Najlepsze Dostępne Techniki (BAT)
Wytyczne dla Branży Chemicznej w Polsce
Przemysł Polimerów
Sfinansowano ze środków Narodowego Funduszu Ochrony
Środowiska i Gospodarki Wodnej na zamówienie
Ministra Środowiska
Ministerstwo Środowiska
Warszawa, czerwiec 2005 r.

2
Najlepsze Dostępne Techniki (BAT)
Wytyczne dla Branży Chemicznej w Polsce
Przemysł Polimerów
Opracowanie:
Zespół Specjalistów Technicznej Grupy Roboczej ds. Przemysłu Chemicznego
Przewodniczący TGR: Kierownik Zespołu Specjalistów:
Andrzej Krześlak Adam Tarniowy
Koordynatorzy:
Współautorzy:
Marian Maciejewski
Andrzej Cebulski
Tomasz Małek
Halina Garbuz
Stanisław Węgrzyn
Teresa Gawlik
Andrzej Chrabąszcz
Ministerstwo Środowiska
Warszawa, czerwiec 2005 r.

3
SPIS TREŚCI
1.0.
CEL I ZAKRES STOSOWANIA PORADNIKA
___________________5
2.0.
ŹRÓDŁA INFORMACJI
_________________________________________5
3.0.
TECHNOLOGIE OTRZYMYWANIA POLIMERÓW-
PODSTAWOWE INFORMACJE I DEFINICJE
___________________6
3.1.
RODZAJE POLIMERÓW - DEFINICJE ______________________________________6
3.2.
OTRZYMYWANIE POLIMERÓW - DEFINICJE _______________________________7
3.2.1.
Polimeryzacja __________________________________________________________________ 8
3.2.2.
Polikondensacja_______________________________________________________________ 10
3.2.3.
Poliaddycja ___________________________________________________________________ 11
3.3.
INSTALACJE SYNTEZY POLIMERÓW– AKTUALNE ROZWIĄZANIA
TECHNOLOGICZNE _____________________________________________________11
4.0.
STOSOWANE W POLSCE I NA ŚWIECIE TECHNOLOGIE
____14
4.1.
POLIOLEFINY __________________________________________________________14
4.1.1. Polietylen _________________________________________________________________________ 14
4.1.2. Polipropylen ______________________________________________________________________ 20
4.1.3.
Wytyczne dla technik BAT – produkcja polietylenu i polipropylenu ________________ 22
4.2.
POLI(CHLOREK WINYLU) (PVC) _________________________________________26
4.2.1. Technologia otrzymywania i właściwości ____________________________________________ 26
4.2.2 Poziomy emisji_____________________________________________________________________ 28
4.2.3.
Zużycie energii i mediów _______________________________________________________ 29
4.3 POLIACETALE (TWORZYWA ACETALOWE) ______________________________________29
4.3.1. Przykładowy opis instalacji_________________________________________________________ 30
Instalacja otrzymywania polioksymetylenu (Tarnoformu) ___________________________________ 30
Charakterystyka produktu ___________________________________________________________________ 30
4.3.2.
Zużycie mediów _______________________________________________________________ 30
4.3.3.
Wskaźniki emisyjne____________________________________________________________ 30
4.4.
POLIAMIDY ____________________________________________________________31
4.4.1.
Opis technologii _______________________________________________________________ 31
4.4.2.
Wskaźniki emisyjne____________________________________________________________ 32
4.4.3.
Zużycie mediów_______________________________________________________________ 33
4.5.
POLIESTRY ____________________________________________________________33
4.5.3. Przykładowy opis technologii otrzymywania poliestrów nasyconych liniowych i
rozgałęzionych – oligoadypinianów. ____________________________________________ 34
4.5.4.
Wskaźniki zużycia i emisji dla oligoadypinianów _________________________________ 35
4.6.
POLIOCTANY I KOPOLIMERY AKRYLOWE I WINYLOWE___________________37
4.6.1.
Przykładowy opis technologii___________________________________________________ 37
4.6.2.
Charakterystyka emisji_________________________________________________________ 38
4.6.3.
Wskaźniki zużycia _____________________________________________________________ 39
4.6.4.
Wytyczne dla technik BAT - produkcja polioctanów i kopolimerów ________________ 40
4.7.
LATEKSY SYNTETYCZNE I KAUCZUKI ___________________________________41
4.7.1.
Przykładowy opis technologii___________________________________________________ 41
4.7.2.
Charakterystyka produktów ____________________________________________________ 43
4.7.3.
Charakterystyka emisji_________________________________________________________ 44
4.7.4.
Zużycie mediów _______________________________________________________________ 46
4.7.5.
Produkcja kauczuków – wytyczne dla technik BAT _______________________________ 46
4.8.
TWORZYWA POLISTYRENOWE__________________________________________48

4
4.8.1.
Przykładowy opis technologii___________________________________________________ 49
4.8.2.
Charakterystyka produktów ____________________________________________________ 51
4.8.3.
Charakterystyka emisji_________________________________________________________ 53
4.8.4.
Zużycie mediów _______________________________________________________________ 56
4.8.5.
Tworzywa polistyrenowe – wytyczne dla technik BAT ____________________________ 57
4.9.
ŻYWICE AMINO –FORMALDEHYDOWE ___________________________________59
I FENOLOWO-FORMALDEHYDOWE _________________________________________________59
4.9.1 Aminowe żywice klejowe – przykładowy opis technologii ___________________59
Wskaźniki zużycia i emisji ____________________________________________________________59
4.9.2.
ŻYWICE AMINO-FORMALDEHYDOWE___________________________________________ 61
4.9.5.
Charakterystyka emisji_________________________________________________________ 64
4.10.
POLI(METAKRYLAN METYLU) PMMA ____________________________________64
4.10.1.
Opis technologii _______________________________________________________________ 64
4.10.2.
Wielkość emisji________________________________________________________________ 65
5.0.
NAJLEPSZE DOSTĘPNE TECHNIKI W PRODUKCJI
POLIMERÓW
___________________________________________________66
7.0.
PERSPEKTYWICZNE TECHNOLOGIE
________________________69
8.0.
UWAGI KOŃCOWE
____________________________________________69

5
1.0. CEL I ZAKRES STOSOWANIA PORADNIKA
Cel niniejszego przewodnika
Niniejszy przewodnik po najlepszych dostępnych technikach BAT odnosi się do polskiego
przemysłu produkującego polimery. Celem tego przewodnika jest dostarczenie danych i
wytycznych dotyczących poziomów emisji i zużycia odpowiadających najlepszym dostępnym
technikom BAT, które ze względów ekonomicznych i technicznych są możliwe do praktycznego
zastosowania w instalacjach krajowego przemysłu polimerów.
Treść przewodnika oparto na informacjach zawartych w dokumencie „Draft Reference
Dokument on Best Available Techniques in the Production of Polymers” (BREF POL)
opublikowanym we wrześniu 2004 przez Biuro IPPC w Sewilli.
Dotychczasowa wersja opublikowanego BREF POL jest wersją roboczą, nie zawierającą jeszcze
wielu danych. W związku z tym należy oczekiwać, że niniejszy przewodnik będzie uzupełniany
zarówno o dane dotyczące emisji i zużycia surowców, materiałów i energii jak również o dalsze
grupy polimerów.
Połączenie z innymi Dokumentami Referencyjnymi BREF
Określenie najlepszych technik BAT dla procesów wytwarzania wymagać będzie korzystania
również z innych Dokumentów Referencyjnych BAT dotyczących:
♦ Systemów Obróbki/Zarządzania Wodami i Gazami Odpadowymi w Sektorze Chemicznym
(ang. CWW)
♦ Emisji z Magazynów (ang. ESB)
♦ Przemysłowych Systemów Chłodzących (ang. CV)
♦ Ogólnych Zasad Monitoringu (ang. MON)
♦ Ekonomiki i Efektów Ubocznych (ang. ECM)
♦ Dużych Spalarni ( ang. LCP)
Podstawowe informacje i definicje dotyczące procesu otrzymywania polimerów zawarto w
Rozdziale 3. Szczegółowy opis technologii otrzymywania poszczególnych rodzajów polimerów
wraz z wytycznymi dla technik BAT przedstawiono w Rozdziale 4.
Informacje zawarte w poradniku mają charakter pomocniczy a ich celem jest ułatwienie współpracy
pomiędzy partnerami procesu wydawania pozwoleń zintegrowanych.
2.0. ŹRÓDŁA INFORMACJI
1. Draft Reference Dokument on Best Available Techniques in the Production of Polymers,
Draft September 2004 ( w dalszej części dokumentu cytowany jako DRAFT)
2. Ullman (2001) “Ullmann’s Encyclopedia of Industrial Chemistry”, Wiley-VCH
3. “Chemia polimerów” Praca zbiorowa pod redakcją Z.Florjańczyka i S.Penczka, Oficyna
Wydawnicza Politechniki Warszawaskiej, Warszawa 1997

6
4. „Technologia chemiczna”, Jacek Molenda, WSiP, Warszawa 1993
3.0. TECHNOLOGIE OTRZYMYWANIA POLIMERÓW- PODSTAWOWE
INFORMACJE I DEFINICJE
3.1. RODZAJE POLIMERÓW - DEFINICJE
Polimer jest związkiem wielkocząsteczkowym, w którym występują powtarzalne elementy w
postaci ugrupowań atomów, ugrupowania te są nazywane merami. Polimery można otrzymać
metoda modyfikacji wielkocząsteczkowych substancji pochodzenia naturalnego lub metodami
syntezy chemicznej.
Ze względu na postać i podstawowe właściwości mechaniczne polimery można podzielić na kilka
podstawowych grup:
- tworzywa ciekłe (lateksy, dyspersje, polimery o niskiej masie cząsteczkowej)
- elastomery
- plastomery
- włókna
Lateks – koloidalna zawiesina kauczuku w wodzie, w literaturze anglojęzyczne terminy lateks i
dyspersja bywają stosowane zamiennie
Dyspersja – koloidalna zawiesina polimeru w wodzie
Elastomery
Elastomery charakteryzują się dobrą pamięcią kształtu, tzn. że nawet po znacznym odkształceniu
powracają do pierwotnych kształtów i wymiarów, jeśli zostanie usunięta siła powodująca
deformację. Do tej grupy tworzyw zalicza się m.in. kauczuki syntetyczne (SBR,NBR)
poliizobutylen i poliuretany wtryskowe.
Plastomery
Plastomery wykazują nieznaczne odkształcenie pod niewielkim obciążeniem, a poddawane
wzrastającemu obciążeniu zaczynają odkształcać się plastycznie aż do mechanicznego zniszczenia.
Zależnie od właściwości technologicznych można je podzielić na:
- termoplasty: (tworzywa termoplastyczne) i
- duroplasty (tworzywa utwardzalne).
Termoplasty (tworzywa termoplastyczne) przechodzą każdorazowo w stan plastyczny pod
wpływem ogrzewania, natomiast po ochłodzeniu twardnieją; mogą być, więc wielokrotnie
kształtowane (i poddawane recyklinogowi), a ich przetwórstwo w wysokiej temperaturze (poniżej
temperatury rozkład polimeru) nie prowadzi w wyraźny sposób do chemicznych i fizycznych zmian
polimeru ani też do zaniku plastyczności.
Do termoplastów należą prawie wszystkie tworzywa polimeryzacyjne (PE, PP, PVC,PS), a ponadto
poliamidy, poliwęglan, poli(siarczek fenylenu), polieterosulfony i termoplastyczne pochodne
celulozy.

7
Duroplasty są tworzywami sztucznymi, które w podwyższonej temperaturze lub pod wpływem
innych czynników przekształcają się w produkt usieciowany (nietopliwy i nierozpuszczalny). W
zależności od sposobu utwardzania dzielą się one na tworzywa termoutwardzalne i
chemoutwardzalne.
Tworzywa termoutwardzalne podczas ogrzewania początkowo miękną, a następnie utwardzają się
nieodwracalnie wskutek przestrzennego usieciowania makrocząsteczek, zachodzącego w wyniku
reakcji chemicznych w podwyższonej temperaturze. Ponowne ogrzewanie produktu o budowie
usieciowanej nie powoduje jego mięknienia, może natomiast doprowadzić w wysokiej temperaturze
do chemicznego rozkładu polimeru. Najbardziej znanymi przedstawicielami tej grupy tworzyw są
fenoplasty i aminoplasty.
Tworzywa chemoutwardzalne ulegają sieciowaniu w temperaturze pokojowej lub podwyższonej
pod wpływem substancji zwanych utwardzaczami. Najczęściej stosowanymi tego typu tworzywami
są poliuretany oraz żywice poliestrowe (nienasycone) i epoksydowe.
3.2. OTRZYMYWANIE POLIMERÓW - DEFINICJE
Reakcje chemiczne otrzymywania polimerów z monomerów są nazywane zwyczajowo
polireakcjami. Rozróżnia się trzy podstawowe typy polireakcji: polimeryzację, polikondensację i
poliaddycję.
Monomer- związek chemiczny zdolny do polireakcji
Emulgator- substancja powierzchniowo-czynna, mająca zdolność obniżania napięcia
powierzchniowego na granicy faz. Cząsteczka emulgatora składa się z dwóch części, z których
jedna ma charakter niepolarny (grupa hydrofobowa – lipofilna) a druga polarny (grupa hydrofilowa
– liofilna). Dzięki obecności w cząsteczce grupy hydrofilowej i hydrofobowej emulgatory wykazują
powinowactwo zarówno do wody jak i do węglowodorów, co powoduje, że ich stężenie na
powierzchni granicznej jest większe niż w pozostałej części układu. Cząsteczki emulgatora na
powierzchni granicznej orientują się w ten sposób, że ich część hydrofobowa kieruje się w kierunku
monomerów a część hydrofilowa w kierunku wody, co ułatwia wzajemne dyspergowanie obu
cieczy.
W procesie polimeryzacji emulsyjnej znajdują zastosowanie emulgatory anionowe, kationowe i
obojętne.
Inicjator – substancja, które w wyniku dysocjacji termicznej, dysocjacji fotolitycznej lub reakcji
międzycząsteczkowego przeniesienia pojedynczego elektronu (inicjatory redoks) dostarczają do
układu aktywnych chemicznie wolnych rodników; wolne rodniki rozpoczynają (inicjują) proces
polimeryzacji
Katalizator – substancja, która zwiększa (lub zmniejsza) szybkość reakcji chemicznej pozostając
zasadniczo w stanie niezmienionym po zakończeniu reakcji.
Środki pomocnicze- ogólne określenie wszelkich substancji poza monomerami stosowanych przy
produkcji polimerów. Do środków pomocniczych zaliczamy m.in. stabilizatory, plastyfikatory,
opóźniacze palenia (tzw. retardanty, antypireny), środki barwiące, porofory, środki smarujące,
antystatyki.

8
3.2.1. Polimeryzacja
Reakcje polimeryzacji polegają na tworzeniu związków wielkocząsteczkowych (polimerów) ze
związków małocząsteczkowych (monomerów), zawierających zwykle podwójne lub potrójne
wiązania, procesowi temu nie towarzyszy wydzielanie małocząsteczkowych produktów ubocznych.
Proces przebiega bez zmian składu substancji reagujących, a powstający polimer różni się od
monomeru tylko wielkością cząsteczki. Szczególnym przypadkiem polireakcji jest
kopolimeryzacja, czyli łączna polimeryzacja mieszaniny, co najmniej dwóch różnych monomerów
z wytworzeniem makrocząsteczek zawierających mery obydwu rodzajów, tzn. kopolimeru.
Stosowane są powszechnie cztery metody prowadzenia polimeryzacji:
- polimeryzacja w masie;
- - polimeryzacja emulsyjna;
- - polimeryzacja perełkowa;
- - polimeryzacja w roztworze.
Odpowiedni dobór ilości i rodzaju dodatków pozwala prowadzić daną reakcję polimeryzacji z
określoną szybkością i zatrzymywać ją w odpowiednim momencie, gdy makrocząsteczki osiągną
pożądaną masę (stopień polimeryzacji). Proces polimeryzacji składa się w zasadzie z trzech
głównych etapów:
rozpoczęcia polimeryzacji (reakcja inicjująca),
właściwej polimeryzacji (reakcja wzrostu cząsteczek)
i przerwania procesu polimeryzacji (zakończenie wzrostu cząsteczek).
Polimeryzacja w masie (polimeryzacja blokowa)
Polimeryzacja w masie może być prowadzona w stałej, ciekłej, lub gazowej fazie monomeru, w
obecności względnie bez dodatku inicjatora. W drugim przypadku czynnikiem inicjującym proces
jest podwyższona temperatura bądź też promieniowanie jonizujące. Najczęściej jednak
polimeryzację w masie przeprowadza się przez ogrzewanie ciekłego monomeru zawierającego
dodatek inicjatora.
W reaktorze polimeryzacji (tzw. polimeryzatorze) monomer z dodatkiem inicjatora doprowadza się
do takiej temperatury, w której polimeryzacja przebiega z zadowalającą szybkością. Zaletą tej
metody polimeryzacji jest możliwość otrzymywania bardzo czystych polimerów o dużej masie
cząsteczkowej, wadą natomiast są poważne trudności technologiczne związane z odprowadzaniem
ciepła reakcji. W miarę jej postępu reagująca mieszanina staje się, bowiem coraz bardziej lepkim
roztworem polimeru w monomerze (lub zawiesiną, jeśli polimer się nie rozpuszcza). Utrudnia to w
wielkim stopniu chłodzenie i regulację temperatury. Polimeryzacja blokowa znajduje m.in.
zastosowanie do wytwarzania:
- poliolefin
- polistyrenu
- PVC
- PMMA
- poliamidów
- poliestrów.
Odmianą typowej metody polimeryzacji w masie jest polimeryzacja w fazie gazowej. Polega ona na
zmieszaniu gazowego inicjatora z gazowym monomerem (w warunkach reakcji) oraz poddaniu
mieszaniny działaniu zwiększonego ciśnienia i podwyższonej temperatury. Powstające cząstki

9
polimeru wytrącają się w postaci stałej lub stopionej. Metodą tą otrzymuje się polietylen małej
gęstości
Polimeryzacja w zawiesinie (suspensyjna, perełkowa)
W procesie polimeryzacji w zawiesinie, zwanej także polimeryzacją suspensyjną lub
polimeryzacją perełkową, monomer z rozpuszczonym w nim uprzednio inicjatorem zostaje
rozproszony mechanicznie w wodzie w postaci bardzo drobnych kropelek. Zawiesinę utrwala się
przez dodatek koloidów ochronnych. Polimeryzację inicjują katalizatory nadtlenkowe
rozpuszczalne w monomerze, ale nierozpuszczalne jednocześnie w wodnym środowisku reakcji. Do
najczęściej stosowanych katalizatorów należą nadtlenek benzoilu lub dodecylu. Proces
polimeryzacji przebiega wewnątrz kropelek monomeru z utworzeniem perełek polimeru (średnica
0,1
÷2,0 mm) (rys. 3). Reakcję tę możnawięc traktować w uproszczeniu jako zminiaturyzowany
proces polimeryzacji blokowej. Polimeryzacja w zawiesinie, podobnie jak i polimeryzacja w masie,
umożliwia uzyskiwanie produktów o dużej masie cząsteczkowej.
Przenoszenie ciepła od perełek do wody jest bardzo dobre i dzięki temu można je odprowadzić
przeponowym chłodzeniem polimeryzatora (płaszcz lub wężownice chłodzące). Jest to wielka
zaleta technologiczna procesów w suspensji i w emulsji w porównaniu z procesem w masie.
Po zakończeniu polimeryzacji suspensyjnej odpędza się z polimeru resztki nie
przereagowanego monomeru, przemywa polimer wodą, odwirowuje go i suszy. Polimeryzacja
suspensyjna jest bardzo rozpowszechniona, zwłaszcza w produkcji
- poli(chlorku winylu) (PVC-S);
- polistyrenu (GPPS, HIPS, EPS);
- PMMA;
- PTFE.
Polimeryzacja emulsyjna
Polimeryzacja emulsyjna jest podobna do perełkowej.
Rozproszenie monomeru w środowisku wodnym (wytworzenie emulsji) uzyskuje się w tym
procesie wskutek intensywnego mieszania, a stabilność emulsji przez dodanie emulgatorów.
Obecność emulgatora mającego właściwości powierzchniowo czynne zapewnia trwałość emulsji.
Emulgatorem są mydła wytwarzające tzw. micele, tj. naładowane elektrycznie cząstki koloidowe
otoczone warstewkami związanych z nimi cząsteczek rozpuszczalnika (tu: wody).
Inicjatorami procesu polimeryzacji emulsyjnej są związki nadtlenkowe rozpuszczalne 'w wodzie, a
nie rozpuszczające się w monomerze
W przeciwieństwie do polimeryzacji perełkowej proces polimeryzacji emulsyjnej przebiega nie w
zdyspergowanych kropelkach monomeru, lecz w micelach emulgatora (rys. 4, 5). Podczas
polimeryzacji cząsteczki monomeru dyfundują z rozproszonych kropelek do micel, które
przekształcają się stopniowo w cząstki polimeryczne. Po zakończeniu reakcji otrzymuje się
rozproszoną w wodzie zawiesinę kulistych cząsteczek polimeru o średnicy ok. 0,1 mm, wodną
zawiesinę polimeru w wodzie nazywa się lateksem lub dyspersją.
Polimer wyodrębnia się przez rozbryzgowe suszenie dyspersji w strumieniu gorącego powietrza lub
w wyniku koagulacji lateksu.
Lateksy lub dyspersje mogą również stanowić gotowy produkt handlowy, wtedy w technologii nie
występuje etap wydzielania
Zaletą procesu polimeryzacji emulsyjnej jest duża szybkość reakcji oraz efektywne odprowadzenie
ciepła z jej środowiska. Umożliwia on także otrzymywanie polimerów o dużej masie cząsteczkowej
i niewielkim stopniu polidyspersji.

10
Wadą tego procesu jest natomiast niezadowalająca czystość produktu ze względu na trudności
całkowitego usunięcia resztek emulgatora i innych dodatków.
Metoda polimeryzacji emulsyjnej jest stosowana do otrzymywania:
- poli(chlorku winylu).
- ABS
- PTFE
- kauczuków (SBR, NBR)
- lateksów
- PVA
- PMMA
- dyspersji polioctanowych i poliakrylanowych
Polimeryzacja w roztworze
Polimeryzacja przebiega w roztworze, w którym rozpuszcza się zarówno monomer, jak i
powstający polimer. Zaletą procesu jest możliwość zapewnienia dobrej wymiany ciepła reakcji,
niska lepkość dyspersji/roztwór, niewielkie zanieczyszczenie reaktorów. Wadą procesu
polimeryzacji w roztworze jest trudność wyodrębnienia polimeru, konieczność używania
łatwopalnych i często toksycznych rozpuszczalników, zanieczyszczenie produktu resztkami
rozpuszczalnika.
Odmianą polimeryzacji w roztworze jest polimeryzacja rozpuszczalnikowo-strąceniowa.
Powstający w tym procesie polimer nie rozpuszcza się w rozpuszczalniku (w przeciwieństwie do
monomeru), ale wytrąca się podczas przebiegu reakcji.
Przez dobór układu odpowiednich rozpuszczalników można regulować masę cząsteczkową
polimeru lub usuwać jego rozpuszczalne frakcje o małym stopniu polimeryzacji
Metoda tą otrzymuje się:
- poliakrylonitryl
- poli(alkohol winylowy)
- SBR
- BR
- EPDM
3.2.2. Polikondensacja
Polikondensacja (polimeryzacja kondensacyjna) polega na łączeniu się wielu cząsteczek
monomerów z jednoczesnym wydzieleniem prostego związku małocząsteczkowego, np. wody,
amoniaku, chlorowodoru - jako ubocznego produktu reakcji.
Ze względu na wydzielenie się tych produktów ubocznych produkt polikondensacji (polikondensat)
ma inny skład niż związki wyjściowe (monomery), tj. masa jego makrocząsteczki nie jest sumą mas
cząsteczkowych monomerów.
Typową reakcją polikondensacji jest na przykład reakcja między alkoholem dihydroksylowym i
kwasem dikarboksylowym (obydwa te związki mają po dwie grupy funkcyjne):
W odróżnieniu od polimeryzacji polikondensacja przebiega stopniowo i można ją przerwać w
dowolnym etapie.
Reakcje polikondensacji można prowadzić różnymi metodami. Najczęściej stosuje się metodę
polikondensacji w stopie lub w roztworze lub na granicy faz.
11
Polikondensacja w stopie
Polikondensacja w stopie polega na ogrzewaniu mieszaniny monomerów w obecności katalizatora,
którym są zazwyczaj zasady lub kwasy.
Polikondensację w stopie prowadzi się w podwyższonej temperaturze (200
÷ 300°C). Reagenty
(monomery) rozpuszczają się wzajemnie i tworzą w tych warunkach stop. W celu zahamowania
niepożądanych reakcji ubocznych (np. utleniania) proces jest prowadzony często w atmosferze gazu
obojętnego, zwykle azotu. Powszechnie stosuje się także obniżone ciśnienie. Takie warunki
ułatwiają odprowadzanie małocząsteczkowych produktów polikondensacji, przez co zmniejsza się
odwracalność reakcji. Typowym przykładem polikondensacji w stopie jest proces otrzymywania
poliamidów
Polikondensacja w roztworze
Polikondensacja w roztworze może przebiegać w niższej temperaturze niż proces polikondensacji w
stopie. Polega ona na rozpuszczeniu reagentów wraz z katalizatorem w odpowiednim
rozpuszczalniku i ogrzewaniu mieszaniny. Wadą tej metody jest konieczność stałego usuwania
produktów ubocznych, a następnie wyodrębniania polimeru z roztworu. Produkty otrzymane tą
metodą mają dużą masę cząsteczkową. Metodą polikondensacji w roztworze otrzymuje się żywice
fenolowe i aminowe
Polikondensacja na granicy faz
Polikondensację na granicy faz prowadzi się w dwufazowym układzie nie mieszających się
wzajemnie cieczy, z których jedną jest z reguły woda, a drugą rozpuszczalnik organiczny. Jeden z
reagentów rozpuszcza się w wodzie (faza wodna), a drugi w rozpuszczalniku organicznym (faza
organiczna). Polikondensacja zachodzi z bardzo dużą szybkością na granicy obydwu faz.
Małocząsteczkowe produkty uboczne przechodzą do fazy wodnej i są usuwane z bezpośredniego
środowiska reakcji. Powstający polimer tworzy błonkę na granicy faz i jest w sposób ciągły
usuwany ze środowiska reakcji lub przechodzi do fazy organicznej, gdzie ulega rozpuszczeniu. Do
zalet procesu polikondensacji na granicy faz należy zaliczyć bardzo krótki czas reakcji,
uzyskiwanie produktów o bardzo dużej masie cząsteczkowej oraz możliwość prowadzenia reakcji
w temperaturze otoczenia. Przykładem zastosowania tej metody jest proces syntezy poliwęglanów.
Metodą polikondensacji na granicy faz można wytwarzać także poliestry i poliamidy o bardzo
dużych masach cząsteczkowych.
3.2.3. Poliaddycja
Poliaddycja (polimeryzacja addycyjna) jest procesem łączenia się cząsteczek monomeru wskutek
przemieszczania (przeskoku) ruchliwego atomu wodoru. Powoduje to powstawanie reaktywnych
ośrodków w monomerze i umożliwia łączenie się jego cząsteczek. W tym procesie nie następuje
wydzielanie się mało cząsteczkowych produktów ubocznych i dlatego podobnie jak w wyniku
polimeryzacji, powstały polimer ma taki sam skład chemiczny co reagenty. Typowym przykładem
poliaddycji jest reakcja otrzymywania tworzyw poliuretanowych i epoksydowych.
3.3. INSTALACJE SYNTEZY POLIMERÓW– AKTUALNE ROZWIĄZANIA
TECHNOLOGICZNE
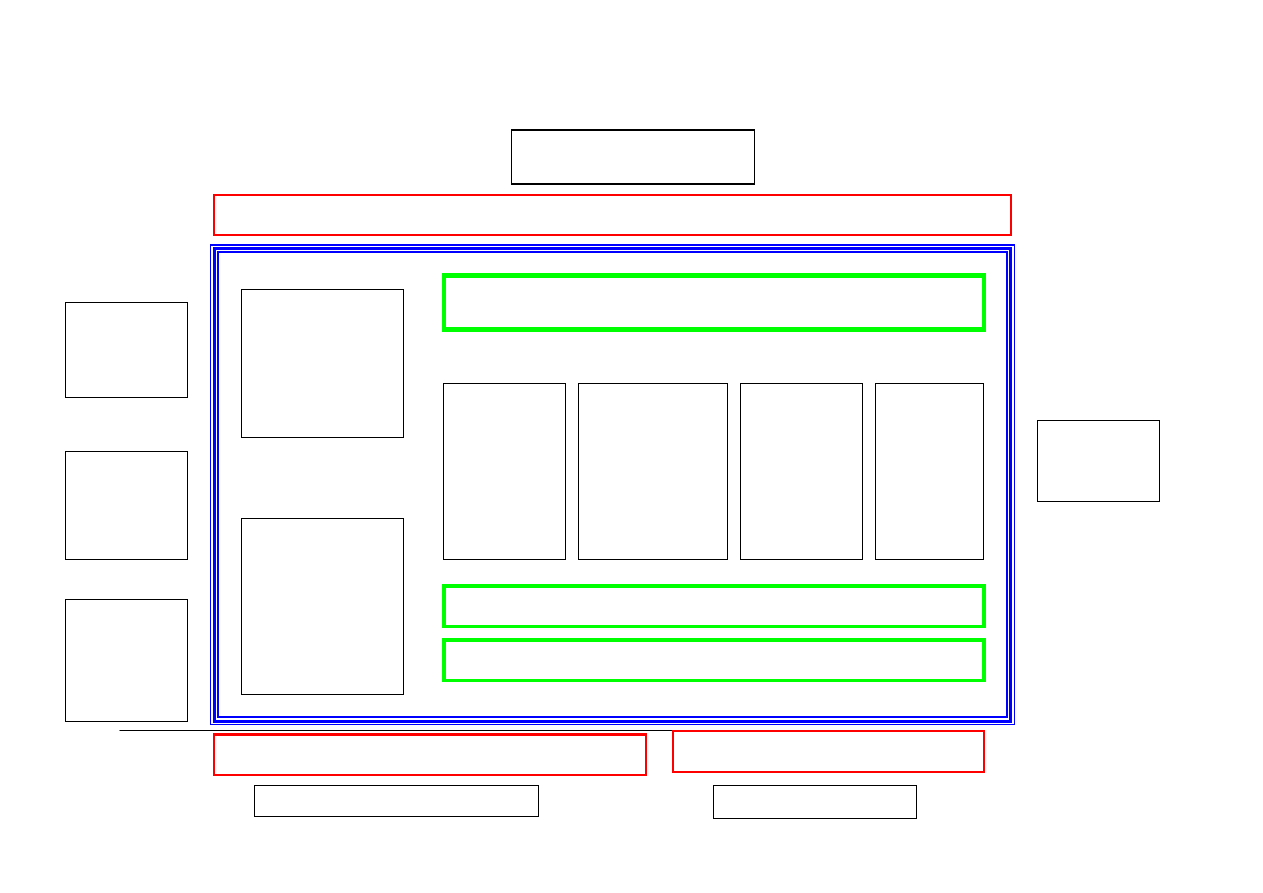
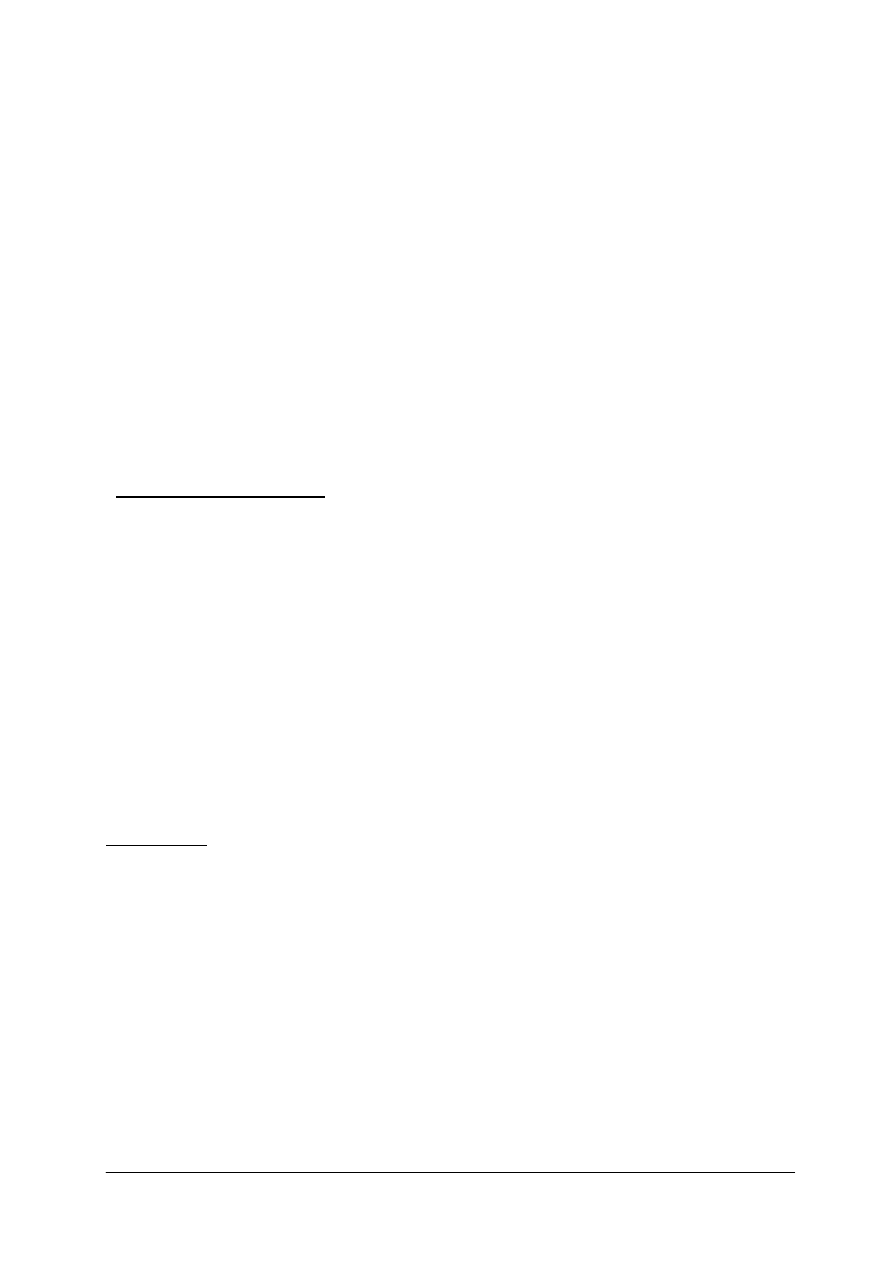
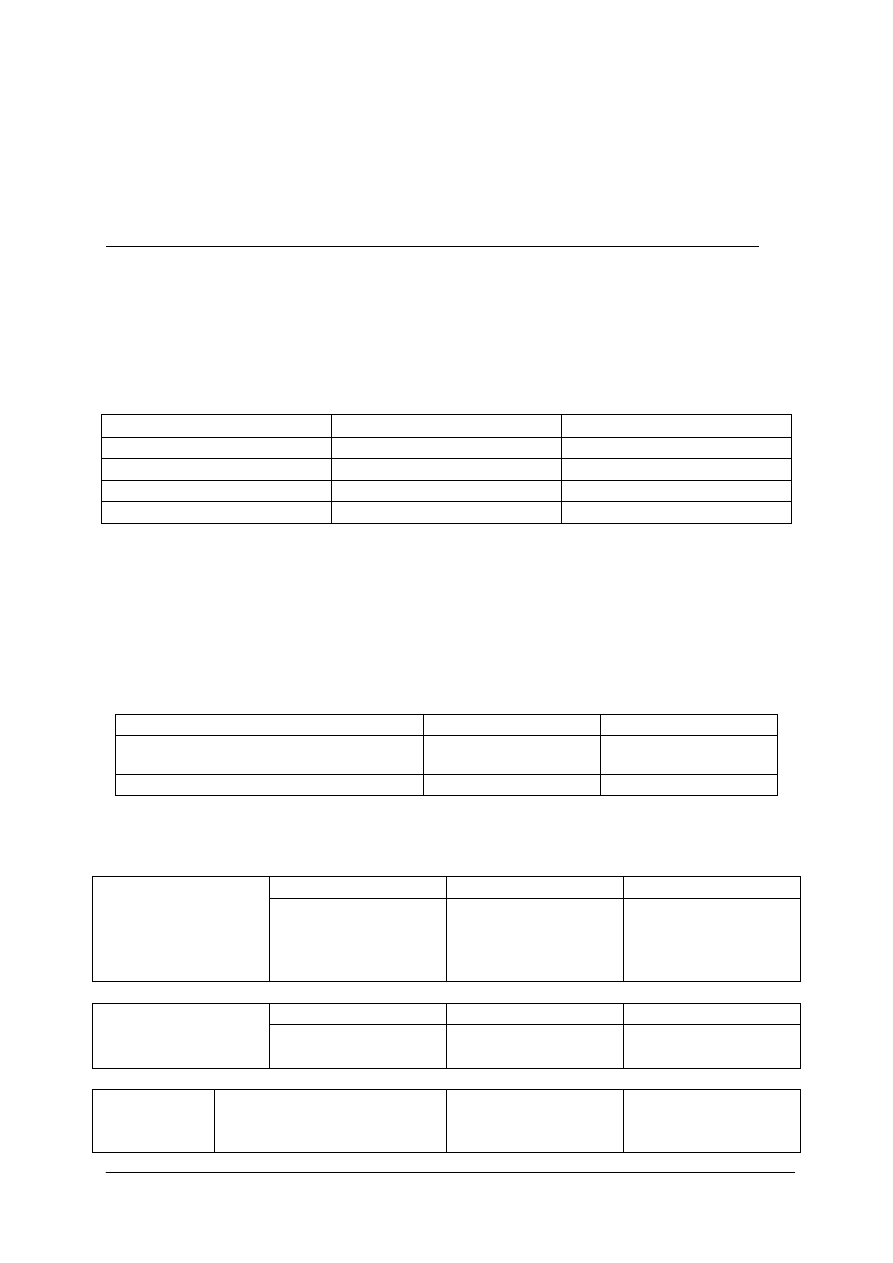
Na rys. 3.1 przedstawiono ogólny schemat instalacji syntezy polimerów. Nie sposób w jednym
schemacie uwzględnić specyfiki każdej z rodzajów produkcji polimerów, nie mniej jednak w każdej
z wymienionych w rozdziale 4 rzeczywistych instalacji produkcyjnych można wyodrębnić
większość węzłów przedstawionych na rysunku. Wszystkie węzły i systemy rzeczywistych
12
instalacji są ze sobą wzajemnie połączone, ze względu na mnogość i różnorodność tych połaczeń –
nie zostały one zaznaczone na schemacie.
Węzeł przygotowania monomerów
W skład węzła mogą wchodzić działy:
- syntezy monomerów
- przechowywania (magazynowania)
- dystrybucji monomerów
Węzeł przygotowania środków pomocniczych może obejmować takie działy:
- syntezy środków pomocniczych
- przechowywania (magazynowania)
-dystrybucja
Węzeł przygotowania mieszanin reakcyjnych składa się na ogół z układu mieszalników z
mieszadłami, do których doprowadzane są monomery, środki pomocnicze, woda lub
rozpuszczalnik, w niektórych rodzajach polireakcji węzeł ten może nie występować.
Węzeł syntezy – w polimeryzacji periodycznej pojedynczy reaktor, w polimeryzacji ciągłej zestaw
(bateria) reaktorów, w których prowadzony jest proces syntezy (polireakcja). Charakterystyke
poszczególnych rodzajów polireakcji przedstawiono w podrozdziale 3.2.
Węzeł obróbki finalnej polimeru – zazwyczaj produkt syntezy wymaga szeregu operacji, które
nadają produktowi wymagane właściwości, operacjami takim może być np. wydzielanie polimeru z
mieszaniny reakcyjnej oczyszczenie polimeru z nieprzereagowanych monomerów, suszenie,
granulacja, itp.
Węzeł magazynowania dystrybucji gotowego produktu – charakter i wyposażenie tego węzła
uzależnione jest od postaci gotowego produktu (granulat, proszek, ciecz)
Instalacja spełniająca wymogi BAT winna zawierać systemy odzysku i regeneracji surowców i
energii oraz systemy redukujące zanieczyszczenie środowiska. Charakterystyka poszczególnych
systemów jest uzależniona od rodzaju produkcji, w Rozdziale 4 przedstawiono specyficzne
wymagania dla poszczególnych grup polimerów i istniejących instalacji.
13
Rys.3.1 Schemat ogólny instalacji do produkcji polimerów
Węzeł
przygotowania
monomerów
- synteza
- przechowywanie
- dystrybucja
Węzeł
przygotowania
środków
pomocniczych
- synteza
- przechowywanie
-dystrybucja
Surowce
Media:
- woda
- gazy
Energia
-elektryczna
-cieplna
Węzeł
przygotowania
mieszanin
reakcyjnych
Węzeł
syntezy
- polimeryzacja
- polikondensacja
- poliaddycja
System odzysku i regeneracji surowców
Węzeł obróbki
finalnej
polimeru
- wydzielanie
-oczyszczanie
-formowanie
-pakowanie
System odzysku i regeneracji mediów technicznych
Węzeł
magazynow
ania i
dystrybucji
gotowego
produktu
System odzysku i regeneracji energii
System redukcji emisji do atmosfery
System redukcji zrzutu ścieków technologicznych
System redukcji odpadów stałych
Emisja do atmosfery
Zrzut ścieków
Odpady stałe
Produkt
14
4.0. STOSOWANE W POLSCE I NA ŚWIECIE TECHNOLOGIE
4.1. POLIOLEFINY
4.1.1. Polietylen
Produkowanych jest kilka różnych typów polietylenu.
1. LDPE - polietylen o niskiej gęstości (915 – 935 kg/m
3
) Jest elastyczny, główne zastosowanie –
folia opakowaniowa.
Produkowany jest w reaktorach rurowych lub autoklawowych pod wysokim ciśnieniem rzędu 1000
- 3500 bar. Inicjatorem reakcji są nadtlenki organiczne i/lub tlen.
Charakterystyczną cechą procesu wysokociśnieniowego jest możliwość dekompozycji polegającej
na nagłym wzroście temperatury i ciśnienia w reaktorze i wyrzuceniu jego zawartości do atmosfery,
czemu często towarzyszy samozapłon.
2. HDPE polietylen o wysokiej gęstości (>940 kg/m
3
) produkowany pod niskim ciśnieniem w
reaktorach z katalizatorem zawieszonym w fazie ciekłej. Jest bardziej twardy i sztywny – główne
zastosowanie to rury, skrzynie i bardzo cienkie folie.
Zasadnicze dwa typy procesów produkcyjnych to polimeryzacja w zawiesinie i w fazie gazowej.
Dalsze zróżnicowanie procesów wynika z typu reaktora (reaktor zbiornikowy z zawiesiną w C
5
–
C
9
, pętlowy z heksanem lub izobutanem jako rozcieńczalnikiem, reakcja w fazie gazowej ze złożem
fluidalnym, szeregowy układ – reakcja w zawiesinie w propanie i reakcja w fazie gazowej ze
złożem fluidalnym). Stosowane są katalizatory Zieglera-Natty (na bazie tytanu) lub Philipsa (na
bazie chromu).
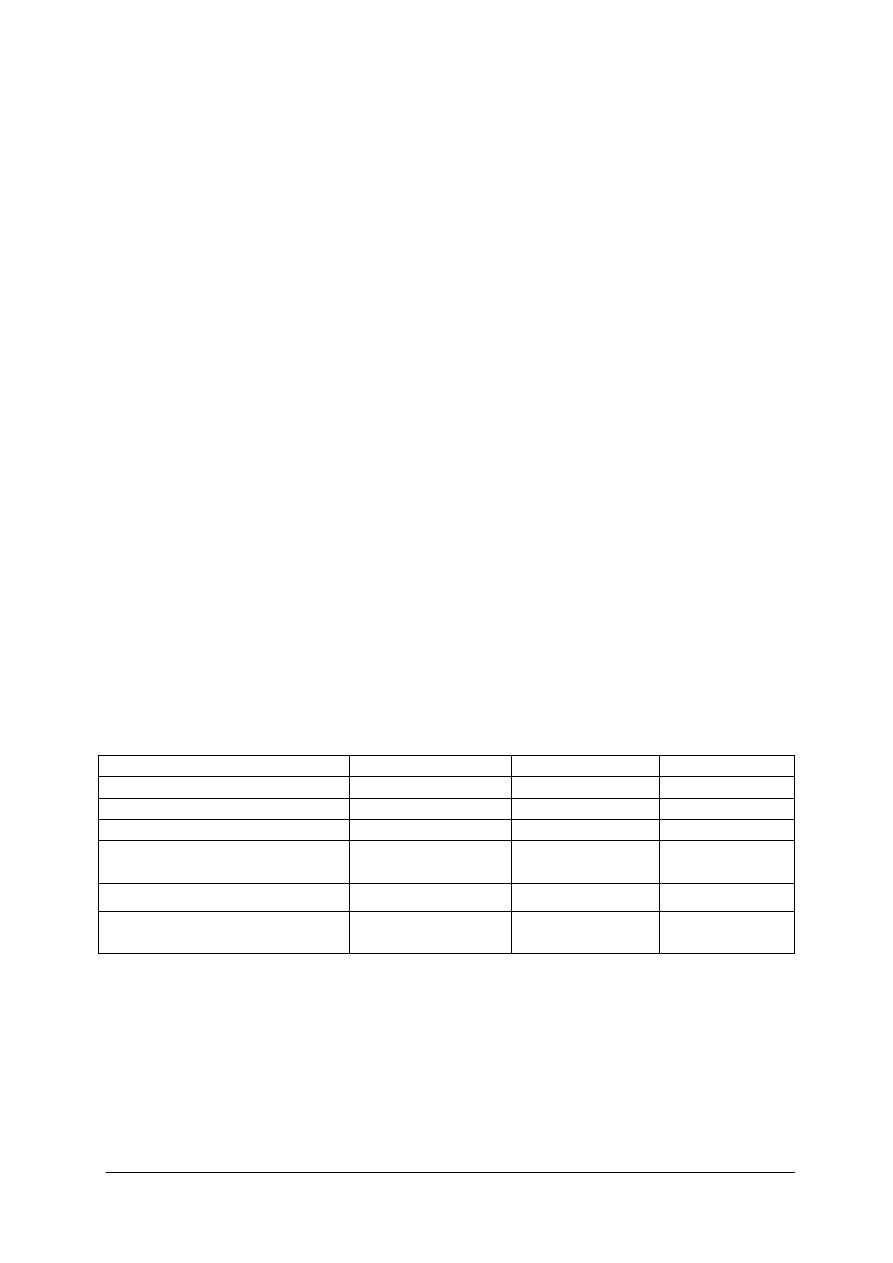
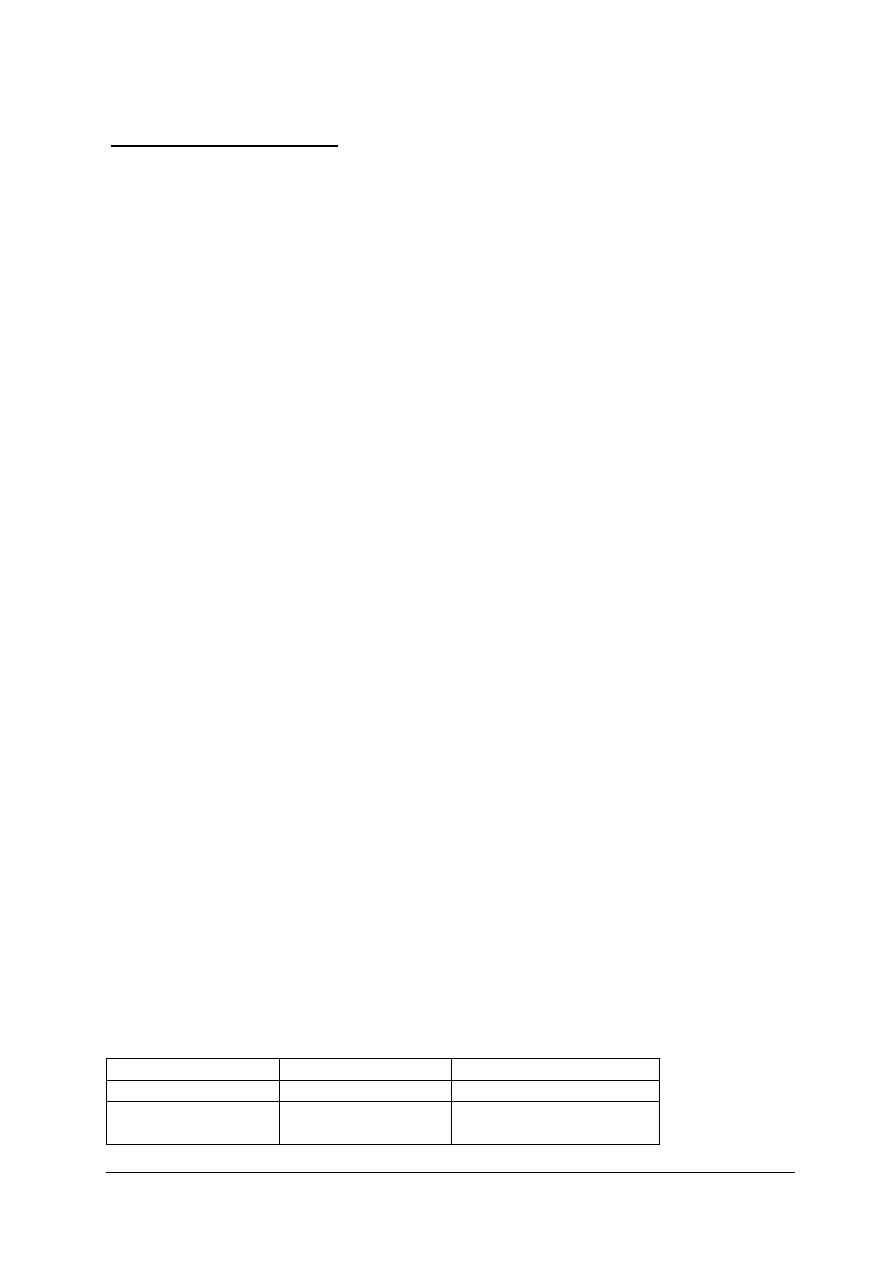
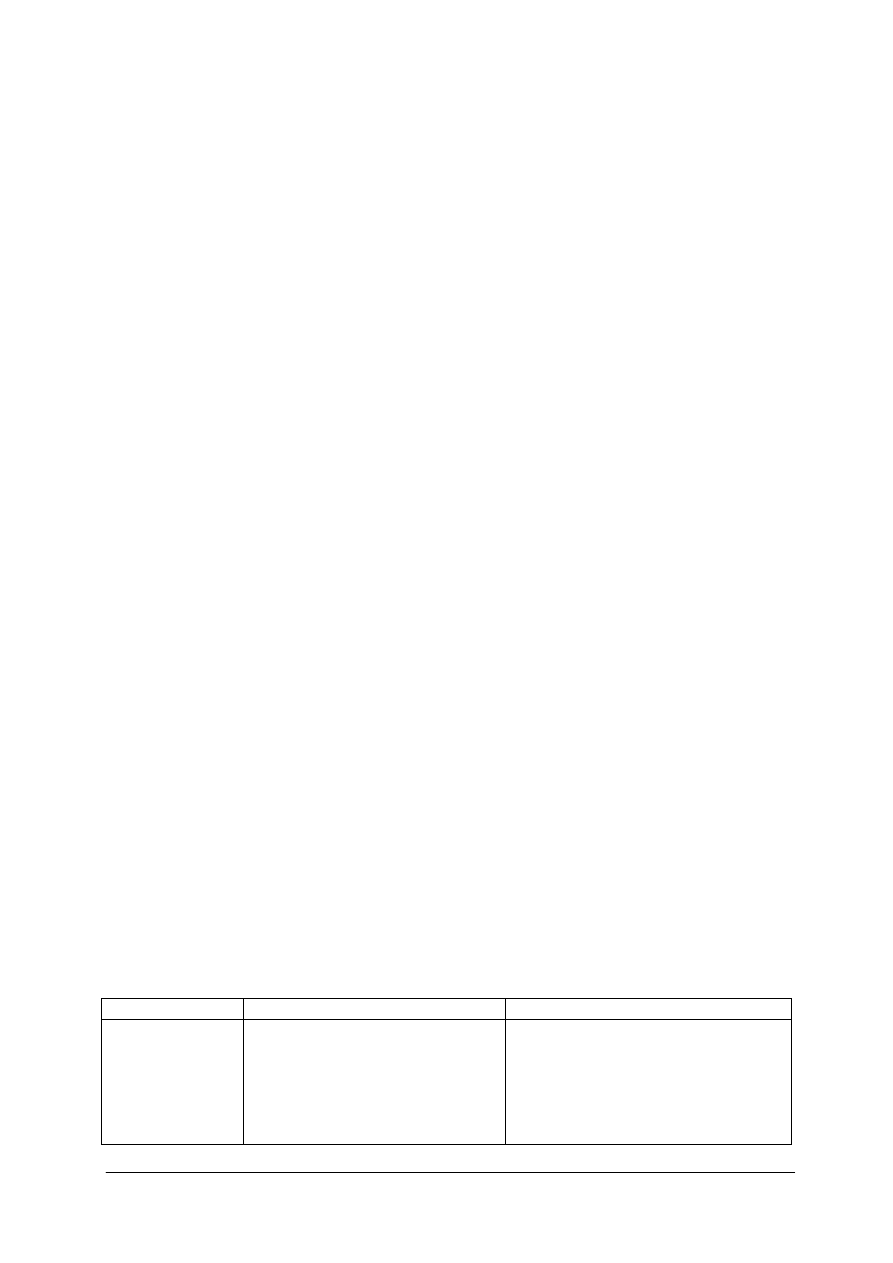
Tabela 4.1.1 Parametry techniczne procesów otrzymywania polietylenu wysokiej gęstości.
Typ reaktora
W fazie fluidalnej
Zbiornikowy
Pętlowy
Objętość reaktora, m
3
200 - 400
15 - 250
15 – 100
Ciśnienie w reaktorze, MPa
0,7 - 2
0,5 – 1
3 – 6,5
Temperatura
80 - 105
70 – 90
80 – 110
Rozcieńczalnik
brak
Węglow.C5 – C8
Frakcja heksanowa
Izobutan,
heksan, propan
Katalizatory
Związki organometaliczne +
alkiloglin
Związki organometaliczne +
alkiloglin
Związki organometaliczne
+ alkiloglin
Maksymalna zdolność
produkcyjna, tys.t/rok
300
320
300
3. LLDPE polietylen liniowy o niskiej gęstości (<940 kg/m
3
) – stosowany do opakowań i folii
wielowarstwowej.
Produkowany jest w zależności od pożądanych własności produktu w roztworze lub w fazie
gazowej. Produkowane są też kopolimery z 1-butenem, i 1-oktenem jako komonomerami. W
procesie gazowym powstający polimer jest w fazie stałej zawieszonej w strumieniu gazowego
surowca. W procesie przebiegającym w fazie ciekłej powstający polimer jest rozpuszczony w
15
rozpuszczalniku lub w ciekłym komonomerze. Szczegóły technologii nie są ujawniane przez
licencjodawców.
Przykładowe opisy instalacji
Polietylen LDPE - instalacja wg licencji ICI
1. Instalacja służy do wysokociśnieniowej polimeryzacji etylenu w reaktorze autoklawowym.
Surowcem jest etylen z instalacji Rozdzielania Gazów Popirolitycznych. Produktem jest
granulowany polietylen
2. Składa się z następujących węzłów:
- sprężanie do ciśnienia roboczego
- reakcja i separacja
- granulacja
- mieszanie i ekspedycja
3. Krótki opis procesu
Etylen o ciśnieniu ok. 1,1 MPa sprężany jest dwustopniowo do ciśnienia ok. 135 MPa.
Sprężony do ciśnienia roboczego etylen podawany jest do reaktora autoklawowego o poj.
0,25 m
3
, zaopatrzonego w mieszadło. Razem z etylenem wprowadza się inicjatory
polimeryzacji, którymi są nadtlenki organiczne w roztworze oleju parafinowego. Stopień
konwersji w reaktorze wynosi ok. 17%. Temperatury na poszczególnych poziomach
wynoszą 180- 280
0
C. Reaktor zabezpieczony jest przed wzrostem ciśnienia przez płytki
bezpieczeństwa.W warunkach procesu, w reaktorze znajduje się ok. 100 kg etylenu.
Mieszanina poreakcyjna przechodzi z reaktora do separatora, gdzie następuje rozdzielenie
polietylenu od nieprzereagowanego etylenu, który zawracany jest przez system chłodnic
na wejście sprężarki II stop.
Ciekły polietylen przechodzi z dołu separatora do zasobnika wytłaczarki. Polietylen po
wytłoczeniu, zgranulowaniu, schłodzeniu wodą odwodnieniu i przesortowaniu podawany
jest transportem pneumatycznym na węzeł mieszania znajdujący się w obrębie Oddziału
Ekspedycji Polietylenu. Po ujednorodnieniu i analizie jakościowej polietylen jest
pakowany do worków lub cystern.
Wszystkie aparaty tj. magazynujące są przedmuchiwane powietrzem w celu usunięcia
pozostałych w produkcie śladowych ilości etylenu. Jest to źródło emisji zanieczyszczeń
do atmosfery na Polietylenie I.
Polietylen LDPE - instalacja wg licencji firmy ATO
1. Instalacja służy do wysokociśnieniowej polimeryzacji etylenu w reaktorze rurowym.
Surowcem jest etylen z instalacji Rozdzielania Gazów Popirolitycznych. Produktem jest
granulowany polietylen.
2. Składa się z następujących węzłów:
- sprężanie do ciśnienia roboczego
- reakcja i separacja
- granulacja
16
- mieszanie i ekspedycja
3. Krótki opis procesu
Etylen o ciśnieniu ok. 1,1 MPa sprężany jest dwustopniowo do ciśnienia ok. 250 MPa.
Sprężony do ciśnienia roboczego etylen podawany jest do reaktora rurowego o długości
810 m. Razem z etylenem wprowadza się inicjator polimeryzacji, którym jest tlen.
Stopień konwersji w reaktorze wynosi ok. 23%. Temperatury w reaktorze osiągają dwa
maksymalne wartości po ok. 305 i 315
0
C. Reaktor zabezpieczony jest przed wzrostem
ciśnienia przez dwa zawory bezpieczeństwa.W warunkach procesu, w reaktorze znajduje
się ok. 400 kg etylenu.
Mieszanina poreakcyjna przechodzi z reaktora do separatora, gdzie następuje
rozdzielenie polietylenu od nieprzereagowanego etylenu, który zawracany jest przez
system chłodnic na wejście sprężarki II stop.
Ciekły polietylen przechodzi z dołu separatora do zasobnika wytłaczarki. Polietylen po
wytłoczeniu, zgranulowaniu, schłodzeniu wodą odwodnieniu i przesortowaniu podawany
jest transportem pneumatycznym na węzeł mieszania znajdujący się w obrębie Oddziału
Ekspedycji Polietylenu.
Polietylen z polimeryzacji przechodzi do zbiornika dziennego. W czasie napełniania tego
zbiornika polietylen jest przedmuchiwany powietrzem w celu usunięcia pozostałych
śladów etylenu. Po przewietrzeniu polietylen jest uśredniony a następnie podawany
transportem pneumatycznym na Oddział Ekspedycji Polietylenu. Opisany przebieg
procesu i aparatura są identyczne dla obu ciągów. Przewietrzanie zbiorników dziennych
jest źródłem emisji zanieczyszczeń do atmosfery.
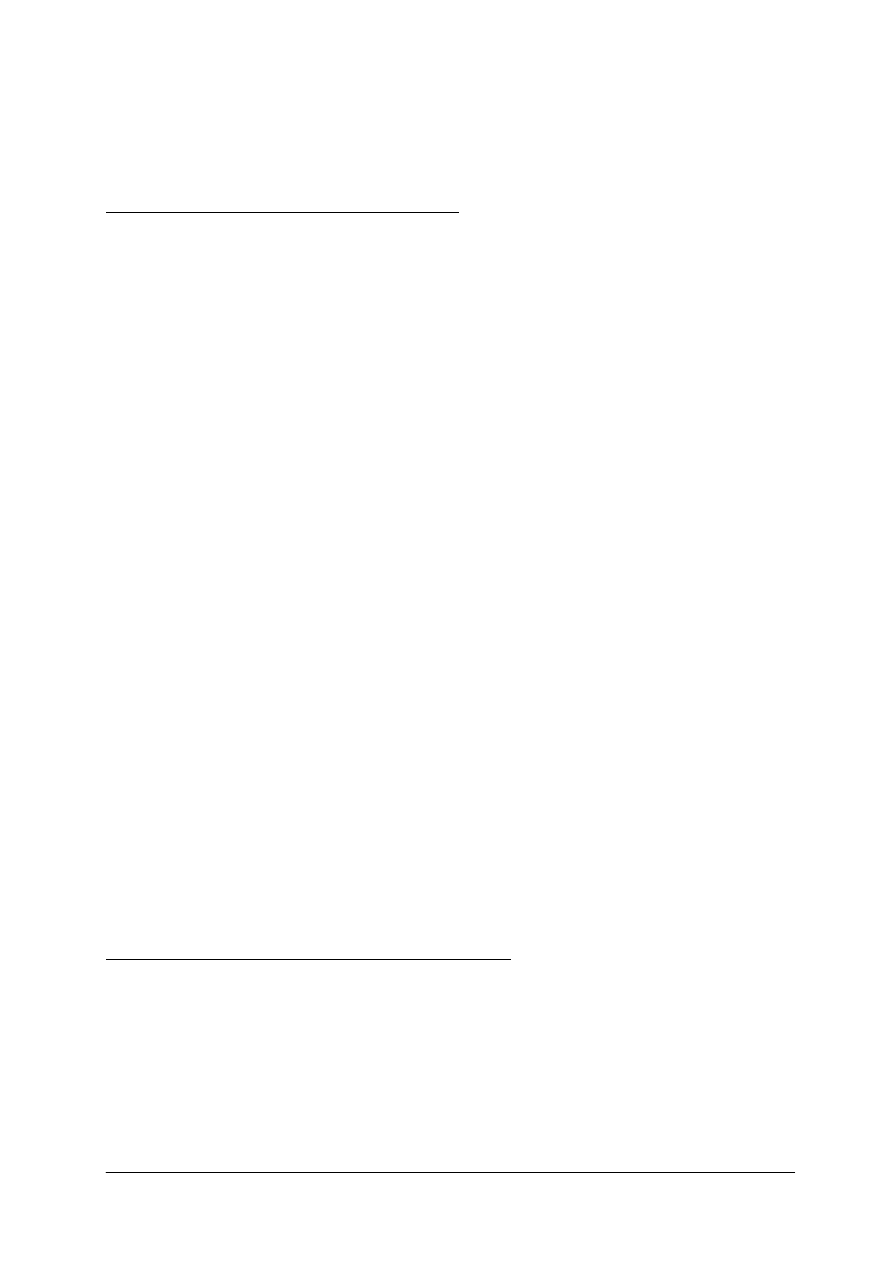
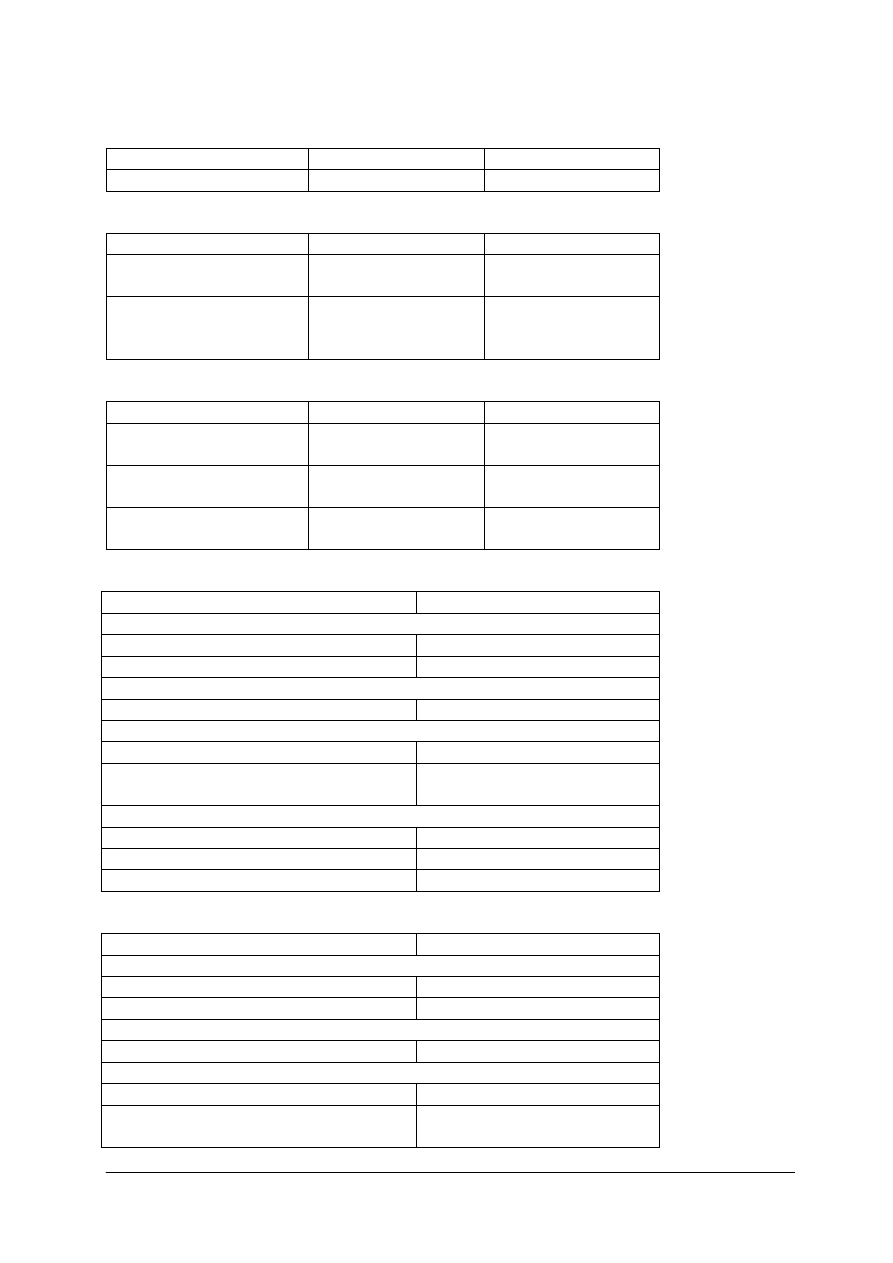
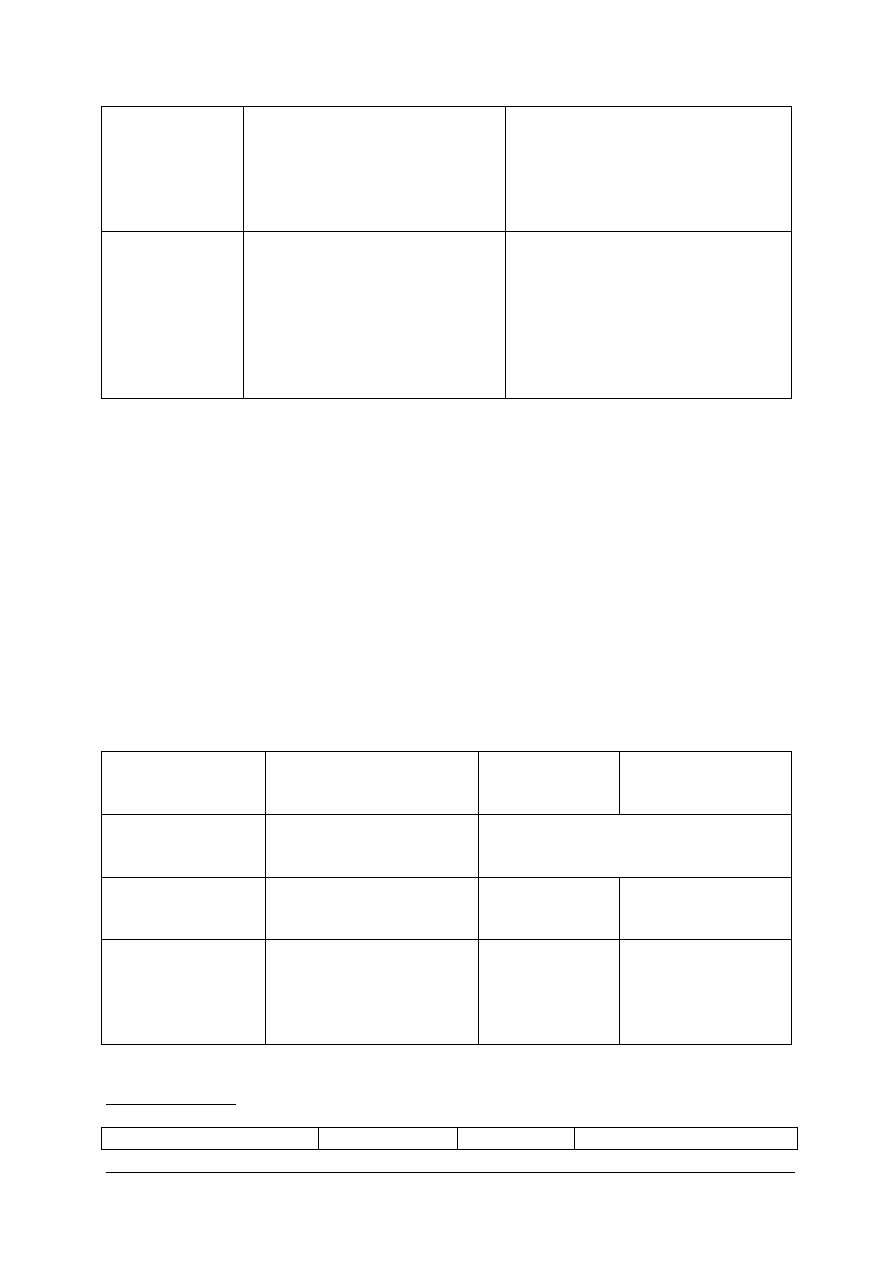
Tabela 4.1.2. Parametry techniczne procesów otrzymywania polietylenu niskiej gęstości.
Polietylen ICI
Polietylen ATO
Typ reaktora
Autoklaw
Rurowy
Objętość reaktora, m
3
0,25
1,35
Ciśnienie w reaktorze, [ MPa ]
140
245
Temperatura reakcji [
0
C ]
180 - 280
ok..310
Inicjator
Nadtlenki organiczne
Tlen
Maksymalna zdolność
produkcyjna, t/dobę
130
330
Maksymalna zdolność
produkcyjna, tys.t/rok
43
110
POLIETYLEN HDPE
Ogólna charakterystyka procesu
Produkcja polietylenu dużej gęstości wg technologii Hostalen prowadzona jest w oparciu o
zawiesinowy proces polimeryzacji etylenu z zastosowaniem metaloorganicznych
17
katalizatorów Zieglera-Natty. Niskociśnieniowy proces polimeryzacji prowadzony w
zawiesinie ciekłego heksanu w reaktorach typu zbiornikowego z mieszadłami.
Przygotowanie katalizatora do procesu
Proces przygotowania katalizatora prowadzony jest okresowo. Otrzymane zawiesiny
składowych katalizatora w heksanie wprowadzane są do reaktorów.
Sekcja polimeryzacji
Proces polimeryzacji prowadzony jest w sposób ciągły w układzie konfigurowanych
ze sobą trzech reaktorów z mieszadłami o pojemnościach po około 250m³. Proces przebiega
w środowisku ciekłego heksanu, który ponadto pełni funkcję czynnika wymiany masy i
ciepła. Proces polimeryzacji prowadzony temperaturze poniżej 85°C (poniżej temperatury
wrzenia heksanu) i pod ciśnieniem nie przekraczającym 10 barów. Poza monomerem i
zawiesiną katalizatorów do sekcji polimeryzacji wprowadza się:
Buten-1 - do regulacji ciężaru właściwego polimeru (ilości odgałęzień bocznych).
Wodór - do regulacji ciężaru cząsteczkowego (wskaźnika szybkości płynięcia) polietylenu.
Kaskadowy proces polimeryzacji
Techniczne rozwiązania sekcji polimeryzacji zapewniają możliwość konfigurowania
wzajemnych połączeń i warunków pracy poszczególnych reaktorów.(zarówno pod względem
parametrów jak i składu mieszanin reakcyjnych w poszczególnych reaktorach). Dzięki temu
w każdym z reaktorów możliwe jest uzyskanie polimeru o innej masie cząsteczkowej
i zróżnicowanej długości odgałęzień bocznych (gęstości). Proces kontrolowanego
różnicowania właściwości polimeru w trzech różnych reaktorach, połączonych szeregowo
odpowiada technologii ACP (Advanced Cascade Process - zaawansowany proces kaskadowy)
a otrzymane wg tego wariantu procesowego odmiany polietylenów dużej gęstości określane
są jako odmiany „multimodalne”.
Oddzielanie heksanu i suszenie polimeru
Kolejne etapy obróbki polimeru to:
– odwirowywanie zawiesiny wirówkami odśrodkowymi, w celu oddzielenia heksanu
– usuwanie pozostałości heksanu w strumieniu gorącego azotu.
– przedmuchanie parą wodną proszku polimerowego w celu deaktywacji i usunięcia
pozostałości katalizatora
Granulacja i składowanie
Do proszku polimerowego precyzyjnymi podajnikami wagowymi wprowadzane są
wymagane dodatki (stabilizatory i modyfikatory). Po wymieszaniu z proszkiem
polimerowym otrzymana kompozycja podawana jest do wytłaczarki dwuślimakowej, w
której następuje stapianie, homogenizowanie i granulowanie wprowadzanej mieszaniny
proszkowej. Granulacja prowadzona jest z zastosowaniem głowicy wielootworowej z
cięciem podwodnym.
Pomocnicze sekcje procesowe
Proces produkcji polietylenu wg omawianej technologii posiada następujące sekcje
pomocnicze:
– destylacja heksanu
– wydzielanie wosków
– odzysk butenu
– neutralizacja kwaśnych pozostałości po deaktywacji katalizatora
18
II.Charakterystyka produktu
Zakres własności wytwarzanych polietylenów
Zakres gęstości: 0,946 – 0,958g/cm³
Zakres wskaźnika szybkości płynięcia ( 5kG): 0,18 –23g/10min
Liczba lepkościowa : 160 – 400cm³
Zakres zawartości komonomeru(butenu): 3 - 8kg/t PE
Charakterystyka ogólna polietylenów z procesu kaskadowego (ACP)
Ze względu na specyfikę technologii umożliwiającej pracę w systemie kaskadowej
konfiguracji reaktorów główny asortyment produktowy będą stanowiły odmiany wytwarzane
wg technologii ACP, zapewniającej uzyskiwanie multimodalnych odmian HDPE Dzięki
temu możliwe jest uzyskiwanie produktów charakteryzujących się następującymi zaletami:
– poszerzony rozkład masy cząsteczkowej o charakterystycznym przebiegu krzywej
rozkładu masy cząsteczkowej.
– bardzo wysoka wytrzymałość mechaniczna przy rozciąganiu
– b wysoka odporność udarowa w niskich temperaturach
– odporność na przebicie i rozerwanie
– doskonała odporność na korozję naprężeniową i oddziaływanie agresywnych
chemikaliów.
Własności te są szczególnie pożądane w produkcji odmian polietylenów na pojemniki
rozdmuchiwane (zwłaszcza wielkogabarytowe) oraz w przypadku foliowych zastosowań
polimeru. Uzyskiwana charakterystyka produktów z technologii ACP nie jest osiągalna w
innych technologiach wytwarzania polietylenów HDPE, (nawet w technologiach produkcji
polietylenów bimodalnych).
Odmiany unimodalne
Niezależnie od produkcji odmian polietylenów według technologii ACP, proces
Hostalen umożliwia również wytwarzanie unimodalnych odmian polietylenu o zawężonym
rozkładzie masy cząsteczkowej) W tej technologii wytwarzane są odmiany do zastosowań
wtryskowych. Charakterystyczne cechy polietylenów dużej gęstości z procesu unimodalnego
to:
– zawężony rozkład masy cząsteczkowej
– obniżona skłonność do deformacji wyrobów wtryskowych
Produkt uboczny
Jako produkt uboczy z procesu produkcji polietylenów traktować należy polimer
niskocząsteczkowy (wosk polietylenowy), którego ilość zależy od rodzaju wytwarzanego
polietylenu i przeciętnie stanowić będzie ok. 5 do 6% w stosunku do ilości wytwarzanego
HDPE.. Wytwarzane woski stanowić będą produkt handlowy o dość szerokim zakresie
zastosowań w przemyśle chemicznym i galanteryjnym.
OSIĄGANE WSKAŹNIKI
Tabela 4.1.3 Emisja do atmosfery, produkcja LDPE
Europa
Polska
Pył, g/t produktu
17 – 61, średnio 31
Subst.lotne, g/t prod. 1270 – 4530, średnio
2400
1750-2500
19
Tabela 4.1.4 Ścieki technologiczne przy produkcji LDPE
Europa
Polska
ChZT, g/t produktu
19 – 150, średnio 62
*300/m
3
ścieków
Tabela 4.1.5 Odpady stałe przy produkcji LDPE
Europa
Polska
Odpady inertne, kg/t
produktu
0,5 -2,2, średnio 1,1
brak danych
Odpady niebezpieczne
unieszkodliwiane, kg/t
prod.
1,8 – 9,8, średnio 4,6 brak danych
Tabela 4.1.6 Wskaźniki zużycia przy produkcji LDPE
Europa
Polska
Etylen, t/t produktu
1005 – 1044,
średnio1018
1037-1041
Energia , MW/t produktu 720 – 1650,
średnio1075
950-1090
Woda, m
3
/t produktu
1,7 – 5,2, średnio 2,9 *145-220 woda
obiegowa
Tabela 4.1.7 Wskaźniki emisji i zużycia dla polietylenu HDPE
Europa - DRAFT
Emisja do atmosfery
Pył, g/t produktu
56-175
Subst.lotne, g/t prod.
650-5750
Ścieki technologiczne
ChZT, g/t produktu
17-168
Odpady stałe
Odpady inertne, kg/t produktu
0,5-8,1
Odpady niebezpieczne unieszkodliwiane,
kg/t prod.
3,1-5,6
Wskaźniki zużycia
Etylen, kg/t produktu
1008-1066
Energia , MW/t produktu
1180-1840
Woda, m
3
/t produktu
1,9-3,1
Tabela 4.1.8 Wskaźniki emisji i zużycia dla polietylenu LLDPE
Europa - DRAFT
Emisja do atmosfery
Pył, g/t produktu
11-58
Subst.lotne, g/t prod.
500-1580
Ścieki technologiczne
ChZT, g/t produktu
39-125
Odpady stałe
Odpady inertne, kg/t produktu
1,1-1,7
Odpady niebezpieczne unieszkodliwiane,
kg/t prod.
0,8-6,9
20
Wskaźniki zużycia
Etylen, kg/t produktu
1015-1043
Energia , MW/t produktu
810-1720
Woda, m
3
/t produktu
1,1-3,3
4.1.2. Polipropylen
Procesy technologiczne produkcji polipropylenu są podobne do procesów wytwarzania
polietylenu wysokiej gęstości. Zasadnicze dwa typy procesów to proces w fazie gazowej i proces w
zawiesinie.
W nowych technologiach proces w zawiesinie przebiega w środowisku ciekłego monomeru
(propylenu) bez rozcieńczalnika. Stsowane mogą być następujące rodzaje katalizatorów.
Katalizator I generacji: krystaliczny TiCl
3
.
Katalizator II generacji: TiCl
3
na nośniku MgO lub MgCl
2
. Katalizator musi być usuwany z
polimeru.
Katalizator III generacji: TiCl
3
na nośniku MgO lub MgCl
2
. Nie ma potrzeby usuwania katalizatora
z polimeru.
Katalizator IV generacji: Nie ma potrzeby oczyszczania polimeru z katalizatora i polimeru
ataktycznego.
Najnowsze katalizatory V generacji pozwalają na uzyskanie lepszych własności polimeru i większej
wydajności produktu.
Proces polimeryzacji przebiega w reaktorach zbiornikowych lub pętlowych.
Przykładowy opis instalacji
Instalacja oparta na technologii Mitsui
Polimeryzacja przebiega w reaktorach zbiornikowych w środowisku heksanu (proces
zawiesinowy), w obecności wysokoaktywnych katalizatorów typu Zieglera–Natty
Instalacja Polipropylenu składa się z następujących sekcji:
1 – sekcja przygotowania katalizatorów
2 – sekcja polimeryzacji, obejmuje osuszanie propylenu i wodoru w osuszkach oraz dwa
równoległe ciągi polimeryzacji. Surowce przed podaniem osuszane są na sitach
molekularnych Czystość surowców ok. 99,9%.
3 – sekcja odgazowania, obejmuje dwustopniowy proces odgazowania nie przereagowanego
propylenu, który zawracany jest do reaktorów. Kolejny etap to rozdzielenie zawiesiny
polimeru od heksanowego roztworu polipropylenu ataktycznego. Ciasto polipropylenowe
kierowane jest do sekcji suszenia,
4 – sekcja suszenia proszku polimerowego, obejmuje dwustopniowe suszenie proszku
polimerowego. Ciasto polipropylenowe po oddzieleniu na wirówkach od heksanu wymaga
wysuszenia do zawartości max. 0,3 % mas. heksanu. Operacja ta odbywa się w suszarce
transportowej i fluidalnej.
5 – sekcja granulacji, obejmuje przygotowanie mieszanki stabilizatorów, dozowanie,
homogenizacja, wytłaczanie i granulacja polimeru.
6 - destylacja heksanu. Zużyty heksan z rozpuszczoną fazą polipropylenu ataktycznego
podawany jest pompą do kolumny myjącej. Oczyszczony z glinu heksan przepływa do
zbiornika i pompą wysokociśnieniową podawany jest przez przegrzewacze na wyparki
filmowe gdzie oddzielany jest PPa od heksanu. Polipropylen ataktyczny spływa grawitacyjnie
21
do zbiornika i kierowany jest na sekcję odolejania PPa.. Heksan poddawany jest regeneracji w
kolumnach.
8- odolejanie i ekspedycja polimeru ataktycznego. Odolejony polimer kierowany jest
pompami do zbiornika, a następnie beczkowany do „bębnów” stalowych. W tym stanie
polimer ataktyczny przeznaczony jest do sprzedaży,
Instalacja wg procesu SPHERIPOL
I.Charakterystyka procesu
Ogólna charakterystyka procesu
Produkcja polipropylenu wg procesu Spheripol opiera się na zastosowaniu najnowszej
generacji układów katalitycznych Zieglera –Natty. Polimeryzacja prowadzona jest w
roztworze ciekłego monomeru w charakterystycznych dla technologii Spheripol reaktorach
typu pętlicowego, umożliwiających wytwarzanie homopolimerów propylenowych a także
kopolimerów randomicznych. Dodatkowe skonfigurowanie z reaktorem fluidalnym zapewnia
możliwość wytwarzania wysokoudarowych kopolimerów heterofazowych.
Zdolność procesowa
Budowana w Płocku jednostka produkcyjna będąca największą na świecie instalacją
do produkcji polipropylenu posiada zdolność wytwórczą 400 tys. ton PP rocznie, co przy
założeniu 8000tys. godzin pracy odpowiada wydajności godzinowej 50ton PP na godzinę.
Charakterystyka stosowanego katalizatora i jego przygotowanie do procesu.
W skład układu katalitycznego do produkcji polipropylenu wchodzi jego składowa
tytanowa, składnik glinoorganiczny (trietyloglin) oraz komponent silanowy (donor),
odpowiedzialny za stereospecyficzny przebieg polimeryzacji. Po odpowiednim
przygotowaniu składników katalizatora, są one wprowadzane do sekcji reakcyjnej, gdzie w
reaktorze prepolimeryzacyjnym, w kontakcie z monomerem uzyskiwany jest prepolimer,
inicjujący dalszy przebieg polimeryzacji w reaktorze.
Sekcja polimeryzacji
Proces polimeryzacji prowadzony jest w dwu szeregowo połączonych ze sobą
reaktorach typu pętlicowego w środowisku ciekłego monomeru w temperaturze ok.70°C i pod
ciśnieniem ok. 30 barów. Stopień izotaktyczności polipropylenu jest natomiast regulowany
proporcją doboru składników katalizatora. Parametrem charakteryzującym izotaktyczność
polipropylenu jest jego rozpuszczalność w ksylenie(Xs).W procesie można otrzymywać
polipropyleny o rozpuszczalności Xs w zakresie od 94 do 97,5%.
W procesie polimeryzacji otrzymywane są również kopolimery randomiczne
(statystyczne), w których zawartość etylenu nie przekracza 5%.Charakterystyczną cechą
kopolimerów randomicznych są ich bardzo dobre właściwości optyczne.
Rektor kopolimeryzacji
W przypadku produkcji kopolimerów heterofazowych homopolimer kierowany jest do
dalszego reaktora, w którym w fazie fluidalnej na kulistych cząstkach homopolimeru osadza
się warstwa powstającego w tym reaktorze elastomeru. Końcowym efektem reakcji jest
heterofazowy kopolimer propylenowo- etylenowy o podwyższonej udarności. Otrzymywane
w procesie produkcyjnym typowe odmiany kopolimerów heterofazowych zawierają zwykle
około 9% etylenu, a odmiany o wysokiej udarności od 12 do 15% etylenu.
22
Końcowa obróbka proszku polimerowego i konfekcjonowane wyrobu finalnego
Obróbka proszku polimerowego po jego wyjściu z reaktora ma na celu:
– usunięcie pozostałości monomeru i deaktywację pozostałości katalizatora
– końcowe dosuszenie proszku polimerowego
Decydującą o właściwościach produktu finalnego sekcją jest węzeł dozowania dodatków.
Wytwórnia polipropylenu posiada bardzo rozbudowaną sekcję dozującą, umożliwiającą
bardzo precyzyjne (wagowe) podawanie dodatków, z uwzględnieniem możliwości
wprowadzania trudnodozowalnych składników takich jak np. dodatki ciekłe, pyły i proszki o
małym ciężarze nasypowym. Układy dozujące umożliwiają między innymi wprowadzanie
ciekłych dodatków do kontrolowanej degradacji reologicznej tworzywa
Układy dozujące zapewniają również możliwość wprowadzania zróżnicowanego
asortymentu trudnodozowalnych dodatków nukleujących, poprawiających zarówno
właściwości optyczne jak i użytkowe produktu.
Wysoką jakość produktu gwarantuje również dwuślimakowy układ wytłaczania
umożliwiający bardzo wysoki stopień homogeniczności granulatu uzyskiwanego w procesie
granulacji z cięciem podwodnym. Zastosowana w procesie wytłaczarka granulująca
umożliwia wytłaczanie produktu z wydajnością do 55t/h.
II.Charakterystyka produktu
Ogólna charakterystyka polipropylenów z procesu Spheripol
– bardzo wysoki poziom jakościowy produktów
– wysoki stopień jednorodności i powtarzalność własności produktu
– bardzo wysoki stopień czystości
– niska zawartość popiołu i składników lotnych.
– niski stopień zażółcenia i wysoka białość tworzywa
– wyższy stopień przezroczystości tworzywa w porównaniu z polipropylenami z innych
technologii
– możliwość zastosowań spożywczych i medycznych
Zakres asortymentowy
– bardzo szeroka oferta asortymentowa obejmująca około 80 typów produktu
– zakres wskaźnika szybkości wytwarzanych polimerów: od 0,3 do 100g/10min
WSKAŹNIKI
Wskaźniki emisji i zużycia są tego samego rzędu, co dla produkcji polietylenu wysokiej
gęstości (HDPE).
4.1.3. Wytyczne dla technik BAT – produkcja polietylenu i polipropylenu
System zarządzania ochroną środowiska.
Technika ta to wdrożenie systemu wymuszającego uwzględnianie aspektów ochrony
środowiska w rutynowej działalności rafinerii w oparciu o EN ISO 14001:1996 lub systemu
EMAS włączającego element zewnętrznej weryfikacji do systemu ISO. Możliwe jest też
wdrożenie systemu opartego na tych standardach, indywidualnie dostosowanego do
aktualnych warunków.

23
Rozwiązania projektowe aparatów.
Silosy i zbiorniki są zazwyczaj skolektorowane i połączone do układów obniżających emisję
(filtry, skrubery, itp.)podczas normalnej eksploatacji, zatrzymania i uruchamiania. Urządzenia
zabezpieczające przed wzrostem ciśnienia (zawory i płytki bezpieczeństwa) są zwymiarowane
na przepływy awaryjne znacznie przekraczające przepustowość układów obniżających emisję
i dlatego wyloty z nich skierowane są do atmosfery. Proponuje się zainstalowanie płytek
bezpieczeństwa przed zaworami bezpieczeństwa, co zapobiega emisji w przypadku
nieszczelności zaworów.
Układy takie instaluje się także w tym celu, aby zapobiec zatkaniu króćca dolotowego do
zaworu bezpieczeństwa. Technika ta ma znaczenie przypadku polimerów wydzielających
substancje szkodliwe i niebezpieczne.
W ramach tej techniki podano zalecenie stosowania ogólnie znanych rozwiązań
ograniczających przecieki z maszyn i urządzeń takie jak mieszadła magnetyczne zamiast
mechanicznych, hermetyczne układy pobierania próbek, mieszki na dławnicach zaworów,
zamknięte systemy odpowietrzeń i drenaży.
Takie rozwiązania są kosztowne i powinny być stosowane tylko w uzasadnionych
przypadkach. W aparaturze zawierającej pożarowo niebezpieczne katalizatory, nadtlenki i
związki metaloorganiczne stosowane są specjalne rozwiązania projektowe zapewniające
całkowitą szczelność. W przypadku operacji z etylenem i propylenem wystarczające są
techniki zalecane przy ich wytwarzaniu i magazynowaniu. Dla instalacji polimeryzacji istotne
jest minimalizowanie emisji pyłów polimeru do atmosfery i do kanalizacji przemysłowej.
Pomiary i ocena strat substancji lotnych.
W ramach tej techniki zalecane jest przeprowadzanie pomiarów kontrolnych i ocena ilości
emisji niezorganizowanej przy pomocy opracowanych do tego celu metod (np. USEPA 21.).
Na podstawie wyników tych pomiarów i obliczeń ustala się program zmniejszania emisji.
Technika ta ma większe znaczenie w przypadku otrzymywania polimerów z zastosowaniem
toksycznych surowców (np. PCV).
Monitoring i konserwacja maszyn i urządzeń.
Zalecenie rutynowej kontroli przecieków w zidentyfikowanych punktach, prowadzenie
rejestru przecieków i ustalenie programu konserwacji.
Obniżenie emisji pyłów.
W czasie transportu pneumatycznego granulki polimerów ulegają ścieraniu, wskutek czego
tworzy się pył i włókna. Polimery o dużej gęstości tworzą więcej pyłu, a polimery o mniejszej
gęstości więcej włókien. Pył łatwiej jest unoszony na większe odległości.
Zalecane są następujące środki przeciwdziałania:
- przy transporcie upakowanym powstaje mniej pyłu;
- ograniczenie do minimum szybkości przepływu przy transporcie nieupakowanym;
- odpowiednie przygotowanie powierzchni wewnętrznej i unikanie zmian kierunku przepływu
(łagodne łuki) w liniach przesyłowych polimeru.
- stosowanie cyklonów i/lub filtrów na wylocie z urządzeń odpylających.
Rozwiązania te są powszechnie stosowane w projektach instalacji polimerów.
Ograniczanie częstotliwości uruchamiania i zatrzymywania instalacji.
Długie bezawaryjne i bezremontowe przebiegi instalacji są możliwe na nowoczesnych
instalacjach dzięki komputerowemu sterowaniu procesem, funkcjonowaniu dobrego systemu
planowania produkcji i stosowaniu wysokiej klasy urządzeń.
Zamknięte systemy zrzutowe.

24
Technika ta zaleca posiadanie pojemności zbiornikowej na niejakościowe produkty powstałe
w trakcie operacji rozruchowych lub nienormalnego przebiegu procesu. Potrzebne jest
określenie sposobu zagospodarowania tych produktów w sposób ekonomiczny i nieszkodliwy
dla środowiska.
Monomery mogą być zawrócone do instalacji wytwarzającej, polimery mogą znaleźć
nabywców do nietypowych zastosowań.
Zapobieganie zanieczyszczaniu ścieków.
W tej technice mieszczą się zasady opisane dla racjonalnej gospodarki ściekowej.
W przypadku instalacji polimeryzacji ważne jest oddzielenie polimeru przed odpuszczeniem
wody do kanalizacji przemysłowej magistralnej.
Doczyszczanie wydmuchów powietrza z odgazowań reaktorów i silosów uśredniających.
Technika podaje termiczne lub katalityczne dopalanie lub skierowanie wydmuchów do
komory pieca technologicznego.
Zastosowanie tej techniki uzasadnione jest w przypadku polimerów, przy produkcji których w
wydmuchach zawarte są znaczące ilości substancji szkodliwych. W przypadku polietylenu i
polipropylenu stosowanie tej techniki ma mniejsze uzasadnienie.
System zrzutów do pochodni.
Do systemu zrzutowego zrzucane są strumienie odpadowe zawierające substancje palne. W
miarę możliwości strumienie te powinny być utylizowane (np. jako gaz opałowy, zawracanie
do przerobu na innych instalacjach). Ilość zrzutów stałych jest mniejsza, jeżeli czystość
monomeru jest większa. Stosowane są też rozwiązania polegające na ciągłym
wykondensowywaniu węglowodorów ze strumienia azotu stosowanego do utrzymywania
inertnej atmosfery w instalacji. Techniki te maja zastosowanie we wszystkich procesach
oprócz wysokociśnieniowej polimeryzacji etylenu.
Pobór energii elektrycznej i pary wodnej z instalacji kogeneracji.
Instalacje kogeneracji pozwalają na uzyskanie większej ogólnej sprawności wykorzystania
energii cieplnej.
Zagadnienie to powinno być rozpatrywane w zakresie gospodarki energetycznej zakładu.
Odzysk ciepła reakcji egzotermicznych do generacji pary niskociśnieniowej.
Zagadnienie to powinno być rozpatrywane w zakresie gospodarki energetycznej zakładu.
Zastosowanie pompy zębatej zamiast ekstrudera lub do współpracy z ekstruderem.
Sprawność pomp jest większa niż ekstrudera.
O możliwości i celowości zastosowania decydują względy technologiczne.
Komponowanie polimeru na ekstruderze.
Technika dotyczy produkcji polimerów mieszanych. Chodzi o uniknięcie ponownego topienia
i wytłaczania polimeru.
O możliwości i celowości zastosowania decydują względy technologiczne.
Ponowne wykorzystanie odpadów niebezpiecznych.
Odpadowe oleje i rozpuszczalniki mogą być wykorzystane w różnych instalacjach w rafinerii
lub dodane do oleju opałowego. Na woski i polimery ataktyczne można znaleźć nabywców.
Wypełnienia ze złóż doczyszczania monomerów powinny być eksploatowane w sposób
zapewniający maksymalną żywotność i w miarę możliwości regenerowane. Stosowanie

25
katalizatorów nowych generacji nie wymaga wymywania katalizatora z polimeru i unika się
dzięki temu problemu powstawania odpadu.
Czyszczenie przewodów transportowych metodą przepychania korka (pigging).
Dzięki zastosowaniu tej techniki jedynym odpadem jest polimer usunięty z przewodu.
Zbiornik retencyjny ścieków.
Zbiornik retencyjny ścieków z instalacji zapewnia kontrolowane i ustabilizowane
odpuszczanie ścieków do centralnej oczyszczalni.
W przypadku dobrze zaprojektowanej instalacji polietylenu i polipropylenu ścieki nie
stanowią dużego problemu. Istotne jest oddzielenie cząstek polimeru ze ścieków.
Techniki specyficzne dla produkcji polietylenu.
Sprężarki wyporowe.
Na instalacjach polietylenu wysokociśnieniowego przecieki etylenu z wyższych stopni
sprężania sprężarek tłokowych powinny być zbierane i odprowadzane na ssanie niższych
stopni.
Emisje z węzła granulowania i magazynowania.
Świeżo otrzymany polimer zawiera pewne ilości monomerów i rozpuszczalnika, które
uwalniają się podczas granulacji, sortowania i suszenia oraz w pierwszym okresie
magazynowania. Polimer podawany jest do silosa w temperaturze 40 – 60
o
C. Emisję tę można
ograniczyć przez zastosowanie podciśnienia w czasie granulacji i przedmuch granulek
powietrzem z silosa uśredniającego.
Dalsze możliwości zmniejszenia zawartości substancji lotnych w granulacie to:
- obniżenie ciśnienia w separatorze niskociśnieniowym w procesie wysokociśnieniowym;
- przedmuch i cyrkulacja azotem w przypadku HDPE i LLDPE;
- usuwanie lotnych składników pod próżnią w procesie rozpuszczalnikowym LLDPE;
- stosowanie do produkcji LLDPE niżej wrzących komonomerów i rozpuszczalników, jeżeli
jest to możliwe z technologicznego punktu widzenia;
- stosowanie niżej wrzących rozpuszczalników w procesie zawiesinowym HDPE, jeżeli jest to
technicznie możliwe;
- stosowanie niżej wrzących rozpuszczalników inicjatora w procesie LDPE, jeżeli jest to
technicznie możliwe;
- stosowanie ekstruderów z próżniową dewolatyzacją dla LDPE i LLDPE, jeżeli jest to
technicznie uzasadnione;
Zwiększenie do maksimum stężenia polimeru w reaktorze.
Dzięki zwiększeniu stężenia polimeru zmniejsza się zużycie energii. Stężenie można
zwiększać do takiego poziomu, aby nie uległa pogorszeniu jakość polimeru. Metody są różne
dla różnych technologii.
Sprzedaż polimeru niegranulowanego luzem.
Ujemnym efektem ubocznym jest zwiększone powstawanie pyłu, zmniejszenie ciężaru
usypowego.

26
4.2. POLI(CHLOREK WINYLU) (PVC)
4.2.1. Technologia otrzymywania i właściwości
Homopolimery chlorku winylu otrzymuje się przez polimeryzację emulsyjną (E),
suspensyjną (S) lub w masie (M). Kopolimery otrzymuje się w procesie emulsyjnym lub
suspensyjnym oraz przez szczepienie VC (VC – vinyl chloride – chlorek winylu) na innych
poli- lub kopolimerach.
Polimery chlorku winylu powinny zawierać nie więcej niż 1 p pm wolnego monomeru VC dla
PVC medycznego i do kontaktu z żywnością oraz nie więcej niż 5 p pm dla PVC ogólnego
stosowania.
Historycznie najstarsza jest polimeryzacja emulsyjna. Może być prowadzona metodą ciągłą i
periodyczną. Pewną odmianą jest także polimeryzacja mikrosuspensyjna. Polimeryzacja
metodą ciągłą jest prowadzona w reaktorach pionowych, zwykle o pojemności 12- 20 m
3
.
W periodycznej polimeryzacji emulsyjnej proces jest prowadzony w reaktorach o pojemności
6-200 m
3
. Większość pracujących instalacji składa się z większej liczby małych ( 6-12 m
3
)
lub średnich ( 16-40 m
3
) reaktorów. ł
Polimeryzację emulsyjną prowadzi się wobec rozpuszczalnych w wodzie inicjatorów typu
nadtlenki nieorganiczne. Są to m.in. nadsiarczany amonu, sodu i potasu. Konieczne jest
użycie emulgatorów, zwykle anionowych, które są stosowane w ilości 0,5-3% wag/monomer,
pojedynczo lub z innymi środkami rozpuszczalnymi w monomerze;< takimi jak kwasy i
alkohole tłuszczowe. Z szerokiej gamy emulgatorów można wymienić m.in.:
alkilobenzenosulfoniany, sole sodowe dialkilosulfobursztynianów, mydła kwasów
tłuszczowych.
Od doboru emulgatora zależą właściwości lateksu, a więc wymiary cząstek lateksu i ich
rozkład, stabilność mechaniczna i zwartość tzw. koagulatu. Zbyt mała ilość emulgatora może
sprzyjać koagulacji lateksu, natomiast zbyt duża wpływa niekorzystnie na jego właściwości.
Ponadto mogą wówczas wystąpić trudności techniczne przy suszeniu i transporcie PVC, z
powodu zawieszania się i zbrylania proszku. Aby zapobiec tym trudnościom stosuje się
dodatek niejonowych środków powierzchniowo czynnych w procesie polimeryzacji lub po
jego ukończeniu, ale przed etapem suszenia produktu. Obecność i rodzaj emulgatorów w
lateksie wpływa znacząco na właściwości otrzymanych z PVC-E past a także wyrobów
spienianych.
Produkt końcowy wydzielany jest poprzez odparowanie wody w suszarkach rozpyłowych.
Metodą suspensyjną produkuje się PVC-S w sposób periodyczny w reaktorach o pojemności
10-200 m
3.
Polimeryzację suspensyjną prowadzi się w temp. 50- 70°C, w obecności koloidów
ochronnych,
zwanych
stabilizatorami
suspensji,
z
grupy
pochodnych
metylohydroksypropylocelulozy, karboksymetylocelulozy oraz poli(alkoholi winylowych) o
różnym stopniu hydrolizy, w ilościach rzędu 0,05-0,08% wag/VC.
Zwykle stosuje się mieszaninę pochodnej metylocelulozy i poli(alkoholu winylowego) bądź
mieszaninę 2 typów poli(alkoholi winylowych) o różnym stopniu hydrolizy i różnie
modyfikowanych, w celu otrzymania właściwej porowatości i granulacji ziarna PVC-S w
zakresie 0,06-0,25 mm.
Emulgatory stosuje się rzadko, głównie dla poprawienia absorpcji plastyfikatora.
Jako inicjatory rodnikowe stosuje się związki z grupy nadtlenków dialkilowych bądź
diacylowych, nadtlenków ketonów, w ilościach rzędu 0,02-0,05% wag/VC.
Ciężar cząsteczkowy otrzymanego PVC zależy w głównej mierze od temperatury
27
polimeryzacji; ze wzrostem temperatury maleje ciężar cząsteczkowy polimeru, natomiast
pozostałe właściwości polimeru zależą przede wszystkim od napięcia międzyfazowego na
granicy faz woda-monomer, na co z kolei wpływa hydrodynamika reaktora, stabilizatory
suspensji oraz stosunek objętości faz organicznej i wodnej.
W czasie polimeryzacji suspensyjnej cześć polimeru osadza się na ścianach reaktora, co
powodowało konieczność częstych rewizji wnętrza reaktora i czyszczenia ścian..
Technologiczne udoskonalenia zminimalizowały to zjawisko, aktualnie w tzw. technologii
zamkniętego reaktora częstotliwość otwierania i czyszczenia reaktora spadła poniżej 1 na 100
cykli produkcyjnych.
Pierwszy przemysłowy proces PVC-M w Europie zaproponowała firma St. Gobain (1956),
obecnie w Rhone-Poulenc Industries. W procesie polimeryzacji w masie nie stosuje się
żadnych stabilizatorów suspensji i emulgatorów, jedynym dodatkiem do monomeru są
inicjatory rodnikowe - jak dla PVC-S. Otrzymuje się, więc ziarno polimeru o najwyższym
stopniu czystości, pozbawione "skórki" koloidu ochronnego. Właściwości i obszary
zastosowań PVC-M i PVC-S są bardzo zbliżone.
Proces w masie wymaga natomiast znacznie sprawniejszych systemów odbioru ciepła reakcji
i technik zapobiegających tworzeniu się w autoklawie litego bloku polimeru - w tym celu
stosuje się m.in. obrotowe reaktory poziome, a ostatnio także pionowe z podwójnym układem
mieszania. W sumie trudności i koszty inwestycyjne często przeważają nad korzyściami
(czystość polimeru) i metoda polimeryzacji w masie stosowana jest znacznie rzadziej niż
suspensyjna, którą produkuje się znaczącą większość spośród 21 mln ton PVC rocznie na
świecie.
Polimer suspensyjny PVC-S (popiół siarczanowy < 0,1%) o rozkładzie wielkości ziarna w
zakresie 0,06-0,25 mm oraz produkt polimeryzacji w masie, PVC-M (popiół siarczanowy
0,01%), o średnicy ziarna ok. 0,15 mm są, w porównaniu z PVC-E, bardzo czyste chemicznie.
Po odpowiedniej stabilizacji nadają się na wyroby stosowane w mechanice i elektrotechnice,
odporne na korozję i starzenie atmosferyczne. Typy porowate (gęstość nasypowa około 0,4-
0,5 g/cm
3
) nadają się na wyroby plastyfikowane, podczas gdy polimery o większej gęstości
nadają się na wyroby twarde.
Łatwo płynące mieszanki przygotowuje się w szybkoobrotowych mieszalnikach w temp. ok.
100°C. Typem specjalnym jest polimer mikrosuspensyjny, przeznaczony na pasty, o średnicy
ziarna poniżej 10
µm. PVC-E i mikrosuspensyjny PVC-S o średnicy ziarna poniżej 0,06 mm,
są stosowane do produkcji separatorów akumulatorowych (proszki spiekane) oraz do
wyrobów powlekanych.
Polimer otrzymany w masie (PVC-M) ma właściwości fizykochemiczne i przetwórcze
zbliżone do PVC-S, charakteryzuje się jednak dużo większą czystością, ze względu na nie
stosowanie w tej polimeryzacji środków pomocniczych, takich jak stabilizatory suspensji czy
emulgatory. PVC-M przetwarza się jak PVC-S, a obszary zastosowań tych polimerów są
podobne.
Tabela 4.2.1 Typowe właściwości Emulsyjnego PVC
Rodzaj procesu
Zalety
Wady
Polimeryzacja
periodyczna
(batch)
Zdolność do produkcji
(otrzymywania) polimeru o
wysokiej pseudoplastyczności.
Zdolność uzyskiwania szerokiej
gamy właściwości reologicznych.
Prostota i elastyczność procesu
Zbyt wysoka zawartość emulgatora
aby uzyskać powłoki o niskiej
absorpcji wody i odpowiedniej
czystości (przejrzystości)
28
Polimeryzacja
ciągła
Zdolność do otrzymywania
polimerów o niskiej lepkości
plastizoli. Wysoka wydajność
Powłoki o słabej (kiepskiej)
absorpcji wody i przejrzystości
(wysoka zawartość emulgatora). Brak
możliwości otrzymywania polimeru
pseudoplastycznego. Sztywność.
Koszt emulgatorów.
Mikrosuspensyjna Zdolność do otrzymywania
polimeru o bardzo niskiej lepkości
plastizoli. Polimer daje powłoki o
bardzo niskiej absorpcji wody i
czystości i bardzo dobrych
właściwościach
organoleptycznych (niska
zawartość emulgatora)
Brak możliwości otrzymywania
polimerów pseudoplastycznch.
Znaczne skomplikowanie aparatury.
4.2.2 Poziomy emisji
Europejska Rada Producentów Tworzyw Winylowych (EVCM) wydała dwa dokumenty
dotyczące produkcji przemysłowej:
- Przemysłowa Karta produkcji monomerów chlorku winylu i PVC 9W procesie
suspensyjnym), wydany w 1994 r
- Przemysłowa Karta Produkcji Emulsyjnego PVC.
W 1996 Komisja OSPAR (Oslo i Paryż) wydała techniczny dokument potwierdzający
OSPAR rekomendacje (dyrektywy) 98/5 dotyczące osiągalnych poziomów emisji.
Stosownie do tych dokumentów opublikowano następujące dane:
VCM- vinyl chloride monomer – monomer chlorku winylu
Tabela 4.2.2 Poziomy emisji chlorku winylu (VC)
Wartość
maksymalna
PVC suspensyjny
PVC emulsyjny
Emulsyjny PVC
wspólna obróbka z
PVC suspenyjnym
Całkowita emisja
chlorku winylu
(VCM) do atmosfery
80g/Mg PVC (OSPAR)
100g/Mg PVC (EVCM)
1000g/Mg PVC (EVCM)
Emisja chlorku
winylu w wodnych
ściekach
1g/m
3
5g/Mg PVC (OSPAR)
1g/m
3
(EVCM)
1g/m
3
10g/Mg PVC
1g/m
3
5g/Mg E + S PVC
Zawartość chlorku
winylu w produkcie
końcowym
5g/Mg PVC ogólnego
zastosowania
1g/Mg PVC dla zastosowań
spożywczych i medycznych
(EVCM)
Emisje
Suspensyjny PVC
Tabela 4.2.3 Dane emisyjne dla S-PVC opublikowane przez EVCM
Emisja w g/Mg produktu
Dobra praktyka
Maksymalnie Typowy poziom
29
przemysłowy
Całkowita emisja VCM z
uwzględnieniem dyfuzji
100
92*
59
Pył PVC
40
170
82
Zrzut VCM do wody
3,5
4
2,3
ChZT
480
4800
770
Odpady niebezpieczne
55
330
120
Emulsyjny PVC
Tabela 4.2.4 Dane emisyjne dla E-PVC opublikowane przez EVCM
Emisja w g/Mg produktu
Dobra praktyka
Maksymalnie Typowy poziom
przemysłowy
Całkowita emisja VCM z
uwzględnieniem dyfuzji
1000
4200
1200
Pył PVC
200
470
250
Zrzut VCM do wody
10
180
80
ChZT
340
1800
1000
Odpady niebezpieczne
74
5000
1200
4.2.3. Zużycie energii i mediów
Tabela 4.2.5 Typowe zużycie energii dla Produkcji PVC
S-PVC
E-PVC
Energia cieplna GJ/Mg PVC
2-3
6-9
Energia elektryczna GJ/Mg PVC 0,7-1,1
1,4-2,2
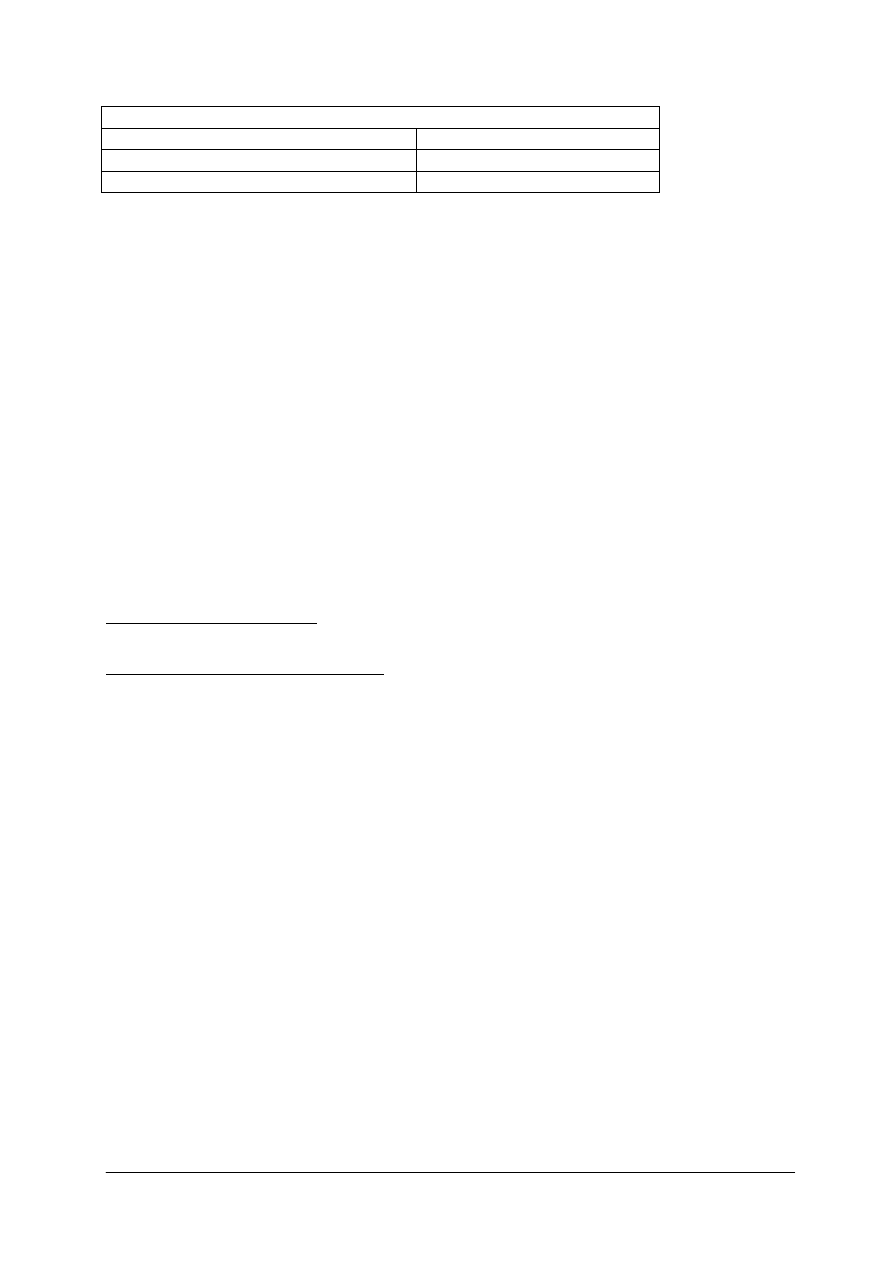
Tabela 4.2.6 Zużycie mediów w przykładowej instalacji S-PVC
Woda, m3/Mg PVC
Para technolog , Mg/Mg PVC Energia elektryczna kWh/Mg PVC
3,1
0,879
139
4.3 POLIACETALE (TWORZYWA ACETALOWE)
Do grupy tworzyw acetalowych (poliacetali) jest zaliczany homopolimer(poliformaldehyd)
oraz kopolimery acetalowe. Poliformaldehyd otrzymuje się przez polimeryzację gazowego
formaldehydu w środowisku bezwodnym (np. w heksanie) w obecności odpowiedniego
katalizatora.
Kopolimery acetalowe otrzymywane są w wyniku kopolimeryzacji pierścieniowego trimeru
formaldehydu (trioksanu) z komonomerami z grupy cyklicznych tlenków (tlenek etylenu,
dioksolan, dioksepam, tetrahydrofuran).
30
4.3.1. Przykładowy opis instalacji
Instalacja otrzymywania polioksymetylenu (Tarnoformu)
Tarnoform jest otrzymywany metodą ciągłej kopolimeryzacji trioksanu z komonomerami z
grupy cyklicznych tlenków (tlenek etylenu, dioksolan, dioksepam, tetrahydrofuran.
Proces technologiczny otrzymywania Tarnoformu składa się z następujących podprocesów:
- zatężanie formaliny
- produkcja trioksanu
- produkcja dioksolsnu
- produkcja butylalu
- produkcja politrioksanu
- pakowanie Tarnoformu
Surowce wprowadzane do procesu
1. Formalina techniczna.
2. Kwas siarkowy.
3. Ług sodowy.
4. Glikol etylenowy.
5. Butanol.
6. Prepolimer BF
3
.
7. Antyutleniacz.
8. Melamina
9. Wosk amidowy
10. Octan magnezu.
11. Trójetanoloamina
12. Rozjaśniacz optyczny
13. Talk
14. Kreda
15. Jonit
Charakterystyka produktu
Produkowanych jest sześć odmian bazowych Tarnoformu, różniących się płynnością
oraz kilkanaście odmian modyfikowanych.
4.3.2. Zużycie mediów
Tabela 4.3.1 Wskaźniki zużycia mediów
Woda:
775 m
3
/dobę
Ciepło:
2116842 kJ/dobę
(sposób pozyskania):
para wodna
Energia elektryczna: kWh/czas;
34893 kWh/dobę
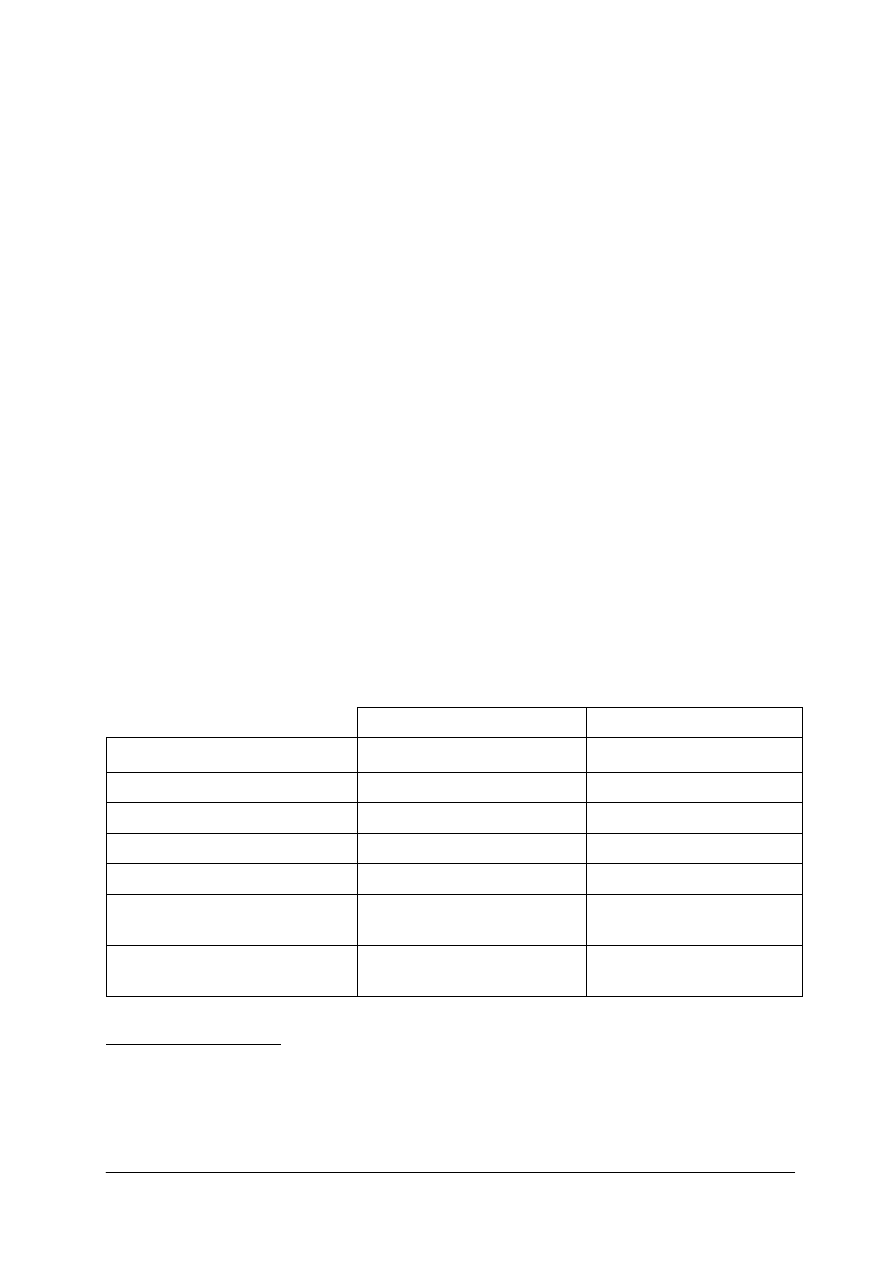
4.3.3. Wskaźniki emisyjne
Tabela 4.3.2 Wskaźniki emisyjne
Związek emitowany
kg/kg produktu
g/h
Emisja do atmosfery
1. HCHO
2. (CH
2
O)
3
(trioksan)
3. CO
2
5. Pył tarnoformu
0,000130
0,000091
0,001149
0.000129
210
147
1856
208
Związek
Ładunek:
Objętość:
Zrzut ścieku
1. HCHO
2. ChZT
108 kg/dobę
408 kg/dobę
Całkowita
170 m
3
/dobę
Powstawanie
odpadów:
Związek/klasyfikacja
Ilość:
Sposób postępowania
(R lub D z ustawy o
odpadach)
31
1.
Odpady Tarnoformu
/
kod 07 02 13
2. Zużyty katalizator Pt / kod
16 08 01
3. osad z basenów ścieków /
kod 070211
4. osad z basenów ścieków /
kod 070212
5. Zużyty jonit /
kod 07 01 99
6. Osad z basenów wody
obiegowej kod 19 09 99
44 000 kg/rok
-
-
-
0,5 m
3
/rok
-
R
R
D
D
R
D
Uwagi:
Dane dotyczą zdolności produkcyjnej instalacji 11600 Mg/rok.
Obecnie realizowana jest intensyfikacja Wytwórni Tarnoformu do 14100
Mg/rok.
Przewidywany termin zakończenia intensyfikacji: III kw. 2005
4.4. POLIAMIDY
4.4.1. Opis technologii
Poliamidami nazywa się związki wielkocząsteczkowe, zawierające w makrocząsteczce
ugrupowania –CO-NH-. Uzyskuje się je w procesach polimeryzacji lub polikondensacji ze
związków małocząsteczkowych, którymi najczęściej są laktamy, poliaminy, kwasy
ω-
aminokarboksylowe,
kwasy
dikarboksylowe,
diaminy,
pochodne
kwasów
aminokarboksylowych i dikarboksylowych oraz inne.
Poliamidy PA są pierwszymi tworzywami termoplastycznymi o zastosowaniu
konstrukcyjnym, których produkcję rozpoczęto w skali przemysłowej. Największe
zastosowanie znajdują cztery typy poliamidów: PA 6, PA 66, PA 11, PA 610. Symbole
cyfrowe przy nazwie poliamidu informują o metodzie otrzymywania polimeru oraz liczbie
atomów węgla w grupach merowych makrocząsteczki. Poliamidy otrzymywane z laktamów
lub aminokwasów mają indeks 6-12, poliamidy wytwarzane z kwasów dikarboksylowych i
diamin mają indeksy wyższe (np. oznaczenie PA 610 – oznacza, że 6 atomów węgla wnosi
amina a 10 kwas dikarboksylowy).
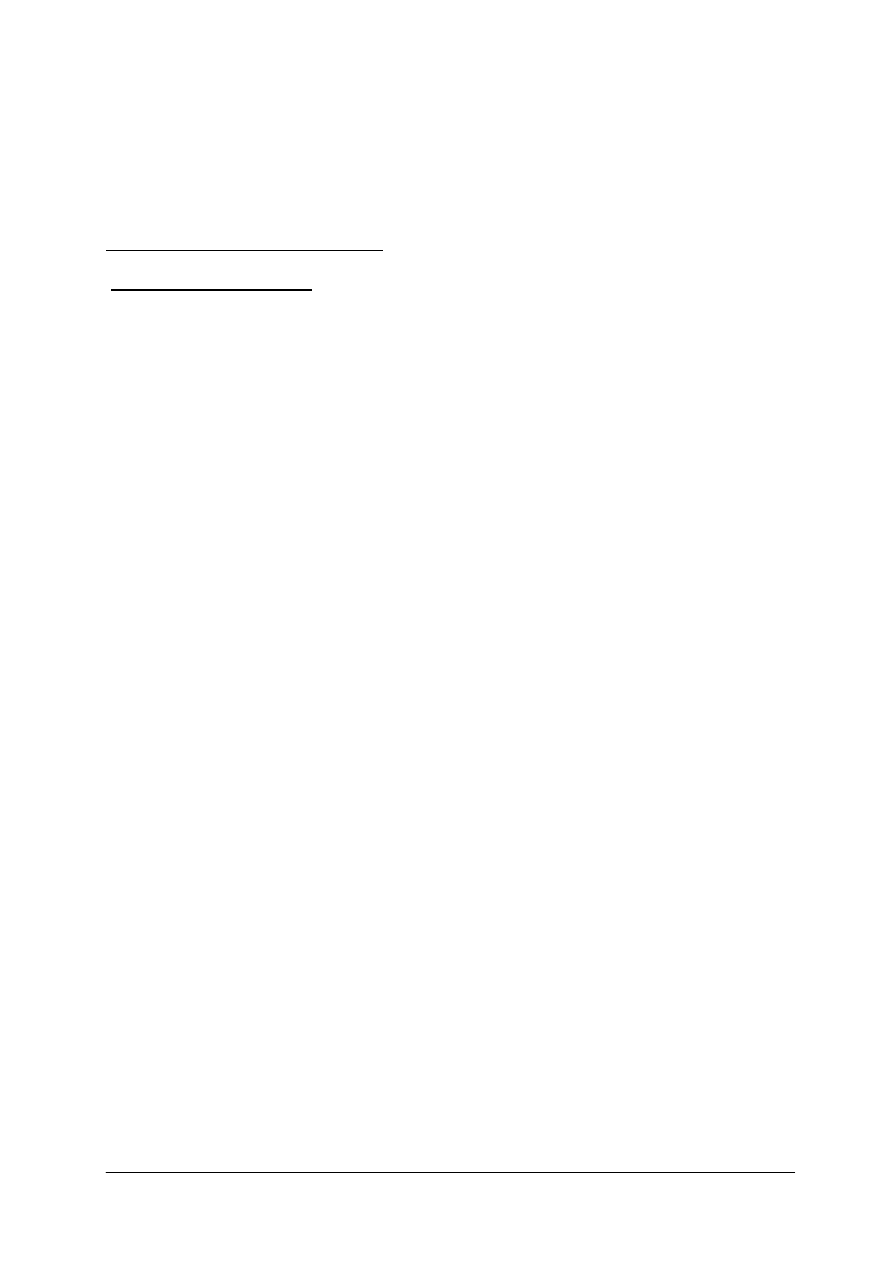
Poliamid PA 6 otrzymuje się metodą polimeryzacji (poliaddycji) kaprolaktamu (laktamu
kwasu
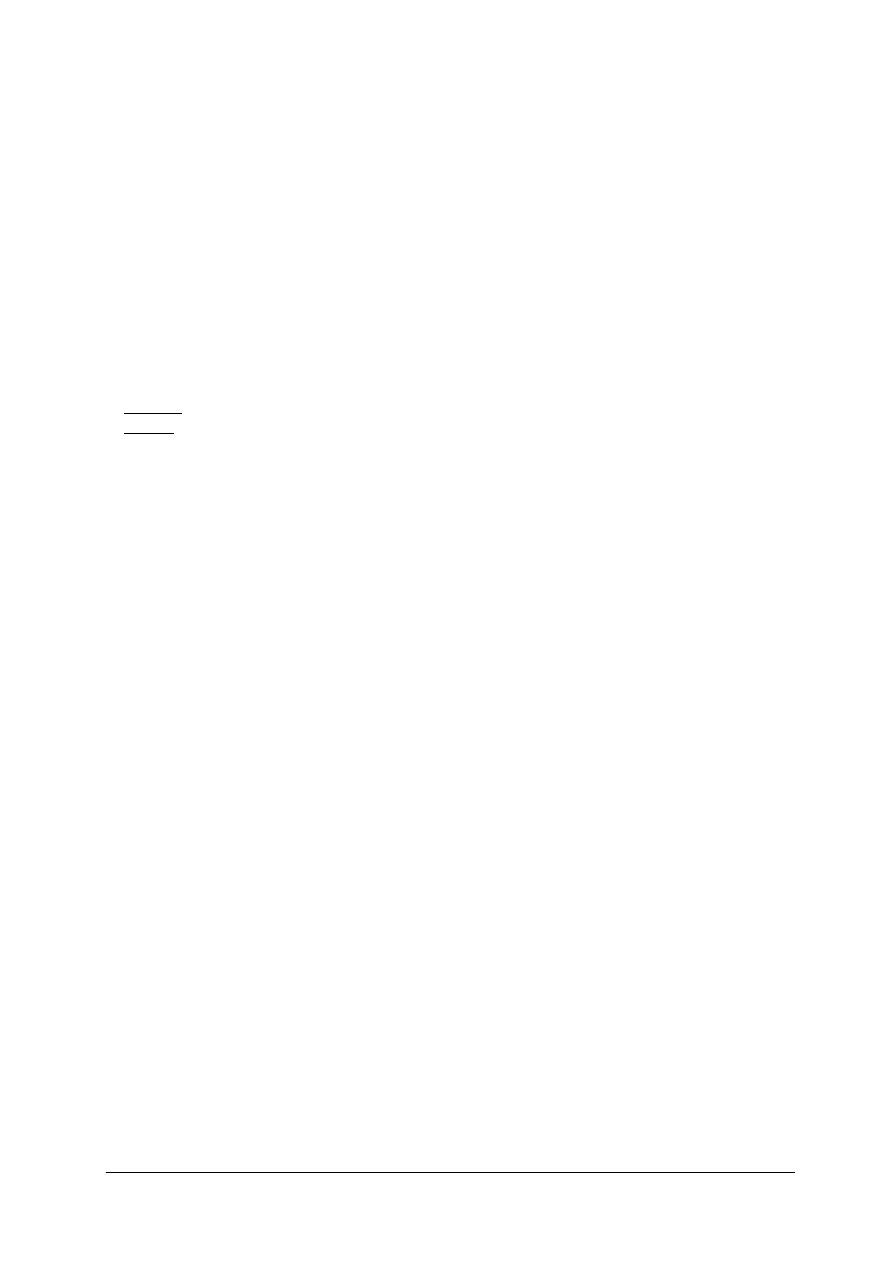
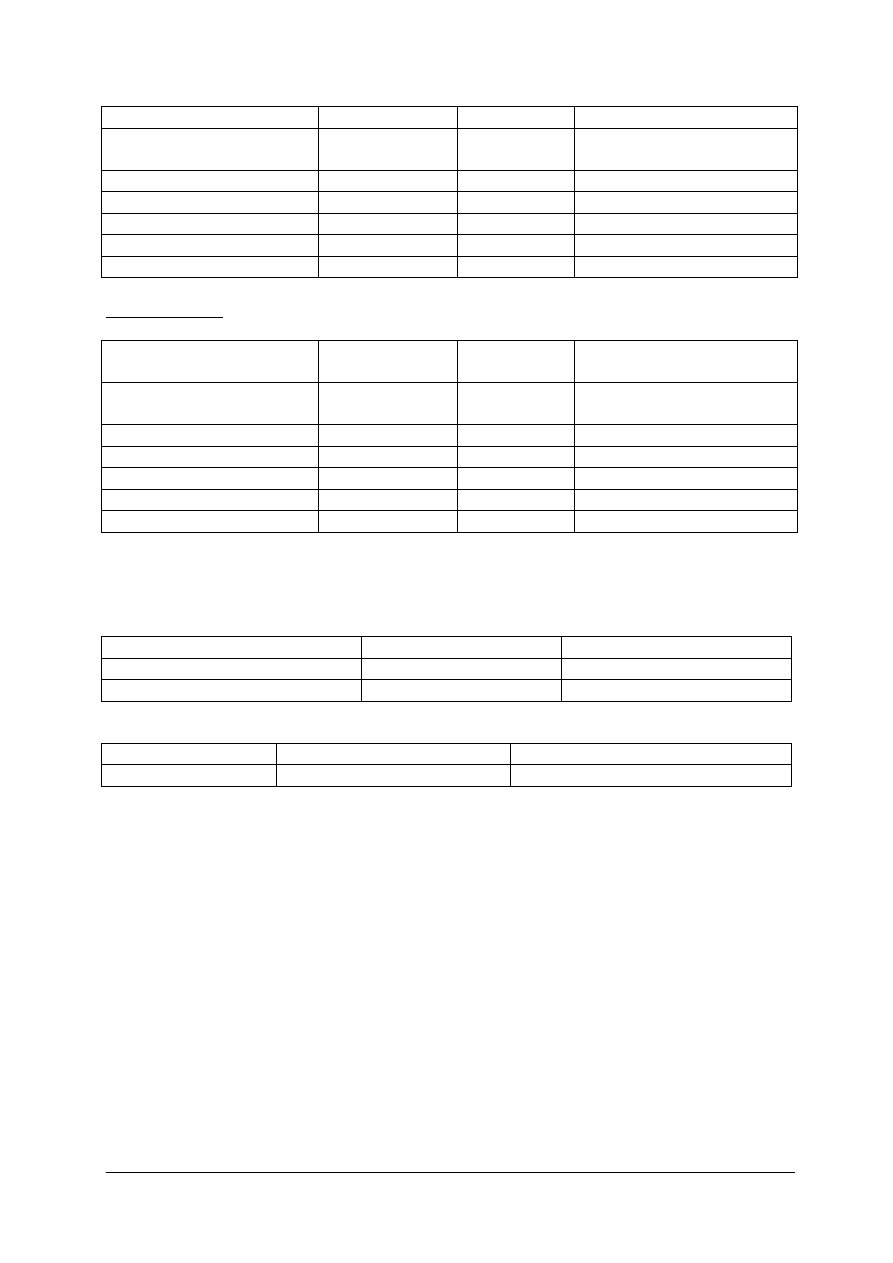
ε-aminokapronowy). Schemat procesu otrzymywania przedstawiono na rys.
32
polimery zacja
granulacja
ekstrakcja
suszenie
zatężanie
separacja i
depolimery zacja
ologomerów
zatężanie
kaprolaktam
(KL)
woda + KL
KL
woda
poliamid 6
Rys.4.4.1 Ideogram procesu otrzymywania poliamidu 6 (PA 6)
Surowce wprowadzane do procesu
Kaprolaktam (laktam kwasu
ε-aminokapronowy)
4.4.2. Wskaźniki emisyjne
Tabela 4.4.1 Wskaźniki emisyjne dla produkcji poliamidu PA 6
Wskaźniki emisyjne:
Związek emitowany
Kg/kg produktu
g/h
Emisja do atmosfery 1. aminy i pochodne
2. kaprolaktam
3. pył zawieszony...
2 x 10
-5
13 x 10
-5
0,37 x 10
-5
59
374
11
Związek
Ładunek
Objętość: m
3
/proces;
m
3
/czas
Zrzut ścieku
1. kaprolaktam i
oligomery niższe
2. kwas fosforowy
3. substancje smoliste
4. zawiesina
5. azot amonowy
6. woda
150 kg/dobę
1,5 kg/dobę
ślady
5 kg/dobę
3 kg/dobę
reszta
całkowita
125 m
3
/dobę
Związek/klasyfikacja
Ilość:
Sposób postępowania
(R lub D z ustawy o
odpadach)
Powstawanie
odpadów:
1. poliamid 6
0,001 kg/kg produktu
R3
33
4.4.3. Zużycie mediów
Tabela 4.4.2 Wskaźniki zużycia mediów dla poliamidu PA 6
Woda:
82 m
3
/dobę
Ciepło:
291 x 10
6
kJ/dobę
(sposób pozyskania):
para wodna
Zużycie mediów:
Energia elektryczna: 1490 kWh/dobę
4.5. POLIESTRY
Poliestry są to związki wielkocząsteczkowe zawierające w łańcuchu głównym
wiązania estrowe –O-CO-. Otrzymywane są poprzez polikondensację glikoli z kwasami
dikarboksylowymi lub ich estrami z wydzielaniem tworzącego się produktu ubocznego –
wody lub alkoholu.
4.5.1 Poli(tereftalan etylenu)- PET
Wprowadzenie pierścienia aromatycznego do makrocząsteczki poliestru zmienia w
istotny sposób jego właściwości, m.in. powoduje podwyższenie temperatury topnienia i
temperatury zeszklenia polimeru.
Ze względu na wszechstronne zastosowanie praktyczne ważną i specjalną pozycję
wśród liniowych poliestrów zajmuje poli(tereftalan glikolu etylenowego) powszechnie
nazywany poli(tereftalanem etylenu) (PET).
Produkt ten otrzymuje się w skali przemysłowej w następujący sposób:
przez wymianę estrową tereftalanu dimetylowego (DMT) z nadmiarem glikolu
etylenowego w procesie ciągłej polikondensacji (Proces DMT), w procesie wydziela
się alkohol metylowy jako produkt uboczny;
w procesie ciągłej polikondensacji kwasu tereftalowego (TPA) z glikolem
etylenowym (Proces TPA)
przez wymianę estrową tereftalanu dimetylowego (DMT) z nadmiarem glikolu
etylenowego w procesie periodycznej polikondensacji (DMT-BPU, bpu-batch
polycondensation unit), w procesie wydziela się alkohol metylowy.
Polimer otrzymany jedną z powyższych metod może być poddany dalszej obróbce (post
condensation process) w celu poprawy jego właściwości użytkowych. Gotowy produkt ma
postać granulatu.
Najpopularniejsze zastosowanie granulatu PET to produkcja włókien i fromowanie opakowań
(przede wszyskim butelek) metoda wtryskową. Produkcja włókien na bazie PET zajmuje
pierwsze miejsce w świecie w grupie włókien syntetycznych.
4.5.2 Wskaźniki zużycia i emisji dla poli(tereftalanu etylenu)-PET
Tabela 4.5.1 Wskaźniki zużycia i emisji dla poli(tereftalanu etylenu)-PET w Europie, wg
DRAFT-u
Proces DMT
Proces TPA
DMT-BPU
Wskaźniki zużycia
energia całkowita, GJ/t
2,5-7,4
2,1-4,4
5,1-11,94
woda, m
3
/t
0,1-2,15
0,4-10
7,5-122
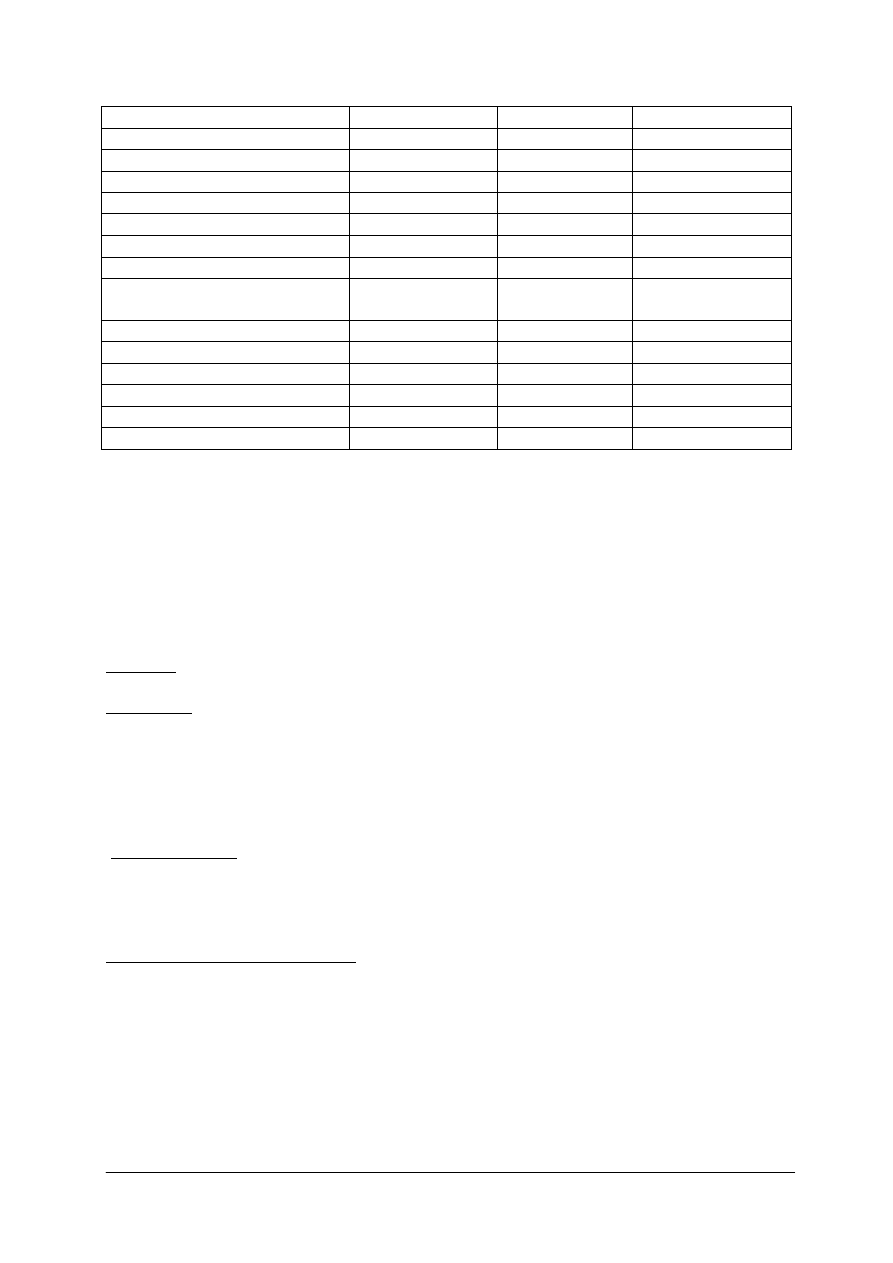
34
DMT/TPA, t/t
1,02
0,825-0,87
1,01-1,04
Glikol etylenowy, t/t
0,35-0,38
0,32-0,355
0,338-0,380
katalizator, g/t
589-1150
270-615
332-1323
P-stabilizator, g/t produktu
70-140
0-10
40-150
Wskaźniki emisji
metanol, g/t
do 73
50,7-300
aldehyd octowy, g/t
do 60
do 60
28,5-1750
Glikol etylenowy, g/t
do 10
do 10
8,8-73
HTM- medium wymiany ciepła,
g/t
50-90
80-110
VOC, g/t
do 800
do 1200
32,5-2160
Odpady polimerowe, g/t
400-5536
140-18000
do 6000
Odpady niebezpieczne, g/t
do 0,45
do 0,45
do 800
Inne odpady, kg/t
10,7-16,0
2,0-3,13
12,4-25,0
ścieki, CHZT, kg/t
11,67-16,0
10,0-16,0
3,0-5,21
Hałas w granicy zakładu, dB
do 66
do 68
do 66
4.5.3. Przykładowy opis technologii otrzymywania poliestrów nasyconych
liniowych i rozgałęzionych – oligoadypinianów.
Polimery otrzymywane są metodą periodycznej polikondensacji, średnia masa cząsteczkowa
wynosi ok.2000. Schemat ideowy procesu przedstawiono na rysunku....
Proces wytwarzania poliestrów umownie dzieli się na trzy etapy.
Pierwszy podgrzewanie glikoli do temperatury 90 -95 ° C, załadunek kwasu
Drugi etap - to właściwa reakcja polikondensacji polegająca na reakcji surowców
wyjściowych zachodząca w temperaturze 140° - 200 ° C i prowadząca do powstania
małocząsteczkowych polimerów. Produktem ubocznym w procesie jest woda. Reakcja ma
charakter odwracalny. W związku z tym w trakcie wydzielania kondensatu stosuje się
zmniejszone ciśnienie w reaktorze pozwalające skutecznie odbierać wodę i tym samym
przesuwać reakcję w pożądanym kierunku.
W trzecim etapie budowy makrołańcuchów poliestru przy utrzymaniu w reaktorze głębokiej
próżni i temperaturze 200 - 205° C stosuje się katalizator w celu przyśpieszenia szybkości
reakcji grup funkcyjnych, znajdujących się na końcach łańcuchów i tym samym skróceniu
czasu otrzymania gotowego poliestru.
Surowce wprowadzane do procesu:
1.Kwas adypinowy
2.Glikole
Kontrola procesu polikondensacji polega na oznaczaniu w pobranej próbce
poliestru liczby
kwasowej i lepkości w 75 ° oraz barwy w skali jodowej.
Pierwszą próbę pobiera się
bezpośrednio przed dodaniem katalizatora. Przy prawidłowym przebiegu procesu drugą próbę
należy pobrać po 3 godzinach od
dodania katalizatora.
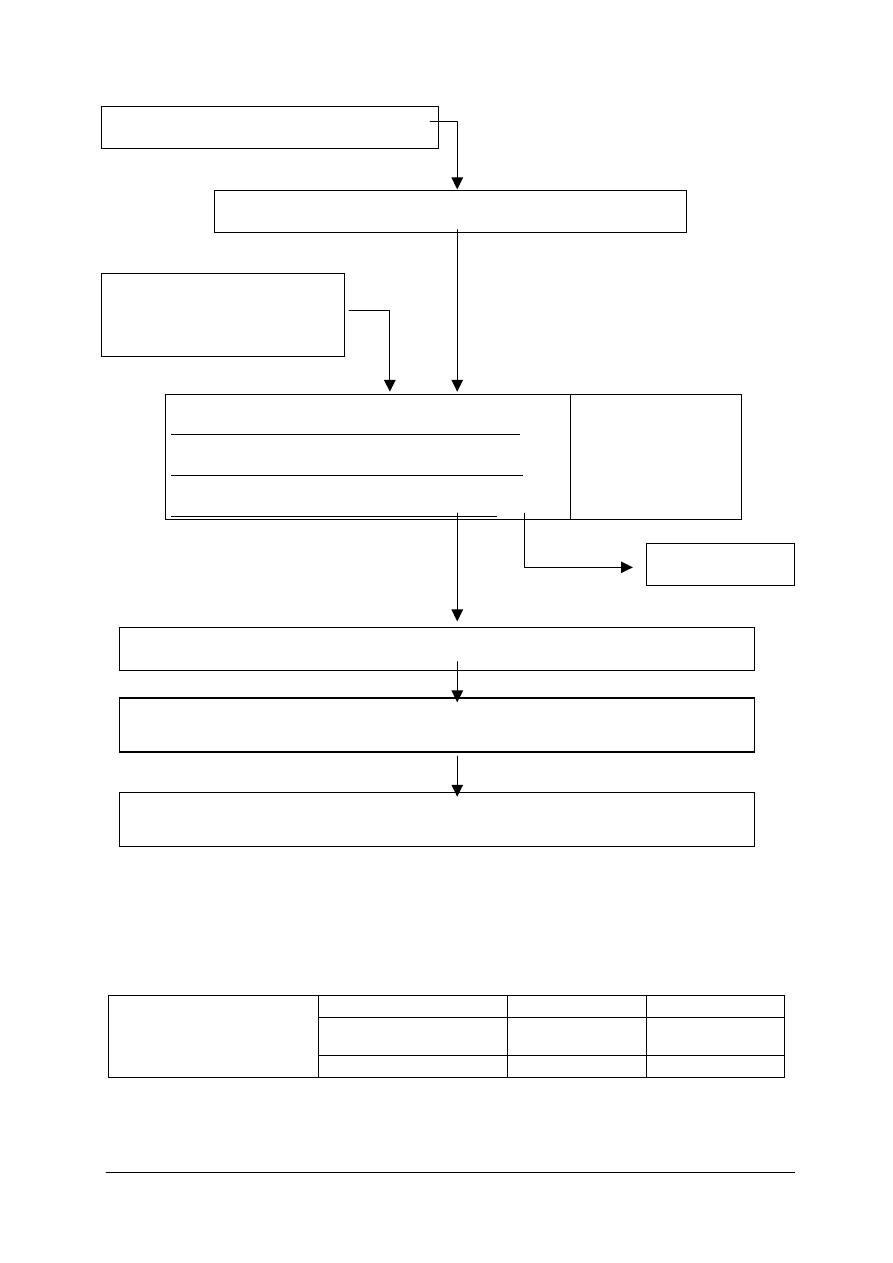
35
Odmierzanie glikoli
Podgrzanie glikoli temp. 90 – 95
0
C
Odbiór produktu
ubocznego - wody
Chłodzenie poliestru
Temperatura 200 –100 –90
0
C P = min. 0,098 Mpa
Rys. 4.5.1. Schemat ideowy procesu otrzymywania oligoadypinianów .
4.5.4. Wskaźniki zużycia i emisji dla oligoadypinianów
Tabela 4.5.2 Wskaźniki zużycia mediów przy produkcji oligoadypinianów
Woda: m
3
30,4 m
3
/ szarżę 3,32 m
3
/tonę
Ciepło: kJ
2,88 GJ
(sposób pozyskania):
para grzewcza
Zużycie mediów
Na 1 tonę (1 Mg) produktu:
Energia elektryczna: kW 0,22 MWh
Tabela 4.5.3 Wskaźniki emisyjne przy produkcji oligoadypinianów
Załadunek kwasu adypinowego
oraz innych sypkich surowców
temp. 90 – 95
0
C
I etap – temp. 130 – 190
0
C P= atmosferyczne
II etap – temp. 190 – 205
0
C P= 0 – 0,098 MPa
III etap – temp. 200 – 205
0
C P= 0,098 MPa
Kondensacja
Wytłaczanie gotowego poliestru
Temp. 90 –100
0
C
Zbiornik magazynowy Opakowania jednostkowe
Temp. 60 – 70
0
C temperatura otoczenia
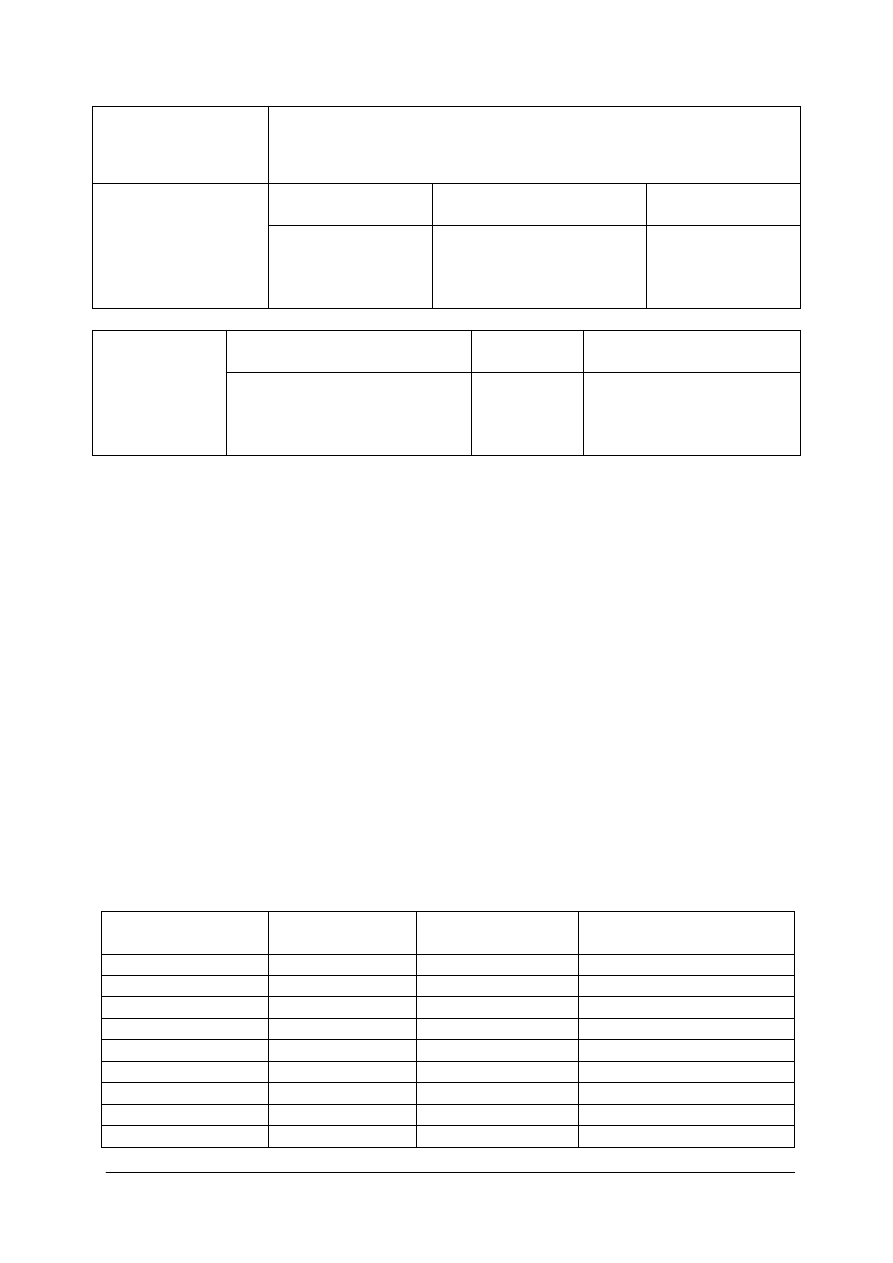
36
Metody ograniczenia
zrzutu ścieku/ładunku
w ściekach
Prawidłowe prowadzenie procesu polikondensacji
Związek
Ładunek: g/Mg produktu;
Objętość: m
3
/ Mg
produktu
Zrzut ścieku
Kondensat wodny
zawierający do 2 %
glikoli oraz do 1%
kwasu adypinowego
CHZT 10,8 kg O
2
/Mg
Substancji rozpuszczonych
max 2500 g/Mg
Chlorki max 3,2 g/Mg
0,2 m
3
/Mg
Związek/klasyfikacja
Ilość: kg/Mg
produktu
Sposób postępowania (R lub
D z ustawy o odpadach)
Powstawanie
odpadów:
Odpady opakowania po
surowcach : worki i palety
15 kg/Mg
R
3
4.5.5 Żywice poliestrowe
Nienasycone żywice poliestrowe produkowane są w sposób periodyczny. Jako gotowy
wyrób występują w postaci styrenowego roztworu żywicy poliestrowej. Produkcja żywic
poliestrowych polega na polikondensacji glikoli z bezwodnikami lub glikolizie PET a
następnie polikondensacji z bezwodnikami. W czasie polikondensacji wydzielają się produkty
uboczne (woda pokondensacyjna), która jest odbierana na bieżąco.
Po uzyskaniu poliestru o żądanych parametrach końcowych następuje rozpuszczenie w
styrenie schłodzenie i ustalenie parametrów końcowych roztworu żywicy poliestrowej. Po
ustaleniu parametrów końcowych żywica jest przetłaczana do zbiornika magazynowego lub
do mieszalnika do tiksotropowania, gdzie jest poddawana modyfikacji dodatkami ciekłymi
lub stałymi.
Żywica ze zbiornika magazynowego lub z mieszalnika do tiksotropowania rozlewana jest
do opakowań jednostkowych.
Ścieki powstałe w czasie produkcji żywic poliestrowych magazynowane są
w zbiorniku magazynowym, skąd są okresowo wywożone do spalenia.
4.5.6. Wskaźniki emisji i zużycia mediów dla poliestrów nienasyconych
Tabela 4.5.4 Wskaźniki emisji i zużycia mediów dla poliestrów nienasyconych
w Europie wg DRAFT
czynnik/medium
jednostka
aktualne wartości
maksymalne
wartości zalecane
energia
GJ/Mg produktu
5,80
do 3,5
woda
m
3
/ Mg produktu
13
1-5
VOC do atmosfery
g/ Mg produktu
1000
40-100
CO do atmosfery
g/ Mg produktu
120
do 50
CO
2
do atmosfery
g/ Mg produktu
180
50-150
NO
X
do atmosfery
g/ Mg produktu
250
60-150
SO
2
do atmosfery
g/ Mg produktu
100
0-100
Pył
g/ Mg produktu
40
5-30
Ścieki , CHZT
g/ Mg produktu
140
zgodne z lokalnymi
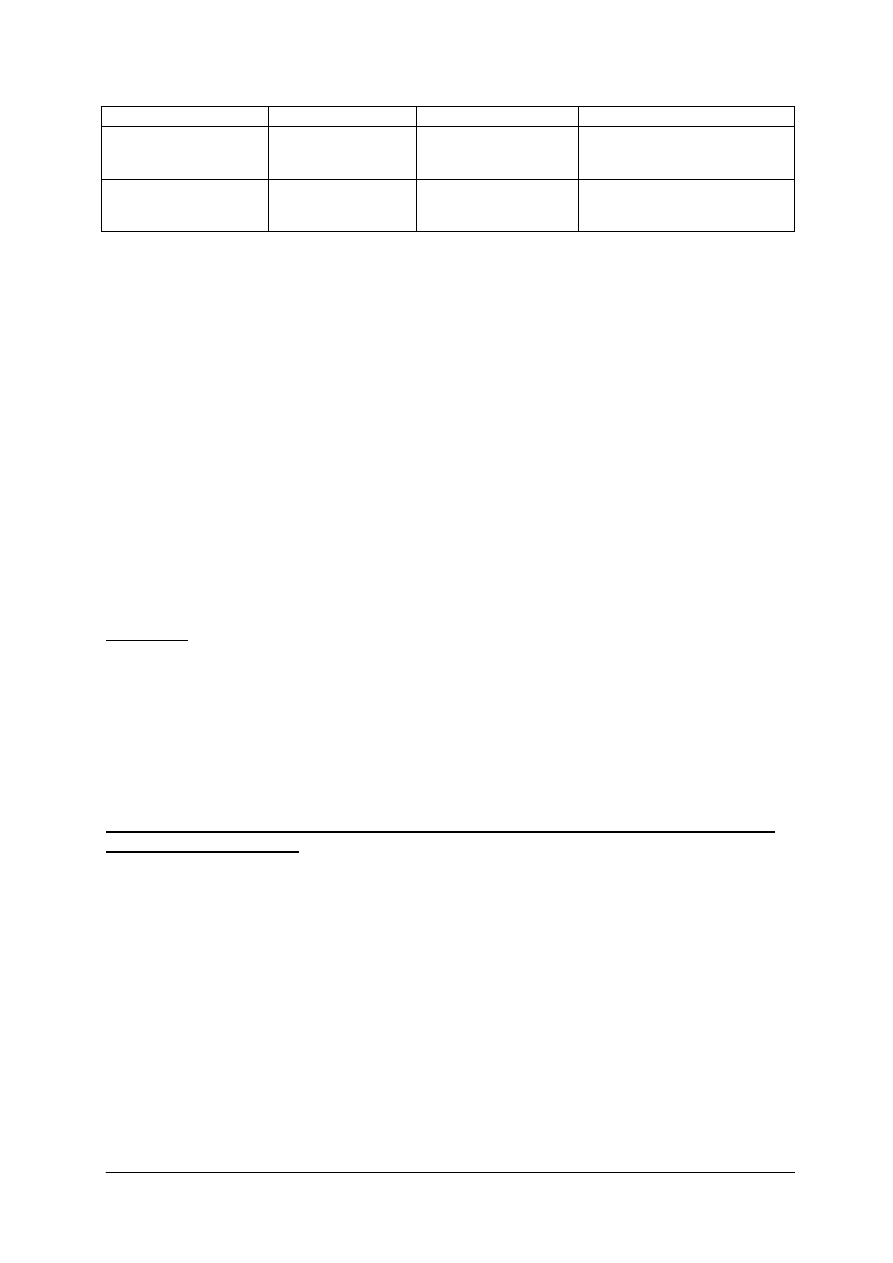
37
regulacjami prawnymi
Odpady stałe
niebezpieczne
składowane na wysypisku
kg/ Mg produktu
13
0
Odpady stałe
niebezpieczne do
utylizacji zewnętrznej
kg/ Mg produktu
20
do 7
4.6. POLIOCTANY I KOPOLIMERY AKRYLOWE I WINYLOWE
Polioctany oraz kopolimery akrylowe i winylowe oraz są stosowane m.in. do wytwarzania
farb emulsyjnych, klejów, lakierów i apretur w budownictwie, przemyśle włókienniczym.
4.6.1. Przykładowy opis technologii
Charakterystyka procesów syntezy
W Instalacji produkcji polioctanów i kopolimerów produkowane są:
dyspersje wodne homo- i kopolimerów akrylowych i winylowych,
roztwory polioctanu winylu.
Polimery te produkowane są dwoma metodami polimeryzacji: emulsyjnej i
rozpuszczalnikowej.
Surowcami do procesu polimeryzacji są:
monomery winylowe i akrylowe (octan winylu, styren, maleinian di-n-
butylu, akrylan butylu, akrylan metylu, metakrylan metylu, metakrylamid,
kwas akrylowy).
rozpuszczalniki (etanol, metanol),
inicjatory (m.in.: nadsiarczan potasu, nadtlenek wodoru, nadtlenek lauroilu),
emulgatory,
środki pomocnicze.
Dyspersje wodne homo- i kopolimerów akrylowych i winylowych otrzymywane metodą
polimeryzacji emulsyjnej
Proces syntezy prowadzony jest w sposób półperiodyczny (semi batch). Produkcja dyspersji
polimerowych składa się z poniżej wymienionych etapów:
a)
Przygotowanie fazy wodnej (wody emulsyjnej)
Operacja, podczas której w zbiorniku rozpuszcza się zadaną ilość jednego
lub kilku emulgatorów i środków pomocniczych.
b)
Przygotowanie mieszanki monomerów lub preemulsji
Operacja polegająca na wtłoczeniu do - specjalnie do tego celu
przeznaczonego - zbiornika (wyposażonego w mieszadło lub pompę do
cyrkulacji) kilku monomerów i odpowiednim ich wymieszaniu. W
przypadku bardziej zaawansowanych technologicznie dyspersji stosuje się
dozowanie monomerów w postaci preemulsji (wstępnie zdyspergowane
monomery w sporządzonej do tego celu wodzie emulsyjnej).
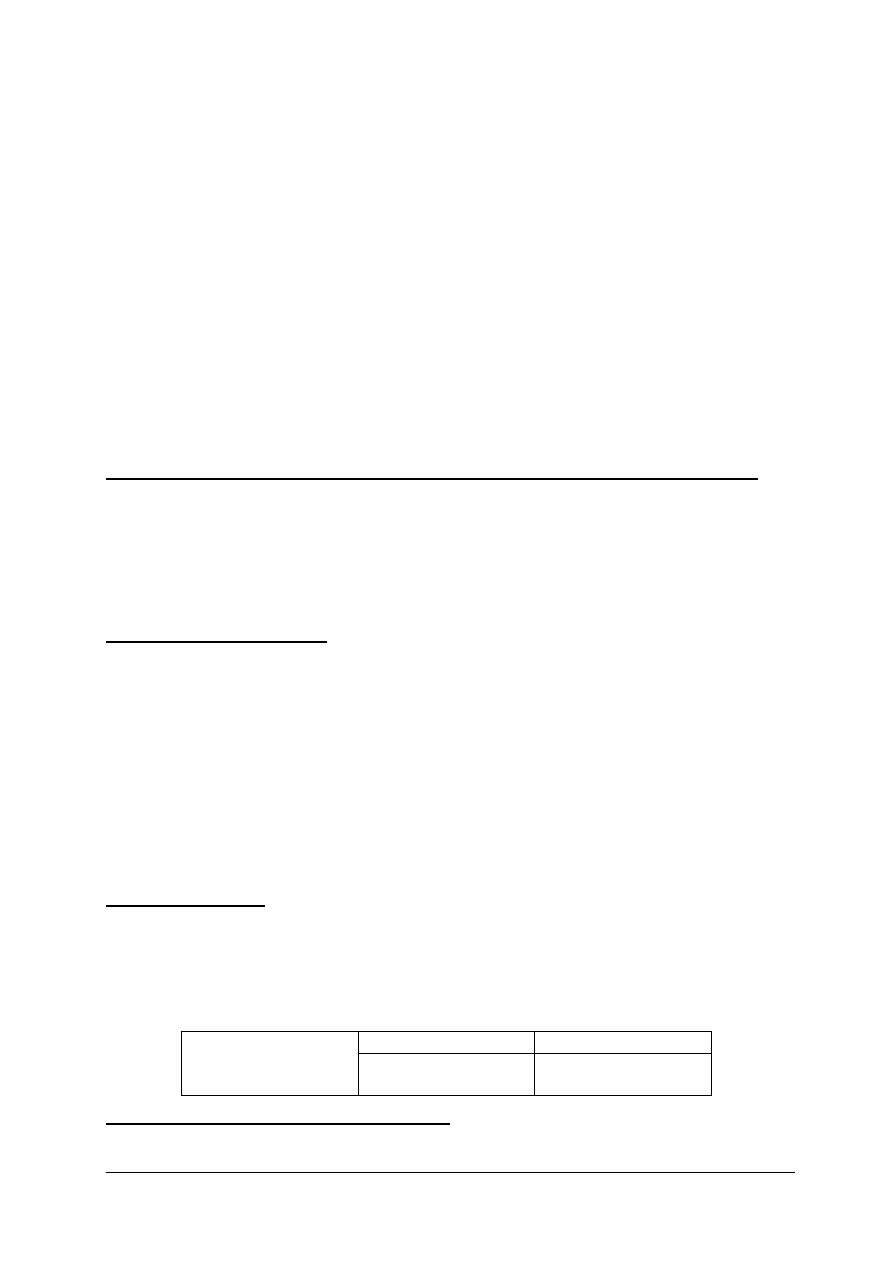
38
Przygotowywanie preemulsji odbywa się w aparatach o specjalnej
konstrukcji, które nazywa się preemulgatorami.
c)
Przygotowanie roztworu inicjatora
d)
Polimeryzacja w reaktorze
Proces polega na ciągłym dozowaniu, ze stałą szybkością, roztworu
inicjatora oraz mieszanki monomerów lub preemulsji do rektora, w którym
znajduje się przygotowana wcześniej woda emulsyjna.
e)
Wygrzewanie
Proces mający na celu wbudowanie w łańcuchy polimerowe niezwiązanych
monomerów.
f)
Wprowadzanie dodatków
Polega na ustaleniu pH, dodawaniu biocydów i środków pomocniczych.
g)
Przetłaczanie
Przetłaczanie do zbiornika magazynowego (uśredniającego).
Roztwory polioctanu winylu otrzymywane metodą polimeryzacji rozpuszczalnikowej
Polimeryzacja prowadzona jest w sposób periodyczny. Do reaktora wprowadza się
początkową ilość rozpuszczalnika, monomerów oraz inicjatora. Polimeryzację prowadzi się w
temperaturze wrzenia mieszaniny reakcyjnej. W trakcie procesu dozowane są kolejne ilości
rozpuszczalnika i inicjatora. Po zakończonym procesie zawartość reaktora schładza się a
produkt konfekcjonuje do opakowań jednostkowych.
Charakterystyka produktów
Produkty z Instalacji produkcji polioctanów i kopolimerów występują pod nazwami
handlowymi: Winacet® i Osakryle®.
Produkowane w instalacji wodne dyspersje polimerowe, o szerokim zakresie pH, są
cieczami o barwie od jasnokremowej do mleczno-białej, w większości rozpuszczalne w
wodzie. Winacety® i Osakryle ® sprzedawane są w różnych opakowaniach, które w
odpowiedni sposób zabezpieczają produkt. Są to między innymi beczki z tworzyw sztucznych
wyłożone wewnątrz workiem polietylenowym, paletopojemniki, autocysterny a także
cysterny kolejowe.
4.6.2. Charakterystyka emisji
Emisja do atmosfery
Emisje powstają głównie podczas redukowania ciśnienia w zbiornikach
magazynowych monomerów, polimeryzatorów oraz podczas załadunku Winacetów
rozpuszczalnikowych. Stanowią one głównie mieszaninę azotu, octanu winylu, akrylanów,
styrenu, metanolu lub etanolu, które są usuwane do atmosfery poprzez system emitorów.
Tabela 4.6.1 Wskaźniki emisji do atmosfery
Związek emitowany
kg/Mg produktu
Emisja do atmosfery 1.octan winylu
2.octan metylu
1. 0,015
2. 0,002
Charakterystyka gospodarki wodno-ściekowej.
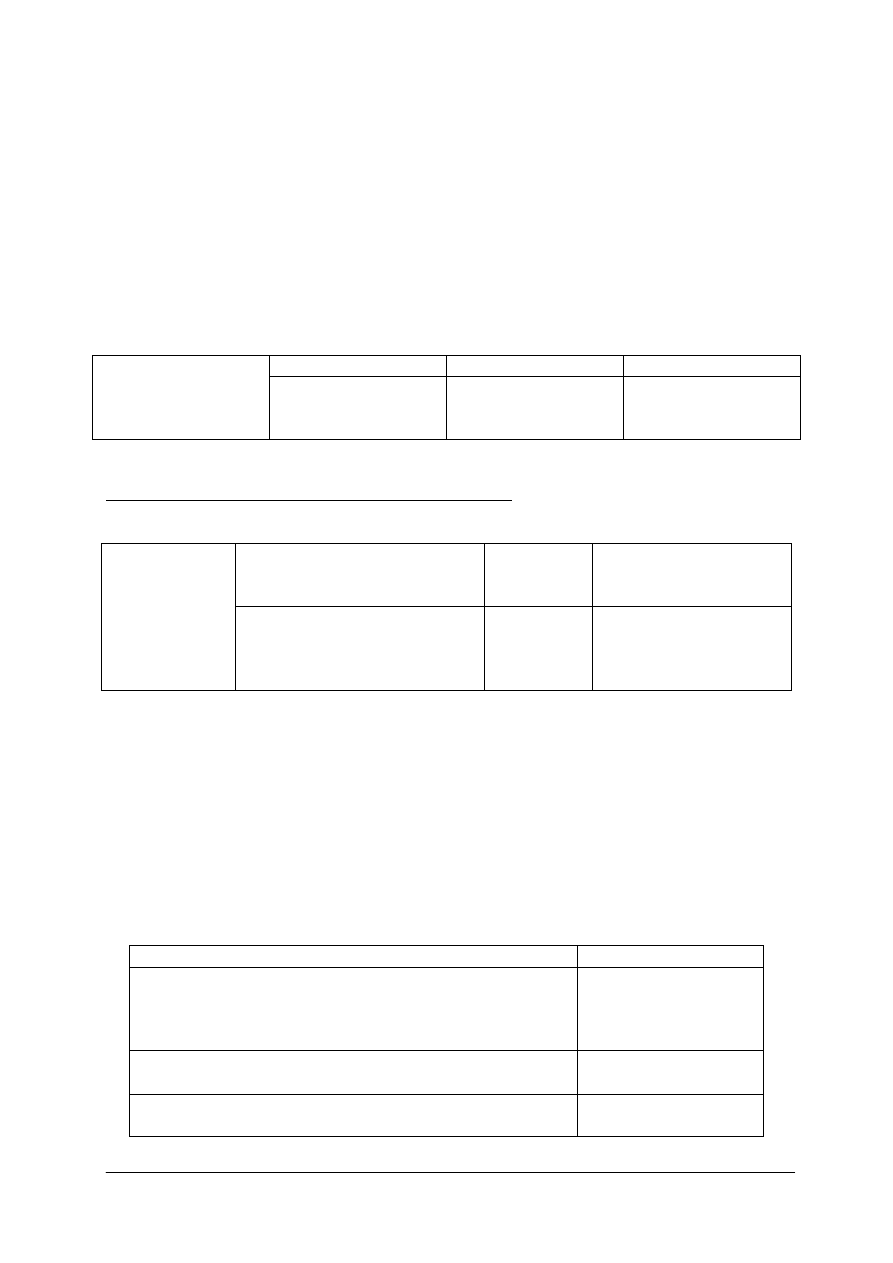
39
Ścieki powstają w wyniku mycia autoklawów, zbiorników, rurociągów i posadzek. Zawierają
one polimer oraz niewielkie ilości emulgatorów. Dopuszczalne stężenia zanieczyszczeń
odprowadzanych z instalacji do kanalizacji wód chemicznych określone są w obowiązującej
wewnątrzzakładowej normie dla ścieków.
— produkcja Winacetów
®
- zrzut okresowy (z mycia polimeryzatorów),
— produkcja Osakryli
®
- zrzut okresowy (z mycia polimeryzatorów).
Zrzut ścieków z mycia polimeryzatorów odbywa w sposób kontrolowany.
Ze ścieków pochodzących z mycia autoklawów, zbiorników, rurociągów i posadzek
uzyskuje się w łapaczce odpadowy polimer w postaci koagulatu, który jest wywożony
okresowo na składowisko odpadów jako odpad polimerowy.
Tabela 4.6.2 Charakterystyka ścieków
Związek
Ładunek:
Objętość:
Zrzut ścieku
1. ChZT
2. Sucha pozostałość
1. 80,4 Mg/rok
2. 49,5 Mg/rok
47 400 m
3
/rok (razem
ze ściekami
sanitarnymi)
Odpady stałe: charakterystyka, ilość, sposoby utylizacji
Tabela 4.6.3 Charakterystyka odpadów stałych
Związek/klasyfikacja
Ilość:
Sposób postępowania (R
lub D z ustawy o
odpadach)
Powstawanie
odpadów:
1. Odpady tworzyw sztucznych
– kod 07 02 13, 07 02 99
2. Odpady opakowaniowe –
grupa 15
1.80 Mg/rok
2. 10 Mg/rok
1. przekazanie
uprawnionemu odbiorcy.
2. R-14, przekazanie
uprawnionemu odbiorcy.
Przy produkcji polioctanów i kopolimerów generowane są następujące rodzaje odpadów
stałych:
– odpady polimerowe dyspersji i roztworów polioctanu winylu,
– opakowania po surowcach,
– odpady drewniane z palet.
4.6.3. Wskaźniki zużycia
Tabela 4.6.3 Wskaźniki zużycia mediów
Zużycie mediów
Instalacja w Polsce
Woda:– ogółem
– w tym:
1. Woda podziemna
2. Woda powierzchniowa (w tym woda zmiękczona)
65 330 m
3
/rok
3 529 m
3
/rok
61 801 m
3
/rok
Ciepło para (0,35MPa):
0,5
÷5,0 GJ/Mg
produktu
Energia elektryczna:
0,04-0,34 MWh/Mg
produktu

40
4.6.4. Wytyczne dla technik BAT - produkcja polioctanów i kopolimerów
Podstawowy zestaw wytycznych zawarto w rozdziale 5
Techniki charakterystyczne dla produkcji polioctanów i kopolimerów
1.3. Pomiary i ocena strat substancji lotnych
W ramach tej techniki zalecane są pomiary kontrolne i dokonywanie oceny ilości substancji
emitowanych, szczególnie w przypadku stosowania w procesach lotnych, toksycznych
substancji. W produkcji polimerów i kopolimerów octanu winylu istotnym etapem
wzmożonej emisji jest proces chłodzenia zawartości autoklawu i wyrównywanie ciśnień po
zakończonej polimeryzacji, oraz odzysk wolnych monomerów. W przypadku polimeryzacji
rozpuszczalnikowej szczególnemu nadzorowi powinien podlegać proces konfekcjonowania
produktu w trakcie, którego występuje emisja rozpuszczalnika. Procesy te z uwagi na
charakter samych reagentów, oraz periodyczny lub półperiodyczny charakter procesu, z
natury stwarzają duże zagrożenie emisją do powietrza.
1.4. Monitoring i konserwacja maszyn i urządzeń
Właściwy nadzór nad stanem maszyn i urządzeń zmniejsza częstotliwość występowania
awarii, wydłuża okresy międzyremontowe, a co za tym idzie okresy rozhermetyzowania
instalacji. Obserwacje i rejestr miejsc najbardziej narażonych na przecieki pozwala właściwie
modernizować instalację.
1.8. Gospodarka ściekami
Otrzymywane z produkcji polioctanów i ich kopolimerów ścieki, z reguły mogą zawierać
nieprzereagowane monomery, podpolimery, wszelkie stosowane w procesie substancje
pomocnicze w tym rozpuszczalniki, oraz większe cząsteczki skoagulowanych polimerów.
Dodatkowo, znaczne ilości ścieków powstają w procesie mycia autoklawów, a ich stan
jakościowy jest bardzo zmienny w czasie Stąd konieczność zbierania ścieków w zbiorniku
retencyjnym (tzw.„łapaczce”) i stosowania wszelkich indywidualnie dobranych technik tzw.
podczyszczania ścieków „u źródła”, przed odprowadzeniem do kanalizacji (oczyszczalni
ścieków). Takie rozwiązanie daje możliwość kontroli odpływającego strumienia ścieków pod
względem ilościowym i jakościowym. Ważną techniką jest również zastępowanie substancji
pomocniczych w procesach, będących substancjami niebezpiecznymi dla środowiska, lub
powodujących przekroczenia dopuszczalnych norm w odbiornikach, na rzecz substancji
bardziej przyjaznych, o ile jest to ekonomicznie uzasadnione i nie pogarsza jakości produktu.
Szczególną uwagę należy zwrócić na fakt starannego doboru rozpuszczalnika, który stanowi
główne źródło emisji. W przypadku produkcji wszelkich polimerów i kopolimerów istotnym
jest oddzielanie koagulatu od ścieków, a także uśrednianie strugi, której skład jest zależny
również od wytwarzanego gatunku finalnego produktu, (właściwie od monomerów i
dodatków stosowanych w zależności od przeznaczenia produktu).
1.9. Zapobieganie nadmiernej emisji z odpowietrzeń zbiorników

41
Zbiorniki magazynowe winny być rodzajowo skupione w zespoły, a ich odpowietrzenia
skolektorowane (o ile względy bezpieczeństwa na to pozwalają) i zaopatrzone w urządzenia
redukujące. Magazynowane niebezpieczne substancje, o ile względy produkcyjne na to
pozwalają powinny być pod tzw. poduszką azotową, a kolektor odpowietrzający powinien
być wyposażony w zamknięcie wodno-azotowe. Lokalizacja i rodzaj urządzenia redukującego
powinna zależeć od stopnia szkodliwości emitowanej substancji, dostępności i stopnia
redukcji, oraz uwarunkowań ekonomicznych. Bardzo istotną sprawą w produkcji polioctanów
i kopolimerów jest właściwe prowadzenie końcowej fazy produkcji tj. chłodzenia i
wyrównywania ciśnienia autoklawu po zakończeniu polimeryzacji.
1.10. System zrzutów do pochodni
W technologii występuje emisja monomerów jak i rozpuszczalników zarówno ze zbiorników
magazynowych, w procesie przygotowywania tzw szarży, jak i głównie we wcześniej
wspomnianych operacjach chłodzenia gotowego produktu. Strumienie te powstają okresowo i
nie mają większego znaczenia w rozumieniu istotnego źródła paliwa. Wobec powyższego
emitory w tej instalacji muszą być wyposażone w urządzenia redukujące.
4.7. LATEKSY SYNTETYCZNE I KAUCZUKI
Kauczukami nazywa się zwyczajowo materiały charakteryzujące się określonym zespołem
właściwości, w szczególności elastycznością i plastycznością. Do najczęściej (masowo )
stosowanych kauczuków syntetycznych należą kopolimery butadienu i styrenu.
4.7.1. Przykładowy opis technologii
Lokalizacja instalacji
Instalację produkcji kauczuków i lateksów dzieli się na następujące węzły technologiczne:
Monomerów i Emulgatorów.
Polimeryzacji.
Koagulacji.
oraz Amoniakalny Węzeł Chłodniczy – jako węzeł pomocniczy.
1. W węźle Monomerów i Emulgatorów prowadzi się procesy otrzymywania środków
pomocniczych służące do produkcji lateksów i kauczuków takich jak:
wodoronadtlenek p-mentanu - WMP - inicjator,
Atlen SK - stabilizator
emulgator kalafoniowy,
oraz procesy regeneracji nieprzereagowanego styrenu i butadienu odzyskanych w procesie
degazacji lateksów. Otrzymany butadien i styren, ponownie używane są do procesu
polimeryzacji.
W węźle tym prowadzony jest także rozładunek butadienu, oczyszczanie butadienu od
inhibitora oraz sporządzanie mieszanki monomerów dla procesu polimeryzacji.
2. Węzeł polimeryzacji lateksów składa się z dwóch wytwórni:
• Węzeł Lateksów I
• Węzeł Lateksów II
42
3. Węzeł koagulacji kauczuków składa się z dwóch wytwórni kauczuku, w których prowadzi
się procesy:
• wydzielania i suszenia kauczuków oraz aglomeracji i zatężania lateksów towarowych
– Węzeł Koagulacji I
• wydzielania i suszenia kauczuków - Węzeł Koagulacji II
4. Amoniakalny węzeł chłodniczy
Charakterystyka procesów
Węzły polimeryzacji
W węzłach polimeryzacji metodą polimeryzacji emulsyjnej otrzymywane są lateksy
- butadienowo – styrenowe, SBR,
- polibutadienowego BR,
- butadienowo – akrylonitrylowego NBR
- butadienowo-styrenowe karboksylowe LBSK
przeznaczone do produkcji lateksów i kauczuków syntetycznych.
Proces polimeryzacji w wyniku, którego powstają powyższe lateksy, prowadzony jest w
reaktorach ciśnieniowych wyposażonych w mieszadła ramowe, chłodzonych ciekłym
amoniakiem doprowadzonym do wężownic. Operacja oddzielenia nieprzereagowanych
węglowodorów odbywa się w układzie kolumn degazacyjnych pracujących pod próżnią.
Czynnikiem grzewczym jest nawilżona para wodna. Odgazowane lateksy przesyłane są
rurociągami do zbiorników magazynowych w węźle koagulacji.
Charakterystyka produkcji poszczególnych typów lateksów
Lateksy butadienowo – styrenowe(LSBR) i lateks polibutadienowy(LPB)
Powyższe lateksy otrzymywane są ciągłą kopolimeryzacji emulsyjnej butadienu i styrenu, a w
przypadku lateksu polibutadienowego w procesie polimeryzacji butadienu.
Proces polimeryzacji prowadzi się do uzyskania pożądanej konwersji (stopnia
przereagowania). Proces przerywa się przez wprowadzenie stopera. Nieprzereagowane
węglowodory oddziela się od lateksu przez degazację w dwóch etapach. Zdegazowany lateks
podawany jest do węzła koagulacji, gdzie następuje wydzielenie kauczuku z lateksu.
Lateksy butadienowo – akrylonitrylowe (LNBR)
Powyższe lateksy otrzymywane są ciągłą metodą kopolimeryzacji emulsyjnej butadienu
i akrylonitrylu. Proces polimeryzacji prowadzi się do uzyskania pożądanej konwersji. Proces
przerywa się przez wprowadzenie stopera. Zastopowany lateks rozcieńcza się, a następnie
poddaje degazacji. Po odparowaniu większości butadienu wymywa się z lateksu akrylonitryl,
który odprowadza się do zbiornika wód akrylonitrylowych. Zdegazowany lateks podawany
jest do węzła koagulacji, gdzie następuje wydzielenie kauczuku z lateksu.
Lateksy LBSK - żywice karboksylowe
Lateksy te otrzymywane są ciągłą metodą kopolimeryzacji emulsyjnej butadienu, styrenu
i kwasu karboksylowego. w emulsji wodnej w środowisku kwaśnym. Nieprzereagowane
węglowodory oddziela się od lateksu przez degazację w kolumnie próżniowej. W celu
podniesienia stabilności lateksu podczas degazacji, wprowadza się do lateksu gazowy
amoniak.
Zdegazowany i zneutralizowany lateks podawany jest do zbiorników magazynowych w
rozlewni lateksów.
43
Węzły koagulacji
W węzłach koagulacji, zainstalowane są urządzenia, służące do wydzielania (koagulacji),
suszenia i konfekcjonowania kauczuków syntetycznych. W wytwórni tej prowadzona jest
także aglomeracja i zatężanie lateksów towarowych (LBS).
Kauczuk jest pakowany w worki polietylenowe, kierowane następnie do paletyzarki, Palety z
kauczukiem zostają owinięte folią na owijarce.
Aglomeracja i zatężanie lateksów towarowych
Proces aglomeracji polega na zwiększaniu się przeciętnej średnicy kłębka polimeru, w
wyniku przejścia cząstek polimeru z ośrodka wysokociśnieniowego do otoczenia. Proces
zatężania polega na odparowaniu części wody z lateksu w wyparkach próżniowych.
Amoniakalna Instalacja Chłodnicza
Przeznaczona jest do obniżania i utrzymywania temperatury poszczególnych mediów
chemicznych. Zarówno przy obniżaniu temperatury jak i przy jej utrzymywaniu na niskim
poziomie, konieczne jest odprowadzenie ciepła z mediów chemicznych, co osiąga się przez
stworzenie ośrodka (nośników zimna) o temperaturze niższej niż żądana temperatura mediów.
Zastosowanym w tym przypadku czynnikiem chłodniczym jest amoniak.
4.7.2. Charakterystyka produktów
Wodoronadtlenek p-mentanu (WMP)-jest mieszaniną wodoronadtlenków p-mentanu i pinanu
z niewielką ilością wodoronadtlenku cymenu oraz produktów nieutlenionych: pinanu i p-
mentanu. Stosuje się go jako inicjator niskotemperaturowej kopolimeryzacji butadienu ze
styrenem, polimeryzacji butadienu, akrylonitrylu i styrenu, butadienu z akrylonitrylem,
polimeryzacji butadienu.
Atlen SK – jest stabilizatorem niebarwiącym (nieplamiącym). Stosowany jest do stabilizacji
kauczuków i lateksów. Chroni on polimer przed zmianami własności chemicznych,
zachodzącymi podczas oddziaływania na niego czynników atmosferycznych, a szczególnie
światła.
Emulgator kalafoniowy przeznaczony dla Wytwórni Lateksów jest 15 %-owym roztworem
wodnym soli sodowych kwasów: dehydroabietynowego, dihydroabietynowego i
tetrahydroabietynowego.
Produktami procesu wydzielania i suszenia kauczuków są:
• kauczuki syntetyczne butadienowo-styrenowe KER i Eurogum,
• kauczuki butadienowo-akrylonitrylowe KER,
• kauczuk polibutadienowy KER.
Produktem procesu aglomeracji i zatężania lateksów towarowych jest lateks syntetyczny butadienowo-
styrenowy,.

44
Kauczuki produkowane w węźle wydzielania i suszenia kauczuków są substancjami palnymi,
nierozpuszczalnymi w wodzie, za to rozpuszczającymi się w rozpuszczalnikach organicznych,
jak benzen, toluen. W temperaturze około 220°C i wyższej następuje termiczny rozkład
kauczuku z wydzieleniem lotnych składników, w obecności tlenu może dojść do ich zapłonu,
a nawet do wybuchu. Masa właściwa w/w kauczuków waha się od 930 do 950 kg/m
3
.
Lateksy syntetyczne produkowane w węźle aglomeracji i zatężania lateksów towarowych są
bądź koloidalną zawiesiną kauczuku butadienowo-styrenowego w wodzie, wolną od
zanieczyszczeń mechanicznych bądź cieczą o barwie od białej do kremowej i gęstość 980
kg/m
3
oraz wielkości cząstek około 200 nm (2000 Å) w zależności od typu.
Lateks ulega łatwo koagulacji pod wpływem działania: elektrolitów, stężonych zasad,
kwasów (dla każdego stężenia) oraz temperatury poniżej 0°C. Rozcieńczony wodorotlenek
sodu podnosi pH lateksu i zwiększa jego stabilność.
4.7.3. Charakterystyka emisji
Polimeryzacja
Podczas normalnej pracy instalacji, gazy odlotowe nie wykroplone w układzie kondensatorów
zawierające butadien, kierowane są do absorpcji w styrenie w Wydziału Monomerów.
W warunkach normalnych pracy instalacji technologicznej nie występuje zjawisko emisji do
atmosfery butadienu i par innych substancji szkodliwych i niebezpiecznych.
Koagulacja
Mieszalniki kaskadowe są od góry częściowo otwarte, aby można było kontrolować wielkość
wytrącanych cząsteczek kauczuku z lateksu. Unoszące się opary z instalacji technologicznych
to głównie para wodna, w której mogą się znajdować okresowo nieznaczne ilości związków
organicznych.
Opary te z otoczenia usuwane są za pomocą urządzeń technologicznych jak:
− dmuchawy pneumatycznego transportu z suszarek do cyklonu, kierowane do instalacji
REGENOX,
− wentylatory wyciągowe zamontowane w stropie budynku E-139, kierowane do atmosfery,
− wentylatory wyciągowe z nad basenów ścieków poziom -4,5, kierowane do atmosfery.
Każdy ciąg technologiczny posiada przynależne do niego wentylatory wyciągowe, które
zostały włączone do instalacji REGENOX.
Istnieją również wentylatory wyciągowe, które w sytuacjach zakłóceń technologicznych
mogą być włączone do ruchu.
Odgazy ze zbiorników lateksu
Odgazy wszystkich zbiorników są skolektorowane i przez zamknięcie wodne odprowadzane
do atmosfery. Woda wraz z rozpuszczonymi związkami organicznymi kierowana jest do
basenu ścieków.
Odgazy z suszarek i transportu pneumatycznego kauczuku
Odgazy z suszarki ekspansyjnej i transportu pneumatycznego są kierowane do instalacji
REGENOX.
Instalacja „REGENOX”: proces spalania (utylizacji) związków organicznych w instalacji
polega na katalitycznym utlenianiu substancji organicznych. Ciepło utleniania gromadzone
45
jest w rekuperatorze, gdzie cyklicznie ogrzewane jest powietrze przeznaczone do
oczyszczania. Proces jest sterowany automatycznie i przebiega bez dostarczania ciepła
z zewnątrz o ile zawartość związków organicznych w powietrzu jest wyższa niż 600 mg/m
3
.
Jeżeli jest niższa to w specjalnym palniku spalany jest gaz ziemny. Operacje te wykonuje się
również przy rozruchu instalacji.
Tabela 4.7.1 Emisja do atmosfery
Związek emitowany
kg/Mg produktu kg/h
Europa - DRAFT
styren*
0,085
1,32
węglowodory alifatyczne*
0,085
1,32
węglowodory aromatyczne pozostałe
0,015
0,22
suma VOC
0,185
0,17-0,54
amoniak**
0,85
2,4
* wskaźnik na produkcję kauczuku
**wskaźnik na produkcję lateksów
Charakterystyka gospodarki wodno-ściekowej.
Polimeryzacja
−
wody po kolumnie destylacyjnej wód styrenowych (striping)
−
wody odpływające z chłodzenia dławików pomp
−
wody z mycia hal produkcyjnych w obiekcie w sekcji roztworów, polimeryzacji
i degazacji.
Wszystkie te ścieki kierowane są bezpośrednio do przepompowni. Zawierają one śladowe
ilości styrenu, zanieczyszczenia mechaniczne a w sporadycznych przypadkach niewielkie
ilości lateksu.
Ścieki z przepompowni pompowane są w sposób ciągły do łapaczki ścieków styrenowych
Łapaczka ścieków składa się z ciągu 4 komór pracujących szeregowo.
Z czwartej komory w sposób ciągły ścieki przelewają się poprzez rurę głębinową
bezpośrednio do kanału wód chemicznie zanieczyszczonych. Kauczuk oddzielony w komorze
wlotowej i w komorze pompowej, wybiera się okresowo i wywozi na składowisko odpadów
należące do oczyszczalni ścieków. Ścieki odchodzące z pododdziału roztworów części palnej
w ilości od 0
÷ 5 m
3
/h, kierowane są bezpośrednio do kanału wód chemicznie
zanieczyszczonych.
Koagulacja
ścieki o odczynie obojętnym (nieszczelności instalacji, mycie hal, wody deszczowe z tac
zbiorników lateksu
ścieki o odczynie kwaśnym (pochodzą z procesu wydzielania kauczuku z lateksu)
ścieki o odczynie alkalicznym (z przemywania kauczuku wodą zmiękczoną i
zobojętniania wodorotlenkiem sodu śladowych ilości kwasu siarkowego)
ścieki te kierowane są do basenów w których są neutralizowane a drobne cząstki kauczuku
ulegają procesowi flotacji. Flotowany kauczuk tworzy na powierzchni cieczy warstwę, która
okresowo zawracana jest do produkcji. Ścieki pozbawione podziarna kauczuku, dołem, pod
odpowiednią przegrodą basenu, przelewają się do komory ssawnej basenu (3 baseny) i
wspólnym kolektorem odprowadzane są do kanalizacji wód chemicznie zanieczyszczonych.
Tabela 4.7.2 Charakterystyka ścieków
46
Związek
Ładunek:
Objętość:
Zrzut ścieku
1. ChZT
650,0 Mg/rok
2609,7 tys. m
3
/rok
Odpady stałe: charakterystyka, ilość, sposoby utylizacji
Tabela 4.7.3 Charakterystyka odpadów stałych
Związek/klasyfikacja
Ilość:
Sposób postępowania (R lub D z
ustawy o odpadach)
1. Wodorotlenek sodowy i potasowy –
kod 06 02 04*
2. Pozostałości podestylacyjne i
poreakcyjne – kod 07 01 08*, 07 02 08*
3. Odpady opakowaniowe – grupa 15
4. Inne rozpuszczalniki organiczne,
roztwory z przemywania i ciecze
macierzyste (roztwór polimeru
kauczukowego w toluenie)– kod 07 02
04*
5. Odpady tworzyw sztucznych
6. Zużyte katalizatory zawierające
metale przejściowe lub ich
niebezpieczne związki – kod 16 08 02*
1.40 Mg/rok
2.700 Mg/rok
3. 50 Mg/rok
4. 50 Mg/rok
5.1200 Mg/rok
6. 30Mg/co 2-gi
rok
1. R-14, przekazanie
uprawnionemu odbiorcy.
2. przekazanie uprawnionemu
odbiorcy.
3. R-14 przekazanie uprawnionemu
odbiocy.
4. przekazanie uprawnionemu
odbiorcy.
5. przekazanie uprawnionemu
odbiorcy.
6. przekazanie uprawnionemu
odbiorcy.
4.7.4. Zużycie mediów
Tabela 4.7.4 Wskaźniki zużycia mediów
Polska
Europa-DRAFT
Woda: m
3
/proces; m
3
/czas
ogółem – w tym:
1. Woda podziemna
2. Woda powierzchniowa (w
tym woda zmiękczona)
3 994 990 m3/rok
1. 34 500 m3/rok
2. 3 960 490 m3/rok
Ciepło, GJ
Para 0,35 (GJ/t) – 7,7
Para 1,2 (GJ/t) – 0,7
Zimno (GJ/t) – 2,1
3-8
Zużycie
mediów:
Energia elektryczna:
MWh/t – 0,4
1-2GJ
4.7.5. Produkcja kauczuków – wytyczne dla technik BAT
Podstawowy zestaw wytycznych zawarto w rozdziale 5
47
Techniki charakterystyczne dla produkcji kauczuków i lateksów
Rozwiązania projektowe
Zgodnie z zasadami w części ogólnej, w fazie projektowania należy zwrócić uwagę na
następujące elementy:
- wszędzie, gdzie to możliwe projektować hermetyczne układy
- odpowietrzenia zbiorników, silosów i podobnych elementów winny być skolektorowane (o
ile względy bezpieczeństwa pozwalają na to), wyposażone w urządzenia redukujące, z
zaprojektowanymi gniazdami pomiarowymi na tych emitorach z tych węzłów
technologicznych, których właściwe funkcjonowanie decyduje o minimalnym oddziaływaniu
na środowisko. Część monomerów i substancji pomocniczych to substancje toksyczne, stąd
odpowietrzenia zbiorników (kolektory) powinny funkcjonować pod zamknięciami wodno-
azotowymi
- tam gdzie to możliwe, za- i rozładunek, a także operacje zatrzymywania i uruchamiania
instalacji, czyli stan powodujący zwiększoną emisję do środowiska, powinien być
prowadzony w obiegu zamkniętym
- urządzenia winny być wyposażone w elementy zabezpieczające przed nadmiernym
wzrostem ciśnienia np. zawory i płytki bezpieczeństwa, a z uwagi na przepływy awaryjne
znacznie przekraczające przepustowość układów pracujących w normalnych warunkach - ich
wyloty powinny być skierowane bezpośrednio do atmosfery ( z uwagi na możliwość
wystąpienia nieszczelności zaworu, a także wystąpienia niedrożności króćca dolotowego
proponuje się projektować płytki przed zaworami)
- projektowanie elementów wyposażenia aparatury, zapewniających maksymalną szczelność
całego układu, głównie w przypadku stosowania w produkcji substancji lotnych,
wykazujących szczególnie niebezpieczne działanie na środowisko
- dobór technologii powinien zapewniać minimalizowanie oddziaływania produkcji na
środowisko
Pomiary i ocena strat substancji lotnych
W ramach tej techniki zalecane są pomiary kontrolne i dokonywanie oceny ilości substancji
emitowanych, szczególnie w przypadku stosowania w procesach lotnych , toksycznych
substancji. W produkcji kauczuku istotnym jest uzyskanie maksymalnego stopnia degazacji,
stąd proponuje się objęcie kontrolą zawartości wolnych monomerów w lateksie, oraz
wielkości emisji po procesie suszenia.
Redukcja emisji pyłów
W produkcji kauczuków w zasadzie nie występuje problem zapylenia. Jedynie niewielkie
ilości występują w gazach opuszczających suszarki gotowego produktu. Z uwagi na obecność
wspomnianych cząstek pyłu i resztkowych ilości monomerów, głównie styrenu, gazy te
wymagają obróbki końcowej. Jedyną radykalną metodą redukującą obie te szkodliwości
równocześnie jest katalityczne dopalanie tzw. odgazów.
Zamknięte systemy zrzutowe
W gospodarce magazynowej w szerokim tego słowa pojęciu należy zabezpieczyć możliwość
magazynowania produktu przejściowego, lub finalnego, który nie spełnia wymogów
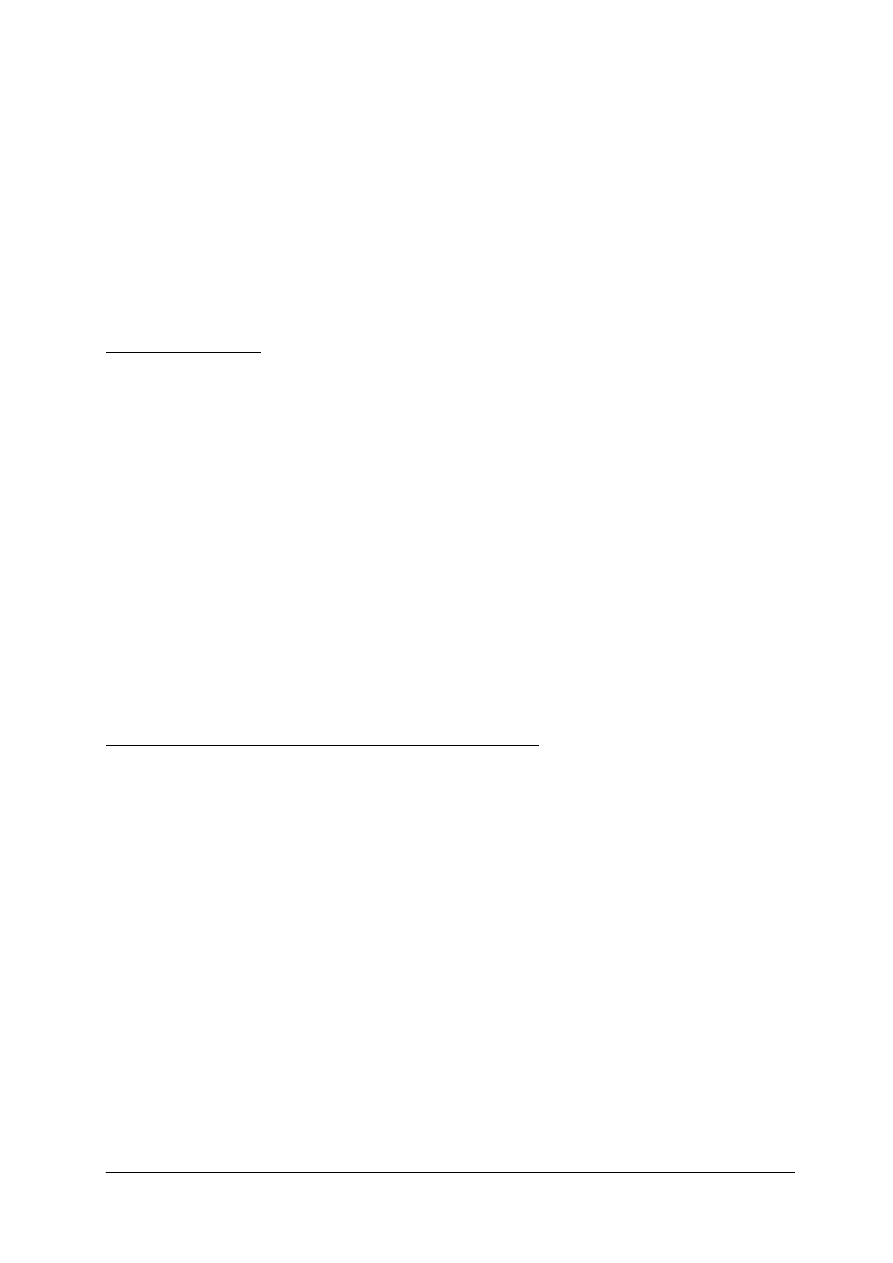
48
jakościowych i wymaga dodatkowej obróbki lub specjalnego sposobu unieszkodliwienia. W
przypadku produkcji polimeru przeznaczonego do procesu koagulacji lub suszenia, często
racjonalnym jest jego uśrednianie. Monomery, które nie spełniają wymogów jakości mogą
być dodatkowo poddane procesom regeneracji i być zawracane ponownie do procesu, a
niektóre polimery wykorzystane przez tzw. drobnych odbiorców do nietypowych zastosowań.
Specjalną uwagę należy zwrócić na jakość gazów po suszeniu kauczuku, ponieważ mogą one
zawierać resztki monomerów, a występujące równocześnie cząsteczki lepkiego kauczuku
stanowią przeszkodę w stosowaniu urządzeń redukujących. W zasadzie sprawdzającą się w
tym przypadku metodą jest katalityczne równoczesne dopalanie i węglowodorów i stałych
cząsteczek kauczuku.
Gospodarka ściekami
Otrzymywane z produkcji tworzyw sztucznych ścieki, z reguły mogą zawierać
nieprzereagowane monomery, podpolimery, wszelkie stosowane w procesie substancje
pomocnicze, oraz większe cząsteczki skoagulowanych polimerów. Stąd konieczność
zbierania ścieków w zbiorniku retencyjnym (tzw.„łapaczce”) i stosowania wszelkich
indywidualnie dobranych technik tzw. podczyszczania ścieków „u źródła”, przed
odprowadzeniem do kanalizacji (oczyszczalni ścieków). Takie rozwiązanie daje możliwość
kontroli odpływającego strumienia ścieków pod względem ilościowym i jakościowym.
Ważną techniką jest również zastępowanie substancji pomocniczych w procesach, będących
substancjami niebezpiecznymi dla środowiska, lub powodujących przekroczenia
dopuszczalnych norm w odbiornikach, na rzecz substancji bardziej przyjaznych, o ile jest to
ekonomicznie uzasadnione i nie pogarsza jakości produktu. Szczególną uwagę należy zwrócić
na fakt ograniczania koagulantów nieorganicznych na rzecz organicznych –
biodegradowalnych. W przypadku produkcji kauczuku istotnym jest oddzielanie koagulatu od
ścieków, a także uśrednianie strugi, której skład jest zależny również od produkowanego
gatunku kauczuku, (właściwie od dodatków stosowanych w zależności od przeznaczenia
kauczuku)
Zapobieganie nadmiernej emisji z odpowietrzeń zbiorników
Zbiorniki magazynowe winny być rodzajowo skupione w zespoły, a ich odpowietrzenia
skolektorowane (o ile względy bezpieczeństwa na to pozwalają) i zaopatrzone w urządzenia
redukujące. Magazynowane niebezpieczne substancje, o ile względy produkcyjne na to
pozwalają powinny być pod tzw. poduszką azotową, a kolektor odpowietrzający powinien
być wyposażony w zamknięcie wodno-azotowe. Lokalizacja i rodzaj urządzenia redukującego
powinna zależeć od stopnia szkodliwości emitowanej substancji ( gatunek lateksu),
dostępności i stopnia redukcji, oraz uwarunkowań ekonomicznych. Bardzo istotną sprawą w
produkcji kauczuku jest stosowanie głębokiej degazacji produktu przejściowego – lateksu,
ponieważ zawartość wolnych monomerów w nim, limituje żądany stopień oczyszczania
gazów po suszarkach.
.
4.8. TWORZYWA POLISTYRENOWE
Polistyren jest tworzywem termoplastycznym otrzymywanym ze styrenu. Jego
makrocząsteczki mają budowę liniową.

49
Polistyren jest białym proszkiem o rozpuszczalności malejącej ze wzrostem masy
cząsteczkowej. Jest on jednym z najbardziej poszukiwanych tworzyw sztucznych. Światowa
produkcja polistyrenu w roku 2000 wyniosła ponad 14 mln ton.
Polistyren można otrzymywać metoda polimeryzacji emulsyjnej, suspensyjnej lub blokowej.
Zasadniczo wyróżnia się trzy typy polistyrenów:
- Polistyren spienialny EPS (Expandable Polystyrene)
- Polistyren niskoudarowy (GPPS – General Purpose Polystyrene)
- Polistyren wysokoudarowy (HIPS High Impact Polystyrene)
4.8.1. Przykładowy opis technologii
W Instalacji Produkcji Tworzyw Styrenowych działalność produkcyjna prowadzona jest w
następujących węzłach technologicznych, w których prowadzone są procesy:
1. Produkcja polistyrenu spienialnego „OWIPIANu” metodą polimeryzacji suspensyjnej.
2. Produkcja polistyrenu „OWISPOLu” metodą polimeryzacji blokowej.
3. Produkcja katalizatorów i środków pomocniczych stosowanych w produkcji tworzyw
styrenowych takich jak: octan sodu, octan sodu trójwodny, octan wapnia, fosforan wapnia,
smar GSM. Poszczególne substancje przygotowywane są w specjalnie do tego
przeznaczonych urządzeniach w sposób okresowy.
4. Produkcja STYROZOLu.
Polistyren spienialny EPS (Expandable Polystyrene) –Przykład: Instalacja Owipianu
Proces otrzymywania Owipianu polega na polimeryzacji suspensyjnej styrenu w
obecności pentanu jako czynnika porotwórczego. Reakcja polimeryzacji zachodzi w
temperaturze 90
÷130
o
C. Etap polimeryzacji przebiega periodycznie natomiast dalsze etapy
produkcyjne prowadzone są w sposób ciągły.
W procesie polimeryzacji stosuje się dodatki: stabilizator suspensji, bufor, środek
zarodkotwórczy, środek uniepalniający (tzw. retardant) i inicjatory polimeryzacji. W trakcie
polimeryzacji wprowadzany jest środek porotwórczy – pentan.
Po zakończeniu polimeryzacji zawartość reaktora schładza się i odpowietrza,
redukując ciśnienie do poziomu atmosferycznego poprzez chłodnicę wykraplającą resztki
pentanu.
Suspensję perełek Owipianu przetłacza się poprzez sito nadziarna do zbiorników
buforowych. Po uśrednieniu szarż suspensja jest podawana do wirówki. Odciek z wirówki
jako ściek odprowadzany jest poprzez łapaczkę do kanalizacji chemicznej. Perełki z wirówki
podawane są do komory suszarki pneumatycznej. Suszenie perełek Owipianu prowadzone jest
w strumieniu powietrza. Osuszone perełki są rozdzielane na frakcje i kierowane do silosów
dosuszających.
Wysuszone perełki podawane są do sekcji smarowania smarami zewnętrznymi. Z
mieszalników pokryte smarem perełki zsypują się grawitacyjnie do silosów przejściowych
gotowego produktu. Każdy silos przeznaczony jest na osobną frakcję perełek.. W celach
bezpieczeństwa p. pożarowego do silosów tych od dołu dozuje się azot, którego ilość jest
regulowana tak, aby nie dopuścić do powstania mieszaniny wybuchowej powietrze-pentan.
Gotowy produkt pakowany jest do aluminiowych kontenerów lub do opakowań
tekturowych typu „oktabin”.
Polistyren niskoudarowy (GPPS – General Purpose Polystyrene)
Polistyren wysokoudarowy (HIPS High Impact Polystyrene)

50
Przykład: Instalacja Owispoli
Polistyreny GPPS i HIPS otrzymuje się metodą ciągłej polimeryzacji styrenu w
masie. Proces polimeryzacji styrenu przebiega termicznie bez udziału inicjatorów.
Otrzymywanie obydwu rodzajów polistyrenu przebiega w sposób bardzo zbliżony.
Podstawową różnica pomiędzy produkcją wymienionych typów polistyrenu jest to, że w
przypadku HIPS wraz ze styrenem do procesu polimeryzacji podaje się rozpuszczony
kauczuk polibutadienowy.
Do prepolimeryzatora dozowany jest w sposób ciągły styren (GPPS) lub roztwór
kauczuku w styrenie (HIPS) z dodatkami oraz recyklat monomerów (strumień powrotny
mieszaniny styrenu i etylobenzenu). Prepolimeryzator wyposażony jest w mieszadło,
kondensator i płaszcz grzewczo-chłodzący, które zapewniają mieszanie reagentów i ułatwiają
wymianę ciepła. W prepolimeryzatorze ulega polimeryzacji ok. 30 % styrenu. Uwolnione
pary (styrenu i etylobenzenu) są częściowo skraplane w kondensatorze i spływają
bezpośrednio do prepolimeryzatora a częściowo kierowane są do głównego kondensatora,
skąd wykroplone zbierane są w zbiorniku jako recyklat.
Masa reakcyjna przepływa następnie do reaktorów zaopatrzonych w wewnętrzną
wężownicę i zewnętrzny płaszcz wypełnione olejem grzewczym. Zadana temperatura procesu
utrzymywana jest przez obiegi zimnego i gorącego oleju. Do polimeru w reaktorach dodaje
się smar wewnętrzny.
Spolimeryzowana masa polimeru zawierająca ok. 30 % nieprzereagowanego styrenu
pompowana jest przez podgrzewacze wstępne do sekcji degazatorów pracujących pod
próżnią, gdzie zostaje usunięty nieprzereagowany monomer styrenu i etylobenzen.
Zastosowany system próżniowy ze skuteczną kondensacją zapewnia prawie 100 % odzysk par
styrenu i etylobenzenu.
Stopiony polistyren z sekcji degazatorów kierowany jest do sekcji wytłaczania i
granulowania. Nitki wychodzące z głowicy wytłaczarki są schładzane w kąpieli wodnej,
suszone powietrzem i cięte na granulat w granulatorze (krajalnicy).
Otrzymany granulat po rozsianiu w separatorze wibracyjnym na frakcję główną,
nadziarno i podziarno transportowany jest pneumatycznie do silosów magazynowych. Z
silosów polistyren ładowany jest do autocystern, lub pakowany do worków polietylenowych
lub opakowań tekturowych typu “oktabin”.
Zarówno GPPS jak i HIPS mogą być produkowane w kilku odmianach różniących się
wyjściowym składem surowców, ilością dodatków oraz warunkami (parametrami) procesu
produkcji, co pozwala na wytwarzanie produktów o różnych własnościach użytkowych.
Produkcja katalizatorów i środków pomocniczych do syntezy tworzyw polistyrenowych
Octan sodu
Otrzymywany w wyniku reakcji rozcieńczonego wodorotlenku sodu z roztworem kwasu
octowego. Reakcję prowadzi się w mieszalniku w sposób okresowy. Zawartość mieszalnika
opróżnia się do wanien ogrzewanych w celu odparowanie nadmiaru wody i krystalizacji
octanu sodu. Wytrąconą sól poddaje suszeniu i mieleniu. Gotowy produkt pakowany jest od
worków polietylenowych.
Octan sodu trójwodny
Otrzymywany w wyniku reakcji rozcieńczonego wodorotlenku sodu z roztworem
rozcieńczonego kwasu octowego. Reakcję prowadzi się w mieszalniku w sposób okresowy.
Roztwór po zobojętnieniu ulega zatężeniu. Zatężony roztwór rozlewa się na tace i po

51
wystudzeniu rozdrabnia. Produkt pakowany jest do worków polietylenowych lub worków
polietylenowych umieszczonych w bębnach tekturowych.
Octan wapnia
Otrzymywany w wyniku reakcji tlenku wapnia z wodą i z kwasem octowym. Reakcję
prowadzi się w mieszalniku w sposób okresowy. Roztwór soli przetłacza się na prasę
filtracyjną. Klarowny filtrat (produkt) spływa do zbiornika skąd zostaje rozlany do kanistrów
polietylenowych
Fosforan wapnia
Otrzymywany w wyniku reakcji tlenku wapnia z wodą i z kwasem ortofosforowym. Proces
przebiega periodycznie w strącalnikach (mieszalnikach). Otrzymaną zawiesinę przetłacza się
na ramowe prasy filtracyjne. Po napełnieniu prasy osad jest przemywany i suszony.
Zawartość pras rozładowuje się ręcznie i pakuje do worków.
Smar GSM
Otrzymywany w wyniku homogenizacji stopionych składników (stearynianów) i dodatków w
odpowiednim stosunku. Mieszanina (smar GSM) po zgranulowaniu i zmieleniu jest pakowana
do worków polietylenowych umieszczonych w beczkach.
Styrozol
Produkcja Styrozolu polega na rozpuszczeniu polistyrenu w rozpuszczalniku
organicznym, modyfikowaniu plastyfikatorem i barwieniu gotowego produktu. Polimerowe
kompozycje hydroizolacyjne „STYROZOL
®
” produkowane są w odmianach: różniących się
składem.
-
Odmiana P jest to polimerowa kompozycja powłokowa
-
Odmiana G jest to polimerowa kompozycja gruntująca
Produkcja Styrozoli (wszystkich odmian) prowadzona jest w temperaturze
otoczenia lub w temperaturze podwyższonej w aparatach zaopatrzonych w mieszadło. Po
rozpuszczeniu polistyrenu w rozpuszczalniku do aparatu dozuje się plastyfikator i barwnik.
Po homogenizacji składników, polimerowa kompozycja jest rozlewana do pojemników.
4.8.2. Charakterystyka produktów
(EPS) Owipian FS - ma postać perełek o granulacji 0,3 do 2,5mm, posiada zdolność do
spieniania w temperaturze około 100°C. Zawiera 5 do 6% pentanu, jako czynnika
spieniającego.Perełki pokryte są smarami zewnętrznymi zapobiegającymi ich zbrylaniu w
czasie przetwórstwa. Produkowany Owipian FS posiada własności samogasnące.
Produkowane z Owipianu płyty i kształtki stosowane są do izolacji cieplnej oraz jako materiał
dźwiękochłonny. Ponadto stosowany jest do wyrobu opakowań i jako materiał dekoracyjny.
Owipian pakowany jest do pojemników aluminiowych UTA lub do tekturowych pudeł -
oktabin z wewnętrznym workiem z folii PA/PE. Dopuszczone są inne opakowania, jeżeli
zabezpieczą produkt, co najmniej w tym samym stopniu, co wyżej wymienione.
Owipian należy przechowywać wyłącznie w oryginalnych, szczelnie zamkniętych
opakowaniach, składowanych w przewiewnych pomieszczeniach lub pod zadaszeniem z dala
od źródeł ciepła i zapłonu.
52
Owispol jest ciałem stałym w postaci granulatu w kolorze naturalnym
Odmiany Owispolu niskoudarowego (GPPS)
– 500 - polistyren, charakteryzujący się doskonałą płynnością i przejrzystością.
Odmiana do szerokiego stosowania w produkcji wyrobów charakteryzujących się
wysokim połyskiem i doskonałą przejrzystością, np.: bębny, elementy cienkościenne
o skomplikowanych kształtach.
– 525 - jest średnio płynącym produktem. Typowe zastosowania to części medyczne,
laboratoryjne, wyposażenie domowe.
– 535 - polistyren o dobrych parametrach fizyko-mechanicznych, stosowany do
produkcji kaset, butelek i innych opakowań.
– 585 - polistyren charakteryzujący się doskonałą przejrzystością i podwyższoną
odpornością termiczną. Typowe zastosowanie wyrób elementów grubościennych
takich jak elementy wyposażenia łazienek, wyposażenia biurowe.
Odmiany Owispolu wysokoudarowego (HIPS)
– 625 - jest łatwo płynącym średnioudarowym tworzywem. Przeznaczony jest do
formowania cienkich i średnich ścian, kształtowanych wtryskowo, części
wchodzących w skład kontenerów, zabawek i wyposażenia mieszkań.
– 680 - jest średnioudarowym tworzywem. Przeznaczony jest do formowania
wtryskowego. kaset, żaluzji, wytłaczania arkuszy piankowych i laminatów.
– 825 - jest wysokoudarowym tworzywem stosowanym do formowania wtryskowego
elementów dla zastosowań na części i konstrukcje piankowe.
– 825E - jest wysokoudarową odmianą polistyrenu do wytłaczania z zastosowaniem na
naczynia, zbiorniki i arkusze.
– 945 - jest wysokoudarowym tworzywem o wysokim wskaźniku płynięcia. Stosowany
jest jako zamiennik droższych polimerów w zabawkach, w zastosowaniach do
obudów i osłon przemysłowych
– 945E - jest wysokoudarowym tworzywem o zwiększonej odporności mechanicznej
wykorzystywanym do wytłaczania, stosowany może być jako zamiennik ABS
Pakowanie i przechowywanie.
Owispole GPPS i HPPS należy pakować do worków polietylenowych.
Owispol można też pakować do opakowań tekturowych typu „oktabin” oraz do
autocystern, po uprzednim uzgodnieniu z odbiorcą. Owispol należy przechowywać w
pomieszczeniach suchych, w temp. < 35°C na paletach. W/w produktu nie wolno
przechowywać z innymi chemikaliami (np. rozpuszczalniki organiczne).
Octan sodu jest w postaci drobnokrystalicznego proszku o barwie białej lub białej z
odcieniem żółtawym. Posiada własności higroskopijne. Octan sodu stosowany są do
sporządzania roztworów buforowych w procesach polimeryzacji suspensyjnej. Produkt
należy magazynować w pomieszczeniach suchych, wolnych od agresywnych związków
chemicznych w temperaturze max. 30
0
C.
Octan sodu trójwodny jest ciałem stałym krystalicznym o barwie biało-kremowej.
Stosowany jest do sporządzania roztworów buforowych w procesach polimeryzacji
suspensyjnej. Produkty pakowane są do worków PE lub worków PE umieszczonych w
bębnach tekturowych. W/w octany należy magazynować w pomieszczeniach suchych,
wolnych od agresywnych związków chemicznych w temperaturze max. 30
0
C.
Octan wapnia (wodny roztwór 25%) jest w postaci bezbarwnej, klarownej cieczy. Stosowany
53
jako środek pomocniczy do sporządzania stabilizatora suspensji w procesie polimeryzacji
suspensyjnej styrenu. Produkt pakuje się do kanistrów polietylenowych. Octan wapniowy
należy magazynować w pomieszczeniach suchych i przewiewnych wolnych od agresywnych
związków chemicznych.
Fosforan wapnia jest w postaci nieregularnych brył o barwie białej z odcieniem szarym lub
błękitnym. Zawartość suchej masy waha się w granicach 32
÷45%. Stosowany jest jako
stabilizator suspensji w procesach polimeryzacji suspensyjnej styrenu. Produkt pakowany jest
do worków PE samonośnych. Fosforan wapnia należy magazynować w pomieszczeniach
suchych, wolnych od pyłów i agresywnych związków chemicznych w temperaturze max. 30
0
C.
Smar GSM jest w postaci proszku o odpowiedniej granulacji. Stosowany jako smar zewnętrzny
przy produkcji Owipianu. Produkt pakowany jest do worków PE umieszczonych w beczkach
PE. Smar GSM należy magazynować w pomieszczeniach suchych (wilgotność powietrza max
65%), wolnych od agresywnych związków chemicznych, klimatyzowanych o temperaturze do
8
0
C.
Styrozole:
są jednoskładnikowymi preparatami hydroizolacyjnymi. Styrozole odmiany P są gęstymi
masami o zapachu aromatycznym zabarwionymi na kolor niebieski. Styrozole odmiany G są
cieczami o aromatycznym zapachu zabarwionymi na kolor żółty. Przeznaczone są one do:
wykonywania cienkowarstwowych szybkoschnących wewnętrznych i zewnętrznych izolacji
wodoodpornych, przyklejania do podłoża i sklejania między sobą materiałów izolacyjnych (np.:
pap asfaltowych, folii PE, styropianu, płyt poliuretanowych), wykonywania paraizolacji, przy
renowacji i izolowaniu istniejących nawierzchni cementowych (beton, tynki, szlichty, rapówki),
gipsowych i płytek.
Styrozole pakowane są do beczek polietylenowych lub paletopojemników.
Magazynowanie - w szczelnie zamkniętych pojemnikach, w pomieszczeniach suchych,
z dala od źródła ognia i elementów grzejnych, w warunkach zabezpieczających je przed
nasłonecznieniem i wpływami atmosferycznymi. Zaleca się przechowywać wyrób w
temperaturach od -20
0
C do +30
0
C.
4.8.3. Charakterystyka emisji
Polistyren EPS Owipian
Do atmosfery emitowane są gazy odlotowe z:
– rozładunku i magazynowania pentanu.
– wentylacji ogólnej hal produkcyjnych.
– wentylacji miejscowej znad włazów aparatów (reaktory, neutralizatory, itp.).
– odpowietrzeń urządzeń i aparatów (reaktory, neutralizatory, itp.)
– suszarki i z silosów dosuszających (oczyszczane w instalacji dopalania
katalitycznego Krakterm - instalacja Owipianu II) transportów pneumatycznych.
Polistyreny GPPS i HIPS - Owispol
Z instalacji do produkcji Owispoli do atmosfery emitowane są:
– gazy spalinowe z pieca.
– gazy z wentylacji i odpowietrzeń aparatów
– węglowodory aromatyczne z odpowietrzeń zbiorników, silosów i aparatów
pracującej pod ciśnieniem atmosferycznym.
Octan sodu, Octan sodu trójwodny, Octan wapnia - podczas operacji zobojętniania
54
kwasu octowego odpowiednim wodorotlenkiem i w czasie zatężania otrzymanego
roztworu, wydzielają się opary emitowane do atmosfery. Operacja rozdrabniania i
pakowania jest źródłem nieznacznych ilości pyłu octanu sodu emitowanego do atmosfery.
Fosforan wapnia - operacja załadunku surowca jest źródłem nieznacznych ilości pyłów
emitowanych do atmosfery
Smar GSM - operacje załadunku surowców, rozdrabniania i pakowania produktu są
źródłem nieznacznych ilości pyłów emitowanych do atmosfery.
Styrozol
Czynniki emisyjne to:
– odpowietrzenia zbiorników i aparatów pracujących pod ciśnieniem
atmosferycznym.
– wentylacja mechaniczna
Metody ograniczenia emisji do atmosfery - filtry, absorpcja
Polistyren EPS
Tabela 4.8.1 Emisja do atmosfery dla EPS
Związek emitowany
kg/Mg produktu
kg/h
Europa wg DRAFT
kg/Mg produktu
styren
węglowodory alifatyczne
etylobenzen
- suma VOC bez pentanu
- pentan
pył polimerów
0,12
0,30
0,21
0,04
1,0
2,63
1,88
0,30
0,6-3,5
1,0-8,0
0,03-0,125*
*pozostałe emisja pyłu jest uwzględniana przy odpadach stałych
Polistyren GPPS+HIPS (suma emisji)
Tabela 4.8.2 Emisja do atmosfery dla GPPS+HIPS
Związek emitowany
kg/Mg produktu
kg/h
Europa wg
DRAFT
kg/Mg HIPS
Europa wg
DRAFT
kg/Mg GPPS
styren
węglowodory alifatyczne
węglowodory
aromatyczne
etylobenzen
- suma VOC
pył polimerów
0,02
0,16
0,10
0,06
0,02
0,15
1,20
0,63
0,44
0,14
0,085 – 1,0
0,002-0,007
0,085-0,30
0,002-0,007*
*pozostałe emisja pyłu jest uwzględniana przy odpadach stałych
Charakterystyka gospodarki wodno-ściekowej.
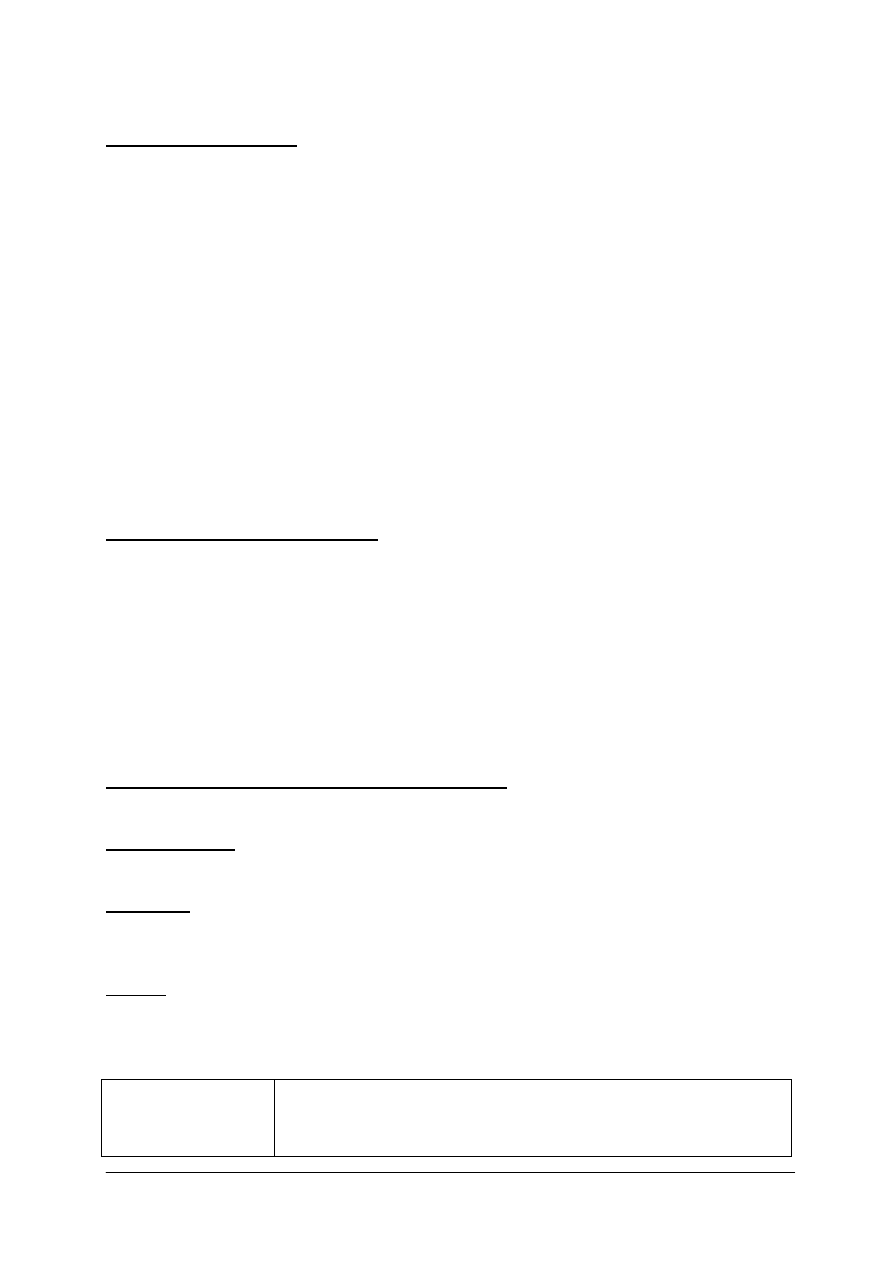
55
Polistyren EPS - Owipian
W instalacji Owipianu powstają dwa podstawowe rodzaje ścieków:
– ścieki chemicznie zanieczyszczone – są to głównie ścieki z wirówki zawierające
perełki Owipianu oraz związki organiczne i sole mineralne pochodzące z procesu
polimeryzacji. Ścieki te kieruje się poprzez osadnik do łapaczki, skąd odprowadza się
je do kanalizacji wód chemicznie zanieczyszczonych. W zależności od potrzeb
okresowo komory łapaczki są opróżniane, a ich zawartość wywożona jest na
składowisko.
Wodę po myciu reaktorów spuszcza się poprzez tacę zrzutu awaryjnego lub komorę
węglowodorową i łapaczkę do kanalizacji wód chemicznie zanieczyszczonych. Ścieki
porządkowe kierowane są poprzez łapaczkę do kanalizacji chemicznej.
– ścieki umownie czyste - są to wody pochłodnicze pochodzące przede wszystkim z
przeponowego chłodzenia reaktorów i innych aparatów oraz kondensatu z pary
wodnej. Ilość tych ścieków zbliżona jest do ilości zużycia wody przemysłowej. Wody
te spływają do zbiornika skąd przetłaczane są do firmy Energetyka-Dwory Sp. z o.o.
Nadmiar spływa do kanalizacji wód chemicznie zanieczyszczonych.
Polistyreny GPPS i HIPS - Owispole
Węzeł produkcyjny polistyrenu metodą polimeryzacji w masie jest źródłem następujących
ścieków:
– ścieki technologiczne powstające w wyniku okresowego opróżniania układu
próżniowego
– ścieki technologiczne powstające w wyniku oczyszczania zużytego złoża do
usuwania
– ścieki porządkowe, sanitarne, deszczowe
Ścieki technologiczne, porządkowe, sanitarne i część ścieków deszczowych są
odprowadzane do kanalizacji wód chemicznie zanieczyszczonych.
Octan sodu, Octan sodu trójwodnego, Octan wapnia - podczas ich produkcji nie powstają
ścieki produkcyjne.
Fosforan wapnia - powstają ścieki produkcyjne głównie z węzła filtracji zawiesiny fosforanu
wapniowego. Ścieki odprowadzane śą
Smar GSM - podczas produkcji smaru GSM nie powstają ścieki produkcyjne.
Ścieki porządkowe, wodę z mycia posadzek hal produkcyjnych itp. odprowadzane są poprzez
łapaczkę do kanalizacji wód chemicznie zanieczyszczonych.
Styrozol
Podczas produkcji Styrozolu nie powstają ścieki produkcyjne. Ścieki porządkowe spływają do
bezodpływowego dołu awaryjnego skąd okresowo przetłaczane są do kanalizacji wód
chemicznie zanieczyszczonych.
Metody ograniczenia
zrzutu ścieku/ładunku
w ściekach
Ścieki są kierowane poprzez łapaczkę do kanalizacji ścieków
chemicznie zanieczyszczonych. Komory łapaczki są okresowo
opróżniane, a ich zawartość wywożona na składowisko.
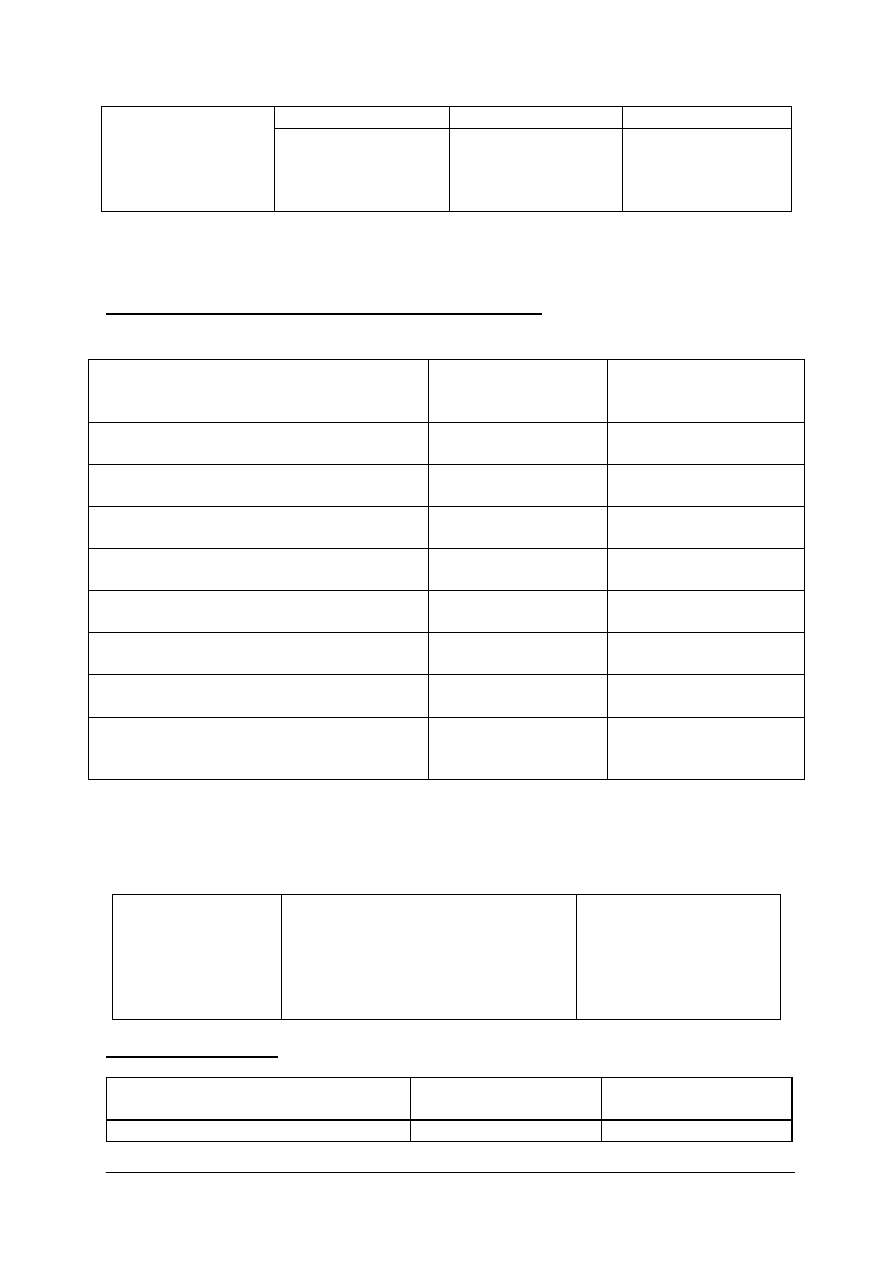
56
Związek
Ładunek
Objętość
Zrzut ścieku
1.ChZT
2.Sucha pozostałość
1. 703,9 Mg/rok*
2. 331,5 Mg/rok*
180 000 m
3
/rok
(ścieki
poprodukcyjne i
sanitarne)
*- ze względu na wspólne ciągi technologiczne dla wymienionych w pkt.4.8 tworzyw i
środków pomocniczych nie jest możliwa dokładna ocena ilości ścieku na 1 Mg produktu
Odpady stałe: charakterystyka, ilość, sposoby utylizacji*
(*suma dla procesów wymienionych w pkt.4.8.)
Związek/klasyfikacja
Ilość
Sposób postępowania (R
lub D z ustawy o
odpadach)
Wodorotlenek wapniowy – kod 06 02 01*
12 Mg/rok
Przekazanie
uprawnionemu odbiorcy.
Pozostałości podestylacyjne i poreakcyjne –
kod 07 01 08*, 07 02 08*
500 Mg/rok
Przekazanie
uprawnionemu odbiorcy.
Poreakcyjne odpady związków wapnia – kod
06 09 04
3Mg/rok
Przekazanie
uprawnionemu odbiorcy.
Inne zużyte sorbenty i osady pofiltracyjne (z
produkcji styrenu) – kod 07 02 10*
10 Mg/rok
Przekazanie
uprawnionemu odbiorcy.
Inne nie wymienione odpady – kod 07 03 99
3Mg/rok
Przekazanie
uprawnionemu odbiorcy.
Odpady tworzyw sztucznych – kod 07 02 13,
07 02 99
230 Mg/rok
Przekazanie
uprawnionemu odbiorcy.
Odpady opakowaniowe – grupa 15
130 Mg/rok
R-14, Przekazanie
uprawnionemu odbiorcy.
Zużyte katalizatory zawierające złoto, srebro,
ren, rod, pallad, iryd lub platynę – kod 16 08
01
2Mg/rok
Przekazanie
uprawnionemu odbiorcy.
4.8.4. Zużycie mediów
Zużycie mediów:
Woda ogółem –
w tym:
1. Woda podziemna
2. Woda powierzchniowa (w tym
woda zdemineralizowana)
1 561 000m3/rok
21 000 m
3
/rok
1 540 000 m
3
/rok
Polistyren EPS Owipian
Medium energetyczne na 1Mg
produktu
Instalacja Owipian
Europa – DRAFT
Zimno [GJ]
0 ÷ 0,4
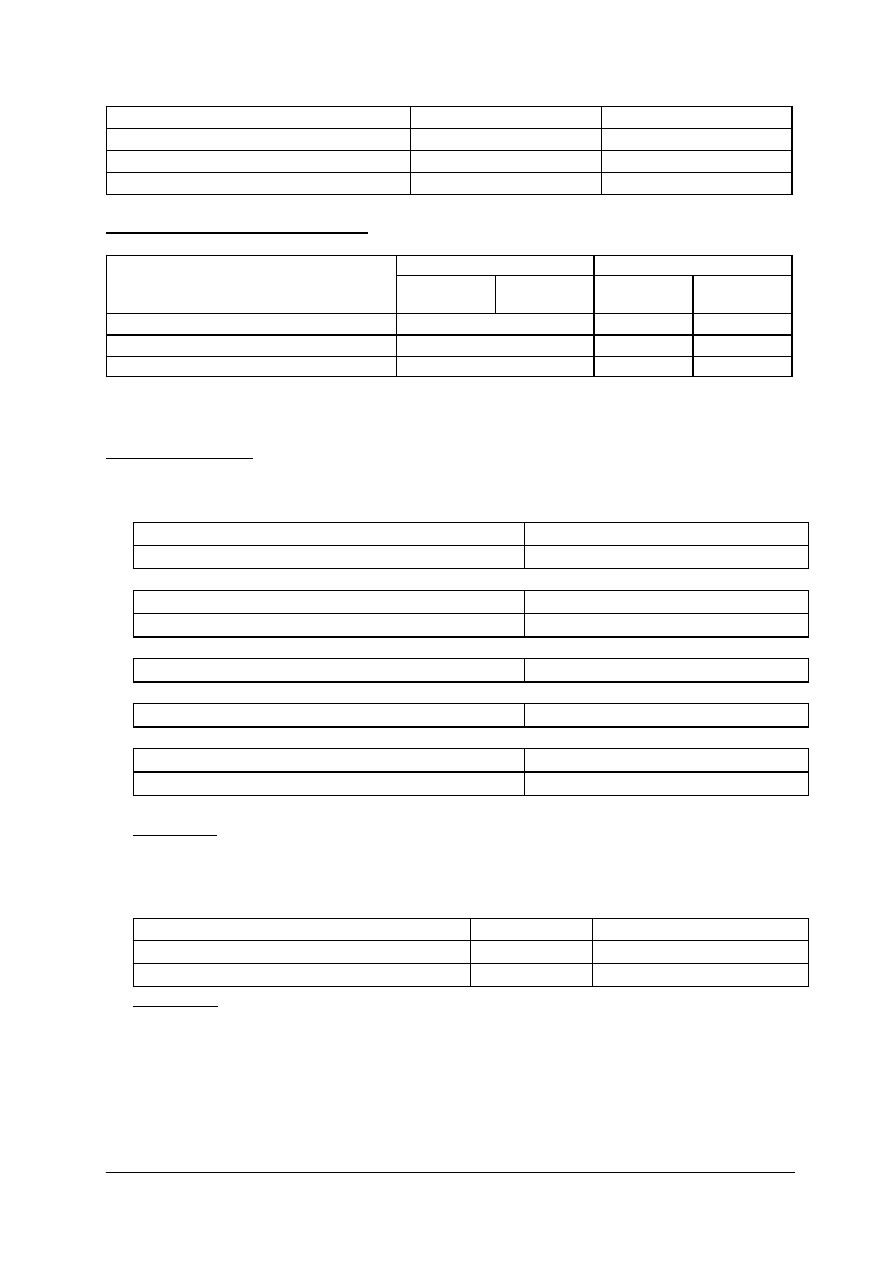
57
Para 1,2 MPa [GJ]
0,6 ÷ 1
Para 0,35 MPa [GJ]
0,6 ÷ 1
Energia elektryczna [kWh]
100 ÷ 200
Całkowita energia [GJ]
1,8-2,5
Polistyren GPPS i HIPS - Owispol
Instalacja Owispol (*)
Europa – DRAFT
Medium energetyczne na 1Mg
produktu
GPPS
HIPS
GPPS
HIPS
Para 0,35 MPa [GJ]
0,1
÷1
Energia elektryczna [kWh]
50
÷1500
Całkowita energia [GJ]
1,08-1,8
1,48-1,8
(*) - wskaźniki zależą od produkowanej odmiany Owispolu, częstotliwości i kolejności
przejść oraz częstotliwości zatrzymań instalacji
Środki pomocnicze
Wskaźniki energetyczne na 1 Mg produktu
Zakres
Octan sodu
Para 1,2 MPa [GJ]
90
÷130
Energia elektryczna [kWh]
5500
÷7000
Octan sodu trójwodny
Para 1,2 MPa [GJ]
45
÷70
Energia elektryczna [kWh]
1400
÷1700
Octan wapnia (25% roztwór)
Energia elektryczna [kWh]
800
÷1000
Fosforan wapnia
Energia elektryczna [kWh]
800
÷1000
Smar GSM
Para 1,2 MPa [GJ]
4
÷7
Energia elektryczna [kWh]
110
÷150
Komentarz – wskaźniki zależą od wykorzystania zdolności produkcyjnej poszczególnych
instalacji, produkowanego asortymentu i od stosowanej receptury.
Styrozol -Wskaźniki zużycia mediów energetycznych.
Medium energetyczne na 1 Mg produktu
Zakres
Uwagi
Energia elektryczna [kWh]
30
÷45
w zależności od receptury
Para wodna 1,2 MPa [GJ]
0
÷2
cele grzewcze
Komentarz: energia elektryczna - zużycie zależne od receptury
4.8.5. Tworzywa polistyrenowe – wytyczne dla technik BAT
Podstawowy zestaw wytycznych zawarto w rozdziale 6
Techniki charakterystyczne dla produkcji tworzyw polistyrenowych
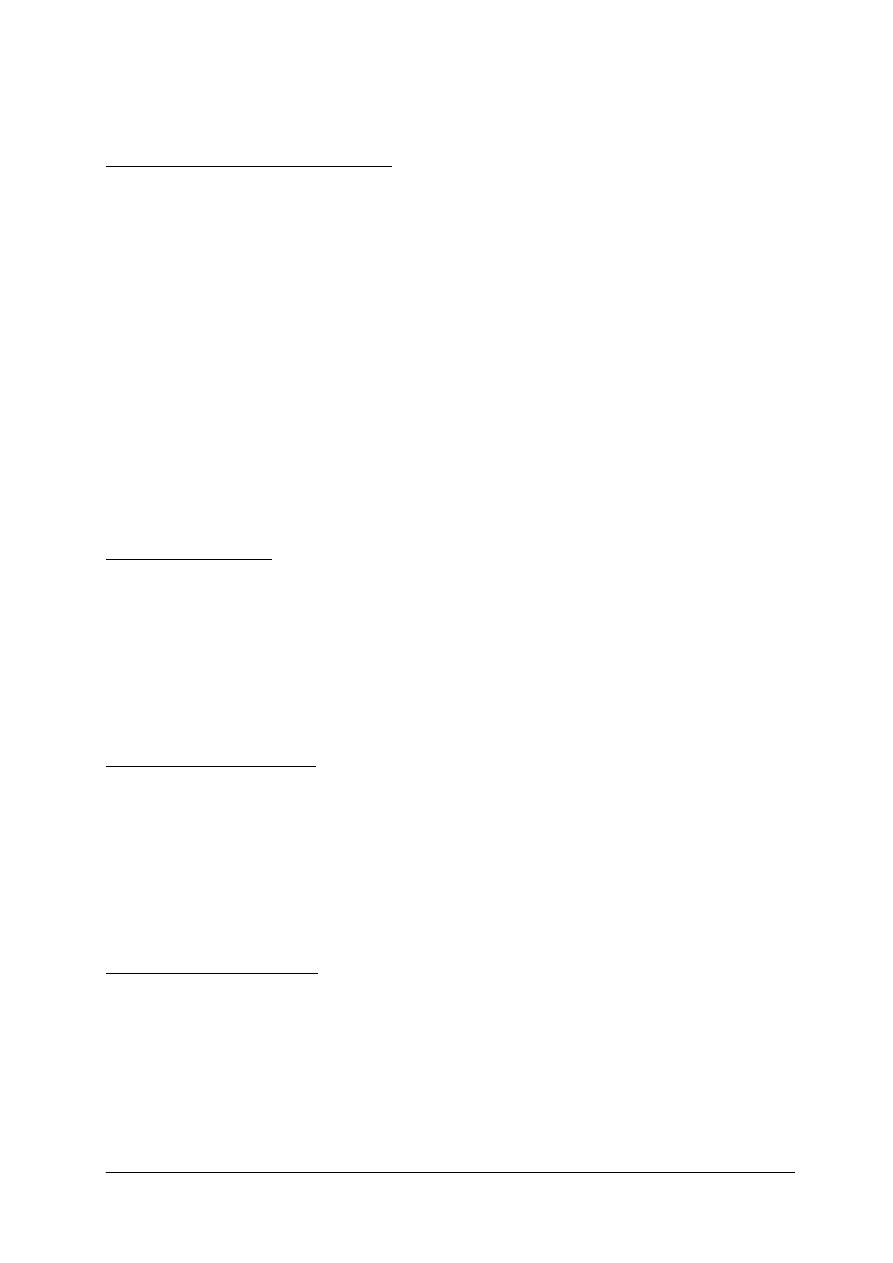
58
Pomiary i ocena strat substancji lotnych
W ramach tej techniki zalecane są pomiary kontrolne i dokonywanie oceny ilości substancji
emitowanych, szczególnie w części wstępnej procesu przy przygotowywaniu produkcji
(środowiska reakcji), oraz samej polimeryzacji, ponieważ główny monomer jest substancją
toksyczną, a zarazem lotną. Od prawidłowości przebiegu procesu w znacznym stopniu zależy
wielkość wyemitowanego ładunku substancji do atmosfery, a także ilość odpadów powstałych
w procesie – stąd od obsługi należy wymagać szczególnych umiejętności i znajomości
procesu. W późniejszej fazie procesu istotny jest stopień degazacji produktu, czyli odpędzenia
i zawrócenia do produkcji odzyskanego monomeru. Szczególną uwagę należy zwrócić na
emisję do atmosfery przy produkcji tzw. owipianu, do wytwarzania, którego stosuje się lotne
substancje jako środki porotwórcze (pentan). Z tej racji na emitorach związanych z końcową
obróbką produktu muszą być instalowane urządzenia redukujące. Z kolei jako gaz
zapewniający bezpieczeństwo przy magazynowaniu gotowego produktu stosowany jest azot
(przedmuchiwanie silosów od dołu w sposób regulowany azotem). W końcowej fazie
produkcji tzw. owispoli metodą polimeryzacji w masie należy szczególną uwagę zwrócić na
prawidłowość przebiegu procesu degazacji, który jest prowadzony od wysoką próżnią.
Prawidłowo prowadzony proces zapewnia prawie w 100% odzysk styrenu i etylobenzenu.
Redukcja emisji pyłów
Tam, gdzie w procesie występują pyły (zarówno w gospodarce surowcowej jak i w samym
procesie, lub obróbce końcowego produktu, o ile w takiej postaci on występuje), należy
stosować następujące zasady (techniki): hermetyzacja przesyłu substancji, właściwy sposób
pakowania, oraz stosowanie urządzeń redukujących takich jak cyklony, multicyklony czy
różnego rodzaju filtry na wylotach z urządzeń odpylających. Pyły tworzyw styrenowych
występujące przy pakowaniu produktu, lub w jego przetwórstwie są ciężkie i nie stanowią
większego problemu dla środowska.
Zamknięte systemy zrzutowe
W gospodarce magazynowej w szerokim tego słowa pojęciu należy zabezpieczyć możliwość
magazynowania produktu przejściowego, lub finalnego, który nie spełnia wymogów
jakościowych i wymaga dodatkowej obróbki lub specjalnego sposobu unieszkodliwienia.
Monomery, które nie spełniają wymogów jakości mogą być dodatkowo poddane procesom
regeneracji i być zawracane ponownie do procesu, a niektóre polimery wykorzystane przez
tzw. drobnych odbiorców do nietypowych zastosowań. W produkcji polistyrenu EPS
bilansowania wymaga monomer i substancja porotwórcza.
Racjonalna gospodarka wodą
Woda stosowana do chłodzenia aparatury powinna być w obiegach zamkniętych, a tylko
ubytki uzupełniane wodą świeżą. Woda stosowana w technologii do tworzenia środowiska
reakcji (sporządzanie roztworów, przemywanie produktu) z reguły musi być specjalnie
przygotowywana poprzez proces demineralizacji lub zmiękczania. Stąd, potrzeba jej
racjonalnego wykorzystania, w tym tam gdzie to możliwe – zawracania do procesu, lub
częściowego zawracania.
59
4.9. ŻYWICE AMINO–FORMALDEHYDOWE I FENOLOWO-
FORMALDEHYDOWE
Podstawowe grupy wyrobów:
1. Żywice klejowe
2. Żywice do produkcji płyt OSB i płyt wiórowych wodoodpornych
3. Żywice do produkcji sklejki
4. Żywice impregnacyjne
5. Żywice odlewnicze
4.9.1 Aminowe żywice klejowe – przykładowy opis technologii
Opis procesu :
1. Wprowadzenie do reaktora określonej ilości formaliny;
2. Zobojętnienie formaliny roztworem wodorotlenku sodu;
3. Wprowadzenie do reaktora określonej ilości mocznika i/ lub melaminy;
4. Ogrzanie zawartości reaktora do temperatury ok. 90°C;
5. Prowadzenie kondensacji w środowisku alkalicznym;
6. Obniżenie wartości pH przez dodatek roztworu kwasu mrówkowego;
7. Prowadzenie kondensacji w środowisku kwaśnym;
8. Zobojętnienie żywicy i schłodzenie do temperatury ok.85°C;
9. Wprowadzenie drugiej porcji mocznika;
10. Zagęszczenie przez odparowanie pod próżnią w wyparce do określonej
wymaganiami lepkości;
11. Schłodzenie żywicy do temperatury ok. 20°C;
12. Homogenizacja, stokażowanie, dystrybucja.
13. Destylacja wód poklejonych.
Miejsca powstawania emisji do atmosfery:
Układy reakcyjne;
Układy wyparne;
Zbiorniki: formaliny, półproduktu, produktów, pośrednie;
Instalacja destylacji wód poklejonych.
Miejsca powstawania ścieków:
Na instalacji Klejów występują następujące źródła zrzutów ścieków:
- Ścieki z rozszczelnienia instalacji i armatury produkcyjnej -zawierają przede wszystkim
roztwór żywicy klejowej (formaldehyd i mocznik)
- Ścieki z pomp próżniowych - zawierają przede wszystkim roztwór żywicy klejowej
- Ścieki ze skrubera oczyszczającego gazy odlotowe z węzła reakcyjnego.
- Ścieki z mycia urządzeń produkcyjnych
Oprócz w/w ścieków do kanalizacji przemysłowej jest odprowadzana część wywarów z destylacji wód
poklejowych.
Miejsca powstawania odpadów:
Czyszczenie aparatów technologicznych i osadników ścieków.
Wskaźniki zużycia i emisji
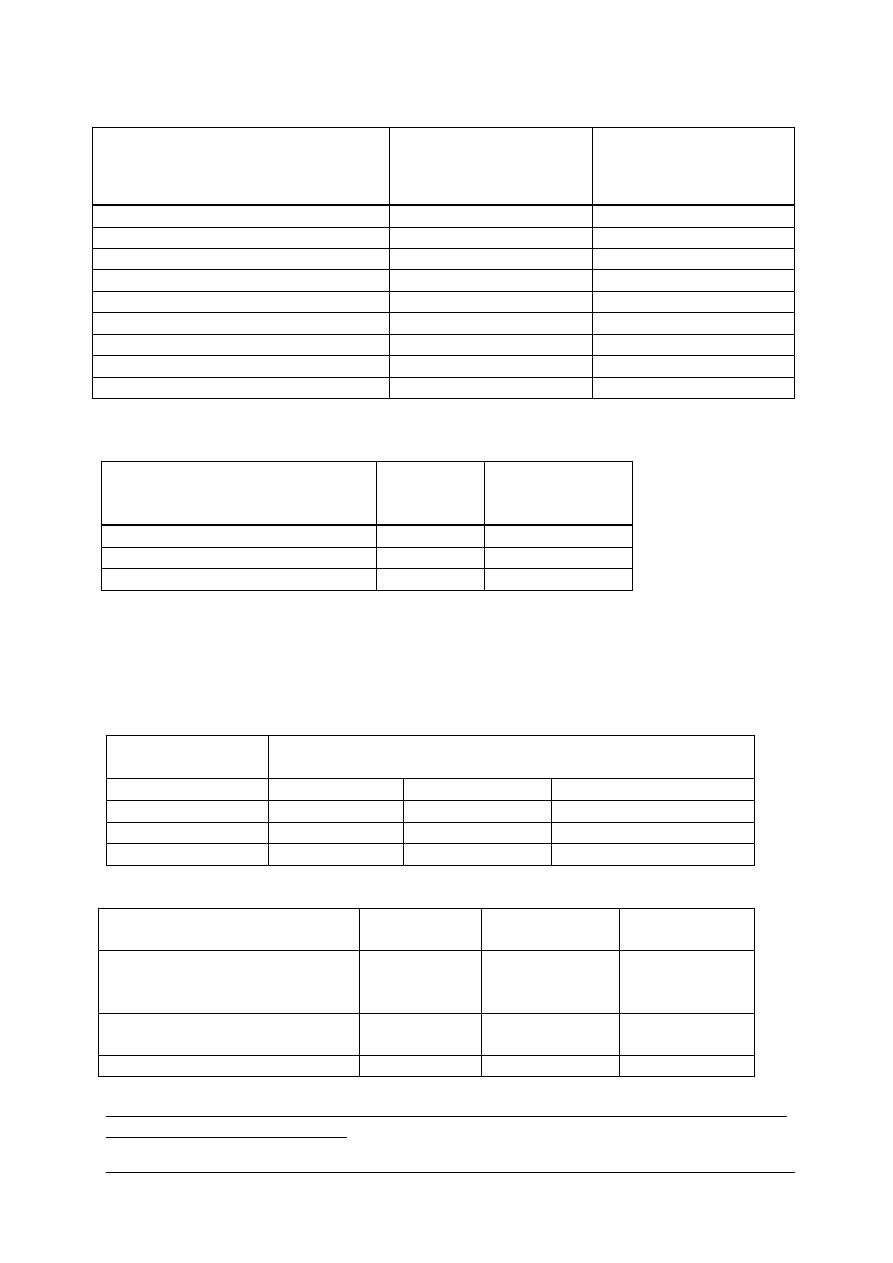
60
Tabela 4.9.1 Wskaźniki zużycia na instalacji klejów mocznikowych:
Wyszczególnienie materiału
Żywica klejowa
mocznikowo-
formaldehydowa
Żywica klejowa
melaminowo-
mocznikowo-
formaldehydowa
Formalina techniczna, kg
270 - 410
270 - 290
Mocznik granulowany 46% luz , kg
390 - 550
300 - 515
Melamina, kg
-
40 - 250
Kwas mrówkowy wp. 100%, kg
0,2 – 1,0
0,5 – 0,7
Ług sodowy wp. 100%, kg
0,5 – 2,0
1 - 2
Woda przemysłowa, m
3
1,0 - 1,5
1 - 2
Energia elektryczna , kWh
40 - 65
35 - 40
Energia cieplna w parze 0,6 MPa, GJ
1,7 – 2,9
2,5 – 4,0
Skrobia , kg
0 – 0,5
-
Tabela 4.9.2 Wskaźniki zużycia energii:
Wyszczególnienie surowca
J.m.
na
jednostkę
wyrobu
Normy zużycia
Energia cieplna w parze 0,6 MPa
GJ
1,7 – 4,0
Woda przemysłowa
m
3
1 – 2
Energia elektryczna
kWh
35 - 65
Zdolność produkcyjna ( dla żywicy mocznikowo- formaldehydowej):
- godzinowa:
21,27 t/h
- dobowa:
510 t/d
- roczna:
170 000 t/rok
Tabela 4.9.3 Wielkość emisji - do atmosfery:
Rodzaj
zanieczyszczeń
Ilość odprowadzana
kg/h kg/d t/rok
formaldehyd
0,496
11,92
3,968
metanol
2,347
56,32
18,756
mocznik ( pył)
0,423
10,15
3,379
amoniak
0,092
2,20
0,734
Tabela 4.9.4 Źródła ścieków na instalacji Klejów Mocznikowych
Źródło ścieków
Ilość ścieków
m
3
/d
Stężenie ChZT
mgO
2
/dm
3
Ładunek ChZT
kgO
2
/d
Oczyszczanie gazów
poreakcyjnych, mycie urządzeń i
posadzek,
47,9
1 880
93
Wywary z destylacji wód
poklejowych
41
5500
223
Razem
88
316
Istniejące systemy ograniczenia emisji do atmosfery, wód i gruntu i ich sprawności
planowane zamierzenia poprawy:
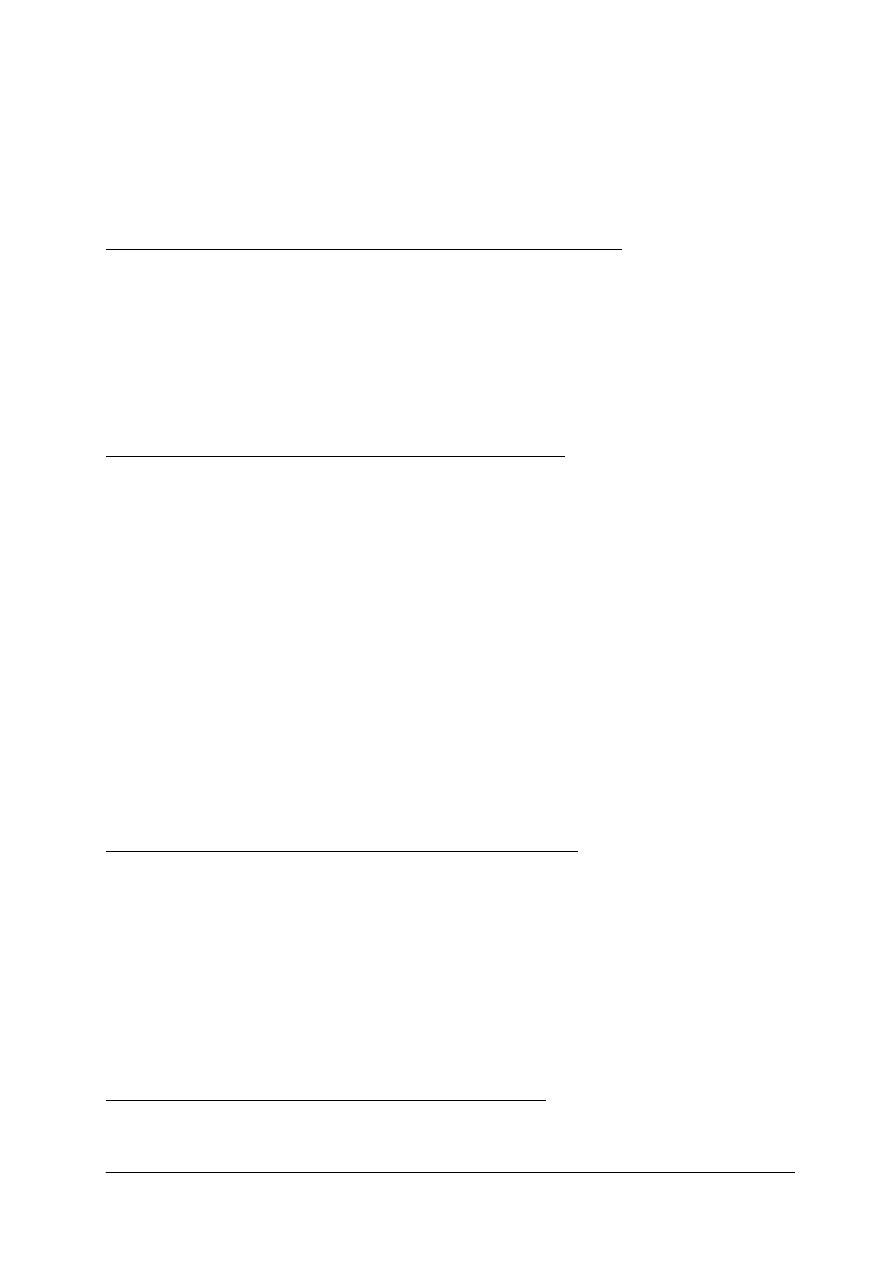
61
- wentylatory wyciągowe;
- filtr zasobnika mocznika;
- skruber wymywający opary, sprawność 88 -95%
- tace pod zbiornikami formaliny, kwasu mrówkowego, ługu sodowego,
- 4 osadniki ścieków,
- instalacji do destylacji wód poklejonych.
Zastosowanie, magazynowanie, pakowanie i formy wysyłki produktów:
Główne zastosowanie aminowych żywic klejowych – lepiszcze w produkcji tworzyw
drewnopochodnych oraz klejenie drewna i tworzyw drzewnych.
Żywice są przechowywane w zbiornikach stokażowych wykonanych z betonu lub stali.
Wyrób dostarczany jest :
- cysternami kolejowymi lub samochodowymi,
- dla klientów zewnętrznych - w opakowaniach jednostkowych przedstawionych przez
klienta,
Odpady: rodzaje, charakterystyka, ilości, sposoby postępowania:
• