
KURS PRZYGOTOWUJĄCY
DO EKSTERNISTYCZNEGO EGZAMINU
ZAWODOWEGO W ZAWODZIE GÓRNIK
EKSPLOATACJI PODZIEMNEJ (811 101)
WYBRANE ZAGADNIENIA
Z PODSTAW BUDOWY I EKSPLOATACJI
MASZYN I URZĄDZEŃ
Opracował: mgr inż. Aleksander Zaleski
Materiały zostały przygotowane przez Miedziowe Centrum Kształcenia Kadr w Lubinie
na potrzeby kursu przygotowującego do eksternistycznego egzaminu zawodowego
w zawodzie górnik eksploatacji podziemnej (811 101).
Wykonywanie kserokopii lub powielanie inną metodą oraz rozpowszechnianie
w całości lub części bez zgody MCKK jest zabronione.

Materiały szkoleniowe Miedzowego Centrum Kształcenia Kadr
2
II. PODSTAWY BUDOWY I EKSPLOATACJI MASZYN I URZĄDZEŃ
2.1. PODSTAWOWE POJĘCIA Z TECHNOLOGII I MATERIAŁOZNAWSTWA,
MATERIAŁY STOSOWANE W BUDOWIE MASZYN I URZĄDZEŃ DO ROBÓT
STRZAŁOWYCH.
Obróbką cieplną nazywa się zabiegi technologiczne umożliwiające dzięki grzaniu
i chłodzeniu zmianę mikrostruktury, a przez to zmianę własności: mechanicznych,
fizycznych, technologicznych i chemicznych. W obróbce cieplnej stali rozróżnia się trzy
główne grupy operacji cieplnych: operacje wyżarzania, hartowania i odpuszczania.
Obróbka cieplno-chemiczna polega na dyfuzyjnym wprowadzeniu do powierzchniowej
warstwy przedmiotu obcego pierwiastka, celem spowodowania odpowiednich zmian
jej własności. Spośród różnych procesów obróbki cieplno-chemicznej najczęściej są
stosowane nawęglanie, azotowanie.
Odlewanie jest technologią wykonywania przedmiotów za pomocą wypełniania form
ciekłym metalem lub stopem. Odlewy wykonuje się ze staliwa, żeliwa, stopów aluminium,
magnezu, miedzi.
Obróbka plastyczna polega na kształtowaniu materiału, zmianie jego własności
fizycznochemicznych, struktury i gładkości powierzchni w wyniku odkształcenia
plastycznego na zimno lub na gorąco wywołanego działaniem sił zewnętrznych.
Obróbka skrawaniem (wiórowa) jest to proces technologiczny, polegający na nadawaniu
przedmiotom kształtów, wymiarów oraz jakości powierzchni przez usunięcie nadmiaru
materiału w postaci wiórów. Nieodzownym warunkiem procesu skrawania jest ruch
przedmiotu względem narzędzia lub narzędzia względem przedmiotu.
Toczenie - polega na oddzieleniu nożem tokarskim warstwy materiału z obrabianego
przedmiotu. Przedmiot obrabiany wykonuje ruch obrotowy zaś nóż tokarski przesuwając
się równolegle do osi obrotu przedmiotu lub prostopadle do niej, bądź wykonując oba te
ruchy łącznie oddziela kolejne warstwy materiału. Toczenie stosuje się głównie w celu
otrzymania powierzchni walcowatych, stożkowych i kulistych.
Frezowanie – rodzaj obróbki skrawaniem, w której ruch obrotowy wykonuje narzędzie
wieloostrzowe,
a posuwowy (w zależności od konstrukcji obrabiarki, na której jest prowadzona obróbka)
wykonywany jest również przez narzędzie lub przez przedmiot obrabiany. Cechą
charakterystyczną procesu frezowania jest nierównoczesna praca ostrzy narzędzia. Krawędzie
skrawające freza nigdy nie pracują wszystkie równocześnie, lecz kolejno jedna po drugiej.
Obrabiarka, na której wykonuje się frezowanie nazywa się frezarką.
Wiercenie – wykonywanie otworów w nieruchomym materiale przez narzędzie (wiertło)
wykonujące jednocześnie ruch obrotowy (główny) i ruch posuwowy. Wiertła z uwagi na
Materiały szkoleniowe Miedzowego Centrum Kształcenia Kadr
3
trudne warunki pracy (wióry odprowadzane z otworu rysują powierzchnię obrabianą) służą
do wykonywania otworów zgrubnych, otwory dokładne uzyskuje się za pomocą
rozwiertaków.
