„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Joanna Baran
Wykonywanie operacji obróbki skrawaniem 723[03].O1.05
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Tomasz Jagiełło
mgr inż. Andrzej Kulka
Opracowanie redakcyjne:
mgr inż. Joanna Baran
Konsultacja:
mgr inż. Andrzej Kacperczyk
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 723[03].O1.05
,,Wykonywanie operacji obróbki skrawaniem”, zawartego w modułowym programie nauczania
dla zawodu mechanik – operator pojazdów i maszyn rolniczych.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Klasyfikacja obróbki skrawaniem. Parametry skrawania
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
11
4.1.3. Ćwiczenia
11
4.1.4. Sprawdzian postępów
11
4.2. Budowa tokarek. Podstawowe operacje tokarskie
12
4.2.1. Materiał nauczania
12
4.2.2. Pytania sprawdzające
20
4.2.3. Ćwiczenia
20
4.2.4. Sprawdzian postępów
21
4.3. Budowa frezarek. Podstawowe operacje frezarskie
22
4.3.1. Materiał nauczania
22
4.3.2. Pytania sprawdzające
26
4.3.3. Ćwiczenia
26
4.3.4. Sprawdzian postępów
27
4.4. Budowa, rodzaje, zastosowanie szlifierek oraz ściernic. Operacje szlifowania
28
4.4.1. Materiał nauczania
28
4.4.2. Pytania sprawdzające
33
4.4.3. Ćwiczenia
33
4.4.4. Sprawdzian postępów
33
4.5. Obróbka maszynowa gwintów
34
4.5.1. Materiał nauczania
34
4.5.2. Pytania sprawdzające
36
4.5.3. Ćwiczenia
36
4.5.4. Sprawdzian postępów
36
4.6. Pomiary międzyoperacyjne i końcowe. Przepisy bhp podczas wykonywania
operacji obróbki skrawaniem
37
4.6.1. Materiał nauczania
37
4.6.2. Pytania sprawdzające
38
4.6.3. Ćwiczenia
38
4.6.4. Sprawdzian postępów
39
5. Sprawdzian osiągnięć
40
6. Literatura
44

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy oraz kształtowaniu umiejętności
związanych z operacjami obróbki skrawaniem.
W poradniku zamieszczono:
–
wymagania wstępne, wykaz niezbędnych umiejętności i wiedzy, jakie powinieneś
posiadać, przed przystąpieniem do realizacji tej jednostki modułowej,
− cele kształcenia, wykaz umiejętności jakie ukształtujesz podczas pracy z poradnikiem,
− materiał nauczania, zawiera niezbędne wiadomości teoretyczne, które ułatwią Ci
przygotowanie się do ćwiczeń,
− pytania sprawdzają wiedzę, którą zdobyłeś przed przystąpieniem do ćwiczeń,
− ćwiczenia, które umożliwią Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
− sprawdziany postępów,
− sprawdzian osiągnięć, czyli przykładowy zestaw pytań, sprawdzający stan Twojego
opanowania wiedzy i umiejętności z zakresu całej jednostki modułowej,
–
wykaz literatury.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
723[03].O1
Podstawy techniki ogólnej
723[03].O1.02
Posługiwanie się
dokumentacją techniczną
723[03].O1.05
Wykonywanie operacji
obróbki skrawaniem
723[03].O1.03
Stosowanie materiałów
konstrukcyjnych i eksploatacyjnych
723[03].O1.04
Wykonywanie operacji techniczno-
technologicznych
723[03].O1.07
Obsługiwanie maszyn i urządzeń elektrycznych
723[03].O1.06
Analizowanie obwodów elektrycznych
i elektronicznych
723[03].O1.01
Stosowanie przepisów bezpieczeństwa i higieny pracy,
ochrony przeciwpożarowej oraz ochrony środowiska

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
korzystać z różnych źródeł informacji,
−
odczytywać rysunki techniczne,
−
wykonywać proste obliczenia matematyczne,
−
wykonywać proste pomiary warsztatowe,
−
przestrzegać zasad bhp i ochrony przeciwpożarowej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
sklasyfikować operacje obróbki skrawaniem,
–
scharakteryzować podstawowe rodzaje obróbki skrawaniem (toczenie, frezowanie,
szlifowanie, struganie),
–
wyjaśnić geometrię ostrza skrawającego,
–
dobrać narzędzia skrawające do wykonywania określonego rodzaju obróbki,
–
dobrać parametry do wykonywania operacji obróbki skrawaniem (toczenie, frezowanie,
szlifowanie, struganie),
–
dobrać sposób mocowania przedmiotu i określić bazy obrabianych części maszyn,
–
wykonać operacje toczenia powierzchni zewnętrznych,
–
wykonać operacje toczenia powierzchni wewnętrznych,
–
wykonać operacje nacinania gwintów na tokarkach,
–
wykonać operacje frezowania powierzchni płaskich,
–
wykonać operacje frezowania rowków,
–
wykonać operacje szlifowania powierzchni płaskich i walcowych,
–
wykonać wykańczające operacje obróbki skrawaniem,
–
zastosować przepisy bezpieczeństwa i higieny pracy podczas wykonywania operacji
obróbki skrawaniem.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Klasyfikacja obróbki skrawaniem. Parametry skrawania
4.1.1. Materiał nauczania
Obróbka skrawaniem jest to obróbka wiórowa, mająca na celu zmianę wymiarów
przedmiotu przez usunięcie materiału w postaci wiórów. Proces skrawania polega na
wciskaniu ostrza narzędzia skrawającego w obrabiany materiał i ścinaniu warstwy skrawanej.
Warstwa ta jest spychana w kierunku najmniejszego oporu i tworzy wiór. Obróbkę
skrawaniem ze względu na stopień zmechanizowania dzieli się na:
−
obróbkę ręczną – ruch główny i posuwowy narzędzia jest wykonywany za pomocą mięśni
ludzkich,
−
obróbkę ręczno – mechaniczną – ruch główny narzędzia wykonywany jest mechanicznie,
natomiast ruch posuwowy za pomocą mięśni ludzkich,
−
obróbkę mechaniczną – ruch główny i posuwowy narzędzia jest wykonywany
mechanicznie.
Ze względu na geometryczne cechy ruchów występujących podczas skrawania oraz ze
względu na rodzaj użytych narzędzi, wyróżnia się następujące sposoby obróbki skrawaniem:
−
toczenie,
−
frezowanie,
−
struganie,
−
szlifowanie.
Toczenie
Podczas wykonywania operacji toczenia przedmiot obrabiany wykonuje ruch obrotowy,
natomiast nóż tokarski przesuwa się równolegle do osi obrotu przedmiotu, bądź prostopadle
do niej. Toczenie ma zastosowanie w celu otrzymania powierzchni walcowych, stożkowych
lub kulistych.
Frezowanie
Podczas frezowania ruch obrotowy narzędzia (freza) jest jednocześnie wykonywany
z ruchem posuwistym przedmiotu obrabianego względem freza (lub freza względem
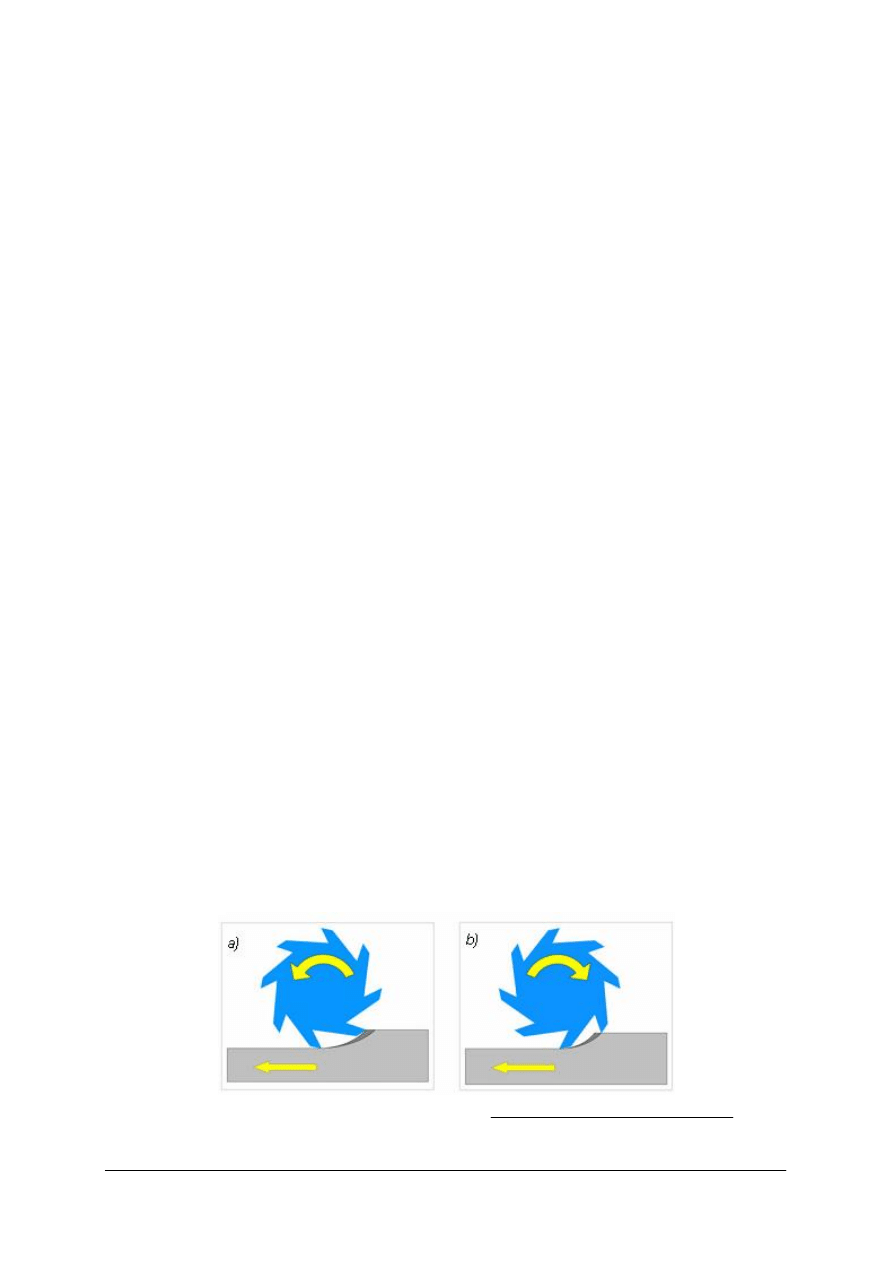
przedmiotu obrabianego). Frezowanie może być współbieżne, gdy ruch obrabianego
przedmiotu jest zgodny z kierunkiem obrotu freza, lub przeciwbieżne, kiedy kierunki ruchu
przedmiotu i obrotu freza są przeciwne.
Rys. 1. Frezowanie: a) przeciwbieżne, b) współbieżne [http://pl.wikipedia.org/wiki/Frezowanie]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Struganie
Polega na wykonywaniu ruchów prostoliniowych przedmiotu i narzędzia. Struganie jest
stosowane głównie do wykonywania płaszczyzn. Rozróżniamy struganie wzdłużne (ruch
roboczy wykonuje przedmiot obrabiany, a ruch posuwowy narzędzie), oraz struganie
poprzeczne (ruch roboczy wykonuje narzędzie, a ruch posuwowy przedmiot).
Szlifowanie
Podczas szlifowania narzędziem skrawającym jest ściernica. Ten rodzaj obróbki jest
stosowany do obrabiania przedmiotów stalowych hartowanych, do zdzierania warstwy
niewielkiej grubości z przedmiotów walcowych, kutych, tłoczonych lub odlewanych oraz do
obróbki wykańczającej przedmiotów metalowych.
Ze względu na uzyskiwaną dokładność kształtu i wymiarów obrobionej powierzchni
obróbkę skrawaniem dzieli się na:
−
zgrubną,
−
średnio dokładną,
−
dokładną,
−
bardzo dokładną, zwaną wykończającą lub gładkościową.
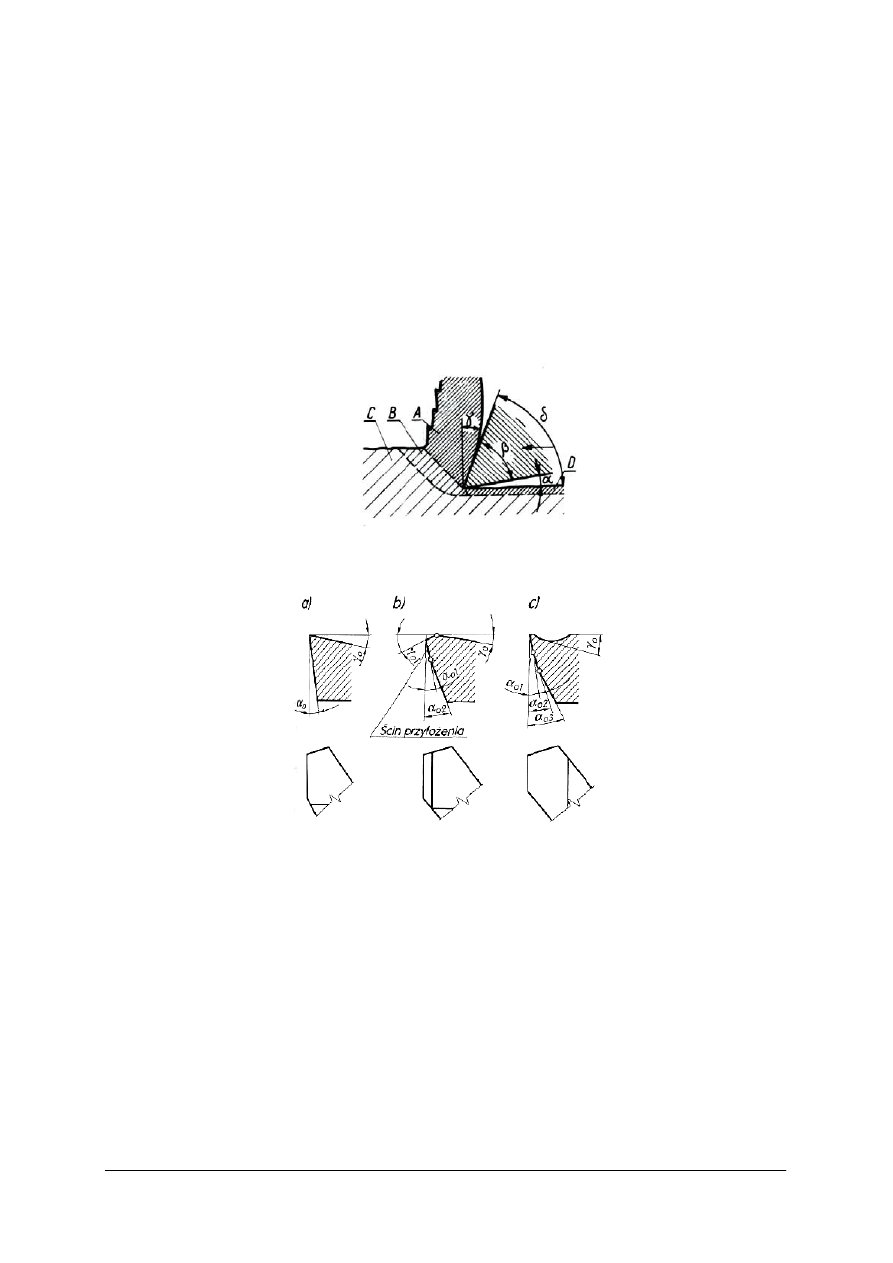
Geometria ostrza skrawającego
Geometrią ostrza opisuje wzajemne położenie powierzchni i krawędzi ostrza narzędzia
skrawającego, względem obrabianej powierzchni. W różnych rodzajach obróbek skrawaniem
stosowane są narzędzia różniące się między sobą wyglądem zewnętrznym. Jednak część
robocza tych narzędzi pracuje na podobnych zasadach, a ich ostrza składają się z podobnych
elementów.
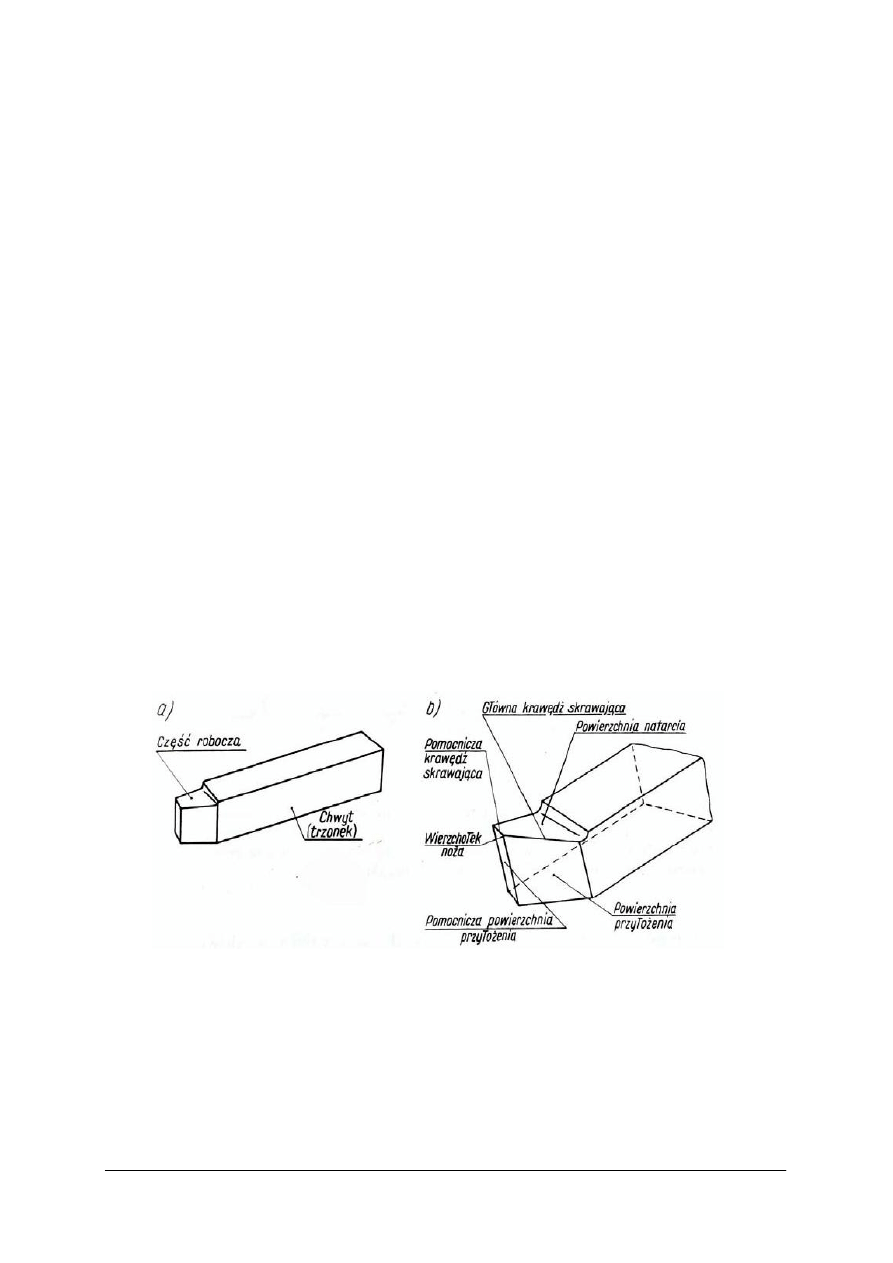
Typowym narzędziem skrawającym jest nóż tokarski. Składa się on z części roboczej oraz
chwytu. Część robocza służy do skrawania materiału, natomiast chwyt do zamocowania noża
w imaku tokarki.
