
2
www.elektro.info.pl
1/2003
Rafał Kucharski
obu złącz (Physical Contact),
czego efektem jest utrzymana
na bardzo niskim poziomie
tłumienność wtrąceniowa.
Kolejnym, bardzo ważnym
parametrem, którego wartość
Połączenie dwóch złącz
w adapterze powoduje, że
obie tuleje osiujące przylega-
ją do siebie lekko dociskając
się (siłą ok. 10 N), co prowa-
dzi do fizycznego kontaktu
Z
łącza, które są najczęściej
stosowane, posiadają fer-
rule ceramiczną o średni-
cy 2,5 mm. Powoduje to, że
złącza różnych producentów
są względem siebie kompaty-
bilne. Ferrule wykonywane są
najczęściej z materiału cera-
micznego, którego współczyn-
nik temperaturowy podobny
jest do szkła. W procesie
wprowadzania włókna do fer-
ruli (tulei osiującej) zostają
one trwale połączone przy
pomocy specjalnej żywicy. Ta-
kie połączenie musi zostać
poddane obróbce termicznej
– ma to na celu utrwalenie
(utwardzenie) połączenia fer-
ruli z włóknem. Po zakończe-
niu tego procesu, złącza po-
winny zostać wychłodzone,
a
następnie obcina się
nadmiar włókna. Tak przygo-
towane złącze poddaje się je-
szcze procesowi polerowania.
złącza
światłowodowe
Jednym z najważniejszych elementów sieci świa-
tłowodowej są złącza. To dzięki nim mamy możli-
wość poprawnego i powtarzalnego zakańczanie
kabli krosowych (patchcordów) oraz produkcyjne-
go wykonywania kabli służących do wykonywania
połączeń światłowodowych w terenie (pigtaili).
3
1/2003
www.elektro.info.pl
możemy podnieść w procesie
polerowania, jest odbicie
wsteczne (RL). Wartość RL
dla złącz typu PC waha od
35 do 55 dB, a typowa war-
tość to 45 dB. Jeżeli nasze
wymagania co wartości stra-
ty sygnału odbitego są więk-
sze, to powinniśmy wykorzy-
stywać złącza typu APC (An-
gle Physical Contact). Cha-
rakteryzują się one wartością
RL na poziomie wyższym niż
60 dB. W przypadku tych
złącz, czoła ferrul wypolero-
wane są pod kątem 8,9 bądź
120. Głównym zadaniem
złączy jest bardzo precyzyjne
naprowadzenie na siebie
dwóch rdzeni światłowodo-
wych. Podstawowe czynniki
mające wpływ na jakość po-
łączenia to tolerancja ferruli
oraz tolerancja włókna świa-
tłowodowego. Najważniejsze
niecentryczności to:
n
niecentryczność kanału
prowadzącego włókno we-
wnątrz ferruli,
n
niecentryczność włókna
wewnątrz ferruli, spowo-
dowana tolerancją powłoki
zabezpieczającej,
n
niecentryczność rdzenia
włókna światłowodowego.
W celu skompensowania
negatywnego wpływu tych nie-
centryczności
opracowano
technologie strojenia, a do naj-
częściej stosowanych należą:
n
pozycja rdzenia włókna zo-
staje wykryta, a następnie
następuje naprowadzanie
włókna w kierunku nomi-
nalnego środka ferruli;
n
nie używa się żadnej siły
do naprowadzania włókna,
a wszystkie niecentryczno-
ści umieszczane są w tej
samej ćwiartce ferruli, co
powoduje prawie całkowi-
tą kompensację wszyst-
kich niecentryczności.
W przypadku użytkowania
złącz powinniśmy pamiętać,
że należy ich bronić przed
niekorzystnymi wpływami
środowiska. Jeśli złącza są
odporne na zmiany tempera-
tury, mogą pracować nawet
podczas
występowania
drgań, ale wówczas trzeba je
bardzo dokładnie chronić
przed brudem i kurzem. Naj-
prostszą ochroną jest używa-
nie dostarczonych przez pro-
ducentów osłonek zabezpie-
czających, należy jednak pa-
miętać, aby po każdym rozłą-
czeniu natychmiast osłaniać
czoło złącza. Wprowadzenie
takiego nawyku wśród perso-
nelu obsługującego powodu-
je, że chronimy się jeszcze
przed niekorzystnym wpły-
wem promieniowania. Pro-
mieniowanie 2 i 3 okna trans-
misyjnego (1310 nm i 1550
nm) jest niewidzialne, a brak
zabezpieczenia może spowo-
dować, że narazimy swoje
oczy na uszkodzenie.