Szlifowanie - jest to obróbka wykończeniowa powierzchni za pomocą narzędzi ściernych,
w wyniku której uzyskuje się duże dokładności wymiarowe i kształtowe oraz małą
chropowatość. Szlifowanie możemy wykonywać na otworach, wałkach i płaszczyznach.
Maszyny do tego typu obróbki nazywane są szlifierkami a narzędzia skrawające to ściernice.
Materiałem z którego wykonane są ściernice najczęściej jest korund, diament, węglik krzemu
lub węglik boru.

Materiały szkoleniowe Miedzowego Centrum Kształcenia Kadr
4
2.2. CZĘŚCI MASZYN, MASZYNOZNAWSTWO OGÓLNE.
2.2.1. Połączenia maszyn
Połączenia w budowie maszyn wiążą elementy składowe tak, że mogą wspólnie się poruszać
oraz przenosić obciążenia. Połączenia podzielić można na: rozłączne i nierozłączne, pośrednie
i bezpośrednie oraz na spoczynkowe i ruchowe.
Połączenia rozłączne można kilkukrotnie, a nawet wielokrotnie montować i demontować
wykorzystując te same elementy tak, aby za każdym razem spełniało swoje zadanie.
Natomiast elementów łączonych połączeniem nierozłącznym nie można rozdzielić bez
zniszczenia elementów wiążących.
Połączenia pośrednie to takie, w których zastosowano dodatkowe elementy łączące w postaci
śrub, nitów, zawleczek, sworzni, kołków i innych. Elementy te najczęściej przecinają
płaszczyznę styku elementów głównych. Z kolei połączenia bezpośrednie łączone są poprzez
odpowiednie ukształtowanie elementów łączonych.
W połączeniach spoczynkowych wzajemny ruch elementów jest niemożliwy lub mocno
ograniczony, natomiast w połączeniach ruchowych taki ruch jest możliwy.
Połączenia spawane należą do połączeń nierozłącznych, bezpośrednich. W zależności
od metody spajania łączenie elementów odbywa się przez kohezję (spójność
międzycząsteczkową) lub przez dyfuzję (przenikanie cząsteczek). Wykonywanie połączeń
spajanych z użyciem różnych metod umożliwia łączenie wszystkich metali i ich stopów,
metali z materiałami niemetalowymi, a także różnych materiałów niemetalowych.
Lutowaniem nazywamy metodę spajania metali za pomocą wprowadzania między łączone
powierzchnie innego roztopionego metalu lub stopu (czynnika łączącego), zwanego spoiwem.
Podczas lutowanie części łączone nagrzewają się, lecz nie topią w miejscu łączenia.
Połączenie trwałe uzyskuje się dzięki przyczepności lutu do materiałów łączonych, dlatego
warunkiem otrzymania prawidłowego połączenia jest staranna oczyszczenie (mechaniczne
i chemiczne) powierzchni lutowanych.
Połączenia klejone. Łączenie metali za pomocą klejenia jest coraz częściej stosowane
ze względu na dużą wytrzymałość połączenia, brak naprężeń w złączu oraz niskie koszty
tej technologii łączenia. Zaletami połączeń klejonych są ponadto zdolność tłumienia drgań,
możliwość wykonania połączenia bez stosowania obrabiarek, drogich narzędzi i materiałów
oraz brak zjawisk elektrochemicznych, występujących zwykle podczas łączenia metali innymi
metodami. Wadą połączeń klejonych jest ich stosunkowo mała odporność na wzrost
temperatury otoczenia (maleje wówczas wytrzymałość połączenia). Niektóre kleje są mało
odporne na działanie gleby, mimo że są jednocześnie odporne na działanie benzyny i olejów.
Można jednak połączenie uodpornić na działanie wody przez pomalowanie złącza. Metodą
klejenia łączyć można ze sobą nie tylko metale i stopy, ale także metale z nie metalami,
metale z tworzywami sztucznymi, szkłem, porcelaną, tkaninami i innymi materiałami.