Rys. 2. Nóż tokarski: a) części składowe, b) elementy części roboczej noża tokarskiego [2, s. 233]
Podstawowe pojęcia i wielkości geometryczne występujące w skrawaniu metali:
−
powierzchnia natarcia – powierzchnia narzędzia, po której spływa wiór,
−
powierzchnia przyłożenia – powierzchnia klina zwrócona w stronę materiału,
−
główna krawędź tnąca – jest to przecięcie się powierzchni natarcia z powierzchnią
przyłożenia,
−
powierzchnia skrawania – jest to powierzchnia, która na przedmiocie obrabianym
wytwarza krawędź tnącą,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
−
płaszczyzna skrawania – jest to płaszczyzna styczna do powierzchni skrawania
i przechodząca przez krawędź tnącą,
−
kąt ostrza β – jest to kąt pomiędzy powierzchniami natarcia i przyłożenia,
−
kąt natarcia γ – jest to kąt pomiędzy powierzchniami natarcia a płaszczyzną prostopadłą do
płaszczyzny skrawania,
−
kąt przyłożenia α – jest to kąt, który ma za zadanie zmniejszenie tarcia narzędzia
o obrobioną powierzchnię,
−
kąt skrawania δ= α+ β – jest to kąt pomiędzy powierzchnią natarcia a płaszczyzną
skrawaniem.
Podczas wykonywania obróbki skrawaniem tworzy się wiór. Proces tworzenia wióra
przestawia poniższy rysunek.
Rys. 3. Proces powstawania wióra: A) warstwa zgnieciona i oderwana, B) warstwa ściskana, C) materiał
jeszcze nie odkształcony, D) warstwa zgnieciona po przejściu noża [2, s. 237]
Rys. 4. Kształty powierzchni natarcia i przyłożenia [2, s. 234]
Parametry skrawania
Do głównych parametrów skrawania zalicza się:
−
szybkość skrawania – jest to droga, którą przebywa krawędź skrawająca noża względem
powierzchni obrabianego przedmiotu w kierunku ruchu głównego roboczego, w jednostce
czasu,
−
głębokość skrawania – jest to grubość warstwy materiału usuwanej podczas skrawania,
−
posuw – jest to ruch narzędzia skrawającego w celu skrawania kolejnych warstw
materiału.
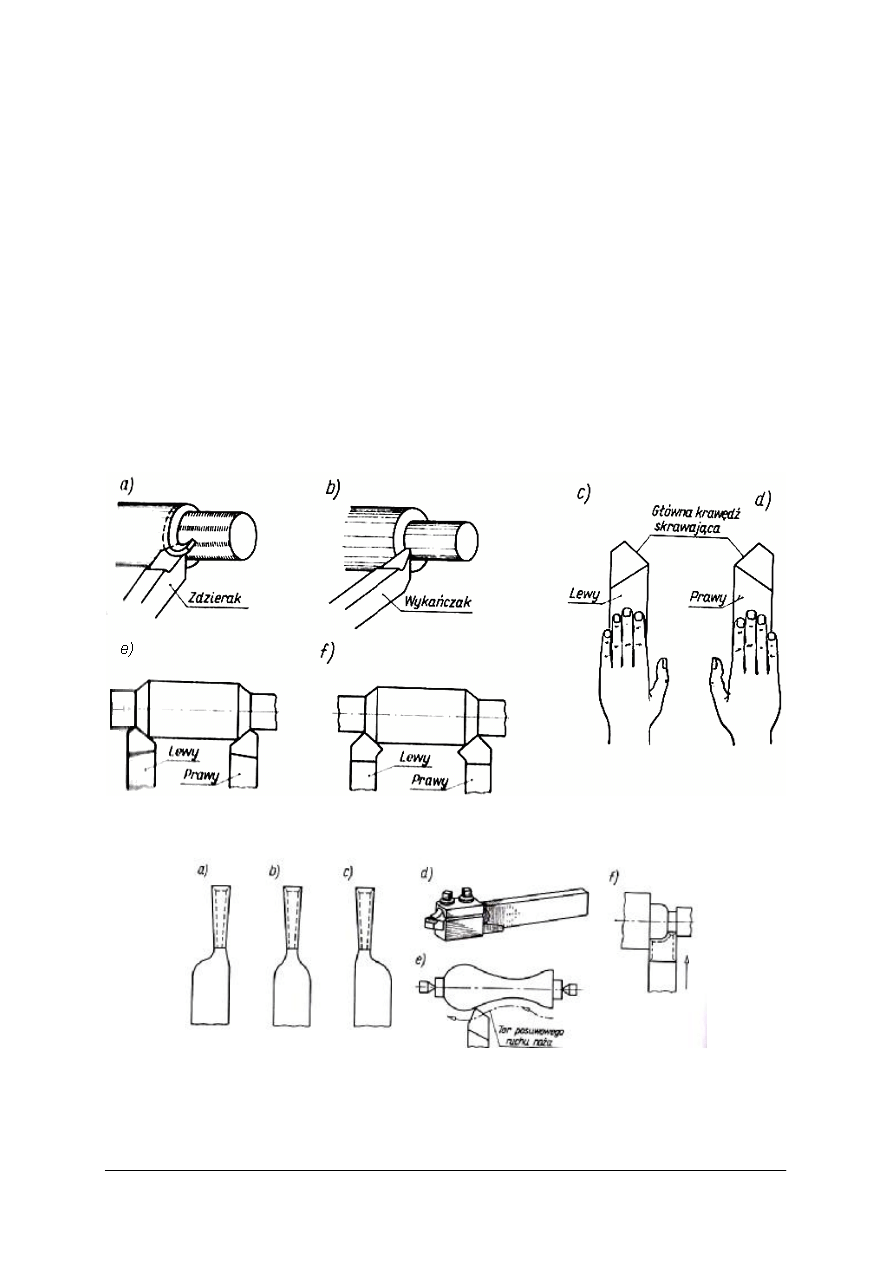
Podział noży tokarskich
Noże tokarskie w zależności od rozpatrywanych kryteriów można podzielić na różne
grupy:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
−
ze względu na dokładność obróbki na noże zdzieraki i wykańczaki – zdzieraki stosowane
do obróbki zgrubnej, mają masywną budowę, wykańczaki stosowane do obróbki dokładnej
i wykańczającej, mogą być proste lub wygięte, prawe lub lewe,
−
ze względu na położenie krawędzi tnącej na noże prawe i lewe. W nożach lewych krawędź
tnąca znajduje się po stronie kciuka lewej ręki, gdy dłoń położy się na powierzchni natarcia
palcami w kierunku wierzchołka noża,
−
ze względu na położenie ostrza na noże proste, wygięte i odsadzone (prawe, lewe lub
obustronnie),
−
ze względu na kształt zarysu krawędzi skrawającej na noże zwykłe i kształtowe –
w nożach kształtowych zarys krawędzi skrawającej noża jest taki, jaki ma być zarys części
wykonywanej tym nożem,
−
ze względu na budowę na noże jednolite, z przylutowanymi płytkami lub ze zgrzewanymi
częściami roboczymi.
Noże oprawkowe charakteryzują się małymi wymiarami chwytów, dlatego najpierw są
mocowane w oprawce nożowej, a dopiero później w suporcie.
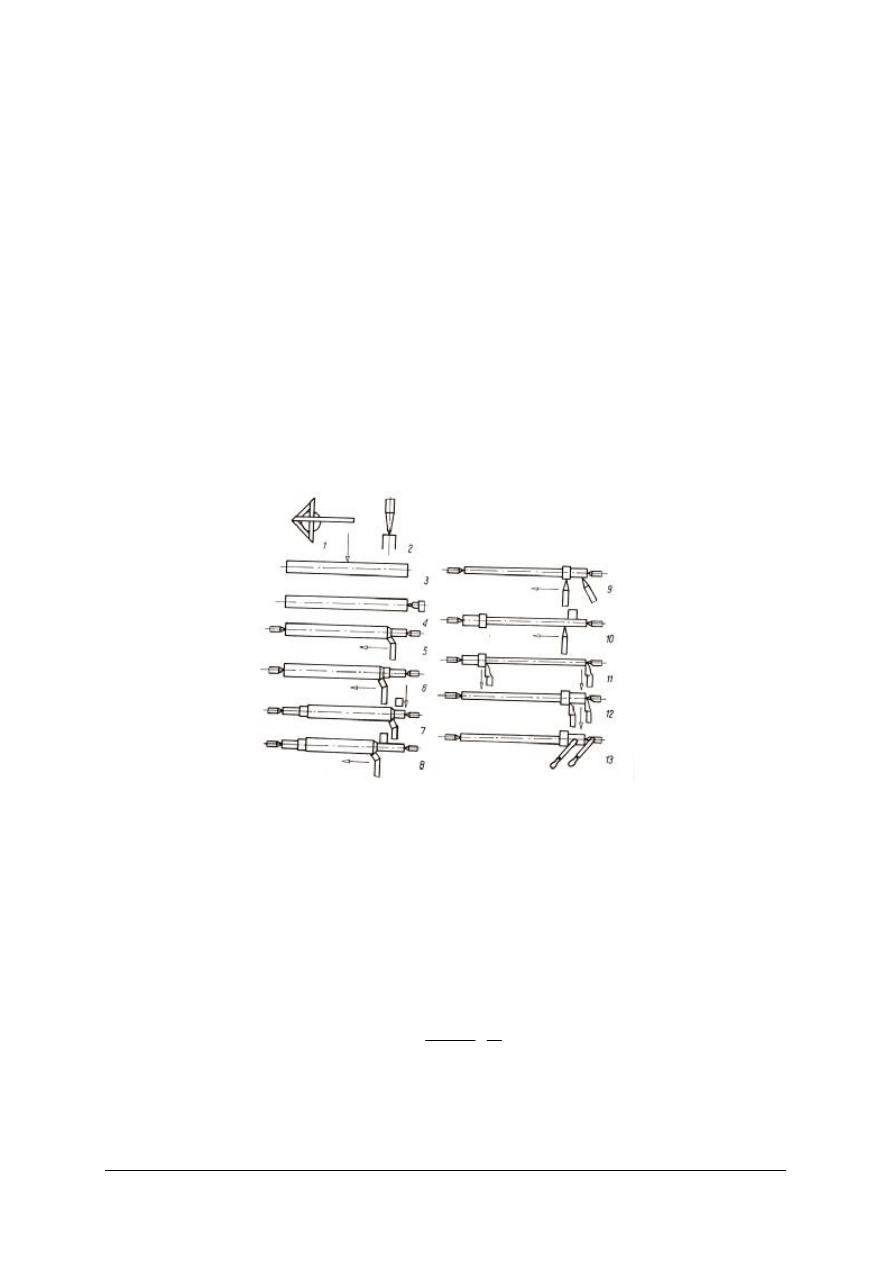
Rys. 5. Noże tokarskie: a) zdzierak, b) wykańczak, c) lewy, d) prawy, e) proste, f) wygięte [1, s. 231]
Rys. 6. Noże tokarskie: a) lewy odsadzony, b) obustronnie odsadzony, c) prawy odsadzony, d) oprawkowy
zamocowany w suporcie, e) oprawkowy zamocowany w głowicy rewolwerowej, f) kształtowy [1, s. 232]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czym polega toczenie?
2. Na czym polega frezowanie?
3. Jakie narzędzia skrawające są stosowane w obróbce wiórowej?
4. Czy potrafisz scharakteryzować geometrię ostrza skrawającego?
5. Jakie są parametry skrawania?
4.1.3. Ćwiczenia
Ćwiczenie 1
W tabeli zostały zapisane podstawowe rodzaje obróbek skrawaniem, dopisz do każdego
rodzaju obróbki cechy wspólne tych obróbek oraz różnice.
Rodzaj obróbki
Cechy wspólne
Różnice
Toczenie
Frezowanie
Struganie
Szlifowanie
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać treść zadania,
2) przeanalizować podobieństwa wymienionych obróbek skrawaniem,
3) przeanalizować różnice, które rozróżniają każdą z obróbek,
4) wypełnić tabelę.
Wyposażenie stanowiska pracy:
−
literatura dotycząca obróbki skrawaniem.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zdefiniować pojęcia toczenia?
2) wyjaśnić różnice między toczeniem a frezowaniem?
3) dokonać podziału noży tokarskich?
4) rozróżnić elementy wchodzące w skład budowy noża tokarskiego?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.2. Budowa tokarek. Podstawowe operacje tokarskie
4.2.1. Materiał nauczania
Do toczenia przedmiotów stosowane są obrabiarki skrawające zwane tokarkami.
Podstawowym rodzajem tych urządzeń jest tokarka kłowa, która umożliwia zamocowanie
przedmiotu obrabianego w kłach znajdujących się we wrzecionie i koniku. Tokarki kłowe
dzielą się na:
−
tokarki stołowe – ustawiane na stole, przeznaczone do obróbki małych przedmiotów,
−
tokarki produkcyjne – wykonuje się na nich wszystkie operacje tokarskie oprócz
gwintowania,
−
tokarki pociągowe – wyposażone w wałek pociągowy i śrubę pociągową, umożliwiają
nacinanie gwintu,
−
tokarki ciężkie.
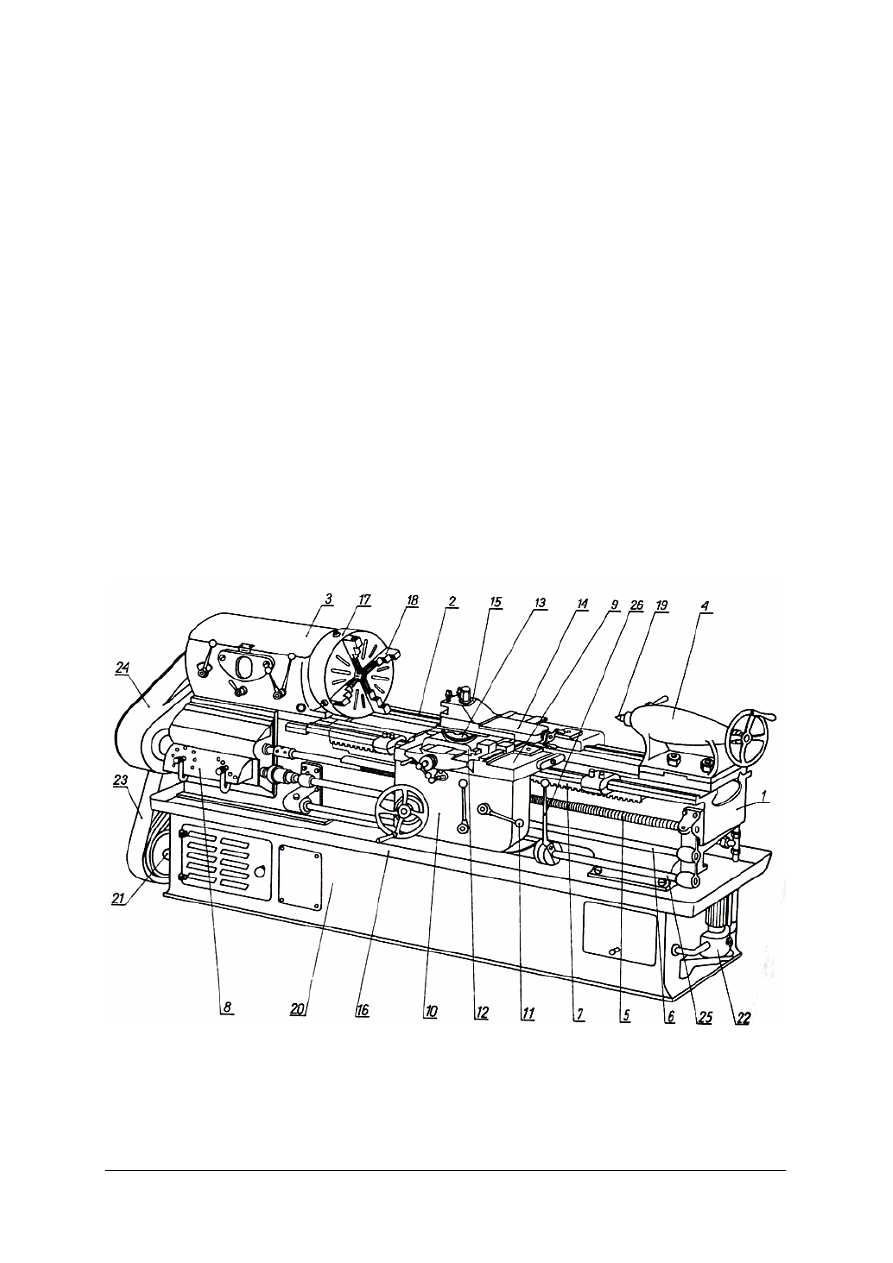
Budowa tokarki pociągowej
Charakterystycznym elementem tokarki pociągowej jest śruba pociągowa wraz z zębatką.
Mechanizm ten służy do napędu suportu tokarki. Suport stanowi zespół konstrukcyjny
obrabiarki umożliwiający wykonanie ruchu posuwowego, w kierunku wzdłużnym lub
poprzecznym, w stosunku do wzdłużnej osi tokarki. Na rys 7. przedstawiono typową tokarkę
pociągową.
Rys. 7. Tokarka kłowa pociągowa [1, s. 234]
Jednym z zasadniczych elementów tokarki jest solidne, wykonane z żeliwa łoże (1),
wyposażone w prowadnice (2). Z jednej strony łoża znajduje się wrzeciennik (3).
We wrzecienniku znajdują się mechanizmy, które przenoszą napęd z silnika na wrzeciono
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
tokarki. Do obracającego się podczas pracy tokarki wrzeciona, mocuje się uchwyt szczękowy
(17), wyposażony w cztery szczeki (18), służące do mocowania materiału podczas obróbki.
Z drugiej strony łoża tokarki znajduje się konik (4) z wysuwanym obrotowym kłem (19).
Z boku tokarki znajduje się śruba pociągowa (5), wałek pociągowy (6), listwa zębata (7) oraz
skrzynka posuwów (8). Przy pomocy tych elementów jest przenoszony napęd na suport (9).
Po specjalnych prowadnicach mogą przesuwać się sanie wzdłużne suportu, które są połączone
ze skrzynką suportową (10). Umieszczona na niej dźwignia (11) służy do włączania posuwu
suportu za pomocą śruby pociągowej. Na saniach wzdłużnych, znajdują się sanie poprzeczne
(12), a na nich obrotnica (13). Dzięki niej sanie narzędziowe (14) mogą być ustawione
w stosunku do obrabianego przedmiotu pod różnym kątem. Sanie narzędziowe są zaopatrzone
w imak narzędziowy (15), który służy do mocowania noży tokarskich. Pod łożem tokarskim
znajduje się blaszana wanna (16), w której w czasie pracy zbiera się płyn cieczy chłodzącej,
a także wióry pochodzące z toczenia. Wanna i pozostałe elementy tokarki spoczywają na
podstawie (20). Napęd tokarki stanowi silnik elektryczny. Przez wałek (21) i przekładnie
pasową napęd z silnika jest przenoszony na wrzeciennik. Przy pomocy dźwigni (26) oraz
wałka (25) można uruchomić lub zatrzymać wrzeciono tokarki. Przekładnie pasowe i zębate są
osłonięte osłonami (23) i (24).
