- 1 -
NIERÓWNOMIERNOŚĆ ODKSZTAŁCENIA NA PODSTAWIE
OPERACJI SPĘCZANIA
Rozróżnia się dwie zasadnicze metody spęczania: spęczanie swobodne i spęczanie w
matrycy. Podczas spęczania swobodnego materiał przemieszcza się swobodnie w kierunku
prostopadłym do ruchu narzędzia, natomiast podczas spęczania w matrycy przemieszczenie
materiału w końcowej fazie procesu jest ograniczone ściankami matrycy.
Spęczanie jest operacja w której zwiększa się przekrój poprzeczny materiału wsadowego w
skutek czego zmniejsza się wysokość lub długość materiału. Spęczaniu można poddawać
odcinek pręta na całej jego długości (może być tylko prowadzone dla dostatecznie krótkich
odcinków prętów) lub tylko na pewnej jej części.
Operacje spęczania stosuje się wówczas, gdy:
-
przekrój odkuwki lub jej części jest większy niż przekrój materiału wsadowego
-
żą
dany stopień przekucia wymaga zwiększenia przekroju przed dalszymi operacjami
-
wlewek lub kęs przygotowuje się do przebijania otworów
-
kuje się odkuwki w kształcie kostek, krążków, pierścieni
-
wymagane jest polepszenie własności mechanicznych odkuwki
Zmiany przekroju poprzecznego próbki cylindrycznej podczas operacji spęcznia:
h
h
d
d
h
4
d
h
4
d
V
V
0
0
2
0
2
0
0
⋅
=
⋅
⋅
=
⋅
⋅
=
π
π
Przebieg procesu spęczania zależy od:
− sposobu spęczania,
− kształtu przedmiotu spęczanego,
− prędkości odkształcenia,
− warunków tarcia.
Tarcie występujące pomiędzy pracującym narzędziem a spęczanym metalem powoduje
nierównomierne odkształcanie się próbki podczas spęczania w wyniku czego próbka przyjmuje
kształt baryłki. Niejednorodne odkształcanie się materiału podczas spęczania ma ujemny
wpływ na jakość wyrobu i obniża plastyczność, co ogranicza zakres spęcznia dla wielu metali.