Materiały szkoleniowe Miedzowego Centrum Kształcenia Kadr
5
Połączenia nitowe są nierozłącznymi połączeniami pośrednimi (w których łącznikami są
nity) lub bezpośrednimi. Połączenie polega na przewierceniu w łączonych częściach
otworów, osadzeniu w tych otworach nitów i ich zamknięciu (poprzez spęczenie wystających
końców nitów). Zamknięcie nitów może odbyć się za pomocą młotka ręcznego, młotka
mechanicznego lub pras naciskowych. W przypadku mechanicznego zamykania nitu kształt
elementu zakuwającego (zakuwnika) powinien być taki, aby spęczanemu walcowemu
trzonowi nitu nadać kształt podobny do kształtu łba nitu. Nity mogą być zamykane na zimno
(nity z metali nieżelaznych i niewielkie nity stalowe) oraz na gorąco (nity stalowe
o średnicach większym od 9 mm). Temperatura grzania nitów ok. 1300
o
C.
Połączenia wciskowe. Połączenie odbywa się bez elementu pośredniczącego, dzięki tarciu
wywołanemu wzajemnemu naciskowi łączonych elementów. Nacisk wywołany jest poprzez
odpowiednie tolerowanie wymiarów w ten sposób, że wymiar wewnętrzny jednego elementu
jest zawsze mniejszy od wymiaru zewnętrznego drugiego elementu w połączeniu.
Połączenia gwintowe są połączeniami kształtowymi rozłącznymi najczęściej stosowanymi
w budowie maszyn.
Zasadniczym elementem połączenia gwintowego jest łącznik, składający się zazwyczaj ze
śruby z gwintem zewnętrznym i nakrętki z gwintem wewnętrznym. Skręcenie ze sobą obu
gwintów łącznika tworzy połączenie gwintowe.
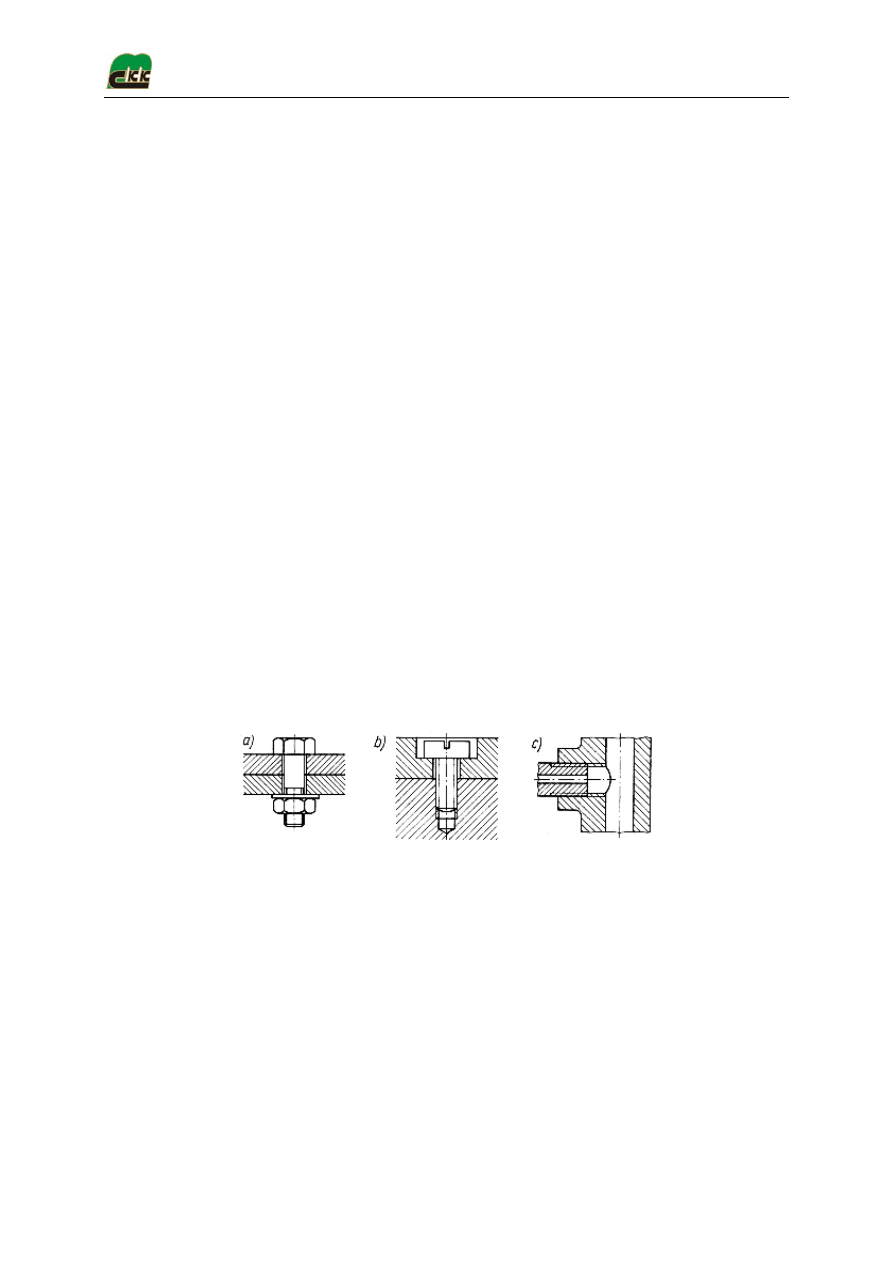
Połączenia gwintowe dzielą się na pośrednie i bezpośrednie. W połączeniach pośrednich
części maszyn łączy się za pomocą łącznika (a); rolę nakrętki może również odgrywać
gwintowany otwór w jednej z łączonych części (b). W połączeniach bezpośrednich gwint jest
wykonany na łączonych częściach (c).
