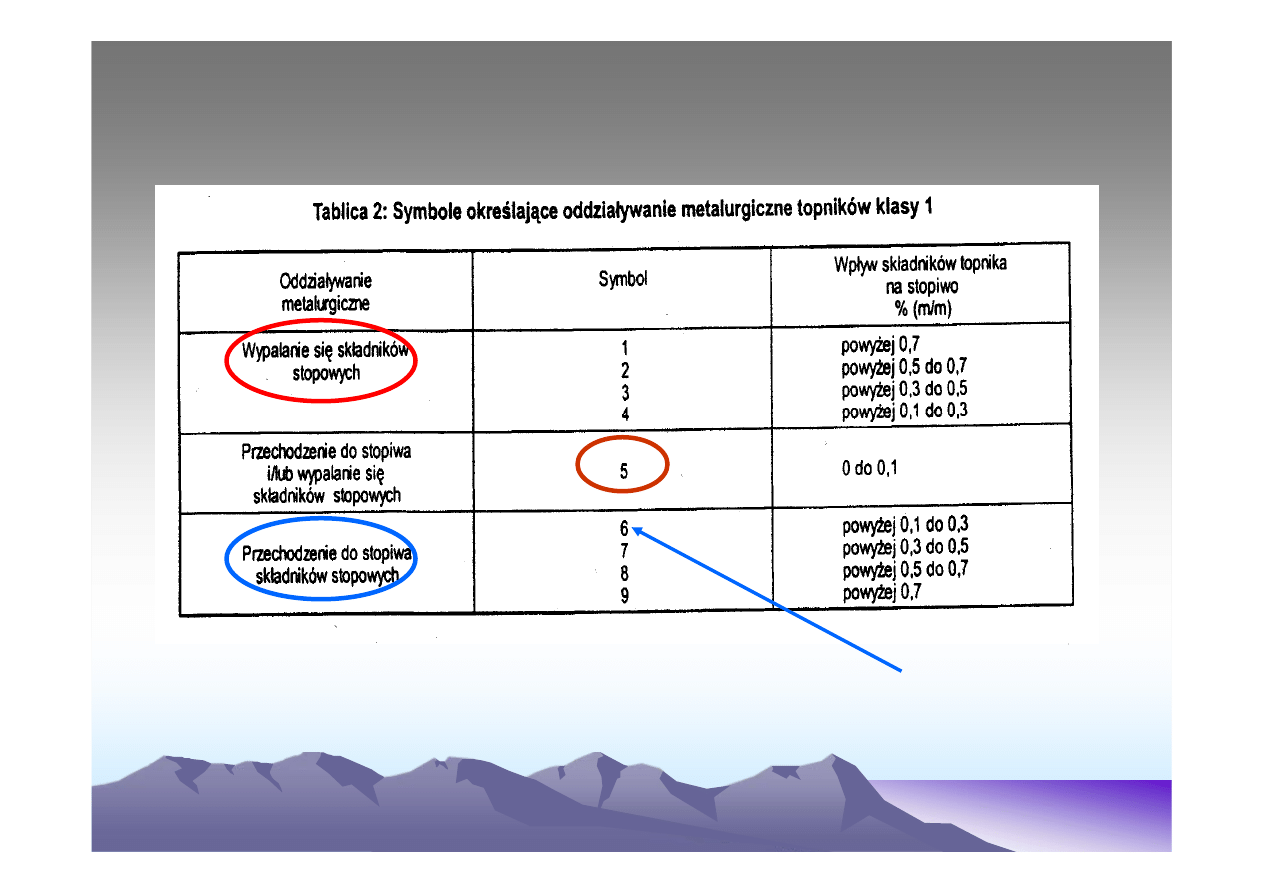
Symbole metalurgicznego oddzia
Symbole metalurgicznego oddzia
ł
ł
ywania topnika
ywania topnika
Topnik spawalniczy
PN-EN 760-S F CS 1
67 AC H10
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
•
Symbol
rodzaju prądu spawania
•
DC
-prąd stały
•
AC
-prąd przemienny
PN-EN 760-S F CS
1
67 AC H10
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Topniki przemys
Topniki przemys
ł
ł
owe
owe
-
-
w
w
ł
ł
asno
asno
ś
ś
ci
ci
SiO
2
Al
2
O
3
MnO
CaO
MgO TiO
2
CaF
2
FeO
max
P
max
S
max
Wymiary
ziarn[mm]
26-30
14-18
5-8
12-16
12-15
6-9
9-13
1,5
0,05
0,05
0,32-1,6
SiO
2
Al
2
O
3
MnO
CaO
MgO
TiO
2
CaF
2
FeO
max
P
max
S
max
Wymiary
ziarn[mm]
26-30
12-18
5-8
12-15
12-15
6-8
8-12
1,5
0,05
0,05
0,32-1,6
SiO
2
Al
2
O
3
MnO
CaO
MgO TiO
2
CaF
2
FeO
max
P
max
S
max
Wymiary
ziarn[mm]
38-44
max.4
40-45
max.5
------
------
5-7
1,5
0,1
0,1
0,32-2,5
Oz
naczenie
topnika
Charakterystyka i zastosowanie
Oznaczenie
drutu
TA.St.1
niskomanganowy, neutralny, do spawania stali
niskowęglowych i niskostopowych oraz molibdenowych
kotłowych (16M)
SpG2, SpG4S
SpG4N, SpG1M
Zawartość
%
Oz
naczenie
topnika
Charakterystyka i zastosowanie.
Oznaczenie
drutu
TA.St.2
niskomanganowy neutralny z dodatkiem Cr2O3 do
spawania stali niskowęglowych i chromowo-
molibdenowych (15HM, 10H2M)
SpG1H1M
SpG1H2M
Zawartość
%
Zawartość
%
Oz
naczenie
topnika
Charakterystyka i zastosowanie.
Oznaczenie
drutu
TA.St.3
wysokomanganowy do spawania stali niskowęglowych,
szczególnie w przemyśle okrętowym
SpG1, SpG2
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
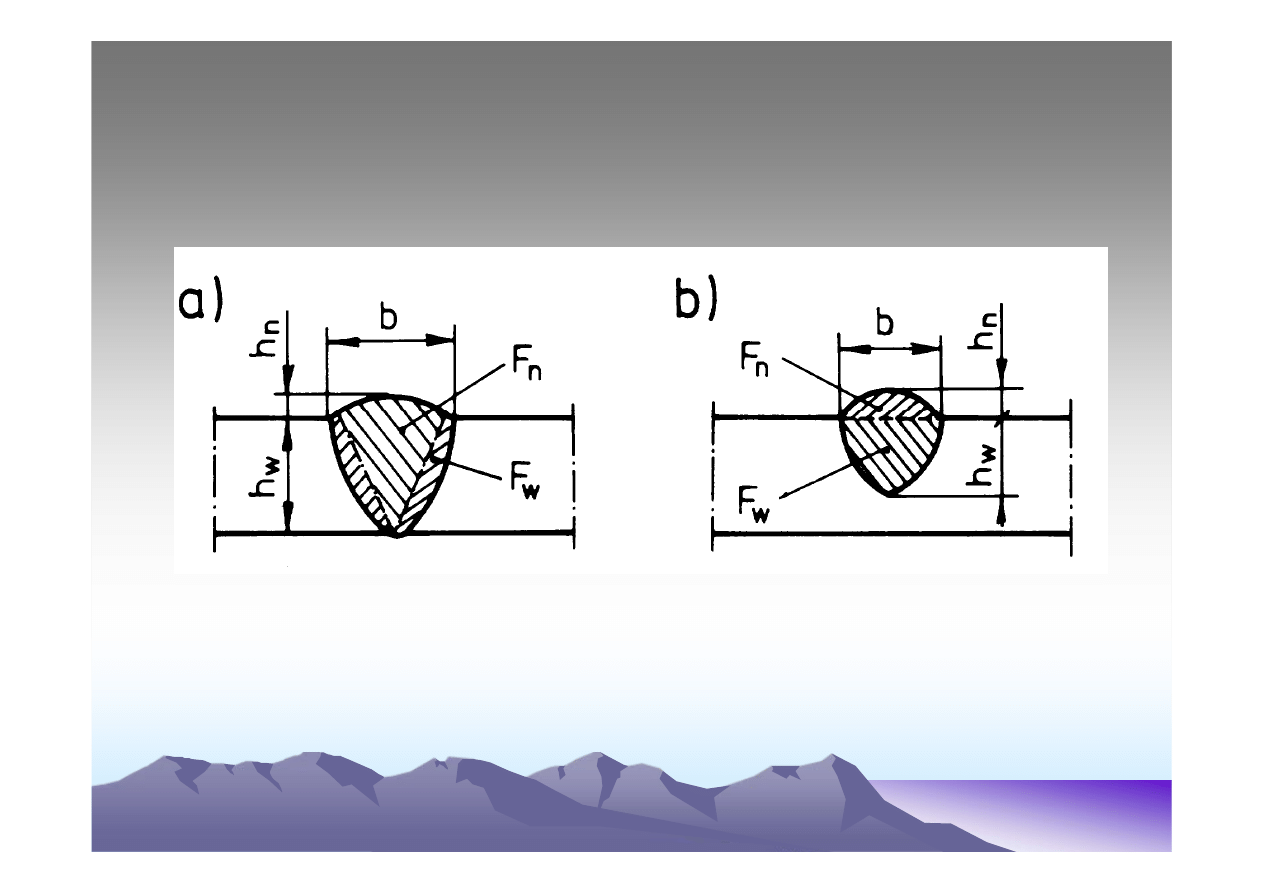
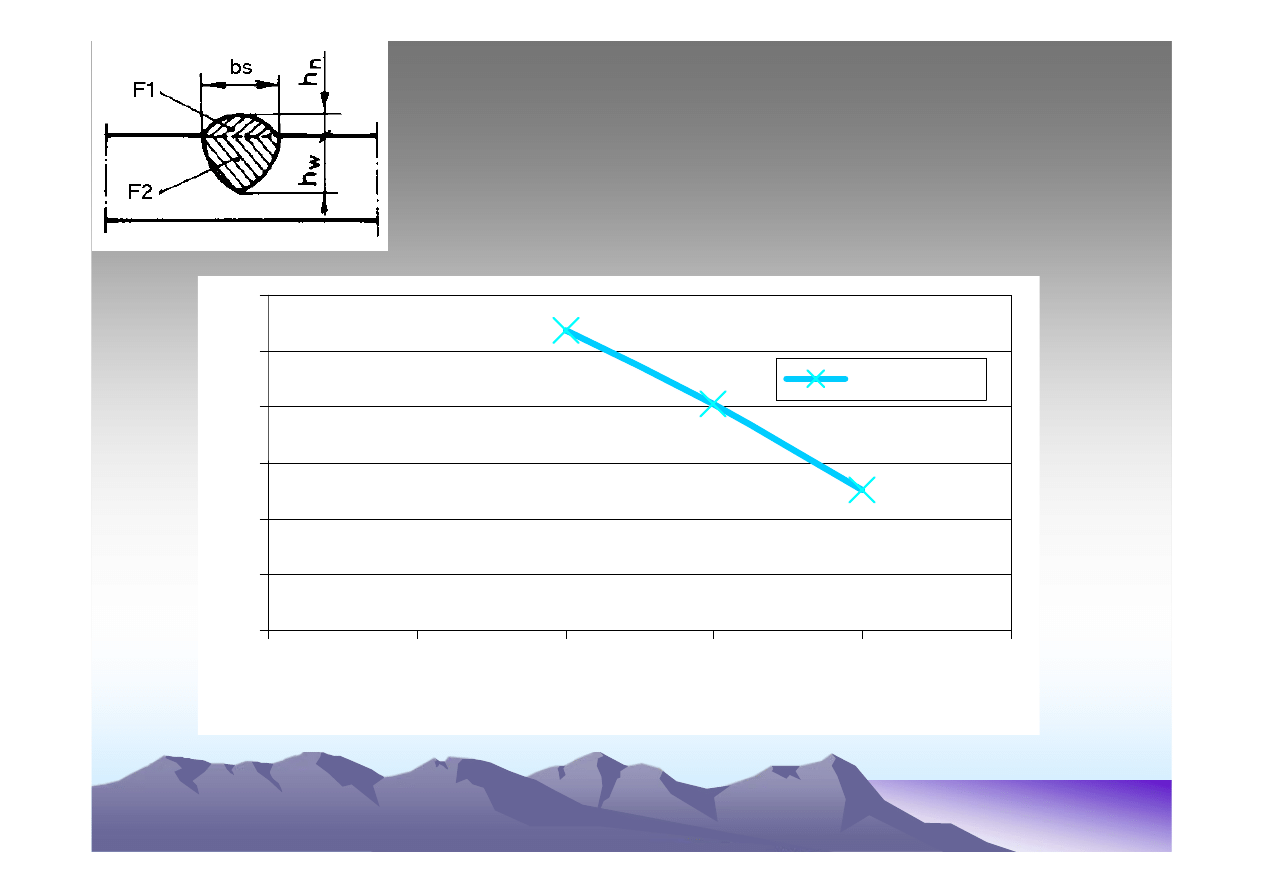
Geometria spoiny
Geometria spoiny
–
–
z
z
łą
łą
cze doczo
cze doczo
ł
ł
owe
owe
a
a
–
–
spoina b
spoina b
-
-
napoina
napoina
b –szerokość
lica spoiny (napoiny),
h
w
–głębokość
wtopienia,
h
n
–wysokość
nadlewu
Fw
–powierzchnia nadtopionego materiału rodzimego
Fn
-powierzchnia nadlewu spoiny
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Wsp
Wsp
ó
ó
ł
ł
czynnik kszta
czynnik kszta
ł
ł
tu spoin
tu spoin
Parametry spawania należy tak dobrać, aby zachować
właściwe
relacje pomiędzy wymiarami charakteryzującymi geometrię
spoin, określone współczynnikiem
Gdzie
b –szerokość
spoiny
t –grubość
blachy
Gdzie
h
n
–wysokość
nadlewu
1,3<
Ψ <2
t
b
=
Ψ
n
h
b
=
Ψ
1
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
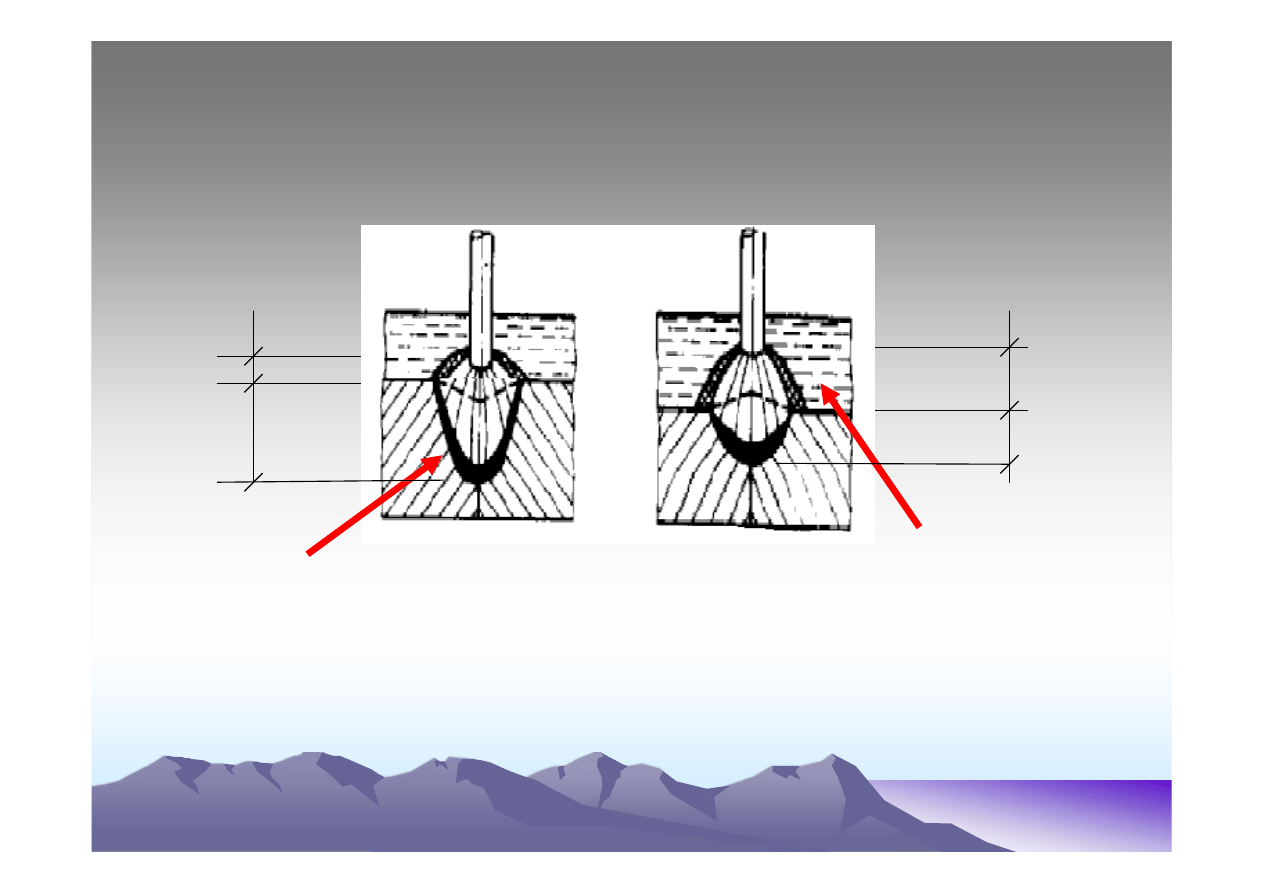
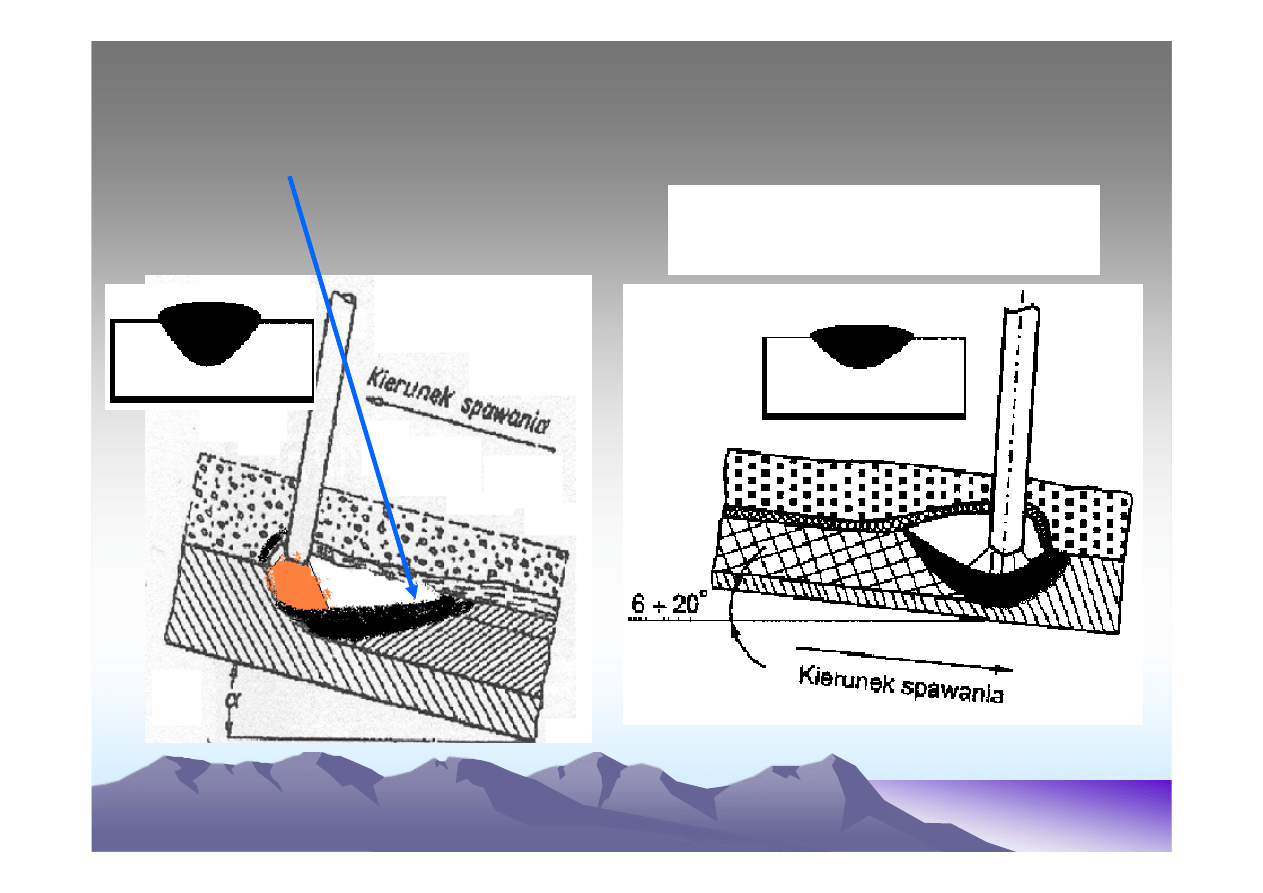
usytuowania
usytuowania
ł
ł
uku wzgl
uku wzgl
ę
ę
dem powierzchni spawanego
dem powierzchni spawanego
przedmiotu wp
przedmiotu wp
ł
ł
ywa na g
ywa na g
łę
łę
boko
boko
ść
ść
wtopienia
wtopienia
Więcej ciepła
promieniowania
łuku przejmie
topnik
Więcej ciepła
promieniowania
łuku przejmie MS
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Usytuowanie
Usytuowanie
ł
ł
uku wzgl
uku wzgl
ę
ę
dem
dem
powierzchni spawanego metalu
powierzchni spawanego metalu
•
zależy od prądu spawania (szybkości
podawania drutu), napięcia łuku oraz
pochylenia elektrody lub przedmiotu
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Wp
Wp
ł
ł
yw pochylenia blach spawanych na geometri
yw pochylenia blach spawanych na geometri
ę
ę
spoiny
spoiny
Jeziorko wpływa pod łuk
Głębokość
wtopienia
maleje
Jeziorko wypływa spod łuku,
spływa w dół
Głębokość
wtopienia rośnie
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
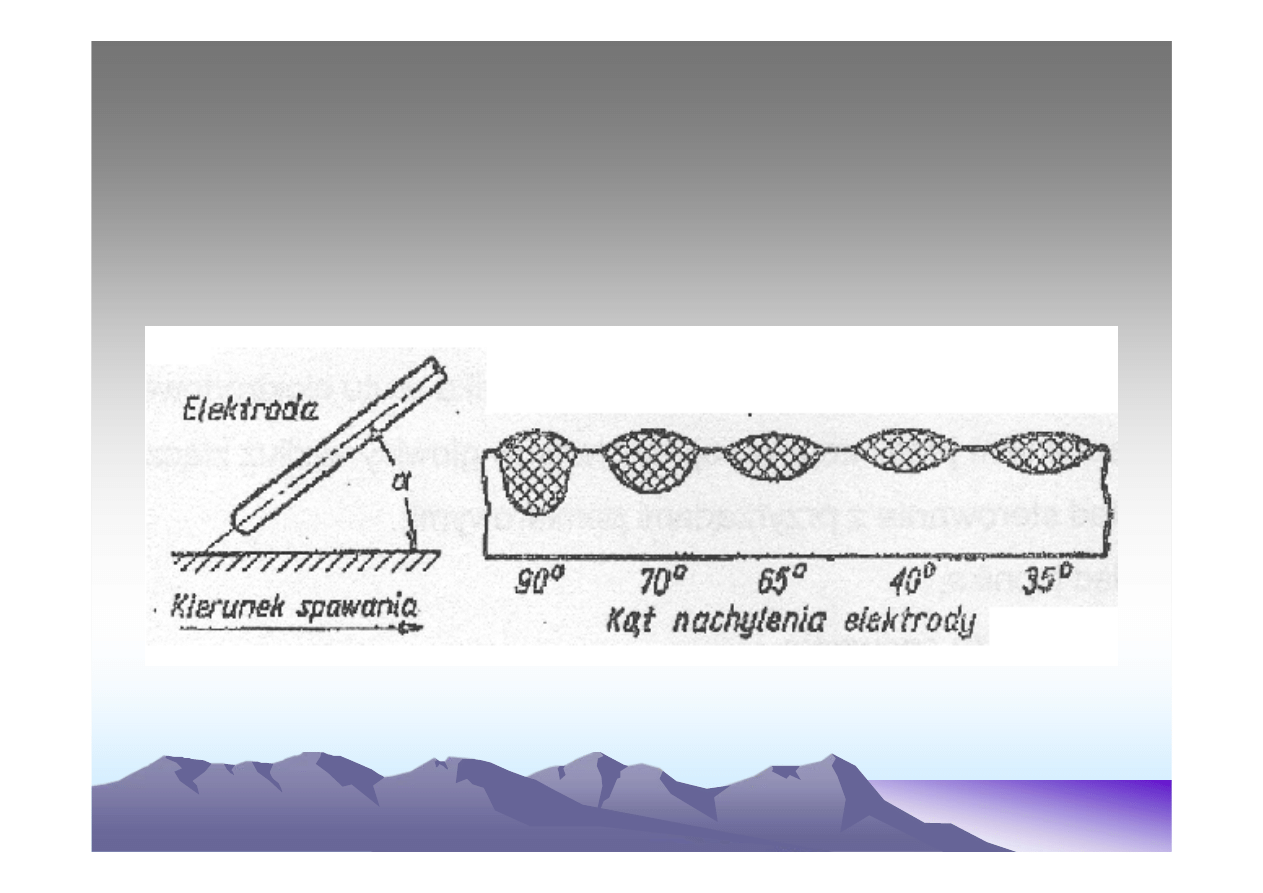
K
K
ą
ą
t pochylenia elektrody w istotny spos
t pochylenia elektrody w istotny spos
ó
ó
b wp
b wp
ł
ł
ywa na
ywa na
g
g
łę
łę
boko
boko
ść
ść
wtopienia
wtopienia
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
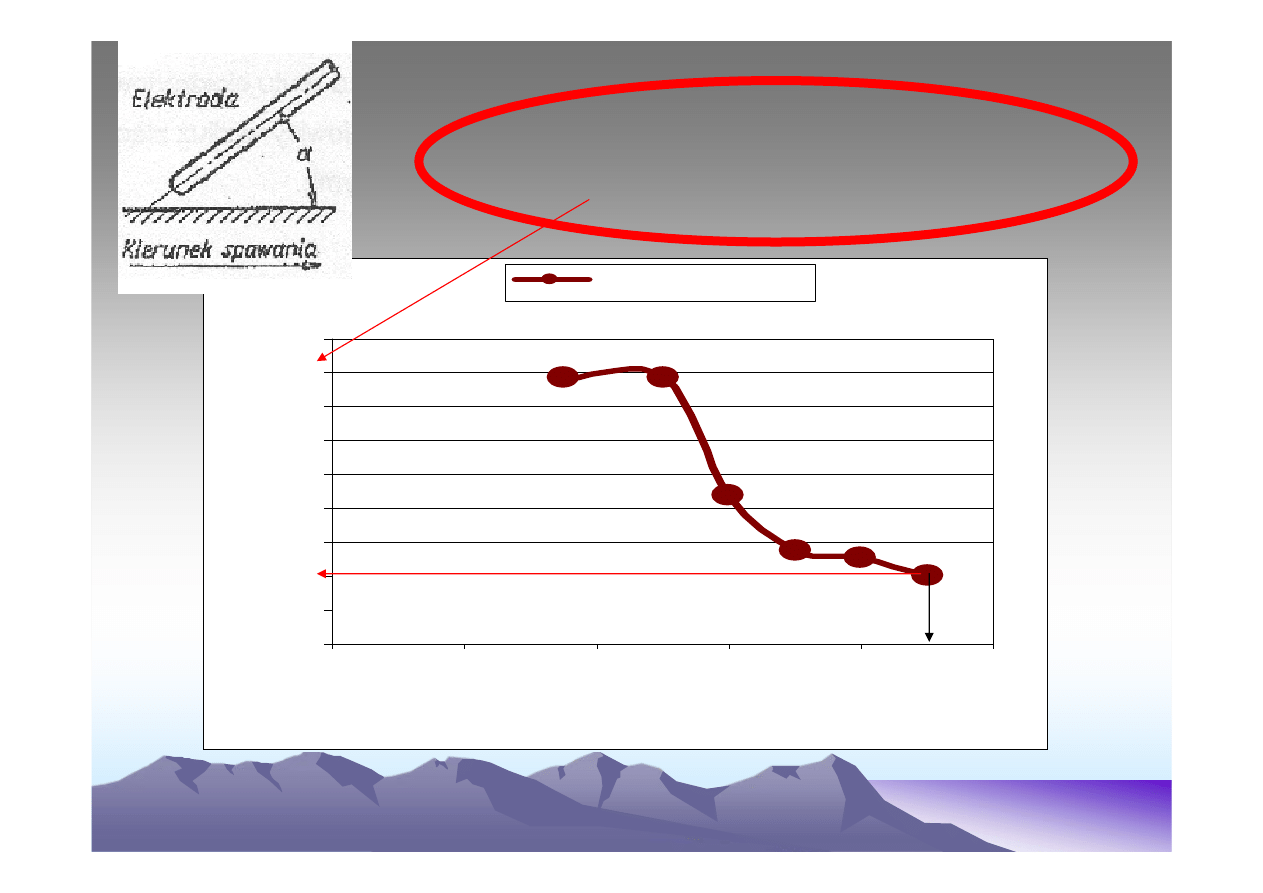
...I na zu
...I na zu
ż
ż
ycie topnika
ycie topnika
0%
50%
100%
150%
200%
250%
300%
350%
400%
450%
0
20
40
60
80
100
k ąt pochyle nia e le k trody
Zużycie topnika

Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Udzia
Udzia
ł
ł
materia
materia
ł
ł
u elektrody (gama s) i materia
u elektrody (gama s) i materia
ł
ł
u
u
spawanego (gama m) w spoinie decyduje o sk
spawanego (gama m) w spoinie decyduje o sk
ł
ł
adzie
adzie
chemicznym spoiny
chemicznym spoiny
λ
2
1
2
F
F
F
m
+
=
γ
2
1
1
F
F
F
s
+
=
γ
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Udzia
Udzia
ł
ł
y F1 i F2 mog
y F1 i F2 mog
ą
ą
si
si
ę
ę
zmienia
zmienia
ć
ć
w znacznych
w znacznych
granicach, w zale
granicach, w zale
ż
ż
no
no
ś
ś
ci od parametr
ci od parametr
ó
ó
w spawania i
w spawania i
w
w
ł
ł
asno
asno
ś
ś
ci fizycznych materia
ci fizycznych materia
ł
ł
ó
ó
w spawanych, drutu
w spawanych, drutu
i topnika
i topnika
•
Oznacza to, że
parametry spawania
w istotny
sposób
wpływają
nie tylko na kształt spoiny ale
także jej skład chemiczny a zatem i
na własności
mechaniczne.