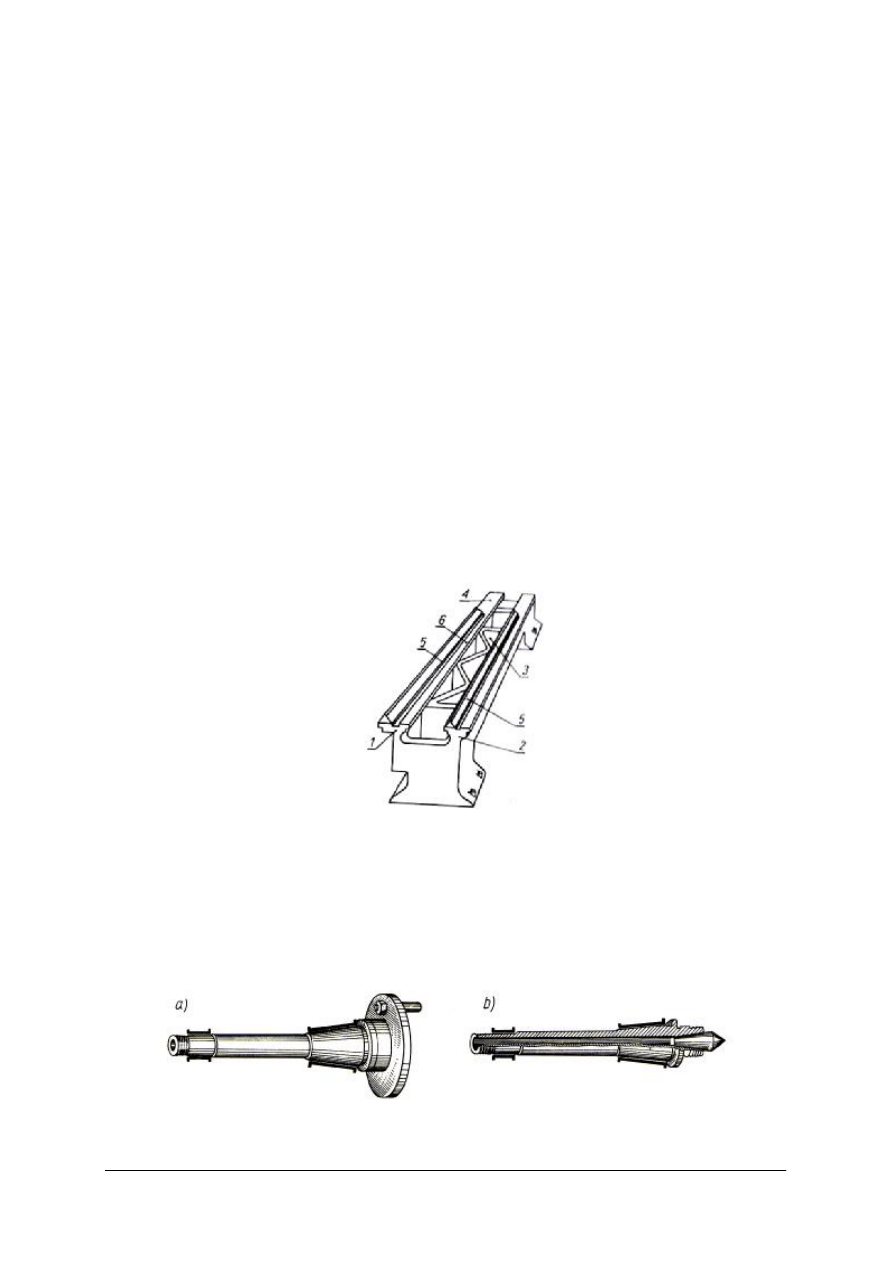
Łoże tokarki jest wykonane jest z żeliwa. Ma kształt dwóch belek (1, 2) z usztywnionymi je
żebrami (3). Górna część łoża stanowi prowadnice (5, 6) dla suportu i konika, natomiast na
części płaskiej (4) umieszcza się wrzeciennik. Suport przesuwa się po prowadnicach
zewnętrznych, natomiast konik po prowadnicach wewnętrznych.
Rys. 8. Łoże tokarskie [1, s.235]
Wrzeciennik tokarki spełnia rolę skrzyni przekładniowej, dzięki której wrzeciono tokarki
może osiągać różne prędkości obrotowe. Wrzeciono tokarki jest ułożyskowanym w dwóch
łożyskach ślizgowych wałem stalowym, posiadającym przelotowy otwór. Końcówka
wrzeciona ma otwór do mocowania kła. Posiada ona również zewnętrzny gwint, na którym
może być mocowana tarcza zabierakowa lub samocentrujący uchwyt tokarski.
Rys. 9. Wrzeciono tokarki: a) z osadzoną tarczą zbierakową, b) z kłem [1, s. 235]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
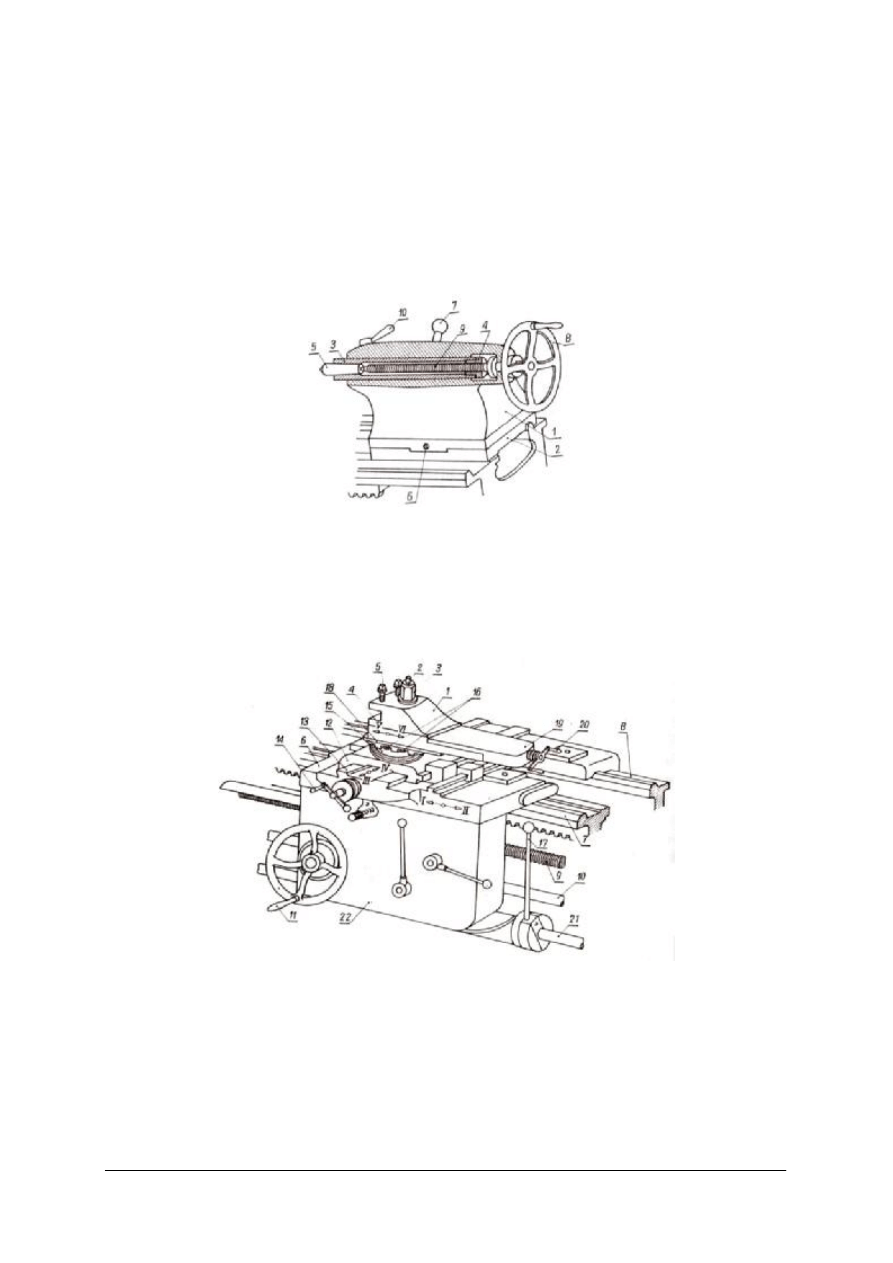
Konik służy do podtrzymywania podczas toczenia długich przedmiotów w kłach. Jest
zbudowany z korpusu (1) osadzonego na podstawie (2). Kieł (5) jest osadzony w stożkowym
otworze tulei (3). W tulei znajduje się śruba konika (9) i nakrętka (4). Razem z ręcznym
pokrętłem (8) służą do wysuwania kła z korpusu konika. Po wysunięciu można zablokować
tuleję przy pomocy zacisku (10). W otworze tulei oprócz kła mogą być również osadzane
różne inne narzędzia, jak np.: wiertła, rozwiertaki lub gwintowniki. Konik jest osadzony na
prowadnicach łoża tokarki. Może być przesuwany i mocowany w dowolnym miejsca łoża przy
pomocy dźwigni mimośrodu (7).
Rys. 10. Konik [2, s. 249]
Suport jest podzespołem, który może występować w tokarkach, strugarkach dłutownicach.
Mocuje się na nim narzędzia skrawające, przeważnie noże. Skrzynkę suportową mocuje się na
saniach wzdłuż suportu. Umożliwia ona przenoszenie napędu od śruby pociągowej na sanie
wzdłużne lub poprzeczne suportu.
Rys. 11. Suport 1) imak narzędziowy, 2), 3) śruba i nakrętka mocująca imak, 4) powierzchnia oporowa, 5)
śruby mocujące nóż, 6) sanie wzdłużne suportu, 7), 8) prowadnice łoża, 9) śruba pociągowa, 10) wałek
pociągowy, 11) pokrętło ręczne, 12) sanie poprzeczne suportu, 13) prowadnice sań poprzecznych, 14)
pokrętło ręczne przesuwu poprzecznego, 15) obrotnica, 16) śruby mocujące obrotnicę, 17) dźwignia
zmiany obrotów i zatrzymywania wrzeciona, 18) prowadnice sań narzędziowych, 19) sanie narzędziowe,
20) pokrętło przesuwu sań narzędziowych, wałek sterujący obrotów wrzeciona, 22) skrzynka suportowa,
[2, s. 250]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Koła zmianowe dobiera się w zależności od tego, jakie przełożenie ma być między
wrzecionem, a suportem. Wielkość ta jest szczególnie istotna podczas nacinania gwintów na
tokarce za pomocą noża. Komplet różnej wielkości kół zmianowych jest dołączany do każdej
tokarki.
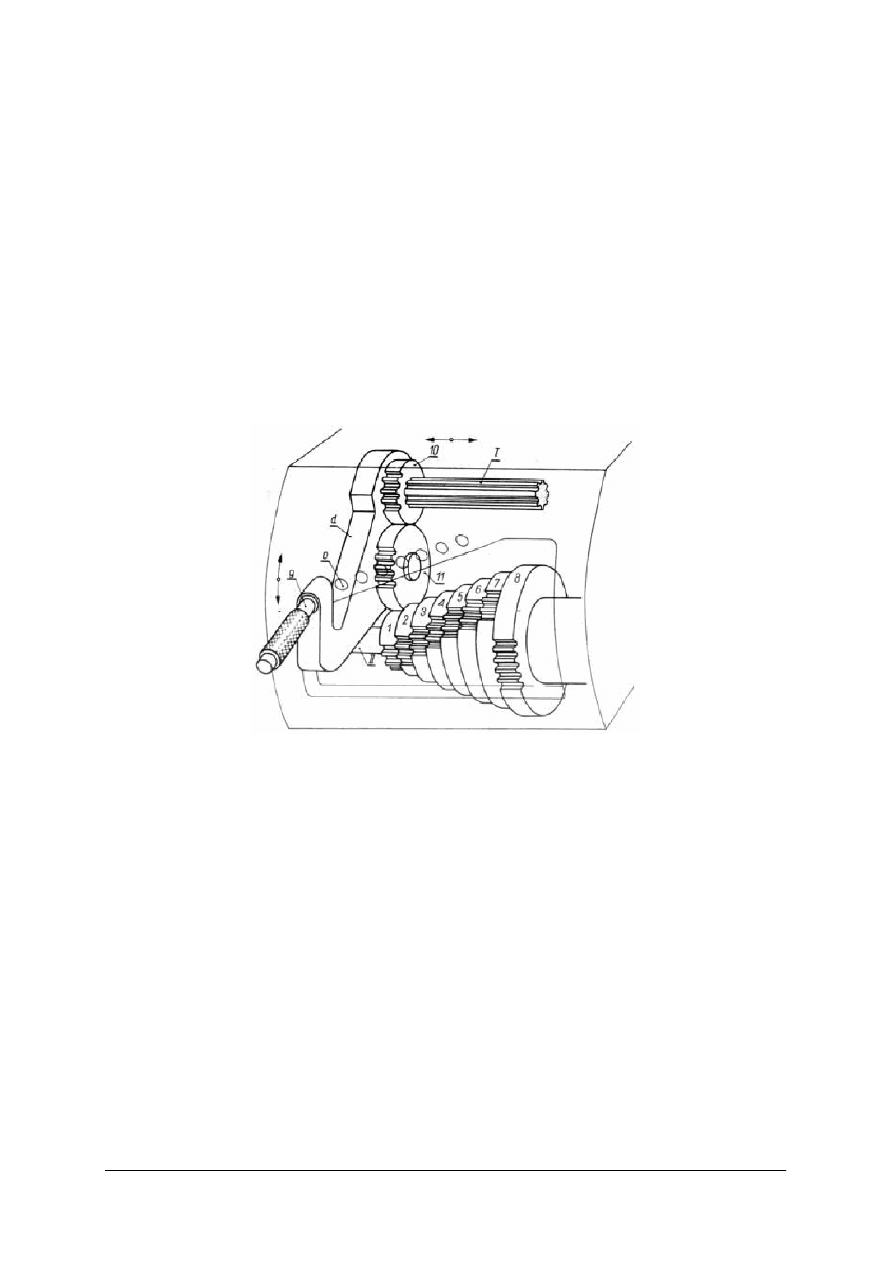
Skrzynka posuwów jest mechanizmem tokarki, który służy do szybkiej zmiany przełożenia.
Napęd jest przenoszony od koła zmianowego na wałek wielowypustowy (I) z kołem
przesuwnym (10). Jest ono osadzone na tym wałku . Koło przesuwne (10) zazębia się z kołem
zębatym (11), którego oś jest umieszczona na dźwigni (d). Dźwignię tą można wychylać
w górę i w dół za pomocą rękojeści (9). W ten sposób wybiera się zazębienie koła (11)
z jednym z kół (1–8), osadzonych na stałe na wałku (II). Po wyborze zazębienia kół dźwignię
(d) zabezpiecza się w danym położeniu, za pomocą sworznia (9) lub zatrzasku. Przekładnia
Nortona umożliwia wybór przełożenia między wrzecionem tokarki, a wałkiem pociągowym
lub śrubą pociągową. Dzięki temu następuje ustalenie wartości posuwu narzędzia w mm na
jeden obrót wrzeciona. Suport jest zespołem konstrukcyjnym wykonującym prostoliniowe
ruchy posuwowe w kierunku równoległym lub prostopadłym do osi wrzeciona.
Rys. 12. Przekładnia Nortona [1, s. 238]
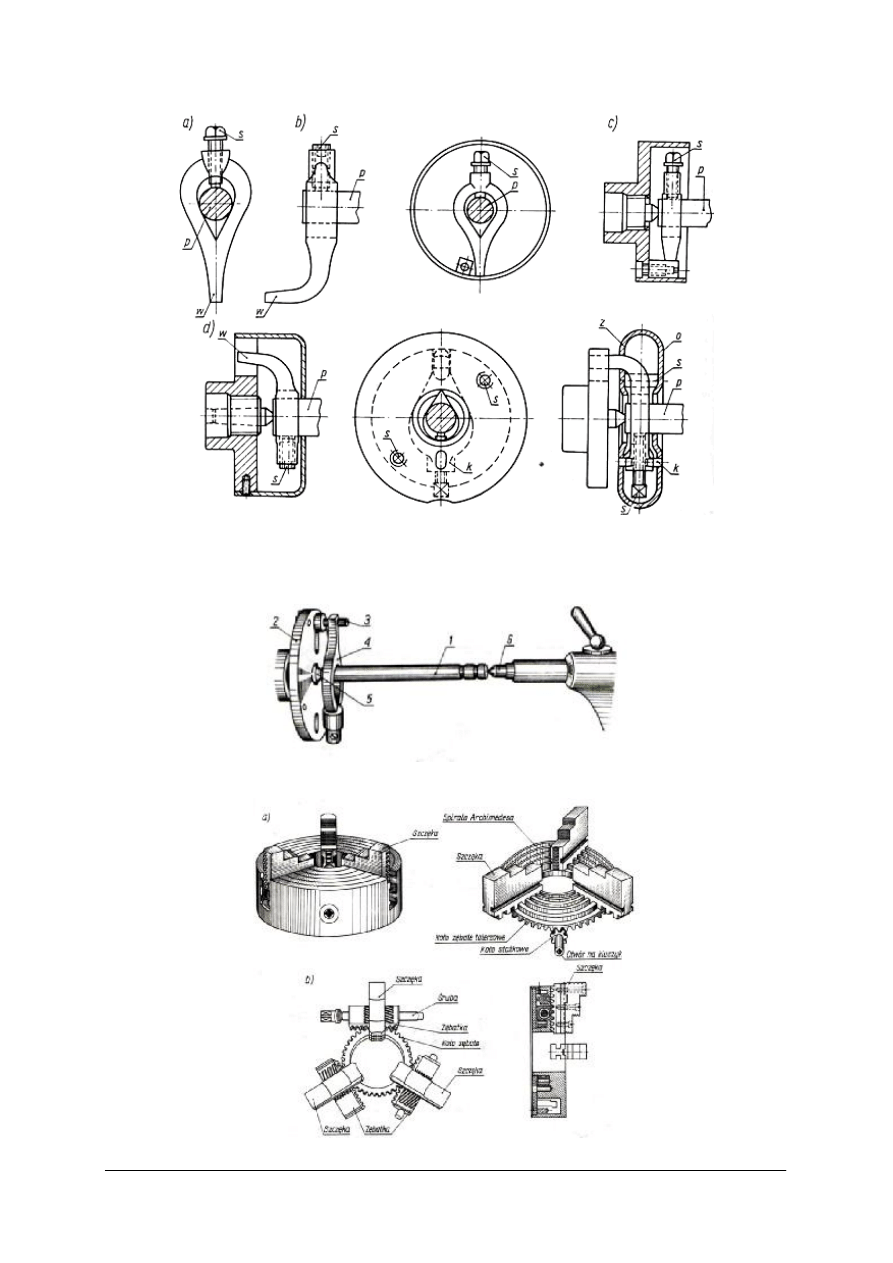
Mocowanie przedmiotu na obrabiarce
Do mocowania długich wałków w tokarce wykorzystuje się kły tokarskie (zwykłe lub
obrotowe). Oprócz kłów do zamocowania wałka niezbędna jeszcze jest tarcza zabierakowa
i zabierak. W przypadku długich wałków, by uniknąć niebezpieczeństwa ugięcia się wałka pod
własnym ciężarem, stosuje się specjalną podporę. Może to być podtrzymka stała mocowana do
łoża tokarki lub podtrzymka ruchoma, mocowana na suporcie.