Złącza można podzielić na
dwa główne typy:
n
złącza wielomodowe MM,
n
złącza jednomodowe SM.
Złącza MM znajdują zasto-
sowanie w sieciach lokal-
nych, ze względu na ograni-
czone możliwości transmisyj-
ne włókien wielomodowych
(odległość), jednomodowe
zaś wykorzystywane są naj-
częściej w sieciach telekomu-
nikacyjnych. Te dwa standar-
dy zaczynają się jednak prze-
nikać i bardzo często lokalne
sieci budowane są w oparciu
o wielomody i jednocześnie
o jednomody.
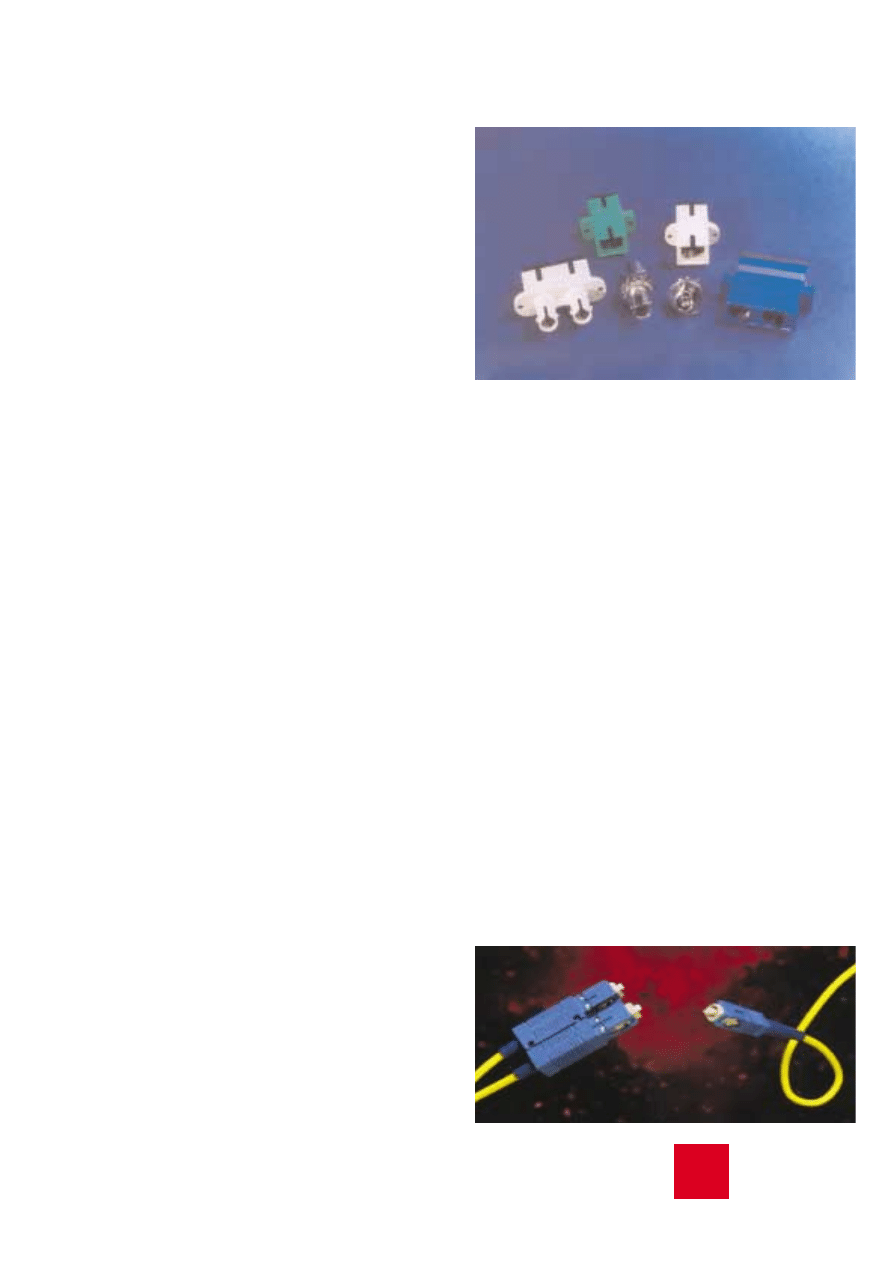
złącza MM
Do najczęściej stosowa-
nych złącz wielomodowych
należą złącza typu ST oraz
SC. Złącza typu ST dostępne
są w wersjach z ferrulami ce-
ramicznymi, polimerowymi
i metalowymi, a ze względu
na dużą popularność złącza
te cechują się relatywnie ni-
ską ceną. Główną ich wadą
jest stosunkowo mała możli-
wość upakowania złącz
w panelach krosowych.