•
Precyzyjne zaplanowanie parametrów spawania i
ich utrzymanie w czasie spawania staje się
zagadnieniem bardzo ważnym
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Wp
Wp
ł
ł
yw parametr
yw parametr
ó
ó
w spawania
w spawania
ł
ł
ukiem krytym na
ukiem krytym na
kszta
kszta
ł
ł
t spoiny
t spoiny
a -
natężenia prądu b -
napięcia łuku c -
szybkości spawania
h
w
b
h
n
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Zale
Zale
ż
ż
no
no
ść
ść
geometrii spoiny od
geometrii spoiny od
nat
nat
ęż
ęż
enia pr
enia pr
ą
ą
du spawania
du spawania
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Napi
Napi
ę
ę
cie
cie
ł
ł
uku wp
uku wp
ł
ł
ywa g
ywa g
ł
ł
ó
ó
wnie
wnie
na szeroko
na szeroko
ść
ść
spoiny oraz zu
spoiny oraz zu
ż
ż
ycie
ycie
topnika
topnika
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Zale
Zale
ż
ż
no
no
ść
ść
geometrii spoiny od napi
geometrii spoiny od napi
ę
ę
cia spawania
cia spawania
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
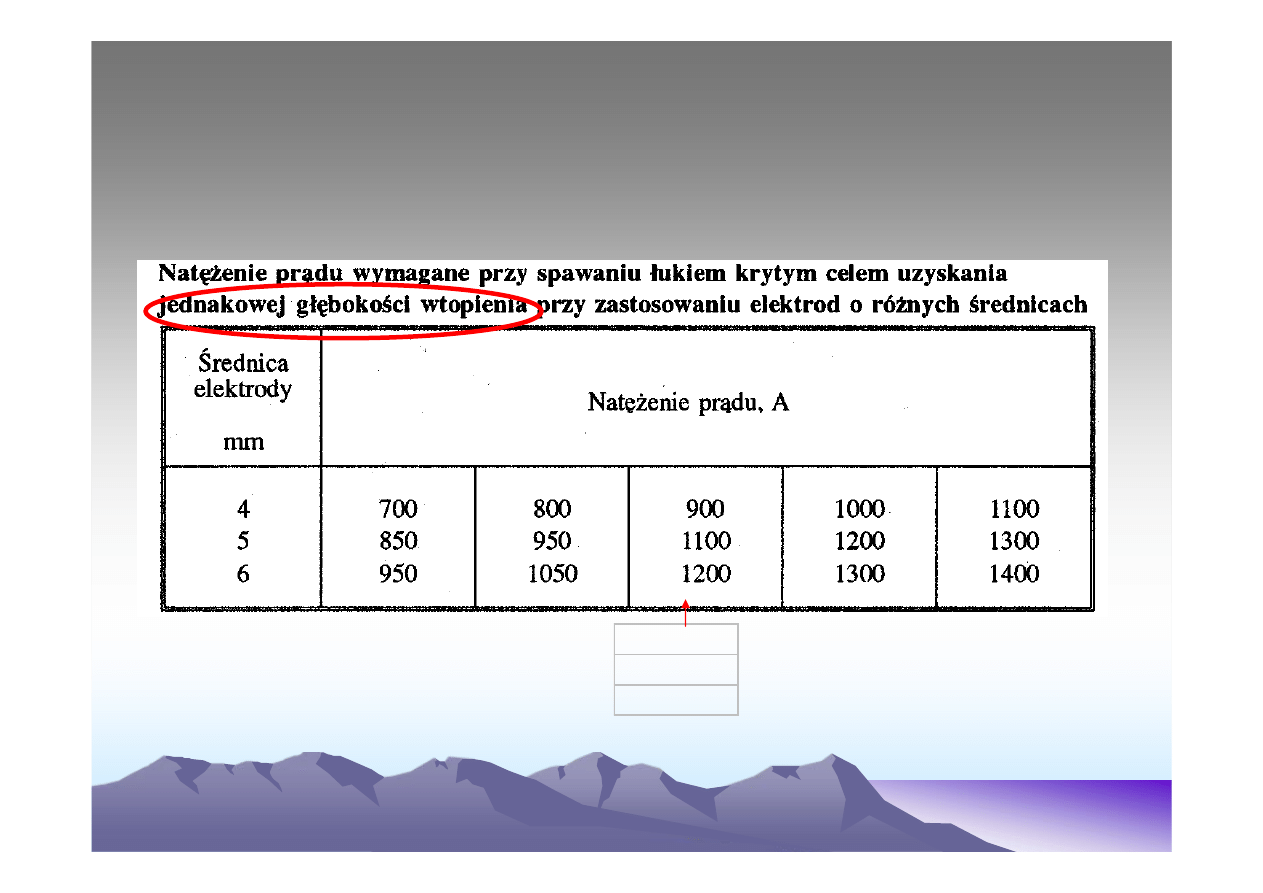
Ś
Ś
rednica elektrody
rednica elektrody
ma tak
ma tak
ż
ż
e
e
wp
wp
ł
ł
yw na wielko
yw na wielko
ść
ść
wtopienia
wtopienia
72
56
42
Gęstość
prądu
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
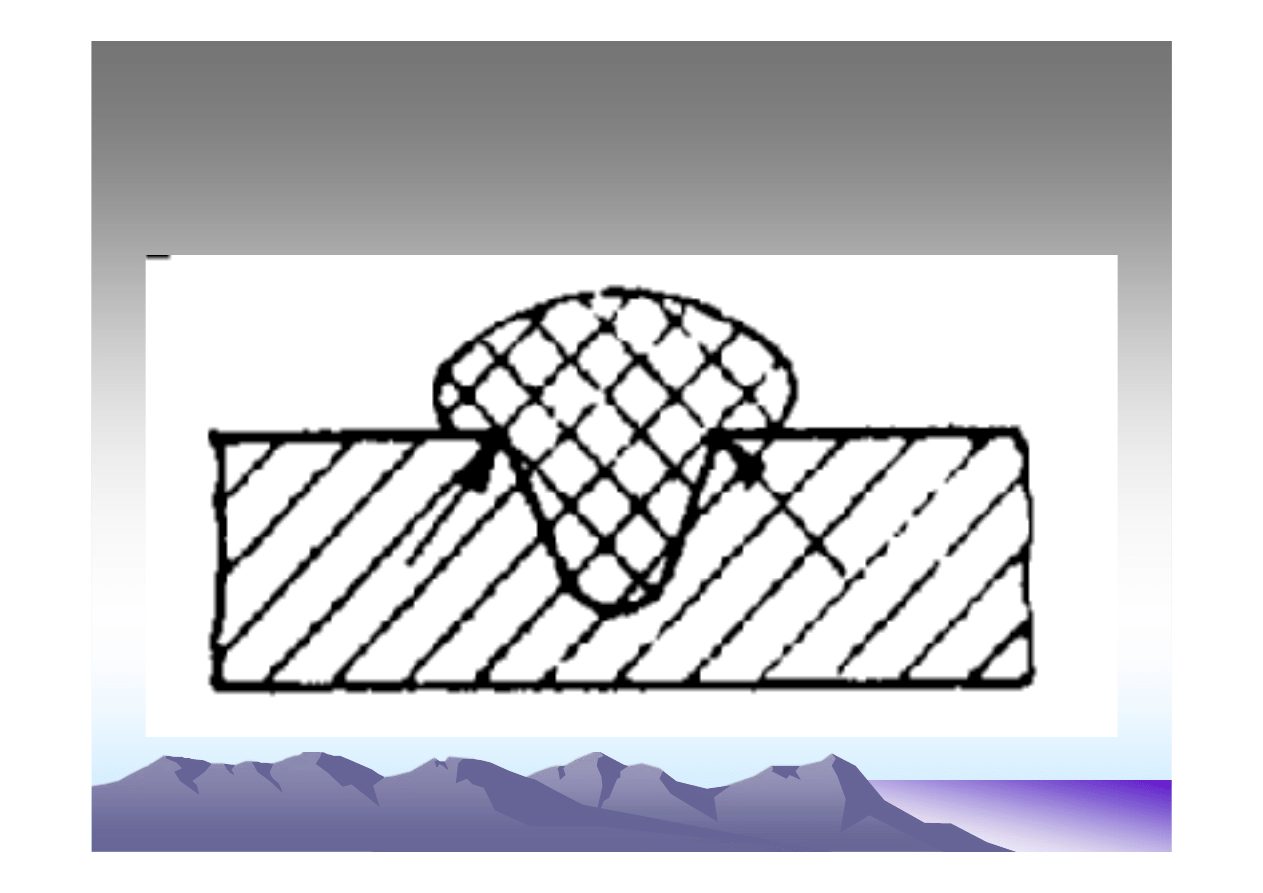
Pr
Pr
ę
ę
dko
dko
ść
ść
spawania. Spoina o zbyt du
spawania. Spoina o zbyt du
ż
ż
ym nadlewie z
ym nadlewie z
przyklejeniami,
przyklejeniami,
–
–
za
za
du
du
ż
ż
y pr
y pr
ą
ą
d za ma
d za ma
ł
ł
a pr
a pr
ę
ę
dko
dko
ść
ść
spawania
spawania
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
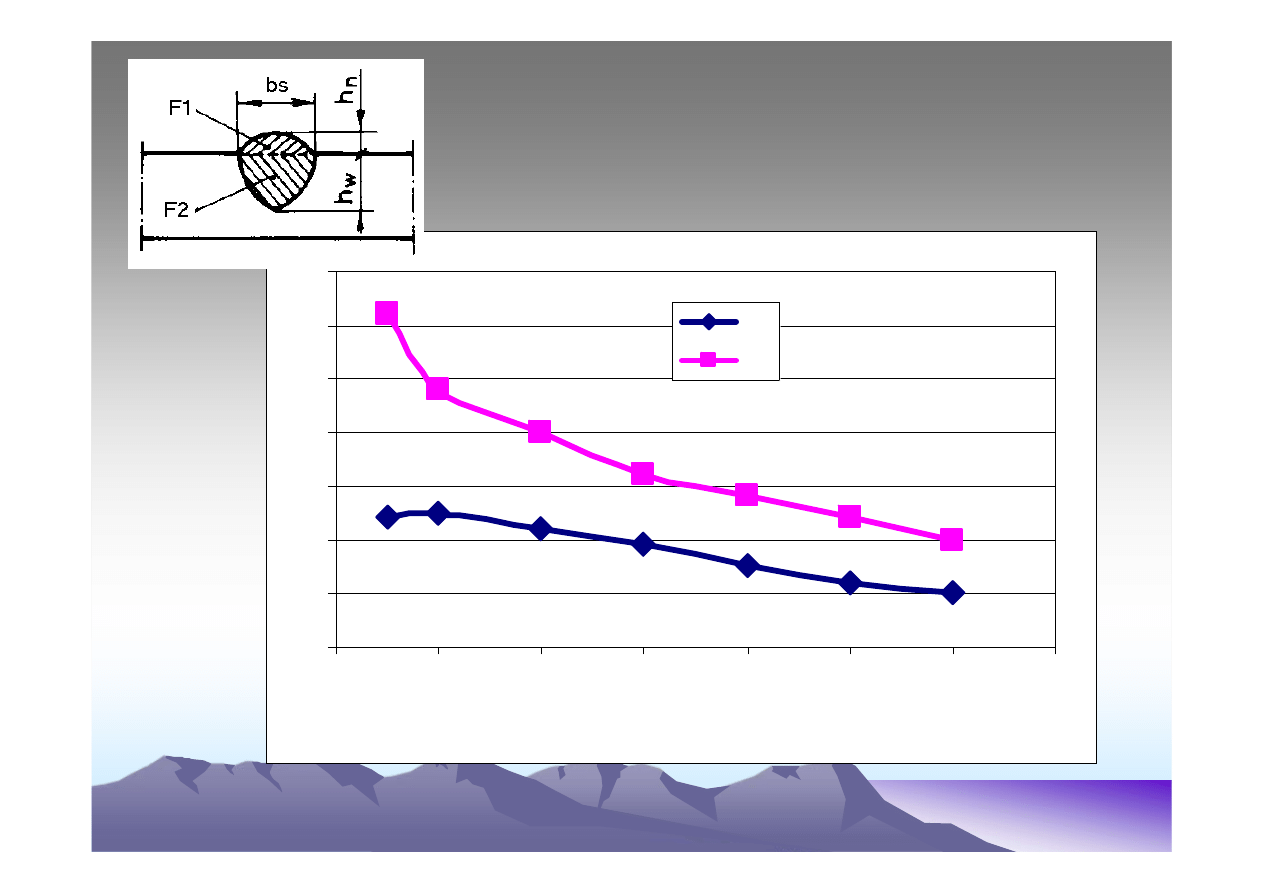
Wp
Wp
ł
ł
yw szybko
yw szybko
ś
ś
ci spawania..na
ci spawania..na
g
g
łę
łę
boko
boko
ść
ść
wtopienia i szeroko
wtopienia i szeroko
ść
ść
spoiny jest podobny...
spoiny jest podobny...
0
5
10
15
20
25
30
35
0
20
40
60
80
100
120
140
Szybkość spawania [m/h]
hw
bs
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
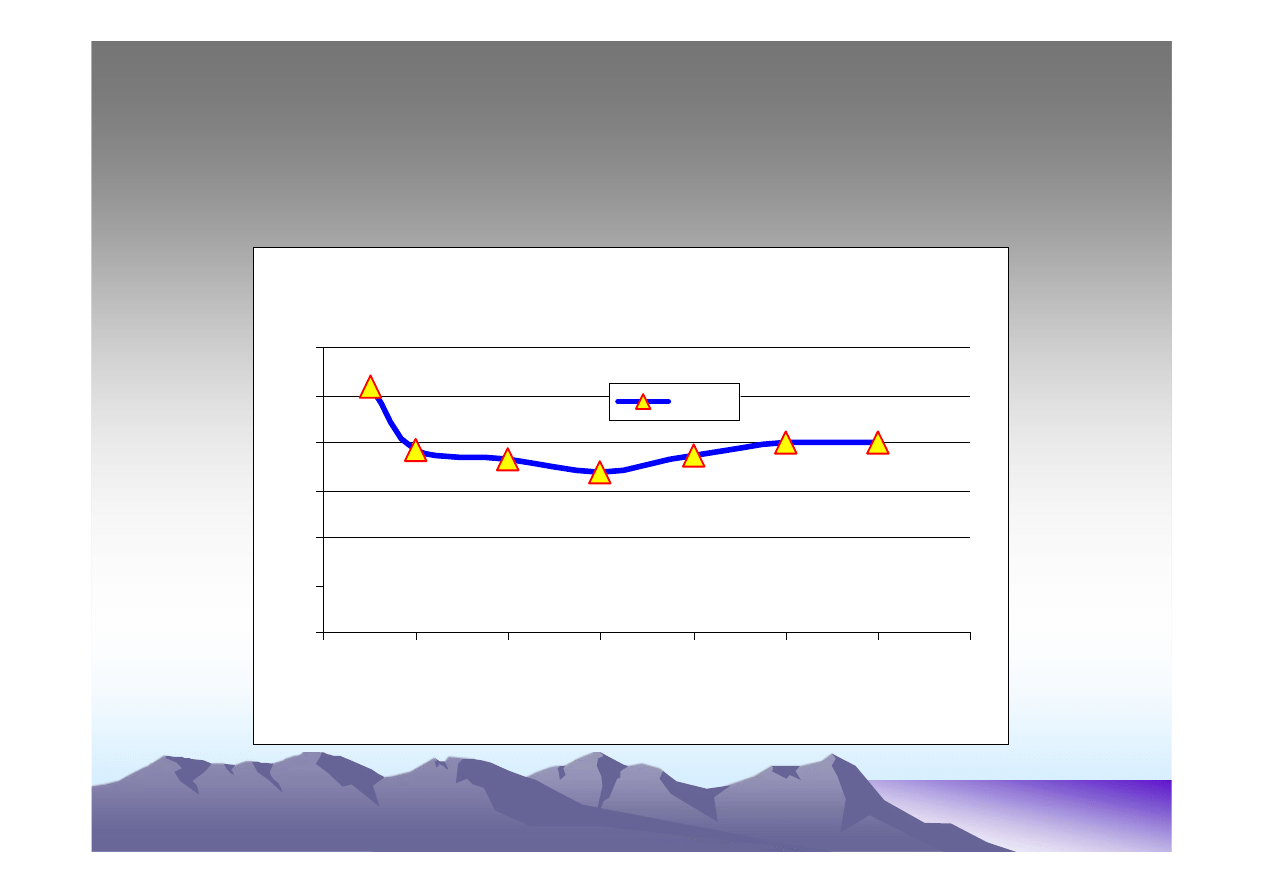
Co oznacza,
Co oznacza,
ż
ż
e wsp
e wsp
ó
ó
ł
ł
czynnik kszta
czynnik kszta
ł
ł
tu jest ma
tu jest ma
ł
ł
o
o
wra
wra
ż
ż
liwy na szybko
liwy na szybko
ść
ść
spawania, (zw
spawania, (zw
ł
ł
aszcza dla
aszcza dla
pr
pr
ę
ę
dko
dko
ś
ś
ci wi
ci wi
ę
ę
kszych od 20 m/h)
kszych od 20 m/h)
bs/hw
0,0
0,5
1,0
1,5
2,0
2,5
3,0
0
20
40
60
80
100
120
140
Szybkość spawania [m/h]
bs/hw
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Szybko
Szybko
ść
ść
spawania w istotny spos
spawania w istotny spos
ó
ó
b
b
wp
wp
ł
ł
ywa na pole przekroju
ywa na pole przekroju
roztopionego materia
roztopionego materia
ł
ł
u spawanego
u spawanego
0
20
40
60
80
100
120
0
20
40
60
80
100
Szybkość spawania [m/h]
Przekrój F2
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Ukosowanie brzegów
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
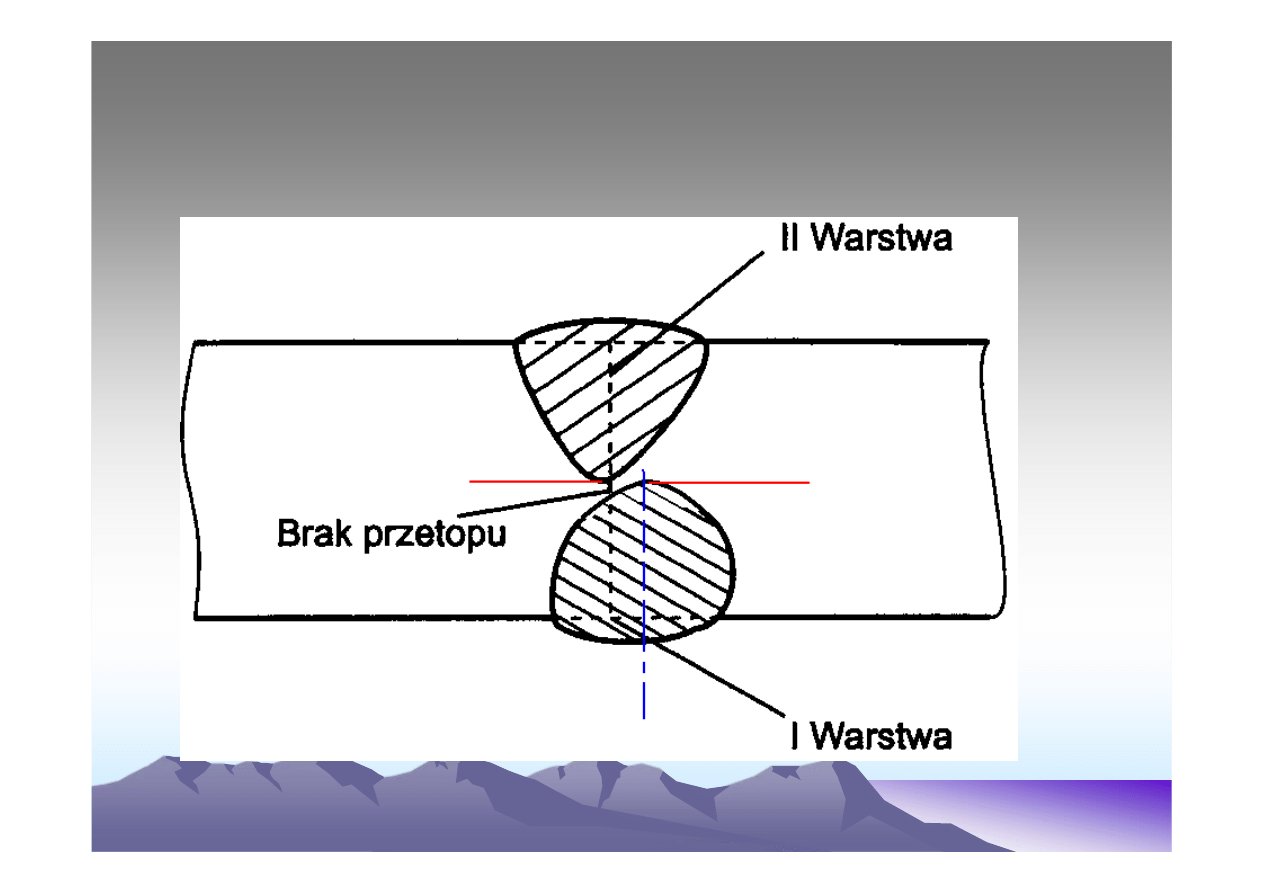
Przesuni
Przesuni
ę
ę
cie
cie
ś
ś
cieg
cieg
ó
ó
w
w
–
–
brak przetopienia
brak przetopienia
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Po co ukosowa
Po co ukosowa
ć
ć
brzegi...
brzegi...
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
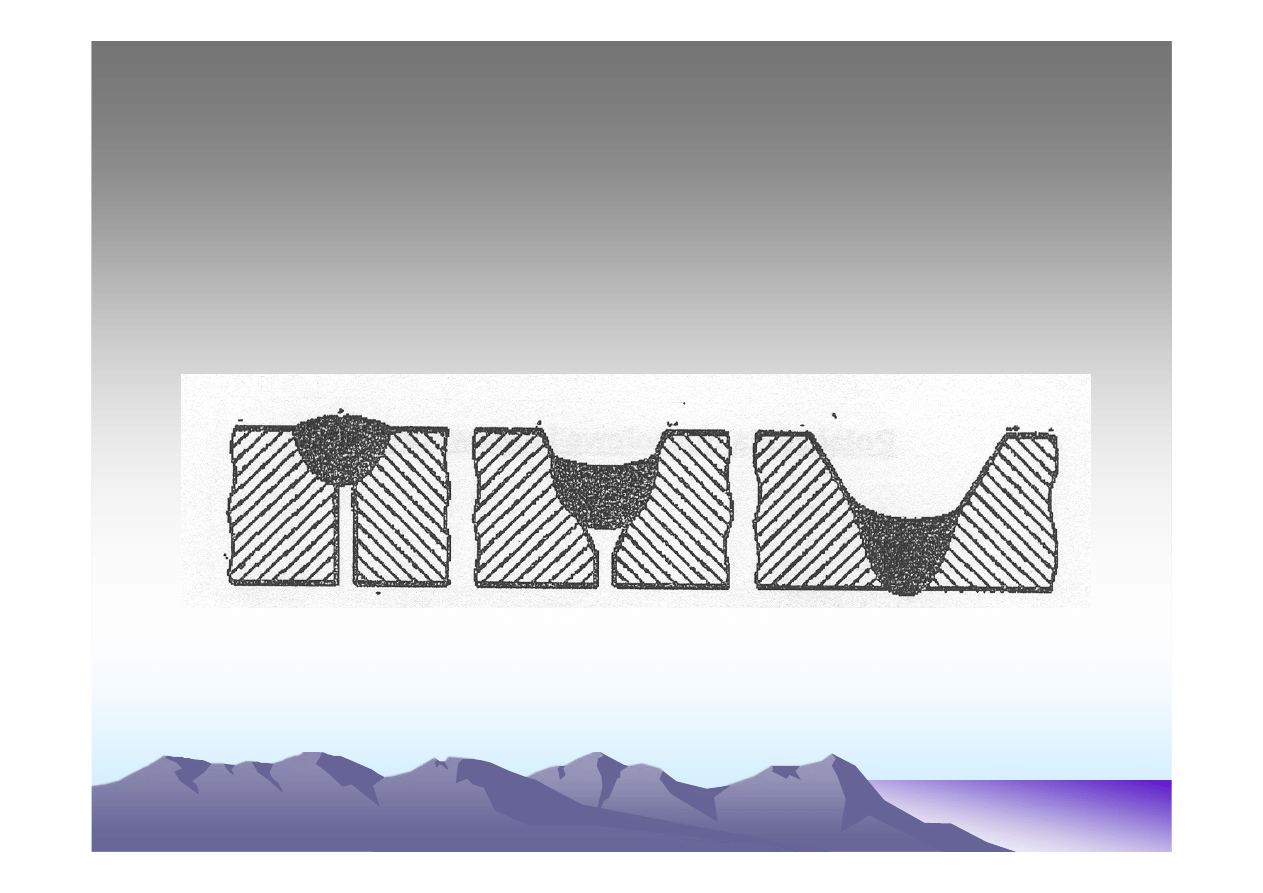
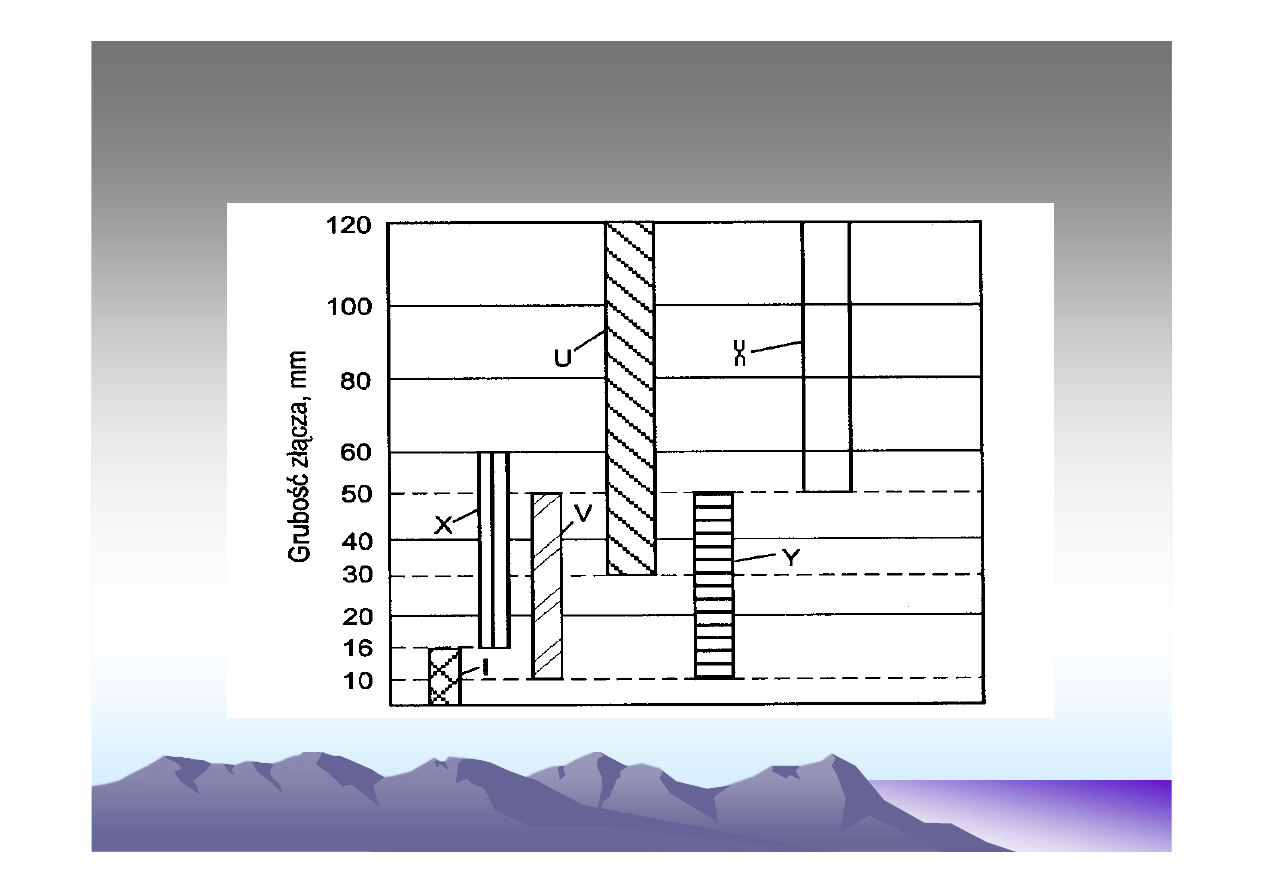
Zasady ukosowania w zale
Zasady ukosowania w zale
ż
ż
no
no
ś
ś
ci od grubo
ci od grubo
ś
ś
ci blach
ci blach
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
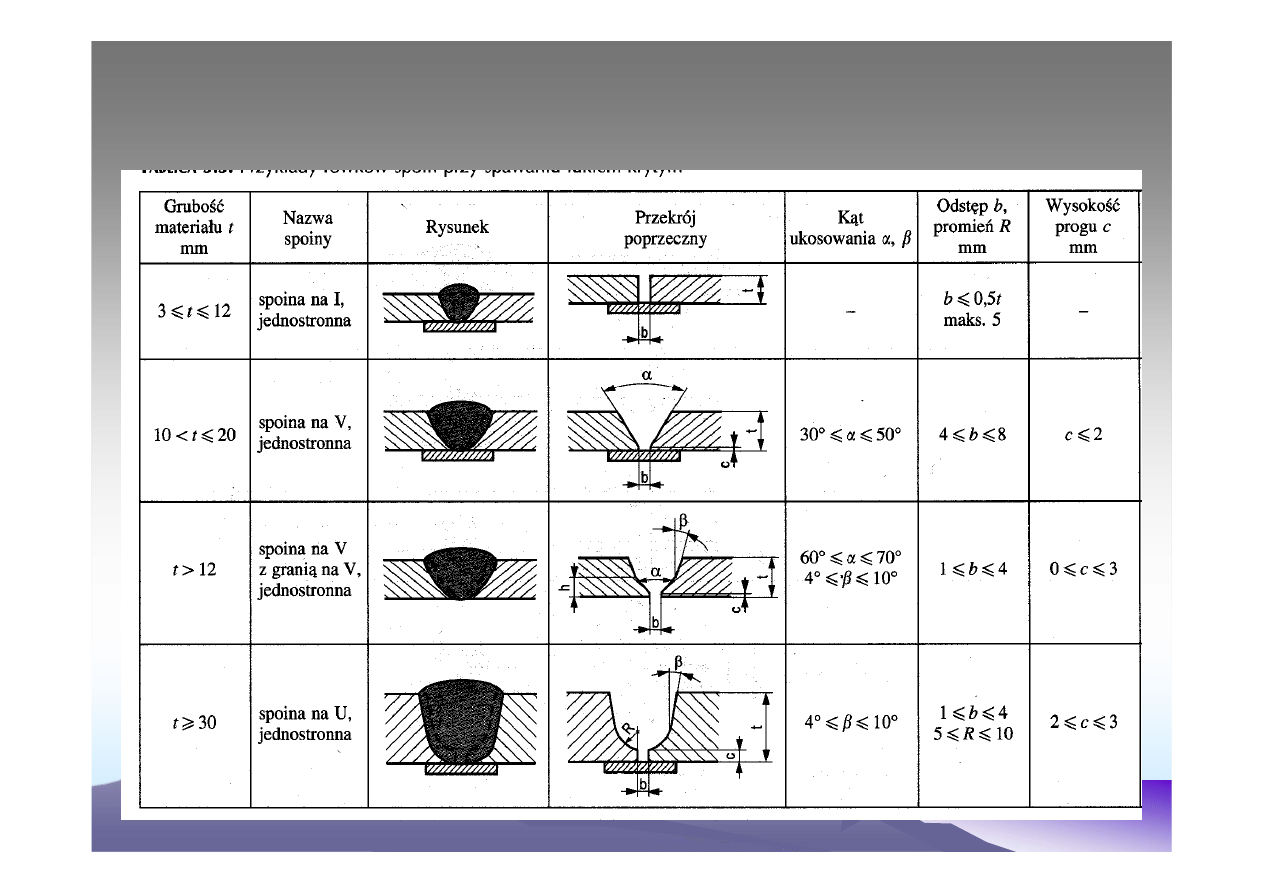
Geometria ukosowania brzeg
Geometria ukosowania brzeg
ó
ó
w blach do
w blach do
spawania
spawania
ł
ł
ukiem krytym, stosowana najcz
ukiem krytym, stosowana najcz
ęś
ęś
ciej
ciej
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
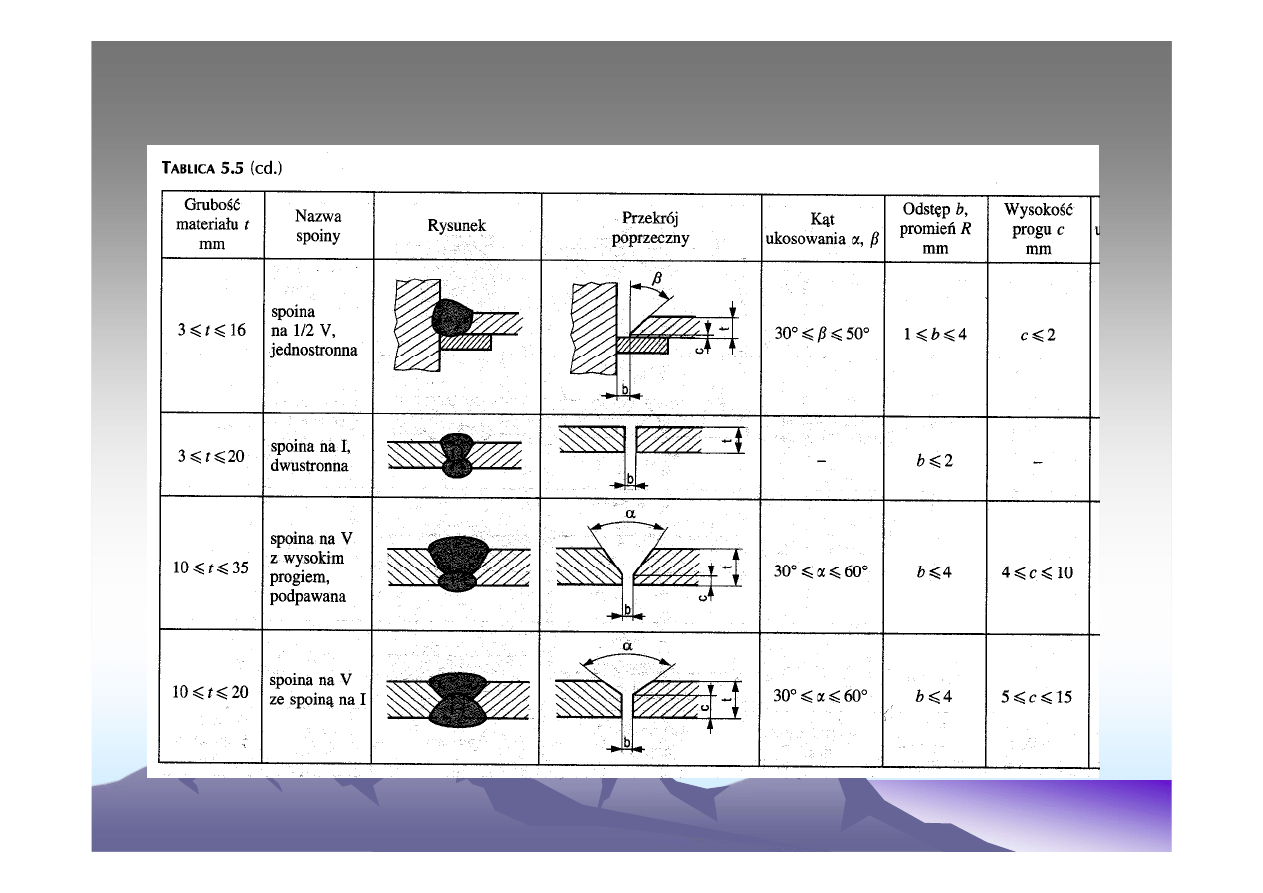
Cd geometria ukosowania brzeg
Cd geometria ukosowania brzeg
ó
ó
w blach dla SAW
w blach dla SAW
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
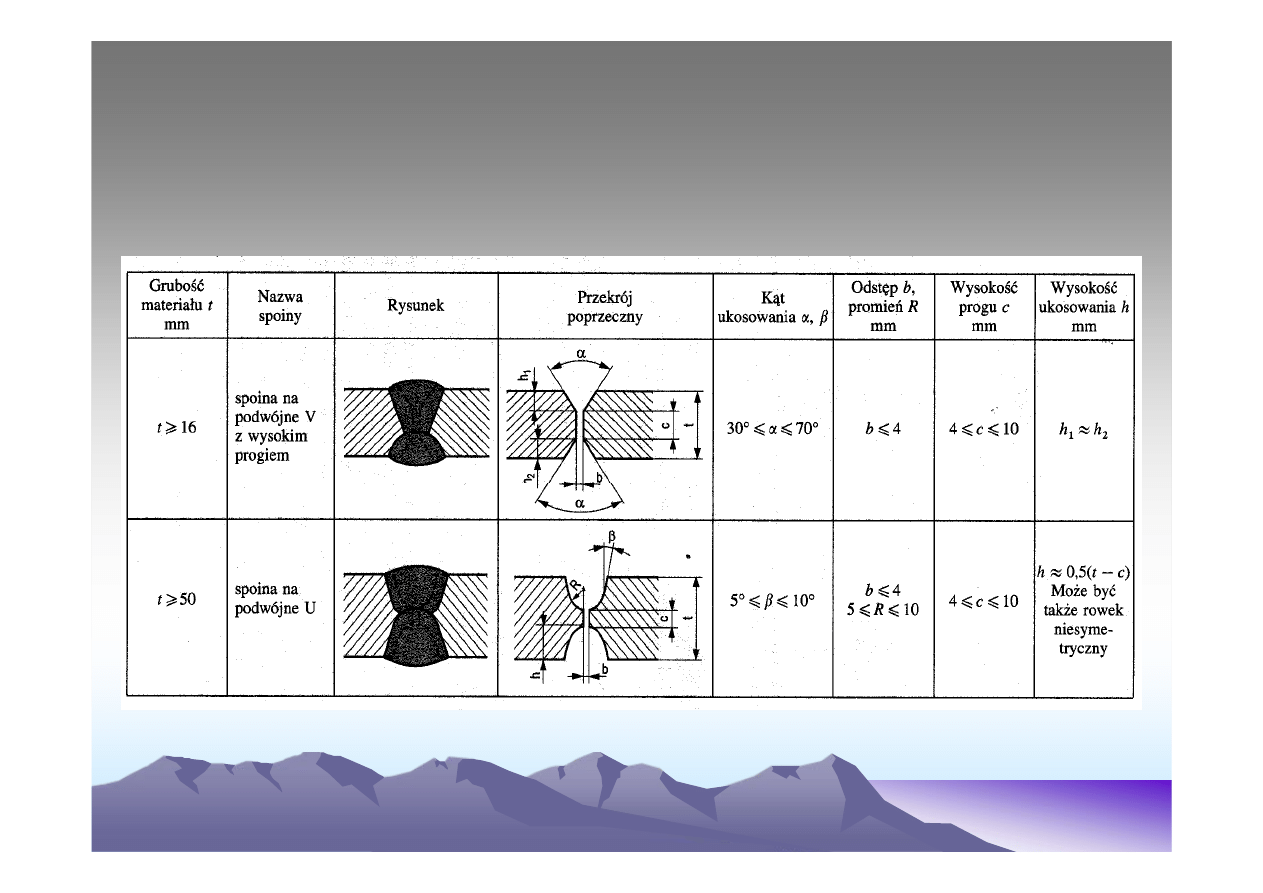
Geometria ukosowania brzeg
Geometria ukosowania brzeg
ó
ó
w blach do spawania
w blach do spawania
ł
ł
ukiem krytym
ukiem krytym
cd
cd
...
...
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Druty elektrodowe do spawania
Druty elektrodowe do spawania
ł
ł
ukiem krytym
ukiem krytym
•
Druty pełne do spawania stali konstrukcyjnych są
klasyfikowane pod względem zawartości manganu
•
0,3-0,5% Mn –drut niskomanganowy
•
0,8-1,2% Mn –drut średniomanganowy
•
1,3-2,5% Mn –drut wysokomanganowy
•
Produkowane są
o średnicach 3,25, 4, 5 i 6 mm
•
Druty rdzeniowe (proszkowe), o średnicach 1,6 mm do 4
mm, zwijane z cienkiej blachy wypełnionej proszkiem
•
Taśmy stalowe (o przekroju prostokątnym) używane
najczęściej do napawania
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Rodzaje drut
Rodzaje drut
ó
ó
w elektrodowych
w elektrodowych
Zakres
średnic
PN
EN
AWS
DIN
mm
C
Si
Mn
Ni
Mo
SpG4N
S3Ni1
ENi1K
S3Ni
2-5
0,1
0,5
1,1
0,5
SpG2M
S2Mo
EA2
S2Mo
2-5
0,1
0,5
1,2
0,5
SpG1
S1
EL12
S1
2-5
0,1
0,5
1,1
SpG4
S3Ni1
EM12K
S3Ni
2-5
0,15
0,4
1,4
SpG2J
S2
EM12
S2
2-5
0,1
0,5
1,2
SpG2N3J
S2Ni2
ENi2
S2Ni2
2-5
0,075
0,13
1,04
2,46
Oznaczenie wg
Skład chemiczny
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
PN
PN
-
-
EN 756
EN 756
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Oznaczenia
Oznaczenia
drut
drut
ó
ó
w elektrodowych
w elektrodowych
i kombinacji
i kombinacji
drut
drut
-
-
topnik
topnik
wg PN
wg PN
-
-
EN 756
EN 756
•
Przykład oznaczenia kombinacji drut-topnik
•
PN-EN 756 -
S 46 3 AB S2
•
S –
symbol spawania Łukiem krytym
•
46 –
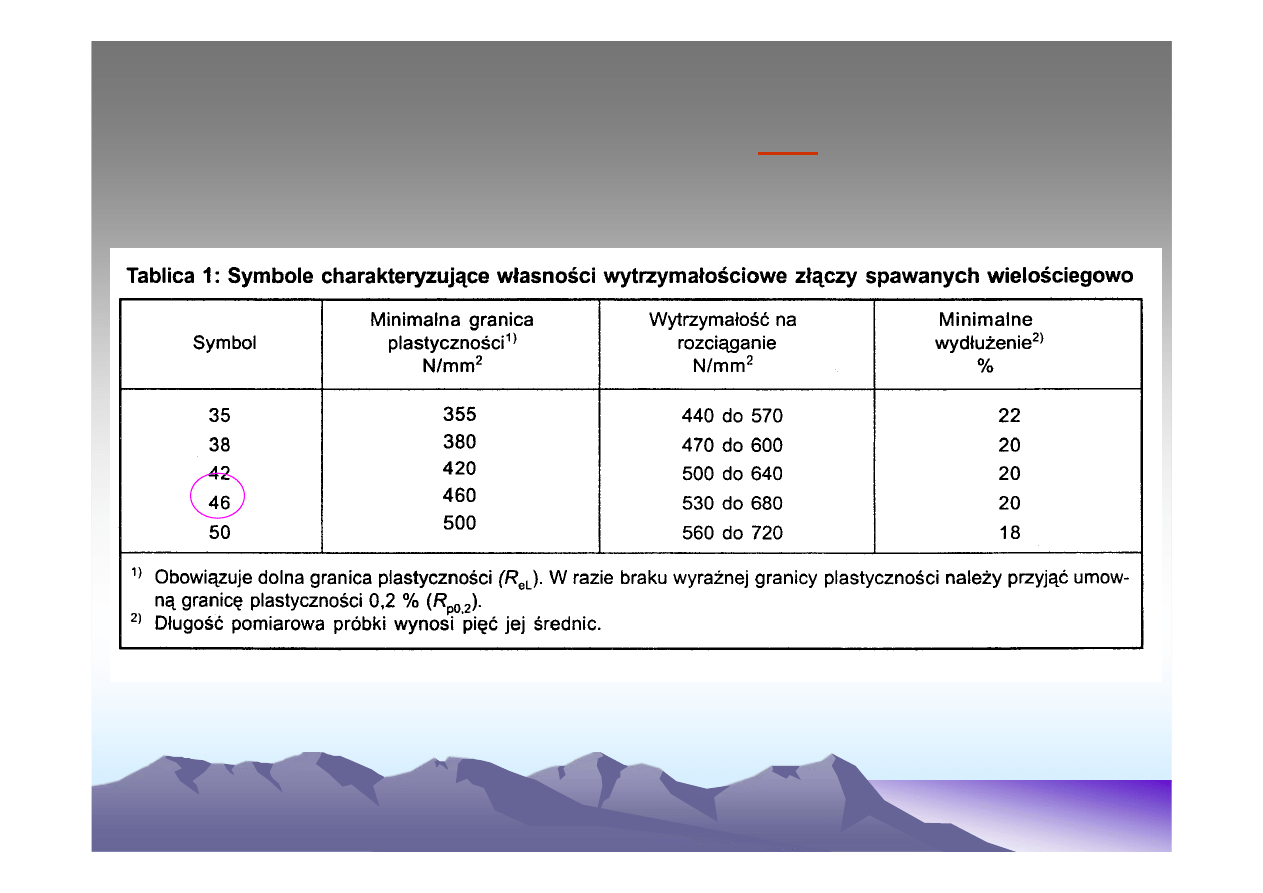
symbol wytrzymałości na rozciąganie i wydłużenia
zobacz
•
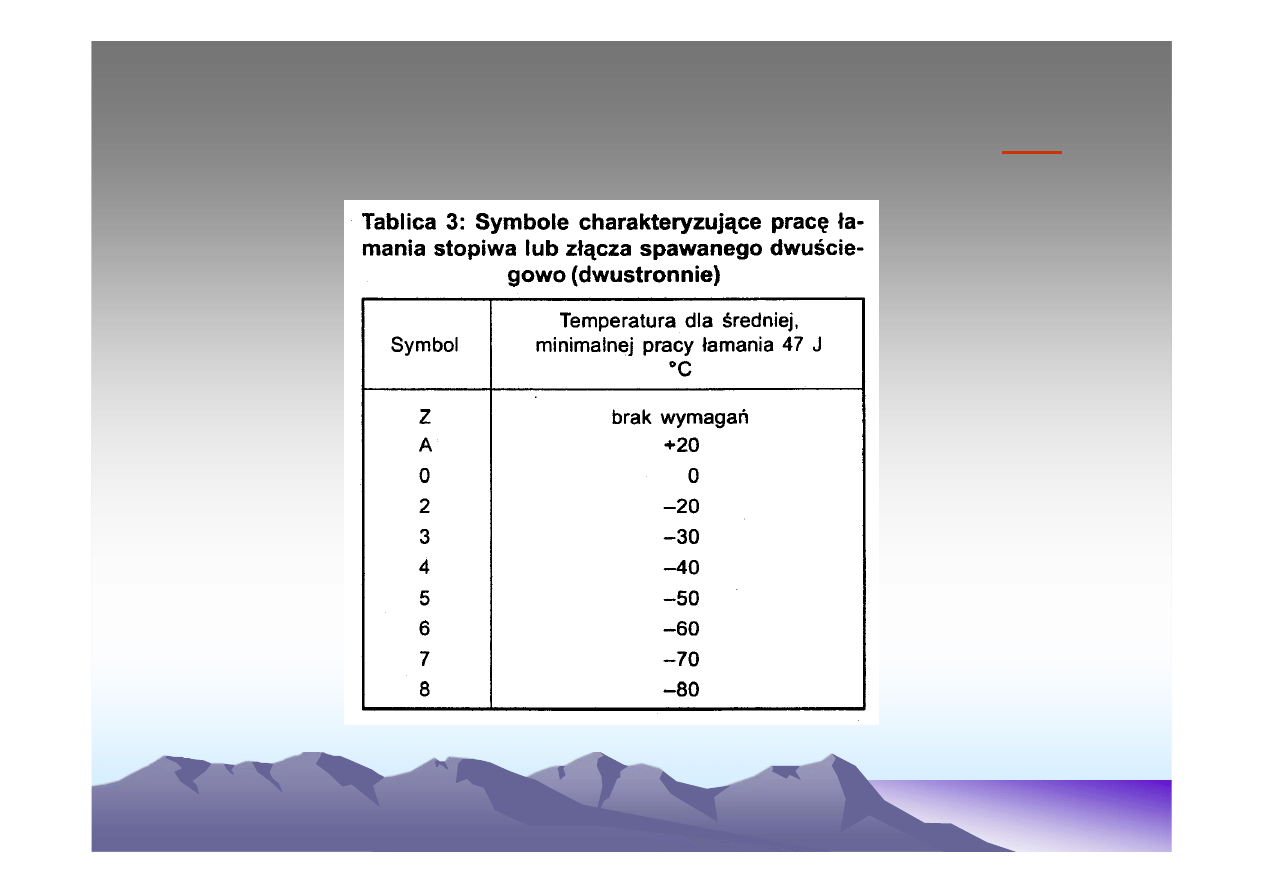
3 –
symbol pracy łamania
zobacz
•
AB –
symbol rodzaju topnika
zobacz
•
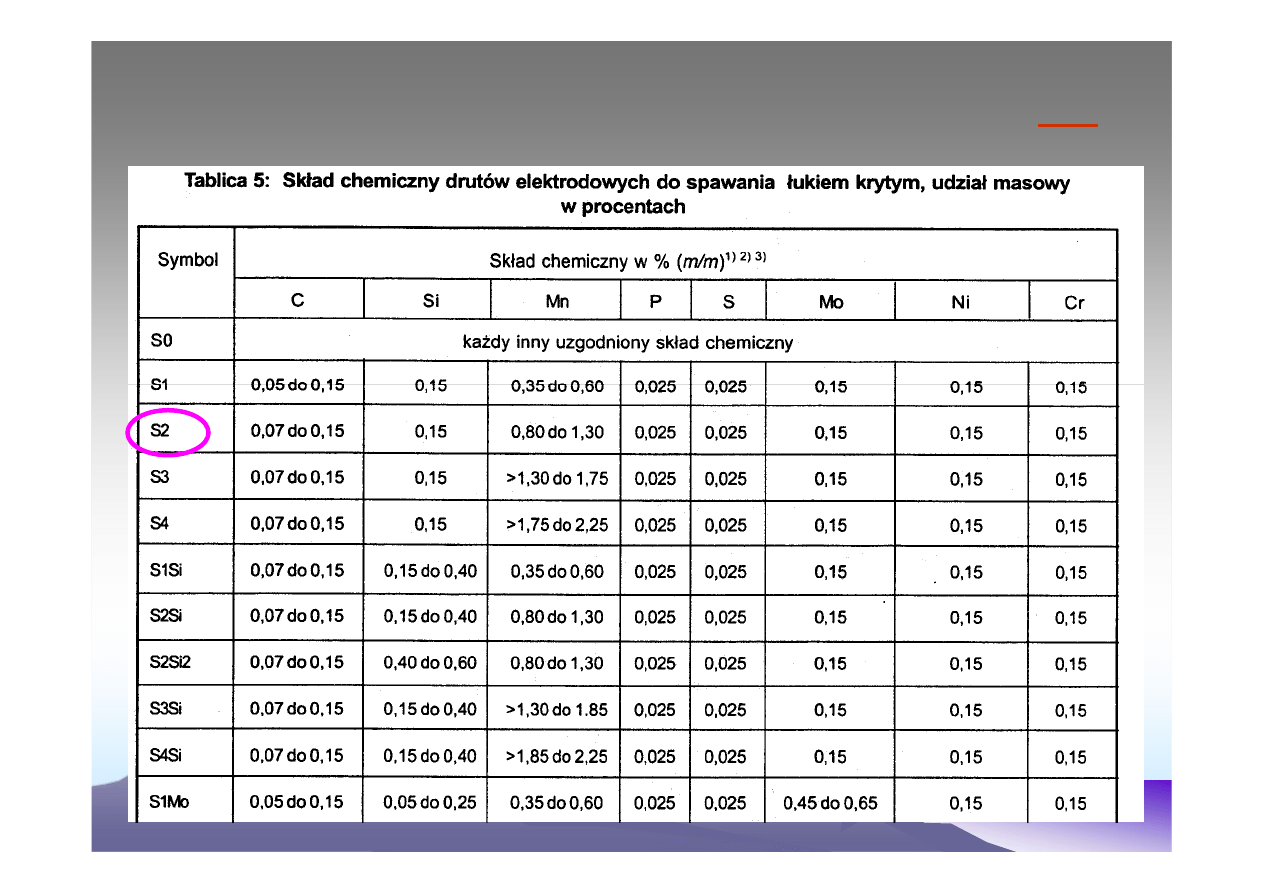
S2 –
symbol składu chemicznego drutu elektrodowego
zobacz
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
T1
T1
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
T2
T2
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
T3
T3
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
T4
T4
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
T5
T5
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
T6
T6
cd
cd
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Symbol
Symbol
PN
PN
-
-
EN 756
EN 756
-
-
S 46 3 AB S2
S 46 3 AB S2
•
Oznacza kombinację
drut-topnik do wielościegowego
spawania
łukiem krytym, której stopiwo posiada:
•
minimalną
granicę
plastyczności
46
0 N/mm
2
•
minimalną
granicę
wytrzymałości na rozciąganie 530 N/mm
2
•
minimalną
pracę łamania 47 J w temperaturze –
3
0
o
C
•
Oraz zostało wykonane z użyciem topnika glinianowego,
zasadowego (
AB
) oraz drutu elektrodowego S2
•
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Symbol
Symbol
PN
PN
-
-
EN 756
EN 756
-
-
S2Mo
S2Mo
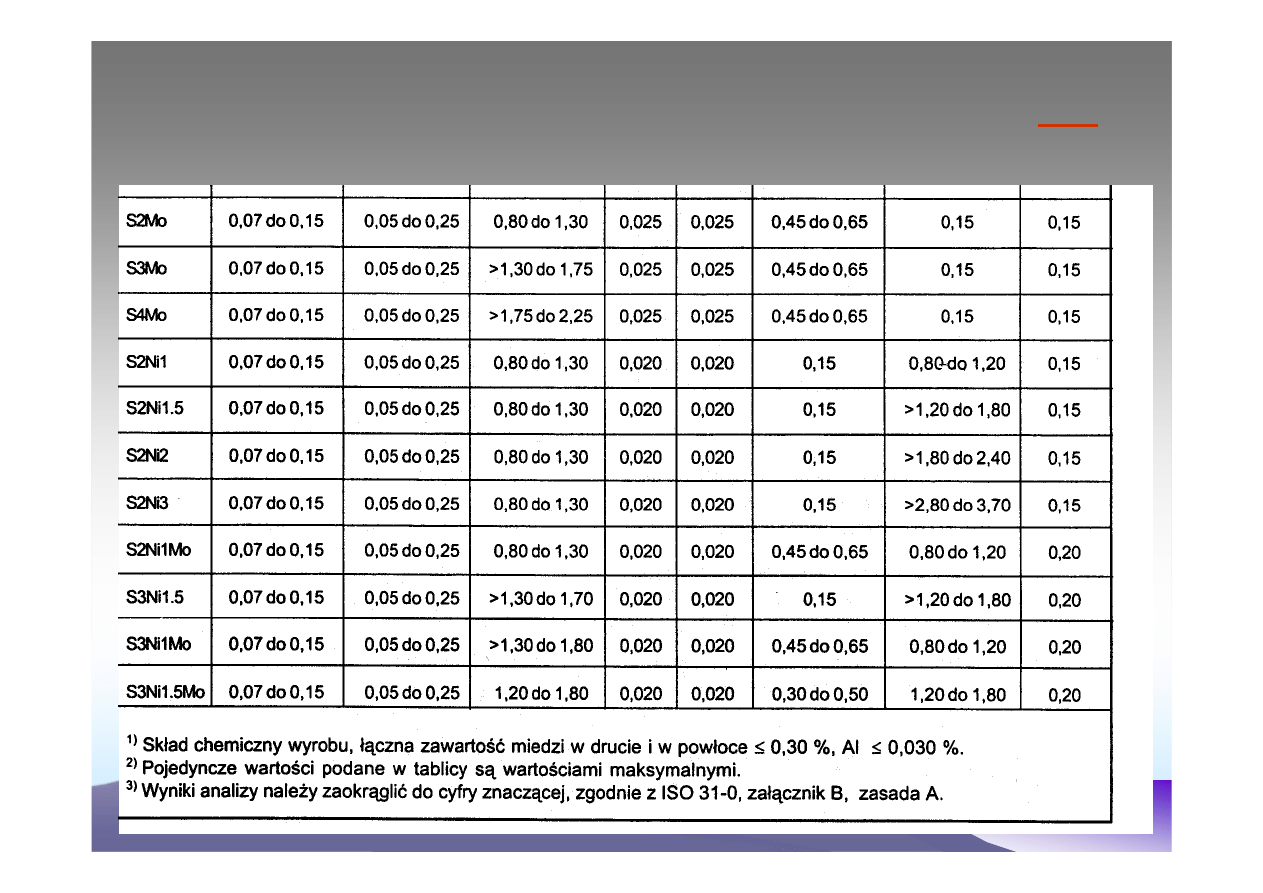
•
Oznacza drut elektrodowy o składzie chemicznym odpowiadającym
składowi drutu
S2Mo
wg tablicy 5
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Symbol
Symbol
PN
PN
-
-
EN 756
EN 756
-
-
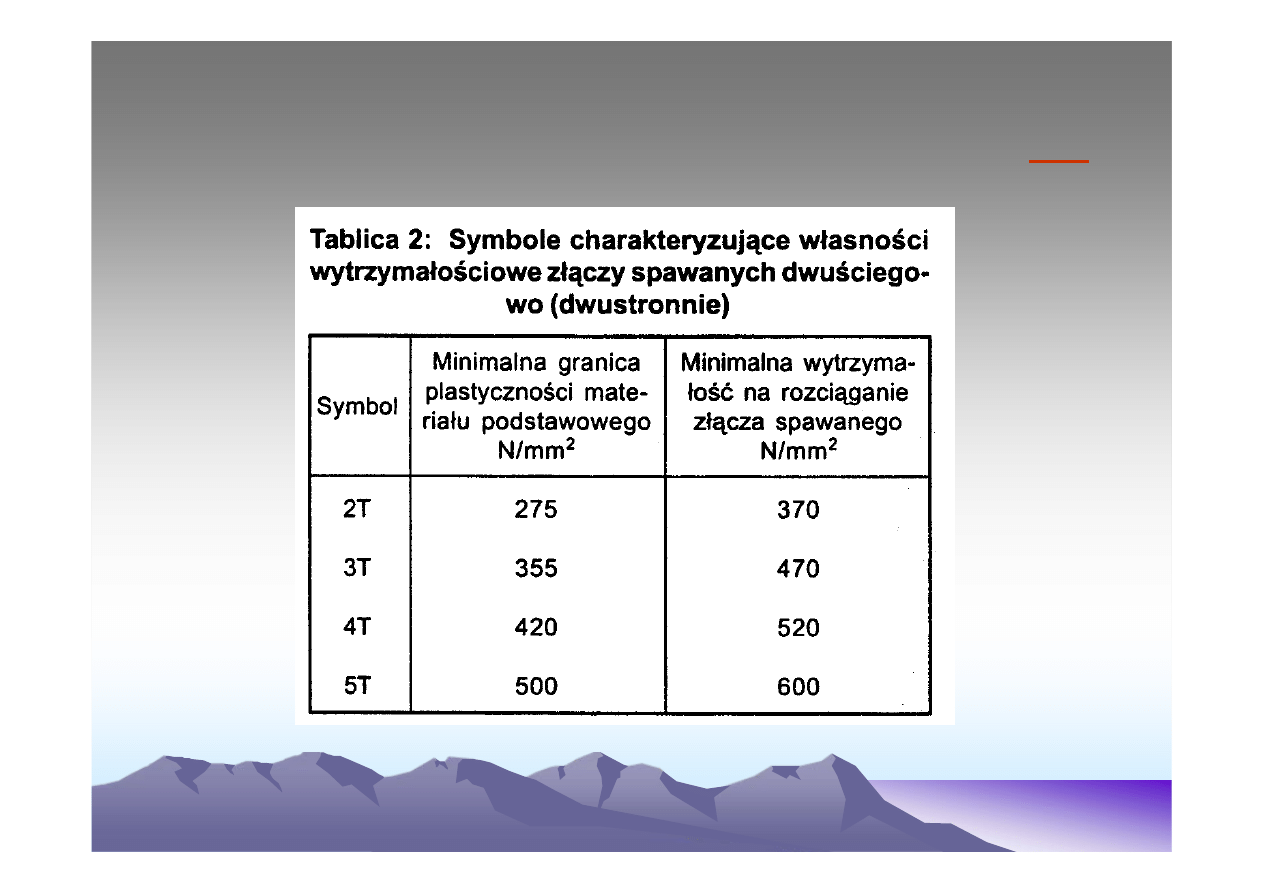
S 4T 2 AB S2Mo
S 4T 2 AB S2Mo
Oznacza kombinację
drut-topnik do spawania dwuściegowego
(dwustronnego) łukiem krytym,
której stopiwo posiada:
•
minimalną
granicę
42
0 N/mm
2
•
minimalną
granicę
wytrzymałości na rozciąganie 520 N/mm
2
•
minimalną
pracę łamania 47 J w temperaturze –
2
0
o
C
Oraz zostało wykonane z użyciem topnika glinianowego,
zasadowego (
AB
) oraz drutu elektrodowego
S2Mo
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Technika wykonywania
Technika wykonywania
spoin czo
spoin czo
ł
ł
owych
owych
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Pewn
Pewn
ą
ą
trudno
trudno
ść
ść
sprawia zajarzenie
sprawia zajarzenie
ł
ł
uku.
uku.
Zajarza
Zajarza
si
si
ę
ę
go
go
technik
technik
ą
ą
:
:
Powolnego podawania drutu do momentu zwarcia po czym
Powolnego podawania drutu do momentu zwarcia po czym
zmiana kierunku podawania drutu (tzw.
zmiana kierunku podawania drutu (tzw.
rewersowanie
rewersowanie
)
)
Technik
Technik
ą
ą
potarcia
potarcia
–
–
ruch w
ruch w
ó
ó
zka rozpoczyna si
zka rozpoczyna si
ę
ę
z chwil
z chwil
ą
ą
zetkni
zetkni
ę
ę
cia
cia
drutu z materia
drutu z materia
ł
ł
em spawanym. Po zajarzeniu
em spawanym. Po zajarzeniu
ł
ł
uku rozpoczyna si
uku rozpoczyna si
ę
ę
podawanie drutu z w
podawanie drutu z w
ł
ł
a
a
ś
ś
ciw
ciw
ą
ą
pr
pr
ę
ę
dko
dko
ś
ś
ci
ci
ą
ą
Technik
Technik
ą
ą
wi
wi
ó
ó
ra
ra
-
-
metalowego, w
metalowego, w
ł
ł
o
o
ż
ż
onego pomi
onego pomi
ę
ę
dzy elektrod
dzy elektrod
ę
ę
a
a
materia
materia
ł
ł
spawany
spawany
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
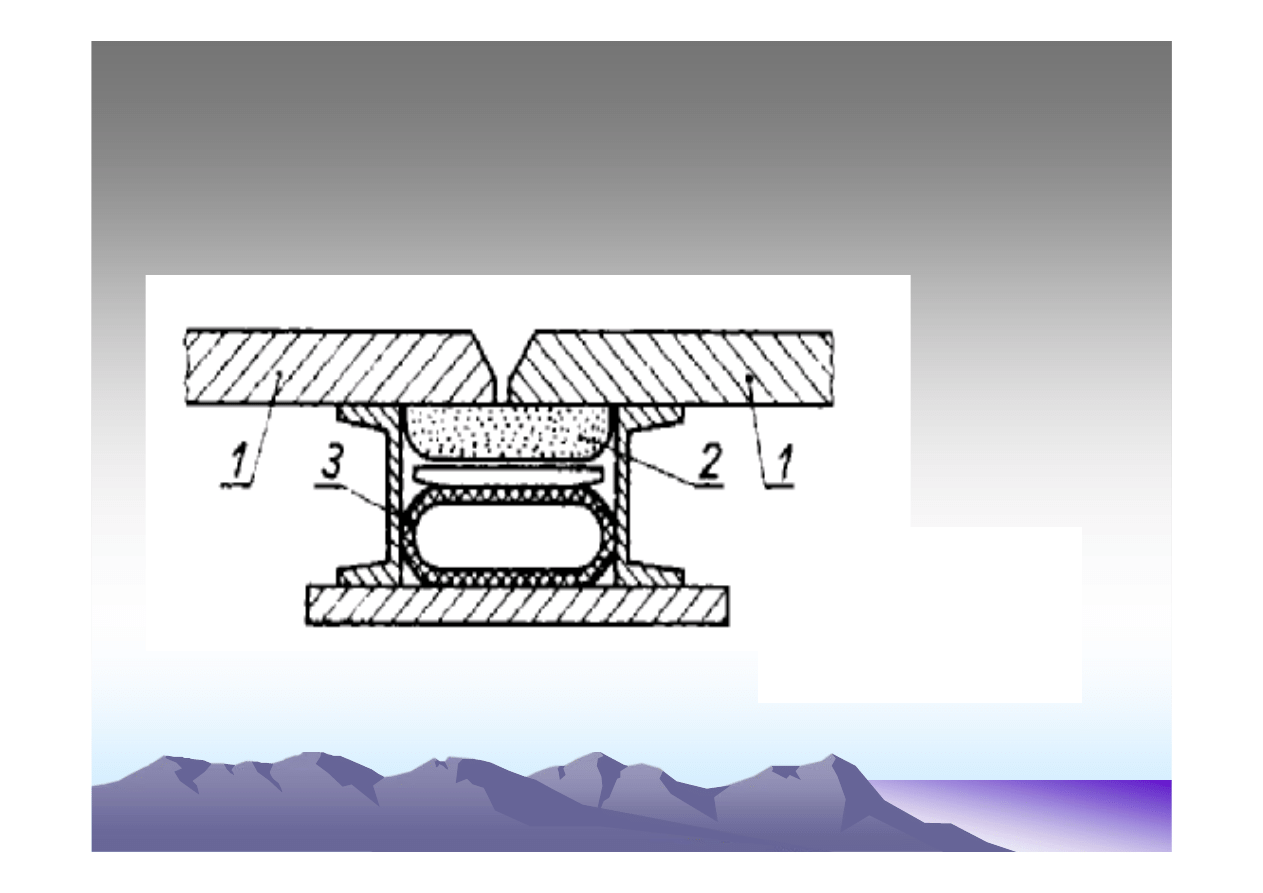
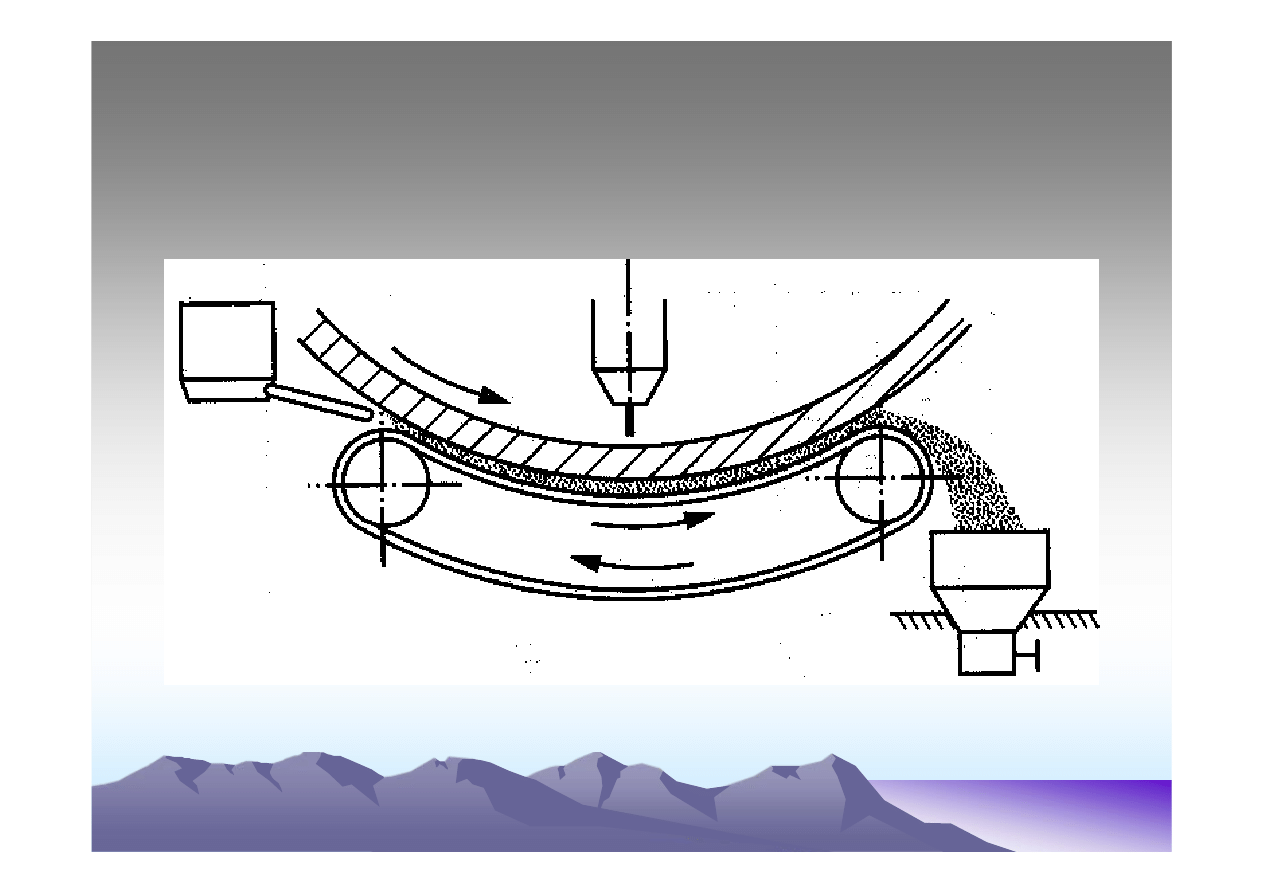
Spawanie na podk
Spawanie na podk
ł
ł
adce topnikowej:
adce topnikowej:
1
1
-
-
blachy spawane, 2
blachy spawane, 2
-
-
topnik, 3
topnik, 3
-
-
w
w
ąż
ąż
gumowy
gumowy
Grubość
warstwy
topnika jest
Zależna od grubości
Blach i wynosi 30-100m
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
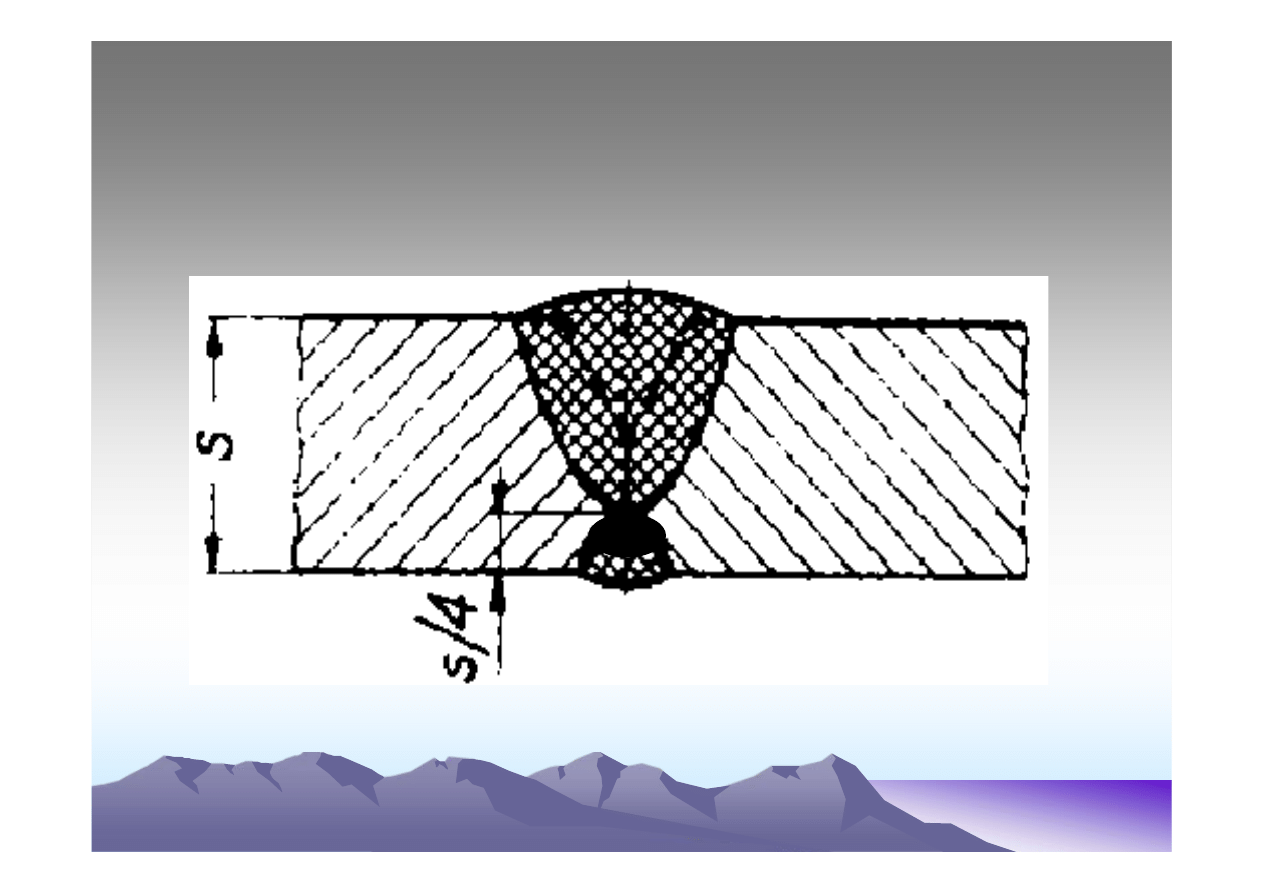
Spawanie na podk
Spawanie na podk
ł
ł
adce, kt
adce, kt
ó
ó
r
r
ą
ą
stanowi r
stanowi r
ę
ę
cznie
cznie
wykonana spoina.
wykonana spoina.
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
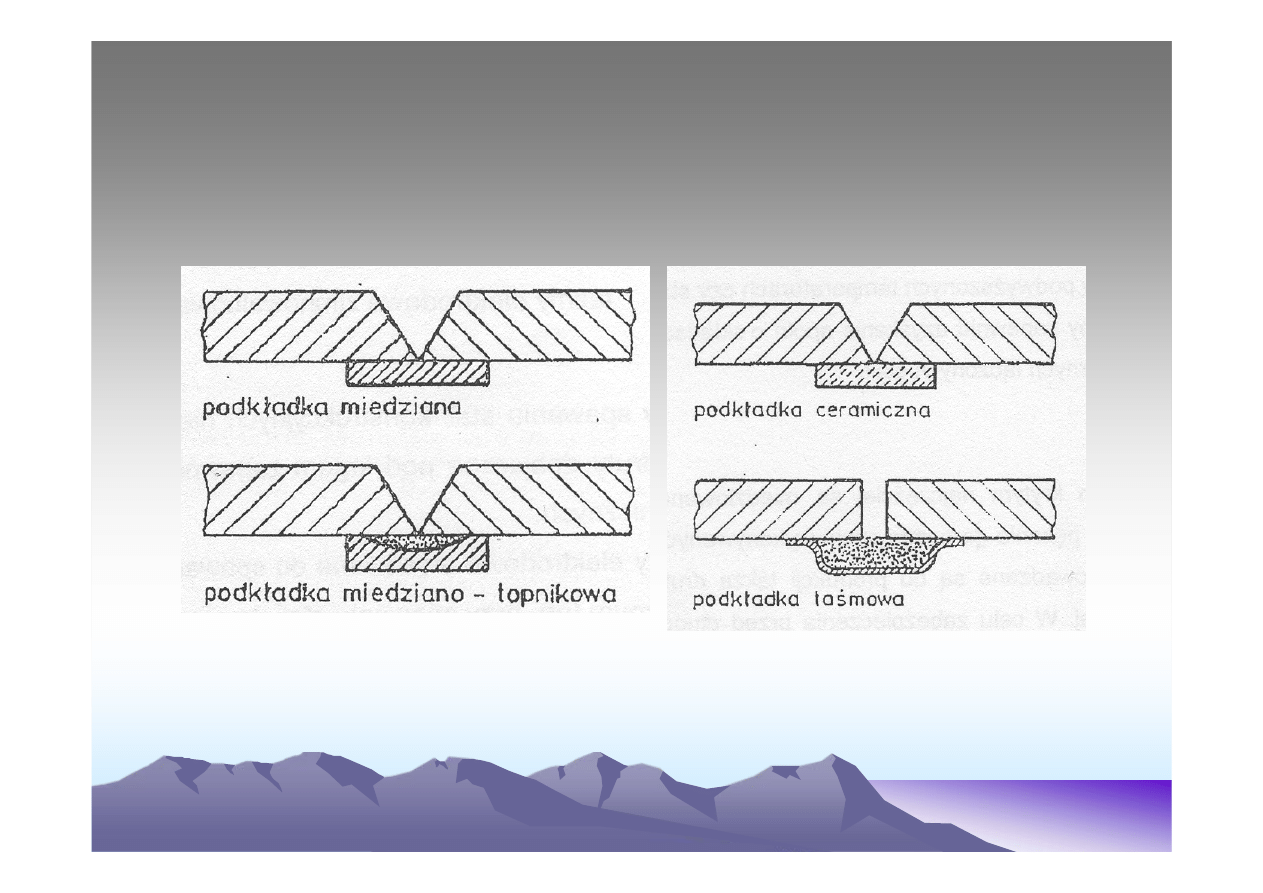
R
R
ó
ó
ż
ż
ne sposoby spawania
ne sposoby spawania
jednostronnego
jednostronnego
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Podk
Podk
ł
ł
adka topnikowa dla spawanie rur
adka topnikowa dla spawanie rur
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
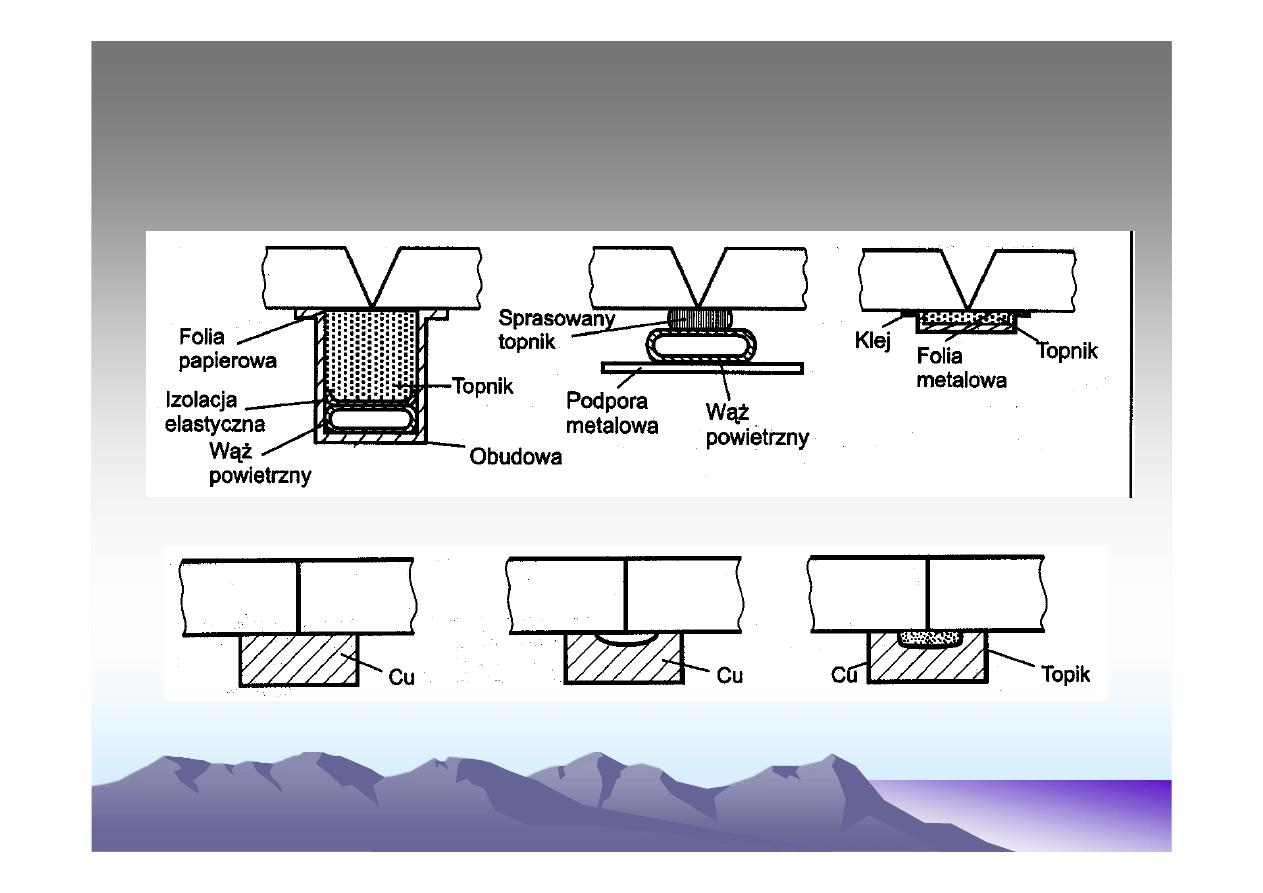
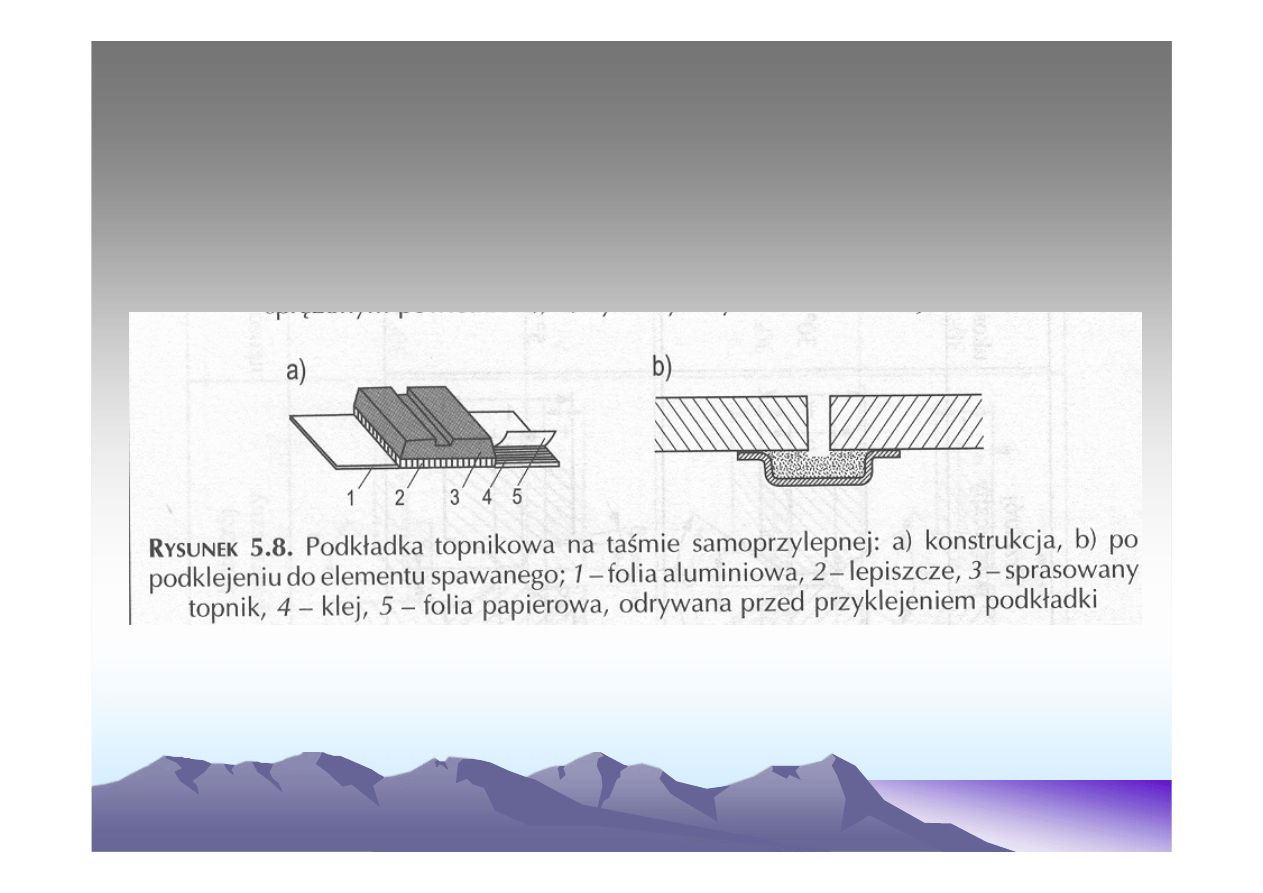
Konstrukcja podk
Konstrukcja podk
ł
ł
adki topnikowej z samoprzylepn
adki topnikowej z samoprzylepn
ą
ą
ta
ta
ś
ś
m
m
ą
ą
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
W pozycjach przymusowych si
W pozycjach przymusowych si
ę
ę
w zasadzie nie
w zasadzie nie
spawa... ale mo
spawa... ale mo
ż
ż
na, po wykonaniu dodatkowego
na, po wykonaniu dodatkowego
oprzyrz
oprzyrz
ą
ą
dowania
dowania
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
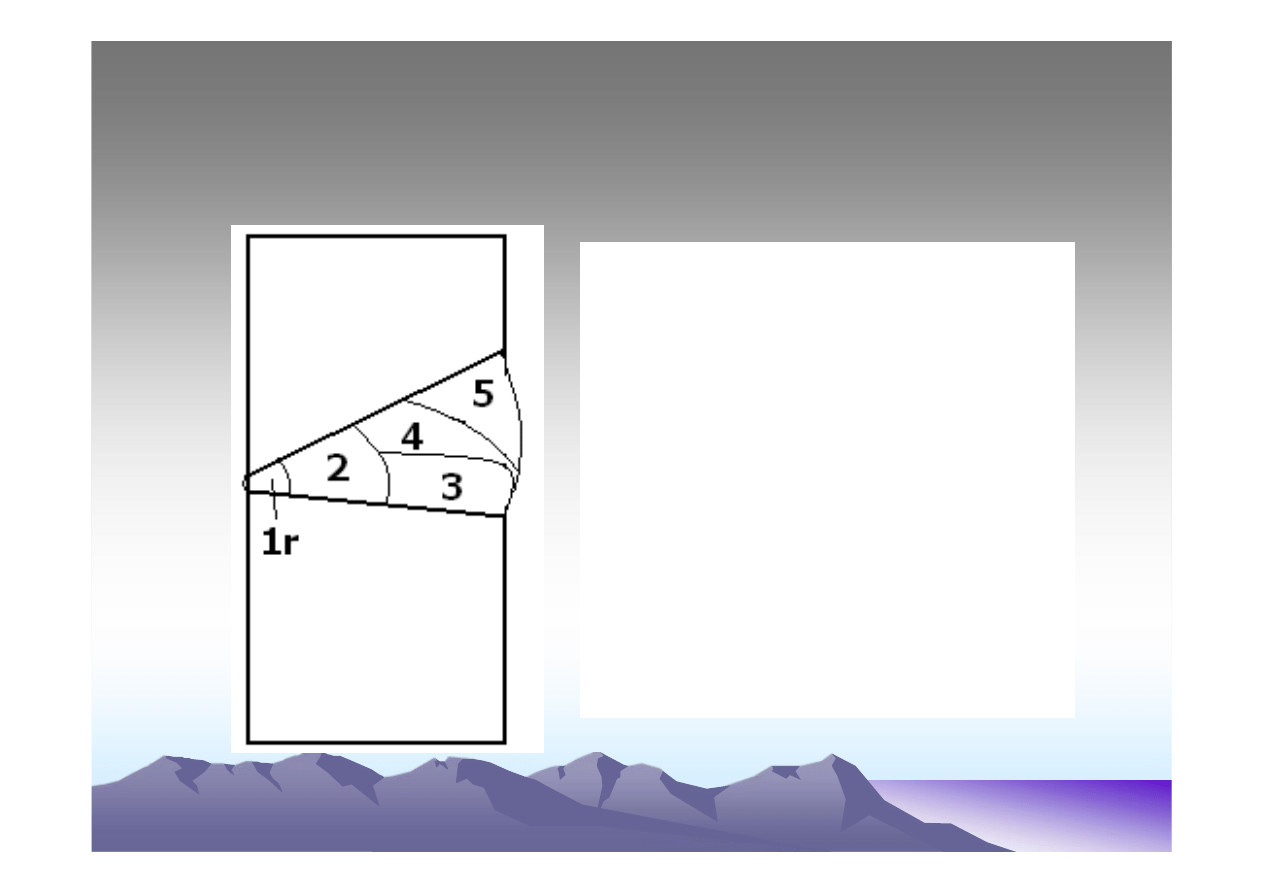
Kolejno
Kolejno
ść
ść
uk
uk
ł
ł
adania
adania
ś
ś
cieg
cieg
ó
ó
w w pozycji PA, grubo
w w pozycji PA, grubo
ść
ść
blachy 16mm
blachy 16mm
(si
(si
ł
ł
y grawitacji oszukane
y grawitacji oszukane
…
…
)
)
•
Ścieg 1r wykonany
metodą
MMA,
pozostałe SAW
•
parametry
spawania:
•
Is=330A
•
Us=30V
•
Vs=30=90cm/min
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
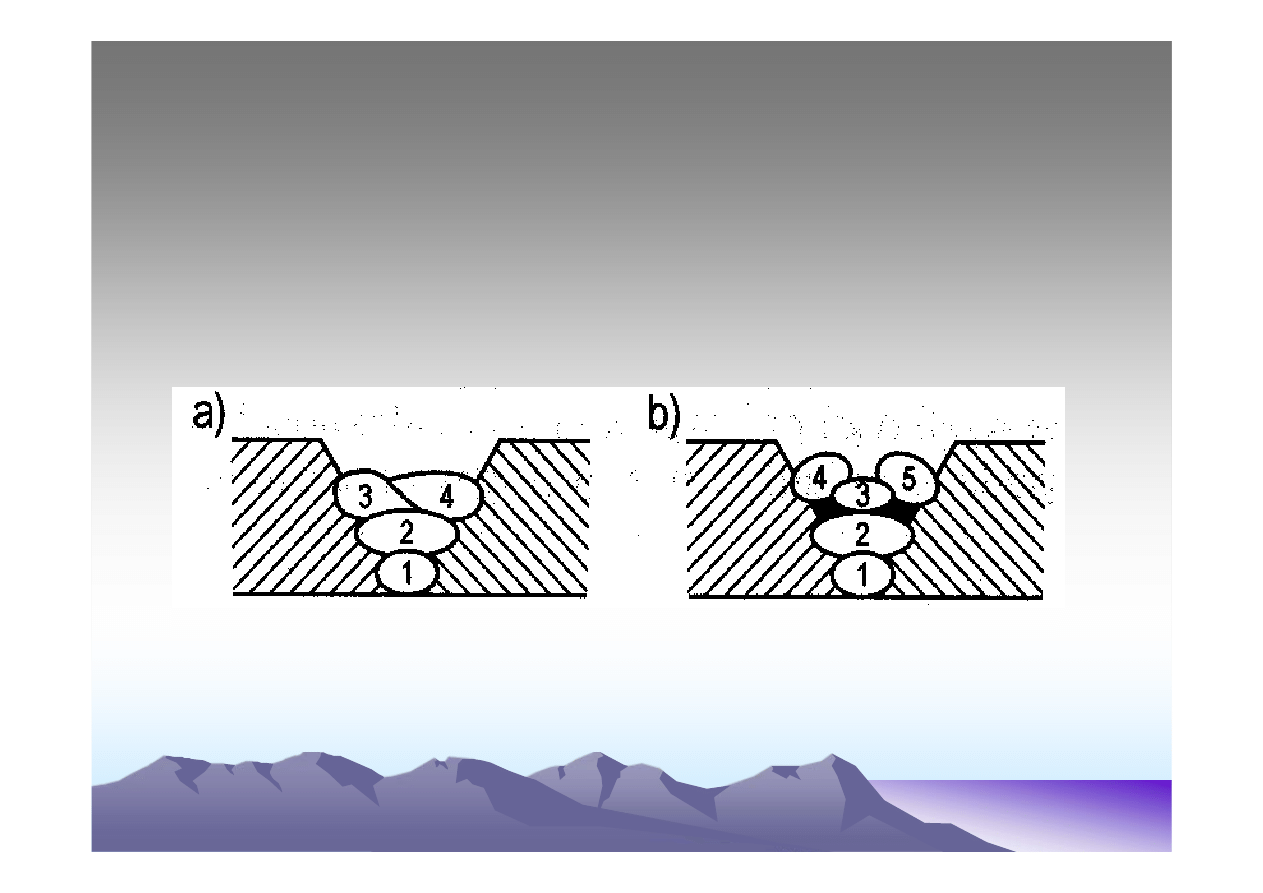
nie wolno tworzy
nie wolno tworzy
ć
ć
„
„
zakamark
zakamark
ó
ó
w
w
”
”
niemo
niemo
ż
ż
liwych do
liwych do
przetopienia
przetopienia
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
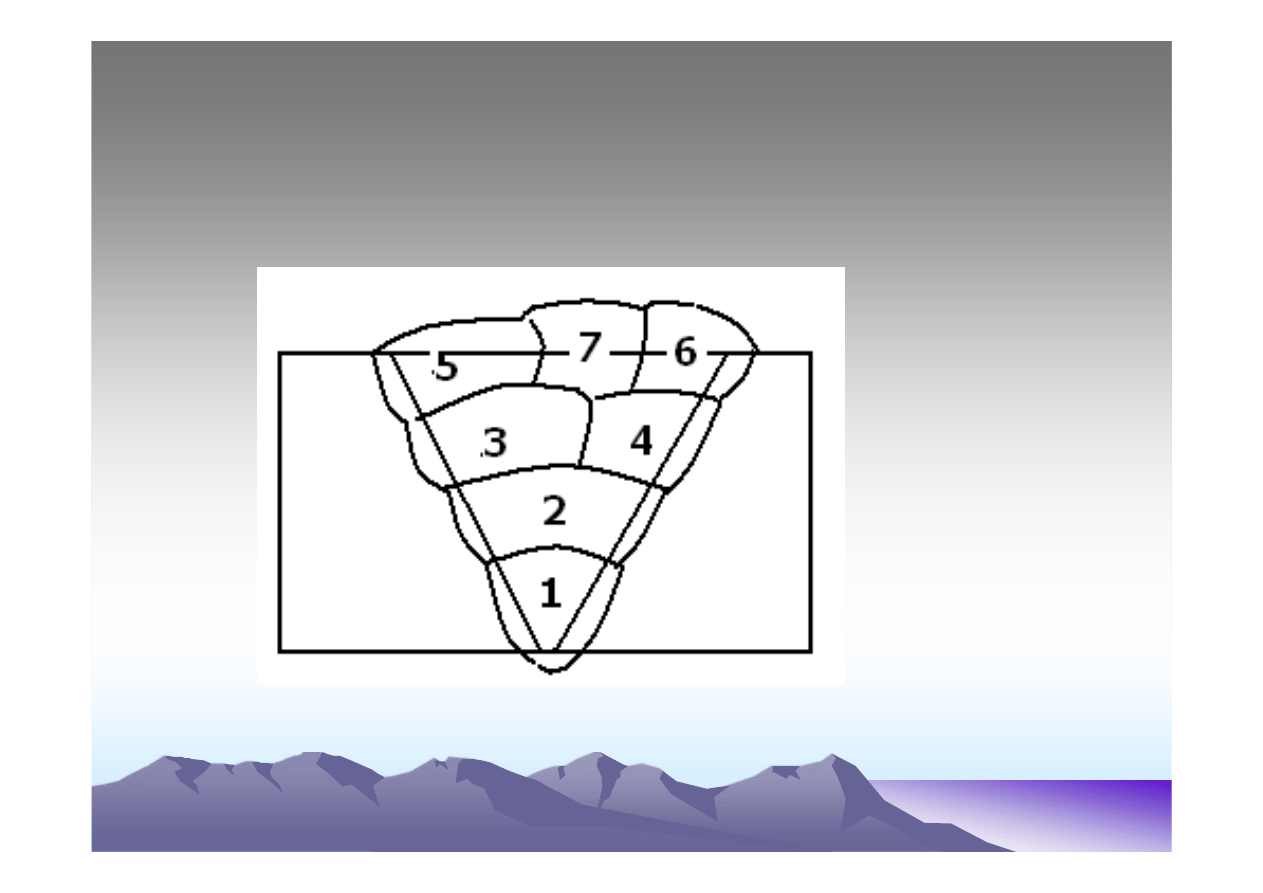
Kolejno
Kolejno
ść
ść
uk
uk
ł
ł
adania
adania
ś
ś
cieg
cieg
ó
ó
w spoiny wielo
w spoiny wielo
ś
ś
ciegowej w pozycji
ciegowej w pozycji
podolnej
podolnej
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
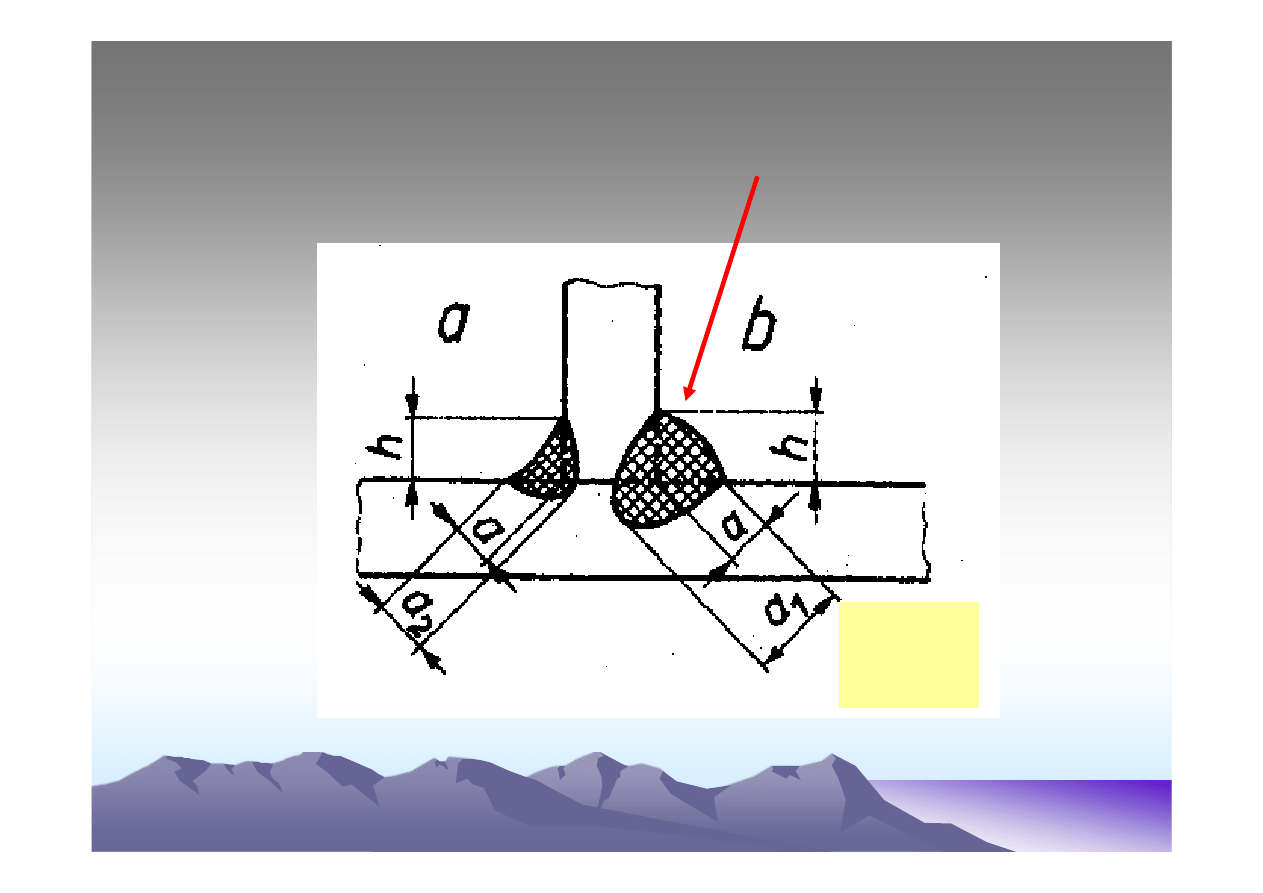
Por
Por
ó
ó
wnanie geometrii spoiny pachwinowej
wnanie geometrii spoiny pachwinowej
wykonanej r
wykonanej r
ę
ę
cznie i automatycznie
cznie i automatycznie
a
1
>>> a
a=h
a
2
> a
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Spawa
Spawa
ć
ć
mo
mo
ż
ż
na w pozycji
na w pozycji
nabocznej lub
nabocznej lub
„
„
korytkowej
korytkowej
”
”
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
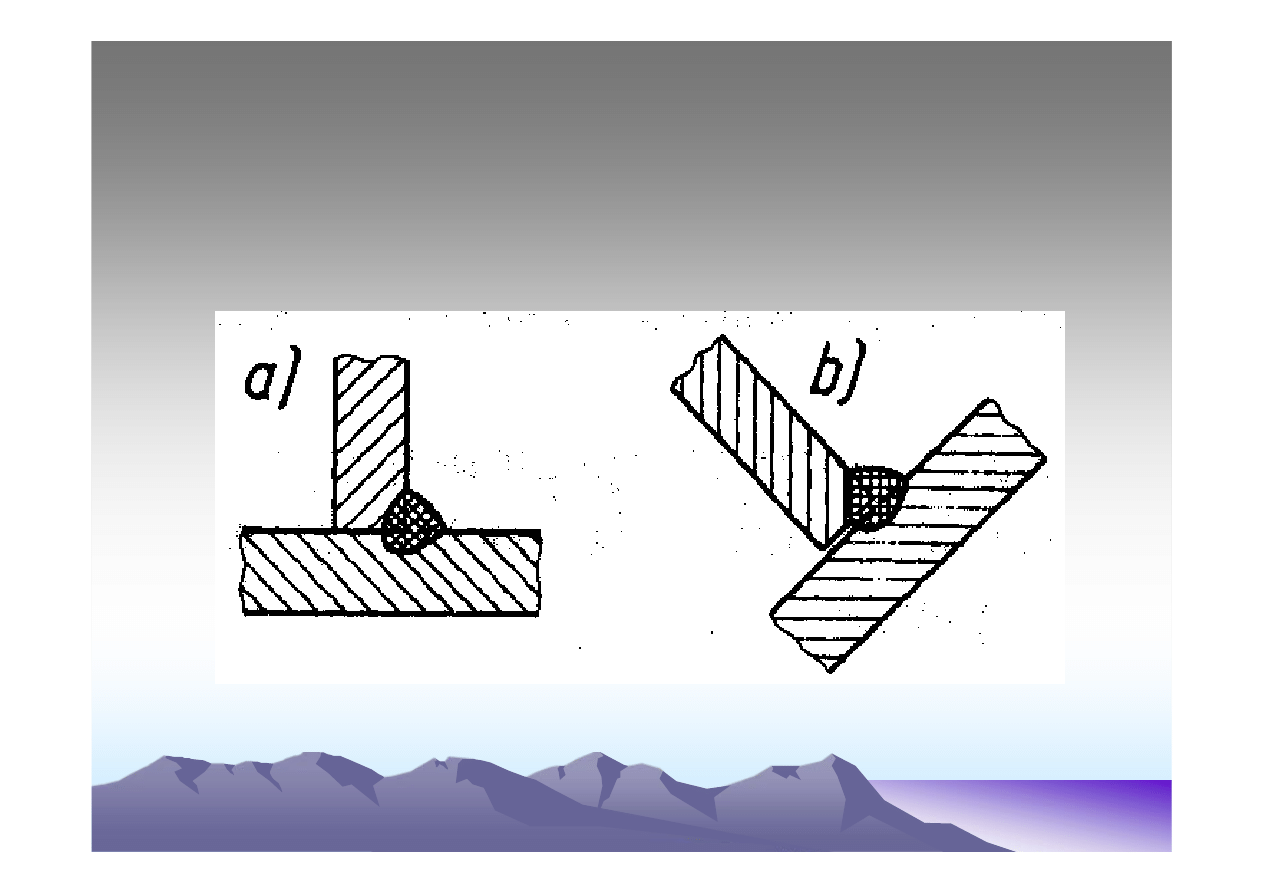
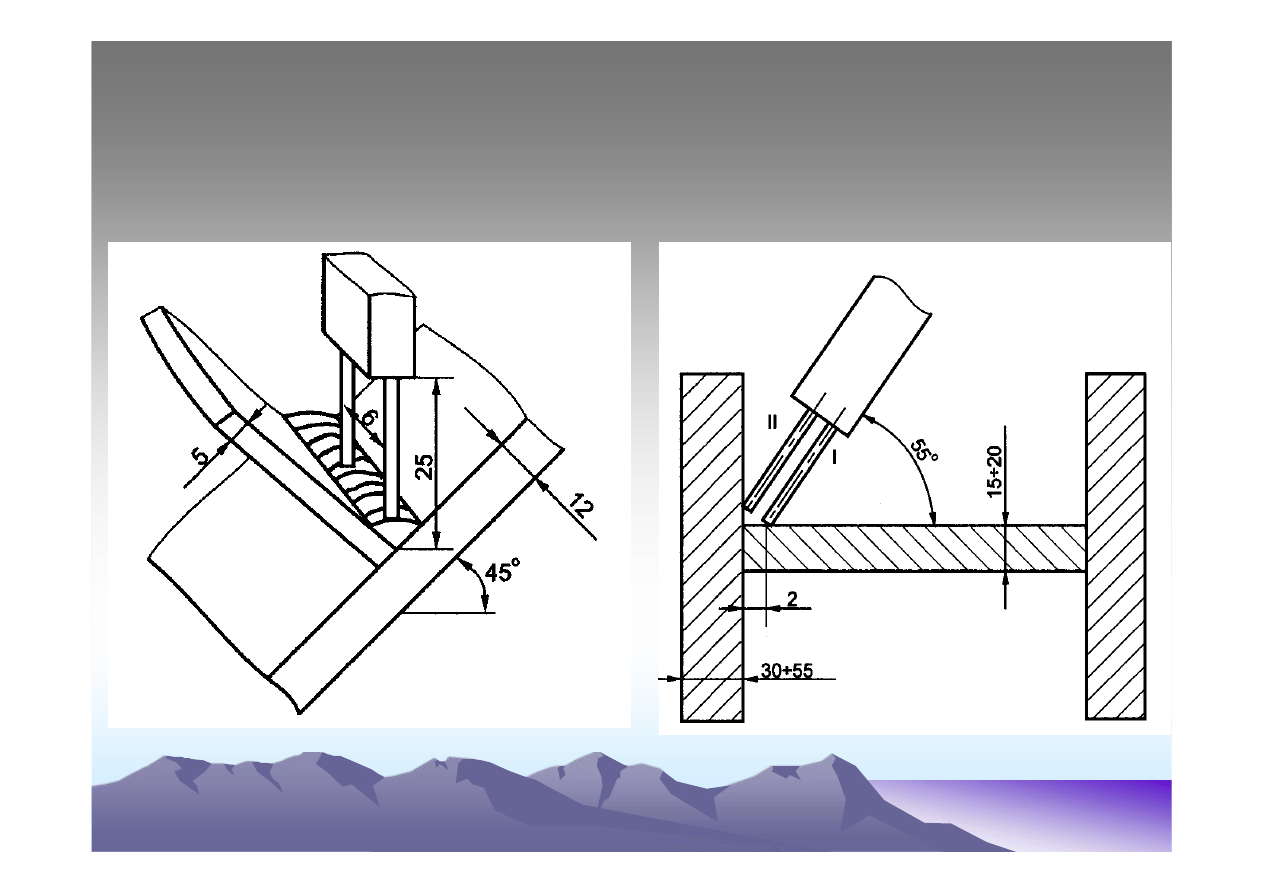
Ustawienia elektrody wzgl
Ustawienia elektrody wzgl
ę
ę
dem blach
dem blach
spawanych dla spawania z
spawanych dla spawania z
łą
łą
czy k
czy k
ą
ą
towych ze
towych ze
spoinami czo
spoinami czo
ł
ł
owymi w pozycji
owymi w pozycji
podolnej
podolnej
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
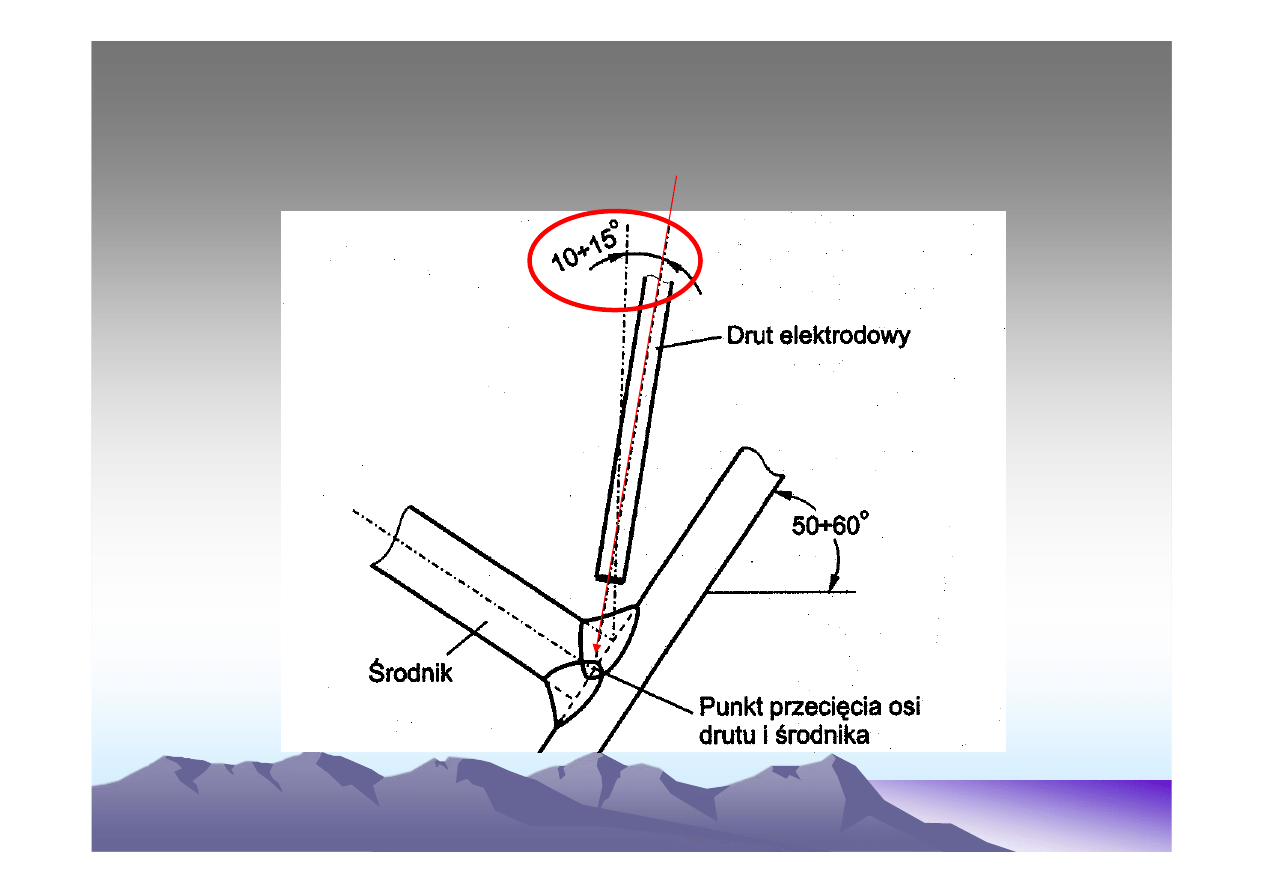
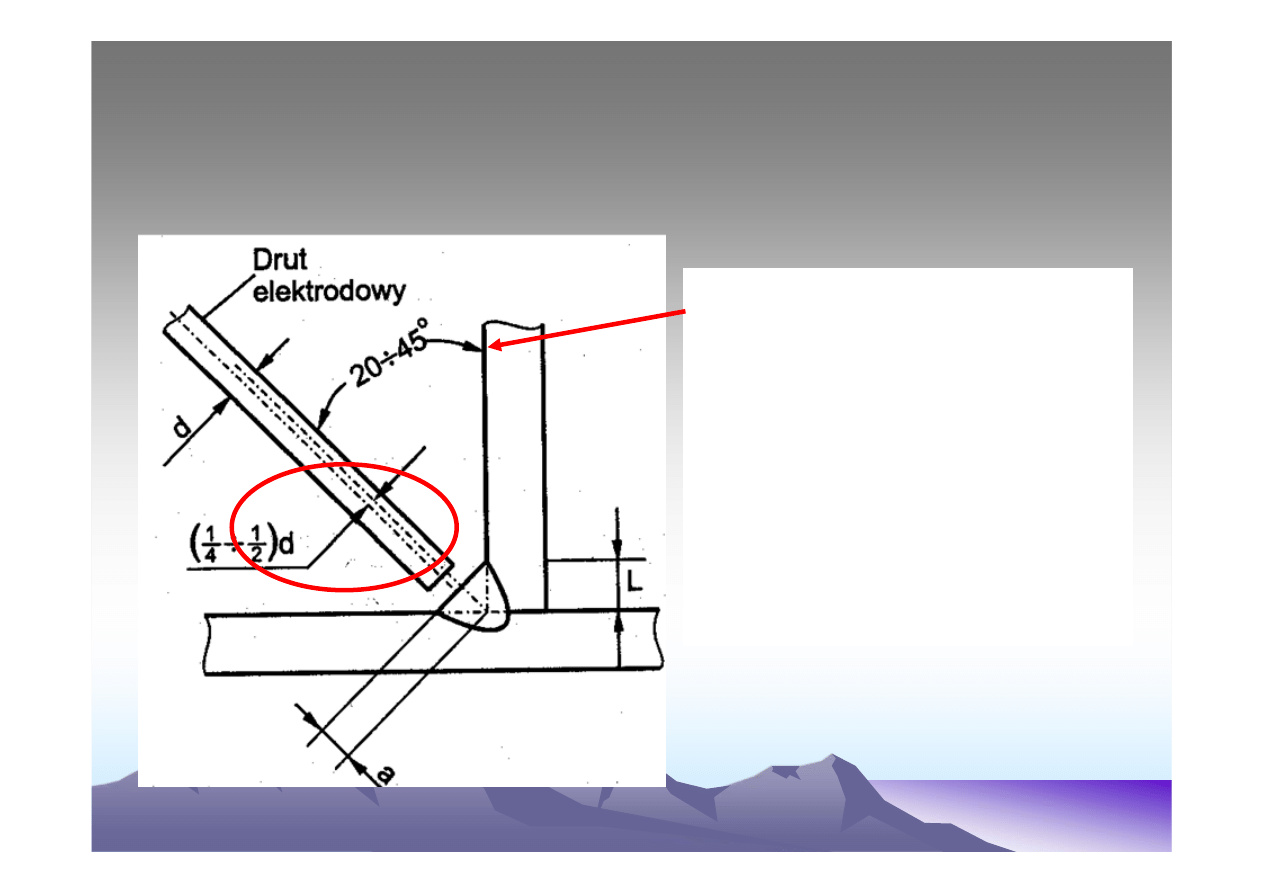
Ustawienia elektrody wzgl
Ustawienia elektrody wzgl
ę
ę
dem blach
dem blach
spawanych dla spawania z
spawanych dla spawania z
łą
łą
czy k
czy k
ą
ą
towych ze
towych ze
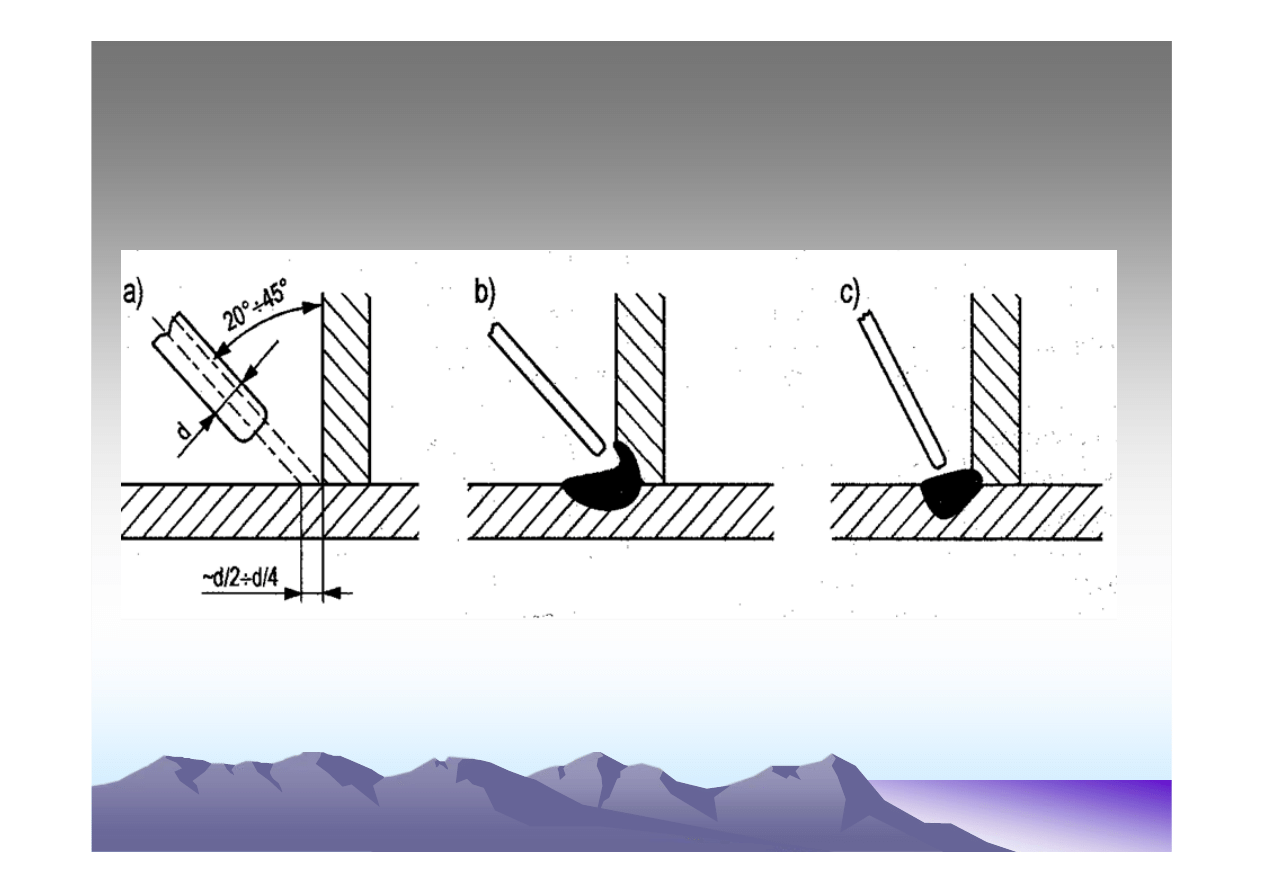
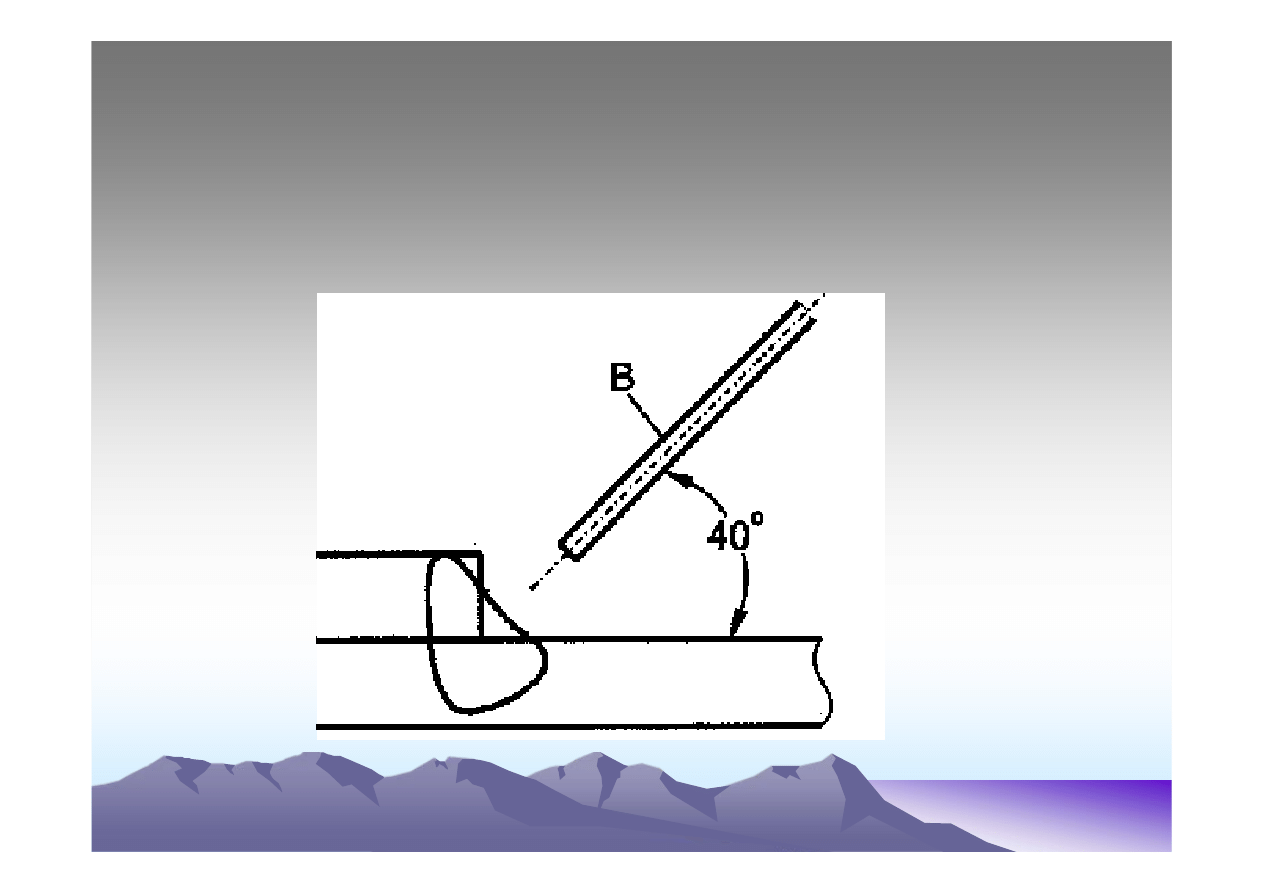
spoinami pachwinowymi w pozycji nabocznej
spoinami pachwinowymi w pozycji nabocznej
Kąt pochylenia powinien
uwzględniać
grubość
blach w ten
sposób aby łuk kierować
na
blachę
grubszą.
Przesunięcie o ¼
do ½
średnicy
elektrody wynika z faktu, że
narożnik pionowej blachy
nagrzewa się
szybciej i może
nastąpić
podtopienie wywołane
asymetrią
sił
grawitacji
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Je
Je
ś
ś
li ustawimy elektrod
li ustawimy elektrod
ę
ę
ź
ź
le, powstan
le, powstan
ą
ą
wady
wady
Elektroda za blisko
Pionowej blachy
Elektroda za dalego
Pionowej blachy
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Ustawienia elektrody wzgl
Ustawienia elektrody wzgl
ę
ę
dem blach
dem blach
spawanych dla spawania z
spawanych dla spawania z
łą
łą
czy zak
czy zak
ł
ł
adkowych
adkowych
ze spoinami pachwinowymi w pozycji
ze spoinami pachwinowymi w pozycji
nabocznej
nabocznej
–
–
blachy grube >> 5mm
blachy grube >> 5mm
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
•
Poprawnie
ukształtowane
połączenie
kątowe ze
spoiną
czołową
Niepoprawnie
ukształtowane
połączenie kątowe –
asymetria i podtopienie
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
•
Spawanie wieloelektrodowe
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
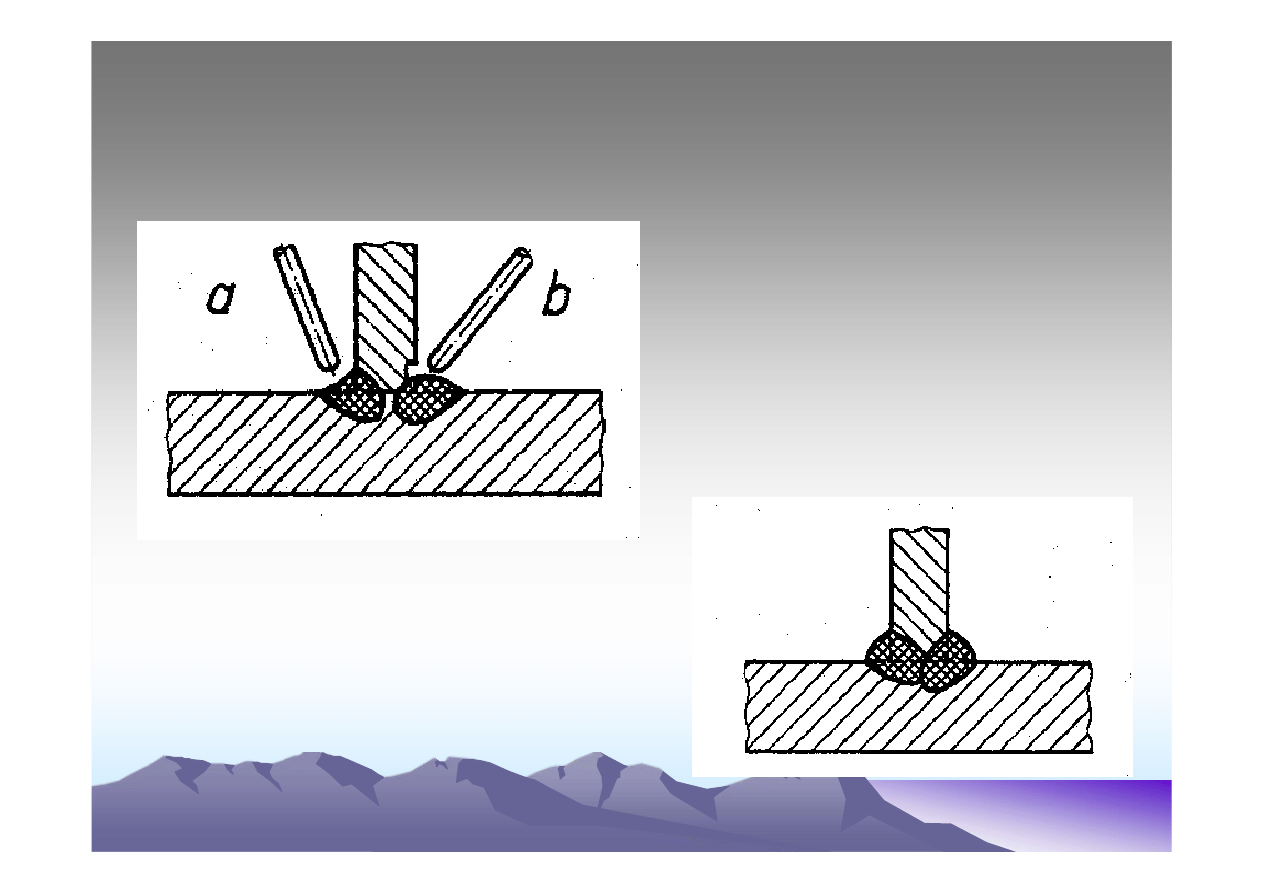
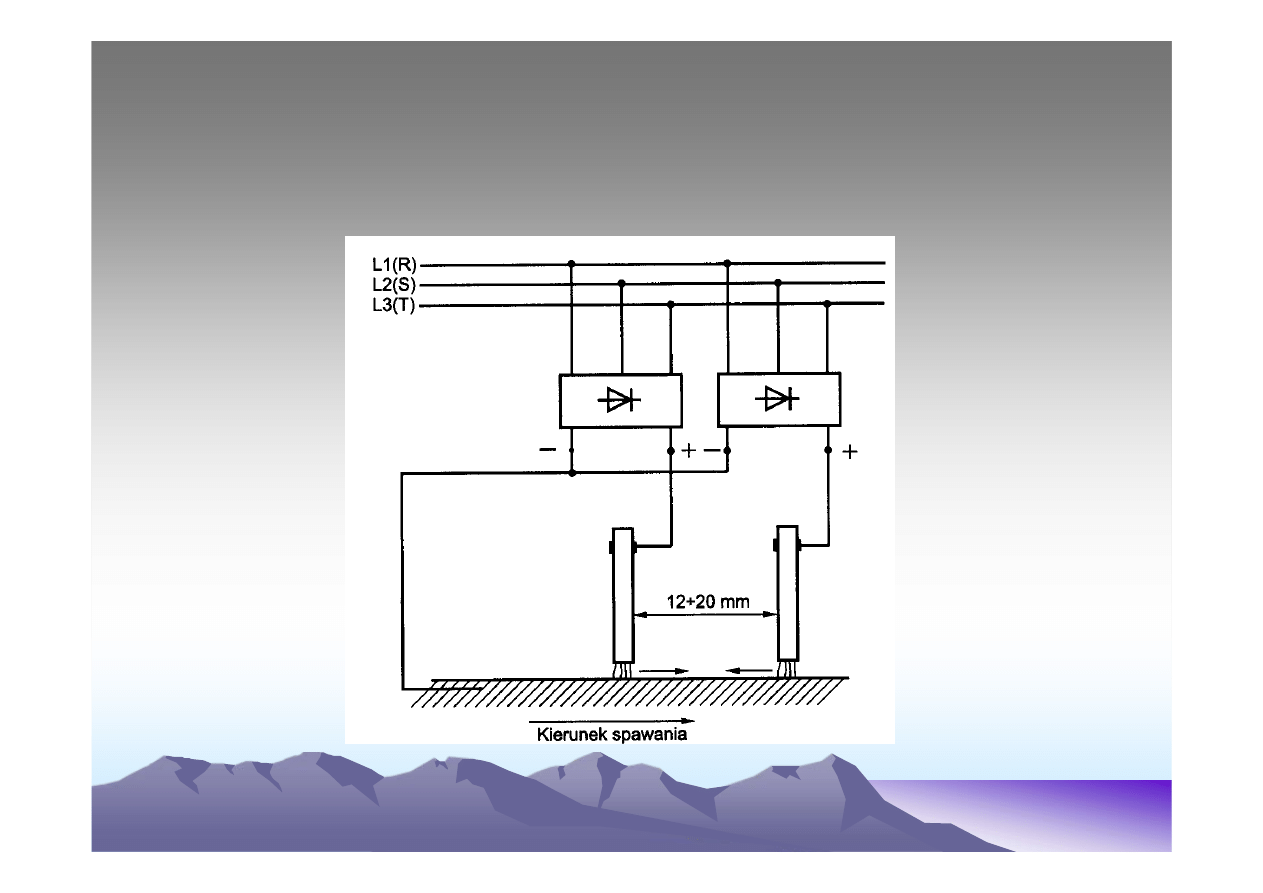
•
Techniki spawania wieloelektrodowego:
•
2 elektrody zasilane ze wspólnego źródła prądu stałego
•
2 elektrody zasilane z oddzielnych źródeł
prądu stałego
•
3 elektrody zasilane z oddzielnych źródeł
prądu stałego
•
4 elektrody zasilane z oddzielnych źródeł
prądu stałego
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
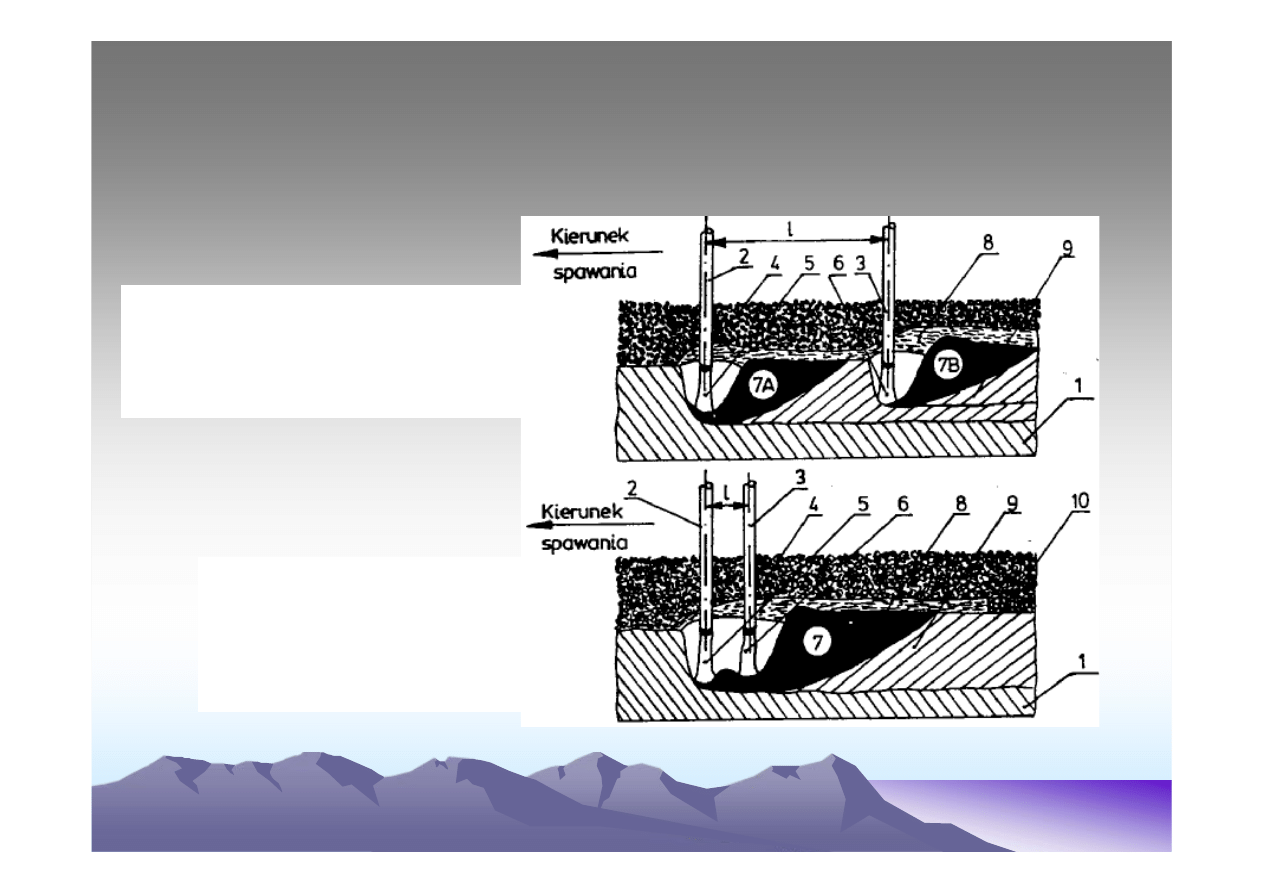
Zasada spawania dwoma
Zasada spawania dwoma
ł
ł
ukami
ukami
Z oddzielnymi jeziorkami
spawalniczymi
(układ tandem)
–zasilany z oddzielnych zasilaczy
z jednym wspólnym
jeziorkiem
–zasilanie ze
wspólnego zasilacza
łuku
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
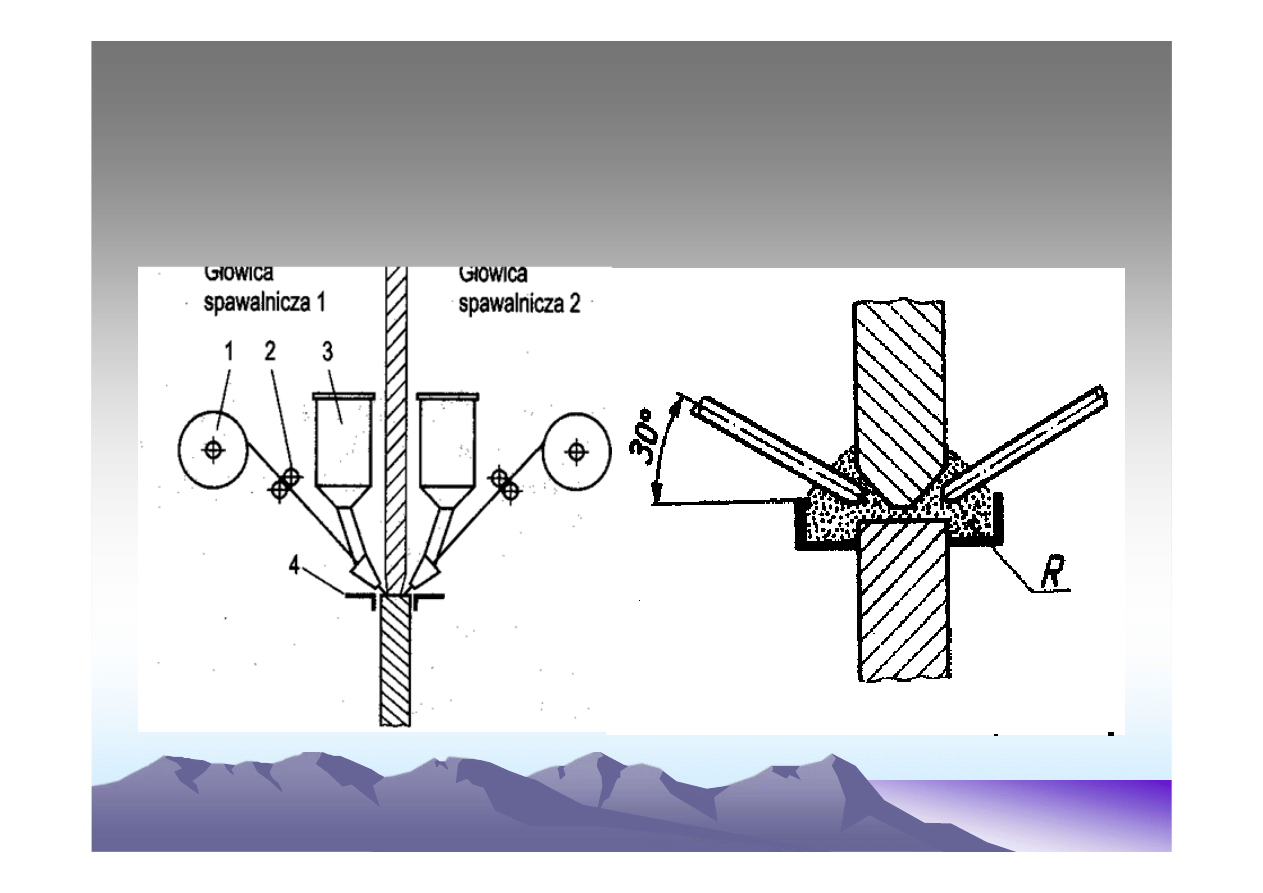
Ustawienie elektrod podczas spawania 2 elektrodami
Ustawienie elektrod podczas spawania 2 elektrodami
zasilanymi z oddzielnych
zasilanymi z oddzielnych
ź
ź
r
r
ó
ó
de
de
ł
ł
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
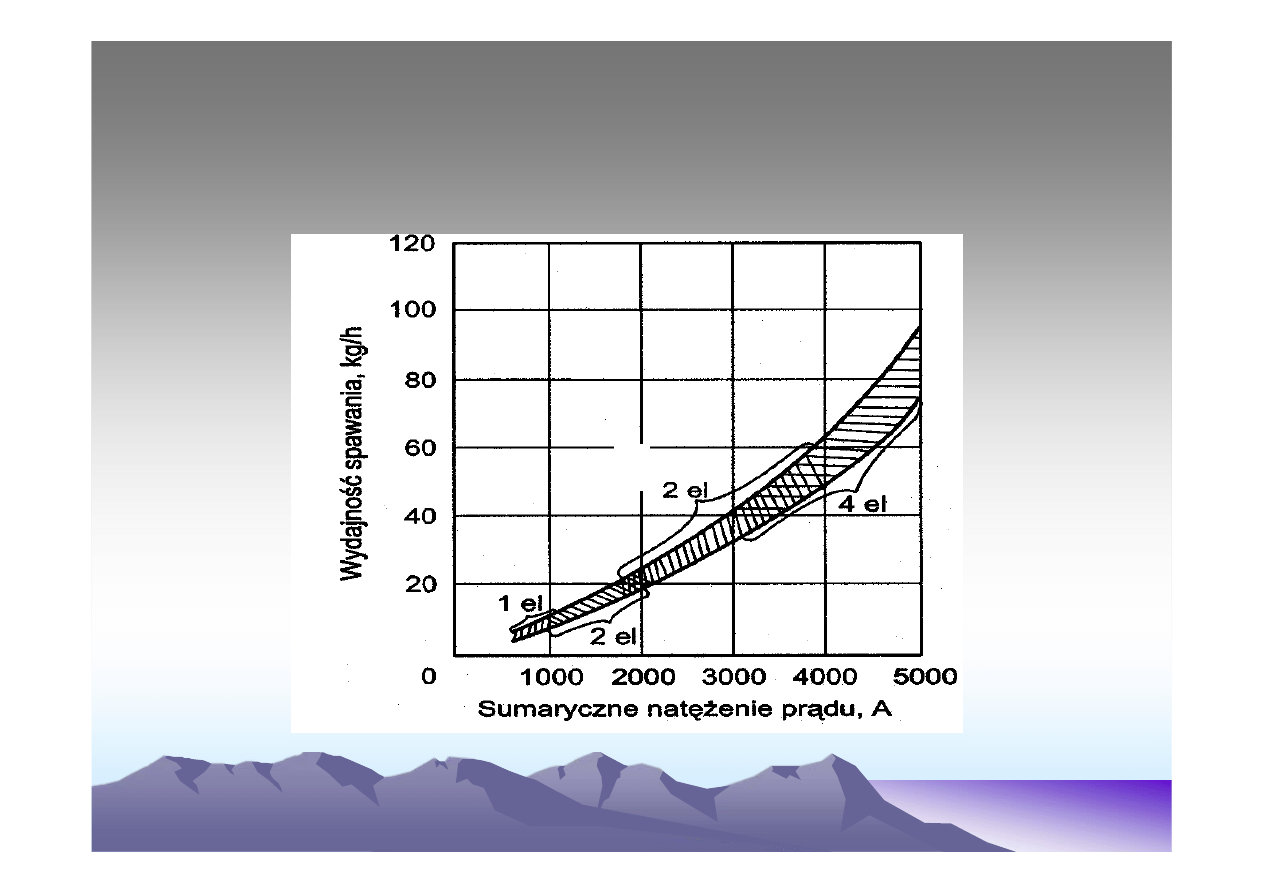
Wydajno
Wydajno
ść
ść
spawania wieloelektrodowego w zale
spawania wieloelektrodowego w zale
ż
ż
no
no
ś
ś
ci
ci
od sumarycznej wielko
od sumarycznej wielko
ś
ś
ci nat
ci nat
ęż
ęż
enia pr
enia pr
ą
ą
du spawania
du spawania
3
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
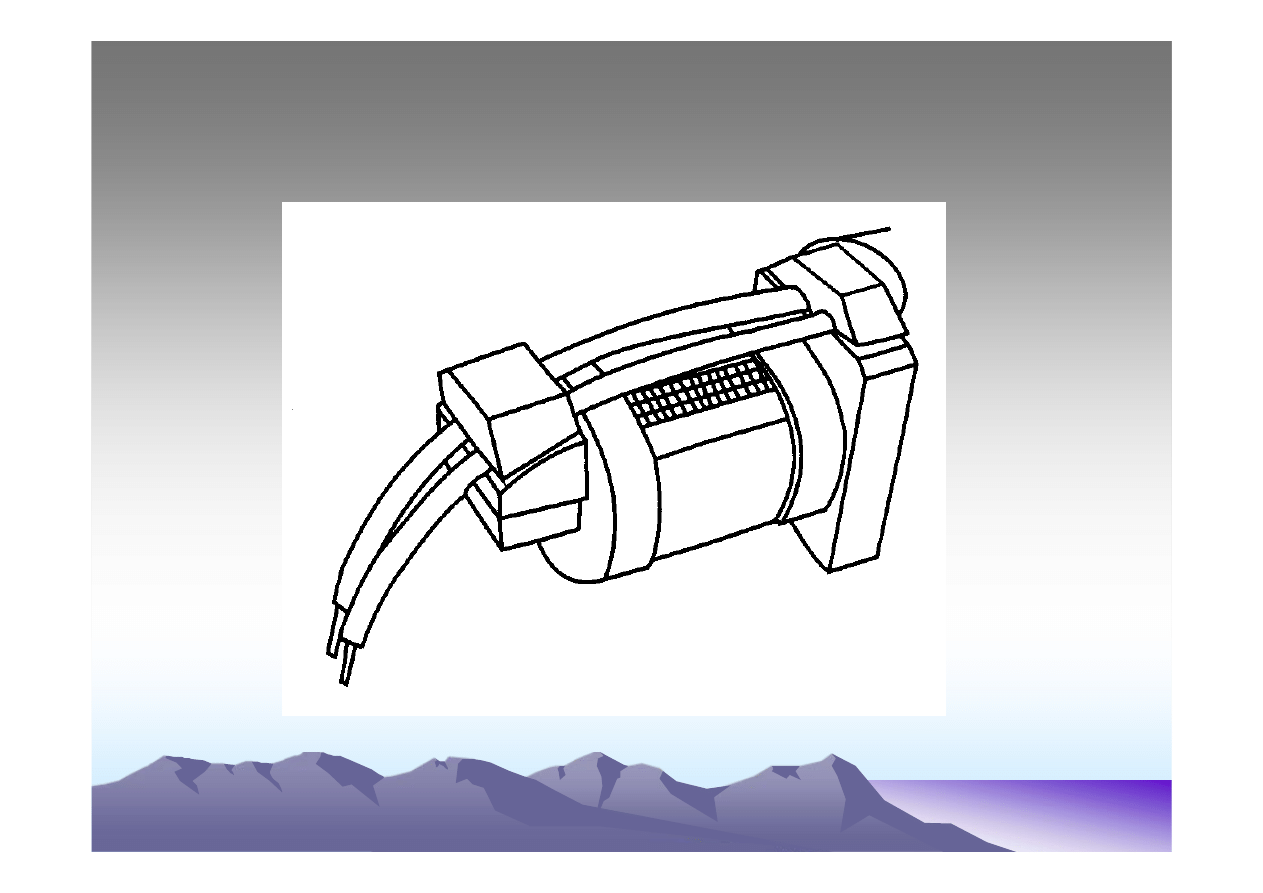
G
G
ł
ł
owica do spawania dwiema elektrodami ze
owica do spawania dwiema elektrodami ze
wsp
wsp
ó
ó
lnym zasilaniem
lnym zasilaniem
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
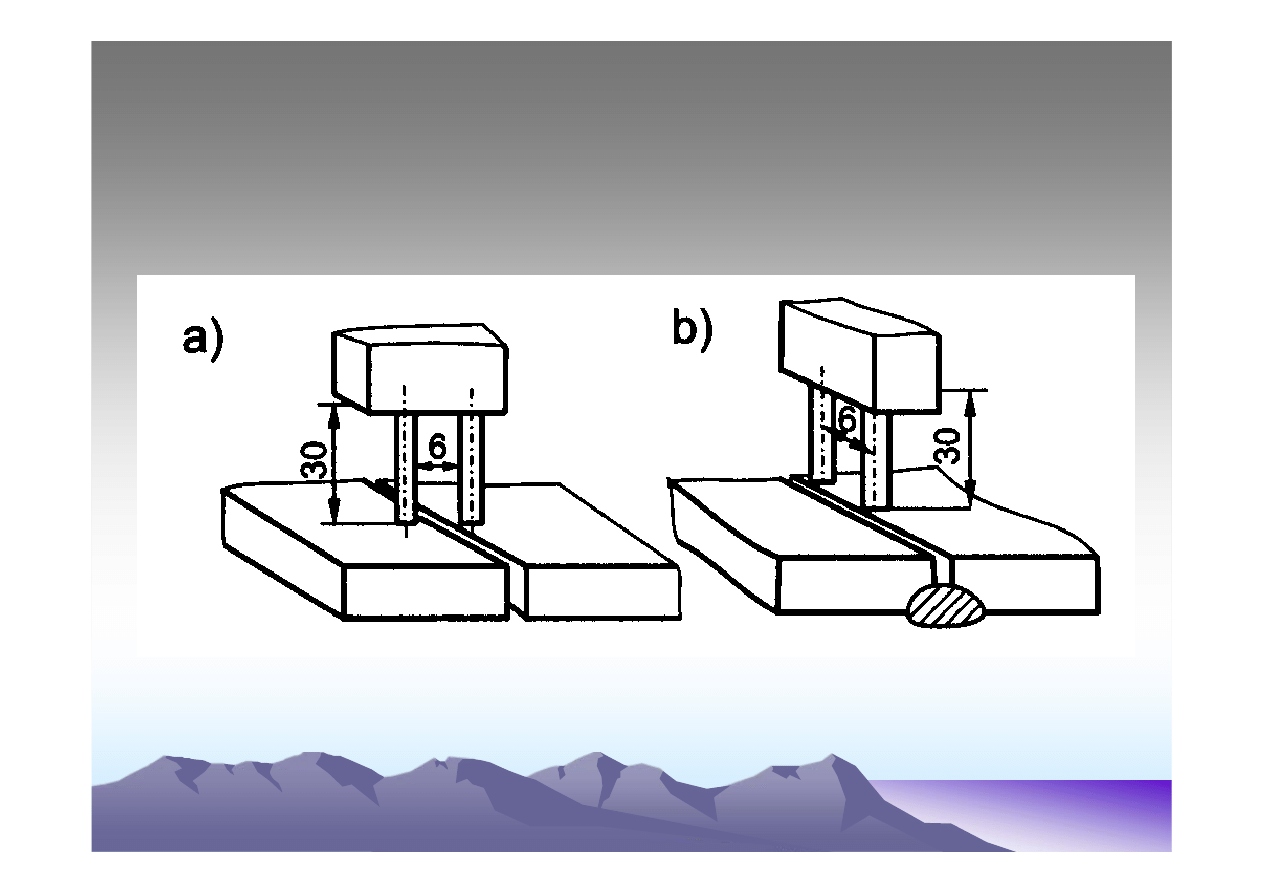
Uk
Uk
ł
ł
ad elektrod
ad elektrod
ś
ś
cieg pierwszy
cieg pierwszy
ś
ś
cieg drugi
cieg drugi
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Uk
Uk
ł
ł
ad elektrod podczas spawania dwustronnego z
ad elektrod podczas spawania dwustronnego z
łą
łą
cza
cza
k
k
ą
ą
towego
towego
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
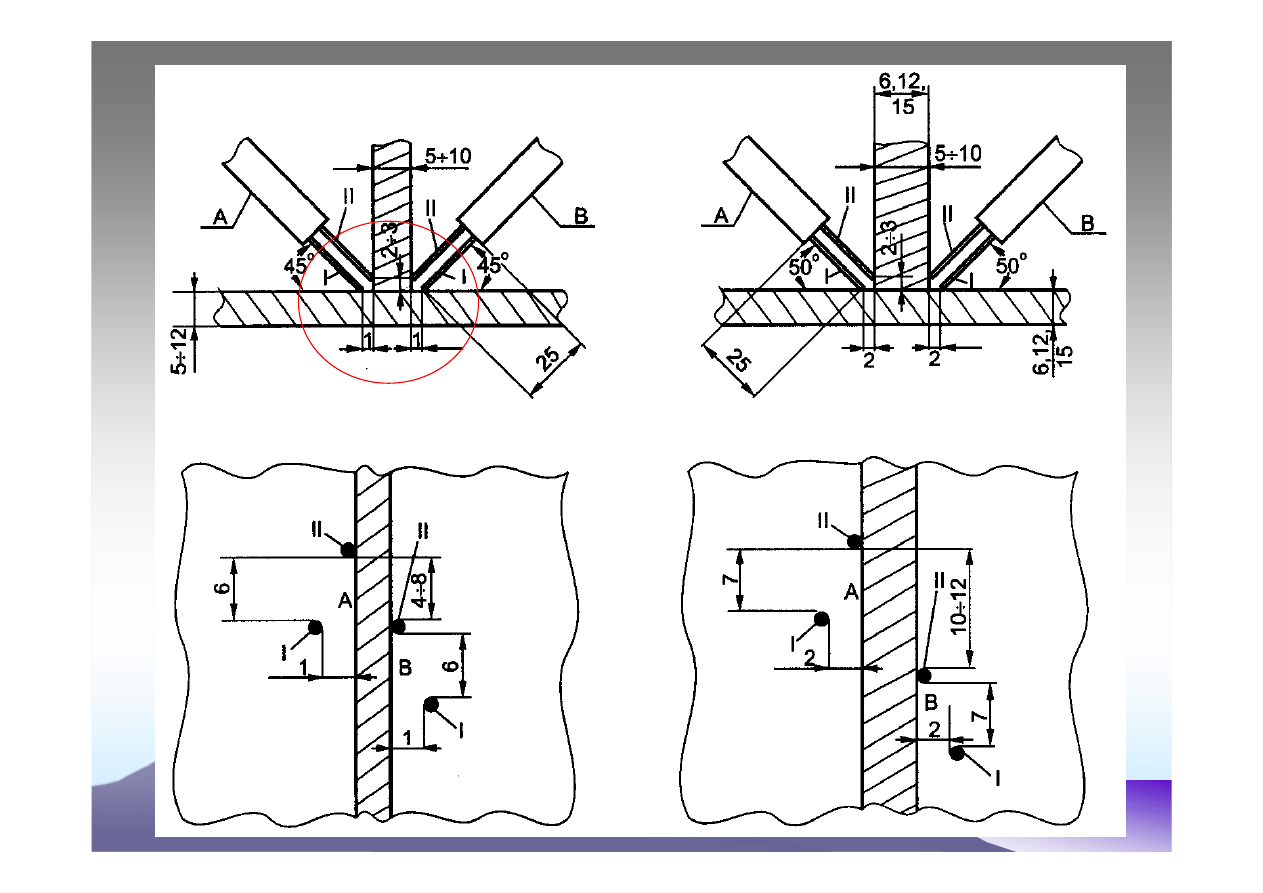
Zalecane ustawienia elektrod
Zalecane ustawienia elektrod
w pozycji
w pozycji
podolnej
podolnej
w pozycji nabocznej
w pozycji nabocznej
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
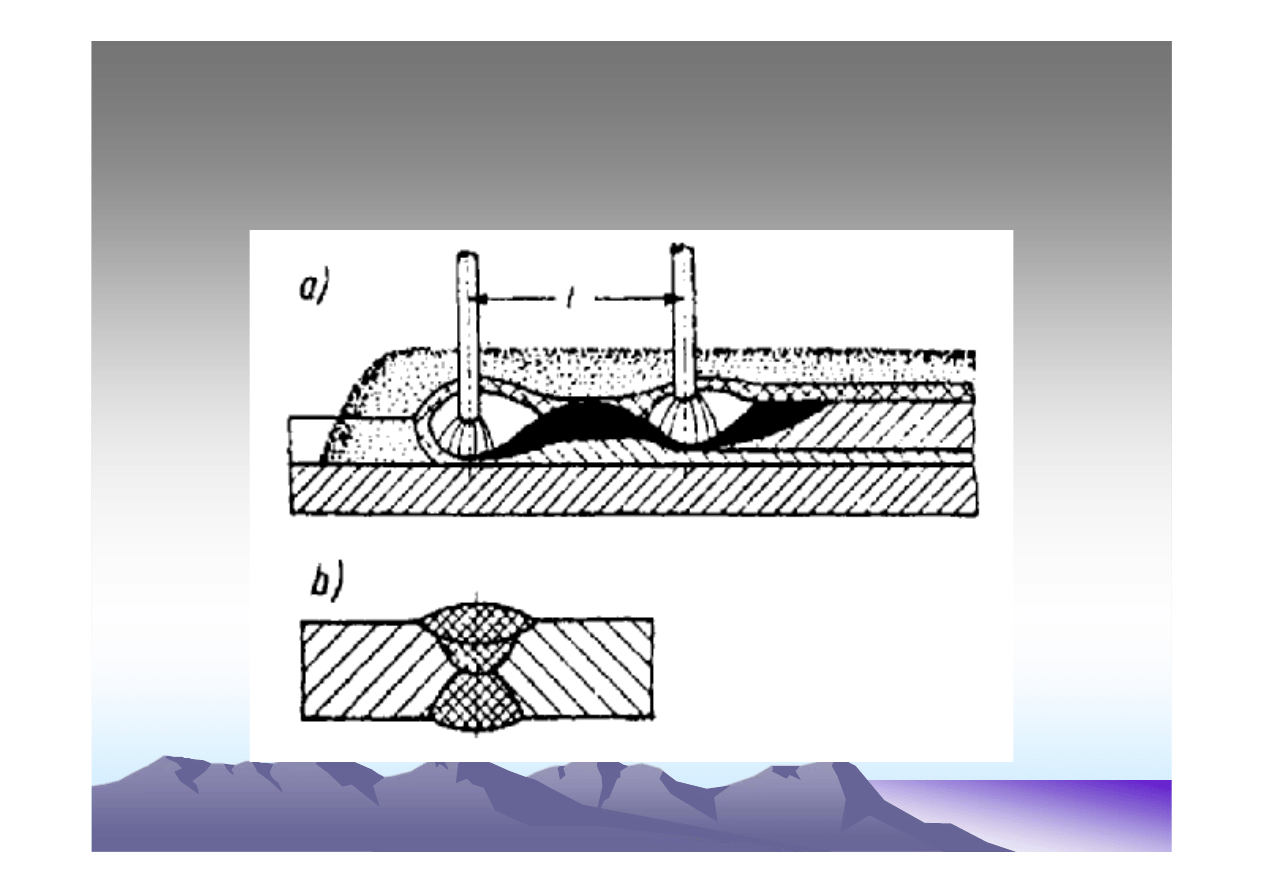
Spawanie dwoma elektrodami w uk
Spawanie dwoma elektrodami w uk
ł
ł
adzie tandem: a
adzie tandem: a
-
-
przekr
przekr
ó
ó
j pod
j pod
ł
ł
u
u
ż
ż
ny przez jeziorko k
ny przez jeziorko k
ą
ą
pieli metalowej, b
pieli metalowej, b
-
-
przekr
przekr
ó
ó
j poprzeczny spoiny.
j poprzeczny spoiny.
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
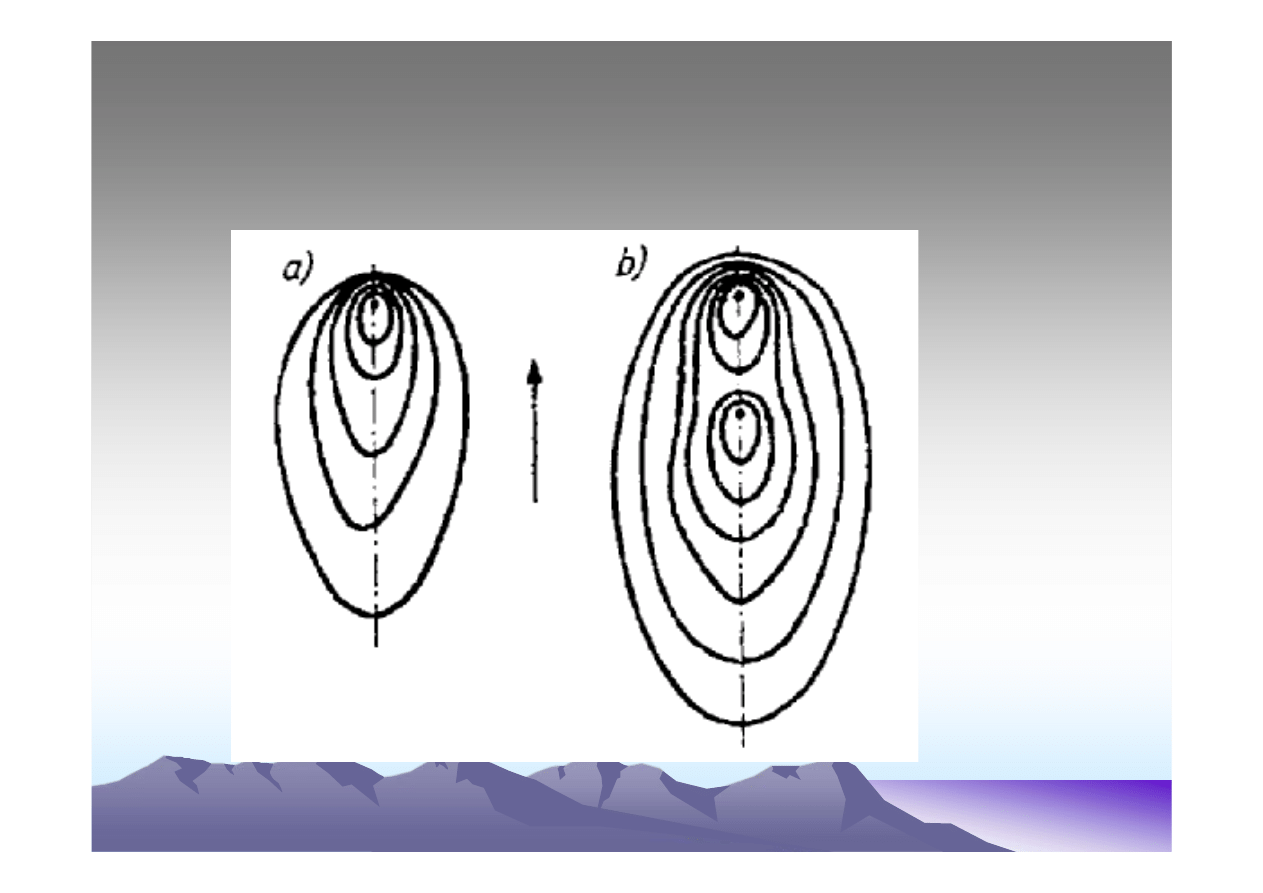
Pole temperatur przy spawaniu :
Pole temperatur przy spawaniu :
a
a
-
-
jedn
jedn
ą
ą
elektrod
elektrod
ą
ą
, b
, b
-
-
dwoma elektrodami.
dwoma elektrodami.
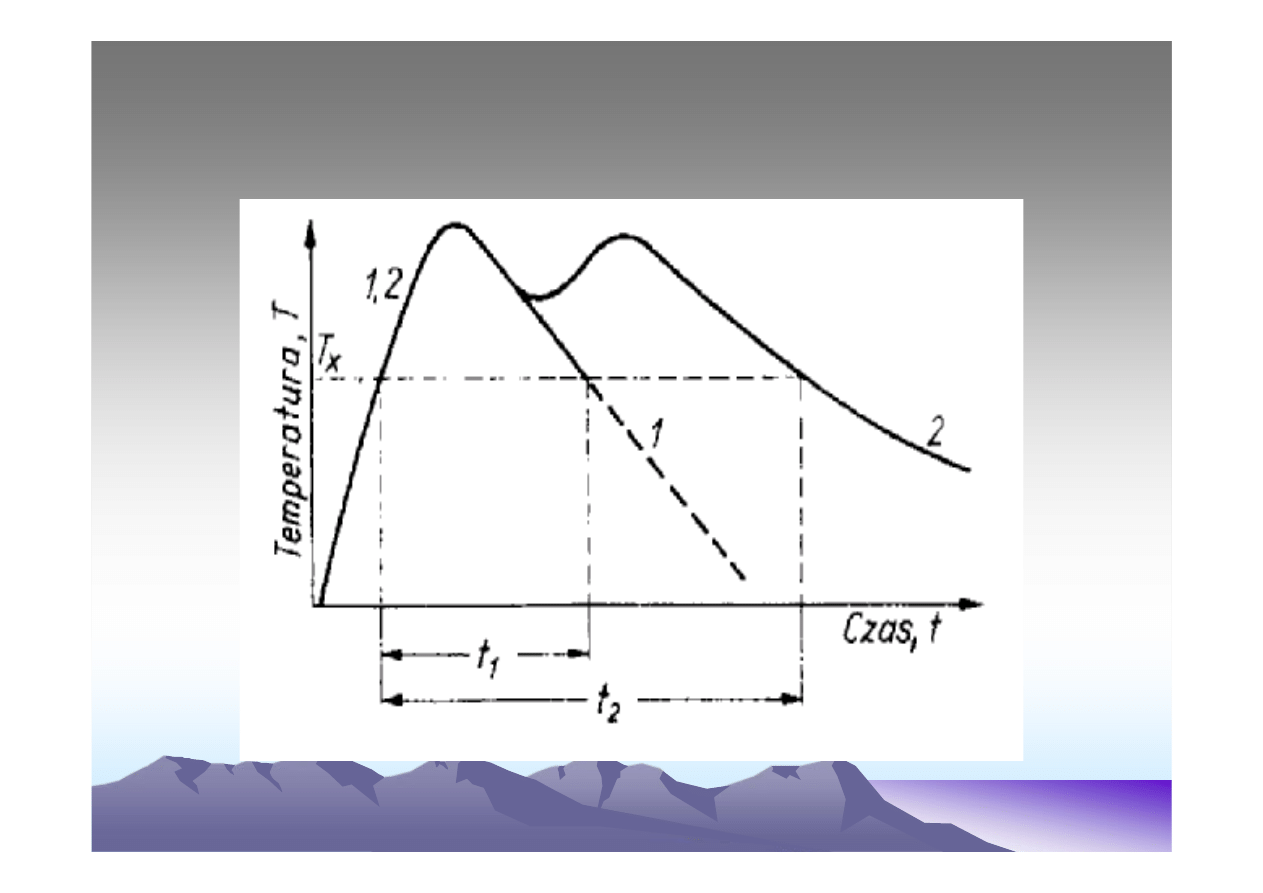
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Cykl cieplny w strefie
Cykl cieplny w strefie
przyspoinowej
przyspoinowej
przy spawaniu: 1
przy spawaniu: 1
-
-
jedn
jedn
ą
ą
elektrod
elektrod
ą
ą
, 2
, 2
-
-
dwoma elektrodami.
dwoma elektrodami.
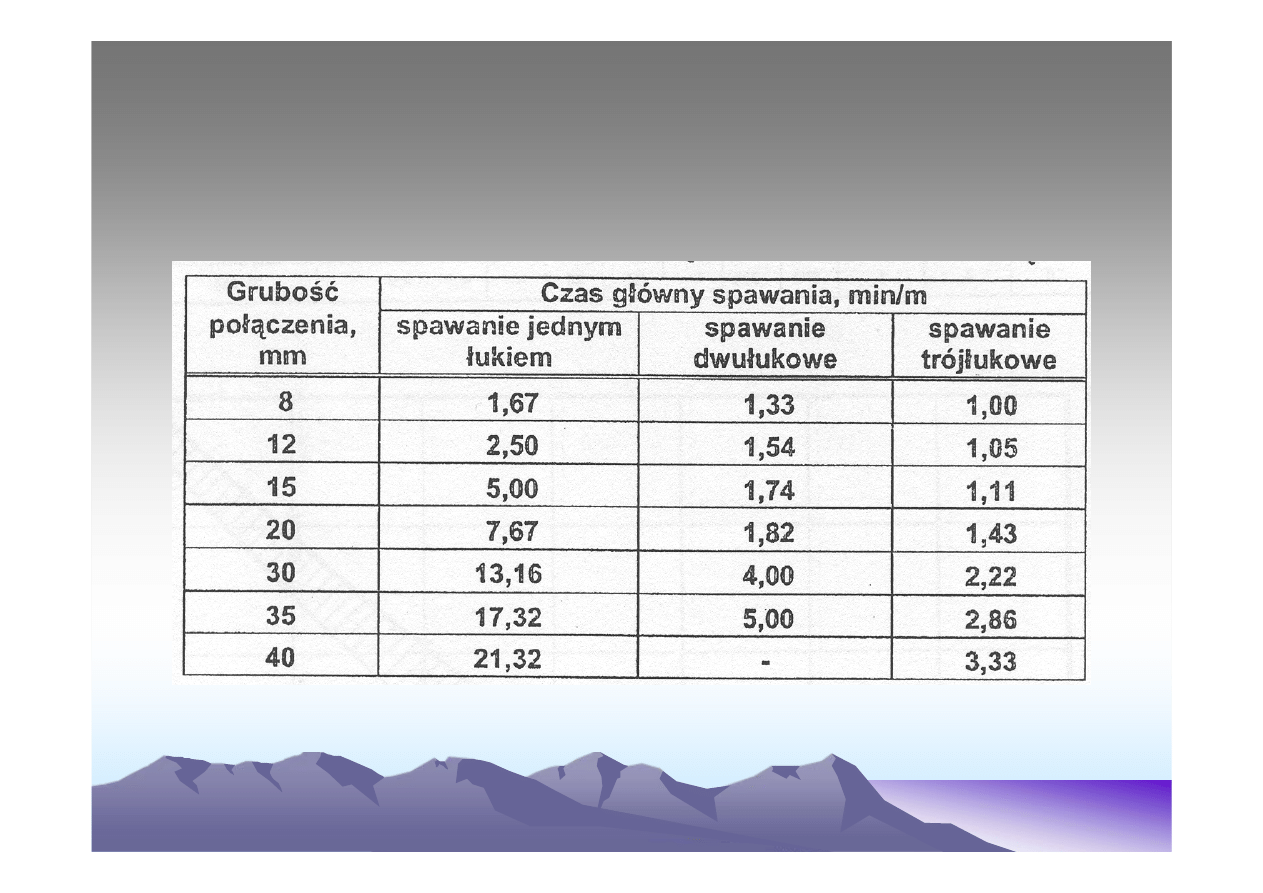
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
R
R
ó
ó
ż
ż
nice w czasie g
nice w czasie g
ł
ł
ó
ó
wnym spawania
wnym spawania
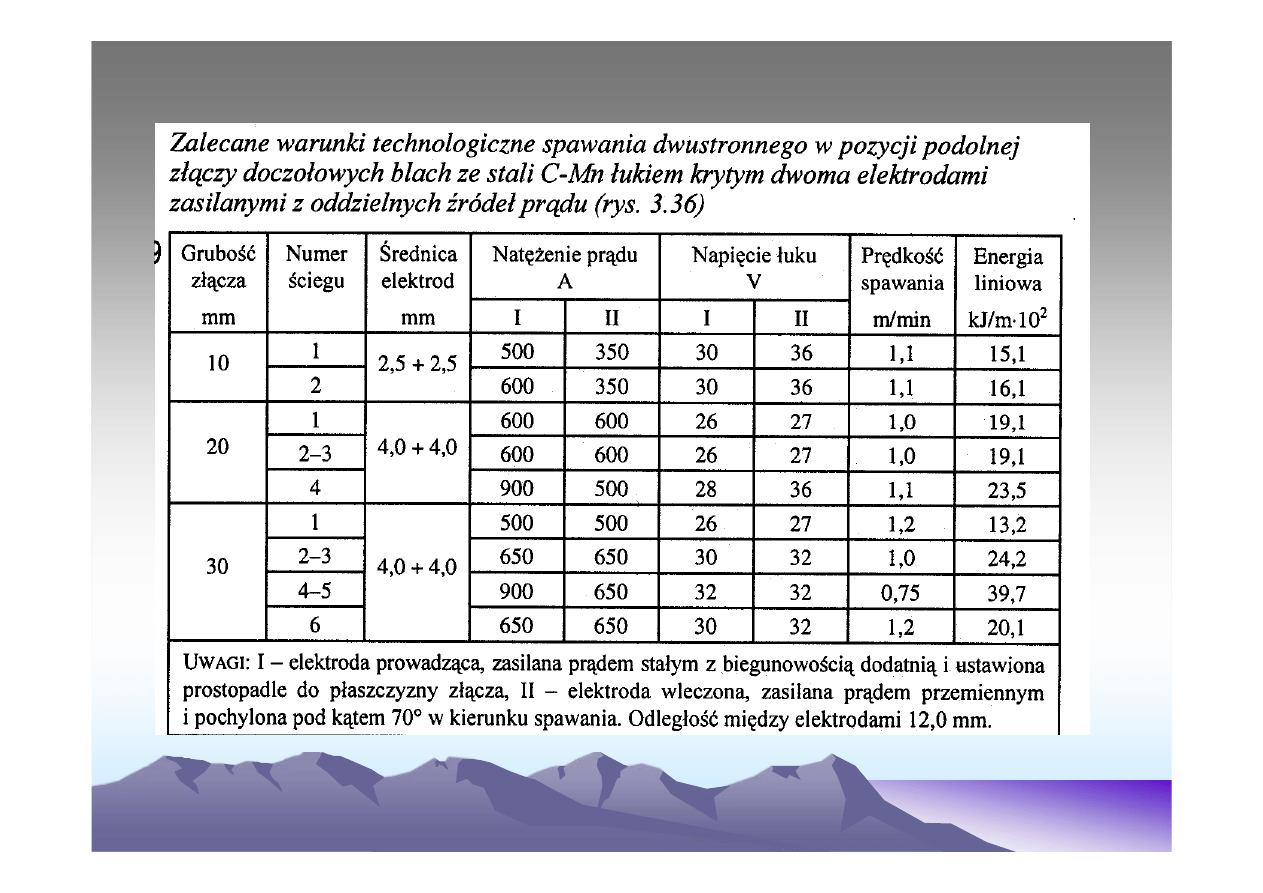
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
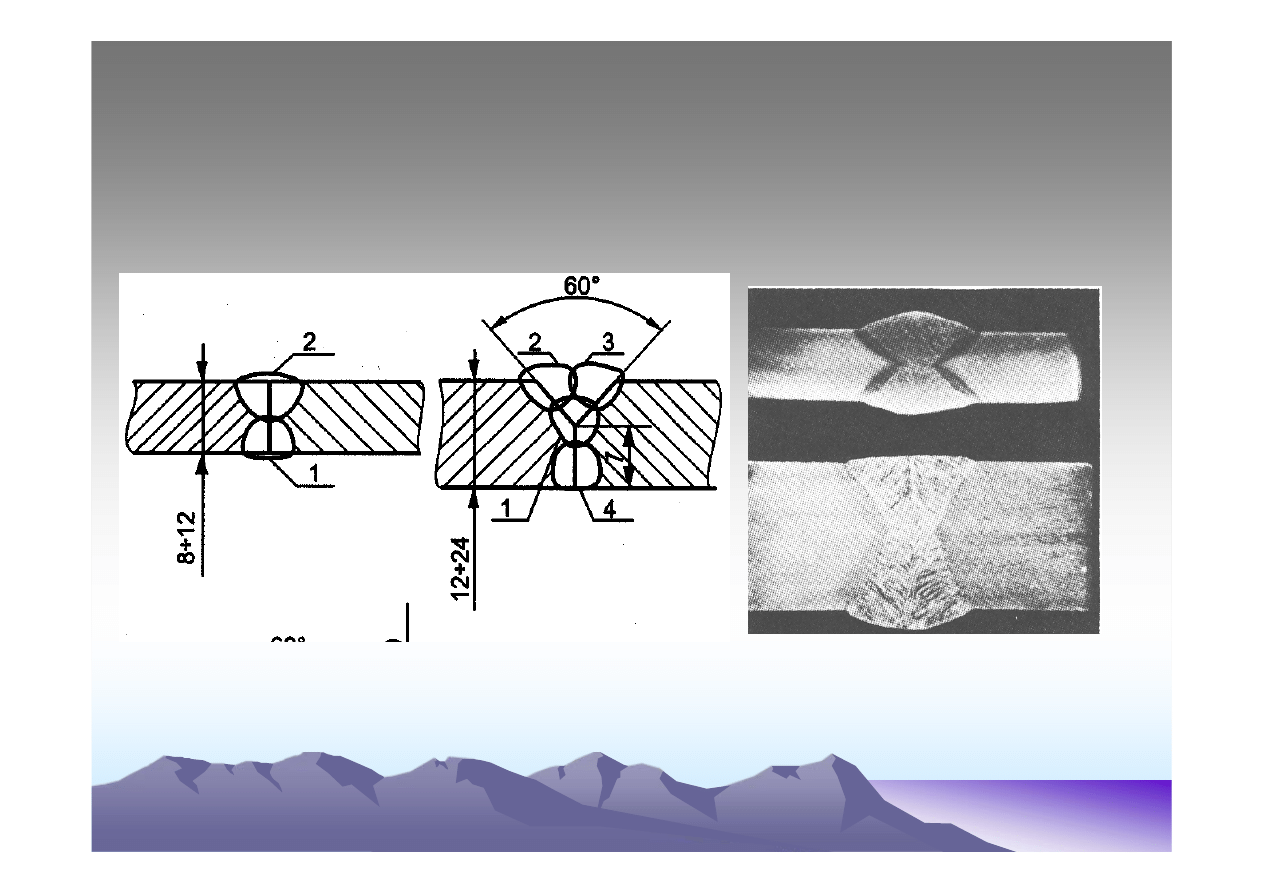
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Kolejno
Kolejno
ść
ść
spawania dwuelektrodowego i
spawania dwuelektrodowego i
makrostruktura z
makrostruktura z
łą
łą
czy doczo
czy doczo
ł
ł
owych
owych
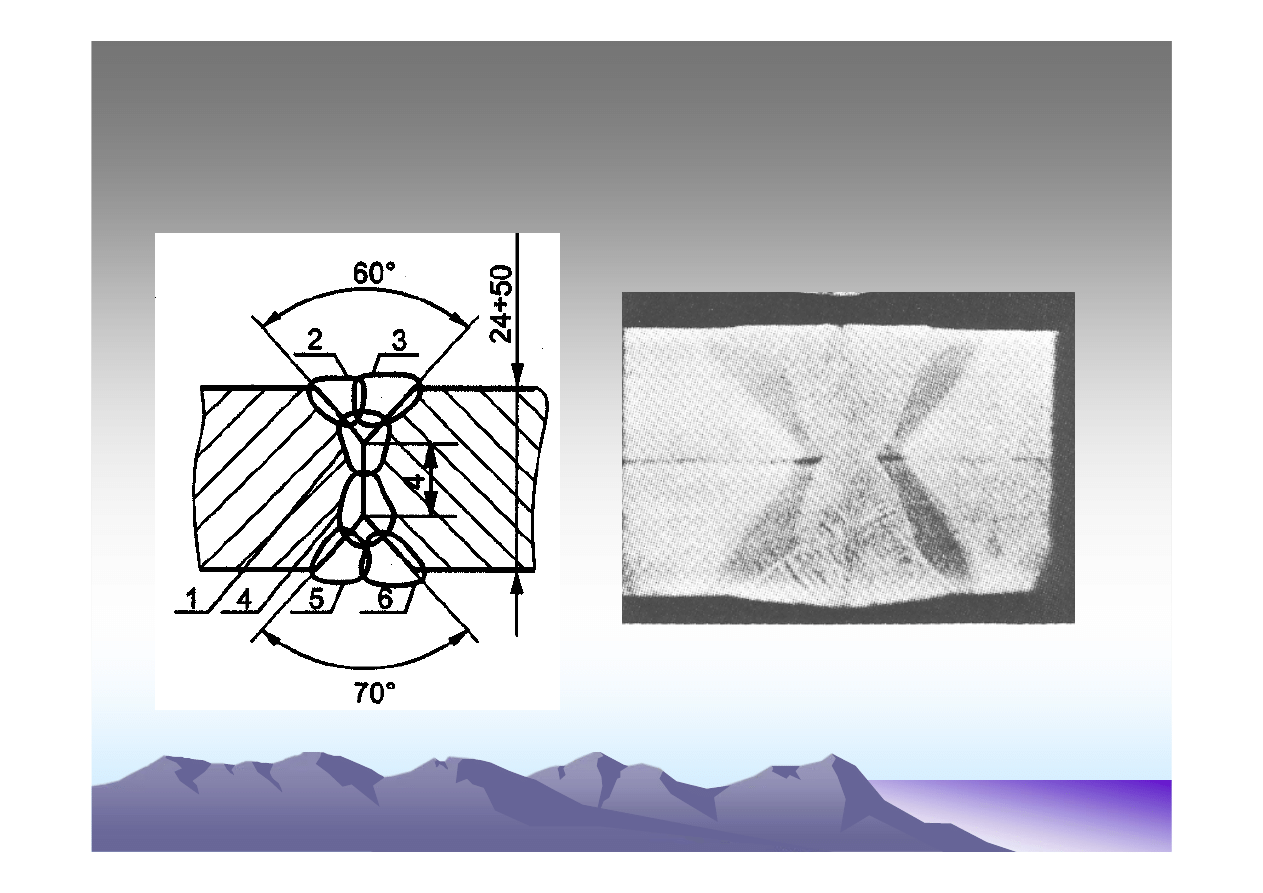
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Kolejno
Kolejno
ść
ść
spawania dwuelektrodowego i
spawania dwuelektrodowego i
makrostruktura z
makrostruktura z
łą
łą
cza doczo
cza doczo
ł
ł
owego g=30mm
owego g=30mm
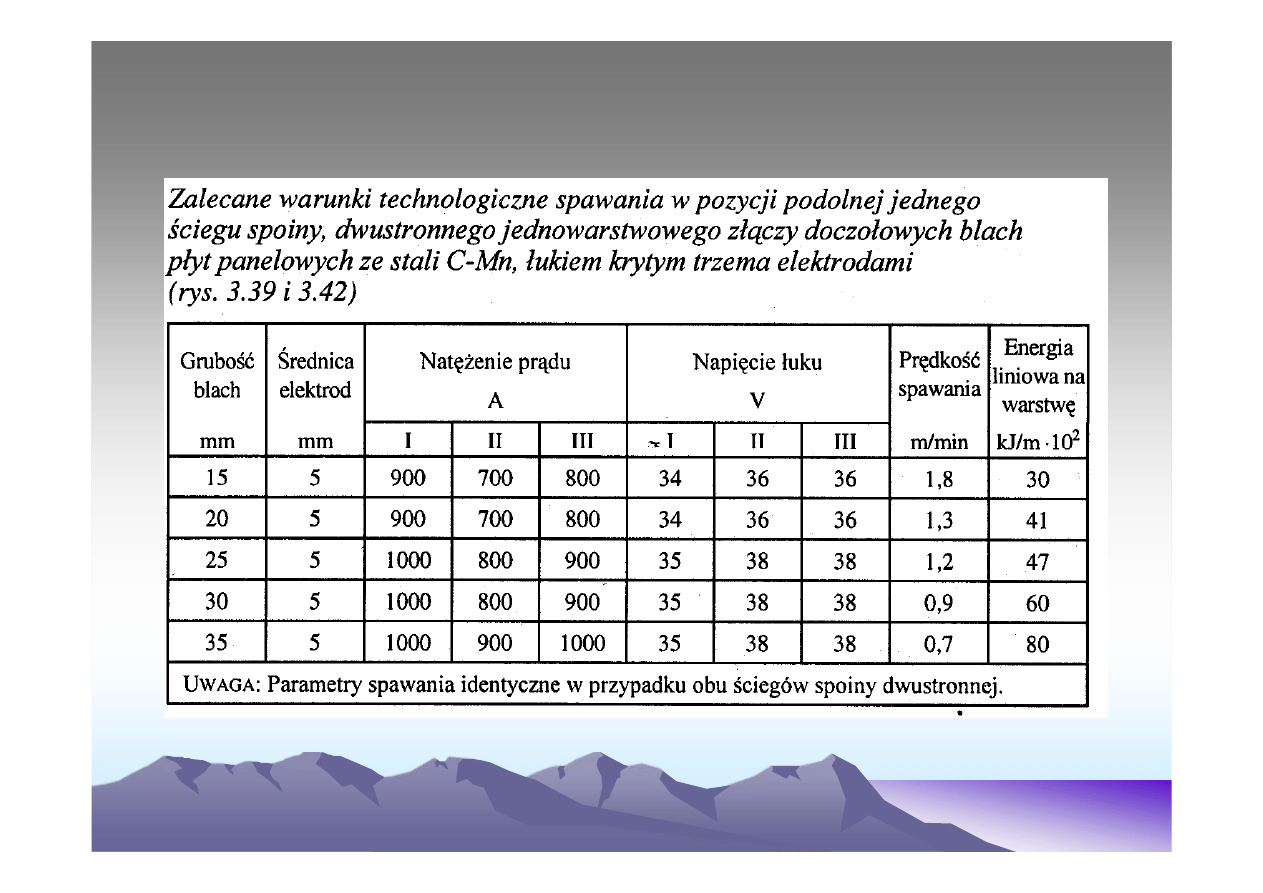
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
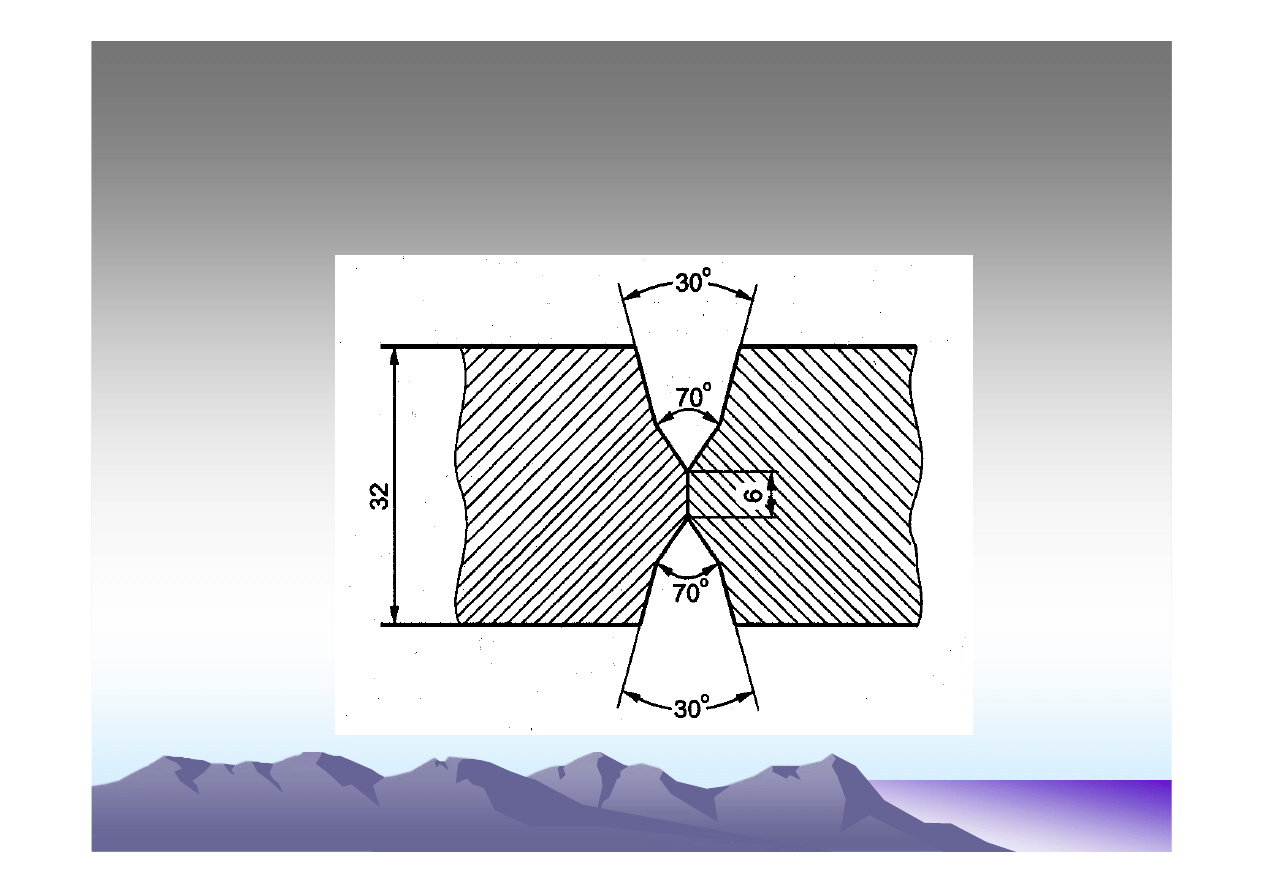
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Spos
Spos
ó
ó
b ukosowania do
b ukosowania do
spawania 4 elektrodami
spawania 4 elektrodami
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Spawanie z podawaniem
Spawanie z podawaniem
proszku metalicznego
proszku metalicznego
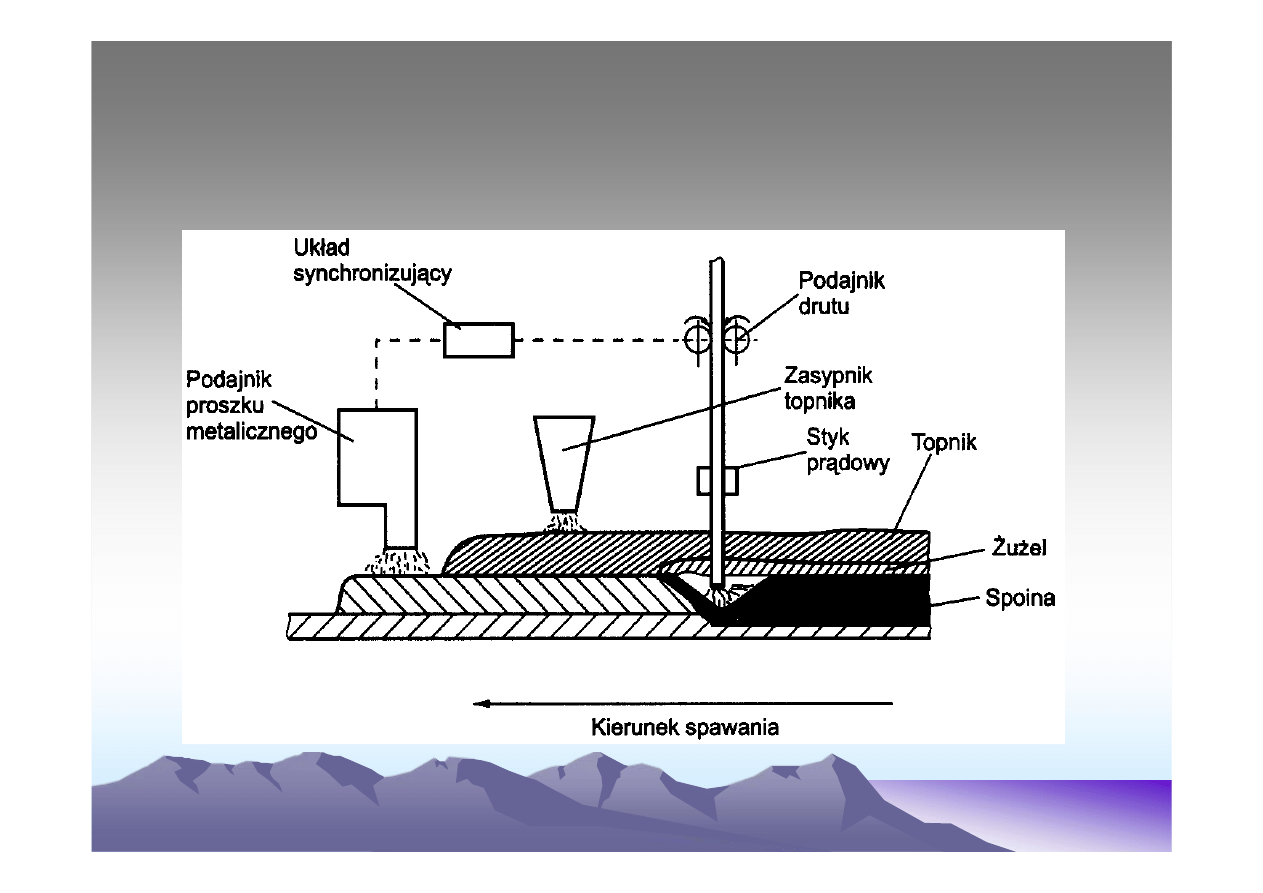
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Schemat spawania z podawaniem proszku
Schemat spawania z podawaniem proszku
metalicznego
metalicznego
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Spawanie z podawaniem proszku to proces podobny
Spawanie z podawaniem proszku to proces podobny
do spawania z dodatkowym ...zimnym drutem
do spawania z dodatkowym ...zimnym drutem
•
Istota podawania proszku metalicznego polega na dostarczeniu
większej ilości stopiwa bez konieczności zwiększania prądu
spawania (przy mniejszej energii dostarczonej do materiału
spawanego).
•
Zmniejsza to
SWC, naprężenia i odkształcenia
, a przy tym pozwala
na dodatkową
regulację
składu chemicznego spoiny
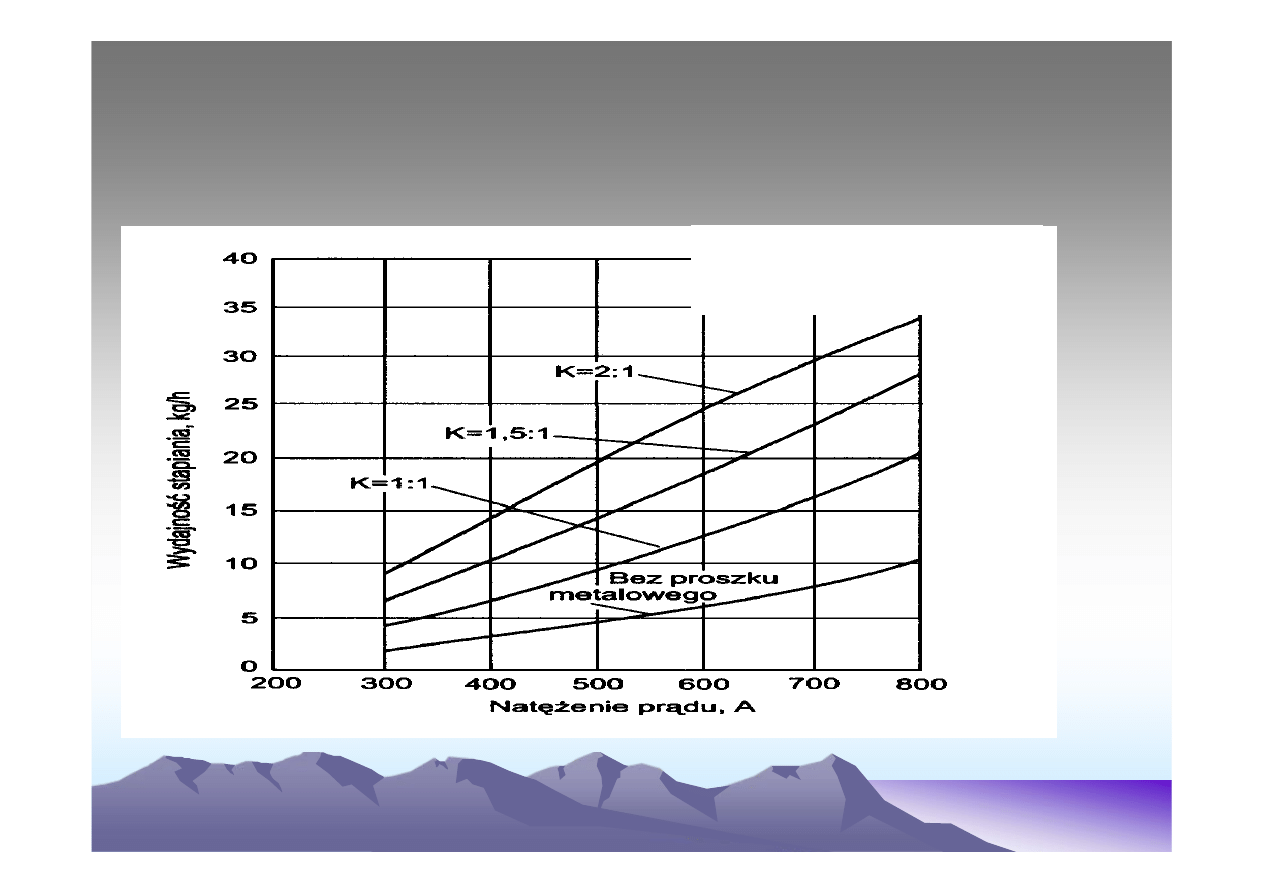
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Wydajno
Wydajno
ść
ść
stapiania spawania z dodatkiem
stapiania spawania z dodatkiem
proszku metalicznego
proszku metalicznego
K-stosunek masy proszku
do masy drutu elektrody
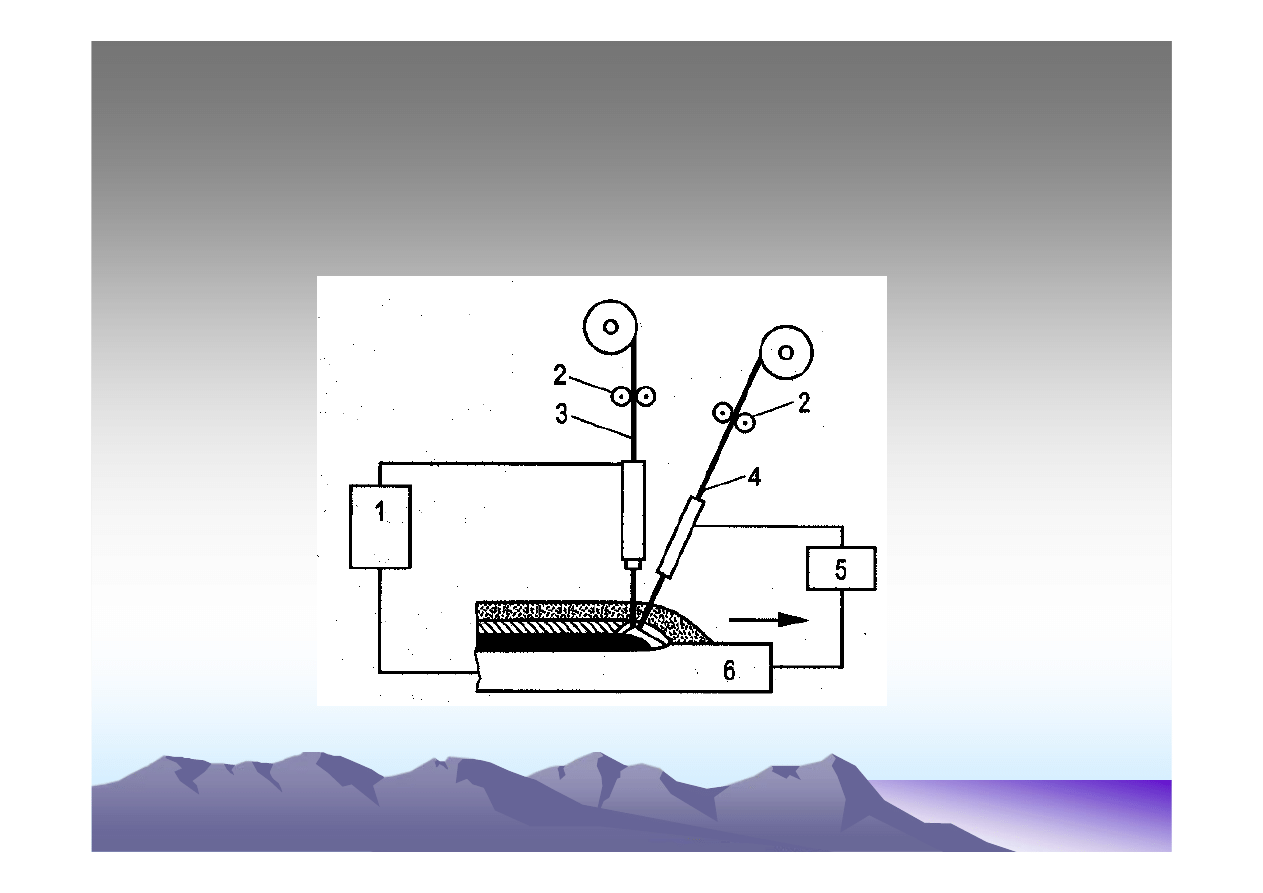
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Spawanie gor
Spawanie gor
ą
ą
cym
cym
drutem
drutem
…
…
metod
metod
ą
ą
SAW to
SAW to
spawanie z wi
spawanie z wi
ę
ę
ksz
ksz
ą
ą
wydajno
wydajno
ś
ś
ci
ci
ą
ą
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Spawanie w
Spawanie w
ą
ą
skoszczelinowe
skoszczelinowe
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Spawanie w
Spawanie w
ą
ą
skoszczelinowe to
skoszczelinowe to
•
Duża wydajność
wykonywania połączeń
spawanych,
mierzona ilością
mb wykonanych połączeń
spawanych, wynika z wyraźnego zmniejszenia
przekrój rowka spawalniczego (zwłaszcza w
odniesieniu blach o dużych grubościach 20-400mm)
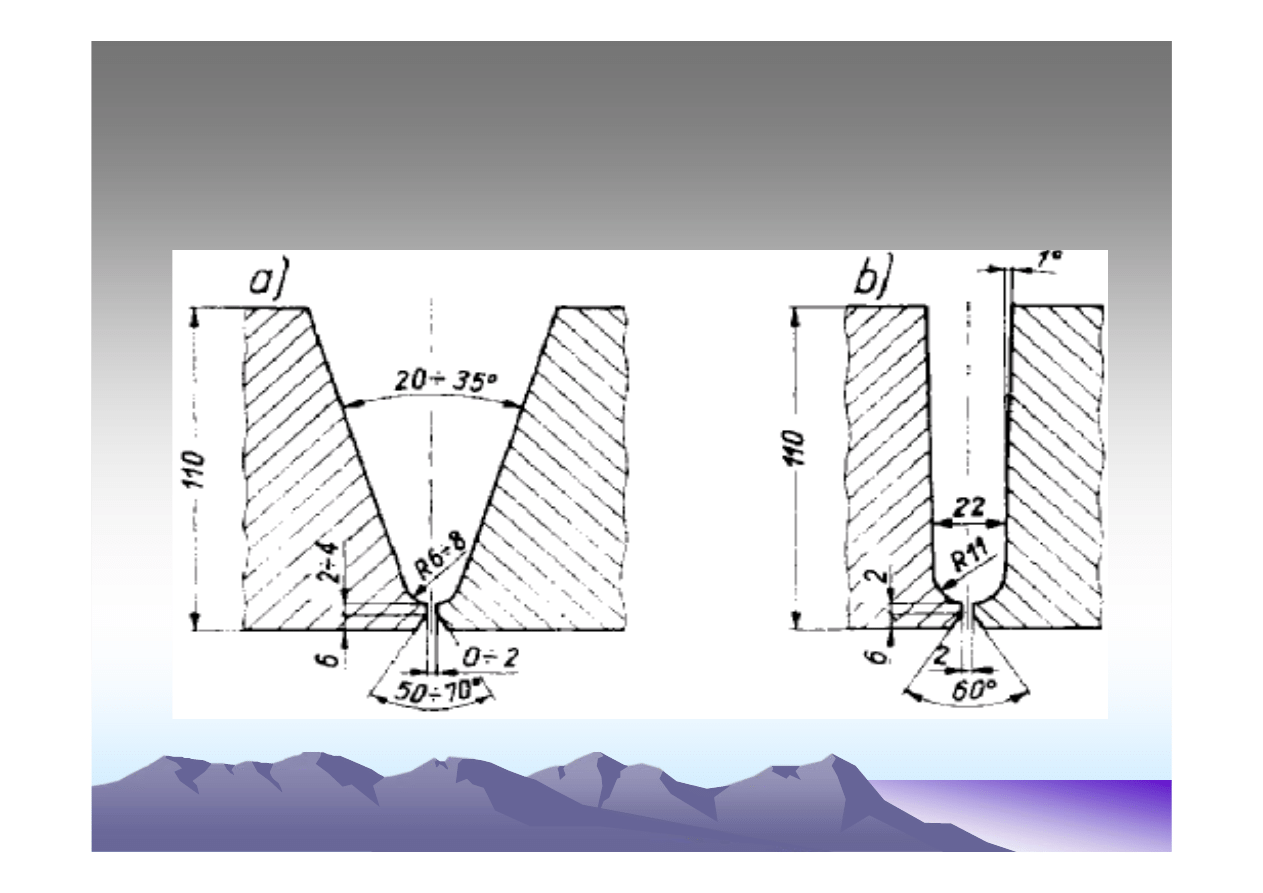
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Wymiary rowka spawalniczego przy tradycyjnym
Wymiary rowka spawalniczego przy tradycyjnym
spawaniu
spawaniu
ł
ł
ukiem krytym a
ukiem krytym a
-
-
oraz przy spawaniu
oraz przy spawaniu
w
w
ą
ą
skoszczelinowym b
skoszczelinowym b
-
-
.
.
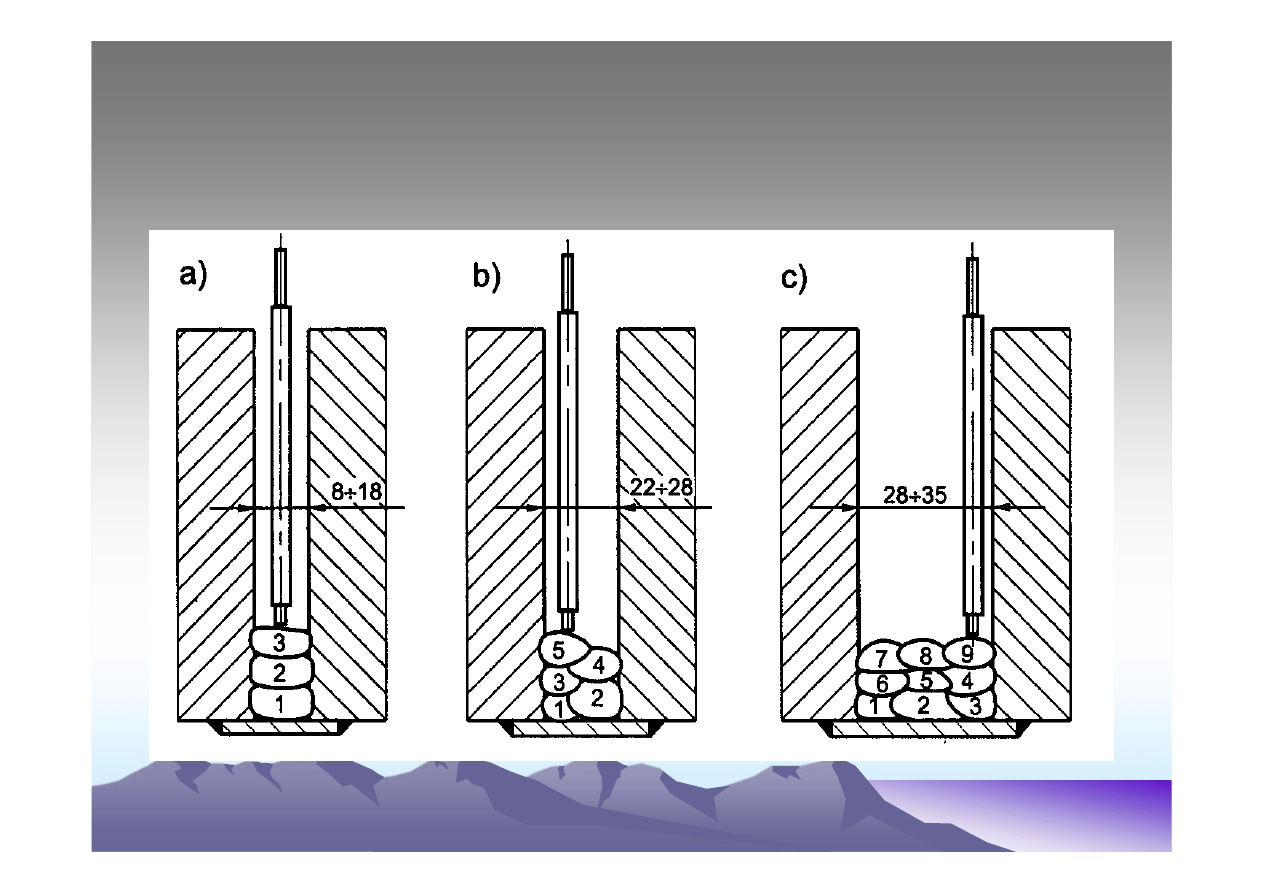
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Zalecane szeroko
Zalecane szeroko
ś
ś
ci rowka i
ci rowka i
techniki uk
techniki uk
ł
ł
adania
adania
ś
ś
cieg
cieg
ó
ó
w
w
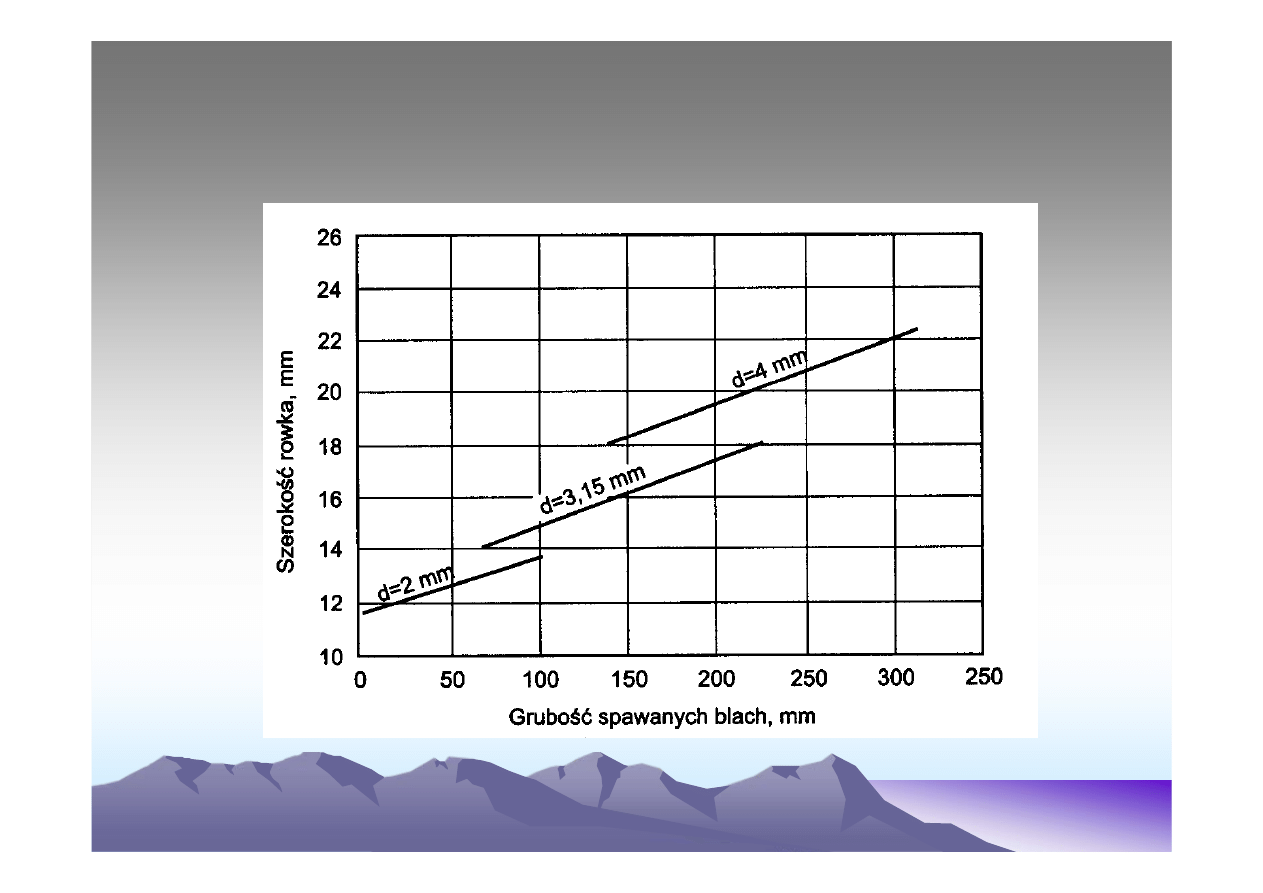
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Zale
Zale
ż
ż
no
no
ść
ść
szeroko
szeroko
ś
ś
ci rowka od grubo
ci rowka od grubo
ś
ś
ci spawanych
ci spawanych
blach przy spawaniu w
blach przy spawaniu w
ą
ą
skoszczelinowym
skoszczelinowym
Stycze
Stycze
ń
ń
2010
2010
Procesy i urz
Procesy i urz
ą
ą
dzenia spajania
dzenia spajania
Dr in
Dr in
ż
ż
.. Tadeusz Pi
.. Tadeusz Pi
ą
ą
tkowski
tkowski
Spawanie SAW
Spawanie SAW
Cd nast
Cd nast
ą
ą
pi
pi
Document Outline
- Spawanie łukiem krytym
- Spawanie łukiem krytym(121-SAW)
- Istota procesu 121
- Zasobnik topnika i bęben z drutem są umieszczone na samojezdnym wózku, który realizuje ruch elektrody wzdłuż osi spoiny z prędkością spawania
- Spawanie automatyczne...
- Automat do spawania łukiem krytym
- Widok zewnętrzny pulpitu sterowniczego i automatu do spawania łukiem krytym.
- Współczesny automat
- Slajd numer 9
- Slajd numer 10
- Głowica spawalnicza
- Slajd numer 12
- Urządzenie do spawania belek konstrukcyjnych
- Spawanie łukiem krytym drutem elektrodowym (121)charakteryzuje:
- Zakres stosowania spawania łukiem krytym
- Parametry prądowe spawania
- Porównanie bilansów cieplnych spawania a) MAG oraz b) SAW
- Te krzyżujące się krzywe wyjaśniają dlaczego czasami więcej ciepła wydziela się na katodzie a czasami na anodzie.Jeśli w atmosferze łuku będzie przewaga par Fluoru (F) i Żelaza (Fe) więcej energii wydzieli się na Katodzie jeśli będzie przewaga Potasu (K) i sodu (Na) to więcej energii cieplnej powstanie przy Anodzie,
- Wydajność stapiania drutu elektrodowego podczas spawania automatycznego łukiem krytym, (dla drutu C-Mn i topnika zasadowego)
- Gęstość prądu podczas spawania MMA i SAW
- Co to jest topnik
- Funkcje topnika
- Grubość warstwy topnika zależy od wielkości prądu
- Powtórne użycie części topnika
- Współczynnik zasadowości topnika
- Udarność złączy wykonanych z topnikiem zasadowym jest wyższa
- Rodzaje topników
- Zasada doboru drutu i topnika –kombinacje drut-topnik
- Slajd numer 29
- energia łamania (udarność) zależy od topnika i energii liniowej spawania
- PN-EN 760 Topniki do spawania łukiem krytym -Oznaczenia
- Symbole metody wytwarzania
- Slajd numer 33
- Zastosowanie –klasa topnika
- Cd. ... Symbole metalurgicznego oddziaływania topnika
- Symbole metalurgicznego oddziaływania topnika
- Slajd numer 37
- Topniki przemysłowe -własności
- Geometria spoiny –złącze doczołowe a –spoina b -napoina
- Współczynnik kształtu spoin
- usytuowania łuku względem powierzchni spawanego przedmiotu wpływa na głębokość wtopienia
- Usytuowanie łuku względem powierzchni spawanego metalu
- Wpływ pochylenia blach spawanych na geometrię spoiny
- Kąt pochylenia elektrody w istotny sposób wpływa na głębokość wtopienia
- ...I na zużycie topnika
- Udział materiału elektrody (gama s) i materiału spawanego (gama m) w spoinie decyduje o składzie chemicznym spoiny
- Udziały F1 i F2 mogą się zmieniać w znacznych granicach, w zależności od parametrów spawania i własności fizycznych materiałów spawanych, drutu i topnika
- Wpływ parametrów spawania łukiem krytym na kształt spoiny
- Zależność geometrii spoiny od natężenia prądu spawania
- Napięcie łuku wpływa głównie na szerokość spoiny oraz zużycie topnika
- Zależność geometrii spoiny od napięcia spawania
- Średnica elektrody ma także wpływ na wielkość wtopienia
- Prędkość spawania. Spoina o zbyt dużym nadlewie z przyklejeniami,–za duży prąd za mała prędkość spawania
- Wpływ szybkości spawania..na głębokość wtopienia i szerokość spoiny jest podobny...
- Co oznacza, że współczynnik kształtu jest mało wrażliwy na szybkość spawania, (zwłaszcza dla prędkości większych od 20 m/h)
- Szybkość spawania w istotny sposób wpływa na pole przekroju roztopionego materiału spawanego
- Slajd numer 57
- Przesunięcie ściegów –brak przetopienia
- Po co ukosować brzegi...
- Zasady ukosowania w zależności od grubości blach
- Geometria ukosowania brzegów blach do spawania łukiem krytym, stosowana najczęściej
- Cd geometria ukosowania brzegów blach dla SAW
- Geometria ukosowania brzegów blach do spawania łukiem krytym cd...
- Druty elektrodowe do spawania łukiem krytym
- Rodzaje drutów elektrodowych
- PN-EN 756
- Oznaczenia drutów elektrodowych i kombinacji drut-topnikwg PN-EN 756
- T1
- T2
- T3
- T4
- T5
- T6 cd
- Symbol PN-EN 756 - S 46 3 AB S2
- Symbol PN-EN 756 -S2Mo
- Symbol PN-EN 756 - S 4T 2 AB S2Mo
- Technika wykonywania spoin czołowych
- Pewną trudność sprawia zajarzenie łuku. Zajarza się go techniką:
- Spawanie na podkładce topnikowej:1 - blachy spawane, 2 - topnik, 3 - wąż gumowy
- Spawanie na podkładce, którą stanowi ręcznie wykonana spoina.
- Różne sposoby spawania jednostronnego
- Slajd numer 82
- Slajd numer 83
- Podkładka topnikowa dla spawanie rur
- Konstrukcja podkładki topnikowej z samoprzylepną taśmą
- Slajd numer 86
- W pozycjach przymusowych się w zasadzie nie spawa... ale można, po wykonaniu dodatkowego oprzyrządowania
- Kolejność układania ściegów w pozycji PA, grubość blachy 16mm(siły grawitacji oszukane…)
- nie wolno tworzyć „zakamarków” niemożliwych do przetopienia
- Kolejność układania ściegów spoiny wielo ściegowej w pozycji podolnej
- Slajd numer 91
- Porównanie geometrii spoiny pachwinowej wykonanej ręcznie i automatycznie
- Spawać można w pozycji nabocznej lub „korytkowej”
- Ustawienia elektrody względem blach spawanych dla spawania złączy kątowych ze spoinami czołowymi w pozycji podolnej
- Ustawienia elektrody względem blach spawanych dla spawania złączy kątowych ze spoinami pachwinowymi w pozycji nabocznej
- Jeśli ustawimy elektrodę źle, powstaną wady
- Slajd numer 97
- Ustawienia elektrody względem blach spawanych dla spawania złączy zakładkowych ze spoinami pachwinowymi w pozycji nabocznej –blachy grube >> 5mm
- Slajd numer 99
- Slajd numer 100
- Slajd numer 101
- Zasada spawania dwoma łukami
- Ustawienie elektrod podczas spawania 2 elektrodami zasilanymi z oddzielnych źródeł
- Wydajność spawania wieloelektrodowego w zależności od sumarycznej wielkości natężenia prądu spawania
- Głowica do spawania dwiema elektrodami ze wspólnym zasilaniem
- Układ elektrodścieg pierwszy ścieg drugi
- Układ elektrod podczas spawania dwustronnego złącza kątowego
- Zalecane ustawienia elektrodw pozycji podolnej w pozycji nabocznej
- Spawanie dwoma elektrodami w układzie tandem: a - przekrój podłużny przez jeziorko kąpieli metalowej, b - przekrój poprzeczny spoiny.
- Pole temperatur przy spawaniu : a - jedną elektrodą, b - dwoma elektrodami.
- Cykl cieplny w strefie przyspoinowej przy spawaniu: 1 - jedną elektrodą, 2 - dwoma elektrodami.
- Różnice w czasie głównym spawania
- Slajd numer 113
- Kolejność spawania dwuelektrodowego i makrostruktura złączy doczołowych
- Kolejność spawania dwuelektrodowego i makrostruktura złącza doczołowego g=30mm
- Slajd numer 116
- Sposób ukosowania do spawania 4 elektrodami
- Spawanie z podawaniem proszku metalicznego
- Schemat spawania z podawaniem proszku metalicznego
- Spawanie z podawaniem proszku to proces podobny do spawania z dodatkowym ...zimnym drutem
- Wydajność stapiania spawania z dodatkiem proszku metalicznego
- Spawanie gorącym drutem…metodą SAW to spawanie z większą wydajnością
- Spawanie wąskoszczelinowe
- Spawanie wąskoszczelinowe to
- Wymiary rowka spawalniczego przy tradycyjnym spawaniu łukiem krytym a - oraz przy spawaniu wąskoszczelinowym b -.
- Zalecane szerokości rowka i techniki układania ściegów
- Zależność szerokości rowka od grubości spawanych blach przy spawaniu wąskoszczelinowym
- Cd nastąpi
Wyszukiwarka
Podobne podstrony:
PiUS w9 SpawanieLukiemkrytym
PiUS w7 SpawanieMAGcz2
PiUS w8 SpawanieTIG
Technologia spawania stali wysokostopowych 97 2003
Prop aut W9 Ses cyfr Przetworniki fotoelektryczne
w9 aktywna polityka spoleczna
Spawanie łukowe prezentacja
W9 zaocz
Spawanie i napawanie elektrodami otulonymi
W9 Przetw C A
SK w9
Kopia W9 Rany krwawiące i postępowanie w krwotoku
BrochureWeldability PL spawanie inox
POŁĄCZENIA SPAWANE [Przykład1]
PKM w9 osie waly III id 360040 Nieznany
EN w9 wspolpraca z siecia
POL SPAWANE
więcej podobnych podstron