Uchwyty tokarskie służą do szybkiego mocowania przedmiotu obrabianego
współosiowo z wrzecionem. Do mocowania przedmiotów małych i średniej wielkości stosuje
się uchwyt samocentrujący spiralny. Uchwyty samocentrujące zębatkowe służą do mocowania
większych przedmiotów. Tarcze tokarskie czteroszczękowe służąco mocowania przedmiotów
o kształtach nieregularnych oraz dużych przedmiotów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Rys. 13. Zabieraki i tarcze zabierakowe: a) zabierak prosty, b) zabierak hakowy, c) tarcza zabierakowa do
zabieraków prostych, d) tarcza do zabieraków hakowych, s-śruba dociskająca, p-przedmiot, w-palec
zabieraka, k-kołek, o-obudowa [1, s. 240]
Rys. 14. Zamocowanie wałka w kłach [1, s. 241]
Rys. 15. Uchwyty samocentrujące: a) spiralny, b) zębatkowy [1, s. 241]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Podstawowe operacje tokarskie
Do podstawowych operacji tokarskich zalicza się:
−
toczenie zewnętrznych powierzchni walcowych,
−
toczenie stożków,
−
toczenie gwintów.
Toczenie zewnętrznych powierzchni walcowych
Przed przystąpieniem do toczenia należy we właściwy sposób zamocować obrabiany
przedmiot. Jeżeli przedmiot ma być obrabiany w kłach, to najpierw należy wyznaczyć jego oś
obrotu, a następnie wykonać w nim nakiełki. Wykonuje się je na nakiełczarce, wiertarce lub
tokarce. Następnie przedmiot mocuje się dostatecznie silnie miedzy kłami, jednak w ten
sposób, aby mógł się swobodnie obracać dookoła swojej osi. Przed toczeniem należy
odpowiednio dobrać warunki skrawania, czyli określić prędkość skrawania, posuw i głębokość
skrawania. Warunki te podaje się w kartach instrukcyjnych obróbki. Na początku obróbki
zdejmuje się większe partie materiału przy pomocy noży zdzieraków (obróbka zgrubna).
Obróbkę wykańczającą „na wymiar” wykonuje się nożami wykańczakami. Toczenie
poprzeczne wykonuje się obrabiając powierzchnie czołowe.
Rys. 16. Toczenie długich wałków [2, s. 264]
Toczenie stożków
Toczenie stożków może być wykonywane czterema sposobami:
−
z przesuniętym konikiem,
−
ze skręconymi saniami narzędziowymi,
−
z zastosowaniem liniału,
−
z zastosowaniem noży kształtowych.
Toczenie z przesuniętym konikiem stosuje się do obróbki stożków o małej zbieżności. Po
zamocowaniu przedmiotu obrabianego w kłach wrzeciona i konika, przesuwa się korpus
konika w kierunku poprzecznym o wielkość S obliczoną ze wzoru:
l
L
d
D
S
⋅
−
=
2
gdzie:
D-d – średnice stożka (duża i mała) w mm,
L – odległość kłów w mm,
l – wysokość stożka w mm.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Zaletą tego rodzaju toczenia jest możliwość zastosowania mechanicznego posuwu
wzdłużnego, wadą zaś mała dokładność obróbki i trudność dokładnego przesunięcia konika
o wielkość S.
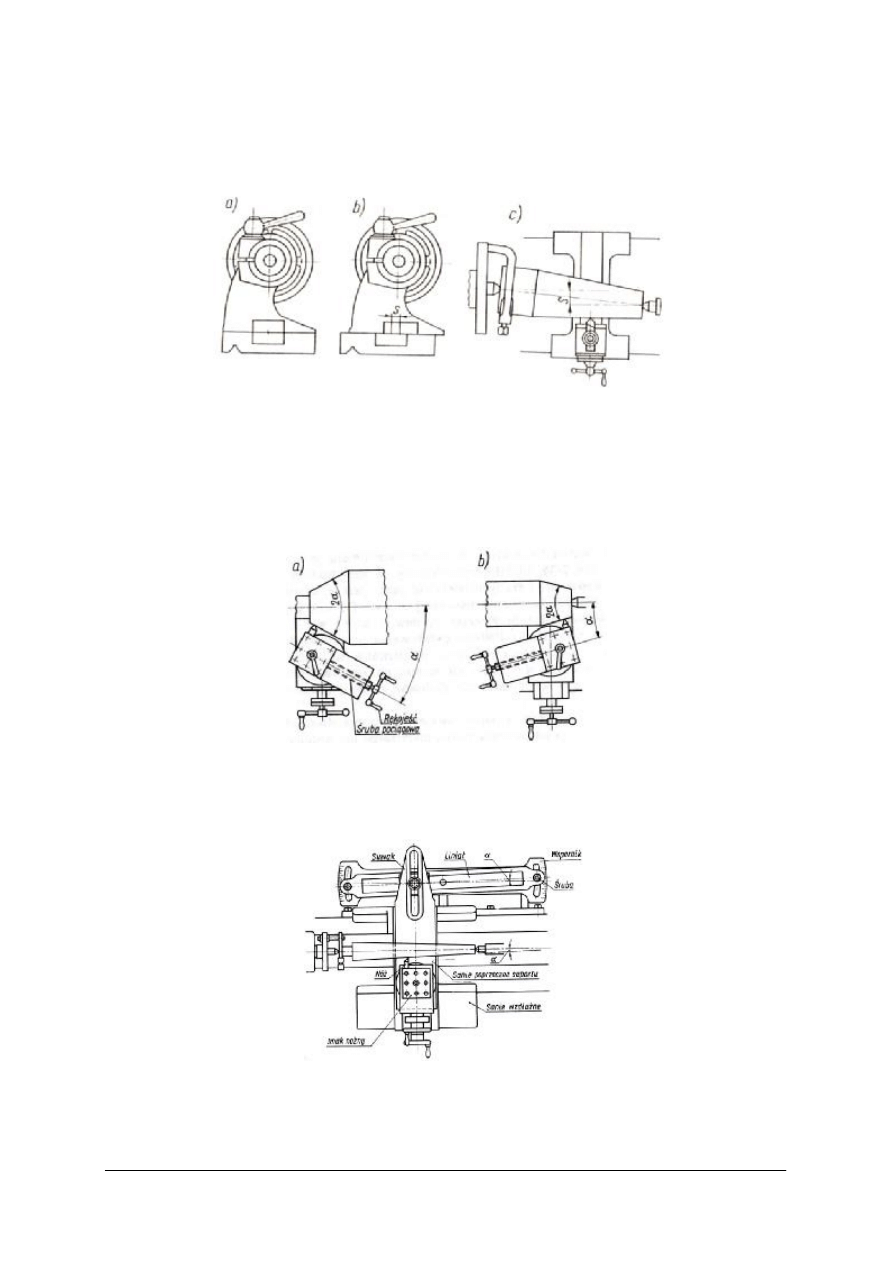
Rys. 17. Toczenie stożka przy przesuniętym koniku: a) konik przed przesunięciem, b) po przesunięciu,
c) podczas obróbki [2, s. 266]
Toczenie stożków przez skręcenie na obrotnicy stosuje się do stożków krótkich. Dzięki
tej metodzie można ustawić sanie narzędziowe pod różnymi kątami. Posuw noża odbywa się
ręcznie, przez pokręcanie rękojeścią. Zaletą tej metody jest możliwość wykonywania stożków
o dużych i małych kątach. Wadą zaś to, że można obrabiać tylko stożki o wysokości mniejszej
od długości przesuwu sań narzędziowych.
Rys. 18. Toczenie stożka przy skręcaniu obrotnicy: a) zbieżność zwrócona w stronę wrzeciona, b) w stronę
konika [2, s. 267]
Toczenie stożków z zastosowaniem liniału. Stosując liniał można toczyć powierzchnie
stożkowe wewnętrzne i zewnętrzne.
Rys. 19. Toczenie stożka za pomocą liniału [2, s. 267]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Toczenie stożków z zastosowaniem noży kształtowych. Metoda ta polega na toczeniu
stożka nożem, którego krawędź skrawająca jest pochylona do osi wałka pod odpowiednim
kątem. Tą metodą toczone są krótkie stożki.
Radełkowanie (moletowanie) wykonuje się za pomocą umocowanego w oprawce
specjalnego radełka.
Toczenie gwintów
Wykonywanie gwintów na tokarce może się odbywać w następujący sposób:
−
poprzez nacinanie gwintu nożem tokarskim,
−
wykorzystując gwintowniki lub narzynki osadzone w koniku,
−
nacinając gwinty wewnętrzne przy pomocy gwintowników maszynowych.
Gwinty dokładne wykonuje się na tokarkach pociągowych przy pomocy specjalnych noży.
Nóż ustawia się w ten sposób, aby jego wierzchołek znajdował się na wysokości osi kłów, a oś
zarysu noża była prostopadła do osi powierzchni gwintowej. Posuw podczas jednego obrotu
śruby pociągowej musi równać się skokowi gwintu śruby.
Podczas nacinania gwintów zewnętrznych przy pomocy narzynek należy pamiętać o tym,
że średnica nacinanego pręta musi być o 0,1-0,2 mm mniejsza, od średnicy gwintu. Pręt należy
zamocować w uchwycie tokarskim w celu wykonania ukosowania krawędzi. Dzięki temu
będzie łatwiej wprowadzić na gwintowany pręt narzynkę. Kilka zwojów gwintu należy
wykonać ręcznie, potem uruchamia się napęd wrzeciona.
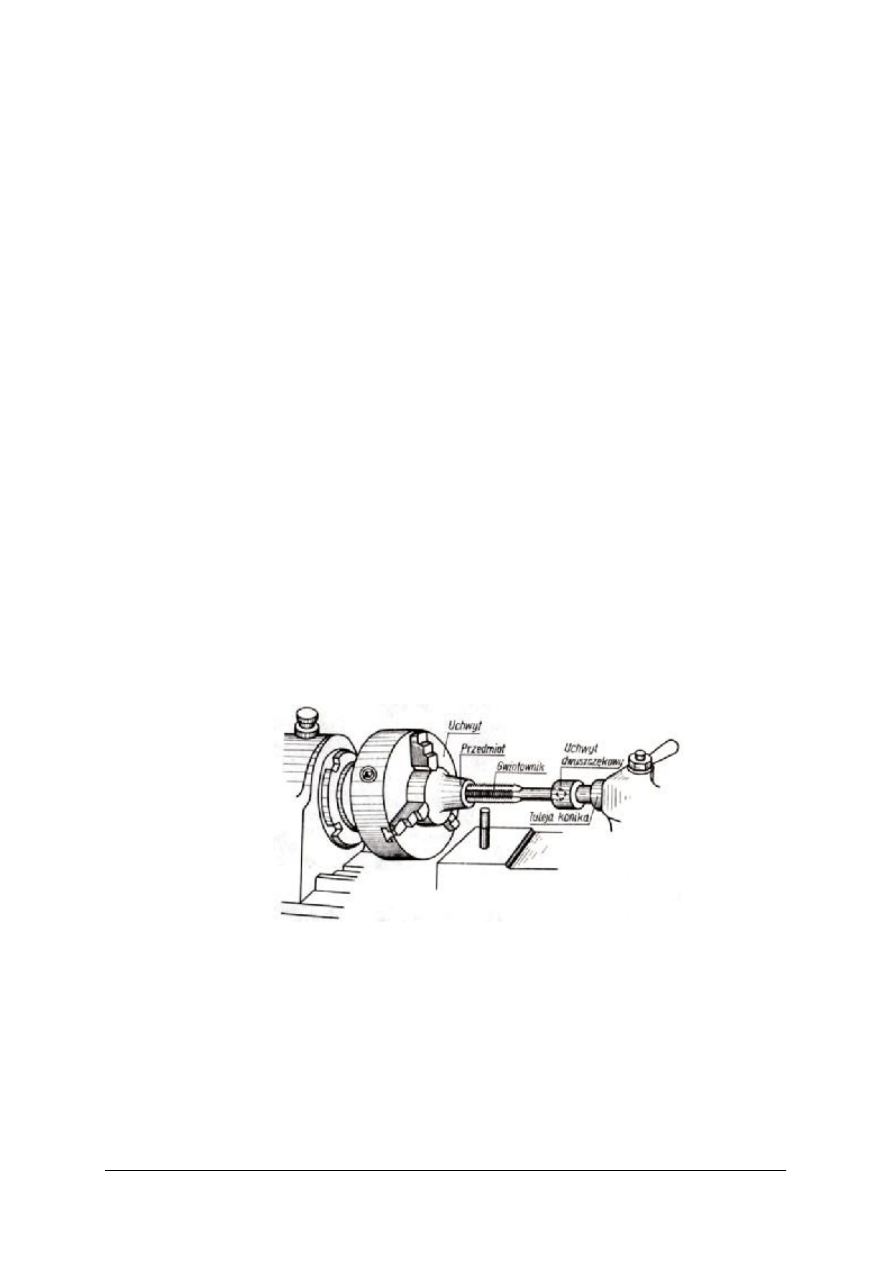
Gwinty wewnętrzne nacina się na tokarce przy pomocy gwintowników. W pierwszej
kolejności należy dobrać wiertło do wykonania otworu pod gwint. Średnicę wiertła dobiera się
z tablic. Przedmiot obrabiany należy zamocować w uchwycie tokarki w ten sposób, by
gwintowany otwór zajął położenie współosiowe z wrzecionem. Gwintownik można mocować
w uchwycie dwuszczękowym i wraz z nim osadzić w tulei konika. Następnie należy uruchomić
napęd wrzeciona i w miarę wykonywania gwintu, przesuwać tuleję konika z gwintownikiem w
kierunku uchwytu.
Rys. 20. Nacinanie gwintu na tokarce z osadzeniem gwintownika w uchwycie dwuszczękowym [2, s. 270]
BHP podczas toczenia
Warunkiem bezpiecznej pracy na tokarce jest:
−
ustawienie tokarki w miejscu zapewniającym wygodne jej użytkowanie, w tym bezpieczny
i swobodny dostęp do wszystkich jej elementów,
−
stosowanie do oświetlenia instalacji o napięciu 24 V,
−
niedopuszczenie do nadmiernego gromadzenia się wiórów w strefie obróbki,
−
stosowanie okularów ochronnych,
−
wyłączenie obrabiarki głównym wyłącznikiem w przypadku przerwy w pracy lub odejścia
użytkownika od tokarki.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak jest zbudowana tokarka pociągowa?
2. Co to jest konik i do czego służy?
3. W jaki sposób mocuje się niewielkie przedmioty w obrabiarce?
4. Jakie znasz podstawowe operacje tokarskie?
5. Jakie znasz sposoby toczenia stożków?
6. Jakie są zalety toczenia z przesuniętym konikiem?
7. Na czym polega metoda toczenia stożków z zastosowaniem noży kształtowych?
8. W jaki sposób nacina się gwinty przy pomocy tokarki?
4.2.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj narzędzia do obróbki wiórowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zidentyfikować narzędzia do obróbki wiórowej korzystając z katalogów,
2) odczytać parametry narzędzi,
3) zanotować nazwy i parametry.
Wyposażenie stanowiska pracy:
−
zestaw narzędzi do obróbki wiórowej,
−
katalogi.
Ćwiczenie 2.
Dobierz obrabiarkę do wykonania zadanej operacji technologicznej. Od nauczyciela
otrzymasz dokumentacje technologiczną.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować dokumentację technologiczną detalu,
2) zidentyfikować potrzebną obrabiarkę,
3) wynotować na podstawie dokumentacji technologicznej wymagane parametry obrabiarki,
4) przeanalizować instrukcję obsługi obrabiarek,
5) określić na podstawie wymaganych parametrów obrabiarkę,
6) uzasadnić dobór.
Wyposażenie stanowiska pracy:
−
dokumentacja technologiczna,
−
instrukcje obsługi obrabiarek.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Ćwiczenie 3
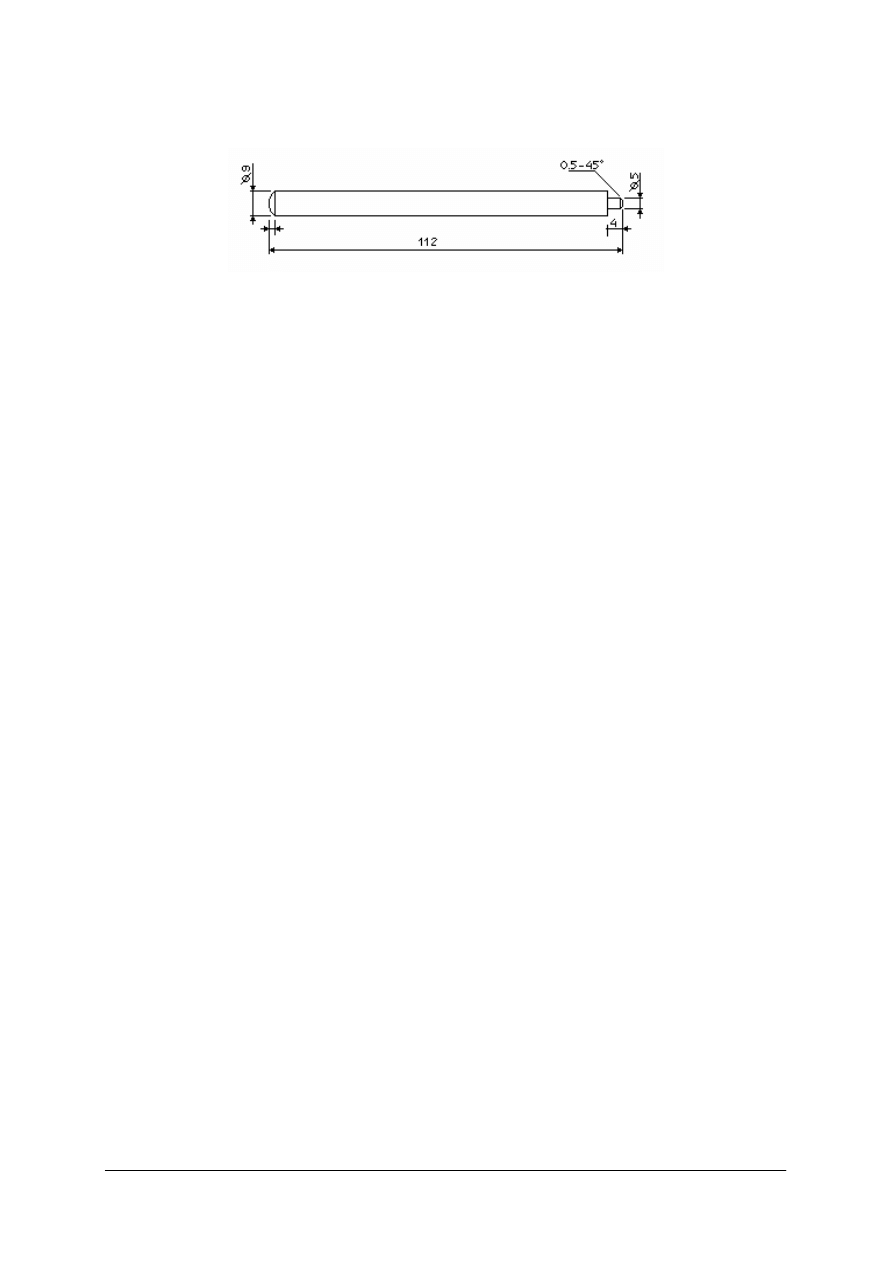
Wykonaj toczenie rękojeści do narzynki, według rysunku.