Europejskie normy zaleca-
ją do stosowania w nowych
instalacjach
okablowania
światłowodowego złącza typu
SC, jest ono dostępne
w dwóch wersjach: pojedyn-
czej (simplex) i podwójnej
(duplex). Wersja dupleksowa
daje większe możliwości pod
względem ilości instalowa-
nych złącz w patchpanelu
oraz powoduje, że możemy
zastosować odpowiednią po-
laryzacje. W przypadku złącz
wielomodowych dość często
znajdują również zastosowa-
nie typy: FDDI, ESCON i MT-
RJ. Wszystkie te złącza to
wersje dupleks wymagające
podczas produkcji zastoso-
wania odpowiedniej polary-
zacji. Coraz mocniejszą pozy-
cję na rynku zdobywa złącze
MT-RJ, co spowodowane jest
głównie tym, że część produ-
centów urządzeń aktywnych
narzuca sobie takie standar-
dy.
złącza SM
Złącza jednomodowe moż-
na podzielić na dwie zasadni-
cze grupy: PC, APC.
Złącza typu APC wykorzy-
stywane są najczęściej do
budowy rozległych sieci świa-
tłowodowych. Standard ten
upodobali sobie operatorzy
telekomunikacyjni (TP S.A.
stosuje najczęściej złącza
E2000 APC). Podobnie. jak
w przypadku złącz wielomo-
dowych, bardzo dużą grupę
klientów zdobyły złącza SC.
Ale w przypadku złącz jedno-
modowych potrzeba miniatu-
ryzacji jest jeszcze wyraźniej-
sza, co zaowocowało wpro-
wadzeniem złącz mini-SC.
Ich wymiar to około 25% roz-
miaru typowych złącz SC.
Standard ten jest dostępny
zarówno w technologii PC,
jak i APC.
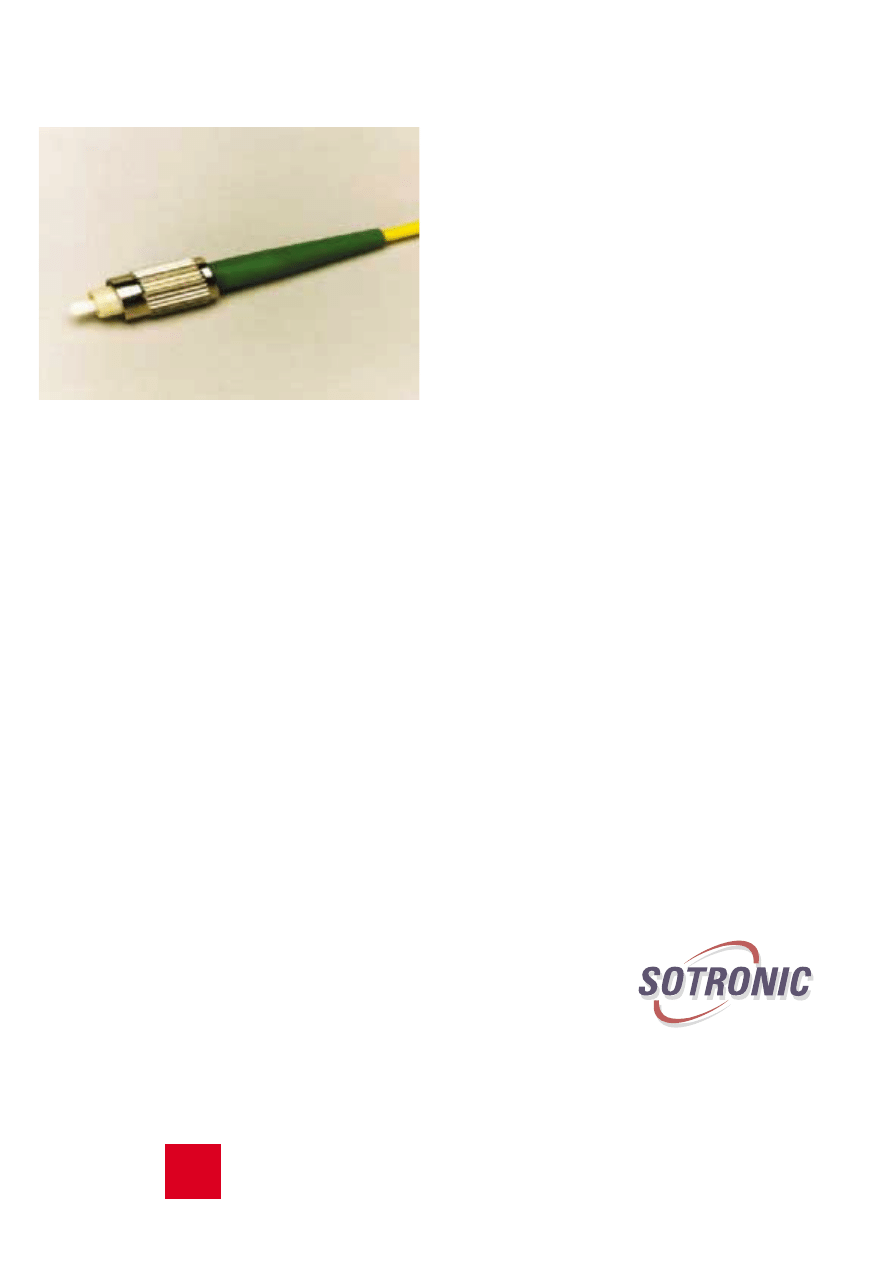
Bardzo często stosowane
są również złącza typu FC,
a ich podstawową zaletą jest
bardzo duża pewność połą-
4
www.elektro.info.pl
1/2003
czenia, dzięki nagwintowaniu