Dlatego też zarówno podczas operacji spęczania jak i innych operacji kuźniczych stosuje się
ś
rodki zapobiegające (obniżające) niejednorodności odkształcenia. Tarcie występujące podczas
- 2 -
spęczania można obniżyć przez stosowanie gładkich powierzchni pracujących narzędzi i
ś
rodków smarujących oraz podgrzanie narzędzi do temperatury 200 ÷ 300 °C.
Najprostszym przypadkiem jest spęczanie między płaskimi płytami o równoległych
powierzchniach roboczych prętów o małej smukłości. Jeśli nie uwzględni się zjawiska tarcia
występującego na stykających się ze sobą powierzchniach płyty i spęczanego materiału to
odkształcenie jest jednorodne i wraz ze zmniejszeniem się wysokości h, zwiększa się średnica
d oraz zachowany zostaje kształt walcowy przedmiotu. Nacisk jednostkowy na całej
powierzchni styku płyty i materiału jest stały i równa się naprężeniu uplastyczniającemu.
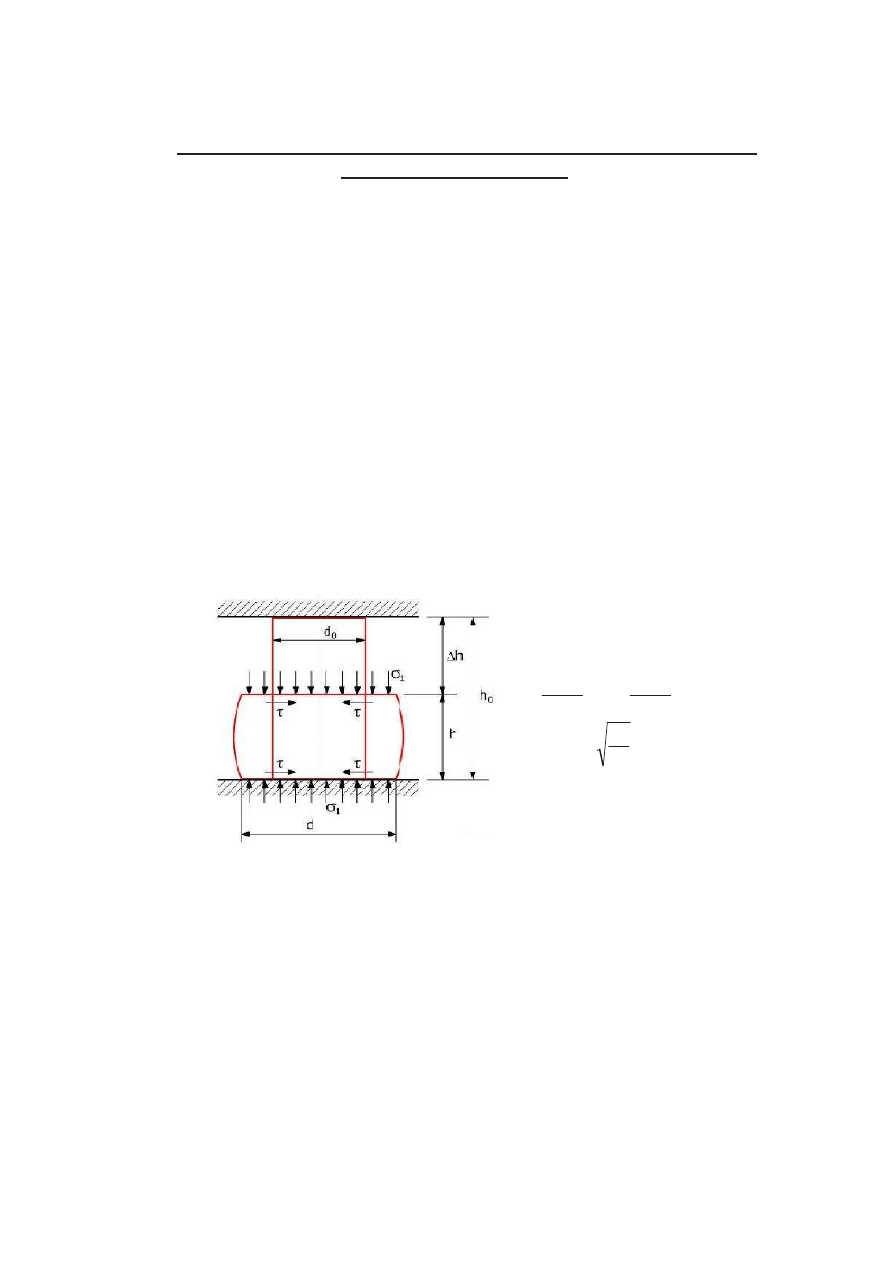
W rzeczywistym procesie spęczania, występujące na powierzchni styku płyty i materiału
odkształcanego tarcie, przeciwdziała odkształceniu. W rezultacie zmienia się kształt
przedmiotu spęczanego i rozkład nacisków jednostkowych. Średnice przekrojów poprzecznych
elementu spęczanego w pobliżu zetknięcia z powierzchniami narzędzia powiększają się wolniej
niż średnice przekrojów bardziej oddalonych od tych powierzchni i w rezultacie spęczany
przedmiot przyjmuje kształt beczkowaty. W środkowej strefie powierzchni zetknięcia
materiału
i
narzędzia
wzrasta
nacisk
jednostkowy
ponad
wartość
naprężenia
uplastyczniającego:
Nierównomierność odkształceń przy ściskaniu.
Siły tarcia wywołują przestrzenny stan naprężeń i prowadzą do nierównomiernego rozkładu
odkształceń w objętości ściskanego walca. Zewnętrznym przejawem nierównomiernego
odkształcania jest zewnętrzna sferyczność powierzchni bocznej, tzw. beczkowatość,
ś
wiadcząca o tym, że każda warstwa walca równoległa do powierzchni czołowych jest
odkształcana niejednakową wartością odkształcenia. Wielkość beczkowatości oraz jej kształt
zależą od stosunku d/h ściskanego walca oraz współczynnika tarcia. Beczkowatość ściskanej
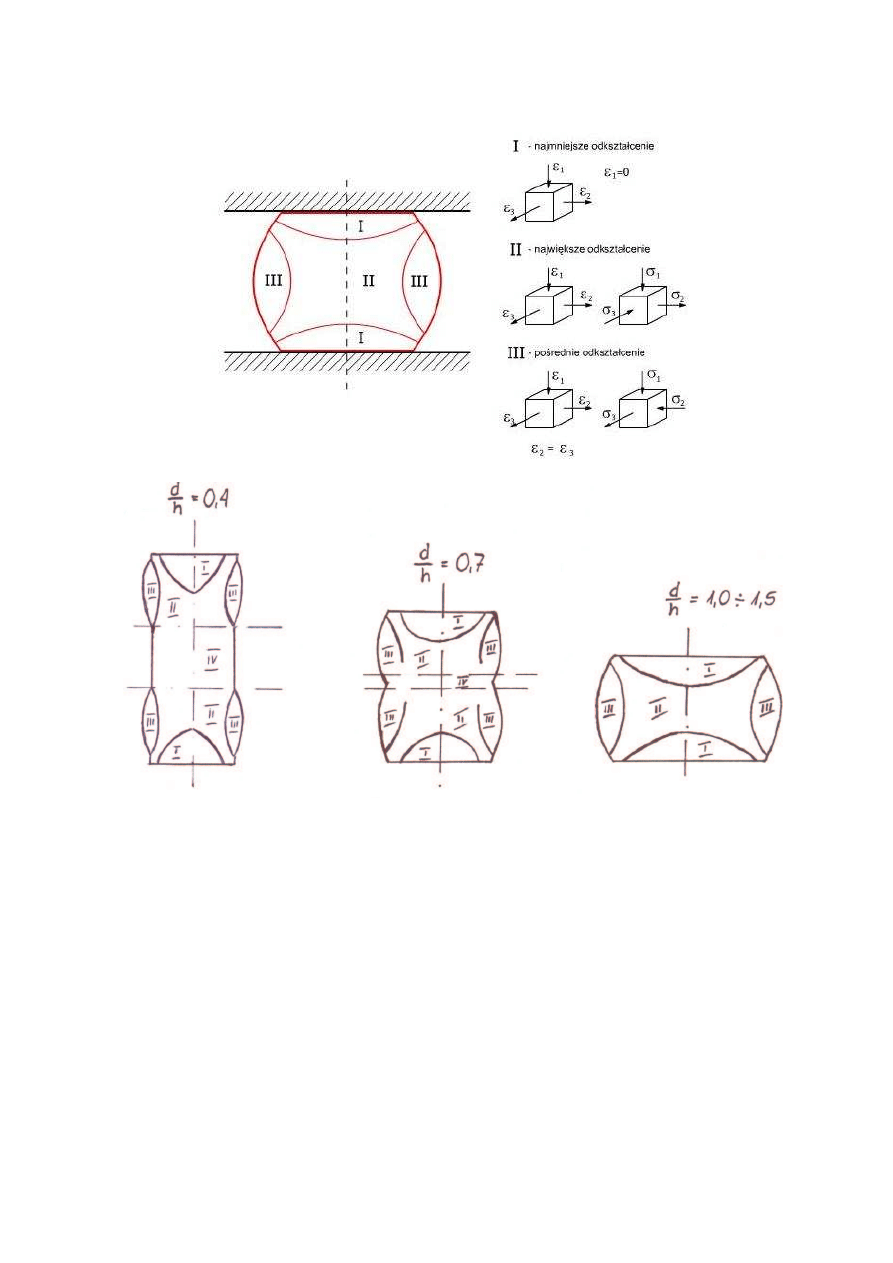
próbki jest związana z wytworzeniem się kilku stref odkształceń:
W poszczególnych strefach odkształcenia lokalne slok mogą być większe lub mniejsze
od odkształcenia średniego równego gniotu s". Przejścia między strefami nie są stopniowe i nie
da się wytyczyć między nimi wyraźnych granic. Ich wielkość i kształt zależą głównie od
stosunku d/h oraz występującego tarcia.
- 3 -
I
– Strefa przypowierzchniowa ograniczonych odkształceń; dwa stożki przylegające
podstawami do obu powierzchni narzędzia. W ziarna materiału, dzięki oporowi wywołanemu
tarciem o narzędzie spęczające (kowadło, młot), nie ulegają prawie żadnym odkształceniom,
tworząc strefy zastoju.
II
– Strefa środkowa odkształceń maksymalnych; obszar intensywnego odkształcenia
plastycznego. W obszarze tym ziarna stopniowo coraz silniej zostają odkształcone. Na granicy
tego obszaru sięgającego do krawędzi próbki występują silne poślizgi.
III
– Strefa zewnętrzna odkształceń pośrednich; obszar ten ulega równomiernemu
przesunięciu i zostaje jakby wytłoczony na zewnątrz, do czego przyczyniają się stożkowe
ukształtowane obszary I, zwane również stożkami poślizgowymi. Na jego zewnętrznej
powierzchni powstają przy tym naprężenia rozciągające, powodujące ujawnienie lub
powiększenie się drobnych wad na powierzchni materiału, jak np. otwieranie się pęcherzy, rys i
pęknięć.
IV
– Strefa nieodkształcona; występująca dla próbek smukłych.

- 4 -
Obok rysunku zostały przedstawione schematy stanu odkształcenia w poszczególnych
obszarach, rozpatrując zmiany elementu próbki w postaci elementarnego sześcianu
odkształceń. W obszarze II elementarny sześcian ulega zgniataniu wskutek czego jego wymiar
zmniejsza się w kierunku zgniatania, a powiększa się jego wymiar w kierunkach
prostopadłych. Jest to stan odkształcenia trójosiowego skręcającego. W obszarze III
elementarny sześcian również ulega zgniataniu ale jeszcze poddawany jest odkształceniom w
kierunku promieniowym w skutek nacisku materiału na obszar II, wobec czego ulega
równocześnie wydłużaniu w kierunku obwodowym próbki – jest to stan odkształcenia
trójosiowego wydłużającego.
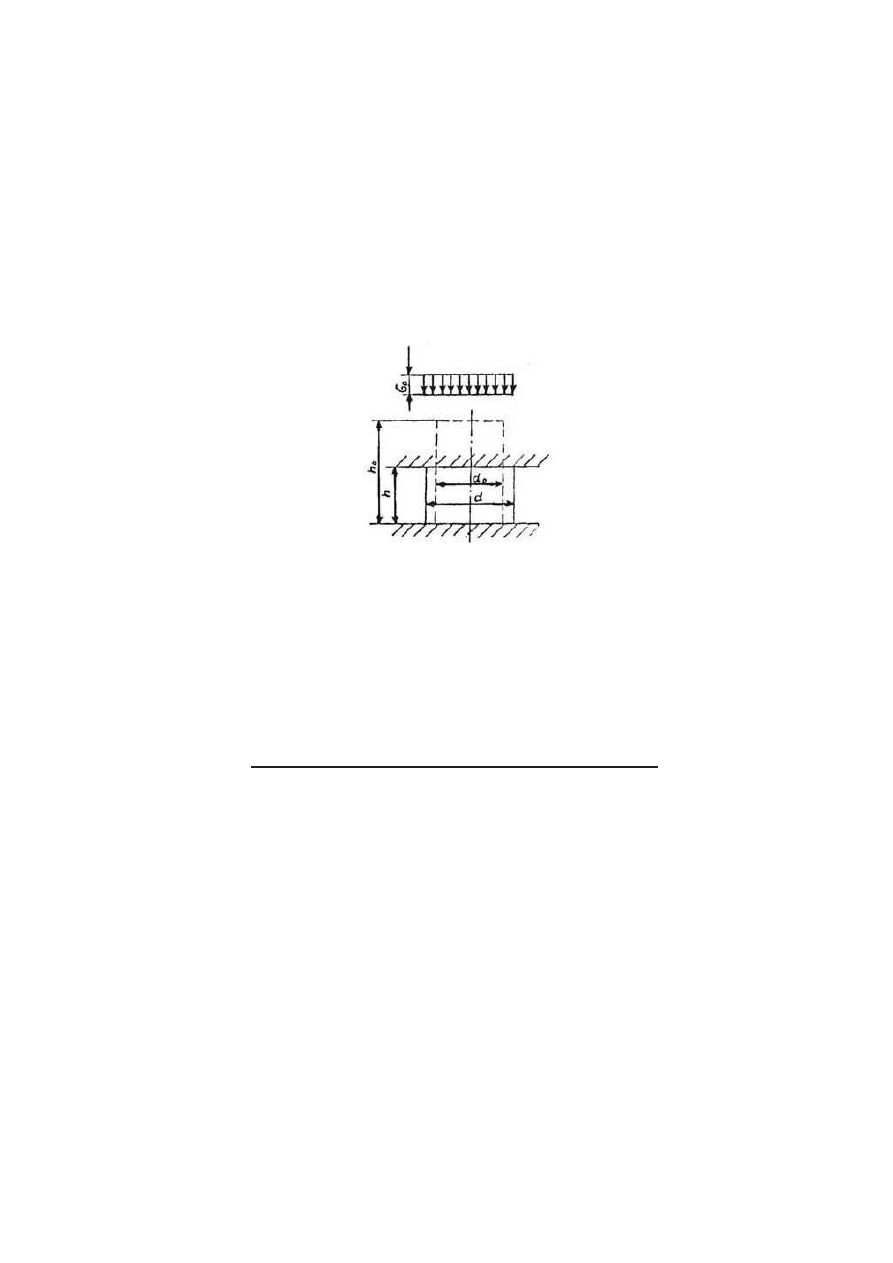
Prosty proces ściskania
W wielu procesach obróbki plastycznej (np. kucie czy walcowanie) kształtowanie materiału
realizowane jest przez jego zgniatanie. Podstawą analizy tego typu procesów jest proste
ś
ciskanie, przy którym walec o wymiarach początkowych ho, do zmienia się w geometrycznie
dokładny walec o większej średnicy d i mniejszej wysokości h.
Odwzorowanie takiego sposobu odkształcenia byłoby możliwe przy spełnieniu następujących
idealnych warunków:
a)
ś
ciskanie przebiega bez tarcia na powierzchniach styku,
b)
materiał jest jednorodny w całej objętości,
c)
stan fizyczny materiału w całej objętości jest identyczny (temperatura, struktura, itp.),
d)
wielkość odkształcenia jednostkowego na przekroju prostopadłym do osi jest
jednakowa (zachowana równoległość powierzchni stykowych narzędzia i walca),
e)
ś
ciskaniu podlega jednocześnie cała powierzchnia (płyta ściskająca powinna nakrywać
całą powierzchnię czołową walca).
O ile warunki b-e można w praktyce zbliżyć do idealnych, to nie ma sposobu
wykonania ściskania bez tarcia. Tarcie można jedynie zmniejszyć przez stosowanie
polerowanych płyt ściskających, odpowiednich smarów, ale całkowite jego wyeliminowanie
jest niemożliwe.
Stopień odkształcenia
ε
h
jaki występuje podczas spęczania wyznacza się ze wzorów:
%
100
0
1
0
0
⋅
−
=
∆
=
h
h
h
h
h
h
ε
Siła spęczania P w czasie trwania procesu stale wzrasta ponieważ jest to spowodowanie
zwiększaniem się poprzecznego przekroju spęczanego przedmiotu. Siłę spęczania P [N] można
wyznaczyć z poniższego wzoru:
S
p
F
ś
r
⋅
=
gdzie:
S
– pole powierzchni przekroju materiału po spęczaniu [mm
2
]
p
śr
– średni nacisk jednostkowy:
Re
x
p
ś
r
⋅
=
gdzie:
Re
– granica plastyczności metalu
- 5 -
x
– współczynnik oporu odkształcenia:
t
z
w
x
⋅
⋅
=
gdzie:
w
– współczynnik uwzględniający prędkość odkształcenia
t
– współczynnik wzrostu oporu
Wzrost prędkości odkształcania powoduje:
-
wzrost naprężeń uplastyczniających
p
σ
-
wzrost temperatury odkształcanego materiału. Zjawisko to należy uwzględnić przy
spęczaniu na zimno na prasach szybkobieżnych, zwłaszcza przy obróbce stali, dla
której w zakresie temperatur tzw. kruchości na niebiesko, opór odkształcenie wzrasta.
W przypadku obróbki plastycznej na gorąco, nawet przy dużych prędkościach
odkształcenie np. przy kuciu na młotach, obniżeniu temperatury gorącego wsadu
wskutek przewodnictwa i promieniowania jest znacznie większe niż przyrost
temperatury wywołany odkształceniem z dużą prędkością
-
niejednakowe wypełnienie górnej i dolnej matrycy. Już podczas kucia matrycowego na
młotach w momencie zetknięcia się górnej matrycy mającej dużą prędkość z
nieruchomym materiałem, zostaje mu nadane odpowiednie przyspieszenie. Powstają
wówczas siły bezwładności, skierowane przeciwnie do kierunku ruchu matrycy
ułatwiają jej wypełnienie.
Przebieg procesu spęczania może być zakłócony lub uniemożliwiony przez następujące
zjawiska:
-
pękanie plastyczne materiału występujące w czasie jego odkształcenia. W przypadku
osiowo symetrycznego ściskania, pękanie materiału występuje na zewnętrznej
powierzchni i wiąże się ze wzrostem średnicy kształtowanej części. Miara pewności, że
pęknięcie nie wystąpi może być graniczna oraz rzeczywista wartość stosunku średnicy
końcowej do początkowej
0
d
d
. Współczynnik pewności Np., z uwagi na to zjawisko,
może być zdefiniowany jako:
1
d
d
d
d
N
rzecz
0
gr
0
p
>
=
Pękanie materiału podczas spęczania spowodowane jest pojawieniem się obwodowych
naprężeń rozciągających, a wartość stosunku
gr
0
d
d
zależy od rodzaju i stanu
odkształcanego materiału. Największe dopuszczalne wartości stosunku
0
d
d
dla
spęczania
na
zimno
podane
są
w
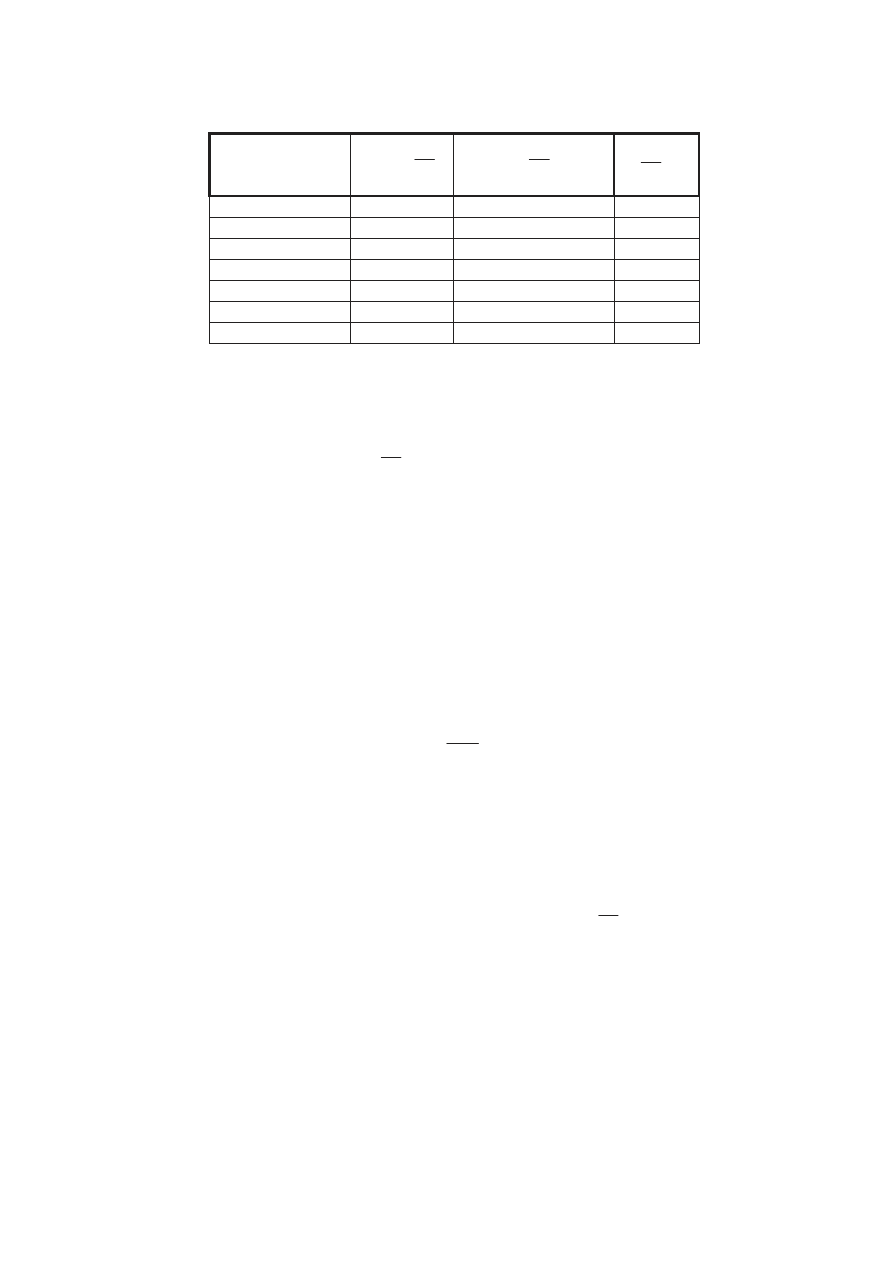
tabeli:
- 6 -
Materiał
φ
= ln
h
h
0
ε
h
= 1 –
h
h
0
100%
gr
0
d
d
stal 10,15
1,75 – 2,0
84 – 86
2,4 – 2,7
stal 25
1,38
75
2,0
stal 55,40H
1,18
69
1,8
stal 16HG, 2H13
1,38 – 1,58
75 – 79
2,0 – 2,2
stal ŁH15
1,28
72
1,9
stal NC6
0,94
61
1,6
Al.,cu
1,98 – 2,20
86 - 89
2,7 – 3,0
-
utrata stateczności procesu odkształcenia wyrażająca się w operacjach spęczania
wyboczeniem. Aby podczas spęczania uniknąć plastycznego wyboczenia przedmiotu,
jego początkowa wysokość
0
h nie powinna przekraczać 1,5 – 1,8
0
d
.
Duży wpływ na
graniczną wartość stosunku
0
0
d
h
ma dokładnie cięcie pręta (prostopadłe do osi) oraz
właściwe prowadzenie narzędzi, eliminujące przesunięcie poprzeczne. Krótkie odcinki
pręta spęczane na gorąco o powierzchniach czołowych prostopadłych do osi mogą mieć
nawet długość
0
h
= 1,5
0
d . Kształtowanie łbów o dużych wymiarach w porównaniu ze
ś
rednica pręta może wymagać spęczania odcinka o długości
0
h
> 2,3
0
d . W takich
przypadkach nie jest możliwe wykonanie łba w jednej operacji i zachodzi konieczność
stosowania jednej lub nawet kilku operacji wstępnego spęczania.
-
natychmiastowe lub zmęczeniowe zniszczenie narzędzia spowodowane naciskiem
jednostkowym wywieranym na jego powierzchnie. Kryterium bezpieczeństwa narzędzi
ją można ja zapisać jako:
1
P
P
N
max
gr
n
>
=
gdzie:
N
n
– współczynnik pewności z uwagi na możliwość zniszczenia narzędzia
P
gr
– nacisk jaki jest w stanie przenieść narzędzie
P
max
– maksymalny nacisk występujący w danej operacji
Podstawowe zasady jakie musi spełniać dobrze zaprojektowany proces spęczania:
-
stosunek wysokości materiału spęczanego do jego średnicy:
5
,
2
0
0
≤
d
h
-
spęczany materiał powinien być równomiernie nagrzany w całej swej masie do
najwyższej temperatury kucia
-
wlewek przed spęczaniem powinien być przekuty na okrągło
-
stopnie przekucia przy każdym uderzeniu młota lub naciśnięciu prasy należy tak dobrać
by nie przekraczały wartości gniotów krytycznych
-
na powierzchniach wsadu nie dopuszczalne są wady zewnętrzne
-
powierzchnie czołowe stykające się z prowadnicami powinny być prostopadłe do osi
-
spęczanie należy wykonywać silnymi uderzeniami lub naciskami pras
- 7 -
Metody służące do oceny nierównomierności odkształcenia w objętości
ściskanej próbki walcowej.
Dla oceny nierównomierności odkształceń w objętości ściskanej próbki stosowane są
metody nasadzanych sworzni lub gwintów, zatapianych siatek, prób warstwowych, rozkładu
twardości, wytrawiania dla wyjawienia przebiegu włókien oraz rekrystalizowanego ziarna.
1.
Metoda wkręcanych sworzni - odkształcenie lokalne w tym przypadku wyraża się
zmianą skoku gwintu sworznia przed i po odkształceniu.
2.
Metoda składanych próbek - odkształcenie wewnątrz rozpatrywanej objętości określa
się zmianą siatki współrzędnych utworzonej przez składane pierścienie w osiowym
przekroju próbki.
3.
Metoda rozkładu twardości - opiera się na zjawisku umocnienia materiału ze wzrostem
odkształcenia plastycznego. Jeśli w przekroju poprzecznym dokona się pomiaru
twardości (HV, HB lub HR) to ich wyniki, jako odzwierciedlenie stopnia umocnienia,
ś
wiadczą o rozkładzie odkształceń, a w oparciu o krzywą wzorcową s = f(H),
sporządzoną dla przypadku równomiernego odkształcenia mogą być określone
liczbowo.
4.
Metoda wytrawiania dla wyjawienia przebiegu włókien - polega na głębokim
trawieniu powierzchni przekroju poprzecznego próbki odkształconej plastycznie.
Uzyskany przebieg włókien określa kierunki płynięcia metalu, czyli linie poślizgu, co
pozwala na jakościową ocenę nierównomierności odkształceń.
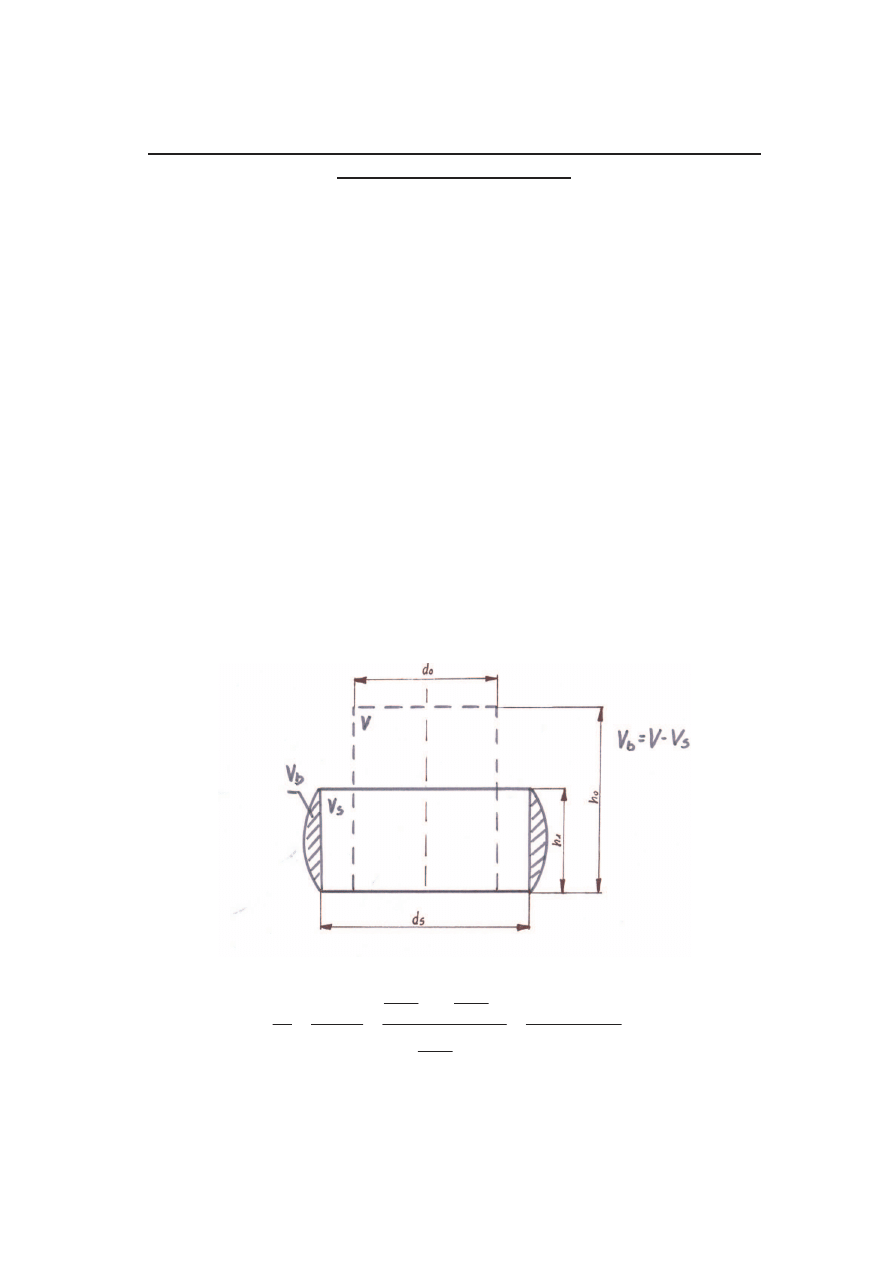
Przybliżona ocena nierównomierności odkształceń może być również oparta o zmianę
zewnętrznych wymiarów ściskanego walca (pomiar beczkowatości). Jej miarą jest stosunek
objętości wybrzuszenia V
b
do całkowitej objętości V.
,%
100
4
4
4
0
2
0
1
2
0
2
0
0
2
0
1
2
0
2
0
0
0
h
d
h
d
h
d
h
d
h
d
h
d
V
V
V
V
V
s
s
s
o
b
−
=
−
=
−
=
=
Λ
π
π
π
Wyszukiwarka
Podobne podstrony:
późniak koszałka,bazy?nych, Podstawowe operacje na?zach?nych
DAF, Na podstawie powyższych danych zaksięgować operacje gospodarcze, zakła¬dając, że na kontach są
podstawowe operacje na wykresie Nieznany
Podstawowe operacje arytmetyczne na liczbach binarnych
SO Pliki Wsadowe wykonywanie podstawowych operacji na funkcjach
Podstawowe operacje na plikach i katalogach, Linux
eco sciaga, 27. Podstawowe operacja bankowe, Prawo popytu - wraz ze wzrostem ceny danego dobra, zmal
podstawowe operacje na wykresie h x
ING Lojalność wobec klientów na podstawie ING Banku Śląskiego S A
PDW na podstawie obserwacji pedagogicznej
Lęk i samoocena na podstawie Kościelak R Integracja społeczna umysłowo UG, Gdańsk 1995 ppt
Prognozowanie na podstawie modeli autoregresji
Odkształcanie na zimno i wyżarzanie
Uczucia Juliusza Słowackiego na podstawie utworów, Notatki, Filologia polska i specjalizacja nauczyc
Status producenta na podstawie przepisów prawa w oparciu o praktykę, BHP I PRAWO PRACY, PORADY PRAWN
LUSTRO scenariusz przedstawienia na podstawie bajki terapeutycznej M.Molickiej, Muzykoterapia
Rozpoznawanie zapalenia wyrostka robaczkowego na podstawie o, Ratownicto Medyczne, chirurgia
więcej podobnych podstron