Rys. 1. rysunek do ćwiczenia 3
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zamocować materiał w uchwycie,
2) wykonać nakiełek,
3) wykonać toczenie na zadaną długość oraz średnicę,
4) odciąć obrabiany element,
5) wykonać toczenie wzdłużne na długości 4 mm na średnicę 5 mm,
6) wykonać ukosowanie pod kątem 45°,
7) obrócić materiał i zamocować nóż kształtowy w celu uzyskania kulistej końcówki,
8) uporządkować stanowiska pracy,
9) zastosować przepisy bhp podczas pracy.
Wyposażenie stanowiska pracy:
−
stalowy wałek,
−
tokarka.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) ustalić sposób mocowania przedmiotu w obrabiarce?
2) wyjaśnić budowę tokarki pociągowej?
3) wyjaśnić sposób toczenia powierzchni zewnętrznych walcowych?
4) scharakteryzować sposób nacinania gwintów zewnętrznych?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.3. Budowa frezarek. Podstawowe operacje frezarskie
4.3.1. Materiał nauczania
Frezarki można podzielić następująco:
−
frezarki ogólnego przeznaczenia – wspornikowe i bezwspornikowe,
−
frezarki specjalizowane,
−
frezarki specjalne.
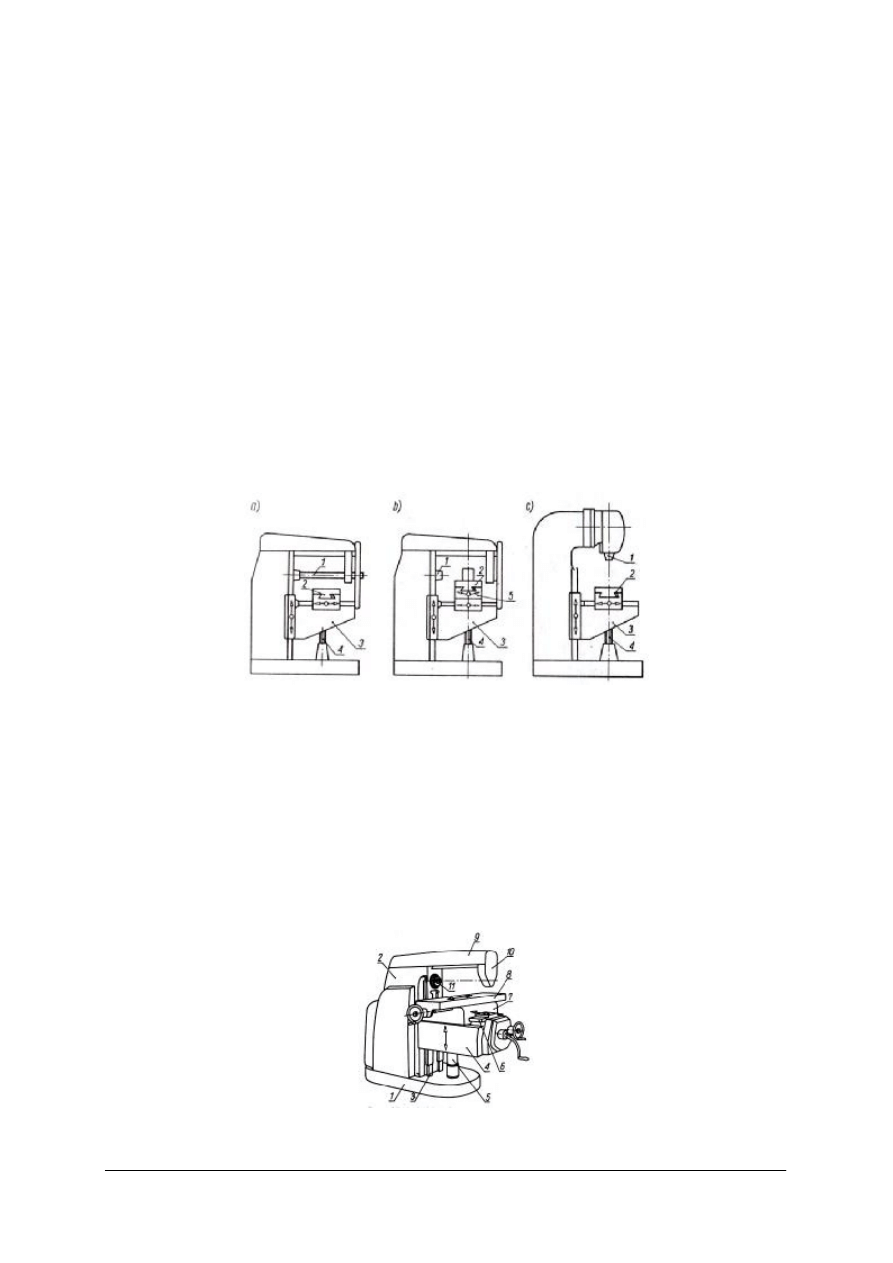
Najbardziej rozpowszechnione są frezarki wspornikowe. Wśród tej grupy maszyn
wyróżnia się: frezarki poziome zwykłe, poziome uniwersalne i pionowe. Frezarki poziome
zwykłe mają oś wrzeciona ustawioną poziomo. Przedmiot zamocowany na stole można
przesuwać w trzech wzajemnie prostopadłych kierunkach. Zmianę położenia wspornika
dokonuje się przy pomocy śruby. We frezarkach poziomych uniwersalnych wrzeciono
ustawione jest poziomo, a przedmiot, który ustawia się na stole, może być przesuwany
w trzech kierunkach. W płaszczyźnie poziomej może być on obracany o pewien kąt. We
frezarkach pionowych wrzeciono jest ustawione pionowo.
Rys. 21. Różne rodzaje frezarek ogólnego przeznaczenia: a) pozioma zwykła, b) pozioma uniwersalna,
c) pionowa 1) wrzeciono, 2) stół roboczy, 3) wspornik, 4) śruba, 5) obrotnica [2, s. 293]
Na rysunku 22 przedstawiono budowę typowej frezarki wspornikowej. Głównymi
częściami tej maszyny są: podstawa (1), korpus (2), belka usztywniająca (9) oraz wspornik (4).
W korpusie mieszczą się mechanizmy napędów wrzeciona i stołu roboczego. Podtrzymka
trzpienia frezarskiego (10) jest zamocowana w belce usztywniającej. Trzpień frezarski jest
mocowany w stożkowym gnieździe (11) wrzeciona. Po prowadnicach (3) przesuwa się
wspornik (4), wsparty na śrubie (5). Służy ona do podnoszenia i opuszczania wspornika ze
stołem (8). Suport (7) przesuwa się poprzecznie na prowadnicach (6) znajdujących się na
wsporniku. Stół roboczy (8) może się przesuwać prostopadle do osi wrzeciona. Frezarka
napędzana jest silnikiem elektrycznym.
Rys. 22. Frezarka wspornikowa [1, s. 251]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
We frezarkach bezwspornikowych stół może wykonywać tylko ruch wzdłużny
i poprzeczny. Przesuw w kierunku pionowym wykonuje wrzeciennik.
Do prac specjalnych używane są specjalizowane frezarki do gwintów, frezarki do kół
zębatych, frezarki karuzelowe, frezarki do rowków wpustowych, frezarki do krzywek oraz
frezarko – kopiarki.
Zastosowanie frezarek
Frezowanie ma głównie zastosowanie do obróbki płaszczyzn, powierzchni kształtowych,
rowków prostych i śrubowych, wykonywania gwintów, kół zębatych itp.
Frezy
Narzędziem skrawającym służącym do obróbki powierzchni płaskich i kształtowych jest
frez. W czasie pracy wykonuje on ruch obrotowy. Zęby mogą się znajdować na powierzchni
walcowej, czołowej, lub walcowo-czołowej. W zależności od kształtu geometrycznego wśród
frezów wyróżnia się:
−
frezy walcowe,
−
frezy walcowo – czołowe,
−
frezy trzpieniowe,
−
głowice frezowe specjalne.
Rys. 23. Rodzaje frezów [2, s. 291]
a)
pojedynczy walcowy,
b)
zespołowy walcowy,
c)
walcowo – czołowy,
d)
głowica trzpieniowa,
e)
głowica nasadzana,
f)
frez tarczowy trzystronny,
g)
frez piłkowy,
h)
frez tarczowy trzystronny,
i)
frez kątowy,
j)
frez palcowy,
k)
frez trzpieniowy,
l)
kształtowy,
m) kształtowy
n)
zespołowy do rozwiertaków,
o)
do gwintowników,
p)
do frezów,
r)
do kół zębatych,
s)
do ślimacznic.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Mocowanie narzędzi i przedmiotów obrabianych na frezarkach
Możliwe są różne sposoby mocowania frezów. Frezy nasadzane mocowane są na trzpieniu
frezarskim. Jego średnica musi odpowiadać średnicy gniazda we frezie. Zarówno frez, jak i
trzpień frezerski posiadają rowek wpustowy. Frezy trzpieniowe mocuje się bezpośrednio w
gnieździe wrzeciona frezarki.
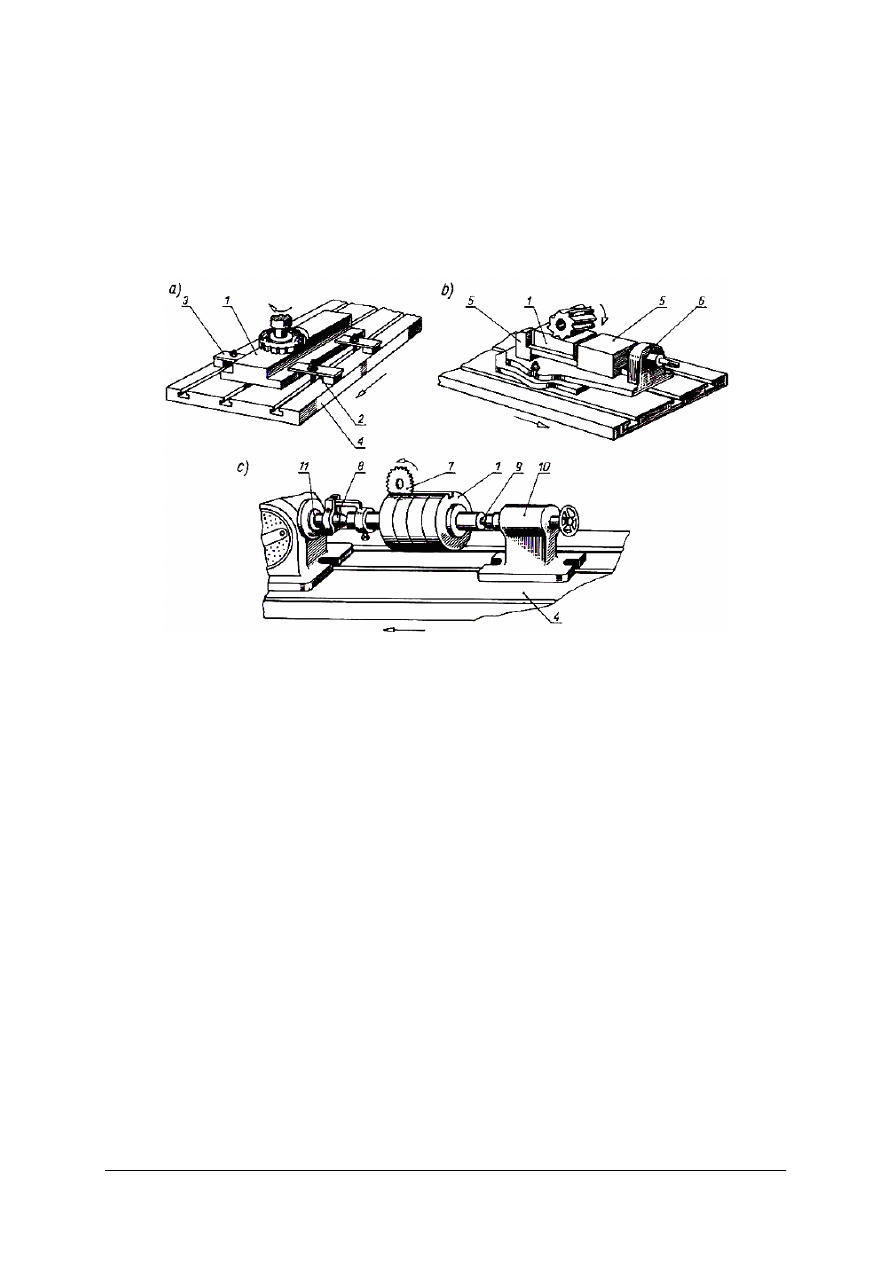
Przedmioty obrabiane mogą być mocowane na stole frezarki za pomocą docisków,
w imadle maszynowym lub w specjalnym przyrządzie. Poniższy rysunek przedstawia sposoby
mocowania przedmiotów na frezarce.
Rys. 24. Mocowanie przedmiotów na frezarce: a) bezpośrednio na stole frezarki, b) zamocowany w szczękach
imadła maszynowego, c) w kłach [1, s. 254]
Mocowanie przedmiotu bezpośrednio na stole dokonuje się przy pomocy zacisków (rys.
24 a). Śruba zacisku (2) jest umieszczona w rowku teowym stołu frezarki (4). Na śrubę
nakłada się płytkę zaciskową (3). Z jednej strony opiera się ona na powierzchni przedmiotu
obrabianego (1), a z drugiej na płytce wyrównującej. Ten sposób mocowania stosuje się do
dużych przedmiotów, których nie można zamocować przy pomocy imadła maszynowego
(rys. 24 b). Imadło maszynowe (5) mocowane jest na stole frezarki przy pomocy zacisków,
a przedmiot frezowany (1) mocowany jest bezpośrednio w imadle. Szczęki imadła są ściskane
śrubą (6). W ten sposób można szybko zamocować przedmioty o niewielkich wymiarach
gabarytowych. Zamiast imadła maszynowego można zastosować mocowanie w kłach
podzielnicy (rys. 24 c). Podzielnica to urządzenie, które służy do podziału obwodu przedmiotu
obrabianego na równe części. Jest ona dodatkowym wyposażeniem frezarki.
Parametry skrawania
Głębokość frezowania:
−
przy obróbce zgrubnej przyjmuje się głębokość możliwie dużą, by zdjąć możliwie jak
największy naddatek materiału w jednym przejściu,
−
podczas frezowania odlewów i odkuwek należy frezować przeciwbieżnie,
−
przy frezowaniu wykańczającym, głębokość zależy od wymaganej chropowatości
powierzchni.
Posuw frezowania:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
−
przy obróbce zgrubnej przyjmuje się możliwie duży posuw, odpowiedni do mocy frezarki
(w tabelach do doboru parametrów podaje się zwykle posuw na ostrze),
−
przy frezowaniu wykańczającym wraz ze zmniejszaniem wielkości posuwu, polepsza się
jakość powierzchni. Trzeba pamiętać o tym, że zbyt mały posuw powoduje powstawanie
poślizgu ostrzy. Posuw winien być nie mniejszy od 0,05 mm na jedno ostrze. Jego wielkość
zależy m.in. od sztywności przedmiotu i maszyny, sposobu mocowania itp.
Prędkość skrawania:
−
dobiera się ją z tabel, w zależności od materiału obrabianego i trwałości ostrzy,
−
przy ustalaniu tego parametru jest największa swoboda, ale należy pamiętać o tym, że
zwiększając prędkość skrawania wydajność obróbki wzrasta, ale tym samym wpływamy na
skrócenie trwałości narzędzia.
Podstawowe operacje frezarskie
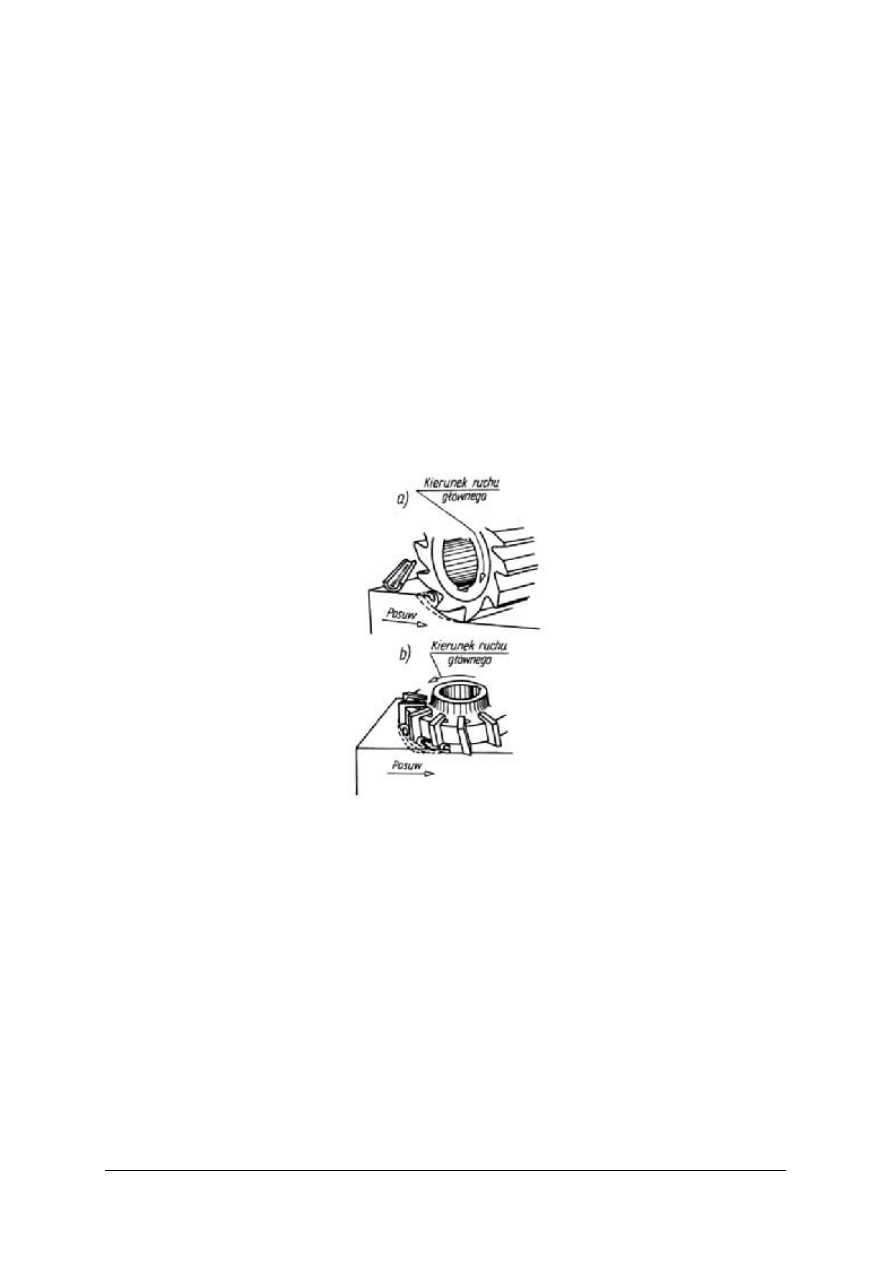
Frezowanie płaszczyzn może się odbywać w sposób:
−
walcowy – frez skrawa ostrzami leżącymi na powierzchni walcowej,
−
czołowy – frez skrawa zębami położonymi na powierzchni czołowej.