końcówki złącza mamy moż-
liwość bardzo dokładnego jej
osadzenia w adapterze, co
gwarantuje bezpieczeństwo
połączenia nawet w przypad-
ku dużych wibracji. Złącze
dostępne jest w wersji PC
i APC. Ze względu na rolę, ja-
ką odgrywa na polskim ryn-
ku TP S.A., duże znaczenie
ma złącze E2000, które jest
jednak stosowane prawie wy-
łącznie w wersji APC. Jest to
złącze, które charakteryzuje
się bardzo dobrymi parame-
trami (tłumienie, RL), lecz
zajmuje dość dużo miejsca,
co nie pozwala na gęste upa-
kowanie.
Inne złącza nie odgrywają
aż tak dużej roli na rynku
jednomodowym, a do naj-
ważniejszych należą: ST, LC,
MT-RJ, DIN. Rynek złącz
SM rozwija się w kierunku
ich miniaturyzacji i najważ-
niejszym czynnikiem okazu-
je się przestrzeń, ponieważ
parametry
transmisyjne
wszystkich złącz stabilizują
się na wysokim poziomie,
więc postępująca miniatury-
zacja wydaje się być nieu-
nikniona.
polerowanie
złącz
Prawidłowe wykonanie po-
łączenia włókna światłowodo-
wego ze złączem nie polega
tylko na wklejeniu go do bę-
dącej częścią wtyku ferruli,
ale tak samo ważne jest od-
powiednie wygrzanie takiego
połączenia (właściwy czas
i temperatura – jeżeli stosuje-
my żywice wymagające wy-
grzewania) oraz nadanie mu
odpowiedniej geometrii. Moż-
na to uzyskać dzięki prawidło-
wo przeprowadzonemu pro-
cesowi polerowania, który za-
gwarantuje nam, że połącze-
nie dwóch prawidłowo wyko-
nanych złącz (przy pomocy
tzw. łącznika centrującego
zwanego również adapterem),
nie spowoduje żadnych do-
datkowych strat mocy sygna-
łu oraz podniesienia wartości
RL(odbicia wstecznego).