Połączenia gwintowe stanowią połączenia spoczynkowe, wykorzystywane do łączenia części,
do regulacji ich położenia itp. Gwinty są stosowane również w mechanizmach śrubowych,
określanych także jako połączenia gwintowe ruchowe. Mechanizmy śrubowe służą do
zamiany ruchu obrotowego na postępowo-zwrotny, są stosowane do celów napędowych
m.in. do przesuwu stołu lub suportu w obrabiarkach, tworzą zespół roboczy w podnośnikach
lub prasach śrubowych itd.
Wymiary nominalne gwintu śruby i nakrętki, podane w normach są oparte na zarysie
nominalnym, wspólnym dla gwintu zewnętrznego (śruby) i wewnętrznego (nakrętki).
Do gwintów powszechnie stosowanych należą gwinty trójkątne: metryczne i rurowe walcowe
oraz trapezowe: symetryczne i niesymetryczne. Ponadto gwinty dzielą się na: zwykłe, drobne

Materiały szkoleniowe Miedzowego Centrum Kształcenia Kadr
6
(drobnozwojne) i grube (grubozwojne); prawe i lewe; jednokrotne (pojedyncze) i wielokrotne
(dwukrotne, trzykrotne itd.).
Gwinty zwykłe występują najczęściej w elementach niezbyt dokładnych, produkowanych
seryjnie lub masowo. Gwinty drobne mają mniejszą podziałkę niż gwinty zwykłe o tej samej
średnicy. Ze względu na mniejszą głębokość gwintu są one stosowane w celu zwiększenia
średnicy rdzenia śruby; są nacinane na tulejach, rurach itd. Charakteryzują się także wysoką
samohamownością (mały kąt
), zabezpieczając połączenie przed luzowaniem. Gwinty grube
są stosowane w zarysach trapezowych przy d
22 mm, głównie w przypadkach,
gdy o obciążalności połączenia decydują naciski jednostkowe na powierzchniach roboczych
gwintu, np. w połączeniach spoczynkowych często odkręcanych.
Podział gwintów na prawe i lewe wynika z definicji linii śrubowej prawej i lewej.
Powszechnie stosuje się gwinty prawe. Gwinty lewe stosuje się m.in. w niektórych
elementach obrabiarek - gdy użycie gwintu prawego powoduje samoczynne luzowanie
połączenia, jako jeden z gwintów tzw. nakrętki rzymskiej itp.
Do znormalizowanych łączników gwintowych należą śruby, wkręty i nakrętki.
W celu zabezpieczenia połączenia gwintowego przed samoczynnym odkręcaniem
się nakrętek, stosuje się różne rodzaje zabezpieczeń. Używa się m.in. podkładek sprężystych,
nakrętek koronowych z zawleczką (element jednorazowego użycia), przeciwnakrętek
(wywołujących wstępny zacisk na gwincie), podkładek odginanych, zagiętych na krawędzi
przedmiotu i nakrętki, podkładek ząbkowanych, sprężyn lub dodatkowych wkrętów.
2.2.2. Części maszyn
Osią lub wałem nazywa się element maszyny podparty w łożyskach i podtrzymujący
osadzone na nim części maszyn, które wykonują ruchy obrotowe lub wahadłowe. Głównym
zadaniem
wału
jest
przenoszenie
momentu.
W niektórych przypadkach wał może być narażony tylko na skręcanie (np. wał kardana). Oś
nie przenosi momentu obrotowego i jest narażona tylko na zginanie.