Rys. 25. Frezowanie: a) walcowe, b) czołowe [1, s. 248]
Biorąc pod uwagę kierunek ruchu posuwowy względem freza wyróżnia się:
−
frezowanie przeciwbieżne,
−
frezowanie współbieżne.
Przedmioty o złożonych kształtach można obrabiać przy pomocy:
−
freza kształtowego (frezowanie kształtowe) o takim zarysie, jaki powinien uzyskać
obrabiany przedmiot,
−
frezowania kopiowego – polegającego na nadawaniu przedmiotowi obrabianemu kształtu
według wzornika (stosowane przy wytwarzaniu matryc, wykrojników, łopatek turbin,
krzywek itp.).
Na frezarkach można frezować rowki proste. Do tej operacji używa się frezów tarczowych
trzystronnych o zębach prostoliniowych, frezów tarczowych o zębach naprzemianskośnych lub
frezów trzpieniowych. Rowki teowe frezuje się przy pomocy frezów trzpieniowych
tarczowych. Prowadnice trapezowe lub rowki trapezowe należy frezować za pomocą frezów

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
trzpieniowych kątowych, a rowki kątowe wykonuje się za pomocą frezów kątowych
dwustronnych.
Na frezarkach można także nacinać uzębienie kół zębatych. Istnieje kilka sposobów
obróbki uzębień. Jeden z nich polega na wykorzystaniu krążkowych frezów modułowych lub
frezów trzpieniowych. Jest to tak zwana metoda kształtowa, stosowana tam, gdzie nie jest
wymagana duża dokładność uzyskiwanego uzębienia kół. Niedokładności wynikają z trudności
wykonania narzędzi kształtowych oraz niedokładności ustawienia narzędzia na obrabiarce.
Wadą tej metody jest także konieczność posiadania oddzielnych narzędzi do kół zębatych
o różnych parametrach. Frezy modułowe stosuje się zwykle do zębów o modułów mniejszych.
Frezowanie kształtowe stosuje się jedynie w produkcji jednostkowej.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. W jaki sposób dzieli się frezarki pod względem budowy?
2. W jaki sposób działa frezarka pozioma uniwersalna?
3. Z jakich elementów składa się frezarka wspornikowa?
4. Jakie prace można wykonać na frezarkach?
5. Jak jest zbudowany frez?
6. Wymień rodzaje frezów?
7. W jaki sposób można mocować przedmioty na frezarce?
8. Wymień podstawowe operacje wykonywane na frezarkach?
4.3.3. Ćwiczenia
Ćwiczenie 1
Twoim zadaniem jest przygotowanie operacji frezowania. W tym celu dobierz narzędzia i
przyrządy do wykonywania pracy na frezarce.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować dokumentację technologiczną wykonania detalu,
2) zidentyfikować operacje, jakie należy wykonać,
3) dobrać parametry do poszczególnych operacji,
4) dobrać narzędzia,
5) uzasadnić dobór narzędzi i przyrządów.
Wyposażenie stanowiska pracy:
−
dokumentacja technologiczna,
−
instrukcja obsługi obrabiarki,
−
karty katalogowe narzędzi,
−
literatura.
Ćwiczenie 2
Od nauczyciela otrzymasz rysunki wykonawcze części maszyn. Twoim zadaniem jest
wykonanie frezowania tych części według rysunku wykonawczego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować dokumentację technologiczną procesu wytwarzania detalu,
2) przeanalizować z instrukcję obsługi obrabiarki,
3) dobrać narzędzia i przyrządy,
4) dobrać parametry skrawania,
5) zamocować przedmiot na frezarce,
6) wykonać detal,
7) sprawdzić jakość wykonanego detalu,
8) uporządkować stanowisko pracy,
9) zastosować przepisy bhp podczas pracy.
Wyposażenie stanowiska pracy:
−
dokumentacja technologiczna,
−
instrukcja obsługi obrabiarki,
−
narzędzia skrawające i przyrządy,
−
obrabiarki skrawające różnego typu,
−
literatura.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wykonać operacje frezowania?
2) zamocować przedmiot na frezarce?
3) rozróżnić rodzaje frezów?
4) wyjaśnić do jakich prac stosuje się frezarki?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.4.
Budowa, rodzaje, zastosowanie szlifierek oraz ściernic.
Operacje szlifowania
4.4.1. Materiał nauczania
Szlifierka jest to obrabiarka przeznaczona do szlifowania metali oraz innych tworzyw.
Wyróżnia się następujące rodzaje szlifierek:
−
ogólnego przeznaczenia – szlifierki do wałków, szlifierki do otworów, szlifierki do
płaszczyzn,
−
specjalizowane – szlifierki-polerki, szlifierki do gładzenia, szlifierki dogładzarki, szlifierki
docierarki, szlifierko-przecinarki,
−
specjalne – szlifierko-ostrzarki do ostrzenia narzędzi skrawających, szlifierki do wałów
korbowych, szlifierki do pierścieni łożysk tocznych.
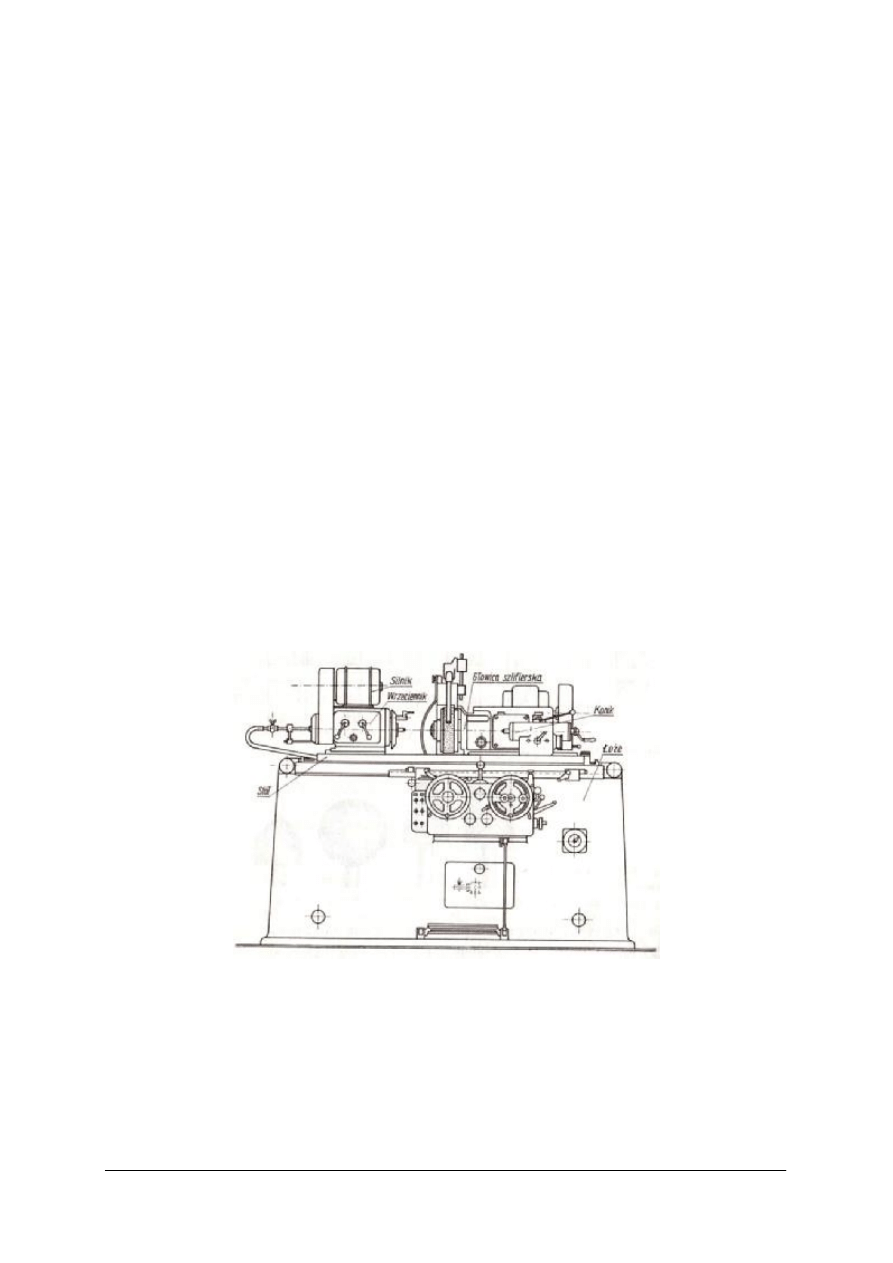
Szlifierki do wałków
Szlifierki do wałków dzielą się na kłowe i bezkłowe. W szlifierkach kłowych przedmiot
mocuje się w kłach wrzeciennika i konika lub w uchwycie szczękowym. Wrzeciono nadaje
obrabianemu przedmiotowi ruch obrotowy za pośrednictwem zbieraka lub uchwytu. Ściernica
jest zamocowana na drugim końcu wrzeciona i również wykonuje ruch obrotowy. Szlifierka
kłowa składa się z następujących elementów: łoża, stołu, wrzeciennika napędzanego silnikiem
elektrycznym, głowicy szlifierskiej napędzanej osobnym silnikiem i konika. Szlifierki kłowe
dzieli się w zależności od sposobu na szlifierki:
−
wzdłużne,
−
wcinające (wgłębne),
−
uniwersalne.
Rys. 26. Szlifierka kłowa do wałków [2, s. 304]
Szlifierki bezkłowe mają dwie ściernice, z których jedna służy do szlifowania (ściernica
robocza), a druga do obracania i przesuwania przedmiotu. Na tej szlifierce wykonuje się
szlifowanie wałków, długich prętów, kul, gwintów, wierteł krętych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Szlifierki do otworów
Szlifierki do otworów można podzielić na:
−
zwykłe – stosowane do szlifowania otworów w przedmiotach, które wykonują ruch
obrotowy,
−
planetarne – stosowane do szlifowania otworów w dużych przedmiotach nie obracających
się w czasie obróbki,
−
bezkłowe – mają takie samo zastosowanie co szlifierki zwykłe.
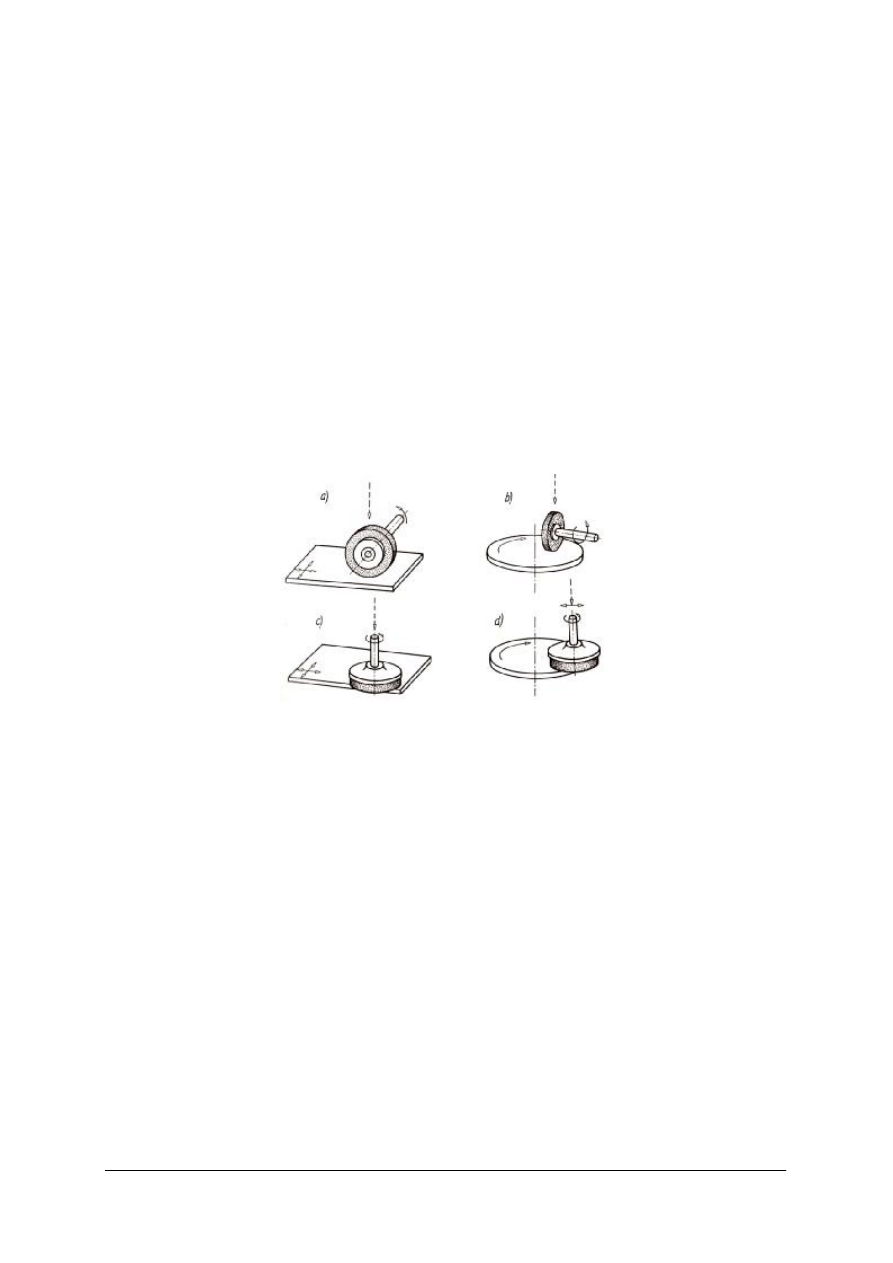
Szlifierki do płaszczyzn
Szlifierki do płaszczyzn stosuje się do szlifowania płaskich powierzchni zewnętrznych.
Wrzeciona mają ustawione poziomo bądź pionowo. Niezależnie od tego stół szlifierki do
płaszczyzn może wykonywać ruchy postępowo-zwrotne lub obrotowe. Możemy je podzielić
na:
−
szlifierki z poziomą osia wrzeciona i stołem wykonującym ruch postępowo-zwrotny (a),
−
szlifierki z poziomą osią wrzeciona i stołem wykonującym ruch obrotowy (b),
−
szlifierki z pionową osia wrzeciona i stołem wykonującym ruch postępowo-zwrotny (c),
−
szlifierki z pionową osia wrzeciona i stołem wykonującym ruch obrotowy (d).
Rys. 27. Najczęściej stosowane układy szlifierek do płaszczyzn [2, s. 305]
Przedmioty obrabiane mogą być mocowane na stałe do szlifierki za pomocą zbieraka,
uchwytów,
trzpieni
szlifierskich
oraz
stołów
i uchwytów elektromagnetycznych
i magnetycznych.
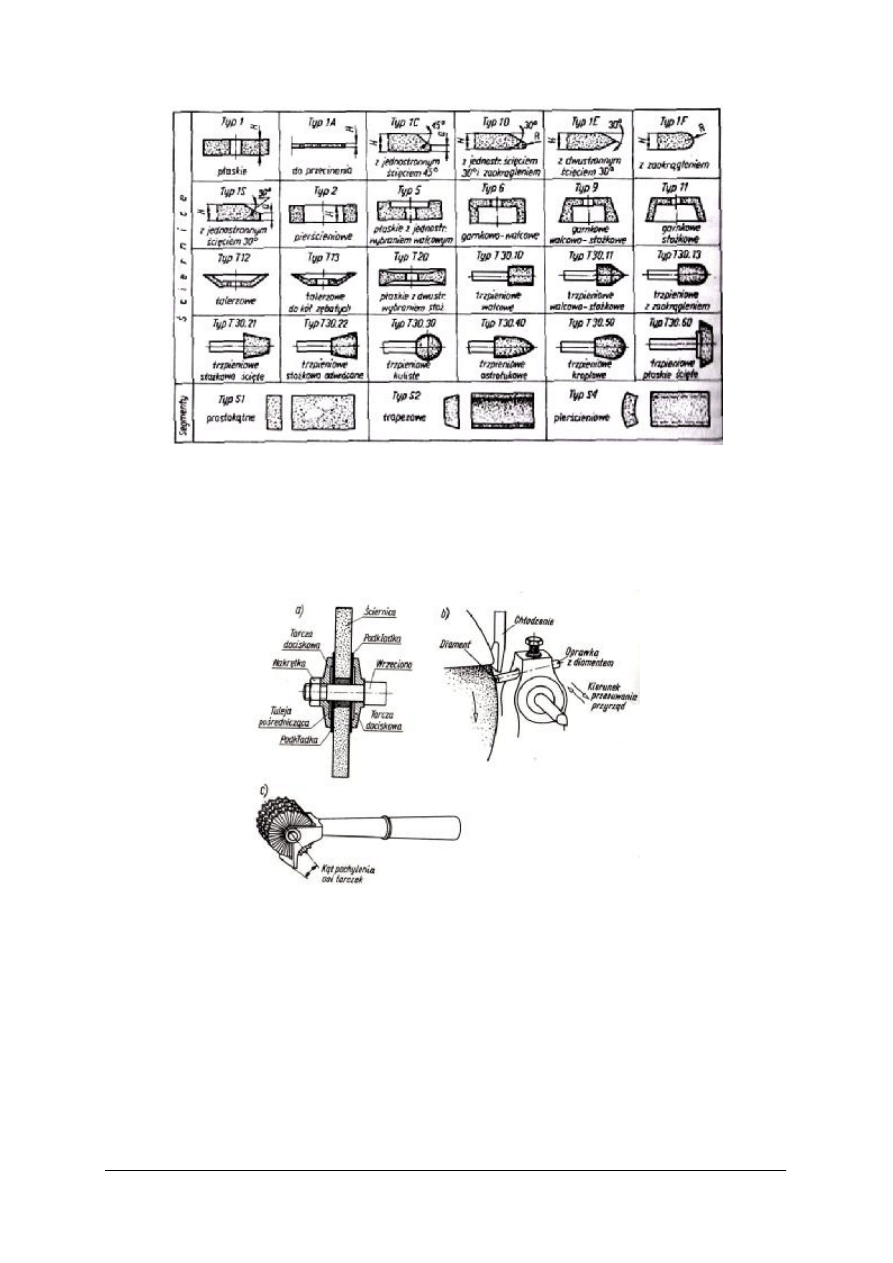
Budowa ściernic
Ściernice są to narzędzia skrawające, zwykle w kształcie regularnej bryły obrotowej,
służące do szlifowania różnych materiałów. Części robocze ściernic są wykonywane
z mieszaniny twardych ziaren ściernych i spoiwa wiążącego je, w określone porowate
struktury. Ostre krawędzie ziarenek są zbiorem ostrzy skrawających, pory odgrywają rolę
rowków wiórowych. Spoiwo nadaje ściernicy określoną wytrzymałość mechaniczną. Ziarna
ścierne są osadzone w spoiwie w sposób przypadkowy. Wartości kątów natarcia ostrzy są
również przypadkowe, z przewagą kątów ujemnych. Szlifowanie jest procesem wysoko
energochłonnym.
Przy
małych
wymiarach ostrzy, przekroje warstw skrawanych
przypadających na poszczególne ostrza są również bardzo małe. Podczas dobierania materiału
ściernicy przyjmuje się zasadę, że materiały twarde szlifuje się miękką ściernicą, a materiały
miękkie szlifuje się ściernica twardą. Ściernice dzieli się na nasadowe i trzpieniowe, a ich
kształt zależy od przeznaczenia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Rys. 28. Rodzaje ściernic [1, s. 278]
Ściernicę na szlifierce dwutarczowej mocuje się w następujący sposób: ściernicę nasadza
się na czop wrzeciona i ściska nakrętką za pośrednictwem tarcz dociskowych i podkładek
z tektury, gumy lub skóry. Tak zamocowaną tarczę należy wyważyć i wyrównać za pomocą
diamentu. Ściernicę oczyszcza się za pomocą specjalnego przyrządu.
Rys. 29. Ściernice: a) zamocowanie ściernicy na wrzecionie, b) wyrównanie ściernic diamentem, c) przyrząd do
czyszczenia ściernicy [2, s. 306]
Operacje szlifowania
Do podstawowych operacji szlifowania można zaliczyć:
−
szlifowanie wałków,
−
szlifowanie otworów,
−
szlifowanie płaszczyzn.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
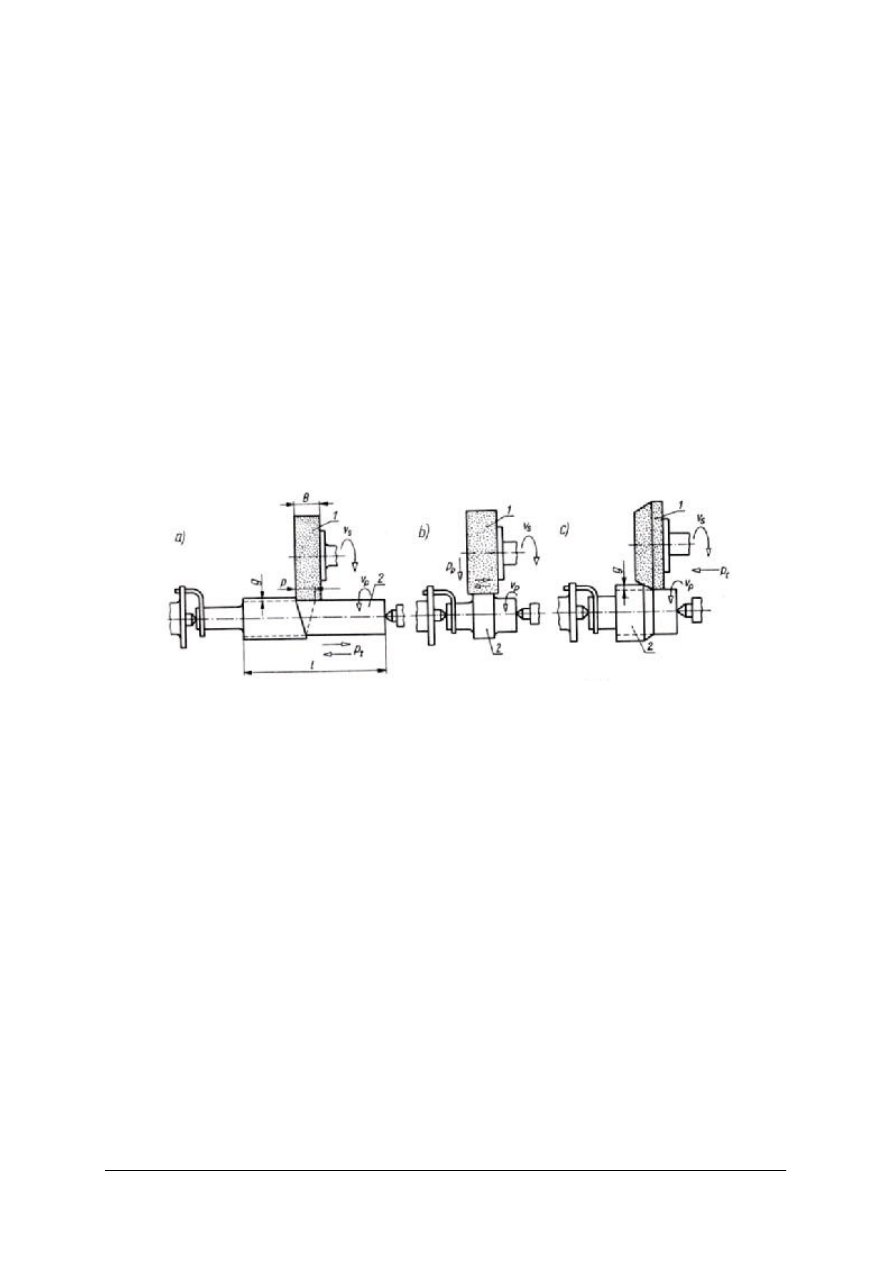
Szlifowanie wałków
Szlifowanie wałków dzieli się na:
−
kłowe – wałek jest wówczas ustalony w kłach. Rozróżnia się szlifowanie: z posuwem
wzdłużnym oraz z posuwem poprzecznym (szlifowanie wgłębne),
−
bezkłowe – stosuje się do szlifowania wałków, trzpieni, rolek.
Szlifowanie z posuwem wzdłużnym
Metoda ta jest powszechnie stosowaną metodą. W zależności od konstrukcji szlifierki
przedmiot bądź ściernica wykonuje ruch wzdłużny w obydwie strony. Poprzeczny posuw
ściernicy występuje w punktach zwrotnych posuwu wzdłużnego. Zderzak steruje
mechanizmem przełączenia kierunku posuwu stołu. Metodą tą szlifuje się szczególnie długie
i gładkie wały.
Szlifowanie z posuwem poprzecznym
Metodą tą obrabia się powierzchnie nie dłuższe niż 200 mm. Posuw poprzeczny w tym
przypadku jest wykonywany ruchem jednostajnym i wynosi w szlifowaniu wstępnym od
0,0025 do 0,02 mm, a w szlifowaniu wykańczającym od 0,001 do 0,12 mm na jeden obrót
wałka.
Szlifowanie głębokie znajduje zastosowanie w usuwaniu grubszych warstw materiału za
jednym przejściem ściernicy. Ściernica jest ścięta na stożek lub ma kilka stopni walcowych.
Rys. 30. Odmiany szlifowania kłowego: a) wzdłużne, b) wgłębne, c) głębokie [1, s. 275]
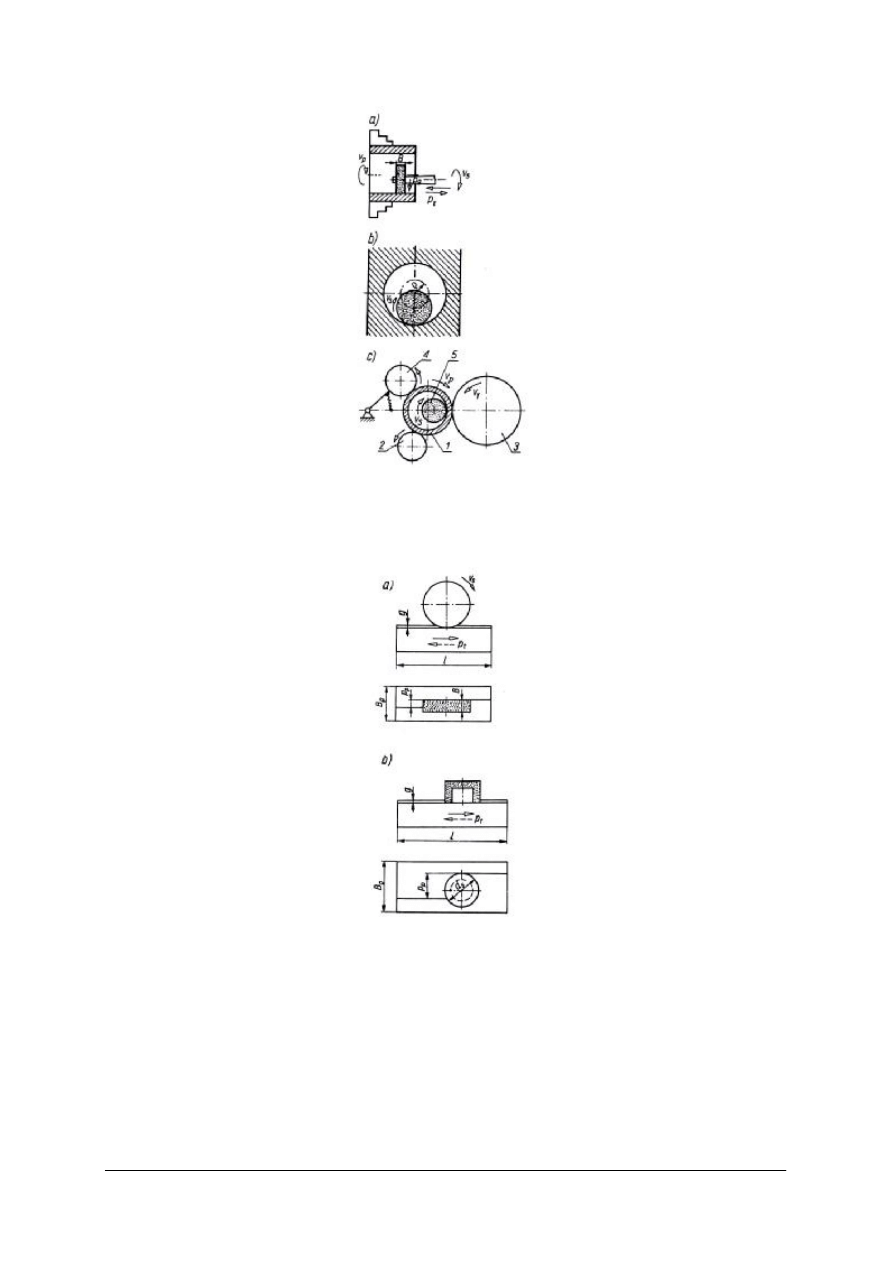
Szlifowanie otworów
Szlifowanie otworów dzieli się na:
−
zwykłe – przedmiot zamocowany w uchwycie samocentrującym wykonuje ruch obrotowy
dookoła swej osi, a wszystkie pozostałe ruchy wykonuje ściernica,
−
planetarne – przedmiot obrabiany nie wykonuje żadnego ruchu, a wszystkie ruchy robocze
wykonuje ściernica. Tę metodę stosuje się w przypadku obrabiania brył obrotowych,
−
bezuchwytowe – przedmiot obrabiany jest podparty na rolce i dociskany do tarczy
prowadzącej za pośrednictwem drugiej rolki, normalną pracę szlifowania wykonuje
ściernica. Przy pomocy tej metody szlifuje się powierzchnie wewnętrzne pierścieni.
Metodę szlifowania otworów stosuje się przy obróbce przedmiotów twardych. Szlifowanie
takie przeprowadza się w dwojaki sposób:
−
przy obracającym się przedmiocie – stosowane do obróbki niewielkich przedmiotów,
−
przy przedmiocie nieruchomym z zastosowaniem obiegowego, czyli planetarnego ruchu
ściernicy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Rys. 31. Szlifowanie otworów: a) zwykłe, b) planetarne, c) bezuchwytowe [1, s. 277]
Szlifowanie płaszczyzn
Wyróżnia się szlifowanie płaszczyzn: obwodową powierzchnia ściernicy tarczowej lub
czołową powierzchnią ściernicy garnkowej.
Rys. 32. Szlifowanie płaszczyzn: a) obwodowe, b) czołowe [1, s. 277]
Obróbka powierzchniowa
Obróbkę powierzchniową powinno się stosować w takich wypadkach, gdy chce się
uodpornić elementy maszyn na zużycie ścierne przy poślizgu, zużycie wskutek tarcia tocznego,
lub też obciążenia udarowe, obciążenia cieplne, korozję atmosferyczną, korozję w wysokiej
temperaturze, korozję chemiczną, erozję. Do podstawowych metod obróbki gładkościowej
zalicza się:
−
gładzenie – stosowane w celu usunięcia błędów po uprzedniej obróbce, przeważnie po
szlifowaniu. Wykonuje się je drobnoziarnistymi pilnikami ściernymi,
−
dogładzanie – stosowane w tym celu, by uzyskać najwyższą gładkość powierzchni,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
−
docieranie – polega na wygładzaniu powierzchni uprzednio obrobionej przez szlifowanie za
pomocą luźnego materiału ściernego,
−
polerowanie – stosuje się w celu wygładzenia obrabianych przedmiotów i nadania im
połysku.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na jakie grupy można podzielić szlifierki?
2. Do czego służy szlifierka?
3. Z jakich elementów składa się szlifierka kłowa?
4. Jakie zastosowanie ma szlifierka zwykła do otworów?
5. Co to jest ściernica?
6. Z czego wykonana jest ściernica?
7. Jakie znasz metody szlifowania?
4.4.3. Ćwiczenia
Ćwiczenie 1
Wykonaj szlifowanie części maszynowej zgodnie z rysunkiem otrzymanym od nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować dokumentację technologiczną,
2) dobrać kształt ściernicy,
3) zamocować przedmiot,
4) wykonać szlifowanie,
5) uporządkować stanowisko pracy,
6) zastosować przepisy bhp podczas pracy.
Wyposażenie stanowiska pracy:
−
dokumentacja technologiczna,
−
instrukcja obsługi obrabiarki,
−
narzędzia skrawające i przyrządy,
−
szlifierka,
−
literatura.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wykonać operacje szlifowania?
2) scharakteryzować podstawowe rodzaje szlifierek?
3) zamocować ściernicę w szlifierce?
4) wymienić metody szlifowania otworów?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
4.5. Obróbka maszynowa gwintów
4.5.1. Materiał nauczania
Gwintowanie maszynowe wykonywane jest na obrabiarkach, metodami skrawania lub
metodami obróbki plastycznej. Wyróżnia się następujące metody maszynowego wykonywania
gwintów:
−
nacinanie gwintów na tokarce,
−
nacinanie gwintów gwintownikiem maszynowym lub narzynką osadzoną w obrabiarce,
−
nacinanie głowicą gwinciarską na gwinciarkach,
−
frezowanie gwintów na specjalnych frezarkach,
−
nacinanie gwintów na frezarce obiegowej,
−
szlifowanie gwintów za pomocą ściernicy wielokrotnej lub pojedynczej na szlifierkach do
gwintów.
Gwinciarki są to obrabiarki do wykonywania średniodokładnych gwintów śrub i nakrętek.
Gwinciarki mogą być do gwintów zewnętrznych lub wewnętrznych. Gwinciarki przeznaczone
są do samoczynnego nacinania gwintów zewnętrznych i wewnętrznych w stali, żeliwie oraz
metalach lekkich i kolorowych. Przy ich pomocy nacina się gwinty metryczne lub calowe.
Odpowiednio dobrany zakres obrotów i posuwów wrzeciona nadaje gwinciarkom dużą
uniwersalność i zapewnia możliwość ekonomicznego ich wykorzystania. Przedmioty obrabiane
ustawia się wprost na stole gwinciarki, lub mocuje się je w przyrządach zamocowanych na
stole. Posuwy wrzeciona zgodne z wielkością skoku narzędzia dla gwintów metrycznych i
calowych uzyskuje się przez wymianę kół zmianowych.
Rys. 33. Gwinciarka do gwintów zewnętrznych i wewnętrznych [http://metalex.pl]
Frezarki do gwintów
Wyróżnia się następujące rodzaje frezarek do wykonywania gwintów:
−
frezarki do gwintów krótkich (śrub, wkrętów, nakrętek),
−
frezarki do zewnętrznych gwintów długich (śrub pociągowych, ślimaków).
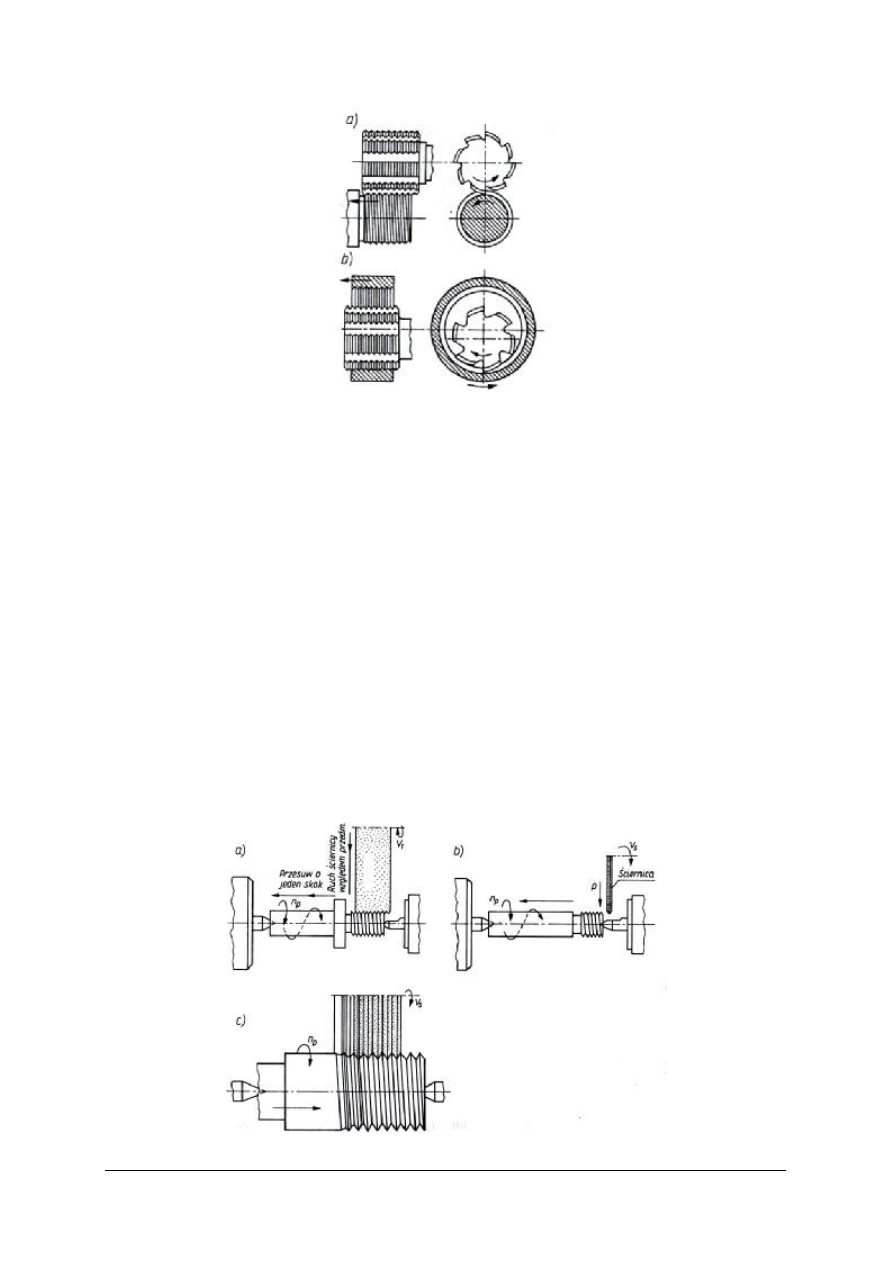
Frezarki do gwintów krótkich stosuje się zarówno do obróbki gwintów zewnętrznych jak
i wewnętrznych. Frezarki są wydajniejsze od gwinciarek. Mogą pracować w cyklu
automatycznym, który obejmuje: dosuniecie przedmiotu obrabianego do freza, nacięcie gwintu
podczas jednego obrotu przedmiotu, odsuniecie obrobionego przedmiotu od freza
i zakończenie obróbki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Rys. 34. Zasada frezowania gwintów krótkich: a) zewnętrznego, b) wewnętrznego [1, s. 268]
Szlifowanie gwintów
Szlifowanie gwintów należy do najdokładniejszych sposobów wykonywania gwintów.
Stosuje się ją głównie do wykonywania gwintów dokładnych w pełnym materiale, bądź też
jako operację wykańczającą poprzedzoną innym sposobem wykonywania, oraz do
wykonywania gwintów w stalach hartowanych lub w materiałach o podwyższonej twardości.
Poprawność wymiaru, zarysu, skoku gwintu oraz koszty wykonania zależą głównie od:
−
parametrów szlifowania,
−
ściernicy i sposobu jej obciągania,
−
typu i odmiany szlifierki.
Odmiany szlifowanie gwintów są związane głównie z liczbą zarysów gwintu na ściernicy
oraz kierunkiem posuwu głównego. Wyróżnia się więc:
−
szlifowanie wzdłużne ściernicą o zarysie pojedynczym lub wielokrotnym,
−
szlifowanie wzdłużne lub poprzeczne, zwane też wgłębnym.
Oprócz podziału na odmiany szlifowanie gwintów można wyróżnić rodzaje szlifowania:
zgrubne, wykańczające i wygładzające. Przedmiot do szlifowania może być mocowany
w uchwycie, uchwycie i kle, w kłach lub bezkłowo. Wszystkie odmiany znajdują zastosowanie
do szlifowania gwintów jedno- i wielokrotnych oraz do gwintów wewnętrznych i
zewnętrznych.
Rys. 35. Szlifowanie gwintów [1, s. 268]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz metody gwintowania maszynowego?
2. Do czego służy gwinciarka?
3. Jakie znasz rodzaje frezarek do gwintów?
4.5.3. Ćwiczenia
Ćwiczenie 1
Od nauczyciela otrzymasz rysunek wykonawczy gwintu zewnętrznego. Twoim zadaniem
jest wykonanie tego gwintu na tokarce.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować dokumentację technologiczną,
2) zamocować przedmiot,
3) wykonać toczenie gwintu,
4) sprawdzić poprawność wykonania zadania,
5) uporządkować stanowisko pracy,
6) zastosować przepisy bhp podczas pracy.
Wyposażenie stanowiska pracy:
−
dokumentacja technologiczna,
−
instrukcja obsługi obrabiarki,
−
hala maszyn wyposażona w tokarkę,
−
literatura.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wykonać frezowanie gwintu?
2) ustalić odpowiedni sposób nacinania gwintów?
3) scharakteryzować rodzaje frezarek do gwintów?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
4.6. Pomiary międzyoperacyjne i końcowe. Przepisy bhp podczas
wykonywania operacji obróbki skrawaniem
4.6.1. Materiał nauczania
Metody pomiarowe
Pomiary warsztatowe wykonuje się w celu sprawdzenia dokładności wykonania
przedmiotu obrabianego zgodnie z rysunkiem technicznym. Sprawdzanie kształtu przedmiotu
polega na pomiarze jego długości, szerokości, średnicy lub pomiarze kątów. Oczywiście każdy
pomiar jest obarczony pewnym błędem. Składają się na to niekorzystne warunki w których
wykonywany jest pomiar, (np. temperatura) lub niedokładności przyrządów pomiarowych.
Wyróżnia się następujące metody pomiarowe w zależności od sposobu otrzymywania
wartości wielkości mierzonej:
−
bezpośrednia – wartość wielkości mierzonej jest otrzymywana wprost, nie musi się, w tym
przypadku wykonywać dodatkowych obliczeń,
−
pośrednia – poszukiwana wartość wielkości mierzonej jest obliczana na podstawie
zależności wiążącej ją z wielkościami, których wartości były mierzone bezpośrednio.
W zależności od sposobu porównywania wartości wielkości mierzonej ze znanymi
wartościami tej wielkości, wyróżnia się następujące metody pomiarowe:
−
bezpośredniego porównania – wartość wielkości mierzonej porównuje się ze znaną
wartością tej samej wielkości,
−
różnicową – gdy mierzy się niewielką różnicę między wartością wielkości mierzonej,
a znaną wartością tej wielkości.
Narzędzia pomiarowe
Do podstawowych narzędzi pomiarowych zalicza się:
−
przymiar kreskowy – służy do wykonywania pomiarów mniej dokładnych,
−
szczelinomierz – służy do określenia wymiaru szczelin lub luzów między sąsiadującymi
powierzchniami,
−
promieniomierz – czyli wzornik do sprawdzania promieni zaokrągleń wypukłych
i wklęsłych,
−
liniał krawędziowy – służy do sprawdzania płaskości powierzchni,
−
kątownik – czyli wzornik do sprawdzania kąta prostego,
−
suwmiarka – służy do pomiaru wymiarów zewnętrznych i wewnętrznych oraz pomiaru
głębokości,
−
mikrometr – służy do pomiaru długości, grubości i średnicy z dokładnością do 0,01 mm,
−
średnicówka mikrometryczna – służy do wyznaczania wymiarów otworów, głównie
średnic w zakresie od 75 do 575 mm,
−
głębokościomierz mikrometryczny – służy do pomiarów głębokości otworów
nieprzelotowych, zagłębień i uskoków.
Więcej informacji na temat pomiarów warsztatowych znajduje się w Poradniku dla
jednostki modułowej 723[03].O1.03.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Przepisy bezpieczeństwa i higieny pracy podczas wykonywania operacji obróbki
skrawaniem
1. Pracownik pracujący przy obrabiarkach, przed podjęciem pracy powinien być
przeszkolony w zakresie obsługi urządzeń skrawających.
2. Ubiór pracownika powinien być obcisły, zapięty na guziki, bez luźnych mankietów,
a głowa powinna być osłonięta czapką.
3. Obrabiarki powinny być wyposażone w osłony chroniące obsługujących przed urazami
powodowanymi przez wióry.
4. Na elementach obrotowych obrabiarek powinny być zamontowane osłony.
5. Przed uruchomieniem obrabiarki, należy zawsze sprawdzić poprawność zamocowanych
narzędzi skrawających i przedmiotów obrabianych.
6. W czasie pracy urządzeń nie wolno:
−
hamować ruchu wrzeciona ręką,
−
dotykać ręką przedmiotu obrabianego,
−
dokonywać pomiarów przedmiotów będących w ruchu,
−
usuwać wiórów ręką,
−
zdejmować osłon zabezpieczających.
7. Nie wolno czyścić obrabiarki sprężonym powietrzem, ponieważ może spowodować to
rozdmuchiwanie wiórów grożąc skaleczeniem oka.
8. Przed rozpoczęciem pracy na szlifierce, należy sprawdzić stan ściernicy, gdyż
w przypadku uszkodzenia może ulec rozerwaniu.
9. Pracownik pracujący przy szlifierce powinien mieć zawsze założone okulary ochronne.
10. Stanowisko pracy powinno być dobrze oświetlone lampami elektrycznymi przeznaczonymi
do bezpośredniego oświetlenia stanowisk pracy.
11. Podczas przerw w pracy obrabiarki, narzędzia skrawające powinny być odsunięte od
obrabianego przedmiotu.
12. W przypadku zakończenia pracy lub unieruchomienia obrabiarki wyłączniki główne
i awaryjne powinny być zablokowane.
4.6.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są metody pomiarowe?
2. Na czym polega metoda pomiaru bezpośredniego?
3. Jakie znasz narzędzia pomiarowe?
4. Czego nie wolno robić w trakcie pracy na urządzeniach skrawających?
5. Jak powinien być ubrany pracownik obsługujący obrabiarki skrawające?
4.6.3. Ćwiczenia
Ćwiczenie 1
Opisz zagrożenia występujące podczas szlifowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować wyposażenie stanowiska pracy,
2) przeanalizować stanowiskową instrukcją bhp,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
3) przeanalizować instrukcję obsługi obrabiarki,
4) wypisać zagrożenia,
5) dokonać oceny ryzyka zawodowego.
Wyposażenie stanowiska pracy:
−
instrukcje obsługi obrabiarek,
−
instrukcje stanowiskowe bhp,
−
literatura.
4.6.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić zagrożenia występujące podczas wykonywania toczenia?
2) określić zagrożenia występujące podczas wykonywania frezowania?
3) określić zagrożenia występujące podczas wykonywania toczenia?
4) zastosować przepisy bhp podczas wykonywania obróbki skrawaniem?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Zapoznaj się z zestawem zadań testowych.
3. Test składa się z 20 zadań, do każdego masz 4 możliwości wyboru, tylko jedna jest
prawidłowa. Na karcie odpowiedzi przy odpowiednim zadaniu postaw X, w razie pomyłki
zaznacz kółeczkiem błędną odpowiedź, następnie zaznacz odpowiedź prawidłową.
4. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi.
5. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
6. Pracuj samodzielnie, będziesz miał satysfakcję z wykonanego zadania.
7. Na rozwiązanie masz 35 minut.
Powodzenia !
ZESTAW ZADAŃ TESTOWYCH
1. Obrabiarką nazywamy maszynę do
a) kształtowania przedmiotów.
b) zgrzewania przedmiotów.
c) przewożenia przedmiotów.
d) mierzenia przedmiotów.
2. Do operacji obróbki skrawaniem nie należy
a) toczenie.
b) frezowanie.
c) spawanie.
d) szlifowanie.
3. Kąt ostrza noża to
a) kąt pomiędzy powierzchnią natarcia a płaszczyzną skrawania.
b) kąt pomiędzy powierzchniami natarcia i przyłożenia.
c) kąt pomiędzy powierzchniami natarcia a płaszczyzną prostopadłą do płaszczyzny do
płaszczyzny skrawania.
d) kąt, który ma za zadanie zmniejszenie tarcia narzędzia o obrobioną powierzchnię.
4. Do parametrów skrawania nie zalicza się
a) szybkość skrawania.
b) posuwu.
c) głębokości skrawania.
d) natężenia.
5. Noże wykańczaki są stosowane do obróbki
a) zgrubnej.
b) dokładnej i wykańczającej.
c) wstępnej.
d) podstawowej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
6. Konikiem nazywa się zespół tokarki służący do
a) zamocowania przedmiotu.
b) podpierania obrabianych przedmiotów.
c) zwiększania obrotów silnika.
d) zmiany położenia przedmiotów.
7. Toczenie stożków ze skręconymi saniami narzędziowymi stosuje się do obróbki
a) stożków o małej zbieżności.
b) stożków wewnętrznych.
c) stożków zewnętrznych.
d) stożków krótkich.
8. Gwinty wewnętrzne nacina się
a) radełkiem.
b) narzynką.
c) za pomocą gwintowników.
d) wiertarką.
9. Frezowanie walcowe polega na
a) skrawaniu materiału frezem z ostrzami leżącymi na powierzchni walcowej.
b) skrawaniu materiału frezem z ostrzami położonymi na powierzchni czołowej.
c) skrawaniu materiału frezem leżącym na powierzchni stożkowej.
d) skrawaniu materiału frezem leżącym na powierzchni okrągłej.
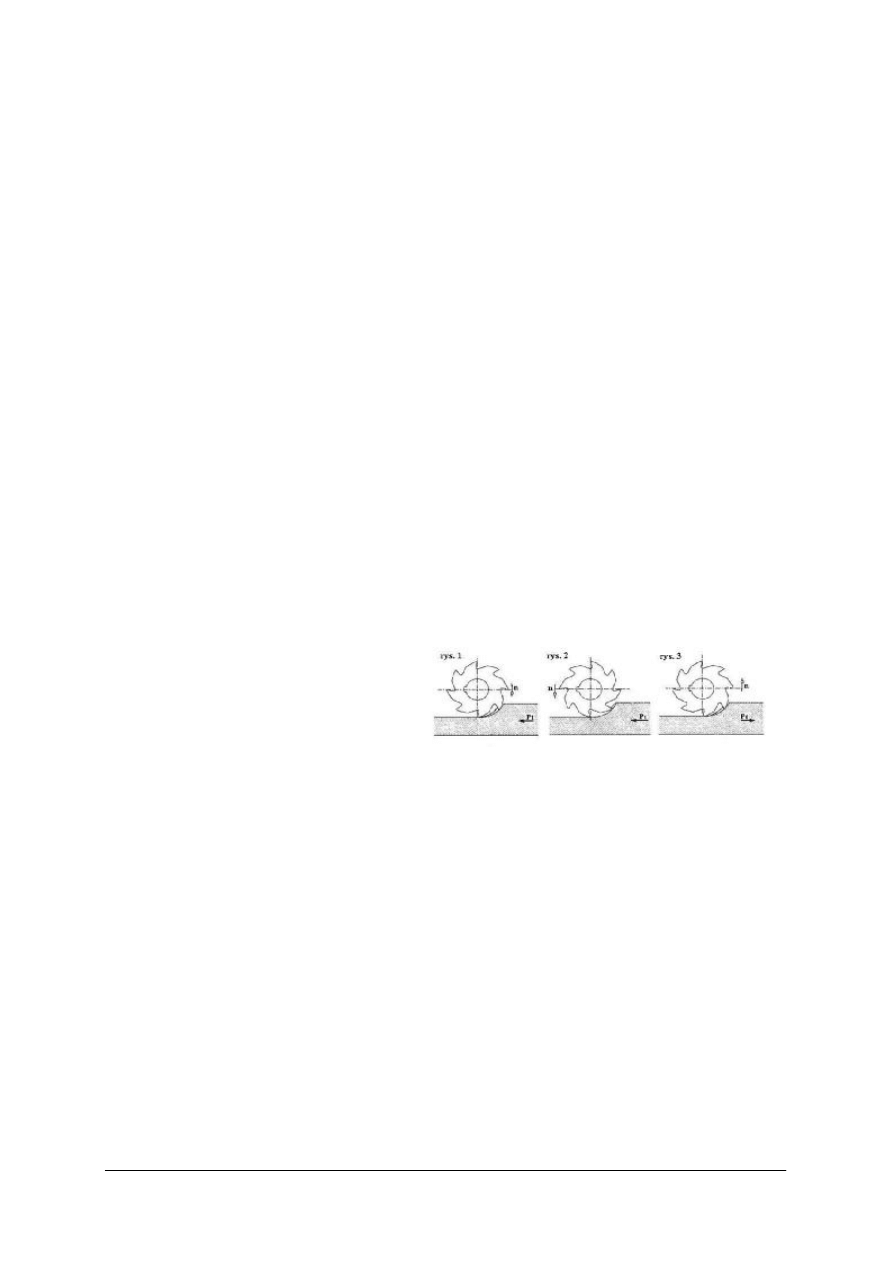
10. Frezowanie przeciwbieżne przedstawia rysunek
a) rys.1
b) rys.2
c) rys.3
d) rys 1., rys 2.
11. Frezy podczas pracy wykonują ruch
a) wahadłowy.
b) postępowo – zwrotny.
c) obrotowy.
d) prostoliniowy.
12. Przy pomocy freza kształtowego wykonuje się
a) koła zębate.
b) rowki pod wpust.
c) wałki.
d) płaszczyzny.
13. Szlifierka planetarna służy do szlifowania
a) wałków.
b) otworów.
c) płaszczyzn.
d) stożków.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
14. Dogładzanie wykonuje się w celu
a) wygładzenia i nadania połysku.
b) wygładzenia wcześniej wyszlifowanej powierzchni.
c) uzyskania najwyższej gładkości.
d) usunięcia błędów po wcześniejszej obróbce.
15. Szlifowanie z posuwem poprzecznym stosuje się do obrabiania powierzchni nie dłuższych
niż
a) 100 mm.
b) 150 mm.
c) 200 mm.
d) 250 mm.
16. Pomiary warsztatowe wykonujemy w celu
a) sprawdzenia stanu wykonanego przedmiotu.
b) sprawdzenia wyglądu wykonanego przedmiotu.
c) sprawdzenia chropowatości wykonanego przedmiotu.
d) sprawdzenia dokładności wykonanego przedmiotu.
17. Suwmiarka służy do wykonania
a) pomiarów mniej dokładnych.
b) pomiarów zewnętrznych , wewnętrznych i głębokości.
c) sprawdzenia płaskości powierzchni.
d) sprawdzenia kąta prostego.
18. Szlifowaniem nazywa się sposób obróbki skrawaniem, w którym narzędziem skrawającym
jest
a) wiertło.
b) nóż.
c) frez.
d) ściernica.
19. Szlifierki do wałków korbowych zalicza się do szlifierek
a) podstawowych.
b) specjalnych.
c) specjalizowanych.
d) ogólnego przeznaczenia.
20. W czasie pracy urządzeń należy
a) mieć założone ubranie robocze.
b) dotykać ręką przedmiot obrabiany.
c) usuwać ręką wióry.
d) zdejmować osłony zabezpieczające.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Wykonywanie operacji obróbki skrawaniem
Zakreśl poprawną odpowiedź
.
Nr
zadania
Odpowiedź
Punkty
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
a
b
c
d
10.
a
b
c
d
11.
a
b
c
d
12.
a
b
c
d
13.
a
b
c
d
14.
a
b
c
d
15.
a
b
c
d
16.
a
b
c
d
17.
a
b
c
d
18.
a
b
c
d
19.
a
b
c
d
20.
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
6. LITERATURA
1. Górecki A.: Technologia ogólna. Podstawy technologii mechanicznych. WSiP, Warszawa
1993
2. Mac S.: Obróbka metali z materiałoznawstwem. WSiP, Warszawa 1992
3. Malinowski J.: Pasowanie i pomiary. WSiP, Warszawa 1991
Wyszukiwarka
Podobne podstrony:
05 Wykonywanie operacji obrobki Nieznany
Wiercenie jest operacją obróbki skrawaniem
Wykonywanie otworow, Technologie wytwarzania, Obróbka skrawaniem, Wiercenie
05 Wykonywanie podstawowych operacji ślusarskich
sciąga obróbka skrawaniem, Wierceniem nazywamy sposób obróbki skrawaniem polegający na wykonywaniu o
sprawozdanie1, Cyfrowa obróbka sygnału polega na wykonywaniu operacji matematycznych na kolejnych pr
05 Wykonywanie podstawowych operacji
Określanie zasad wykonywania obróbki skrawaniem
Obróbka skrawaniem wykonywanie otworów wzory
06 Wykonywanie podstawowych operacji obróbki cieplnej
Wykonywanie otworow, Technologie wytwarzania, Obróbka skrawaniem, Wiercenie
05 Wykonywanie podstawowych operacji ślusarskich
05 Wykonywanie podstawowych operacji
OBROBKA SKRAWANIEM id 328388 Nieznany
Projekt 2 - siły, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
Labolatorium obróbki skrawaniem szlifowanie (ATH)
Obróbka skrawaniem Szlifowanie
więcej podobnych podstron