Połączenie fizyczne złącz
powinno być zrealizowane
w taki sposób, aby oba włók-
na stykały się ze sobą czoło-
wymi powierzchniami oraz
aby rdzenie obu złącz ideal-
nie na siebie trafiały (włókno
powinno
znajdować
się
w najwyższym punkcie tulei
osiującej – ferruli).
Dlatego bardzo ważny jest
dobór do wykorzystywanych
złącz odpowiednich adapte-
rów (jeżeli zestawiamy połą-
czenie jednomodowe, to
wszystkie komponenty po-
winny być do tego przystoso-
wane, choć dopuszczalne
jest wykorzystywanie części
komponentów
dedykowa-
nych do pracy w sieciach jed-
nomodowych do zestawiania
połączeń wielomodowych,
mimo że nie jest to najczę-
ściej stosowane ze względów
ekonomicznych).
Jeżeli już zapewnimy ideal-
ny kontakt powierzchni czoło-
wych włókien, spowoduje to,
że otrzymamy dokładny kon-
takt optyczny i wyeliminuje-
my szczelinę powietrzną.
Włókna w obu złączach
będą się delikatnie uginać aż
do momentu, w którym ferru-
le nie zetkną się w łączniku
centrującym, jest to zapew-
nione dzięki sprężynom doci-
skowym, jakie posiadają złą-
cza (właściwy kontakt zosta-
nie zachowany również w sy-
tuacji, gdy połączenie jest
wystawione na działanie czę-
stych skoków temperatury
oraz drgań i wibracji).
Można wyróżnić dwa pod-
stawowe błędy występujące
w procesie polerowania:
n
zbyt krótkie polerowanie,
n
zbyt długie polerowanie.
Pierwszy z błędów może
spowodować, że włókno po
zakończonym procesie wysta-
je ponad czoło tulei osiującej
(ferruli), co z kolei może nieść
za sobą negatywne skutki
w postaci cofnięcia włókna
podczas jego kontaktu z pra-
widłowo wykonanym złączem
i może ponadto nastąpić nad-
kruszenie lub zarysowanie
powierzchni czołowych. Złą-
cza takie należy wymienić.
Druga z wymienionych sytua-
cji spowoduje, że włókna
wklejone w ferrulach podczas
połączenia w adapterze nie
będą się ze sobą stykać – po-
wstanie szczelina powietrzna,
co z kolei spowoduje duże
odbicie wsteczne – takie złą-
cze również należy wymienić.
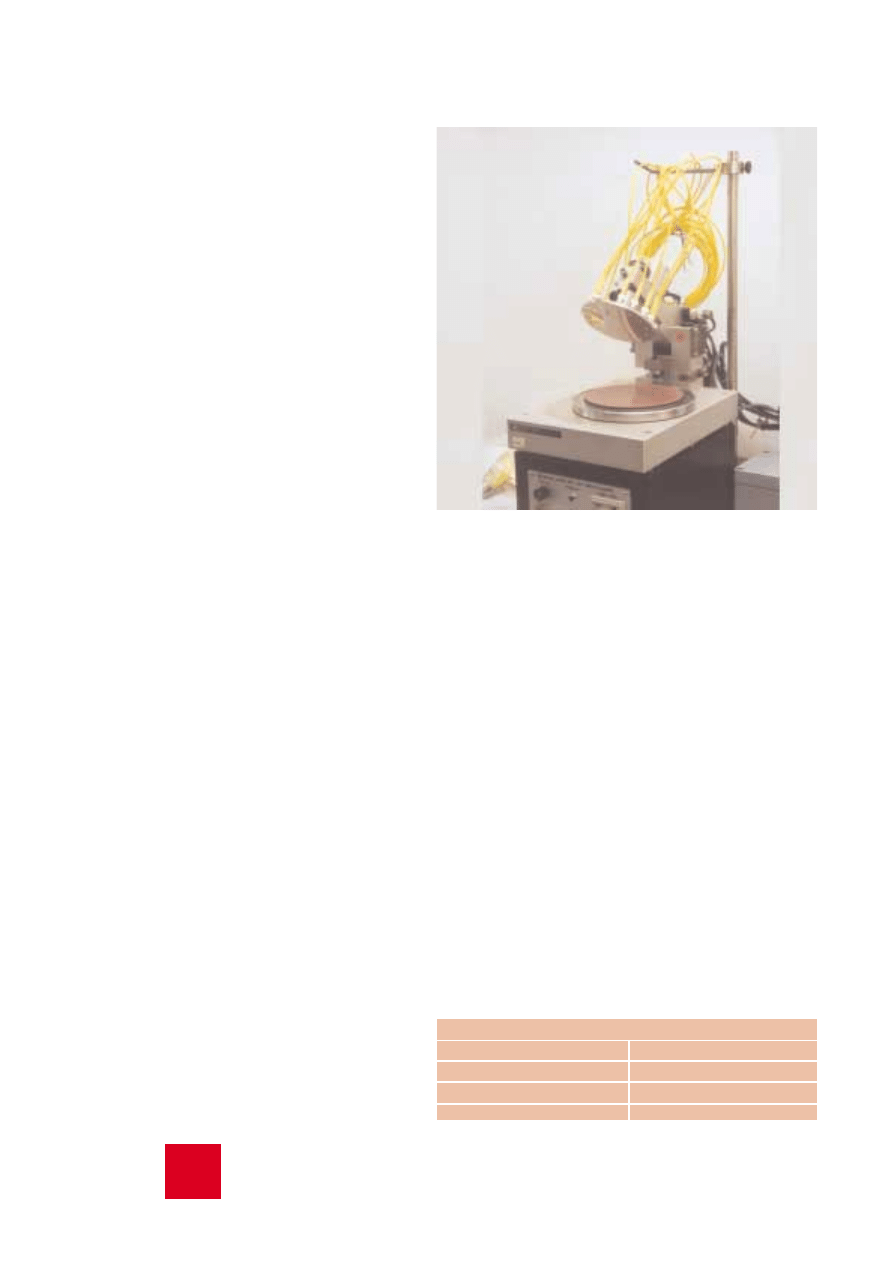
Jak widać, obrana techno-
logia polerowania złącz ma
decydujące znaczenie, jeżeli
chcemy uzyskać odpowiednie
parametry
geometryczne.
Przyrządem, który pozwoli
nam opracować odpowiednią
technologie jeszcze na etapie
prac laboratoryjnych, przepro-
wadzanych przed wprowadze-
niem do produkcji złącz, które
nie były dotychczas stosowa-
ne, jest interferometr.
Dzięki niemu mamy moż-
liwość dobrania odpowie-
dnich gradacji tarcz poler-
skich oraz czasu, który powi-
nien być przypisany do każ-
dej z nich. Podczas procesu
produkcji inspekcjonowaniu
interferometrycznemu pod-
dawane są losowo wybrane
złącza z każdej grupy wyko-
nywanych patchcordów lub
pigtaili. Na życzenie klienta
może zostać dostarczony wy-
druk dotyczący każdego prze-
badanego złącza.
Bellcore GR 236CORE
Promień krzywizny
10 do 30
Przesunięcie szczytu
>50 mm
Podcięcie *
+/- 0,05 mm
* Dla Bellcore ujemne wartości to podcięcie

5
1/2003
www.elektro.info.pl
interferome-
tria a geome-
tria złącz
Geometryczne parametry
polerowanych złącz światło-
wodowych odgrywają kluczo-
wą rolę w wydajności połą-
czeń. Dla uzyskania maksy-
malnie dobrej geometrii złącz
są one polerowane maszyno-
wo, a każdy kolejny etap pod-
lega drobiazgowej kontroli.
Do najważniejszych parame-
trów geometrycznych należą:
n
promień krzywizny,
n
wysokość włókna,
n
przesunięcie szczytu.
Jeżeli powyższe parametry
spełniają założone wartości,
to w efekcie końcowym może-
my uzyskać jeszcze niższe
wartości tłumienności wtrące-
niowej oraz podnieść poziom
straty sygnału odbitego. Dla
sprawdzenia poprawności
procesu polerowania złącza
stosuje się interferometry.
Wykonanie inspekcji przy po-
mocy tego przyrządu przyno-
si poprawę parametrów przy
kontroli prowadzonej natych-
miast po zakończeniu całego
cyklu polerowania oraz powo-
duje, że żądane wyniki po-
miarów otrzymuje się również
po wielokrotnym wykonywa-
niu połączeń i pomimo od-
działujących na takie połącze-
nie niekorzystnych warunków
(np. wahania temperatur).
Mikroskop interferome-
tryczny został najważniej-
szym przyrządem służącym
do inspekcjonowania złącz
stykowych (m.in. dzięki moż-
liwości prezentowania wyni-
ków w trzech wymiarach).
Otrzymujemy wzór interfe-
rencyjny, który poddany wi-
zualizacji ukazuje nam mapę
konturową złącza (każda ko-
lejna ciemna prążka obrazu-
je określoną wysokość).
Wzór powstaje przez porów-
nanie konstruktywnych i de-
struktywnych fal interferen-
cyjnych (spójne światło ze
źródła kierowane jest na złą-
cze w celu uzyskania odbicia
od jego powierzchni, a na-
stępnie jest ono łączone ze
światłem
pochodzącym
z odbicia od powierzchni re-
ferencyjnej).
6
www.elektro.info.pl
1/2003
tacyjnym. Najdokładniejsza
metoda pozwalająca na obli-
czanie promienia to metoda
najmniejszych kwadratów
(wykorzystuje ona wszystkie
dostępne dane o powierzchni
czoła ferruli). Możliwa jest
również druga metoda obli-
czania (dwuwymiarowa), ale
jest ona mniej powtarzalna,
ponieważ wykorzystuje tylko
część danych o powierzchni.
Dlatego też otrzymany pro-
mień może zależeć od obli-
czeń bazujących na danych
pobranych z odpowiedniej
sekcji czoła.
Przesunięcie szczytu – po-
miar ten wymaga zdefiniowa-
nia najwyższego punktu oraz
wierzchołka powierzchni wy-
polerowanej. Aby obliczyć
wierzchołek, wykorzystuje się
sferyczność czoła tulei, która
jest zdefiniowana przez ob-
szar dopasowania (ponieważ
włókna mogą być cofnięte
lub też mogą wystawać).
Przesunięcie szczytu zdefi-
niowane jest jako odległość
wierzchołka tulei osiującej do
środka włókna – dzięki inter-
ferometrii pozostaje to bardzo
prostą kwestią.
Przesunięcie szczytu może
być również definiowane jako
przesunięcie kątowe (kąt po-
między promieniem przecho-
dzącym przez najwyższy
punkt powierzchni polerowa-
nej, a promieniem przecho-
dzącym przez środek włókna).
Przesunięcie kątowe, podob-
nie jak liniowe, może zostać
rozłożone na współrzędne
X i Y. Czasami producenci ko-
dują swoje złącza, co pozwa-
la na znalezienie występują-
cych podczas produkcji złych
tendencji, które uniemożliwia-
ją prawidłowe wypolerowanie
złącza. Dzięki tej procedurze
mogą oni dość szybko i łatwo
zmienić pewne etapy produk-
cji tak, aby złącza spełniały
obowiązujące normy.
Sugerowane są dwa spo-
soby identyfikowania wyso-
kości włókna (wysokość sfe-
ryczna i planarna). Obecnie
preferowana jest definicja
wysokości sferycznej.
Wysokość sferyczna –
użyteczna , gdy czoła złącza
rozpatrywana jest jako ciągła
sfera. Jest to różnica między
środkiem czoła włókna a teo-
retyczną wysokością w cen-
trum złącza, oparta na pro-
mieniu krzywizny.
Wysokość planarna – uży-
teczna jest, gdy rozpatrujemy
idealne złącze z płaskim
włóknem
umieszczonym
w środku sferycznej tulei
osiującej. Zdefiniowana jest
jako różnica wysokości mię-
dzy środkiem czoła włókna
a wysokością teoretycznie
uformowanej płaszczyzny, łą-
czącej najwyższe punkty na
tulei osiującej z każdej strony
włókna.
wnioski
Interferometria daje nam
szansę uzyskania szczegóło-
wych informacji o parame-
trach geometrycznych złącz,
dzięki czemu mamy możli-
wość bieżącej kontroli nad
procesami polerskimi, co
z kolei powoduje utrzymanie
najwyższej jakości wykony-
wanych złącz oraz ich pełną
powtarzalność. Kable połą-
czeniowe, wykonane w ta-
kiej technologii, są praktycz-
nie niezawodne – nawet
podczas długiego procesu
eksploatacji.
SOTRONIC
30-658 Kraków, ul. Łużycka 28
tel. (012) 655-32-25
fax (012) 425-62-95
www.sotronic.cpm.pl
Przyrządy najnowszej ge-
neracji wykorzystują kompu-
ter oraz urządzenia piezoelek-
tryczne, dzięki czemu mamy
możemy przesuwać wzorzec,
co z kolei powoduje, że ist-
nieje możliwość porównania
obrazu w stosunku do po-
czątkowego wzoru prążków.
Mamy wtedy szansę określić
fizyczne współrzędne dla
któregokolwiek interesujące-
go nas punktu i podać odle-
głość między dwoma intere-
sującymi nas punktami. In-
formacje te mogą zostać
przedstawione w postaci trój-
wymiarowej siatki. Organiza-
cje standaryzujące wybrały
do pomiaru trzy najważniej-
sze wielkości fizyczne, które
pozwalają nam scharaktery-
zować
polerowane
po-
wierzchnie:
n
wysokość włókna – wyso-
kość podcięcia lub wysta-
wienia włókna względem
tulei osiującej (po wypole-
rowaniu),
n
promień krzywizny – pro-
mień sfery uformowany po
wypolerowaniu ferruli,
n
przesunięcie najwyższego
szczytu – odległość od naj-
wyższego punktu wypole-
rowanej powierzchni do
centrum tulei osiującej.
Mając możliwość obserwo-
wania czoła złącz, szybko
przekonujemy się, że nie są to
idealne powierzchnie sferycz-
ne, a promień ich krzywizny
zmienia się wraz z oddala-
niem się od osi symetrii złą-
cza. Bardzo często zdarza się,
że promień krzywizny włókna
znajduje się poniżej lub powy-
żej powierzchni ferruli.
W celu zminimalizowania
zamieszania,
powstałego
przy
lokalizowaniu
po-
wierzchni obszarów pomiaro-
wych, IEC (International
Electrotechnical Commision)
podała ich definicje oraz pa-
rametry. IEC zasugerowała
trzy obszary, które powinny
zostać umieszczone w osi sy-
metrii ferruli, pokrywającej
się ze środkiem włókna:
n
obszar dopasowania – zo-
stał umieszczony na środ-
ku powierzchni tulei; koło
o średnicy D z mniejszym
obszarem E odjętym od je-
go centrum. D=250 mm;
n
obszar eksploatacji – obej-
muje włókno oraz tzw. po-
le kleju, również jest kołem
o średnicy 140 mm;
n
obszar środkowy – umie-
szczony na czole złącza,
również jest kołem o śre-
dnicy 50 mm.
Promień krzywizny – jest
zdefiniowany jako promień
najlepiej dopasowanej sfery
przez obszar uformowany
dzięki różnicy między obsza-
rami dopasowania a eksploa-
Wyszukiwarka
Podobne podstrony:
ei 01 2002 s 21 22
ei 01 2001 s 21 22
ei 01 2002 s 21 22
ei 01 2003 s63 64
ei 01 2003 s61 62
ei 01 2003 s12 13
ei 04 2003 s18 19
ei 01 2003 s85
ei 01 2003 s41 46
ei 01 2003 s74 75
ei 01 2003 s24 26
ei 01 2003 s03 04
ei 01 2003 s65
ei 01 2003 s66 67
ei 01 2003 s28 30
ei 01 2003 s87
ei 01 2003 s88
ei 01 2003 s36 40
więcej podobnych podstron