Łożyska. W celu zapewnienia prawidłowej pracy elementów maszyn poruszających się
ruchem obrotowym (osi, wałów oraz części maszyn na nich osadzonych) powinno być
zachowane stałe położenie osi obrotu wałów względem nieruchomej podstawy (np. korpusu
obrabiarki).
Zadanie
to
spełniają
łożyska,
a
ustalanie
położenia
osi
i wałów względem korpusu maszyn i urządzeń nazywa się łożyskowaniem. Łożyska dzieli się
na ślizgowe i toczne.
Sprzęgła są to zespoły konstrukcyjne służące do przenoszenia momentu napędowego z wałka
czynnego (napędowego) na wałek bierny (napędzany). Element sprzęgła osadzony na wale
czynnym stanowi człon czynny sprzęgła, natomiast element osadzony na wale biernych
jest członem biernym sprzęgła. Wałki łączone sprzęgłem najczęściej mają wspólną oś obrotu,
jednak może również wystąpić przypadek przecinania się osi wałków pod kątem ostrym.

Materiały szkoleniowe Miedzowego Centrum Kształcenia Kadr
7
Połączenie czynnego i biernego członu w sprzęgłach nierozłącznych wymaga postoju wałów.
Specjalne urządzenia rozruchowe w sprzęgłach rozłącznych pozwalają na połączenie wałów
i wyrównanie ich prędkości kątowej, nawet wówczas kiedy jeden z tych wałów jest ruchomy
a drugi nieruchomy przed połączeniem.
Hamulce to urządzenia, których zadaniem jest wytracenie energii mechanicznej układu
poprzez zamianę jej na inny rodzaj energii. W hamulcach ciernych zamieniana jest na energię
cieplną a w elektrycznych na elektryczną.
Rodzaje hamulców:
1. Zatrzymujące – służą do zatrzymania ruchu wału lub maszyny (w czasie normalnej pracy
są zluzowane).
2. Trzymające (luzujące) – służą do trzymania wału maszyny (w czasie normalnej pracy
są zahamowane).
3. Wstrzymujące – służą do regulacji prędkości jakiegoś układu (często są to jednocześnie
hamulce zatrzymujące).
4. Pomiarowe – służą do różnego rodzaju badań (obciążają badany układ zadanym
momentem hamującym).
Silnik spalinowy jest maszyną energetyczną służącą do zamiany energii chemicznej paliwa
na pracę mechaniczną. Największą grupę silników spalinowych stanowią silniki tłokowe.
Do grupy tej należą zarówno silniki z tłokiem tradycyjnym jak i wirującym (silnik Wankla).
Silniki spalinowe ze względu na stopień sprężenia mieszanki w cylindrze silniki dzieli
się na: niskoprężne (iskrowe) i wysokoprężne (o zapłonie samoczynnym – diesla).
Przekładnie umożliwiają przenoszenie momentu obrotowego (napędu) między dwoma
wałkami. Oprócz przenoszenia napędu przekładnie umożliwiają zmianę: prędkości obrotowej
(przełożenie kinematyczne), wielkości momentu obrotowego (przełożenie dynamiczne)
i ewentualnie zmianę kierunku obrotu kół lub zmianę kierunku osi obrotu (przekładnie
kątowe).
Urządzenia i napędy hydrauliczne i pneumatyczne
Pompy służą do przenoszenia cieczy z poziomu niższego na wyższy lub do przetłaczania
cieczy z obszaru o niższym ciśnieniu do obszaru o ciśnieniu wyższym.
Typowa pompa napędzana jest energią mechaniczną. Energia przekazywana jest cieczy
za pomocą organu roboczego, którym może być wirnik, tłok lub membrana. Działanie pompy
polega na wytwarzaniu różnicy ciśnień pomiędzy stroną ssawną (wlotem) i tłoczną
(wylotem).
Pompa zębata - Rodzaj pompy wyporowej. Składa się z dwóch jednakowych kół zębatych
możliwie jak najciaśniej osadzonych w korpusie. Obracające się koła zębate (jedno z nich jest
napędzane przez zewnętrzne źródło) zagarniają ciecz z komory ssawnej do przestrzeni

Materiały szkoleniowe Miedzowego Centrum Kształcenia Kadr
8
międzyzębnych transportując ją do komory tłocznej. Pompa zębate cechują się prostą
konstrukcją i dużą niezawodnością.
Sprężarka jest to maszyna służąca do sprężania lub przetłaczania gazu.
Ze względu wielkość stosunku sprężania maszyny sprężające dzielą się na:
wentylatory
dmuchawy
sprężarki właściwe
sprężarki niskiego ciśnienia pt < 1,0 MPa
sprężarki średniego ciśnienia 1,0 MPa < pt < 10 MPa
sprężarki wysokiego ciśnienia pt > 10 MPa
Siłownik hydrauliczny (znany także pod nazwą cylinder hydrauliczny) jest to silnik
hydrostatyczny o ruchu posuwistym. W napędach hydraulicznych stanowi element
wykonujący pracę. W siłownikach energia ciśnienia cieczy zamieniana jest na energię
mechaniczną ruchu prostoliniowego zwrotnego. Organem roboczym siłownika mogą być:
tłok, nurnik lub membrana - umieszczone w cylindrycznym korpusie. Do przestrzeni roboczej
wtłaczana jest ciecz, która przesuwa tłok lub nurnik, lub odkształca membranę. Powoduje to
ruch posuwisty tłoczyska.
Siłowniki hydrauliczne jednostronnego działania wymagają wymuszenia powrotu tłoka
do pozycji wyjściowej oraz usunięcia z komory roboczej cieczy. Może to być zrealizowane
za pomocą sprężyny ściskanej w czasie suwu roboczego, która gdy siłownik pozostaje
w spoczynku, zapewnia powrót tłoka. Niekiedy ciężar tłoczyska, urządzenia roboczego lub
zewnętrzne obciążenie wystarcza do wykonania tej pracy. Zasięg suwu roboczego siłownika
hydraulicznego jest limitowany długością tłoczyska. Ze względu na niebezpieczeństwo
wyboczenia długość ta jest ograniczona. W celu zwiększenia zasięgu suwu roboczego stosuje
się siłowniki teleskopowe.
Silnik hydrauliczny wyporowy – stanowi element wykonujący pracę w napędach
hydraulicznych, zamienia energię ciśnienia cieczy na energię mechaniczną ruchu obrotowego.
Zasada działania silnika hydraulicznego jest odwróceniem zasady działania pompy
hydraulicznej tj. ciecz pod ciśnieniem doprowadzona do komór wyporowych powoduje
zmianę objętości komór przez wymuszenie ruchu elementów wyporowych. Ruch ten jest
zamieniany na obrót wałka wyjściowego silnika.
Wiertarki pneumatyczne obrotowe (podobnie jak silniki hydrauliczne) mają budowę
identyczną jak pompy hydrauliczne. Najczęściej stosowane są silniki łopatkowe. Do
wiercenia w twardych materiałach np. w skałach stosuje się wiertarki pneumatyczne
obrotowo-udarowe.
Wyszukiwarka
Podobne podstrony:
OBLICZENIA PRZEKŁADNI PASOWEJ PIŁY TARCZOWEJ TARTACZNEJ, KATEDRA PODSTAW BUDOWY I EKSPLOATCJI MASZYN
Lepkość, Eksploatacja maszyn i urządzeń, eksploatacja maszyn i urządzeń rolniczych
Eksploatowanie Maszyn i Urządzeń Stosowanych w Produkcji Zwierzęcej
podstawy konstrukcji i eksploatacji maszyn
Eksploatowanie maszyn i urzadze Nieznany
od stasi 2, WSZOP INŻ BHP, V Semestr, BUDOWA I EKSPLOATACJA MASZYN I URZADZEN
odp na pytania, WSZOP INŻ BHP, V Semestr, BUDOWA I EKSPLOATACJA MASZYN I URZADZEN
14 Eksploatowanie maszyn i urządzeń 2
Wykład I Eksploatacja MAszyn i Urządzeń
Bezpieczeństwo pracy przy eksploatacji maszyn i urządzeń technicznych
Eksploatacja maszyn i urządzeń energetycznych, Studia
Eksploatacja maszyn i urządzeń do zbioru zielonek
15 Eksploatowanie maszyn i urządzeń do obróbki termicznej
Przepisy eksploatacji urządzeń energetycznych, eksploatacja maszyn i urządzeń, wykład
OLEJE i lepkość, Eksploatacja maszyn i urządzeń, eksploatacja maszyn i urządzeń rolniczych
gnutek,maszynoznawstwo, PODSTAWOWE ZAGADNIENIA EKSPLOATACJI MASZYN
Wykład I Eksploatacja Maszyn i Urządzeń ED
więcej podobnych podstron