„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Tadeusz Kazienko
Wykonywanie wyrobów w procesie walcowania
i ciągnienia 812[01].Z2.04
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Igor Lange
mgr inż. Marek Olsza
Opracowanie redakcyjne:
mgr Tadeusz Kazienko
Konsultacja:
mgr Janusz Górny
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 812[01].Z2.04
„Wykonywanie wyrobów w procesie walcowania i ciągnienia”, zawartego w modułowym
programie nauczania dla zawodu operator maszyn i urządzeń do obróbki plastycznej.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Podstawowe parametry walcowania
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
13
4.1.3. Ćwiczenia
13
4.1.4. Sprawdzian postępów
14
4.2. Walcowanie
15
4.2.1. Materiał nauczania
15
4.2.2. Pytania sprawdzające
37
4.2.3. Ćwiczenia
38
4.2.4. Sprawdzian postępów
40
4.3. Ciągnienie
41
4.3.1. Materiał nauczania
41
4.3.2. Pytania sprawdzające
50
4.3.3. Ćwiczenia
50
4.3.4. Sprawdzian postępów
51
5. Sprawdzian osiągnięć
53
6. Literatura
59

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w nabywaniu umiejętności z zakresu wykonywania
wyrobów w procesie walcowania i ciągnienia.
W poradniku zamieszczono:
–
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
–
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
–
materiał nauczania – podstawowe wiadomości teoretyczne niezbędne do opanowania
treści jednostki modułowej,
–
zestaw pytań przydatny do sprawdzenia, czy już opanowałeś treści zawarte
w rozdziałach,
–
ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć – przykładowy zestaw zadań testowych.
–
literaturę uzupełniającą.
Z podrozdziałem Pytania sprawdzające możesz zapoznać się:
−
przed przystąpieniem do rozdziału Materiał nauczania – poznając wymagania wynikające
z zawodu, a po przyswojeniu wskazanych treści, odpowiadając na te pytania sprawdzisz
stan swojej gotowości do wykonywania ćwiczeń,
−
po opanowaniu rozdziału Materiał nauczania, by sprawdzić stan swojej wiedzy, która
będzie Ci potrzebna do wykonywania ćwiczeń.
Kolejny etap to wykonywanie ćwiczeń.
Wykonując ćwiczenia przedstawione w poradniku lub zaproponowane przez nauczyciela,
będziesz poznawał wykonywanie wyrobów w procesie walcowania i ciągnienia. Po
wykonaniu zaplanowanych ćwiczeń, sprawdź poziom swoich postępów wykonując
Sprawdzian postępów.
Odpowiedzi „Nie” wskazują luki w Twojej wiedzy, informują Cię również, jakich
zagadnień jeszcze dobrze nie poznałeś. Oznacza to także powrót do treści, które nie są
dostatecznie opanowane.
Poznanie przez Ciebie wszystkich lub określonej części wiadomości będzie stanowiło
dla nauczyciela podstawę przeprowadzenia sprawdzianu poziomu przyswojonych
wiadomości i ukształtowanych umiejętności. W tym celu nauczyciel może posłużyć się
zadaniami testowymi.
W poradniku jest zamieszczony sprawdzian osiągnięć, który zawiera przykład takiego
testu oraz instrukcję, w której omówiono tok postępowania podczas przeprowadzania
sprawdzianu i przykładową kartę odpowiedzi, w której, w przeznaczonych miejscach zakreśl
właściwe odpowiedzi spośród zaproponowanych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
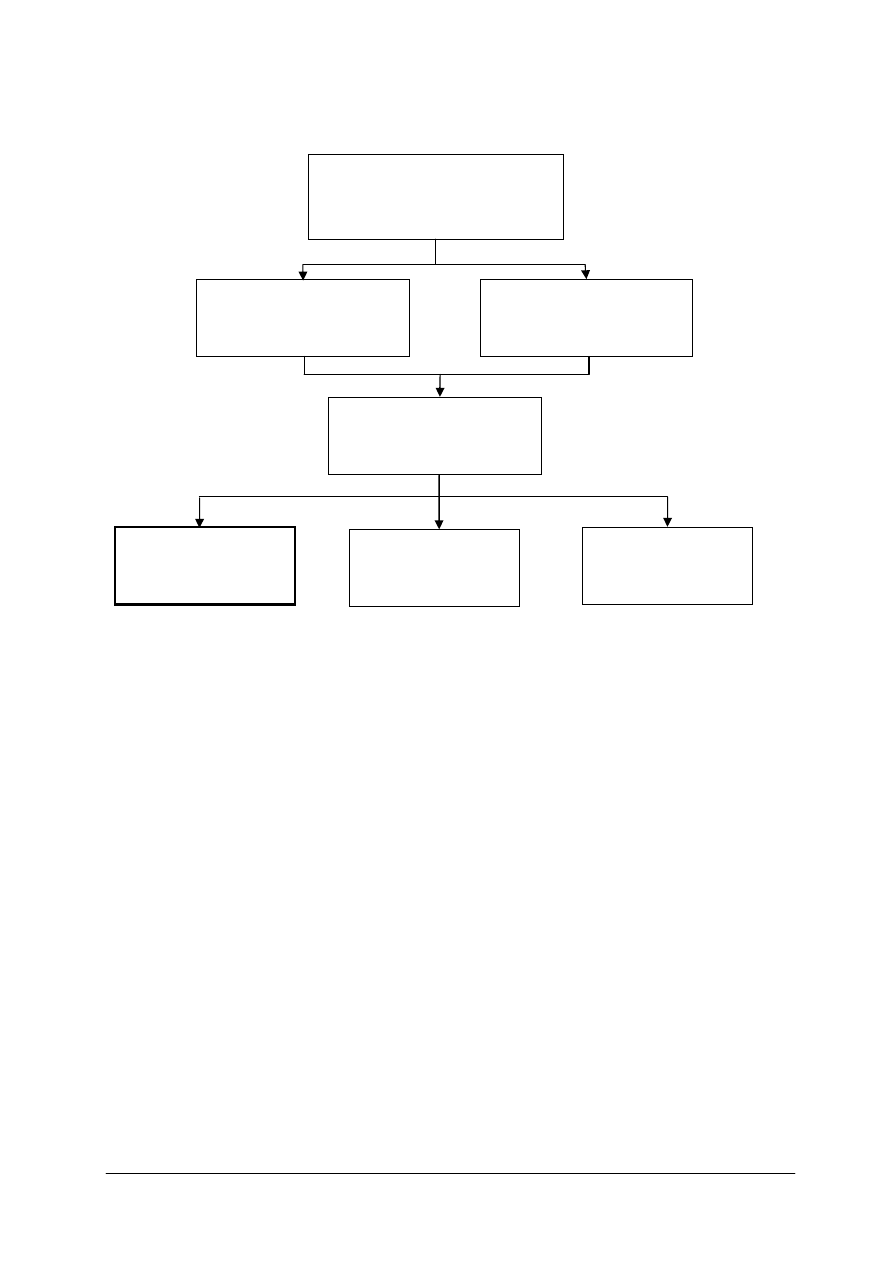
Schemat układu jednostek modułowych
812[01]Z2
Technologia wytwarzania wyrobów
metodami obróbki plastycznej
812[01]Z2.02
Wykonywanie operacji obróbki
cieplnej i cieplno
−
chemicznej
812[01]Z2.01
Posługiwanie się podstawowymi
pojęciami z zakresu obróbki
plastycznej
812[01]Z2.03
Przygotowanie i nagrzewanie
wsadu do obróbki plastycznej
812[01]Z2.04
Wykonywanie wyrobów
w procesie walcowania
i ciągnienia
812[01]Z2.05
Wykonywanie wyrobów
w procesie kucia
812[01]Z2.06
Wykonywanie wyrobów
w
procesie tłoczenia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2.
WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
przestrzegać zasad bezpiecznej pracy, przewidywać zagrożenia i zapobiegać im,
−
posługiwać się dokumentacją konstrukcyjną i technologiczną oraz normami
technicznymi,
−
rozróżniać materiały niemetalowe wykorzystywane w procesach technologicznych
obróbki plastycznej,
−
rozróżniać gatunki, właściwości i zastosowanie stopów Fe-C oraz charakteryzować
sposoby ich otrzymywania,
−
rozróżniać gatunki, właściwości i zastosowanie metali nieżelaznych i ich stopów,
−
rozróżniać typowe rodzaje obciążeń i naprężeń występujące w elementach maszyn,
−
rozróżniać rodzaje połączeń, osie, wały, łożyska, sprzęgła, hamulce i mechanizmy oraz
określać ich zastosowanie w budowie maszyn,
−
dobierać maszyny i urządzenia przemysłowe do określonych zadań,
−
rozróżniać procesy eksploatacyjne maszyn i urządzeń: użytkowanie, obsługiwanie,
zasilanie,
−
dobierać materiały eksploatacyjne,
−
wykonywać czynności konserwacyjne,
−
wykonywać drobne naprawy, wymianę części, regulację zespołów i całego urządzenia
oraz przeprowadzać próby po naprawie,
−
posługiwać się podstawowymi pojęciami z zakresu obróbki plastycznej,
−
wykonywać operacje obróbki cieplnej i cieplno – chemicznej,
−
charakteryzować przebieg procesu nagrzewania metali do obróbki plastycznej,
−
określać wpływ temperatury i czasu nagrzewania na plastyczność stali, metali
nieżelaznych i ich stopów,
−
korzystać z różnych źródeł informacji,
−
użytkować komputer,
−
współpracować w grupie,
−
organizować stanowisko pracy zgodnie z wymogami ergonomii.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3.
CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
scharakteryzować proces walcowania,
−
wyjaśnić pojęcia: gniot, poszerzenie, wydłużenie, kąt chwytu, wyprzedzenie, opóźnienie,
−
rozróżnić asortyment walcowniczy,
−
rozróżnić walcarki i typowe układy walcowni,
−
wyjaśnić budowę walcarki,
−
rozróżnić elementy i mechanizmy klatki roboczej,
−
scharakteryzować osprzęt tylny i przedni walcarek,
−
wyjaśnić podstawowe pojęcia kalibrowania walców: profil, bruzda, wykrój, kołnierz,
średnica teoretyczna, średnica praktyczna,
−
określić zasady eksploatacji walców i warunków ich przechowywania,
−
dobrać materiały wsadowe do walcowania i ciągnienia,
−
dobrać urządzenie do nagrzewania wsadu,
−
ustalić temperaturę i czas nagrzewania wsadu,
−
scharakteryzować technologię walcowania półwyrobów, prętów, kształtowników, blach
i rur,
−
rozróżnić specjalne metody walcowania,
−
wyjaśnić proces technologiczny ciągnienia prętów, drutu i rur,
−
wyjaśnić budowę ciągadła,
−
scharakteryzować ciągarki,
−
rozróżnić środki smarujące stosowane w procesach ciągnienia,
−
scharakteryzować wykańczanie wyrobów walcowanych i ciągnionych,
−
rozróżnić wady wyrobów walcowanych i ciągnionych oraz określić przyczyny
ich powstawania,
−
zastosować zasady eksploatacji walcarek i ciągarek,
−
zastosować zasady eksploatacji urządzeń wykańczających,
−
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej
i ochrony środowiska na stanowisku pracy,
−
skorzystać z dokumentacji technologicznej, Dokumentacji Techniczno
−
Ruchowej, norm,
poradników.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4.
MATERIAŁ NAUCZANIA
4.1. Podstawowe parametry walcowania
4.1.1. Materiał nauczania
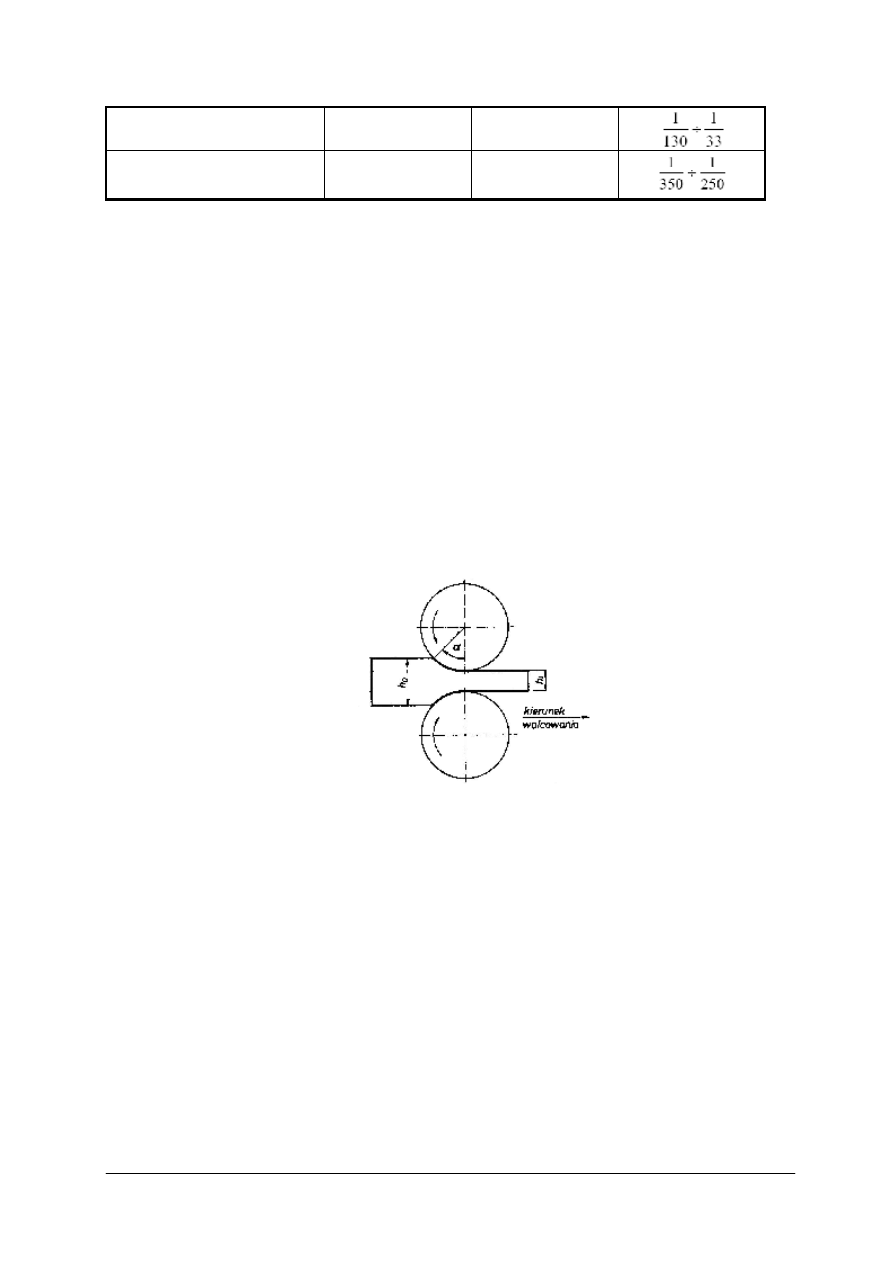
W procesie walcowania żądany kształt przedmiotu otrzymuje się za pomocą
odkształcenia plastycznego materiału, wywołanego przez obracające się walce. Czasami
zamiast walców stosuje się tarcze stożkowe lub skośne.
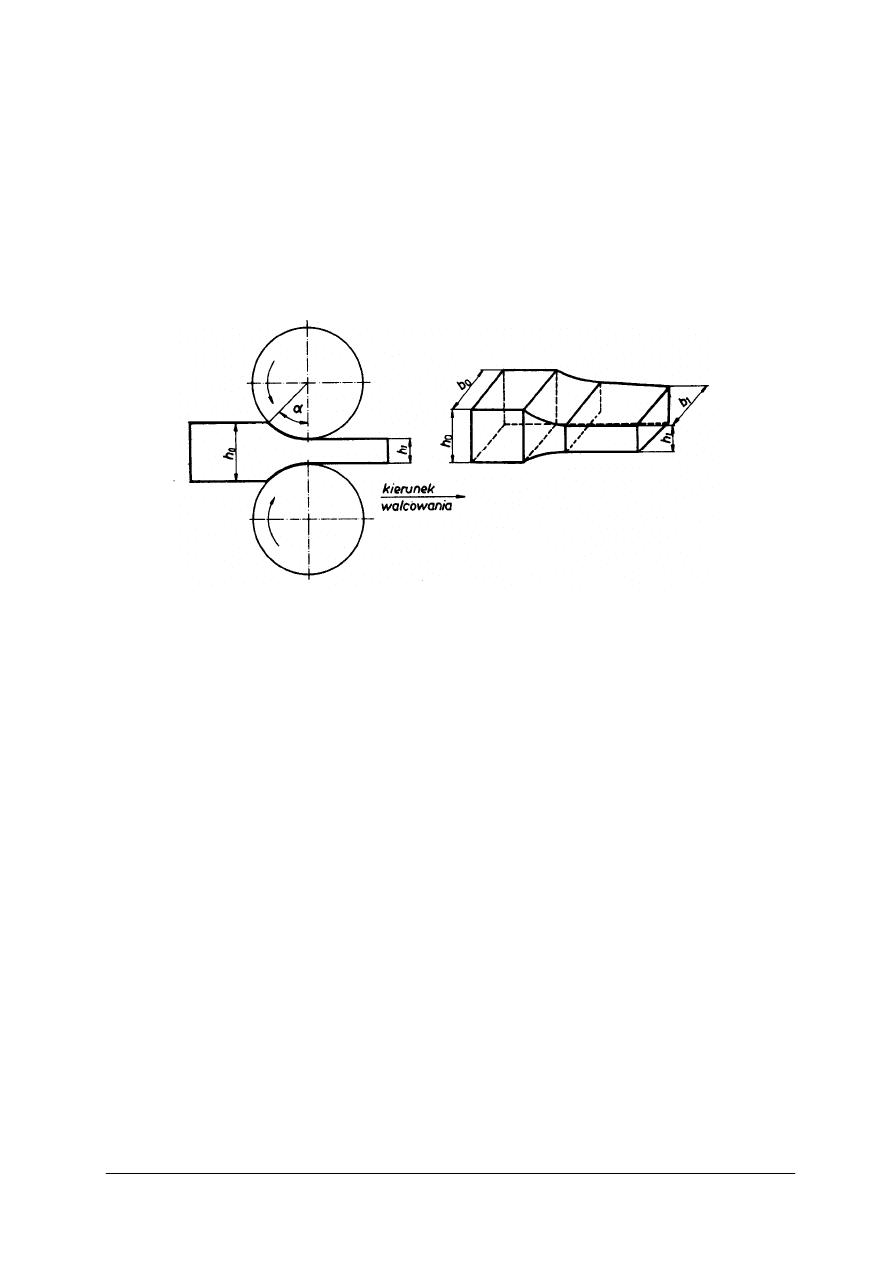
Rys. 1. Schemat walcowania wzdłużnego [4, s. 94]
Rozróżniamy trzy zasadnicze rodzaje walcowania: walcowanie wzdłużne, poprzeczne
i skośne. Przy walcowaniu wzdłużnym (rys. 1) odkształcenie dokonuje się między dwoma
walcami o osiach równoległych, obracającymi się w przeciwnych kierunkach. Na skutek
tarcia, jakie występuje między walcami a metalem, zostaje on wciągnięty między walce
i odkształcony. Początkowa wysokość walcowanego metalu h
0
zmniejsza się do wysokości
h
1
, natomiast długość i szerokość powiększają się, przy czym zwykle długość powiększa
się znacznie więcej niż szerokość i z tego powodu poszerzenie często się pomija. Metal
walcowany otrzymuje ruch prostoliniowy, prostopadły do osi walców, w tym samym
kierunku następuje jego największe wydłużenie.
Za pomocą walcowania wzdłużnego otrzymuje się około 90% wszystkich wyrobów
walcowanych. Walcowanie poprzeczne i skośne stosuje się przy produkcji rur.
Parametry procesu walcowania
Do głównych parametrów wpływających na technologię walcowania należą: gniot,
poszerzenie, wydłużenie i wyprzedzenie. Możemy więc teraz powiedzieć, że od miejsca
wejścia (używając ścisłych walcowniczych określeń powiemy – płaszczyzny wejścia) do linii
podziałowej (lub ściślej – strefy przylepienia) metal porusza się wolniej niż walce. Obszar ten
nazywamy obszarem opóźniani a, zaś samo zjawisko opóźnianiem.
Od linii podziałowej do płaszczyzny wyjścia metal porusza się z większą prędkością niż
walce i obszar ten nazywamy obszarem wyprzedzania, zaś samo zjawisko wyprzedzaniem.
W celu umożliwienia ich określenia przyjmuje się następujące oznaczenia:
h
o
−
wysokość (grubość) pasma przed walcowaniem (przepustem),
b
0
−
szerokość pasma przed walcowaniem,
l
0
−
długość pasma przed walcowaniem,
h
1
−
wysokość pasma po walcowaniu,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
b
1
−
szerokość pasma po walcowaniu,
l
1
−
długość pasma po walcowaniu,
S
0
−
powierzchnia przekroju pasma przed walcowaniem.
S
1
−
powierzchnia przekroju pasma po walcowaniu.
o
o
o
b
h
S
⋅
=
1
1
1
b
h
S
⋅
=
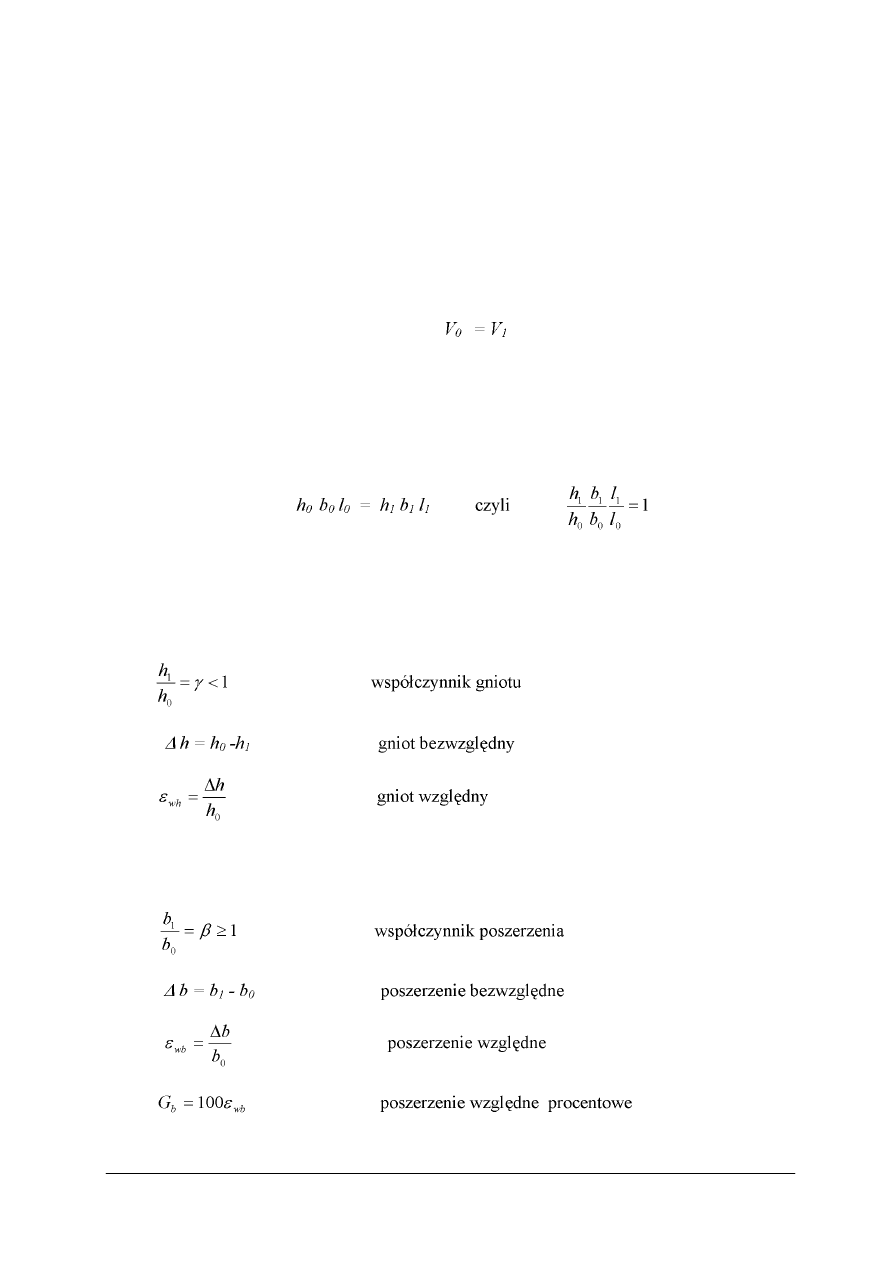
Objętość metalu w czasie walcowania nie ulega zmianie (tzw. „zasada stałej objętości”),
czyli
Wyrażając objętość odkształcanego materiału przed odkształceniem i po odkształceniu za
pomocą jego podstawowych wymiarów, otrzymuje się:
o
o
o
l
b
h
V
⋅
⋅
=
0
;
1
1
1
1
l
b
h
V
⋅
⋅
=
Wykorzystując równanie stałej objętości można zapisać
Zmiany odpowiednich liniowych wymiarów będzie się określać wielkością
współczynnika odkształcenia.
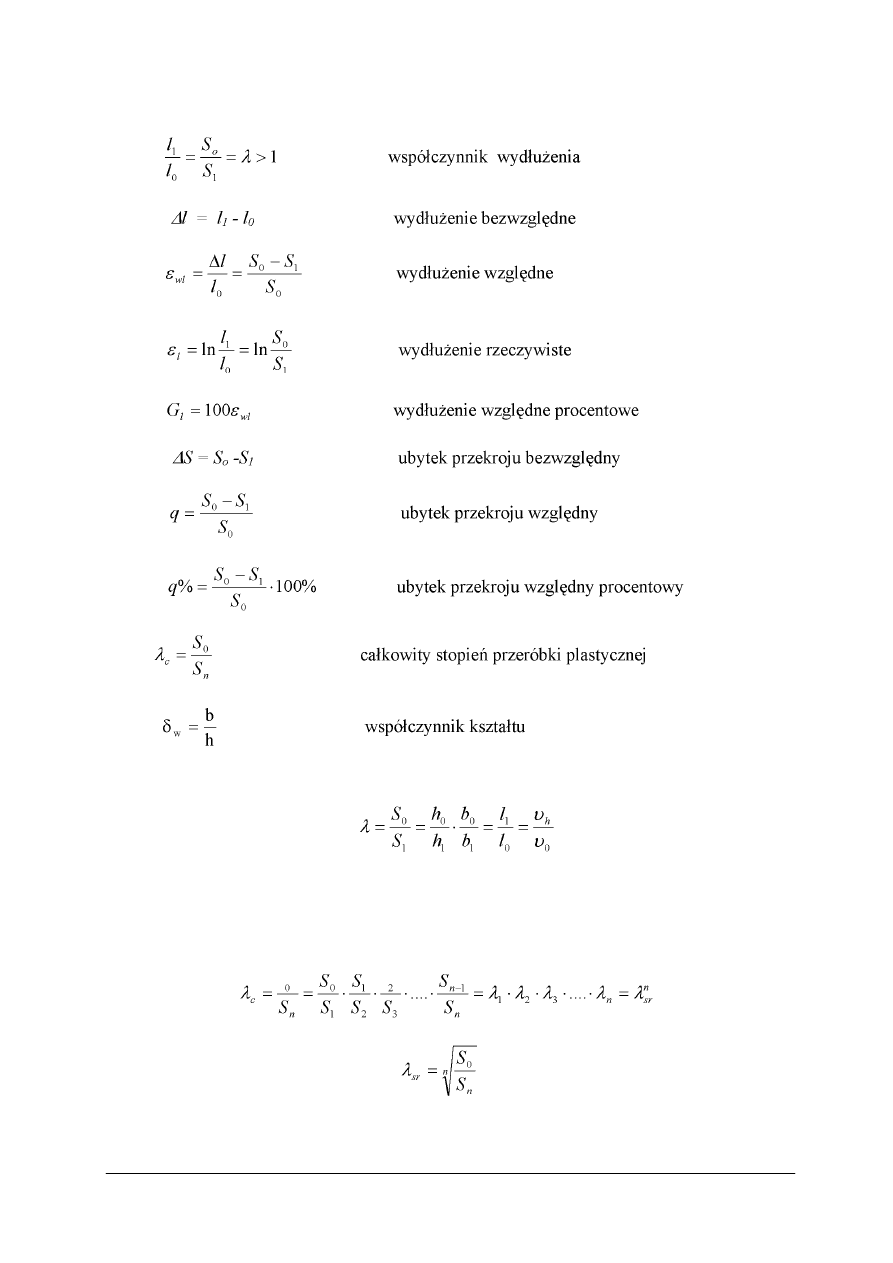
Podstawowe określenia parametrów walcowania:
gniot
−
jest to liniowe zmniejszenie wymiarów przedmiotu odkształconego pod
działaniem siły ściskającej w kierunku jej działania
poszerzenie
−
jest to przyrost szerokości przedmiotu w każdym procesie przeróbki
plastycznej, powodujący powiększenie szerokości
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
wydłużenie
−
oznacza przyrost długości przerabianego plastycznie przedmiotu
W procesie walcowania można wyrazić współczynnik wydłużenia w dowolnym
przepuście w zależności od różnych wielkości:
gdzie: υ
0
−
prędkość wejściowa metalu,
υ
h
−
prędkość wyjściowa metalu.
Dla określenia stopnia odkształcenia w całym cyklu walcowania (za pomocą
współczynników wydłużenia w kolejnych przepustach) wprowadzono pojęcie współczynnika
całkowitego wydłużenia
gdzie: λ
śr
−
średni współczynnik wydłużenia,
n
−
ilość przepustów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Wielkości współczynnika wydłużenia λ
śr
dla poszczególnych rodzajów procesów
walcowania są różne i zależne od kształtu wykroju, od konstrukcji walcarek i mocy napędu.
Przykładowo:
1) w walcowniach wstępnych
λ
śr
= 1,12
−
1,25,
2) w walcowniach bruzdowych λ
śr
= 1,3
−
1,6,
3) w walcowniach blach cienkich ciągłych na gorąco stosuje się λ
śr
= 1,6.
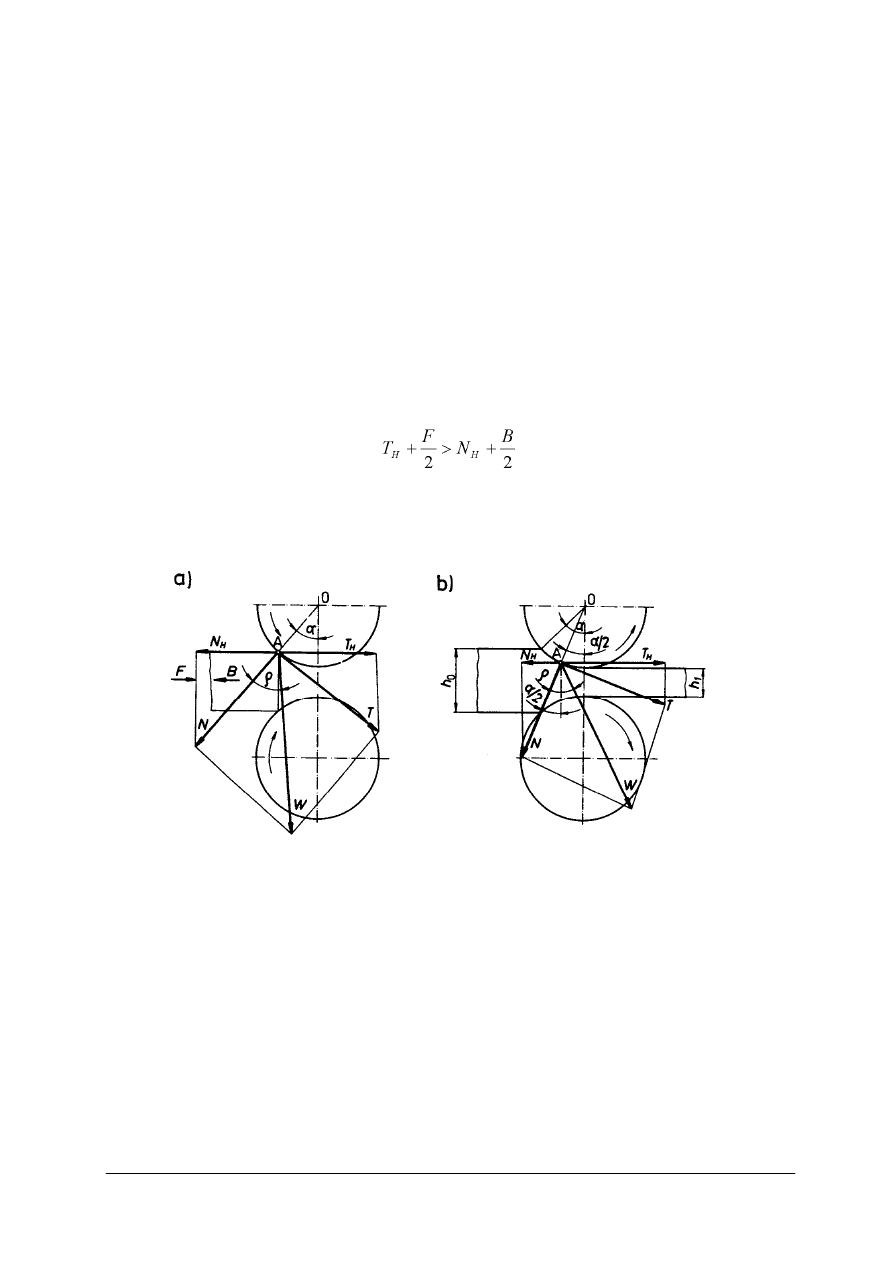
Warunek chwytu
Aby pasmo mogło być wprowadzone między walce, jego grubość powinna być
w pewnym stosunku do średnicy walców oraz do odległości między nimi. Ze względu
na symetrię wystarczy rozpatrywać siły w odniesieniu do jednego walca. W chwili zetknięcia
się metalu z walcem (np. górnym, rys. 2) w punkcie A walec ciśnie na pręt siłą N prostopadłą
do zarysu walca. Wskutek obrotu walca i pod wpływem siły N wystąpi w punkcie A siła
tarcia styczna do obwodu walca i skierowana zgodnie z kierunkiem obrotu. Pasmo zostanie
uchwycone przez walce jeżeli:
gdzie: F
−
siła spowodowana ruchem obrotowym samotoku podającego,
B
−
siła bezwładności.
Rys. 2. Zależności pomiędzy kątem chwytu i kątem tarcia: a) w momencie chwytu metalu przez walce, b) przy
ustalonym procesie walcowania [4, s. 96]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Ponieważ
T
H
= T cos α ; N
H
= N sin α
Jeśli nie ma siły zewnętrznej F, a siłę bezwładności B można pominąć, to warunek
chwytu pasma przez walce przyjmie postać:
µ > tgα
albo wyrażając współczynnik tarcia µ przez kąt tarcia ρ czyli µ = tg ρ otrzyma się tg ρ >
tg α i ostatecznie:
ρ > α
Dla chwytu pasma przez walce konieczne jest więc, aby kąt tarcia ρ był większy od kąta
chwytu α.
Z powyższych rozważań można poczynić, odnośnie chwytu pasma przez walce,
następujące uwagi:
1) Walcowane pasmo będzie tym łatwiej chwytane przez walce, im większa jest siła F
(zewnętrzna, np. wywołana prędkością samotoku) wepchnięcia do walców.
2) Przy takiej samej średnicy walców i wysokości pasma – im gniot jest mniejszy, tym
mniejszy jest kąt chwytu i tym łatwiej następuje uchwycenie metalu przez walce.
3) Wielkość kąta chwytu zależna jest od średnicy walca. Z rys. 3 widać, że im średnica
walca jest mniejsza, tym (przy niezmienionej wysokości pasma) kąt chwytu jest większy.
4) Chwyt pasma przez walce jest utrudniony przy temperaturach wyższych, gdyż w zakresie
przeróbki plastycznej stali na gorąco współczynnik tarcia maleje ze wzrostem
temperatury.
5) Z podwyższeniem temperatury wzrasta plastyczność walcowanego metalu. Jeżeli więc
wprowadzi się gorące pasmo w walce z pewną prędkością v nadaną mu przez samotok,
wówczas początek pasma ulega łatwemu odkształceniu, co ułatwia chwyt, gdyż
zmniejsza się kąt α.
6) Im większa jest prędkość obwodowa walców, tym pasmo trudniej jest przez nie
chwytane, a zatem zwiększenie prędkości walcowania zmusza do stosowania mniejszych
gniotów.
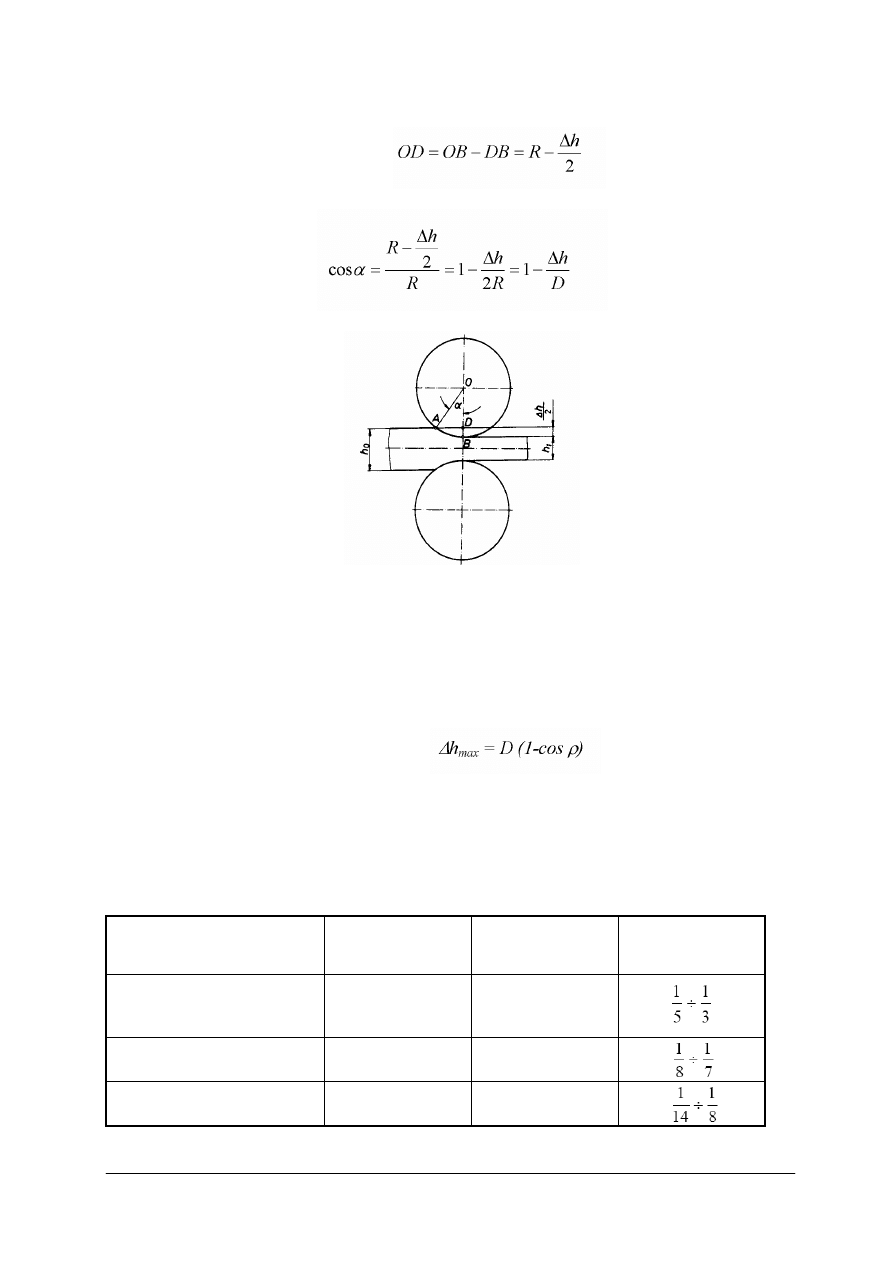
Z powyższych uwag wynika, że wielkość dopuszczalnego chwytu zależy od bardzo wielu
czynników. Ogólne zależności pomiędzy wielkością gniotu a średnicą walców wyprowadza
się na podstawie rys. 3.:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
oraz
skąd
Rys. 3. Zależność pomiędzy kątem chwytu, gniotem i średnicą walców [4, s. 97]
Im większa jest zatem średnica walców, tym większy jest kąt chwytu (przy tym samym
gniocie). Wynika z tego, że im mniejsza jest średnica walców, tym trudniej pasmo jest przez
nie chwytane.
Z przekształcenia powyższych wzorów wynika: ∆h = D · (1
−cos α), a ponieważ kąt
chwytu α może być co najwyżej równy kątowi tarcia, zatem można napisać:
Równanie to określa maksymalny dopuszczalny gniot.
Maksymalne kąty chwytu stosowane w praktyce w zależności od rodzaju walcowania
podaje tabela 1. Maksymalny kąt chwytu, jaki można stosować przy danym rodzaju walców
i danej średnicy, nazywa się granicznym kątem chwytu.
Tabela 1. Graniczne kąty chwytu w zależności od rodzaju walcowania [4, s. 99]
Rodzaj walcowania
Współczynnik tarcia µ
Maksymalny kąt
chwytu α
Maksymalny stosunek
∆h/R
walcowanie na gorąco: kęsiska
(na walcach z napawaniami)
0,45÷0,62
24÷32
Kęsy
0,36÷0,47
20÷25
Blachy
0.27÷0.36
15÷20
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
walcowanie na zimno: na walcach
gładkich
0,09÷0,18
5÷10
na walcach z dobrze szlifowaną
beczką
0,05÷0,09
3÷5
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są rodzaje walcowania?
2. Jakie są podstawowe parametry procesu walcowania?
3. Co to jest „zasada stałej objętości”?
4. Co to jest gniot?
5. Jakie podstawowe parametry opisują proces walcowania?
6. Co to jest poszerzenie?
7. Co to jest wydłużenie?
8. Jaki jest warunek chwytu pasma przez walce?
9. Od czego zależy kąt chwytu metalu przez walce?
4.1.3. Ćwiczenia
Ćwiczenie 1
Scharakteryzuj rodzaj walcowania przedstawiony na rysunku.
Rysunek do ćwiczenia 1 [4, s. 94]
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) rozpoznać rodzaj walcowania przedstawiony na rysunku,
3) scharakteryzować rodzaj walcowania,
4) zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
foliogramy,
−
tablice poglądowe,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Wyjaśnij oznaczenia, znajdujące się w tabeli poniżej, stosowane do opisywania
podstawowych parametrów procesu walcowania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
oznaczenie
opis
h
o
b
0
l
0
h
1
b
1
l
1
S
0
S
1
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) przeanalizować oznaczenia znajdujące się w tabeli,
3) opisać oznaczenia znajdujące się w tabeli,
Wyposażenie stanowiska pracy:
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 3
Oblicz gniot, poszerzenie, wydłużenie dla zadanych parametrów walcowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) wykonać obliczenia,
3) zaprezentować wyniki pracy.
Wyposażenie stanowiska pracy:
−
literatura zgodna z punktem 6 poradnika.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić pojęcie walcowania wzdłużnego?
2) scharakteryzować podstawowe rodzaje walcowania?
3) scharakteryzować podstawowe parametry walcowania?
4) wyjaśnić pojęcia gniotu, wydłużenia, poszerzenia?
5) scharakteryzować warunek chwytu materiału walcowanego przez
walce?
6) wyjaśnić „zasadę stałej objętości”?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
4.2. Walcowanie
4.2.1. Materiał nauczania
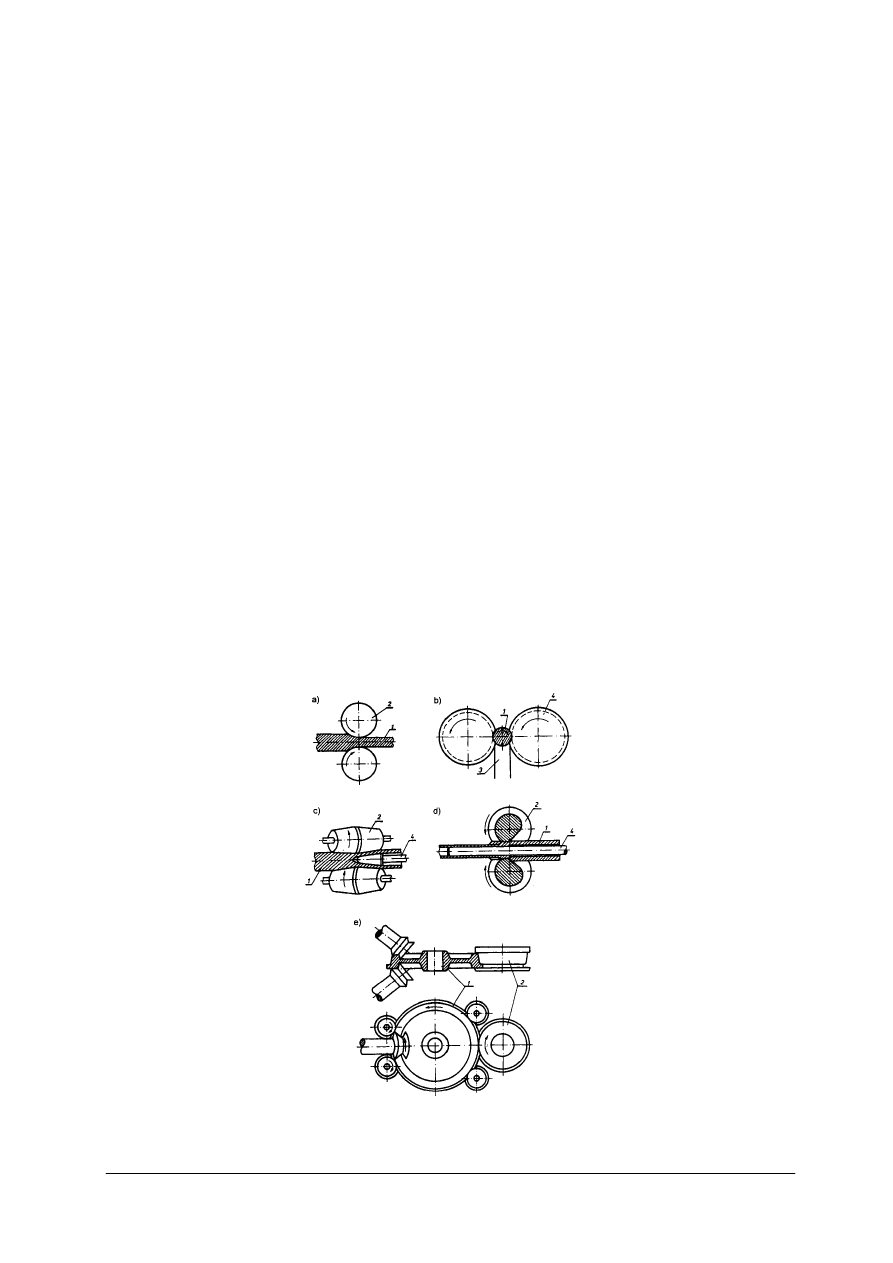
Walcowanie jest obróbką, która polega na plastycznym odkształcaniu materiału
wprowadzonego między dwa walce współpracujące ze sobą i przechodzącego między nimi
(rys. 4). Ze względu na rodzaj ruchu walcowanego materiału, kształt i ustawienie walców
rozróżnia się walcowanie:
1) wzdłużne (rys. 4a), w którym materiał wykonuje ruch postępowy, a walce o osiach
wzajemnie równoległych obracają się w kierunkach przeciwnych
−
otrzymuje się tak
głównie blachy, taśmy, pręty i kształtowniki;
2) poprzeczne (rys. 4b), w którym materiał wykonuje ruch obrotowy, a walce o osiach
równoległych obracają się w zgodnym kierunku
−
wykonuje się tak śruby, wkręty i koła
zębate;
3) skośne (rys. 4c), w którym materiał wykonuje ruch postępowo
−
obrotowy, a walce
o osiach wzajemnie skośnych obracają się w zgodnych kierunkach
−
wytwarza się tak
tuleje rurowe, kule itp.;
4) okresowe (rys. 4d), w którym materiał wykonuje ruch postępowy lub postępowo
−
zwrotny, a walce o osiach równoległych (o przekrojach niekołowych) obracają
się w przeciwnych kierunkach
−
produkuje się tak tuleje rurowe, przedkuwki, wyroby
ornamentowe itp.;
5) specjalne, które jest kombinacją omówionych sposobów walcowania
−
wyrabia się
tak bose koła wagonowe (rys. 4e) i inne wyroby o złożonym kształcie.
Wszystkie wyroby stalowe i większość z metali nieżelaznych w pierwszym stadium
walcuje się na gorąco. Niektóre wyroby walcowane na gorąco można następnie walcować
na zimno. Nie wszystkie stopy metali dają się walcować, np.: żeliwo, stale wysokowęglowe,
nikiel i jego stopy.
Rys. 4. Schematy walcowania: a) wzdłużnego, b) poprzecznego, c) skośnego, d) okresowego, e) specjalnego;
1
−
materiał, 2
−
walce, 3
−
podpora, 4
−
trzpień [5]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
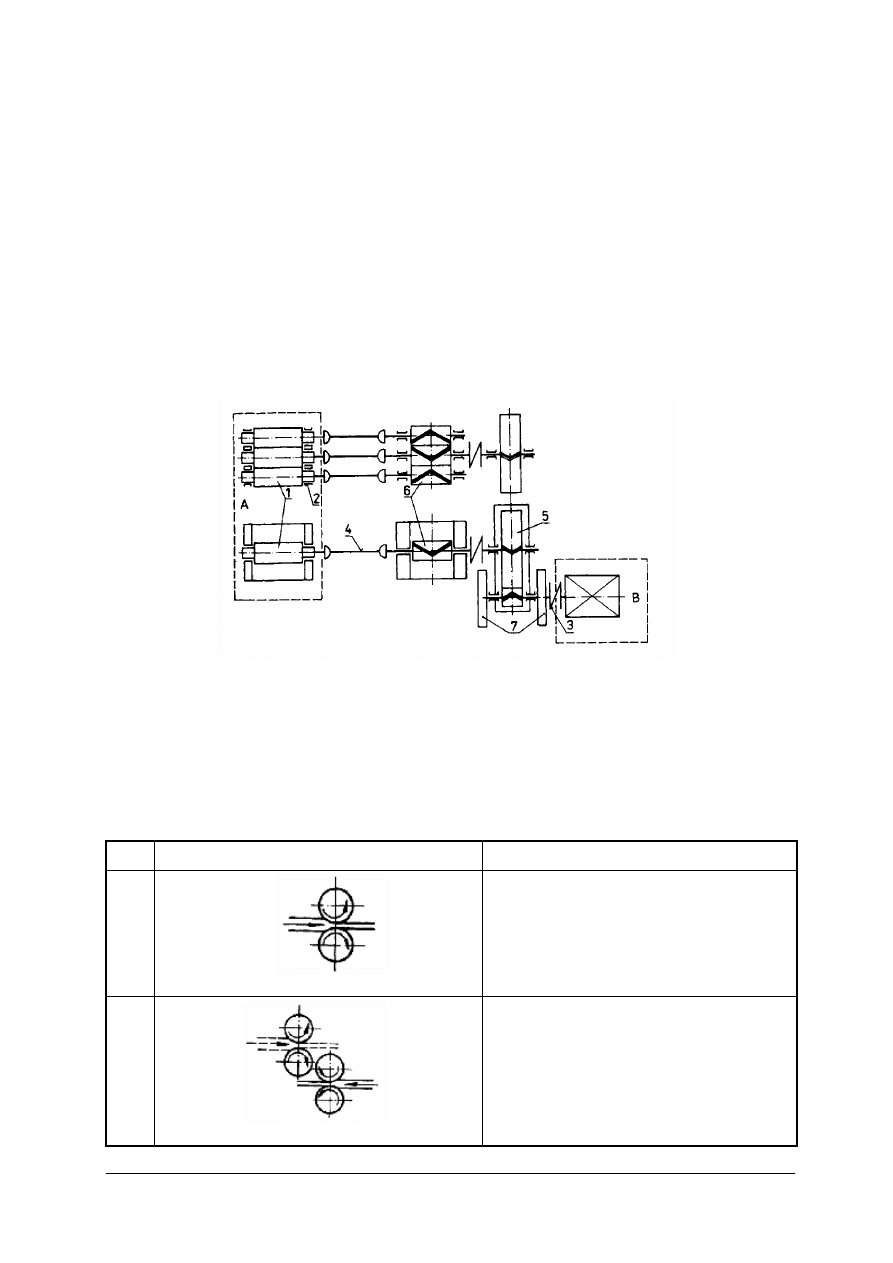
Walcarki
Walcarką nazywamy urządzenie złożone zwykle z trzech zasadniczych zespołów: klatki
walcowniczej, silnika napędowego oraz mechanizmu przenoszącego ruch obrotowy silnika
na walce (rys. 5).
Klatka walcownicza składa się z walców roboczych, łożysk, w których obracają
się czopy walców, urządzenia nastawczego służącego do regulacji wzajemnego odstępu
walców, dwóch stojaków połączonych ściągaczami, stanowiących kadłub klatki, oraz
uzbrojenia walców służącego do wprowadzenia materiału między walce.
W skład mechanizmów przenoszących ruch obrotowy silnika na walce wchodzą:
sprzęgło główne łączące silnik z przekładnią zębatą, łączniki, które służą do połączenia
walców z klatką walców zębatych, przekładnia zębata służąca do zmniejszenia prędkości
obrotowej, klatka walców zębatych przenosząca ruch obrotowy na dwa lub trzy walce, koło
zamachowe, umieszczone na wale małego koła przekładni zębatej, które służy jako
akumulator energii.
Rys. 5. Schemat walcarki; A
−
klatka robocza, 1
−
walce robocze, 2
−
łożyska, B
−
silnik, 3
−
sprzęgło główne,
4
−
łączniki, 5
−
przekładnia zębata, 6
−
klatki walców zębatych, 7 – koła zamachowe [5]
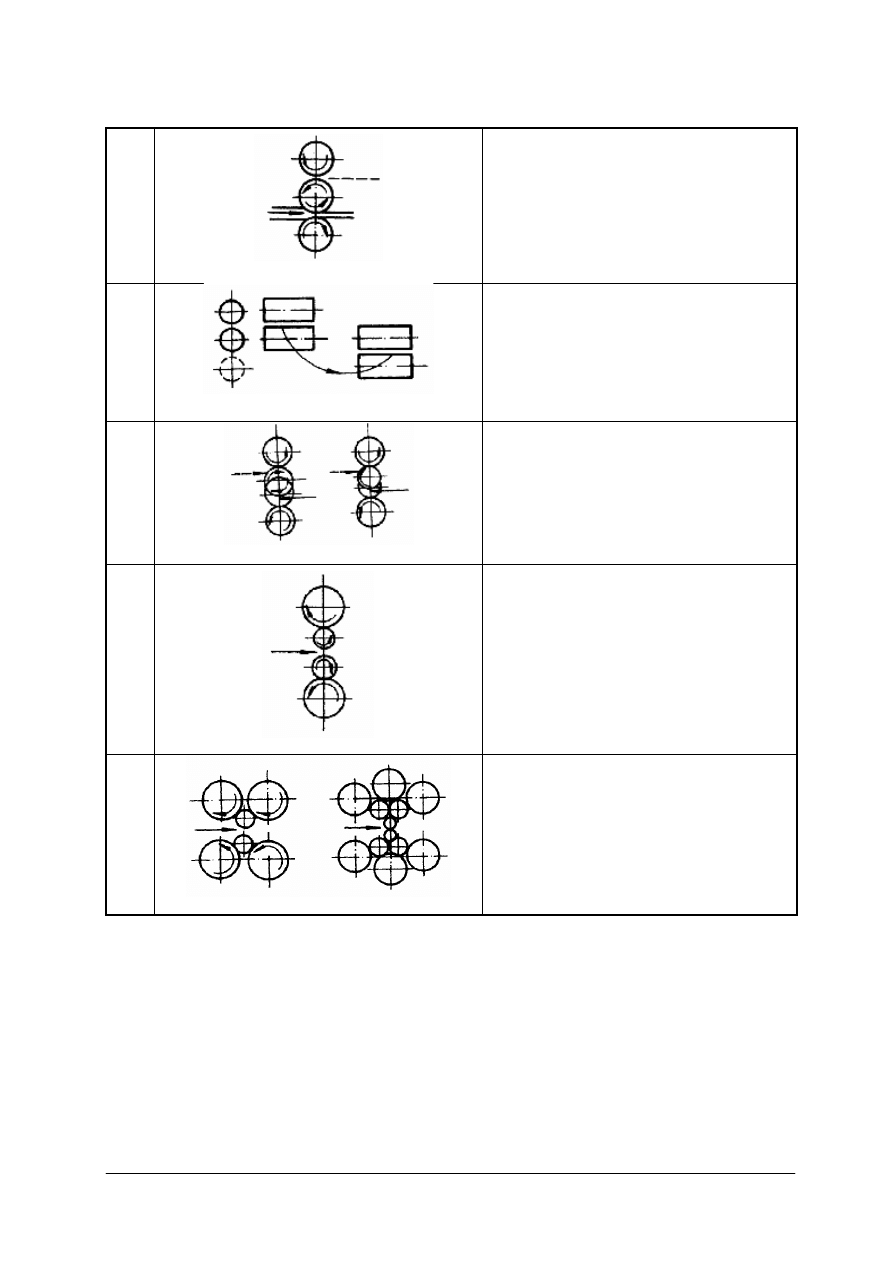
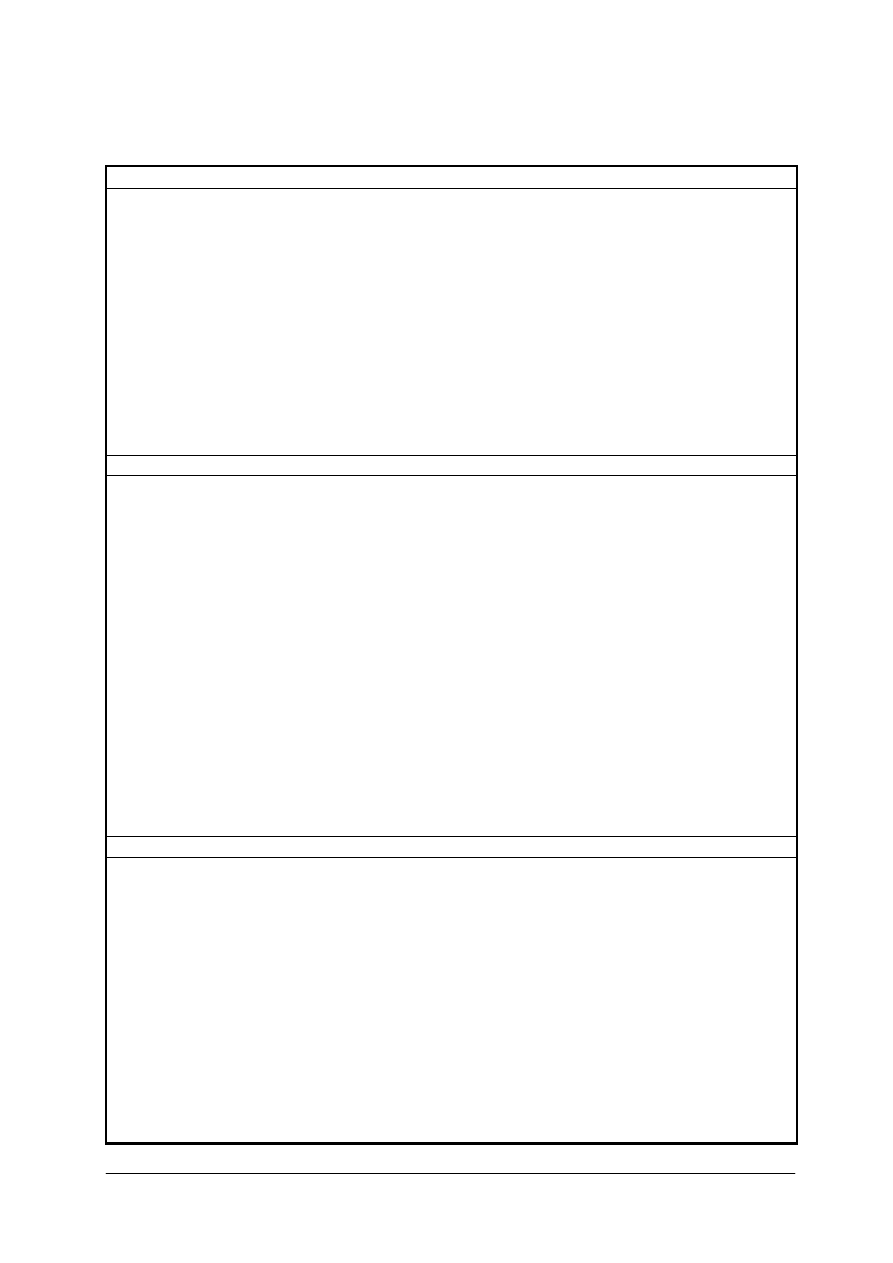
Wszystkie walcarki można sklasyfikować według trzech kryteriów :
−
liczby i układu walców w klatce roboczej rys. 6 a,
−
rodzaju walców
−
przeznaczenia walcarek.
a)
Lp.
Typ walcarki
Przeznaczenie
1
duo
do zgniatania,
do walcowania nawrotnego grubych
blach i profilów,
do walcowania kęsów, prętów
i
kształtowników,
do walcowania blach cienkich
oraz blach
i taśm na zimno
2
podwójne duo
do walcowania drobnych i średnich wyrobów
o małej wydajności, zwykłe walcowanie stali
stopowych
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
3
trio
do walcowania dwuteowników, szyn, kęsisk,
kęsów, i innych grubych profilów, do walcowania
bruzdowego o małej wydajności
4
ślepe trio (duo przemienne)
walcowanie drobnych prętów i niektórych
kształtowników
5
trio Lautha
do walcowania grubych blach, do gładzenia blach
cienkich, do walcowania bednarki
6
kwarto
do walcowania na gorąco i zimno blach grubych,
bednarki i taśm
7
wielowalcowe
do walcowania na zimno blach cienkich, taśm oraz
folii
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
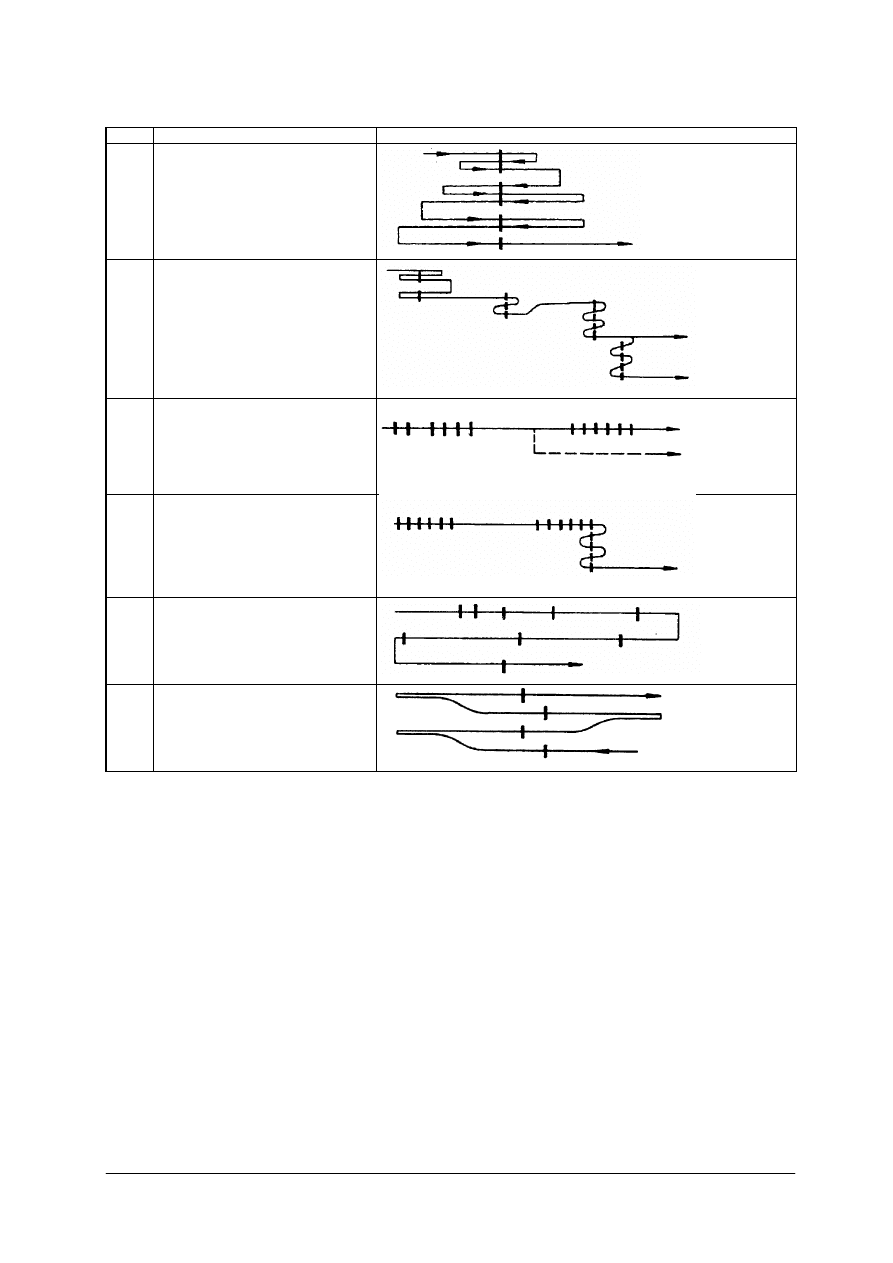
b)
Lp.
Układ walcowni
Schemat ustawienia walcarek
1
układ jednoliniowy
2
układ wieloliniowy
3
układ ciągły
4
układ półciągły
5
układ mijany
6
układ szachownicowy
Rys. 6. Schematy ułożenia walców poziomych w klatkach walcowniczych i w zespołach walcowniczych:
a) schematy walcarek, b) układy klatek roboczych w zespole walcowniczym [5]
Zasady kalibrowania walców
Uzyskanie gotowego wyrobu walcowanego z wlewka wymaga zmniejszenia jego
przekroju poprzecznego oraz zmiany profilu. Sposoby przeprowadzania tych zmian wchodzą
w zakres tzw. kalibrowania walców.
Przez kalibrowanie rozumie się wyznaczanie liczby i kształtów kolejnych przepustów
w celu uzyskania żądanego przekroju gotowego wyrobu.
Znajomość liczby przepustów nie wystarcza jeszcze do kalibrowania walców. Należy
bowiem znać poza tym kształty i wymian, poszczególnych przepustów. Inaczej mówiąc,
należy wiedzieć jak dobierać poszczególne wykroje, aby otrzymać żądany wyrób. Konieczną
jest więc tutaj znajomość płynięcia metalu w poszczególnym wykroju.
Roztłaczaniem nazywa się przyrost szerokości pręta w danym przepuście. Mając
wymiary gotowego pręta i znając roztłaczanie można więc obliczyć szerokość poprzedniego
wykroju.
Najdokładniejszy nawet wzór do obliczenia roztłaczania czy wydłużania swobodnego nie
zapewnia jednak obliczenia i zaprojektowania kształtu wykrojów. Zjawisko odmiennego

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
płynięcia metalu w wykroju wynika bowiem z nierównomiernego gniotu na szerokości
profilu oraz hamującego działania ścianek wykroju.
Z tych względów umiejętność dobrego kalibrowania walców oparta jest dotychczas
głównie na doświadczeniu. Istniejące empiryczne wzory oraz ustalone graficzne sposoby
kreślenia wykrojów ułatwiają kalibrownikom w dużym stopniu pracę kalibrowania. Jednakże
w przypadku bardziej skomplikowanych profilów nie dają one pewności otrzymania dobrego
wyrobu ani też ścisłych odchyłek wymiarowych.
Podstawowe pojęcia kalibrowania
Profil jest to kształt przekroju poprzecznego walcowanego pręta. Zależnie od temperatury
zmieniają się jego wymiary. W miarę podnoszenia się temperatury profil się rozszerza. Profil
gorący jest zatem większy od zimnego, przy czym jego wymiary można obliczyć mnożąc
wymiary profilu zimnego przez odpowiednie współczynniki. Dla stali zwykłej węglowej
w normalnych, temperaturach walcowania wartość współczynnika wynosi 1,0135.
Odpowiednikiem profilu gorącego jest wykrój wytoczony w dwóch współpracujących ze
sobą walcach. Definicja ta nie jest ścisła, gdyż, jak się później okaże, kształt wykroju nie
zawsze odpowiada profilowi gorącemu.
Wykrój stanowią dwie bruzdy wytoczone na beczkach współpracujących walców. Po obu
stronach bruzdy znajdują się kołnierze. Przed szczegółowym omówieniem typów wykrojów,
bruzd i kołnierzy na leży jeszcze powrócić do samego walca.
Poza średnicą nominalną walca rozróżnia się jeszcze inne rodzaje średnic. Średnicą
teoretyczną nazywa się w przypadku walcarki trio połowę odległości osi walca górnego
i dolnego, przy duo – odległość osi walców, po ich zabudowaniu do klatki roboczej.
Należy dodać, że taka średnica odpowiada walcom, które zabudowane do tej samej klatki
miałyby jednakowe prędkości obwodowe.
Jednocześnie należy wyjaśnić pojęcie odstępu i nastawienia walców. Nastawieniem
walców nazywa się odległość pomiędzy ich skrajnymi kołnierzami w czasie biegu jałowego
walcarki. Po wprowadzeniu pręta do wykroju odległość ta na ogół powiększa się na skutek
poddania się (ugięcia, spłaszczenia) panewek, śrub nastawczych, stojaka i samych walców
o wielkość zwaną skokiem walców.
Rzeczywisty odstęp walców w czasie walcowania jest więc sumą nastawienia i skoku.
Wielkość odstępu zaznacza się zawsze na rysunkach kalibrowania. Z tego względu dobre
nastawienie walców wymaga ułożenia ich w odległości równej odstępowi walców
pomniejszonemu o skok.
Średnica walcowania jest to podwójna odległość linii walcowania od osi danego walca,
wyznaczona dla każdego walca z osobna.
Jest to średnica, która służy do obliczenia prędkości wyjściowej metalu z walców.
Konieczne jest tutaj objaśnienie linii walcowania, którą można wyobrazić sobie jako prostą
równoległą do osi walców leżącą w pobliżu linii styku walców o średnicy teoretycznej (tzw.
linii obojętnej walców). Na linii walcowania lub według niej rozmieszcza się osie obojętne
wykrojów. Przesunięcie osi obojętnej wykroju ponad linię obojętną walców powoduje
odchylanie się wychodzącego pręta ku górze. Przesunięcie w dół powoduje odchylanie się
pręta ku dołowi.
Średnice rzeczywiste – są to średnice odnoszące się do poszczególnych punktów beczek
walców.
Średnica czynna jest to średnica rzeczywista odniesiona do pracującej części wykroju.
Średnica kołnierza jest to średnica mierzona na cylindrycznej części kołnierza.
Średnica średnia wyznaczona dla bruzdy umożliwia obliczenie szybkości walcowania.
Na beczce odróżnia się części czynne i bierne beczki. Częścią czynną beczki nazywa się
tę, która bierze bezpośredni udział w walcowaniu. Jako część bierną określa się sumę tych
długości beczki walca, które w czasie walcowania nie stykają się bezpośrednio
z walcowanym prętem. W przypadku walców bruzdowych jest to suma szerokości kołnierzy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Walcowanie na gorąco
Walcowanie na gorąco jest procesem przeróbki plastycznej metali za pomocą
obracających się walców w temperaturach wyższych od temperatury rekrystalizacji. Jeżeli
odkształcenie plastyczne metalu następuje powyżej temperatury rekrystalizacji, metal nie
umacnia się, ponieważ równocześnie z umocnieniem przebiegają procesy związane
z rekrystalizacją. Temperatura rekrystalizacji jest graniczną temperaturą pomiędzy przeróbką
plastyczną na zimno i na gorąco. W wyniku walcowania, poza zmianą kształtu, polegającą
najczęściej na wydłużeniu materiału z jednoczesnym zmniejszeniem jego przekroju
poprzecznego, następuje także zmiana struktury materiału, jego właściwości mechanicznych
i fizykochemicznych, zmiana stanu powierzchni oraz naprężeń wewnętrznych.
Kęsiska płaskie (tzw. slaby), uzyskiwane najczęściej z ciągłego odlewania stali (rzadziej
w procesie walcowania z wlewków klasycznych w walcowni zgniatacz uniwersalny
−
slabbing) przerabia się przez walcowanie na gorąco na blachy grube w formie arkuszy
oraz blachy taśmowe (tzw. blachy taśmowe walcowane na gorąco). Kęsiska o przekroju
kwadratowym lub prostokątnym, uzyskiwane najczęściej w procesie ciągłego odlewania
(rzadziej walcowane z wlewków klasycznych w walcowniach zgniatacz i walcowniach
ciągłych kęsów) w kolejnych procesach walcowania przetwarza się na kształtowniki, pręty
i rury oraz szyny kolejowe, a także walcówkę. Proces walcowania na gorąco wymaga wsadu
o odpowiedniej temperaturze. Temperatura ta zależy głównie od gatunku przerabianej stali,
rodzaju walcowni i walcowanego wyrobu. W hutach wyposażonych w stalownie
(konwertorowe lub elektryczne) dąży się do stosowania tzw. gorącego wsadu do walcowania,
tj. wsadu nie studzonego po procesie odlewania.
W takim przypadku wsad dogrzewany jest w celu ujednorodnienia temperatury
na przekroju poprzecznym. Jeśli nie ma możliwości stosowania gorącego wsadu, wsad ten
musi zostać podgrzany od temperatury otoczenia do temperatury walcowania, tj. zazwyczaj
do temperatur w przedziale 1100–1250
0
C. Niekorzystnym zjawiskiem w trakcie procesu
walcowania na gorąco jest tworzenie się na powierzchni przerabianego pasma warstwy
tlenków żelaza, tj. tzw. zgorzeliny. Zgorzelina jest materiałem kruchym, który nie odkształca
się plastycznie i musi być usuwana. Zazwyczaj po nagrzewaniu stosuje się wodny zbijacz
zgorzeliny, a w dalszej części procesu zgorzelina najczęściej odpada samoistnie na skutek
przeginania lub skręcania walcowanego pasma. Walcowanie na gorąco odbywa się w kilku
zespołach walcowniczych. Ilość zespołów klatek walcowniczych w poszczególnych
zespołach walcowniczych zależy od walcowanego materiału.
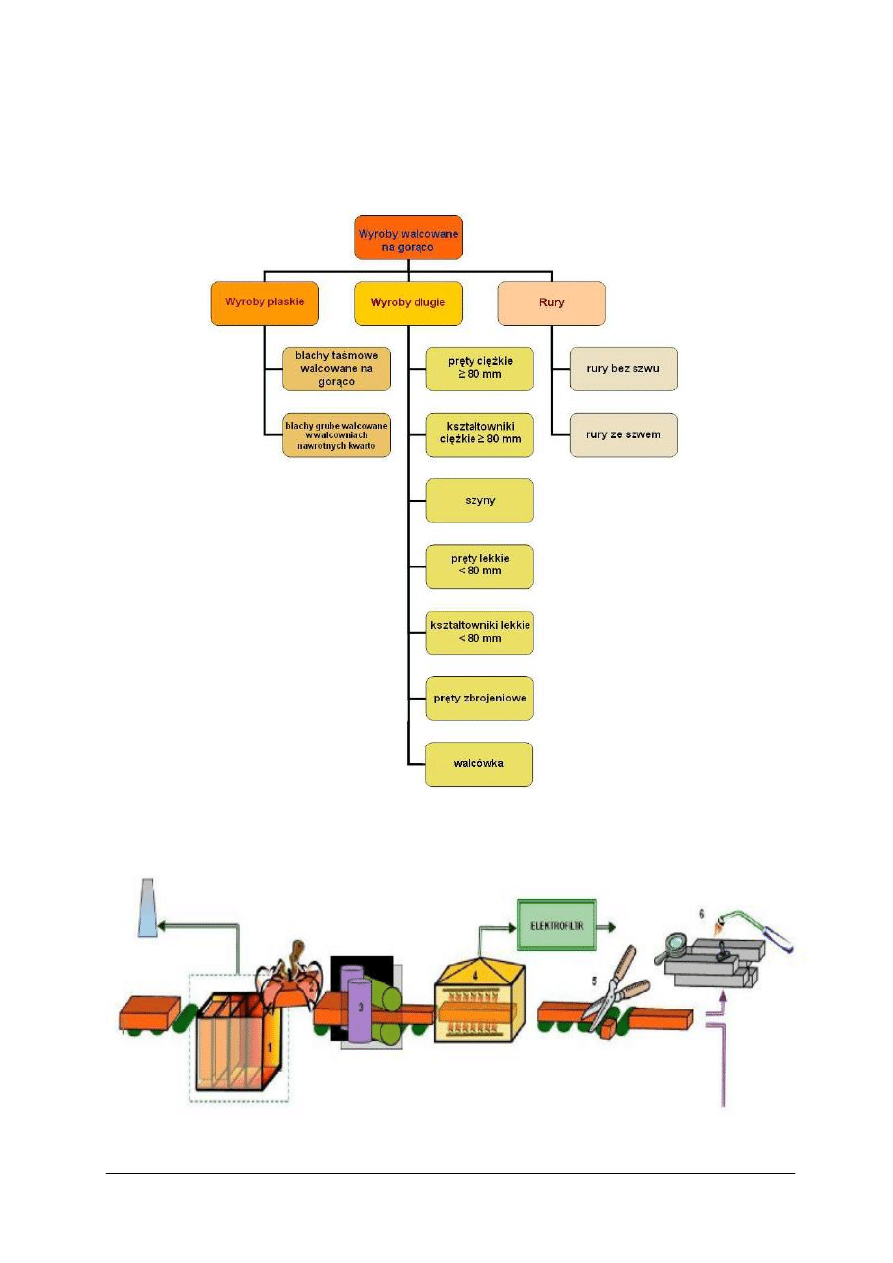
Wyroby wytwarzane w procesach walcowania na gorąco
W procesach walcowania na gorąco wytwarzane są następujące grupy asortymentowe
wyrobów (rys. 7):
−
wyroby płaskie (blachy taśmowe walcowane na gorąco, blachy grube walcowane
w walcowniach nawrotnych kwarto),
−
wyroby długie (pręty ciężkie ≥ 80 mm, kształtowniki ciężkie ≥ 80 mm, szyny, pręty lekkie
< 80 mm, kształtowniki lekkie < 80 mm, pręty zbrojeniowe, walcówka),
−
rury (rury bez szwu, rury ze szwem).
Walcownie wstępnego przerobu
Walcownie
gorące,
w
zależności
od
rodzaju
wytwarzanych
wyrobów
oraz od stosowanych technologii, posiadają różne konfiguracje. W nowoczesnych procesach
hutniczych wsad stosowany w walcowniach gorących pochodzi z ciągłego odlewania.
W niektórych przedsiębiorstwach hutniczych stosuje się jeszcze konwencjonalne procesy
przygotowania wsadu do walcowania z wlewków klasycznych. Wlewki te przerabiane
są w walcowniach wstępnego przerobu, tj. zgniatacz
−
jako wsad dla wyrobów długich
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
(kęsiska) oraz zgniatacz uniwersalny
−
jako wsad dla wyrobów płaskich (kęsiska płaskie
−
słaby).
Kęsiska ze zgniatacza podlegają czasami dalszemu wstępnemu przerobowi w walcowniach
ciągłych kęsów na kęsy kwadratowe, które stanowią wsad dla walcowni wyrobów długich.
Schemat walcowni przerobu wstępnego przedstawiono na rys. 8 i 9.
Rys. 7. Grupy asortymentowe wyrobów walcowanych na gorąco [5]
Rys. 8. Schemat walcowni półwyrobów: 1 – piec wgłębny, 2 – suwnica kleszczowa, 3 – walcarka zgniatacz,
4 – maszyna ogniowego czyszczenia, 5 – nożyca, 6 – wykańczalnia półwyrobów zgniatacza [5]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Rys. 9. Schemat walcowni ciągłej kęsów: 1 – zbijacz zgorzeliny, 2 – zespół klatek walcowniczych wstępnych,
3 – zespół klatek walcowniczych pośrednich, 4 – nożyca, 5 – zespół klatek walcowniczych wykańczających, 6 –
nożyca latająca, 7 – chłodnia pokroczna obrotowa, 8 – suwnica magnesowa, 9 – wykańczalnia walcowni kęsów
[5]
Wsad w postaci wlewków ciągłych lub wlewków klasycznych (w przypadku wlewków
klasycznych następuje odcięcie stopy i głowy wlewka) podgrzewany jest do temperatury
walcowania w piecach wgłębnych. Po przewalcowaniu w nawrotnej klatce duo na żądany
wymiar (w przypadku walcowania kęsisk prostokątnych pasmo jest kantowane, tj. podlega
obrotowi wzdłuż kierunku walcowania o 90
0
). Następnie prowadzone jest maszynowe
oczyszczanie ogniowe powierzchni pasma w celu usunięcia wad powierzchniowych
oraz odcinanie początku i końca przewalcowanego pasma.
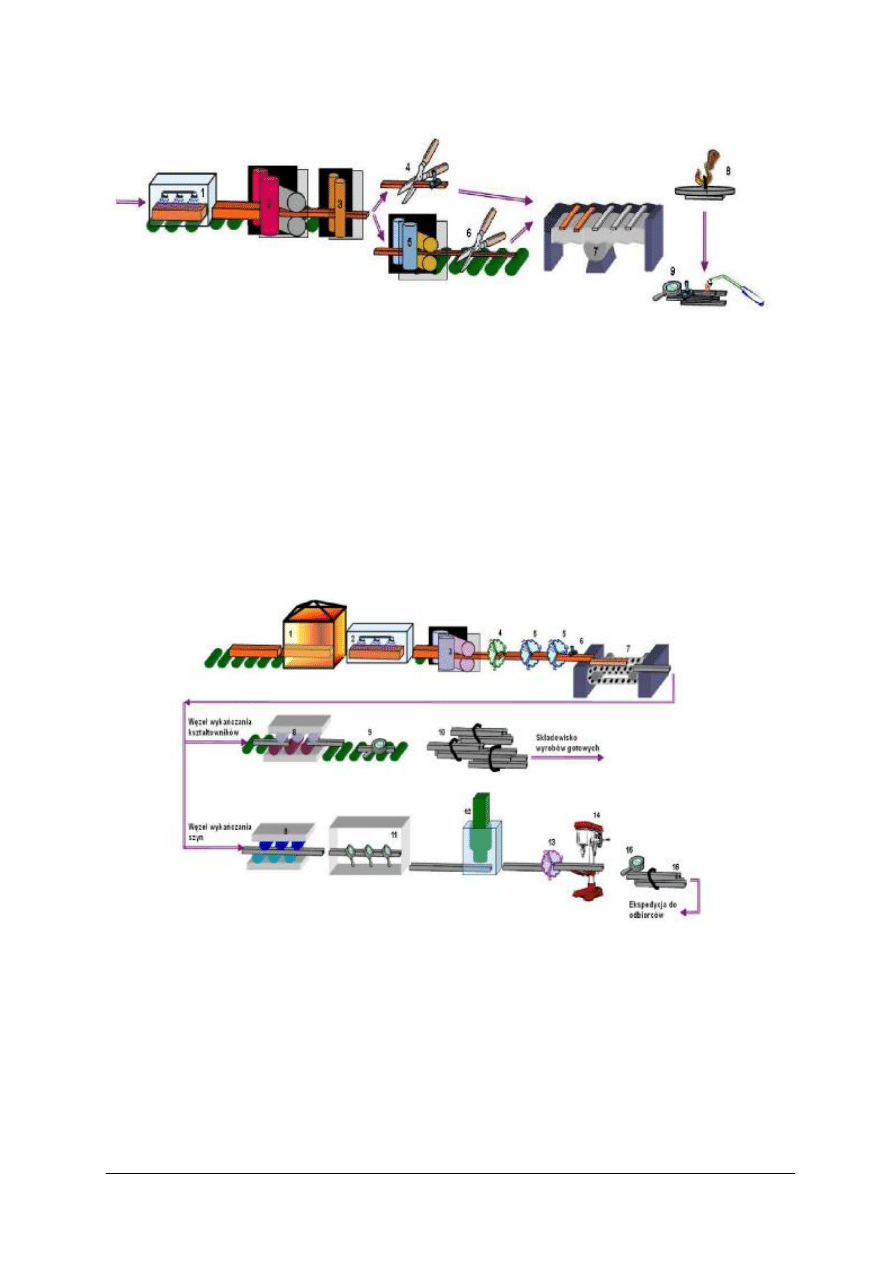
Walcownie wyrobów płaskich
Rys. 10. Schemat walcowni dużej kształtowników: 1– piec pokroczny, 2 – zbijacz zgorzeliny, 3 – linia
walcownicza, 4 – piła saniowa do obcinania końców, 5 – piła saniowa na linii cięcia, 6 – znakowanie
pasma, 7 – chłodnia łańcuchowa, 8 – prostownica rolkowa, 9 – kwalifikacja wyrobów, 10 – paczkowanie
wyrobów, 11 – kabina wizualna, 12 – prasa stemplowa, 13 – piła do cięcia na zimno, 14 – wiertarka,
15 – kontrola końcowa, 16 – paczkowanie [5]
Przebieg procesu walcowania kształtowników w walcowni dużej przedstawiono na rys.
10. Wsad po podgrzaniu do temperatury walcowania w piecu pokrocznym poddawany
jest usuwaniu zgorzeliny a następnie walcowany jest w klatkach duo z walcami pionowymi
i poziomymi, które posiadają wykroje właściwe dla aktualnie walcowanego profilu. Po
odwalcowaniu pasmo jest cięte i chłodzone w chłodni np. łańcuchowej. Po wystudzeniu
kształtowniki są wykańczane, tj. prostowane i cięte.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Rys. 11. Schemat walcowni średniej kształtowników: 1 – suwnica, 2 – piec pokroczny, 3 – zbijacz zgorzeliny,
4 – klatka walcownicza wstępna, 5 – klatka walcownicza pośrednia, 6 – nożyca wahadłowa, 7 – zespół
walcowniczy układu ciągłego, 8 – nożyca czterokorbowa, 9 – chłodnia zębata, 10 – prostownica
rolkowa, 11 – piła stała, 12 – zespół pił, 13 – kontrola kształtowników, 14 – paczkowanie gotowych
wyrobów [5]
Przebieg procesu walcowania kształtowników w walcowni średniej przedstawiono na rys. 11.
Wsad po podgrzaniu do temperatury walcowania w piecu pokrocznym poddawany
jest usuwaniu zgorzeliny, a następnie walcowany jest w klatkach duo z walcami pionowymi
i poziomymi, które posiadają wykroje właściwe dla aktualnie walcowanego profilu.
W walcowni średniej stosuje się trzy układy klatek walcowniczych: klatka walcownicza
wstępna, klatki walcownicze pośrednie i zespół walcowniczy układu ciągłego.
Po odwalcowaniu pasmo jest cięte i chłodzone w chłodni, np. zębatej. Po wystudzeniu
kształtowniki są wykańczane, tj. prostowane i cięte.
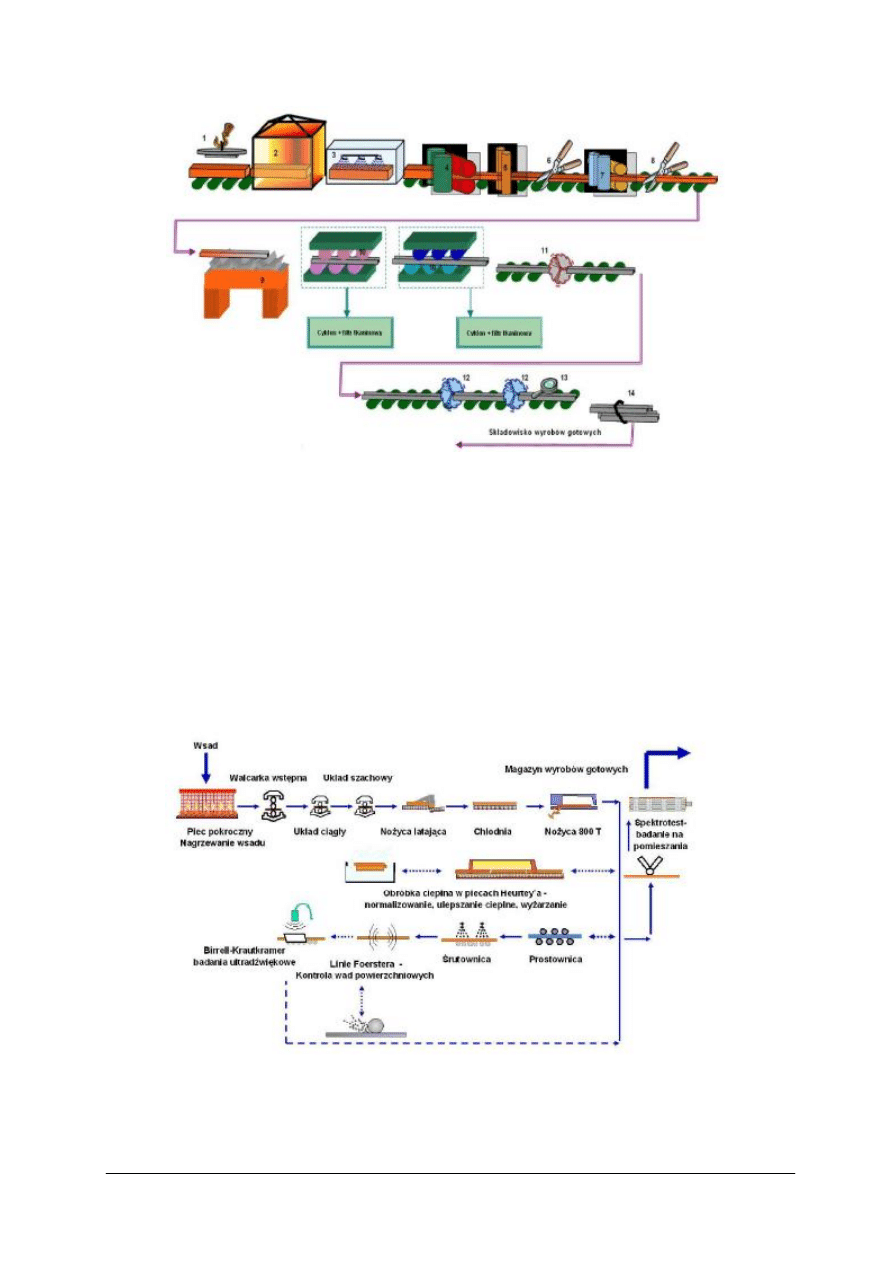
Rys. 12. Schemat walcowni średniodrobnej prętów i kształtowników [5]
Przebieg procesu walcowania prętów i kształtowników w walcowni średniodrobnej
przedstawiono na rys. 12. Wsad po podgrzaniu do temperatury walcowania w piecu
pokrocznym poddawany jest usuwaniu zgorzeliny, a następnie walcowany jest w klatkach
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
kwarto z walcami pionowymi i poziomymi, które posiadają wykroje właściwe dla aktualnie
walcowanego profilu. W walcowni stosuje się trzy układy klatek walcowniczych: walcarka
wstępna, układ pośredni i zespół wykańczający. Po odwalcowaniu pasmo jest cięte
i chłodzone w chłodni, np. pokrocznej. Po wystudzeniu pręty lub kształtowniki
są wykańczane, tj. cięte, obrabiane cieplnie, śrutowane i prostowane.
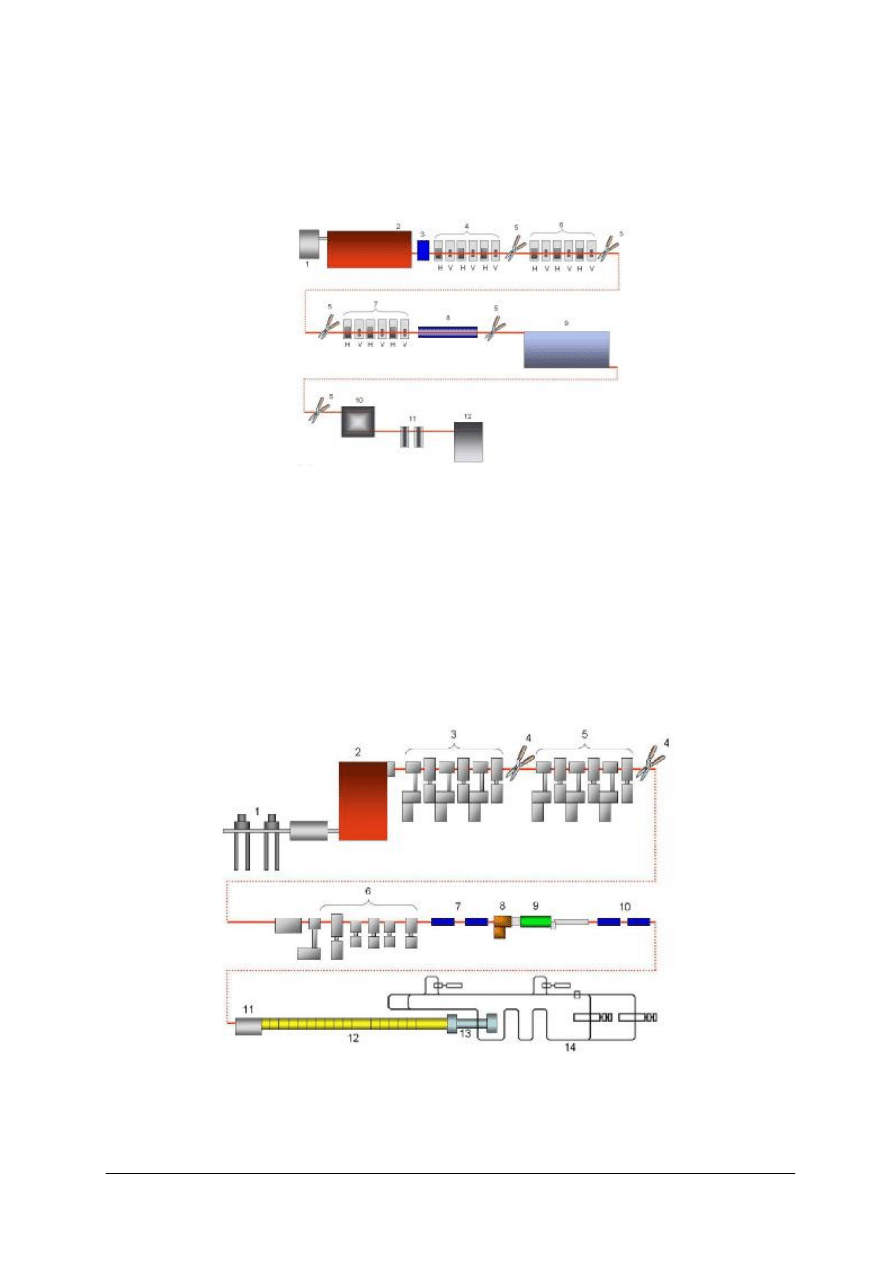
Rys. 13. Schemat walcowni prętów zbrojeniowych: 1
−
ruszt załadowczy, 2
−
piec pokroczny, 3
−
zbijacz
zgorzeliny, 4
−
grupa wstępna, 5
−
nożyca dzieląca, 6
−
grupa pośrednia, 7
−
grupa wykańczająca,
8
−
linia chłodzenia wodnego, 9
−
chłodnia pokroczna, 10
−
urządzenie do formowania wiązek,
11
−
piła stała, 12
−
ruszt odbiorczy [5]
Przebieg procesu walcowania prętów zbrojeniowych w walcowni przedstawiono na rys.
13. Wsad po podgrzaniu do temperatury walcowania w piecu pokrocznym poddawany
jest usuwaniu zgorzeliny, a następnie walcowany jest w trzech zespołach klatek
walcowniczych w układzie pionowo/poziomym: grupa wstępna, grupa pośrednia i grupa
wykańczająca. Po odwalcowaniu pasmo jest chłodzone w chłodni umożliwiającej
przeprowadzenie obróbki cieplnej z ciepła walcowania. Po obróbce cieplnej pręty studzone
są do temperatury otoczenia w chłodni pokrocznej. Po wystudzeniu pręty są wykańczane,
tj. prostowane, cięte i pakowane w wiązki.
Rys. 14. Schemat jednożyłowej walcowni walcówki: 1 – ruszt załadowczy, 2 – piec pokroczny, 3 – grupa
wstępna, 4 – nożyce, 5 – grupa pośrednia 1, 6 – grupa pośrednia 2, 7 – skrzynie wodne, 8 – nożyca,
9 – blok walcowniczy wykańczający, 10 – linia chłodzenia wodnego, 11 – głowica formująca zwoje,
12 – urządzenie Stelmor, 13 – komora formowania kręgów, 14 – urządzenie do wiązania kręgów [5]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Przebieg procesu walcowania walcówki w walcowni jednożyłowej przedstawiono na rys.
14. Wsad po podgrzaniu do temperatury walcowania w piecu pokrocznym poddawany jest
usuwaniu zgorzeliny, a następnie walcowany jest w grupie wstępnej i dwóch grupach
pośrednich oraz w bloku wykańczającym. Po odwalcowaniu pasmo jest chłodzone,
formowane w zwoje, a następnie poddawane jest obróbce cieplnej w urządzeniu Stelmor. Po
obróbce cieplnej formowane są gotowe kręgi walcówki.
Walcownie rur
Produkcja rur bezszwowych składa się z następujących etapów produkcyjnych:
-
nagrzewanie wsadu,
-
dziurowanie (prasa dziurująca lub walcowanie skośne),
-
wydłużanie/rozciąganie,
-
walcowanie na gotowo,
-
obróbka cieplna.
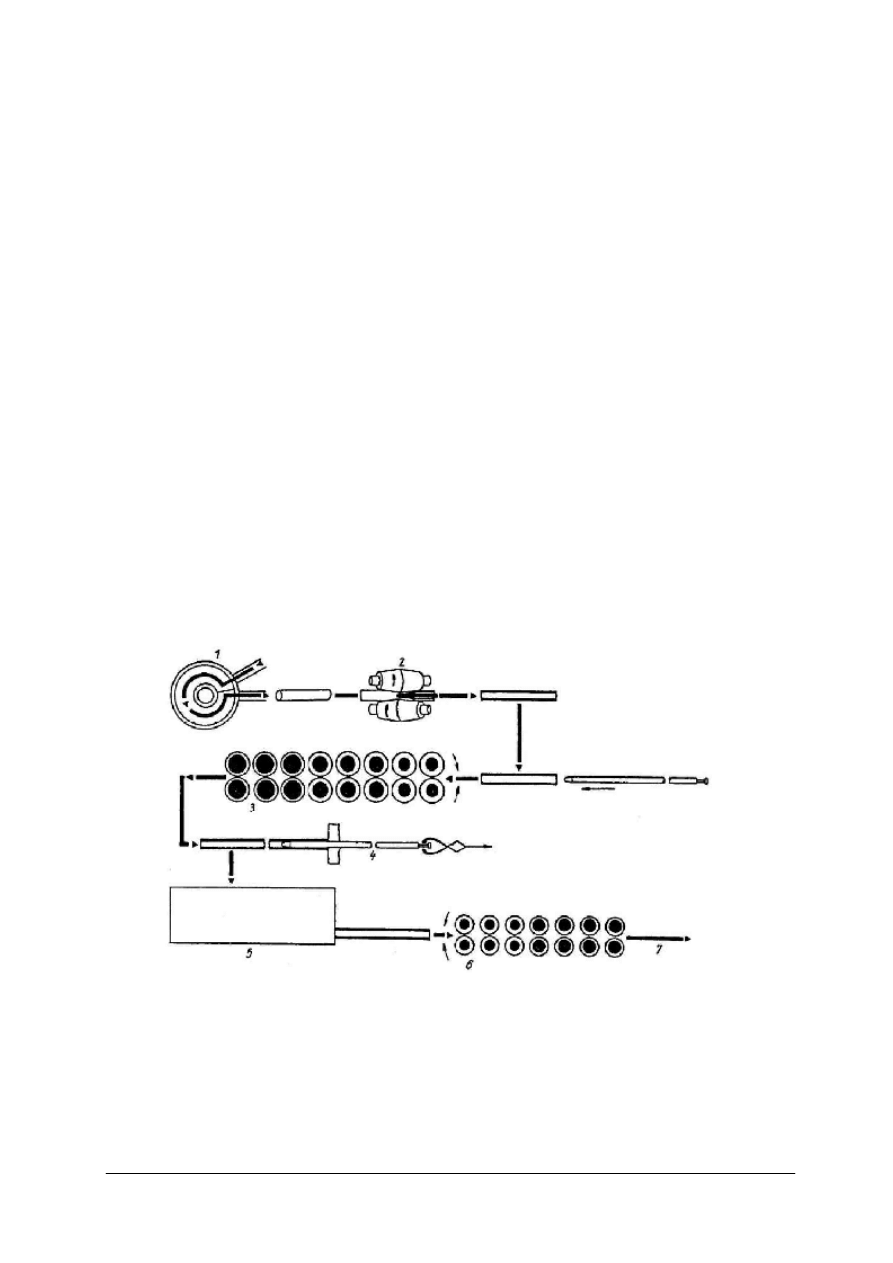
Proces walcowania rur bez szwu może odbywać według różnych schematów
technologicznych. W walcowni z walcarką trzpieniową wsad o przekroju okrągłym
po podgrzaniu do temperatury walcowania w piecu z obrotowym trzonem podlega usuwaniu
zgorzeliny za pomocą wody o wysokim ciśnieniu, a następnie walcowany w walcarce skośnej
(walcarka skośna charakteryzuje się skośnym ustawieniem walców, co powoduje
w walcowanym paśmie układ naprężeń prowadzący do samoczynnego powstania otworu
w centralnej części walcowanego pasma) (rys. 15). Po uzyskaniu tzw. lupy, tj. wstępnie
odwalcowanego pasma z otworem, poddawane jest ono walcowaniu na trzpieniu w walcarce
redukującej. W następnej kolejności następuje rozwalcowanie pasma w celu wyciągnięcia
trzpienia. Następnie pasmo dogrzewane jest w piecu przepychowym i redukowane
w walcarce wykańczającej na wymiar gotowy. Po odwalcowaniu pasmo chłodzone
jest w chłodni pokrocznej, cięte i prostowane w prostownicach rolkowych.
Rys. 15. Schemat walcowni rur bez szwu z walcarką trzpieniową: 1
−
piec z trzonem obrotowym, 2
−
walcarka
dziurująca z walcami skośnymi, 3
−
walcarka trzpieniowa (przesuniecie 45
o
), 4
−
wyciągacz trzpieni,
5
−
piec grzewczy, 6
−
walcarka rozciągająca
−
redukująca (przesunięcie 60
o
), 7
−
na chłodnie i do linii
wykańczających [5]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
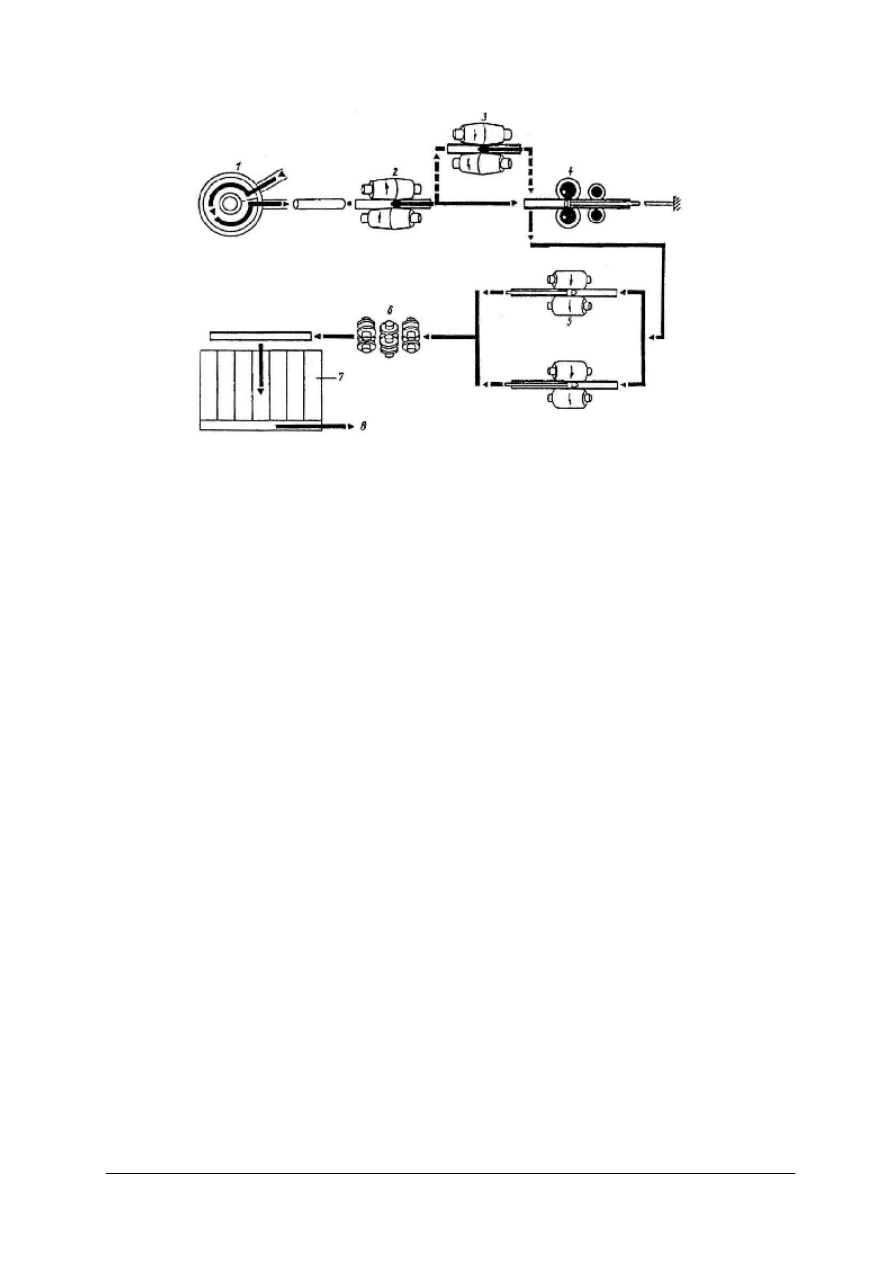
Rys. 16. Schemat walcowni rur bez szwu z automatyczną klatką duo: 1
−
piec z trzonem obrotowym,
2
−
walcarka dziurująca z walcami skośnymi, 3
−
walcarka wydłużająca z walcami skośnymi,
4
−
automatyczne duo do rur bez szwu, 5
−
obtaczarka, 6
−
walcarka kalibrująca, 7
−
chłodnia, 8
−
do
wykańczalni [5]
W walcowni z automatyczną klatką duo wsad o przekroju okrągłym po podgrzaniu
do temperatury walcowania w piecu z obrotowym trzonem podlega usuwaniu zgorzeliny
za pomocą wody o wysokim ciśnieniu, a następnie jest walcowany w walcarce skośnej
(rys. 16). Po uzyskaniu tzw. lupy, tj. wstępnie odwalcowanego pasma z otworem, poddawane
ono jest:
−
albo walcowaniu na trzpieniu w automatycznej walcarce redukującej duo,
−
albo wydłużaniu w walcarce skośnej (bez trzpienia), po włożeniu trzpienia obtaczane
w walcarce skośnej, a następnie po usunięcia trzpienia kalibrowane na wymiar gotowy.
Po odwalcowaniu pasmo chłodzone jest w chłodni pokrocznej, cięte i prostowane
w prostownicach rolkowych.
Inną technologię stosuje się w przypadku wykorzystania jako wsadu kęsów
kwadratowych. Po pocięciu wsadu na bloczki o określonej długości podgrzewane
są one do temperatury walcowania w piecu z obrotowym trzonem, a następnie dziurowane
na prasie dziurującej. Kolejną operacją jest wydłużanie w walcarce wydłużającej (alongator),
w której uzyskuje się tzw. lupę. Poddawana jest ona walcowaniu na trzpieniu w walcarce
redukującej. W następnej kolejności następuje rozwalcowanie pasma w celu wyciągnięcia
trzpienia. Następnie pasmo dogrzewane jest w piecu przepychowym i redukowane
w walcarce wykańczającej na wymiar gotowy. Po odwalcowaniu pasmo chłodzone
jest w chłodni pokrocznej, cięte i prostowane w prostownicach rolkowych.
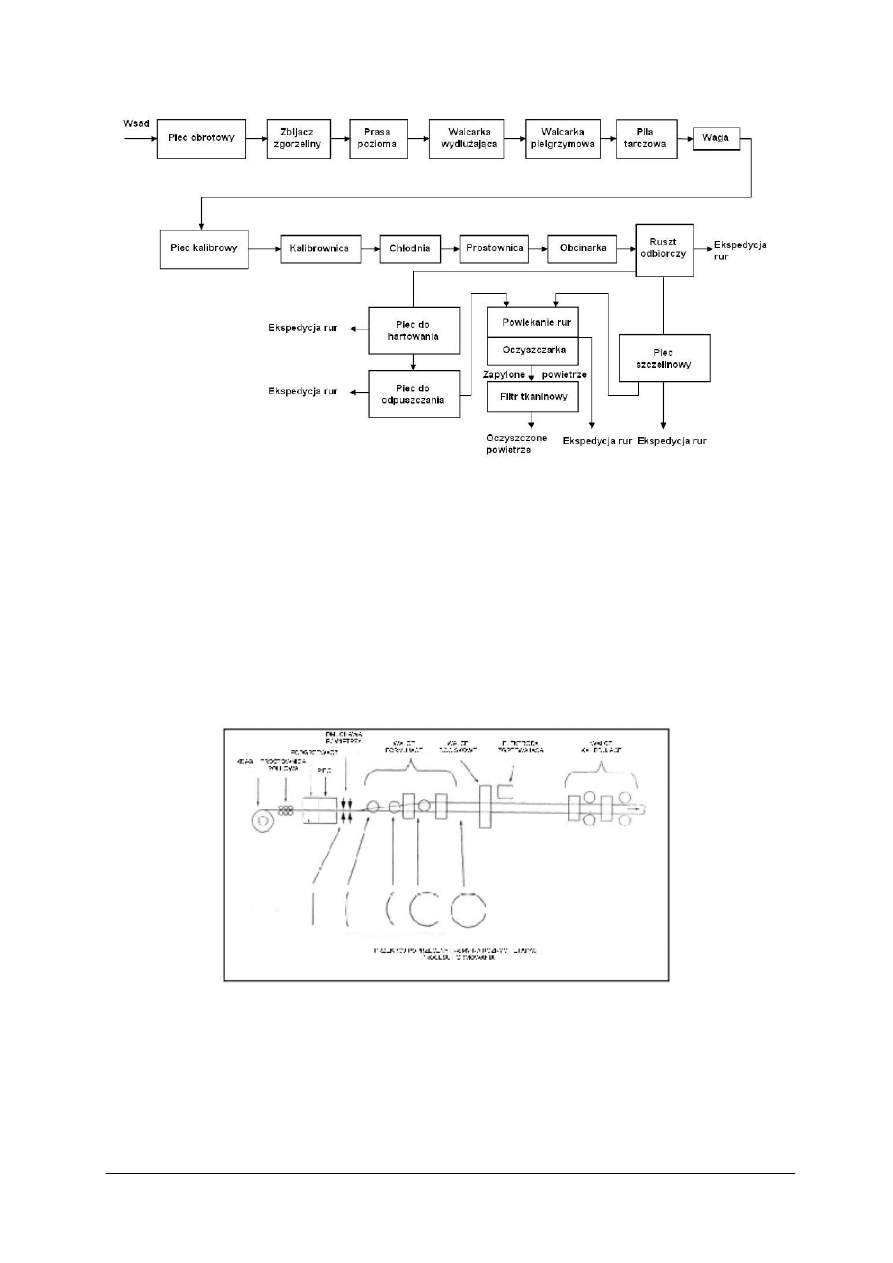
Niektóre asortymenty rur bez szwu są wytwarzane w procesie walcowania na gorąco
w walcarkach pielgrzymowych (rys. 17). Wsadem do produkcji są kęsiska kwadratowe.
Kęsiska są podgrzewane do temperatury walcowania w piecu obrotowym, a następnie
przekazywane do prasy poziomej (kalibracja wymiarów), walcarki wydłużającej i walcarki
pielgrzymowej. Po walcowaniu rury są podgrzewane i kalibrowane na końcowy wymiar.
Rury poddawane są obróbce cieplnej zgodnie z zamówieniem (np. odpuszczanie, hartowanie).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Rys. 17. Schemat walcowni pielgrzymowej rur bez szwu [5]
W procesach walcowania na gorąco wytwarza się też niektóre asortymenty rur ze szwem.
Wsadem jest blacha walcowana na gorąco o odpowiedniej szerokości, dobranej do żądanego
wymiaru rur. Blacha zwijana jest w tak zwaną rurę szczelinową, po czym następuje zgrzanie
brzegów blachy prądami wysokiej częstotliwości i otrzymuje się rurę ze szwem. Jest ona
podgrzewana w piecu tunelowym do temperatury walcowania na gorąco, a następnie
redukowana bez trzpienia w walcarce redukującej. Po odwalcowaniu rury chłodzone są
w chłodni łańcuchowej, cięte są na odpowiednie długości, poddawane obróbce końców
i sprawdzeniu szczelności.
Rury zgrzewane są produkowane z taśmy stalowej walcowanej na zimno lub na gorąco,
z szerokiej taśmy walcowanej na gorąco, lub z blachy grubej. W zasadzie proces produkcyjny
obejmuje zginanie taśmy lub blachy grubej na rurę szczelinową i zamknięcie szczeliny przez
zgrzewanie. Rysunek 18 przedstawia schematycznie ciągłą produkcję rur.
Rys. 18. Schemat technologiczny dla ciągłej produkcji rur [5]
Walcowanie blach grubych
Walcowanie blach grubych przez operację nawracania jest podobne do walcowania
wstępnego przy produkcji taśm. Kęsiska płaskie są walcowane na blachy grube w tak
zwanych operacjach walcowania wielostopniowego, gdzie kęsiska płaskie są wydłużane,
obracane o 90
0
za pomocą rolek stożkowych na specjalnym samotoku, rozszerzane, obracane
ponownie i walcowane na pożądaną grubość.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Transport materiału wsadowego pomiędzy klatkami walcowniczymi
Zazwyczaj do transportu materiału walcowanego służą samotoki umieszczone wzdłuż
całego zespołu klatek walcowniczych taśm. Samotoki te składają się z pojedynczych rolek
metalowych drążonych i/lub pełnych (litych) z napędem indywidualnym lub grupowym,
uzyskiwanym za pomocą silnika elektrycznego i przekładni, jeśli to konieczne.
W szczególnych przypadkach, na przykład przy późniejszej modernizacji walcowni,
obejmującej zwiększenie ciężaru pojedynczych wyrobów lub zainstalowania dodatkowego
wyposażenia, odległość pomiędzy klatką wstępną i klatką wykańczającą nie jest już
wystarczająca dla rozłączenia tych dwóch procesów. W takich przypadkach instalowane są
pośrednie urządzenia magazynujące.
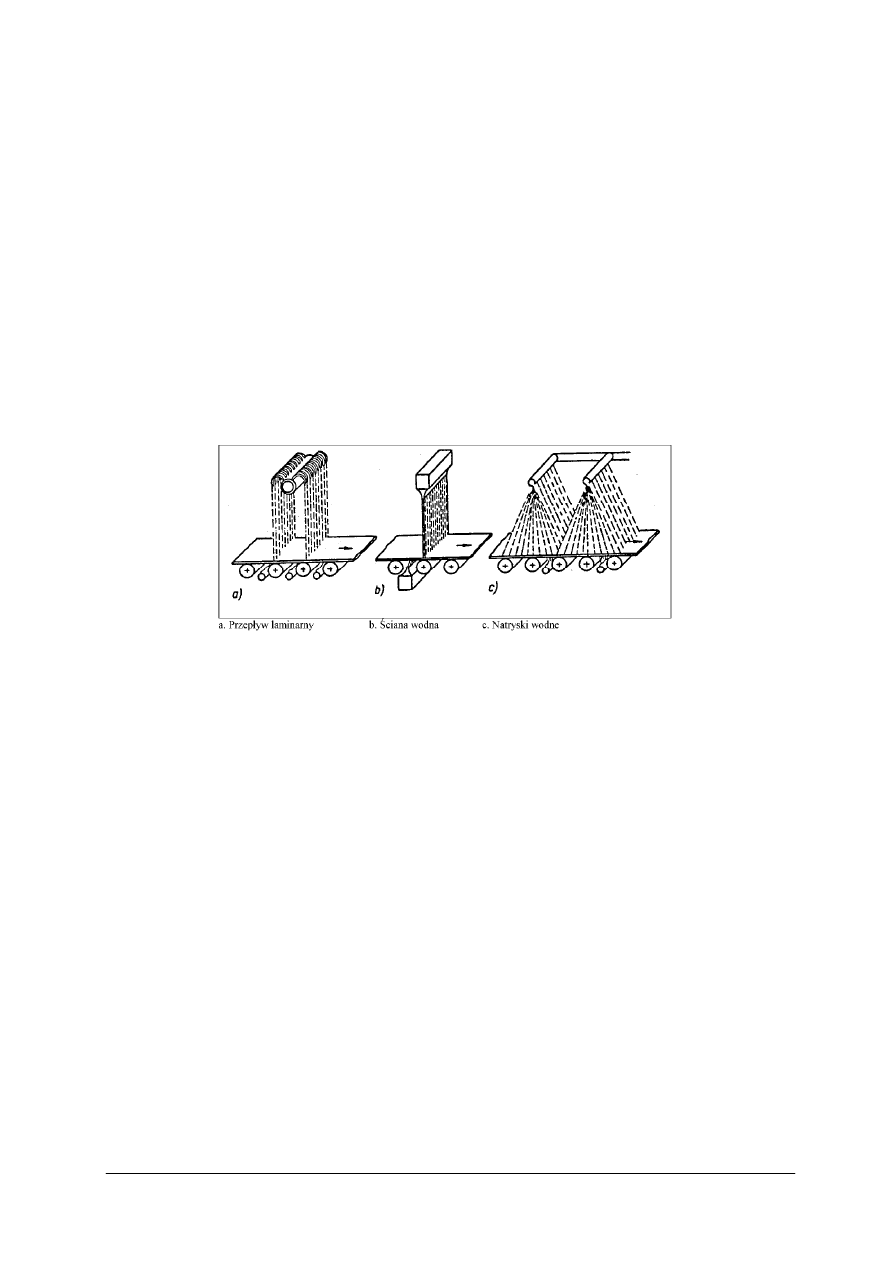
Linie chłodzenia
W połączeniu z odpowiednią kontrolą temperatury w obrębie zespołów klatek
wykańczających, linia chłodzenia zapewnia materiałowi pożądane parametry mechaniczno-
technologiczne. Stal jest szybko schładzana przy zastosowaniu natrysków wodnych, ścian
wodnych albo przepływów laminarnych (rys. 19).
Rys. 19. Różne rodzaje chłodzenia wodnego [5]
Obecnie najbardziej rozpowszechnione jest stosowanie chłodzenia z przepływem
laminarnym na samotokach odprowadzających. Zazwyczaj rozgałęźne rury natryskowe
(umieszczone nad i pod linią przejścia) są pogrupowane w sekcje, czasami o różnej wielkości
przepływu wody. Każda sekcja i/lub każda rura rozgałęźna jest indywidualnie regulowana,
tak aby można było realizować pożądaną temperaturę chłodzenia.
Produkcja blach cienkich i blach grubych
Do produkcji blachy cienkiej w arkuszach kręgi z taśmą walcowaną na gorąco są
rozwijane za pomocą rozwijarek i taśma jest doprowadzana do linii cięcia blach, która jest
wyposażona w prostownice do prostowania taśmy.
Arkusze blach grubych są produkowane na liniach cięcia blach po procesie walcowania.
Blachy grube po okrawaniu obu boków i obcięciu końców odpadowych są cięte na pożądaną
długość. Cięcie na wymiar, na specjalne wyroby, jest wykonywane przez maszyny do cięcia
(urządzenia do cięcia palnikowego, plazmowego lub laserowego). Jakość wewnętrzna blach
grubych może być badana za pomocą technik ultradźwiękowych. Automatycznie pracujące
defektoskopy ultradźwiękowe mogą być instalowane w samotoku odprowadzającym w linii
cięcia blach.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Obróbka cieplna blach grubych
Część gotowych blach grubych poddawana jest obróbce cieplnej. Przy wyżarzaniu stal
jest ogrzewana do temperatury poniżej temperatury Ac
1
w celu zmniejszenia naprężeń. Dla
celów normalizowania stal jest ogrzewana do temperatury powyżej temperatury przemiany
i chłodzona powietrzem. Celem normalizowania jest uzyskanie drobnego ziarna i takiego
rozkładu węglika żelaza, który będzie się łatwiej rozpuszczał, czyli uzyskanie struktury
austenitycznej. Może być również stosowane hartowanie, odpuszczanie i inne metody obróbki
cieplnej. Do tych celów stosuje się kilka różnych typów pieców, takich jak piec pokroczny,
piec z trzonem samotokowym lub piec z trzonem wysuwanym.
Warsztat walców
Walce robocze, jak również walce oporowe dla walcarek wstępnych i dla walcarek
wykańczających są kondycjonowane zgodnie z dobrze zdefiniowanymi specyfikacjami,
zależnie od produktu, który ma być walcowany. Kondycjonowanie walców jest
przeprowadzane w warsztacie walców, gdzie stosowane są typowe techniki warsztatu
mechanicznego, takie jak obróbka skrawaniem i szlifowanie. Warsztat walców zawiera
najczęściej:
-
rejon chłodzenia, gdzie walce robocze są chłodzone na otwartym powietrzu albo przez
zraszanie wodą,
-
rejon przygotowania, gdzie osprzęty są demontowane i montowane (w niektórych
przypadkach maszyny warsztatu walców umożliwiają rekondycjonowanie walców bez
uprzedniego demontażu),
-
rejon czyszczenia, gdzie walce, które mają być rekondycjonowane, są oczyszczane
z osadów i smarów. (Techniki czyszczenia obejmują oczyszczanie parą, stosowanie
alkalicznych roztworów odtłuszczających, stosowanie rozpuszczalników organicznych),
-
typowe wyposażenie warsztatu mechanicznego obejmujące tokarki i szlifierki, które
posiadają indywidualny system chłodzenia, gdzie chłodziwo jest ciągle przerabiane
w celu oddzielenia wiórów i szlamu szlifierskiego.
Przegląd procesu walcownia blach na zimno
Przy walcowaniu na zimno własności wyrobów taśmowych walcowanych na gorąco, np.
grubość, cechy mechaniczne i technologiczne są zmieniane przez zgniatanie pomiędzy
walcami bez uprzedniego ogrzewania wsadu. Wsad jest otrzymywany z walcowni gorących
w postaci kręgów.
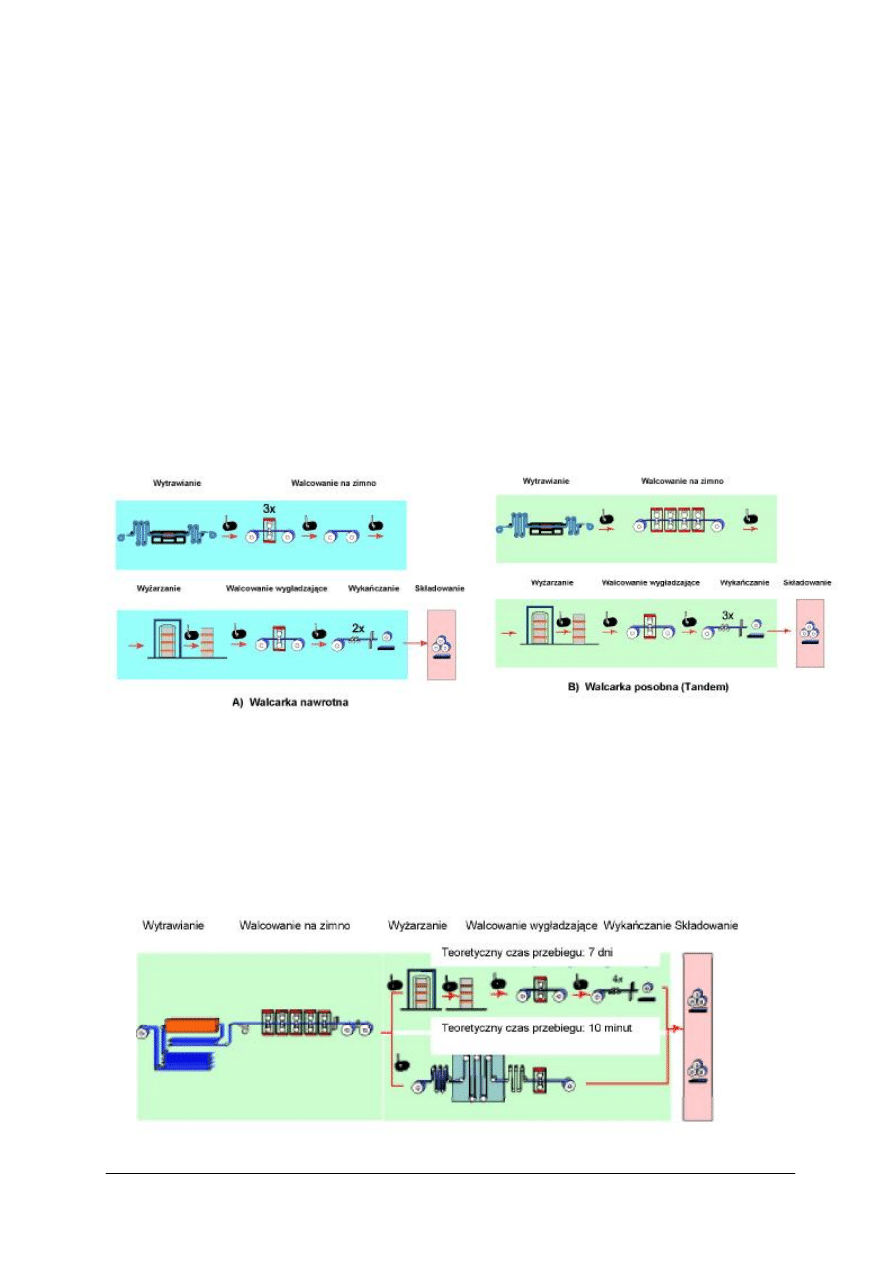
Operacje przeróbki i kolejność przeróbki na walcowni zimnej zależy od jakości przerabianej
stali. Przeróbka stali niskostopowych i stali stopowych (stali węglowych) przebiega
zazwyczaj w następującej kolejności: trawienie, walcowanie, wyżarzanie, walcowanie
wygładzające i wykańczanie.
Przebieg procesu dla stali wysokostopowej (stal nierdzewna) wymaga operacji wyżarzania
początkowego przed trawieniem z powodu twardości stali jakościowej i, ponadto, konieczne
może być kilka dodatkowych operacji wyżarzania i/lub trawienia podczas walcowania.
Wyrobami walcowanymi na zimno są głównie taśmy i blachy cienkie (typowa grubość
0,16–3 mm) z wysokiej jakości wykończeniem powierzchni i dokładnymi własnościami
metalurgicznymi do stosowania w wyrobach o wysokich wymaganiach.
Typowe konfiguracje walcowni zimnych są pokazane na (rys. 20), walcownie zimne
zazwyczaj obejmują:
-
Ciągłą linię wytrawiania, gdzie warstwa tlenków utworzona podczas walcowania na
gorąco jest usuwana przez trawienie kwasem siarkowym, kwasem solnym lub mieszaniną
kwasu azotowego i kwasu fluorowodorowego. Do poprawy kształtu taśmy
i mechanicznego zbijania warstwy tlenkowej może być stosowana prostownica
rozciągająca lub zabudowany w linii przepust wygładzający.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
-
Walcarkę zimną składającą się najczęściej z 4-klatkowej lub 5-klatkowej walcarki
posobnej czterowalcowej lub walcarki nawrotnej czterowalcowej. Walcowanie na zimno
redukuje początkową grubość taśmy gorąco walcowanej typowo o 50 do 80 %.
-
Urządzenia wyżarzające do przywracania ciągliwości taśmie stalowej, którą traci się
w wyniku umocnienia podczas walcowania na zimno.
-
Walcarki wygładzające do nadawania wyżarzonemu materiałowi wymaganych własności
mechanicznych. Materiał jest poddawany lekkiemu przepustowi wygładzającemu,
najczęściej na walcarce wygładzającej kwarto. Gładkość walców roboczych walcarki jest
przekazywana taśmie przez nacisk walców.
-
Kontrola i linie wykańczające, tutaj kręgi o różnej długości mogą być zgrzewane ze sobą,
w celu uzyskania wymaganego ciężaru, lub mogą być rozcinane na wymaganą szerokość.
Również kręgi są cięte na arkusze o wymaganej długości i szerokości. Równocześnie
mogą być wycinane i złomowane wadliwe części taśmy.
-
Linie pakowania kręgów lub arkuszy blach stosownie do przeznaczenia i/lub środków
transportu.
-
Warsztat walców, gdzie przygotowywane są walce robocze i walce oporowe dla walcarki
zimnej i walcarki wygładzającej.
Rys. 20
.
Typowe konfiguracje walcarek taśm zimno walcowanych [5]
Konstrukcja walcarki do produkcji stalowych transformatorowych blach cienkich jest
bardzo podobna do walcarki opisanej wyżej. Walcarka zawiera zazwyczaj nawrotną klatkę
walcowniczą kwarto, która jest powiększana dla walcowania i dla alternatywnego walcowania
wygładzającego (przepust zgrubny ze zgniotem do 7%). Dla wyższych zawartości Si
zgrzewanie doczołowe przednich i tylnych końców kręgów dla uzyskania taśmy bez końca,
musi być zastąpione przez „klamrowanie” końców kręgów. Rysunek 21 przedstawia przykład
koncepcji zmodyfikowanej walcowni.
Rys. 21. Linia procesu walcowania na zimno z ciągłym wyżarzaniem [5]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Wytrawianie walcowanej na gorąco stali niskostopowej i stopowej
Cała powierzchnia kręgów walcowanych na gorąco jest pokryta cienką warstwą
zgorzeliny zawierającej tlenki, które muszą być usunięte przed walcowaniem na zimno.
Realizuje się to przez wytrawianie kwasem solnym lub kwasem siarkowym w temperaturach
najczęściej w zakresie od 75°C do 95°C.
Po trawieniu taśma lub blacha cienka musi być całkowicie spłukana wodą zdemineralizowaną
(lub równoważną) a następnie osuszona. Natłuszczanie taśmy lub blachy wykonuje się olejem
walcowniczym albo olejem antykorozyjnym.
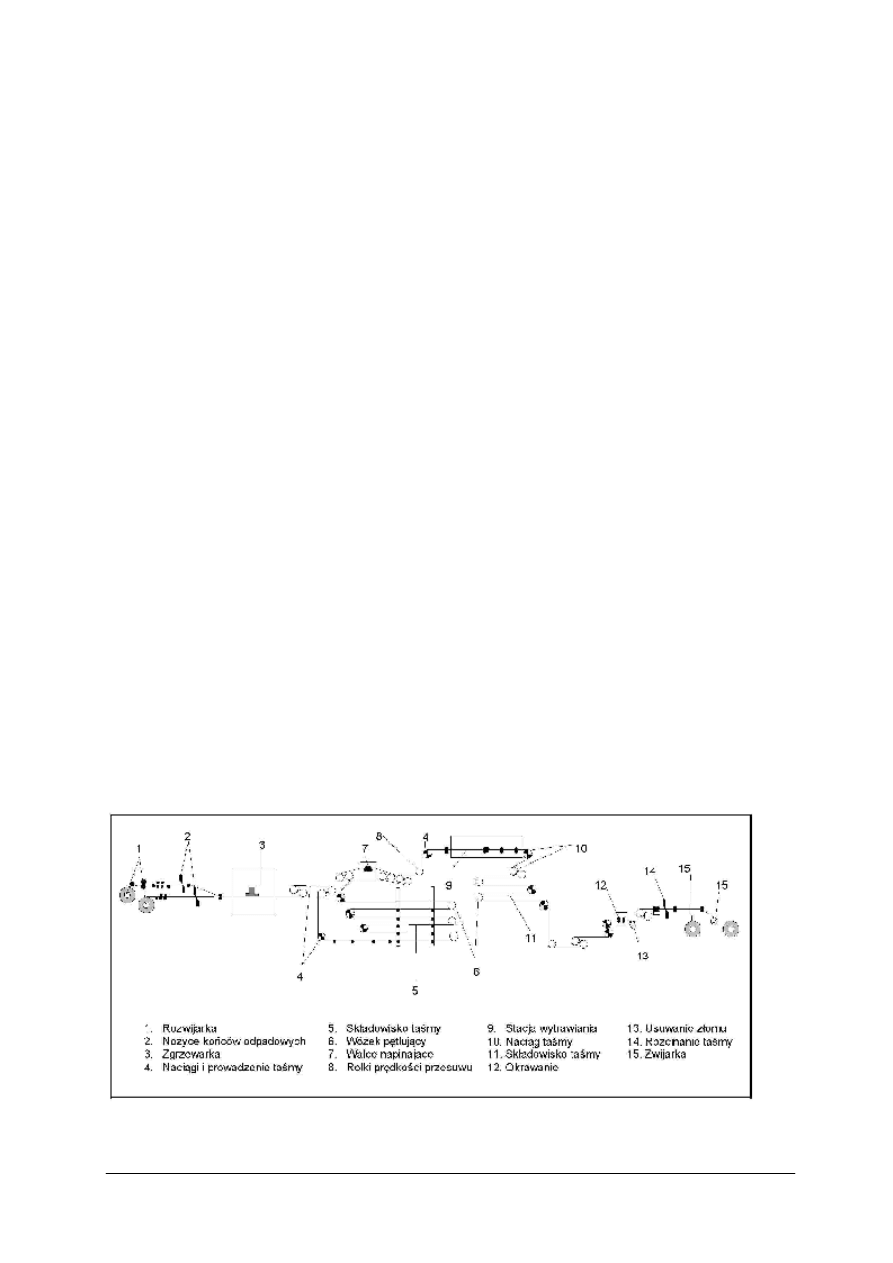
Linie wytrawiania
Wytrawianie może być realizowane w procesie nieprzelotowym (zazwyczaj dla prętów,
walcówki lub rur), w procesie pół – ciągłym lub w procesie ciągłym i może się składać
z kilku etapów stosujących różne kąpiele kwasowe. Poniższy opis procesu dotyczy linii
ciągłego wytrawiania, w których stal jest wytrawiana w formie kręgów. Każdy z niżej
opisanych etapów wytrawiania może być również realizowany jako nieprzelotowy proces
indywidualny. Typowa wytrawialnia może zawierać:
-
urządzenie chroniące kręgi przed uszkodzeniem, zainstalowane na rozwijarce, dla
uniknięcia występowania linii płynięcia przy wchodzeniu kręgu gorąco walcowanego,
-
zgrzewanie końców kręgów gorąco walcowanych, dla uzyskania taśmy ciągłej, w celu
zapewnienia stałych czasów wytrawiania,
-
wyposażenie prostujące przed wejściem taśmy gorąco walcowanej do wanien do
wytrawiania; prostowanie poprawia płaskość taśmy gorąco walcowanej i wydajność
trawienia w wyniku usuwania zgorzeliny podczas prostowania,
-
strefę wytrawiania chemicznego; wyposażenie do wytrawiania w postaci głębokiej wanny
lub płytkiej wanny (z turbulencją),
-
strefy płukania do usuwania resztek kwasu z powierzchni taśmy,
-
okrawanie taśmy dla uzyskania ciętych krawędzi i dokładnych szerokości,
-
kontrolę taśmy na tolerancje wymiarowe, wady powierzchniowe i pozostałości,
-
natłuszczanie taśmy (może to nie być wymagane w kombinowanej linii wytrawiania
i walcowania).
Wytrawianie jest przeprowadzane w całkowicie zamkniętej instalacji lub w wannach
wyposażonych w okapy. W obu przypadkach urządzenia pracują przy odsysaniu/usuwaniu
wszelkich powstających oparów. Rysunek 22 prezentuje kroki operacyjne w liniach ciągłego
wytrawiania.
Rys. 22. Schemat linii ciągłego wytrawiania [5]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Wykańczanie
Wykańczanie obejmuje podłużne rozcinanie taśm w kręgach na taśmy o różnej
szerokości i poprzeczne cięcie taśmy na arkusze. Wykonywane są również dodatkowe
operacje takie jak prostowanie, pobieranie próbek, natłuszczanie i znakowanie. Zwykle
stosowane techniki są podobne dla stali niskostopowych i stali wysokostopowych, jednakże
dla stali nierdzewnych natłuszczanie olejem nie jest potrzebne.
Proces wykańczania obejmuje następujące operacje:
-
kontrola wymiarów (szerokość, grubość i długość),
-
kontrola wad powierzchniowych i ich usuwanie.
-
pobieranie próbek dla określenia własności mechanicznych i technologicznych, struktury
szorstkości taśmy i zawartości resztek cząsteczek z zużycia walców i węgla na
powierzchni taśmy (opróbowanie statystyczne),
-
okrawanie kręgów (taśm) na dokładną szerokość,
-
prostowanie taśm na optymalną płaskość,
-
natłuszczanie taśm za pomocą olejowych natłuszczarek elektrostatycznych lub
natłuszczarek olejowych wyposażonych w natryski lub natłuszczarek olejowych walców
(oleje antykorozyjne lub smary wstępne),
-
znakowanie wyrobów gotowych,
-
zgrzewanie końców różnych mniejszych kręgów na większe kręgi.
Wadliwe części kręgów są eliminowane i, w razie potrzeby, materiał jest poddawany
dodatkowej obróbce dla usuwania wad. Może to obejmować dodatkowe wyżarzanie,
walcowanie wygładzające lub prostowanie.
Szlifowanie taśmy
Szlifowanie powierzchni stali może być stosowane do wytwarzania powierzchni
z jednolitą jakością jak również do naprawiania wad. Taśma jest zazwyczaj rozwijana na
wyznaczonych liniach technologicznych, natryskiwana olejem i szlifowana taśmami
o różnych szorstkościach powierzchni. Dla tego procesu powszechnie stosowany jest olej
mineralny i instalowane są obiegi filtracyjne służące do usuwania składników stałych (opiłek)
ze ścieku poszlifierskiego, generowanego podczas szlifowania.
Specjalne metody walcowania
Niektóre procesy technologiczne stosowane są tylko do pewnych wyrobów i można je
prowadzić zarówno na terenie huty, jak też i poza nim. Należy do nich produkcja blach
białych, ocynkowanych, falistych oraz profilów z taśm.
Blachy białe
Blachami białymi nazywa się blachy pokryte obustronnie cieniutką warstwą cyny.
Pokrywania tego dokonuje się metodą ogniową względnie elektrolityczną. Produkcja ta
należy do trudnych, wymaga dużej staranności oraz dobrego przygotowania powierzchni
blachy przed ocynowaniem.
Do wyrobu blach białych używa się blachy ze stali niskowęglowej, bardzo czystej,
a z wlewka przeznacza się do ich produkcji tylko najzdrowszą część środkową. Od jakości
wsadu walcowanego zależy jakość powierzchni blach po walcowaniu na zimno. Zasadniczo
blachy białe wyrabia się o grubości 0,20÷0,37 mm, jakkolwiek na specjalne żądanie można
produkować blachy nieco grubsze.
Stosowane u nas ogniowe powlekanie blach polega na przepuszczaniu poszczególnych
arkuszy przez kąpiel roztopionej cyny. Dla ochrony cyny przed utlenieniem oraz dla
ułatwienia powlekania, kąpiel nakrywa się warstwą oleju. Najlepszy do tego celu jest olej
palmowy, jakkolwiek stosuje się też niekiedy olej kokosowy; ostatnio osiągnięto dobre
wyniki stosując mieszanki olejów krajowych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Ogniowe powlekanie jest bardzo nieekonomiczne; wynika to z dużego zużycia cyny,
której ilość wynosi 20 ÷45 g/m
2
(a w szczególnych przypadkach dochodzi do 60 g/m
2
obustronnie ocynowanej powierzchni), poważnego zużycia drogiego oleju oraz trudności
uniknięcia zacieków i porów. Ekonomię procesu można nieco polepszyć przez zastąpienie
oleju odpowiednimi namiastkami.
Produkcja blach białych metodą elektrolityczną (galwaniczną) przebiega w sposób
ciągły. Proces polega na wydzielaniu cyny z elektrolitu i pokrywaniu nią powierzchni taśmy.
Zależnie od rodzaju elektrolitu rozróżnia się proces kwaśny lub zasadowy. Bardziej
ekonomiczny jest proces kwaśny. Powlekana taśma jest katodą, anody wykonane są z cyny.
Po powleczeniu stosuje się nadtapianie powłoki, przez co zyskuje się połysk i lepszą zwartość
cyny. Zabiegu tego dokonuje się w specjalnych piecach lub indukcyjnie. Zaletą metody
elektrolitycznej jest możliwość regulacji w bardzo szerokim zakresie grubości powłoki cyny.
Blachy ocynkowane
Produkcja blach ocynkowanych jest łatwiejsza. Blachy stalowe przeznaczone na ten cel
są trawione i czyszczone z tłuszczu i brudu. Pokrywanie odbywa się przeważnie metodą
ogniową, gdyż wobec niskiej ceny cynku proces galwaniczny nie opłaca się. Urządzeniem do
powlekania jest zazwyczaj zwykły zbiornik roztopionego cynku lub może on być
wyposażony w rolki prowadzące, ułatwiające przepuszczanie blach. Kąpiel cynku dla
ochrony przed utlenieniem i parowaniem jest pokryta warstwą topnika. Powłoka cynku
otrzymywana tą metodą jest wówczas dobra, gdy kąpiel cynkowa nie
1
wzbogaci się
nadmiernie w stopniowo rozpuszczające się żelazo. Wtedy warstwa cynku staje się coraz
bardziej krucha i odpryskuje nawet przy zginaniu. Blachy ocynkowane otrzymywane tą
metodą nadają się do krycia dachów itp., tzn. tam, gdzie blacha jest tylko zginana i to nie pod
ostrym kątem.
Dużo lepsze wyniki uzyskuje się przy cynkowaniu metodą Sędzimira, stosowaną do
taśm. Zasada jej polega na odpowiednim przygotowaniu powierzchni blachy przed
ocynkowaniem. Przygotowanie powierzchni następuje w piecu, którego przestrzeń robocza
podzielona jest na dwie części, utleniającą i redukującą. W części utleniającej powierzchnia
taśmy pokrywa się zgorzeliną, która zostaje z powrotem zredukowana do metalicznego żelaza
w redukującej części pieca. Bezpośrednio do pieca przylega tzw. dziób, w którym znajduje się
kąpiel cynku. Blachy ocynkowane otrzymywane tą metodą mają powłokę ściśle przylegającą,
tak że wytrzymuje ona proste operacje tłoczenia.
Blachy faliste
W przemyśle budowlanym stosuje się niekiedy blachy faliste jako pewnego rodzaju
elementy konstrukcyjne. Blachy tego rodzaju stosowane są jako tzw. blachy czarne (bez
powłok cynkowych) lub ocynkowane.
Do wyrobu blach falistych używa się jak poprzednio gorszych gatunków blach stali
węglowych. Produkcja polega na przepuszczaniu blachy przez karbowane w odpowiedni
sposób walce lub przez wytłoczenie fal w foremniku na prasach.
Kształtowniki walcowane na zimno
Duży rozwój techniki oraz stałe dążenie do zmniejszenia ciężaru elementów
konstrukcyjnych doprowadziło do opracowania nowego sposobu i produkcji na zimno
kształtowników z taśm. Wyroby otrzymywane tą metodą odznaczają się dużą wytrzymałością
przy znacznie niniejszym ciężarze w stosunku do walcowanych na gorąco. Produkuje się je na
maszynach łączących w sobie elementy prostownic i walcarek. Wyposażone są one
w szereg napędzanych rolek (walców) z wyciętymi w nich bruzdami.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Pomiędzy walcami znajdują się prowadnice, zapewniające odpowiednie prowadzenie
taśmy.
Do najczęściej spotykanych wad materiałowych należy zaliczyć: łuski, naderwania,
pęknięcia, rysy, wtrącenia niemetaliczne, nieodpowiedni skład chemiczny oraz za niskie wła-
sności mechaniczne. Najczęstszą wadą walcowania jest nieprawidłowy profil wyrobu
zarówno pod względem kształtu oraz dokładności wymiarów, jak również pod względem
jakości powierzchni. Często źródłem wad w wyrobach walcowanych mogą być wady
występujące we wlewku. Skutek złego obcięcia głowy − jamy skurczowe, pęcherze,
rzadzizny, likwacje.
Zalecenia dotyczące eksploatacji walcarek
−
walcarki powinny być ustawienie w miejscu zapewniającym wygodny dostępem do
wszystkich jej elementów niezbędnych podczas procesu walcowania,
−
każdy pracownik przed rozpoczęciem pracy powinien być zapoznany z instrukcją bhp
obowiązującą na danym stanowisku pracy oraz wyposażony w odpowiednią odzież
roboczą i środki ochrony indywidualnej,
−
przeprowadzić (zgodnie z ustalonymi przez pracodawcę lub producenta) czasookresów
oględzin, konserwacji i przeglądów walcarek, w tym:
−
zwrócić uwagę na stan techniczny instalacji elektrycznej (czy nie ma uszkodzeń połączeń
i izolacji, mogących powodować porażenie prądem elektrycznym),
−
sprawdzić i przeprowadzić konserwacje układu sterowania i układu napędowego walców,
−
sprawdzić
przed
przystąpieniem
do
pracy
działanie
urządzeń
ochronnych
zainstalowanych na maszynie,
−
zużyte części naprawić lub wymienić,
−
przed przystąpieniem do pracy należy sprawdzić stan techniczny lub ewentualnie
zastosować osłony ruchomych elementów napędu walcarki,
−
sprawdzić poziom oleju w układzie hydraulicznym walcarki i w razie potrzeby uzupełnić,
−
miejsca stwarzające zagrożenie dla pracownika lub innych osób powinny być osłonięte
w postaci zastosowania urządzeń ochronnych w formie ogrodzeń, barierek, osłon stałych
ruchomych (ażurowych lub pełnych), osłon z urządzeniami blokującymi, itp.,
−
wszystkie koła zębate, pasy napędowe lub wały obrotowe walcarki powinny być
osłonięte i zabezpieczone przed przypadkowym kontaktem,
−
nie wolno zdejmować osłon i zabezpieczeń z użytkowanych walcarek,
−
sprawdzić, przed uruchomieniem walcarki, czy są założone wszystkie osłony elementów
ruchomych,
−
sprawdzić, czy zastosowane osłony zamykają strefę niebezpieczną (całkowicie ją
osłaniając), a ponadto czy są w dobrym stanie technicznym,
−
każda walcarka powinna mieć uziemienie ochronne,
−
ze względu na bezpieczeństwo przewody i urządzenia elektryczne powinny być
szczególnie starannie zabezpieczone przed wilgocią i działaniem cieczy stosowanych
podczas walcowania,
−
do zakładania i zdejmowania ciężkich przedmiotów, narzędzi (walców), arkuszy blach
należy stosować urządzenia transportowe tj.: wciągniki, żurawie, suwnice, wózki
jezdniowe z odpowiednim osprzętem,
−
odsunąć pracownika od strefy roboczej walców walcarki poprzez zautomatyzowanie
procesu podawania (doprowadzania) lub odbioru przerobionego materiału (np.: podajniki,
przenośniki),
−
prowadzone naprawy, oczyszczania i regulacje elementów walcarki, będącej w ruchu,
JEST WZBRONIONA,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
−
oznakować miejsca na walcarce stwarzające zagrożenia dla pracownika lub innych osób
postronnych (np.: spowodowane przez ruchome elementy lub gorące powierzchnie, itp.),
−
niedopuszczalne jest usuwanie ręcznie (gołą dłonią) małych kawałków blachy
znajdujących się pomiędzy dwoma ruchomymi walcami (do usuwania tych kawałków
materiału należy stosować narzędzia ręczne (haczyki, szczypce, itp.),
−
zabronione jest hamowanie ruchu walców ręką lub przy użyciu jakichkolwiek
przedmiotów,
−
nie wolno w czasie walcowania sprawdzać dłonią dokładności obróbki, prowadzić
pomiarów i dokonywać innych podobnych czynności,
−
naprawy walcarek powinna być dokonywane wyłącznie przez osoby upoważnione przez
pracodawcę i posiadające odpowiednie kwalifikacje,
−
nie dopuszczalne jest samodzielne naprawianie uszkodzeń w walcarkach,
−
w razie zauważenia usterki lub nieprawidłowe funkcjonowanie maszyny należy
natychmiast ten fakt zgłosić przełożonemu.
Zasady bezpieczeństwa podczas obsługi walcarek
Typowe zagrożenia występujące podczas użytkowania walcarek
Są to zagrożenia:
−
wciągnięciem, pochwyceniem na skutek kontaktu części ciała operatora lub odzież
z ruchomymi walcami,
−
wciągnięciem, pochwyceniem, zgnieceniem w skutek kontaktu części ciała operatora
z nieosłoniętymi elementami napędu (koła zębate, pasy napędowe, wały obrotowe),
−
zgnieceniem w skutek dostania się części ciała operatora pomiędzy obracające się walce,
−
skaleczeniem się w skutek kontaktu z ostrymi krawędziami walcowanego materiału,
−
zgnieceniem części ciała podczas zaginania materiału na walcach,
−
oparzeniem się w skutek kontaktu z gorącym materiałem podczas walcowania na gorąco,
−
zaprószeniem oczu, oparzeniem na skutek wyrzutu gorących iskier podczas walcowania
na gorąco,
−
wciągnięciem, pochwyceniem, poparzeniem w skutek stosowania niewłaściwej odzieży
roboczej (zbyt luźno noszonej),
−
porażeniem prądem elektrycznym na skutek bezpośredniego lub pośredniego kontaktu
z elementem maszyny znajdującym się pod napięciem,
−
uderzeniem, zgnieceniem, starciem, obtarciem w skutek upadku ciężkich przedmiotów
lub narzędzi (walce, materiał obrabiany (blachy),
−
uderzeniem, zgnieceniem, obtarciem, starciem na skutek przemieszczających się
urządzeń transportowych lub ich elementów (tj. wciągnika, żurawi, suwnic, wózka
jezdniowego) oraz podczas transportowania przedmiotów, walców lub materiałów pod
walcarkę,
−
uderzeniem, poparzeniem na skutek wytrysku płynów (cieczy eksploatacyjnych) pod
ciśnieniem,
−
wciągnięciem, pochwyceniem, poparzeniem w skutek stosowania niewłaściwej odzieży
roboczej (zbyt luźno noszonej),
−
oparzeniem podczas wykonywania czynności związanych z walcowaniem gorących
materiałów,
−
uderzeniem, starciem, upadkiem na skutek ograniczonego dojścia, przejścia, dostępu do
walcarki oraz nieporządku w miejscu pracy,
−
potknięciem, poślizgnięciem na skutek śliskich, nierównych powierzchni wokół walcarki,
−
pochwyceniem części ciała operatora na skutek kontaktu z ruchomymi elementami
przenośnika (rolkowego), podajnika i urządzenia odbiorczego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
W tab. 2. przedstawiono sposoby zapobiegania lub ograniczania oddziaływania na
środowisko w walcowniach.
Tab. 2. Sposoby zapobiegania lub ograniczania oddziaływania na środowisko w walcowniach [7]
METODY OCHRONY POWIETRZA
Do opalania pieców do nagrzewania wsadu i do obróbki cieplnej wykorzystywany jest gaz ziemny lub
w hutach zintegrowanych mieszanina oczyszczonego gazu koksowniczego, wielkopiecowego,
konwertorowego, wspomaganego gazem ziemnym.
Stałej kontroli podlega jakość stosowanego gazu, temperatura procesu spalania, zawartość H
2
S w gazie
koksowniczym, nadmiar powietrza.
Gazy z ogniowego oczyszczania odprowadzane są do powietrza przez elektrofiltr o skuteczności
odpylania 95%.
Gazy odprowadzane znad prostownic rolkowych oczyszczane są w dwustopniowym układzie
oczyszczania składającym się z cyklonu i filtra tkaninowego o łącznej skuteczności odpylania 98%.
Podczas załadunku wsadu do pieca przestrzegana jest zasada minimalnie otwartych drzwi, co pozwala
na uniknięcie nadmiaru powietrza i strat ciepła.
Dla zmniejszenia zużycia energii w piecach wykorzystywane jest ciepło walcowanych materiałów
uzyskane w poprzednim procesie.
Stosowane są palniki niskoemisje typu wirowego, płaskopłomienne.
OGRANICZENIE UCIĄŻLIWOŚCI GOSPODARKI ODPADAMI
Zdecydowana większość wytworzonych odpadów to zgorzelina walcownicza i złom stalowy,
zawracane częściowo do procesu spiekania rud i do procesu stalowniczego. Ilość powstających
odpadów technologicznych wynosi ok. 260 kg/Mg produktu.
Podstawowe metody ograniczania uciążliwości gospodarki odpadami to:
-
planowanie produkcji,
-
maksymalne wykorzystanie surowców do produkcji,
-
używanie materiałów ogniotrwałych o wysokiej jakości,
-
powtórne wykorzystanie części materiałów ogniotrwałych do remontu urządzeń,
-
torkretowanie wymurówki pieców w celu przedłużenia jej żywotności,
-
prowadzenie regeneracji walców klatek walcowniczych i rolek samotoków,
-
zawracanie do stalowni złomu technologicznego z walcowni
Racjonalna gospodarka odpadami jest realizowana poprzez:
-
odzysk maksymalnej ilości wytworzonych odpadów (odnotowywany jest 99,5% odzysk
i gospodarcze wykorzystanie całości wytworzonych odpadów),
-
modernizowanie lub budowanie nowych instalacji,
-
prowadzenie selektywnej zbiórki odpadów w miejscach do tego przystosowanych,
-
przekazywane odpadów do odzysku firmom posiadającym zezwolenie na prowadzenie
działalności w zakresie gospodarowania odpadami,
-
prowadzenie ścisłej ewidencji wytwarzanych odpadów.
METODY OCHRONY ŚRODOWISKA WODNEGO
Ochrona wód powierzchniowych poprzez stosowanie zamkniętych obiegów (minimalizacja ilości
zużywanej wody) wód chłodniczych zasilanych wodą przemysłową wytwarzaną z oczyszczonych
ścieków. Nadmiar wód ze świeżenia obiegów oraz wody deszczowe odprowadzane mogą być do wód
powierzchniowych. Wody obiegowe przed odprowadzeniem z instalacji poddawane są
wielostopniowemu procesowi oczyszczania.
Pół-zamknięte obiegi wody przemysłowej pozwalają na wykorzystanie 70-99% ilości oczyszczonych
ścieków w obiegach technologicznych, nie wymagających wód wysokiej jakości.
Bezpośrednio do wód powierzchniowych odprowadzany jest nadmiar oczyszczonych ścieków.
Przykładem są walcownie gdzie funkcjonują dwa obiegi wody – obieg czysty służący do
przeponowego chłodzenia urządzeń oraz obieg brudny do chłodzenia bezpośredniego oraz spłukiwania
zgorzeliny. Woda z obiegów czystych zasila obieg brudny. Ścieki z bezpośredniego chłodzenia
urządzeń walcowni spływają do osadników zgorzeliny w celu wstępnego oczyszczenia
z zanieczyszczeń mechanicznych. Woda brudna po wstępnym oczyszczeniu w osadnikach zgorzeliny
kierowana jest do osadników radialnych, w których następuje oddzielenie pływającego po powierzchni
oleju i wytrąceniu z wody zawiesiny. Woda po oczyszczeniu w osadnikach radialnych i schłodzeniu
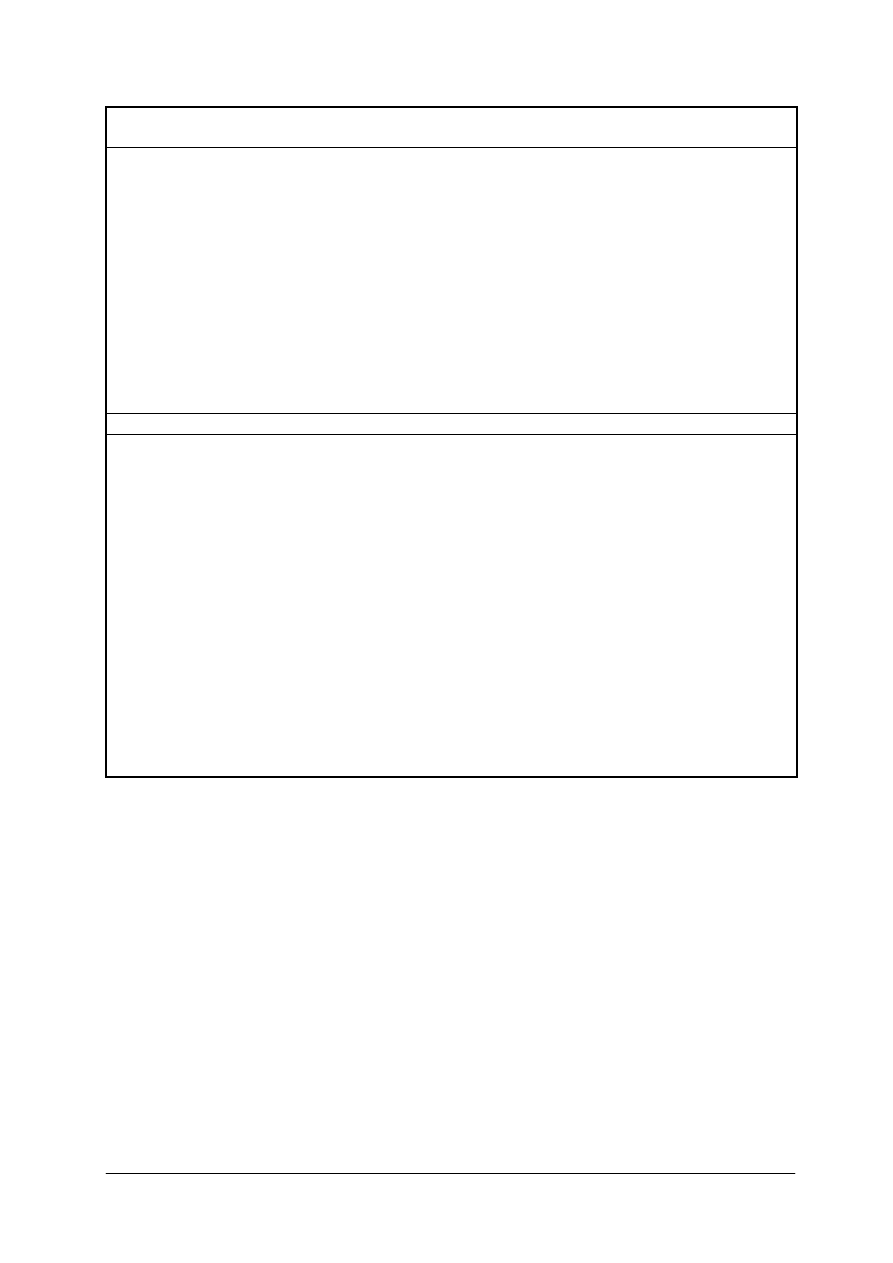
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
w chłodni w części powraca do obiegu, a nadmiar kierowany jest do zakładowej oczyszczalni ścieków.
Woda ze spłukiwania zgorzeliny po oczyszczeniu na filtrach żwirowych krąży w obiegu zamkniętym.
Ochrona wód podziemnych realizowana jest poprzez stosowanie:
-
utwardzania powierzchni terenu w rejonie prowadzenia produkcji, kierowanie ścieków do
kanalizacji, zapewnienie szczelności sieci kanalizacyjnych,
-
szczelnych betonowych podłoży w magazynach olejów i smarów oraz wszystkich
pomieszczeniach przechowujących substancje niebezpieczne,
-
szczelnych mis betonowych pod zbiornikami olejów, które mogą pomieścić zawartość zbiorników
w przypadku ich rozszczelnienia,
-
szczelnych sieci kanalizacyjnych i systemów odwadniania powierzchni utwardzonych,
-
stosowanie obiegów zamkniętych ograniczających możliwość przedostawania się szkodliwych
związków do środowiska wodnego,
-
zabezpieczenie magazynowanych odpadów przed przedostaniem się do środowiska wodnego
-
betonowych podłoży pod składowiskami surowców,
-
stosowanie sorbentów w celu likwidacji drobnych wycieków olejów i innych substancji
niebezpiecznych.
METODY OCHRONY PRZED HAŁASEM
Większość urządzeń stanowiących źródło hałasu zlokalizowanych jest wewnątrz hal walcowni,
a operacje na nich wykonywane są operacjami ciągłymi. Oddziaływanie na zewnątrz hali jest
zminimalizowane do tego stopnia, że poziom hałasu nie przekracza wartości dopuszczalnej dla terenów
chronionych.
Istotnymi źródłami hałasu są wentylatory wyciągowe spalin z pieców grzewczych/obróbki cieplnej
zlokalizowane na otwartej przestrzeni.
Stosowanie metody ochrony przed hałasem:
-
wykorzystanie ścian budynków jako ekranów dla źródeł hałasu,
-
lokalizowanie urządzeń emitujących hałas w halach,
-
wykonywanie obudów dźwiękochłonnych urządzeń emitujących hałas o dużej mocy, pracujących
wewnątrz i na zewnątrz hal walcowni,
-
utrzymanie okien i bram w halach produkcyjnych w dobrym stanie poprzez uzupełnianie wybitych
szyb, zużytych uszczelnień i materiałów dźwiękochłonnych w bramach,
-
właściwa eksploatacja urządzeń, regularne przeglądy techniczne, bieżące usuwanie usterek,
-
wyposażenie w tłumiki akustyczne otworów wentylacyjnych w przegrodach zewnętrznych hali
walcowni,
-
takie prowadzenie procesów produkcyjnych aby eliminować konieczność eksploatacji urządzeń
o podwyższonej mocy akustycznej w porze nocnej
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są rodzaje walcowania?
2. Co to jest walcarka?
3. Jakie rozróżniamy typy walcarek?
4. Jakie są układy walcowni?
5. Do jakiej temperatury należy podgrzać wsad przed walcowaniem na gorąco?
6. Jak można podzielić wyroby wytwarzane w procesie walcowania na gorąco?
7. Jakie są rodzaje walcowni wstępnego przerobu?
8. Jakie są metody walcowania rur?
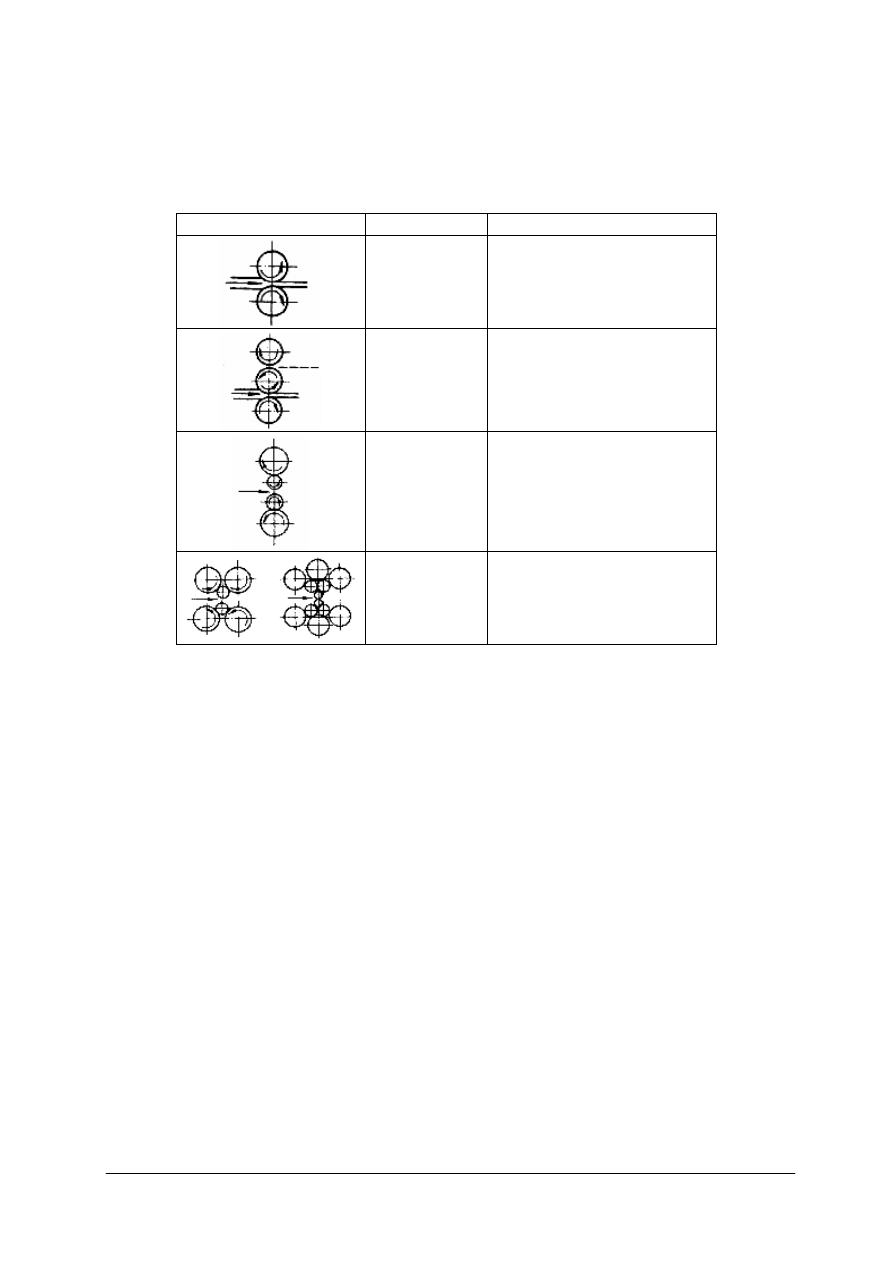
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
4.2.3. Ćwiczenia
Ćwiczenie 1
Opisz typ i przeznaczenie walcarek znajdujących się w tabeli.
Rysunek walcarki
[5]
Typ walcarki
Przeznaczenie
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) dokonać analizy rysunków znajdujących się w tabeli,
3) opisać typ i przeznaczenie walcarek,
4) zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
foliogramy,
−
tablice poglądowe,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Scharakteryzuj proces walcowania na gorąco.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) opisać proces walcowania na gorąco,
3) opisać przyczyny powstawania zgorzeliny i sposób jej usuwania,
4) zaprezentować wyniki ćwiczenia.
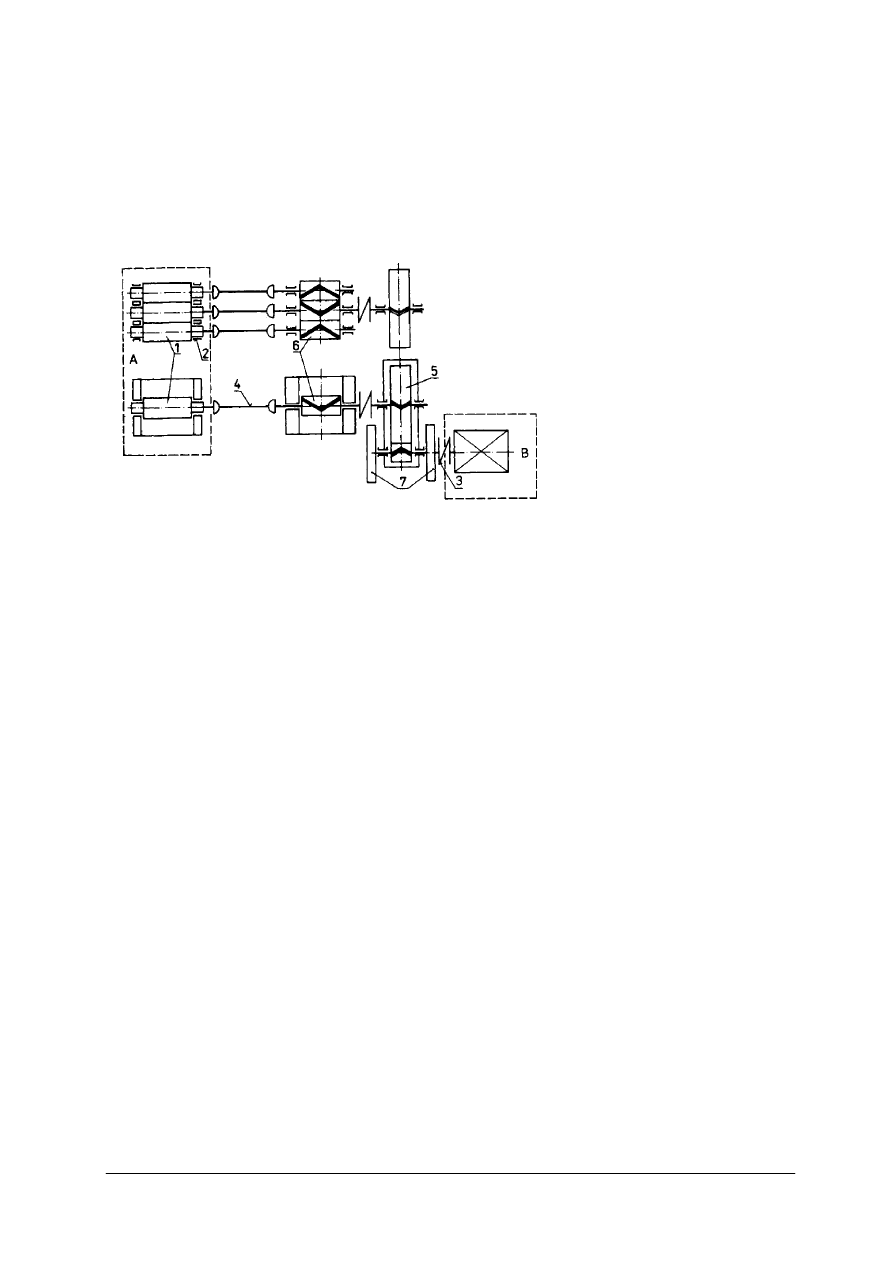
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Wyposażenie stanowiska pracy:
−
foliogramy
−
tablice poglądowe
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 3
Opisz części składowe walcarki przedstawionej na rysunku.
1)……………………………
2)……………………………
3)……………………………
4)……………………………
5)……………………………
6)……………………………
7)……………………………
Rysunek do ćwiczenia 3 [5]
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) przeanalizować rysunek schematyczny walcarki,
3) opisać poszczególne części walcarki,
4) zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
foliogramy
−
tablice poglądowe
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 4
Na podstawie otrzymanej instrukcji smarowania (maszyny, urządzenia lub mechanizmu)
określ jakie zastosowano gatunki oleju (smaru).
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokładnie przeanalizować otrzymaną instrukcję smarowania,
2) wynotować zastosowane gatunki oleju (smaru),
3) wpisać uzyskane dane,
4) zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
–
instrukcja smarowania,
–
papier formatu A4, flamastry,
−
literatura zgodna z punktem 6 poradnika.
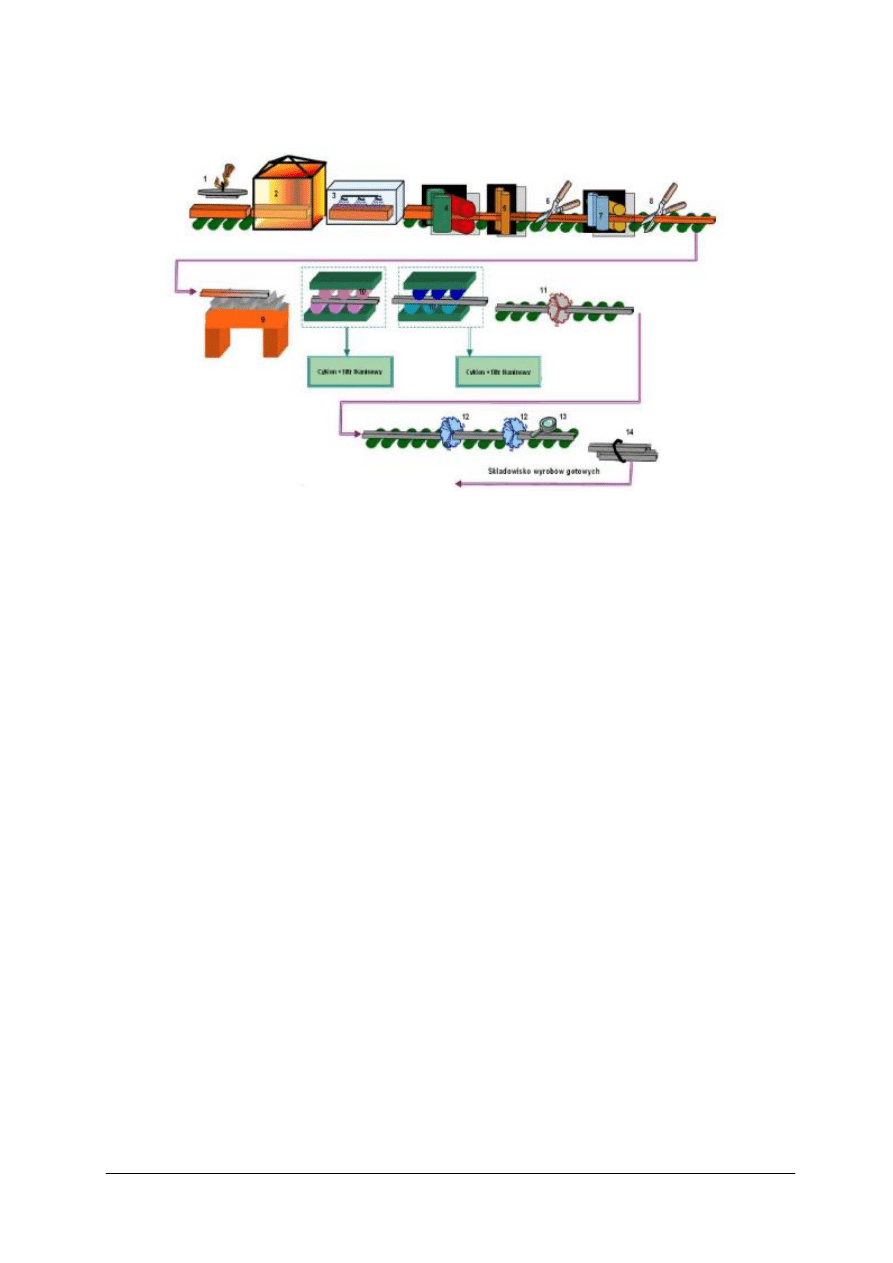
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Ćwiczenie 5
Scharakteryzuj przedstawiony na schemacie proces walcowania kształtowników.
Rysunek do ćwiczenia 5 [5]
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) opisać rysunek walcowni przedstawionej powyżej,
3) zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
foliogramy
−
tablice poglądowe
−
literatura zgodna z punktem 6 poradnika.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozróżnić rodzaje walcarek i opisać ich zastosowanie?
2) rozpoznać układy walcowni?
3) scharakteryzować proces walcowania na gorąco?
4) rozróżnić wyroby wytwarzane w procesie walcowania?
5) scharakteryzować walcownie wyrobów płaskich?
6) scharakteryzować walcownie rur?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
4.3. Ciągnienie
4.3.1. Materiał nauczania
Charakterystyka procesów
Wyroby walcowane lub wyciskane na gorąco, mianowicie pręty, niewielkie
kształtowniki, poddaje się dalszej obróbce plastycznej, polegającej na ciągnieniu przez otwór
w narzędziu, zwanym ciągadłem. Ciągnienie przeprowadza się głównie na zimno. Stosuje
się je w celu uzyskania:
−
małych wymiarów przekroju, nieosiągalnych podczas walcowania lub wyciskania
na gorąco,
−
zmiany kształtu przekroju poprzecznego,
−
minimalnych odchyłek wymiarowych,
−
gładkiej i czystej powierzchni,
−
polepszenia własności mechanicznych.
Za pomocą ciągnienia przerabia się przede wszystkim niestopowe (węglowe) stale
miękkie, ale także stale o większych zawartościach węgla
−
nawet do 1,2%, również stale
stopowe konstrukcyjne i narzędziowe z zawartością wolframu, chromu, niklu, manganu
oraz metale nieżelazne, jak: miedź oraz brązy i mosiądze, nikiel i jego stopy, aluminium
i jego stopy, cynk, ołów, wolfram, molibden itp.
Podstawowe schematy ciągnienia (rys. 23) związane są z rodzajem wyrobu, a także ze
sposobem realizacji odkształcenia.
Zasadniczy proces odkształcenia plastycznego odbywa się w czasie przeciągania
zaostrzonego pręta (rury) przez odpowiednio ukształtowany otwór narzędzia, zwanego
ciągadłem. Kształt otworu roboczego ciągadła jest jednym z podstawowych czynników
wpływających na proces ciągnienia. Ze względu na kształt części roboczej ciągadła dzielimy
na stożkowe i łukowe. Częściej stosowane są ciągadła stożkowe. Materiałem do ich wyrobu
są głównie węgliki spiekane i diament techniczny. Do ciągnienia elementów o dużych
przekrojach można wykonywać ciągadła ze stali narzędziowych.
Znajdujący się w ciągadle metal ściskany jego ściankami zmniejsza swoje wymiary
poprzeczne, a powiększa długość. Plastyczne odkształcanie materiału następuje w otworze
ciagadła pod wpływem rozciągających naprężeń osiowych (rys. 24 a), wywołanych siłą F
przyłożoną do wychodzącego z narzędzia końca pręta, oraz ściskających naprężeń
promieniowych σ
2
= σ
3
, wywołanych naciskiem ścianek stożkowatego otworu ciągadła.
Rozkład naprężeń σ
1
i σ
2
wzdłuż osi pręta przedstawiono na rys. 24 b.
Względne ubytki przekroju, stosowane w praktyce dla jednej operacji ciągnienia zależą
od stanu i rodzaju materiału. Dla prętów i drutów o przekroju okrągłym wynoszą one:
−
dla miedzi, aluminium, mosiądzu, brązu i stali niskowęglowej w stanie miękkim
25÷30%,
−
dla miedzi, kobaltu, stali niskowęglowej w stanie półtwardym 20÷25%,
−
dla stali niskowęglowej w stanie twardym, stali stopowych, wolframu, molibdenu
10÷20%.
W celu uzyskania większego ubytku przekroju poprzecznego, niż to jest możliwe
do osiągnięcia w jednorazowym ciągu, konieczne jest wielokrotne przepuszczanie materiału
przez szereg ciągadeł o stopniowo zmniejszających się wymiarach ciągadła i stosowanie
wyżarzania międzyoperacyjnego.
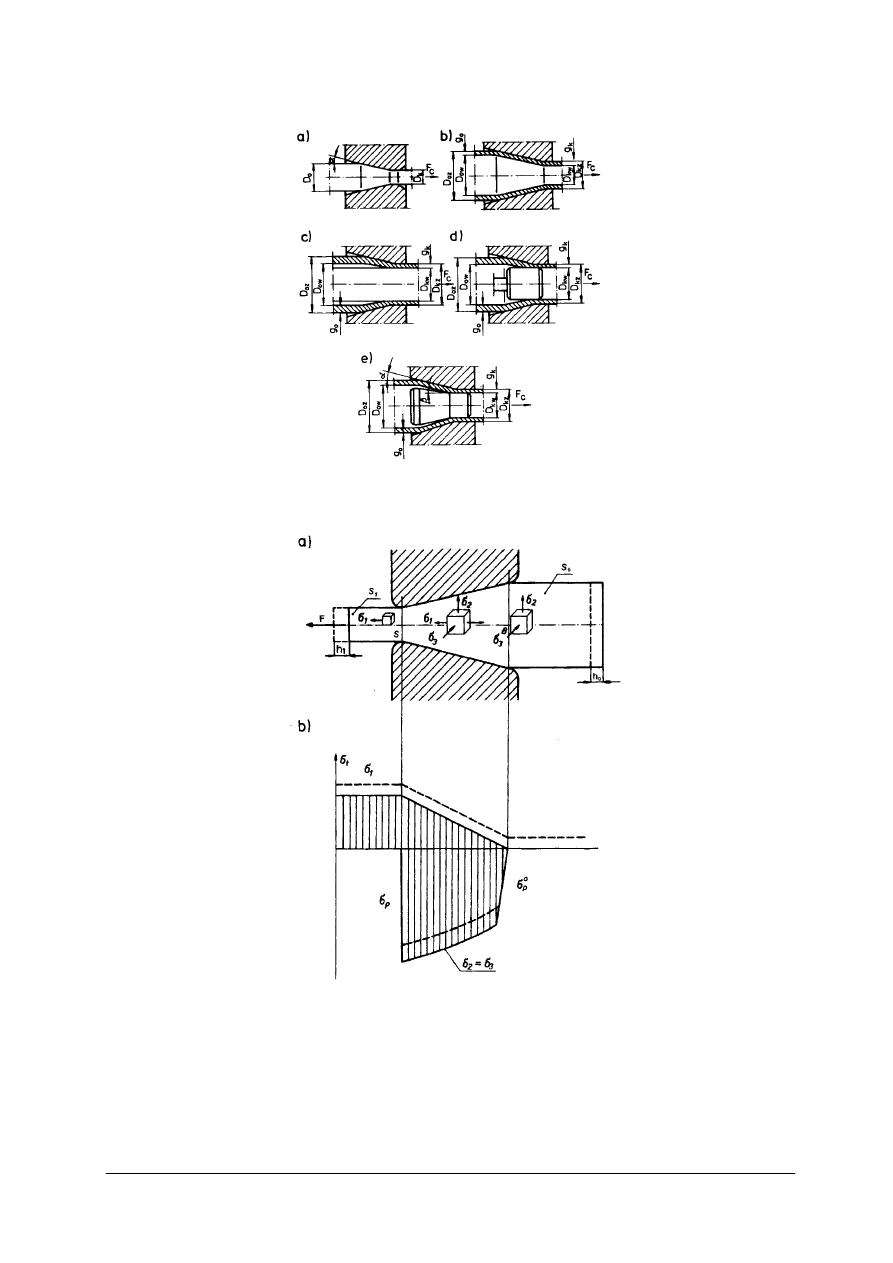
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Rys. 23. Podstawowe schematy ciągnienia ciągnienie prętów i drutów o przekroju pełnym (a), ciągnienie rur
swobodne („na pusto”) (b), ciągnienie na trzpieniu długim (c), krótkim (d) i swobodnym („korku
swobodnym”) (e) [5]
Rys. 24. Ciągnienie pręta: a) schemat ciągnienia, b) rozkład naprężeń wzdłuż osi pręta [5]
Technologia ciągnienia
Technologia ciągnienia oprócz samego procesu ciągnienia obejmuje procesy
przygotowania materiału do ciągnienia, wybór właściwej metody ciągnienia oraz procesy
wykończeniowe
wyrobów
ciągnionych.
Powierzchnia
materiałów
wyjściowych,
przeznaczonych do ciągnienia, takich jak walcówka lub prasówka, pokryta jest warstwą
tlenków, która usuwa się przez trawienie w roztworach kwasów. Po wytrawieniu materiał

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
wyjściowy powinien być płukany w wodzie i kąpieli neutralizującej działanie roztworów
trawiących. Bardzo często na tym etapie przygotowań na powierzchnię materiałów nakłada
się powłoki smarne, metaliczne lub fosforanowe Tak przygotowany materiał zostaje
zaostrzony przez walcowanie na zaostrzarce walcowej lub przez kucie i zaciągnięty w otwór
ciągadła.
Tarcie i smarowanie w procesie ciągnienia
Tarcie w procesie ciągnienia jest zjawiskiem bardzo niekorzystnym. Wpływa
na zwiększenie siły ciągnienia jak również na nierównomierność odkształcenia
i występowania naprężeń własnych. Na pokonanie sił tarcia zużywa się około 30–50%
całkowitej siły ciągnienia.
Występowanie nierównomierności odkształcenia powoduje nierównomierności własności
na przekroju ciągnionego wyrobu. Z nierównomiernością odkształcenia jest ściśle związane
zjawisko powstawania naprężeń własnych. Naprężenia własne powodują określone wady
materiału jak np. pękanie powierzchniowe, łuski, pęknięcia głębokie sięgające środka
materiału itp. Nadmierne tarcie jest przyczyną szybkiego zużycia ciągadeł i utrudnia
uzyskanie odpowiedniej gładkości powierzchni gotowego wyrobu.
Zmniejszenie tarcia uzyskujemy poprzez zastosowanie odpowiednich środków
smarujących. W procesach ciągnienia najczęściej stosowane są smary ciekłe będące
kompozycją różnych olejów lub smary stałe, których głównym składnikiem są mydła.
Typowe smary ciągarskie na bazie olejów mineralnych zawierają pewne aktywne dodatki,
które znacznie poprawiają własności smarów. Takie substancje jak grafit i siarczek molibdenu
mają dobre własności smarujące a ponadto dużą odporność na działanie wysokich temperatur.
Materiał wyjściowy do wyrobu drutu
Materiałem wyjściowym do wyrobu drutu jest walcówka, prasówka lub pręty z odlewu
ciągłego oraz pręty kute ze sprasowanych proszków. Najczęściej do wyrobu używa się
walcówki, tj. drutu walcowanego o średnicy 5-8 mm. W przypadku niektórych metali
nieżelaznych, dających się dobrze przerabiać na gorąco, materiałem wyjściowym jest tzw.
prasówka, tj, drut o średnicy 6-8 mm otrzymany sposobem wyciskania współbieżnego na
gorąco. Jeśli materiał nie daje się ani walcować na drut, ani wyciskać na gorąco, to
materiałem wyjściowym jest tzw. krajka bądź pręty z odlewu ciągłego. Krajkę otrzymuje się
w ten sposób, że odlewa się płytkę okrągłą, którą po ujednorodnieniu walcuje się na zimno do
grubości 6-8 mm. Po przewalcowaniu tnie się nożycami krążkowymi po spirali, uzyskując
krajkę o przekroju prostokątnym lub kwadratowym. Naroża przekroju najczęściej ścina się
przeciągając krajkę przez tzw. ostre ciągadło. Otrzymaną w ten sposób krajkę następnie
przeciąga się przez normalne ciągadło.
Materiałem wyjściowym do produkcji drutów trudno obrabialnych plastycznie na gorąco
między innymi ze względu na kruchość na gorąco, jak np., wolfram, tytan, molibden, są pręty
kute z uprzednio sprasowanych proszków tych metali.
Rozwinięcie się metody ciągłego odlewania półfabrykatów spowodowało, że są one
bezpośrednio przekazywana w kręgach do ciągarni. Sposoby te stosuje się głównie do metali
i stopów metali nieżelaznych.
Zasadniczym narzędziem do ciągnienia jest ciągadło. Ciągadła wykonuje się ze stali
narzędziowych, z węglików spiekanych oraz diamentów. Ze względu na budowę, ciągadła
dzieli się na:
-
ciągadła monolityczne, nazywane także oczkowymi,
-
ciągadła składane, nazywane segmentowymi,
-
ciągadła rolkowe
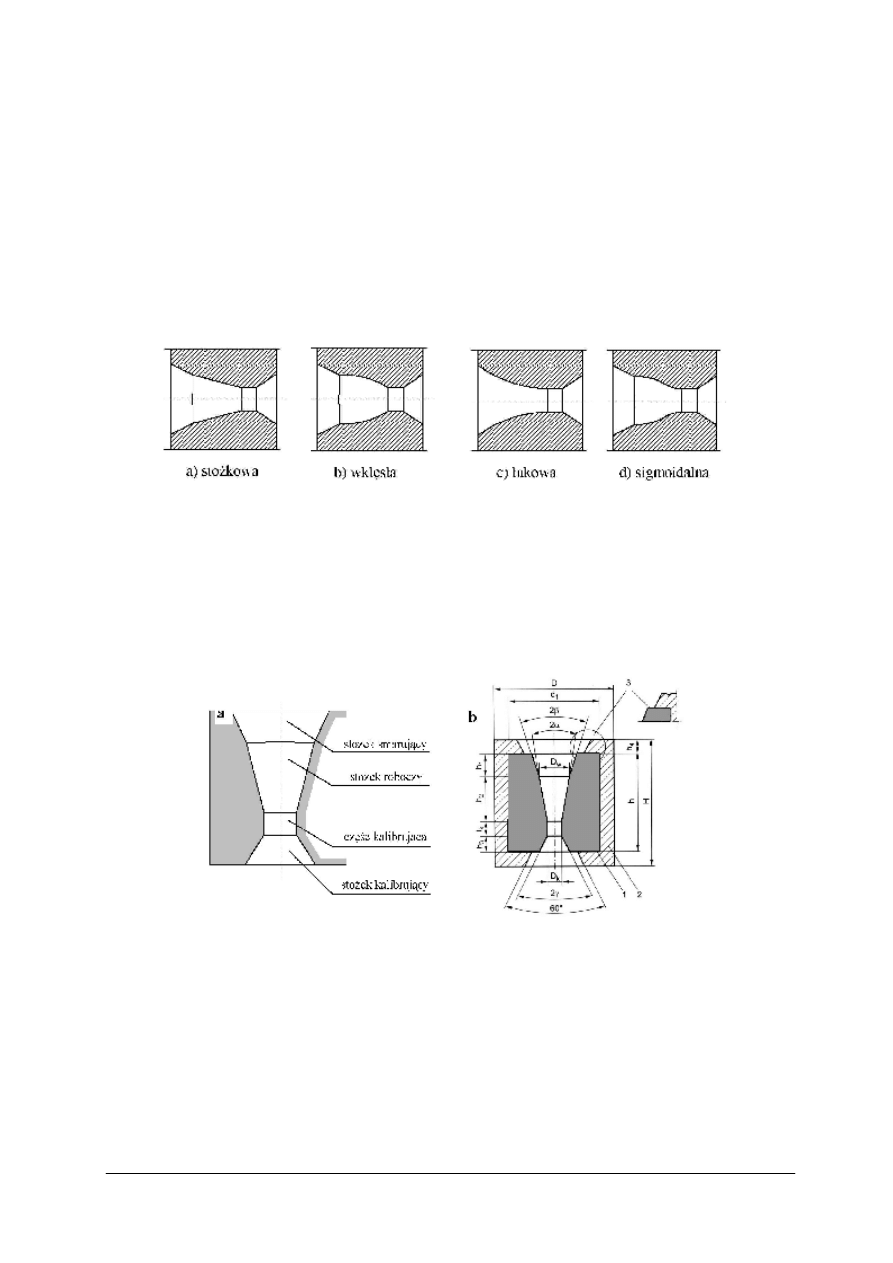
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
ze względu na liczbę gniotów realizowanych w jednym ciągu:
-
ciągadła jednostopniowe
-
ciągadła wielostopniowe
ze względu na wykonywanie ruchy w czasie pracy
-
stałe
-
ruchome
ze względu na wspomaganie ciśnienia smaru
-
ciągadła o smarowaniu hydrostatycznym
-
ciągadła o smarowaniu hydrodynamicznym.
Na rys. 25 przedstawiono rożne kształty strefy zgniatającej dla ciągadła monolitycznego
w zależności od jego przeznaczenia.
Rys. 25. Kształty strefy zgniatanej ciągadeł monolitycznych (oczkowych) [5]
W praktyce ciągarskiej najczęściej stosuje się ciągadła o strefie zgniatania w kształcie
stożka do ciągnienia drutu o średnicy większej od 0,5 mm (rys. 25 a). Natomiast do drutów
bardzo cienkich o średnicy mniejsze niż 1 mm, ciągnionych z małymi gniotami częściowymi,
stosuje się ciągadła ze strefą zgniatającą o kształcie łukowym (rys. 25 c). Pozostałe ciągadła
(rys. 25 b i d) stosowane są bardzo rzadko.
Na rys. 26 przedstawiono przekrój klasycznego ciągadła oczkowego o stożkowym
kształcie strefy roboczej.
Rys. 26. a) profil ciągadła oczkowego z podziałem na strefy, b) przekrój stożkowego ciągadła oczkowego:
1 – oczko ciągadła, 2 – oprawa stalowa, 3 – zabezpieczenie oczka przed wyrwaniem [5]
W procesie ciągnienia drutu można wyróżnić następujące fazy:
-
zaostrzanie drutu, czyli ścienianie jego końca w celu przełożenia go przez ciągadło;
-
zaciąganie drutu, czyli przeprowadzenie drutu przez urządzenia kierujące go do ciągadła,
przesunięcie drutu przez ciągadło, uchwycenie drutu za ciągadłem łańcuchem ciągarskim
i przymocowanie tego łańcucha do bębna nawijającego ciągarki, przeciągnięci kilku
metrów drutu, regulując prędkość ciągnienia, naciąg i przeciwciąg, odczepienie łańcucha
ciągarskiego i przymocowanie drutu bezpośrednio do bębna ciągarki;
-
przeciąganie drutu poprzez uruchomienie ciągarki i ustawienie jej pracę automatyczną;
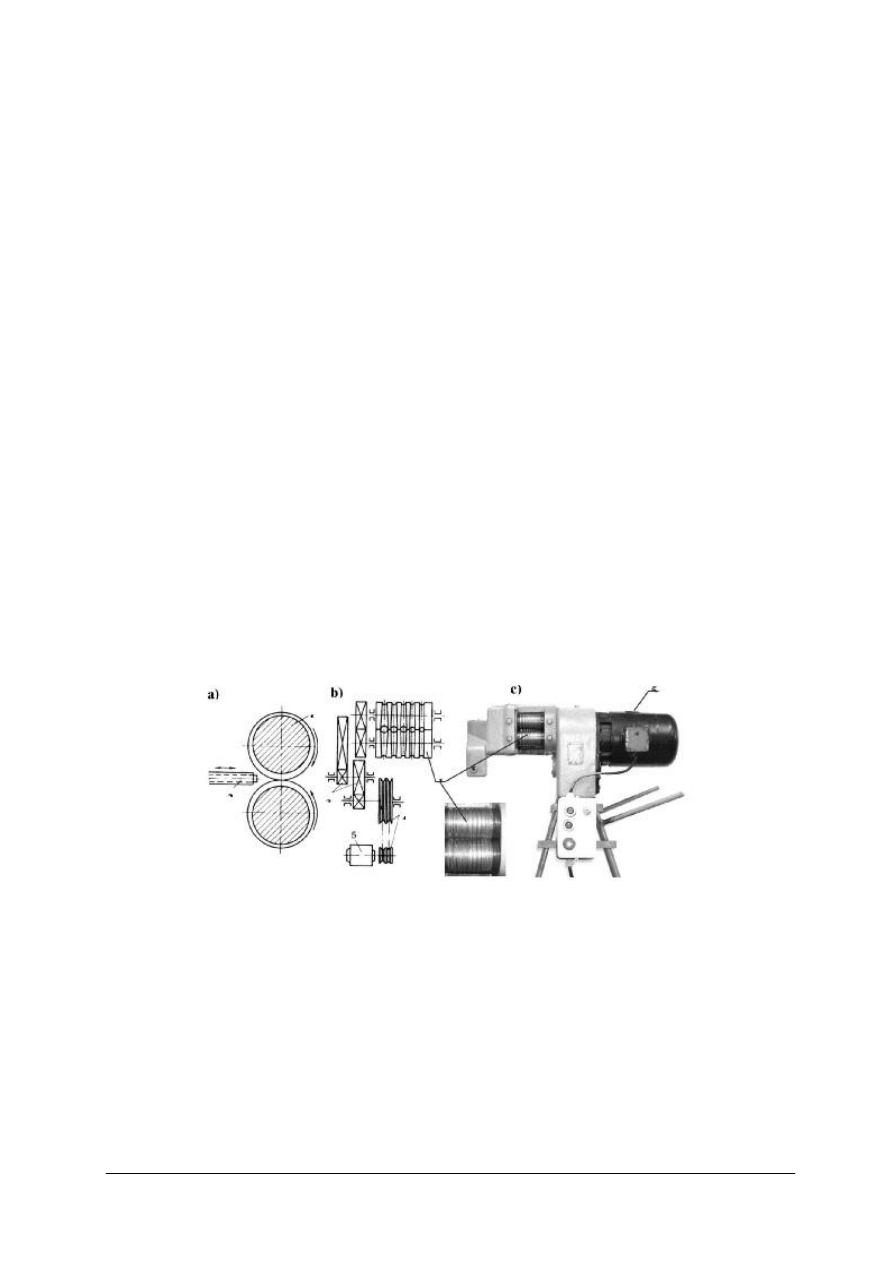
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
-
łączenie kręgów drutu, polegające na zgrzewaniu końca drutu kręgu kończącego się
z początkiem drutu kręgu następnego i na usunięciu nadmiaru materiału z miejsca
zgrzewania, tzw. rąbka oraz warstewki tlenków.
Zaostrzanie i zaostrzarka
Końcówka walcówki lub drutu przeznaczonego do przerobu musi mieć średnicę mniejszą
niż średnica (D
k
) ciągadła.
-
do prętów i rur oraz drutów grubych φ > 10mm – stosowana jest metoda wyciskania
hydraulicznego do ciągadła,
-
w przypadku drutów o φ < 10mm – stosuje się zaostrzanie przez walcowanie, służą do
tego urządzenia zwane zaostrzarkami walcowymi (w ćwiczeniu zastosowana będzie
jedna z najczęściej stosowanych zaostrzarek walcowych do drutu),
-
zaostrzanie drutów cieńszych niż 1mm – odbywa się przez rozciąganie na zimno
i gorąco,
-
do zaostrzania cienkich, bardzo twardych drutów, oraz drutów profilowanych
o skomplikowanym przekroju porzecznym – w wyjątkowych sytuacjach, stosuje się
chemiczną obróbkę ubytkową (trawienie)
Schemat zaostrzarki walcowej do drutu pokazano na rys. 27. Zaostrzanie materiału
odbywa się między dwoma profilowymi walcami 1, które wykonują ciągły ruch obrotowy
o przeciwnym kierunku w ten sposób, że włożony między walce drut do wykroju luzującego
jest wypychany z powrotem przez wykrój zgniatający. Podczas jednego cyklu zgniatania,
tj. włożenie drutu do wykroju luzującego i wypchnięcie go przez wykrój zgniatający następuje
ścienienie drutu oraz utworzenie się podłużnej wypływki (rąbka). Aby otrzymać ścieniony
koniec o przekroju kołowym, należy po każdym cyklu zgniatania drut obracać o kąt około 90
0
.
Zaostrzanie przeprowadza się odcinkami o długości w granicach do150 mm. Długość
zaostrzonego końca powinna wynosić od 20 do 300 mm, w zależności od średnicy lub
wymiarów przekroju poprzecznego. W celu zaostrzenia drutu należy ścienianie
przeprowadzić w kilku wykrojach rozpoczynając od wykroju największego.
Rys. 27. Schemat zaostrzarki walcowej: a) walce o zmiennym przekroju wykrojów, b) schemat zaostrzarki;
1 – walce, 2 – drut, 3 – przekładnia zębata, 4 – przekładnia pasowa, 5 – silnik, c) widok zaostrzarki [5]
Ciągarka i zaciąganie
Ciągarki można podzielić na dwie zasadnicze grupy:
-
ciągarki ławowe – przeznaczone do ciągnienia prostych odcinków prętów,
kształtowników i rur o długościach dochodzących do kilkudziesięciu metrów. Ciągarki
ławowe można podzielić w zależności od sposobu przyłożenia siły ciągnienia na:
łańcuchowe, linowe, zębatkowe lub hydrauliczne,
-
ciągarki bębnowe – przeznaczone do ciągnienia w kręgach drutów oraz rur o małych
wymiarach przekrojów porzecznych i o praktycznie dowolnych długościach. Dla drutów
o średnicy < 6 mm, stosuje się ciągarki wielostopniowe tzw. wielociągi, w których drut
ciągniony jest przez kilka lub kilkanaście ciągadeł jednocześnie.
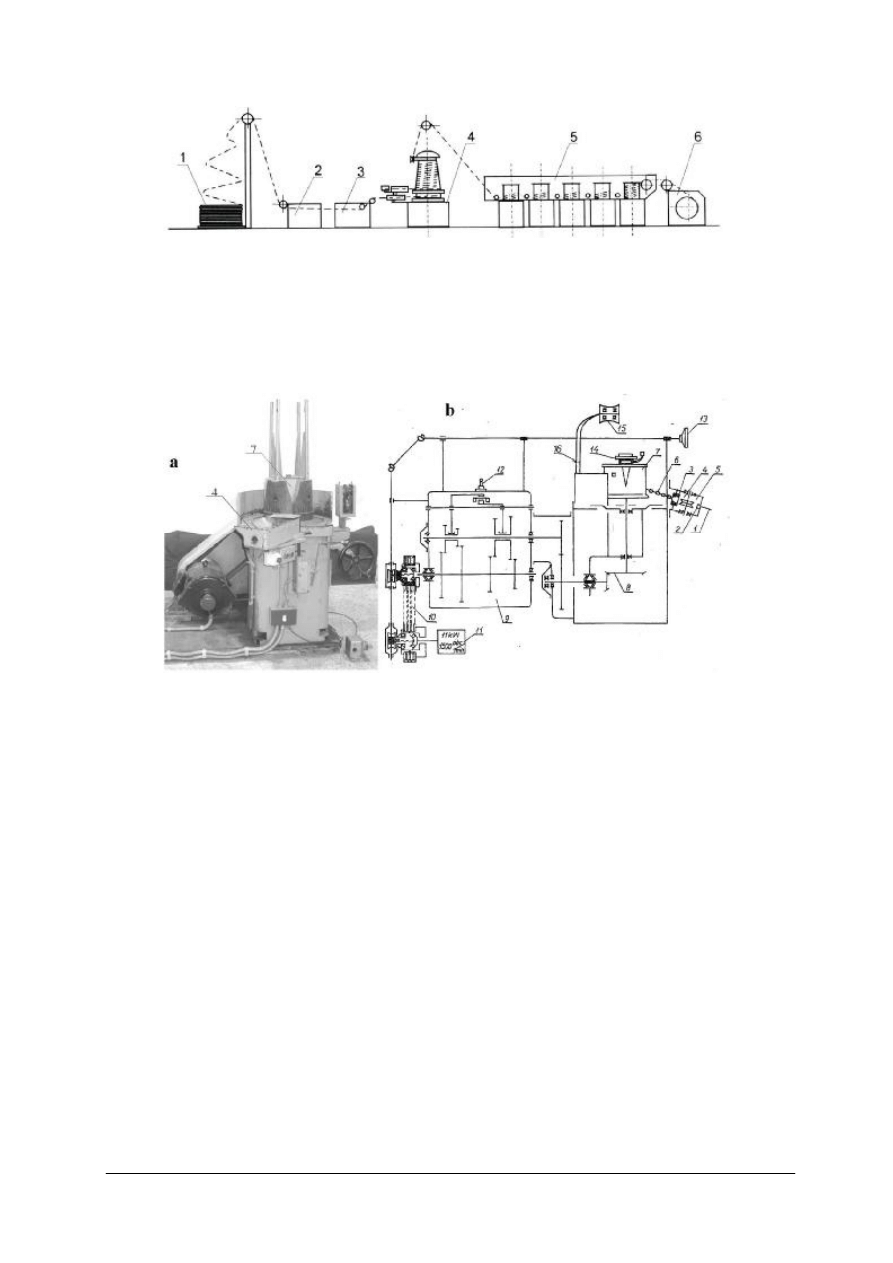
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Rys. 28. Linia do ciągnienia z wielociągiem do produkcji drutów spawalniczych; 1 – rozwijadło, 2 – usuwanie
zgorzeliny, 3 – nakładanie smaru, 4 – ciągarka wstępna, 5 – wielociąg prostoliniowy bez
magazynowania, 6 – szpulownica [5]
Na rys. 28 widoczny jest schemat linii do ciągnienia drutów złożonej z różnych typów
maszyn ciągarskich, natomiast na rys. 29 przedstawiono widok i schemat stosowanej
w ćwiczeniu ciągarki bębnowej do drutu średniej grubości najczęściej pracującej w układzie
liniowym.
Rys. 29. Ciągarka bębnowa UDZSA, a – zdjęcie, b – schemat: 1 – przeciągany drut, 2 – tuleja prowadząca drut,
3 – ciągadło, 4- skrzynka ciągarska, 5 – smar, 6 – łańcuch ciągarski, 7 – bęben nawijający, 8 – przekładnia
zębata, 9 – skrzynka prędkości ciągnienia, 10 – przekładnia pasowa bezstopniowa, 11 – silnik
elektryczny napędu ciągarki, 12 – dźwignia zmiany prędkości ciągnienia, 13 – pokrętło przekładni
bezstopniowej, 14 – mechanizm odwijający drut z bębna nawijającego, 15 – rolka, 16 – kolumna [5]
Przeciągany drut 1, przełożony ścienionym końcem przez tuleję prowadzącą 2 i ciągadło
3 umieszczone w skrzynce ciągarskiej 4, w której znajduje się smar 5, uchwycony jest
szczękami specjalnego łańcucha ciągarskiego 6, który za pomocą haka łączy ciągniony drut 1
z bębnem nawijającym 7. Bęben ten uzyskuje napęd poprzez stożkowe koła zębate 8, skrzynię
prędkości 9, bezstopniową przekładnię pasową 10, z silnika elektrycznego 11. Uruchomienie
ciągarki do pracy ciągłej odbywa się za pomocą wyłączników przyciskowych (żółty –
uruchomienie, czerwony – wyłączenie). Do pracy chwilowej w celu zaciągnięcia drutu używa
się wyłącznika nożnego, napędzającego ciągarkę tak długo, jak długo pozostaje przyciśnięty.
Dźwignia 12 służy do zgrubnego nastawienia prędkości ciągnienia w zależności od rodzaju,
wymiarów i trwałości przeciąganego materiału. Pokrętło 13 jest przeznaczone do dokładnego
dobrania prędkości ciągnienia, poprzez nastawienie przekładni bezstopniowej 10, co jest
szczególnie ważne, gdy ciągarka pracuje w układzie liniowym. Ciągła zmiana prędkości za
pomocą przekładni bezstopniowej jest możliwa w całym przedziale między wszystkimi
prędkościami przekładni stopniowej.
Zaciąganie drutu odbywa się następującej kolejności:
a) zaostrzony drut przełożyć przez tulejkę prowadzącą, osadzoną w skrzynce ciągarskiej 4,
b) przez podtrzymywane ciągadło 3 przełożyć zaostrzony koniec drutu 1, a następnie
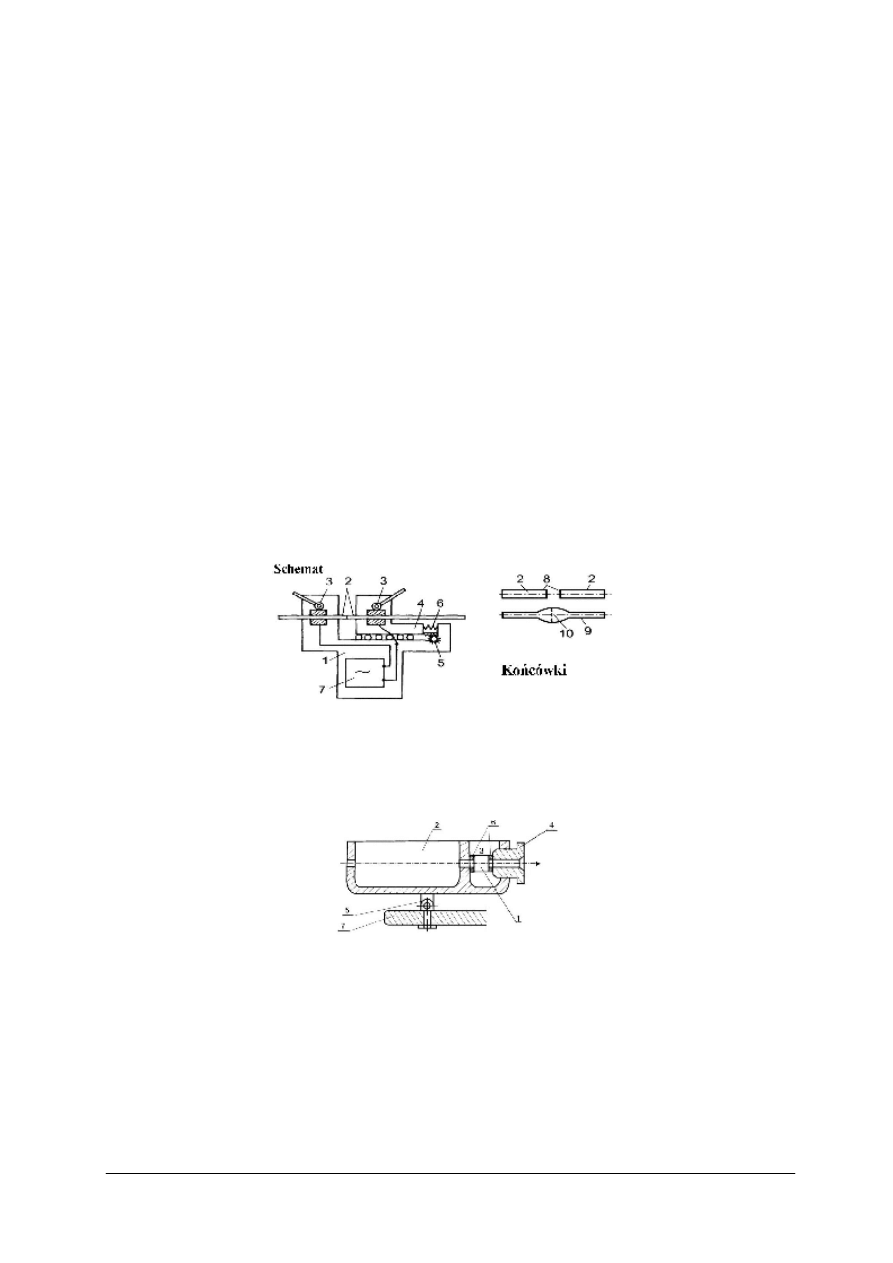
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
opierając ciągadło o tylną ściankę skrzyni ciągarskiej 4, przełożyć koniec drutu za
skrzynkę,
c) podtrzymując ciągadło 3 z przełożonym drutem 1, założyć hak łańcucha ciągarskiego 6
do wybrań w bębnie ciągarki 7, a następnie wystający zaostrzony koniec drutu ze
skrzynki ciągarskiej uchwycić szczękami łańcucha ciągarskiego 6,
d) ustalić prędkość ciągnienia za pomocą dźwigni 14 i pokrętła 15,
e) podtrzymując, za pomocą kleszczy, w skrzynce ciągarskiej ciągadło 3 za powierzchnię
walcową i przyciskając wyłącznik nożny, zaciągnąć drut.
W przypadku przygotowania ciągarki do pracy ciągłej, czynność wymienioną w punkcie
(e) przerywa się po przeciągnięciu kilkunastu zwojów drutów na bębnie, następnie zwalnia się
szczęki łańcucha 6 i wyjmuje z nich koniec drutu, poczym wyjmuje się hak łańcucha z otworu
bębna ciągarki i odkłada łańcuch. Koniec przyciągniętego drutu zaczepia się na bębnie 7 lub
przekłada przez mechanizm odwijający 14, rolkę 16 oraz tarczę kierującą w skrzynce
następnej ciągarki. W dalszej kolejności należy zaciągnąć drut do następnej ciągarki.
Zgrzewarki
W praktyce wymaga się by proces ciągnienia był ciągły, nieprzerywany postojami, także
z powodu zaciągania nowego kręgu walcówki lub drutu. Stosowanie zgrzewania eliminuje
czynności związane z ponownym zaciąganiem walcówki lub drutów. Do zgrzewania stosuje
się zgrzewanie doczołowe. Polega ono na ich nagrzaniu i szybkim dociśnięciu odpowiednią
siłą, tak aby uzyskać mocne i jednolite połączenia. Do procesu zgrzewania wykorzystuje się
zgrzewarki, której schemat przedstawiony jest na rys. 30.
Rys. 30. Schemat zgrzewarki zwarciowej: 1 – podstawa zgrzewarki, 2 – końcówki drutu, 3 – uchwyty
mimośrodowe, 4, 5, 6 – uchwyty dociskowe, 7 – transformator, 8 – czołowe powierzchnie stykowe
drutu, 9 – drut po zgrzaniu, 10 – zgrubienia po zgrzaniu [5]
Skrzynki smarownicze i sposoby mocowania ciągadeł
Na rys. 31 przedstawiono przekrój podłużny skrzynki smarowniczej.
Rys. 31. Przekrój podłużny skrzynki smarowniczej: 1 – ciągadło, 2 – pojemnik na smar, 3 – komora chłodzenia,
4
–
śruba dociskowa, 5 – uchwyt mocujący, 6 – uszczelki, 7 – korpus ciągarki [5]
Skrzynka smarownicza umocowana jest na korpusie ciągarki. Składa się z dwóch komór,
w jednej znajduje się smar ciągarski, w drugiej umocowane ciągadło.
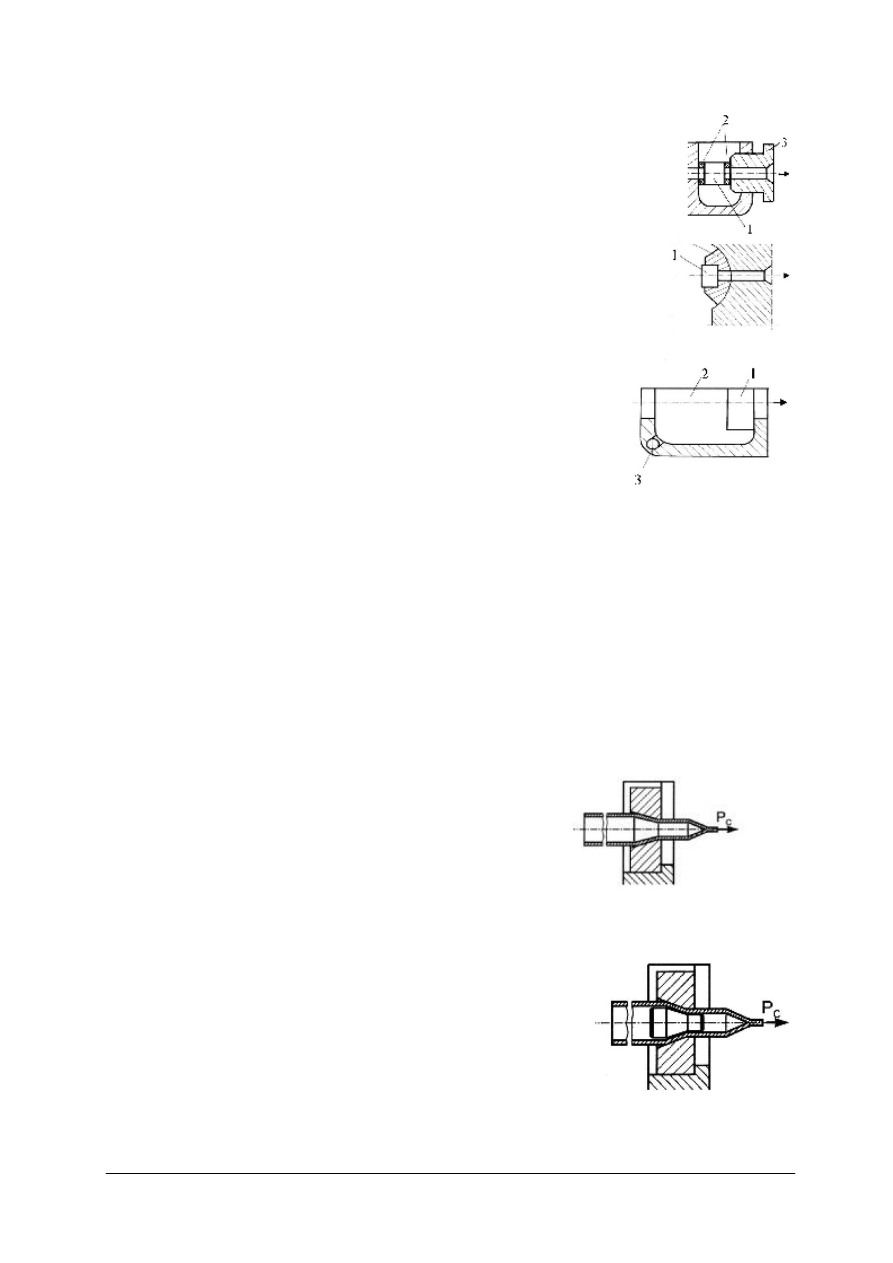
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
W praktyce znane są trzy metody mocowania ciągadeł:
-
na sztywno – mocowanie na sztywno umożliwia intensywne chłodzenie
ciągadła. Stosuje się je w skrzynkach smarowniczych ciągarek
i wielociągów pracujących na smarach suchych i półpłynnych z dużymi
prędkościami ciągnienia 1 – ciągadło, 2 – uszczelki, 3 – śruba dociskowa [5]
-
samocentrujące – mocowanie ciągadeł w oprawie w formie czaszy
kulistej gwarantuje samoczynne ustawienie się ciągadła w osi
ciągnienia.
Stosuje
się
najczęściej
w
ciężkich
ciągarkach
jednobębnowych, pracujących na smarach płynnych z małymi
prędkościami ciągnienia. 1 – ciągadło, 2- oprawa w kształcie czaszy 3-
korpus ciągarki [5]
-
w luźnej oprawie – mocowanie ciągadeł w luźnej oprawie
gwarantuje osiowe ciągnienie, o ile czołowa ścianka oprawy, na
której oparte jest ciągadło, jest prostopadła do osi ciągnionego
druty. Taki sposób mocowania stosowany jest głównie na
makrociągach. 1 – ciągadło, 2 – komora chłodzenia, 3 – wypływ
emulsji [5]
Smary ciągarskie
Środki smarujące stosowane do otrzymywania smarów ciągarskich, w zależności od
stanu skupienia w warunkach normalnych, dzieli się na:
-
stałe (suche),
-
półpłynne,
-
płynne,
Ze względu na skład chemiczny środki smarujące dzieli się na:
-
mydła na bazie olejów roślinnych, tłuszczów zwierzęcych lub roślinnych,
-
węglowodory twarde (parafina),
-
oleje roślinne i tłuszcze zwierzęce,
-
oleje mineralne.
W przypadku ciągnienia rur stosuje się w praktyce kilka podstawowych metod:
-
ciągnienie swobodne – jest stosowane gównie w celu
zmniejszenia średnicy rury. Występuje z reguły nieznaczna
zmiana grubości ścianki rury zależna od stosunku grubości
ścianki do średnicy wewnętrznej. Dla rur cienkościennych
(g/D < 0,2) następuje pogrubienie ścianki rury. Dla rur
grubościennych (g/D > 0,2) następuje pocienienie.
Maksymalne wartości redukcji przekroju wynoszą dla rur
stalowych ε = 30÷35%.
-
ciągnienie na trzpieniu swobodnym - jest to ciągnienie
rury pomiędzy nieruchomym ciągadłem i ruchomym, nie
utwierdzonym,
krótkim
trzpieniem.
Trzpień
dzięki
odpowiedniej geometrii utrzymuje się samorzutnie w
pozycji zapewniającej prawidłowy przebieg procesu. Metoda
ta umożliwia zmianę średnicy zewnętrznej i grubości ścianki
rury nie ograniczając praktycznie jej długości. Maksymalna
redukcja przekroju wynosi ε = 30÷35%.
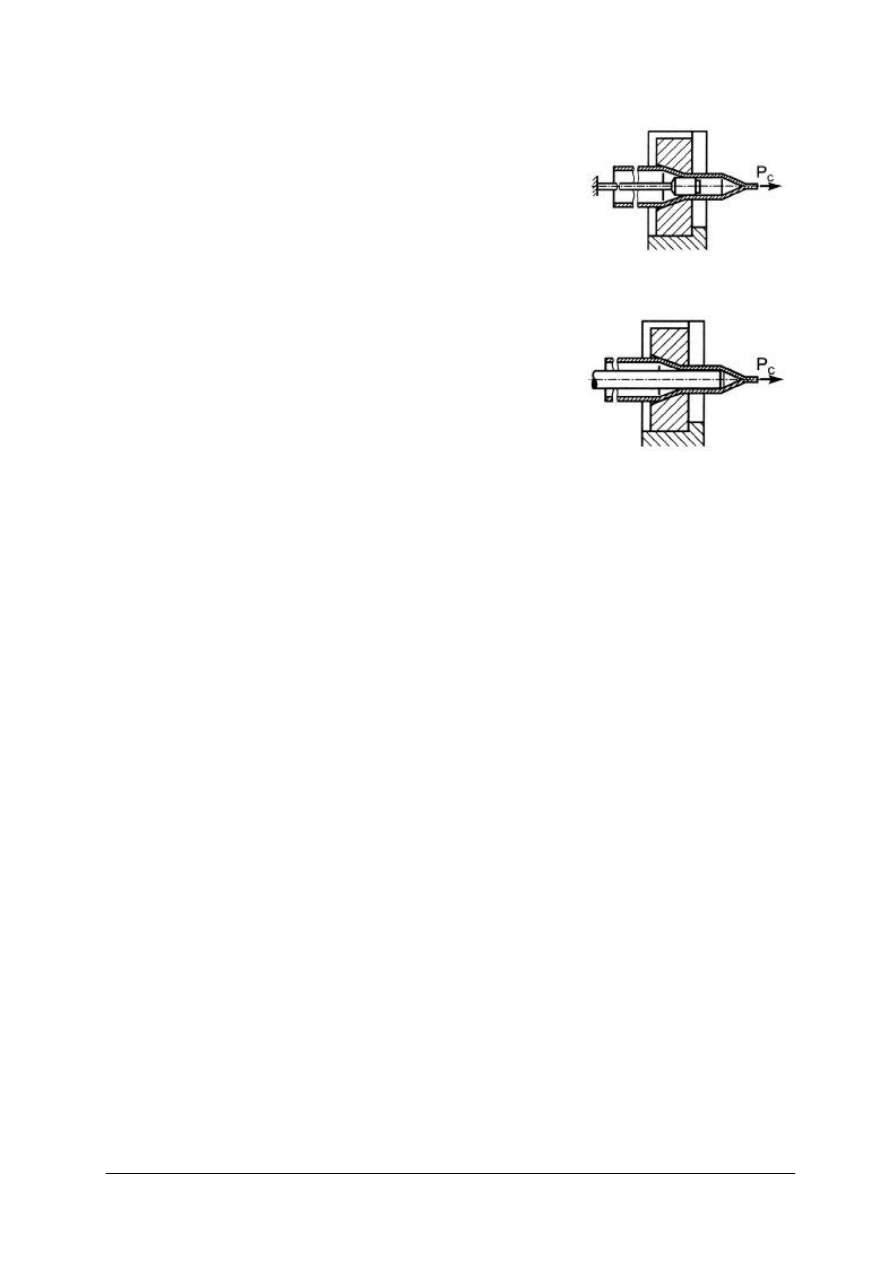
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
-
ciągnienie na trzpieniu stałym – polega na przeciąganiu rury
pomiędzy
nieruchomym
ciągadłem
i
nieruchomym
trzpieniem o krótkiej części roboczej zamocowanej do
ciągarki. W porównaniu z poprzednią, metoda ta umożliwia
wytwarzanie rur o znacznie wyższej dokładności wymiarów
oraz lepszej jakości powierzchni, ale o ograniczonej długości
i średnicy. Metoda ta pozwala na uzyskanie redukcji
przekroju ε = 30÷35%.
-
ciągnienie na trzpieniu ruchomym – polega na przeciąganiu
rury przez nieruchome ciągadło na ruchomym trzpieniu
przesuwającym się wraz z rurą. Długość trzpienia musi
odpowiadać końcowej długości wytwarzanej rury. Siły tarcia
występujące pomiędzy wewnętrzną powierzchnią rury
a trzpieniem
skierowane
są
zgodnie
z
kierunkiem
przeciągania, co ułatwia przebieg procesu zmniejszając
naprężenia rozciągające w odkształcanym metalu. Dzięki
temu maksymalna redukcja przekroju wynosi ε = 40÷45%.
Wadą jest konieczność stosowania dodatkowej operacji w postaci rozwalcowania, w celu
wyjęcia trzpienia
Pręty są ciągnione na ciągarkach ławowych. Pręty dużych wymiarów często przeciąga
się jedynie dla uzyskania dokładnych kształtów i wymiarów przekroju, gładkiej (powierzchni
i odpowiedniej struktury. Dlatego na ogół nie ma potrzeby wielokrotnego ponawiania ciągów.
W wielu przypadkach ciągnienie zastępuje tutaj obróbkę wiórową, np. ciągnienie wałów,
ciągnienie trzpieni, ciągnienie wpustów itp.
Podczas ciągnienia profilów na ogół występuje nie tylko zmiana wymiarów, lecz
i zmiana kształtów. Najczęściej profile są ciągnione na ciągarkach ławowych. Pewne profile
mogą być również ciągnione na ciągarkach bębnowych, jak np. drut na przewody
trolejbusowe.
Pracownik zanim przystąpi do pracy na ciągarce, powinien:
−
zapoznać się z dokumentacją wykonawczą, z instrukcją obsługi maszyny i tabliczką
znamionową maszyny,
−
sprawdzić, czy wszystkie osłony stałe przewidziane w instrukcji obsługi znajdują się
w swoim położeniu ochronnym są pewnie zamocowane do korpusu maszyny, stołu lub
bezpośrednio do przyrządu (narzędzia) oraz czy wykluczony jest dostęp operatora do
jakiegokolwiek miejsca niebezpiecznego odgradzanego przez te osłony,
−
upewnić się, czy w położeniu ochronnym osłony lub jej części nie wchodzą w kolizję
z ruchomymi elementami maszyny,
−
zaplanować kolejność wykonywania poszczególnych czynności,
−
przygotować odpowiednie urządzenia pomocnicze umożliwiające
składowanie
materiałów, półfabrykatów i odpadów,
−
przygotować materiał do obróbki ustawiając go w sposób zapewniający maksymalne
bezpieczeństwo i łatwość pobierania,
−
przygotować niezbędne pomoce warsztatowe, tj.: przyrządy pomiarowe, narzędzia pracy,
zmiotki, haczyki, szczypce (chwytaki), kleszcze, itp.,
−
zastosować odpowiednie środki ochrony osobistej, np. okulary, maski, ochronniki słuchu,
fartuchy skórzane, itp.,
−
sprawdzić stan techniczny maszyny, oświetlenia stanowiska, a w szczególności wizualnie
stan instalacji elektrycznej, hydraulicznej lub pneumatycznej,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
−
sprawdzić stabilność zamocowania uchwytów, matryc, tłoczników, itp.,
−
przed uruchomieniem maszyny pracownik powinien zapoznać się z planem
rozpoczynanej operacji technologicznej oraz ze wskazówkami ustawiacza i brygadzisty.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki jest cel stosowania ciągnienia?
2. Jakie materiały metalowe przerabiane są w procesie ciągnienia?
3. Z jakich materiałów wykonuje się ciągadła?
4. Ile wynoszą względne ubytki przekroju, jednej operacji ciągnienia, dla prętów i drutów?
5. Jaka jest technologia ciągnienia?
6. Jakie wady materiału powodują naprężenia własne?
7. Jak tarcie wpływa na proces ciągnienia?
8. Jakie środki smarne są stosowane podczas ciągnienia?
9. Jakie są rodzaje ciągadeł?
10. Jakie zadania spełniają części profilu ciągadła?
11. Jak można podzielić ciągarki?
4.3.3. Ćwiczenia
Ćwiczenie 1
Scharakteryzuj proces ciągnienia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) przeanalizować technologie procesu ciągnienia,
3) scharakteryzować proces ciągnienia,
4) zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
foliogramy
−
tablice poglądowe
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Scharakteryzuj proces ciągnienia drutu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) poprawnie scharakteryzować proces ciągnienia drutu,
3) zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
literatura zgodna z punktem 6 poradnika.
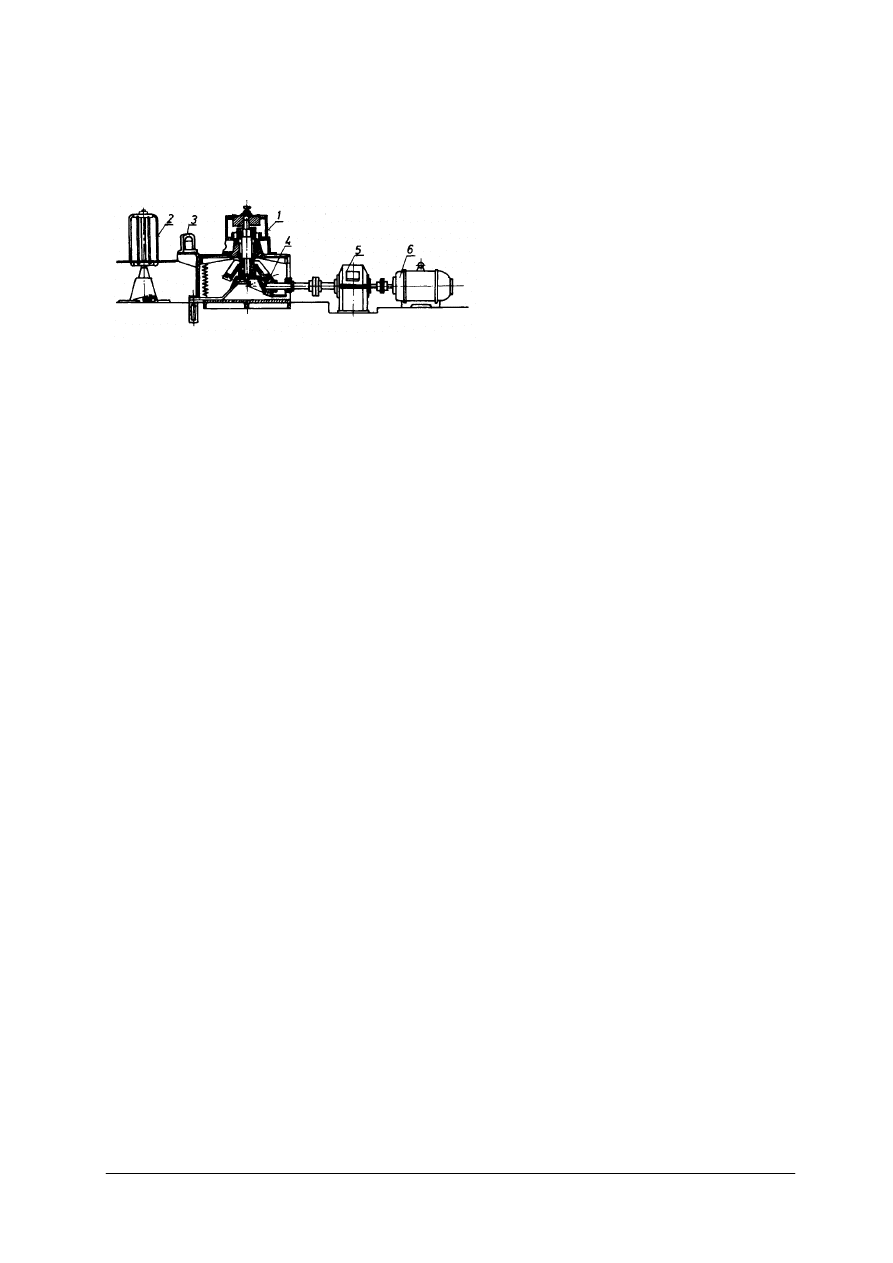
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Ćwiczenie 3
Opisz części składowe jednobębnowej ciągarki przedstawionej na rysunku.
1)……………………………..
2)……………………………..
3)……………………………..
4)……………………………..
5)……………………………..
6)……………………………..
Rysunek do ćwiczenia 4 [2, s. 339]
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) przeanalizować rysunek,
3) opisać części składowe,
4) zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
foliogramy,
−
tablice poglądowe,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 4
Scharakteryzuj proces ciągnienia rur.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) poprawnie scharakteryzować proces ciągnienia rur,
3) zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
literatura zgodna z punktem 6 poradnika.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować proces ciągnienia?
2) określić względne ubytki przekroju, jednej operacji ciągnienia, dla
prętów i drutów?
3) określić wpływ tarcia na proces ciągnienia?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
4) określić wpływ naprężeń własnych na wady materiału ciągnionego?
5) dobrać środki smarne do ciągnienia?
6) określić zadania części profilu ciągadła?
7) dokonać podziału ciągarek?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań o różnym stopniu trudności. Wszystkie zadania są zadaniami
wielokrotnego wyboru i tylko jedna odpowiedź jest prawidłowa.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi – zaznacz prawidłową
odpowiedź znakiem X (w przypadku pomyłki należy błędną odpowiedź zaznaczyć
kółkiem, a następnie ponownie zakreślić odpowiedź prawidłową).
6. Test składa się z dwóch części o różnym stopniu trudności: I część – poziom
podstawowy, II część – poziom ponadpodstawowy
7. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego
rozwiązanie na później i wróć do niego, gdy zostanie Ci czas wolny. Trudności mogą
przysporzyć Ci zadania: 15–20, gdyż są one na poziomie trudniejszym niż pozostałe.
Przeznacz na ich rozwiązanie więcej czasu.
9. Czas trwania testu – 30 minut.
10. Maksymalna liczba punktów, jaką można osiągnąć za poprawne rozwiązanie testu
wynosi 20 pkt.
Powodzenia!
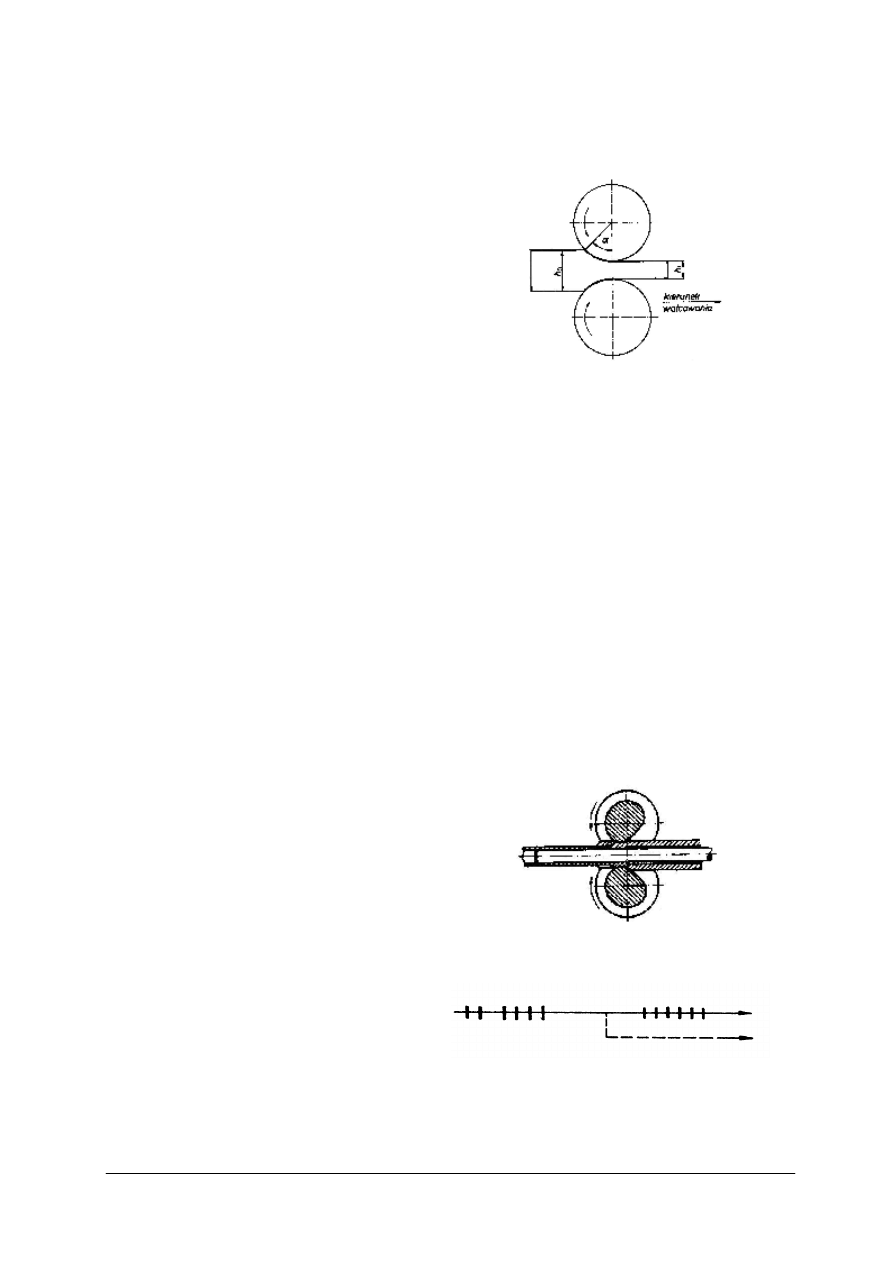
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
ZESTAW ZADAŃ TESTOWYCH
1. Rysunek przedstawia walcowanie
a) wzdłużne.
b) skośne.
c) poprzeczne.
d) wielowalcowe.
2. Gniotem walcowanego materiału nazywamy wskaźnik odkształcenia określający
a) zwiększenie szerokości.
b) zwiększenie długości.
c) zmniejszenie wysokości.
d) zmianę pola przekroju poprzecznego.
3. Jaki parametr procesu walcowania opisuje wzór
0
1
l
l
l
−
=
∆
?
a) Współczynnik wydłużenia.
b) Wydłużenie rzeczywiste.
c) Wydłużenie względne.
d) Wydłużenie bezwzględne.
4. Im większa jest średnica walców tym
a) mniejszy jest kąt chwytu.
b) większy jest kąt chwytu.
c) kąt chwytu pozostaje bez zmian.
d) mniejszy jest kąt tarcia.
5. Na rysunku przedstawiono walcowanie
a) wzdłużne.
b) poprzeczne.
c) okresowe.
d) specjalne.
6. Na rysunku przedstawiono walcownie w układzie
a) ciągłym.
b) półciągłym.
c) wieloliniowym.
d) szachownicowym.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
7. Walcowanie na gorąco odbywa się w temperaturze
a) równej temperaturze rekrystalizacji.
b) wyższej od temperatury rekrystalizacji.
c) niższej od temperatury rekrystalizacji.
d) równej temperaturze ujednorodnienia.
8. Ciągnienia nie stosuje się w celu
a) polepszenia własności mechanicznych.
b) minimalizacji odchyłek wymiarowych.
c) uzyskania jednorodnej struktury.
d) uzyskania gładszej i czystej powierzchni materiału.
9. Tarcie w procesie ciągnienia wpływa na
a) zwiększenie siły ciągnienia.
b) zmniejszenie siły ciągnienia.
c) powstawanie równomiernych odkształceń.
d) stabilizacje siły ciągnienia.
10. Względne ubytki przekroju dla jednej operacji ciągnienia prętów i drutów mosiężnych
wynoszą
a) 10÷15%.
b) 16÷24%.
c) 25÷30%.
d) 31÷38%.
11. Na pokonanie sił tarcia zużywa się
a) 5÷10% całkowitej siły ciągnienia.
b) 20÷25% całkowitej siły ciągnienia.
c) 30÷50% całkowitej siły ciągnienia.
d) 60 % całkowitej siły ciągnienia.
12. Warsztat walców gdzie osprzęty są demontowane i montowane nazywamy rejonem:
a) przygotowania.
b) chłodzenia.
c) czyszczenia.
d) przerabiania.
13. Maksymalny kąt chwytu walców podczas walcowania blach wynosi
a) 5
0
÷10
0
.
b) 15
0
÷20
0
.
c) 24
0
÷32
0
.
d) 20
0
÷25
0
.
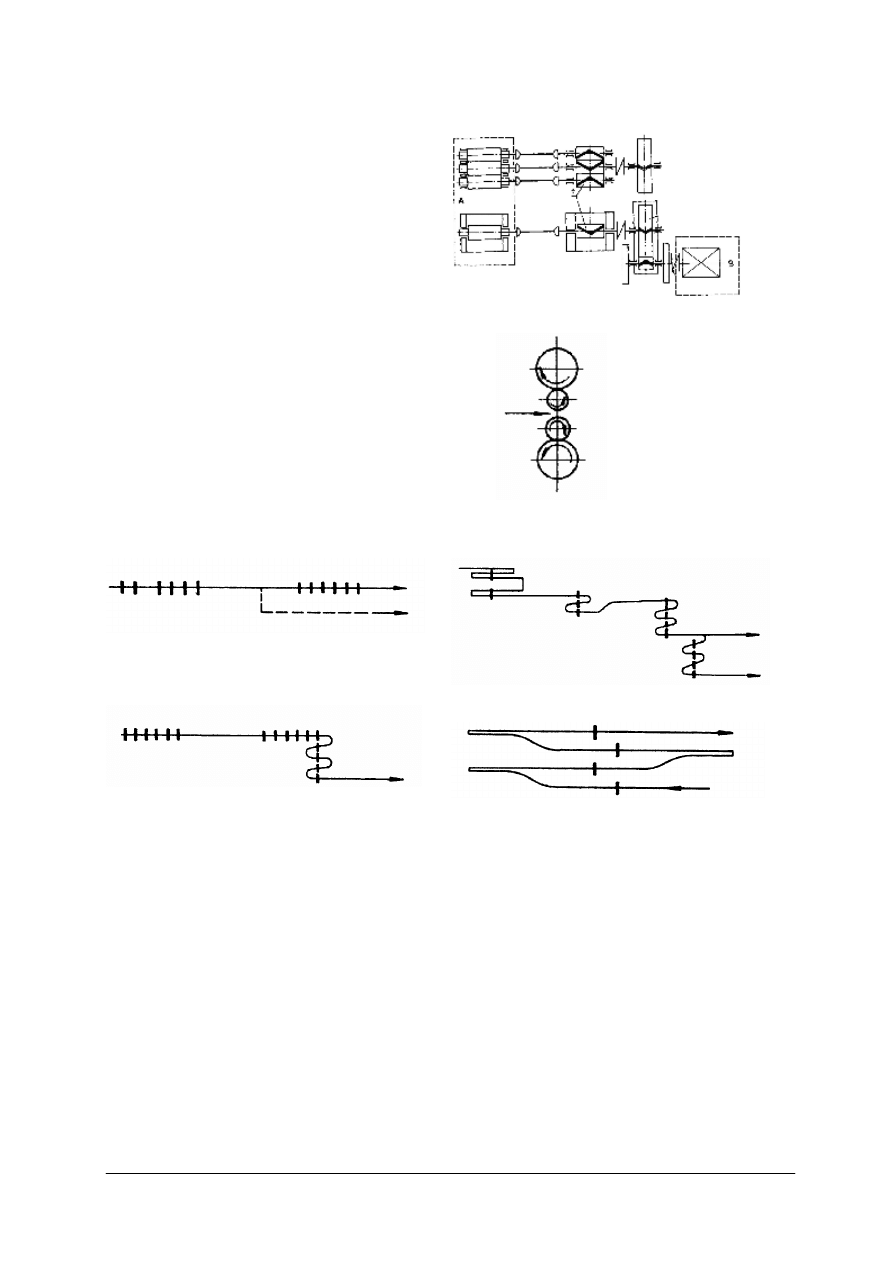
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
14. Element oznaczony cyfrą 1na rysunku walcarki to
a) klatka robocza.
b) przekładnia zębata.
c) klatka walców zębatych.
d) koło zamachowe.
15. Na rysunku przedstawiono walcarkę typu
a) duo.
b) kwarto.
c) podwójne duo.
d) ślepe trio.
16. Układ walcowni wieloliniowej przedstawia schemat
a)
b)
c)
d)
17. Najczęściej stosowanym materiałem wyjściowym do wyrobu drutu jest walcówka
o średnicy
a) 5-8 mm.
b) 4-6 mm.
c) 3-5 mm.
d) 1-3 mm.
18. Materiałem wyjściowym do produkcji drutów trudno obrabialnych plastycznie na gorąco
jest
a) walcówka.
b) prasówka.
c) pręt kuty.
d) krajka.
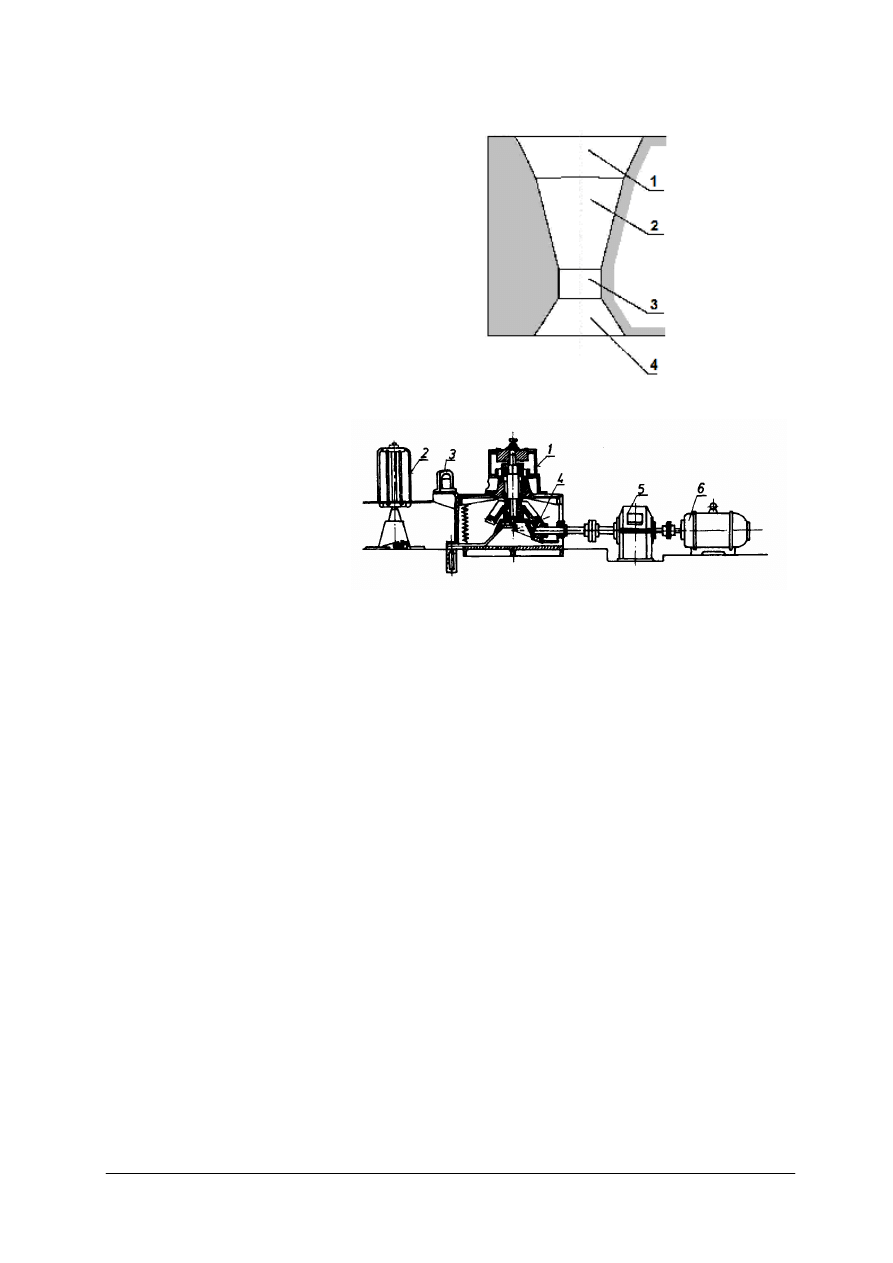
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
19. Na rysunku profilu ciągadła oczkowego stożek kalibrujący oznaczono cyfrą
a) 4.
b) 3.
c) 2.
d) 1.
20. Na rysunku przedstawiono ciągarkę do
a) rur.
b) drutu.
c) prętów.
d) drutu spawalniczego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
KARTA ODPOWIEDZI
Imię i nazwisko …………………………………………………………….…………………..
Wykonywanie wyrobów w procesie walcowania i ciągnienia
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
6. LITERATURA
1. Brodziński A.,: Maszyny i urządzenia do obróbki plastycznej. Laboratorium
Wydawnictwo Politechniki Lubelskiej, Lublin 1993
2. Dobrucki W.: Zarys obróbki plastycznej metali. Wydawnictwo Śląsk, Katowice 1974
3. Gabryszewski Z., Gronostajski J.: Mechanika procesów obróbki plastycznej.
Wydawnictwo Naukowe PWN, Warszawa 1991
4. Gadziński S.: Obróbka plastyczna metali, Wyd. PŁ, Bielsko
−
Biała 1996
5. http://ippc.mos.gov.pl
6. Kajzer S., Kozik R., Wusatowski R.: Wybrane zagadnienia z procesów obróbki
plastycznej metali. Wydawnictwo Politechniki Śląskiej, Gliwice 1997
7. Karpiński T.: Inżynieria produkcji. Wydawnictwa Naukowo
−
Techniczne, Warszawa 2004
8. Kubiński W.,: Praktyka technologiczna. Wydawnictwo AGH, Kraków 1991
9. Weroński W.,: Obróbka plastyczna. Technologia.Wydawnictwo Politechniki Lubelskiej,
Lublin 1993
Wyszukiwarka
Podobne podstrony:
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 04 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 04 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 04 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 04 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 03 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 06 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 02 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 03 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 05 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 01 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 04 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 06 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 01 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 05 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 04 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 01 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 02 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 06 n
więcej podobnych podstron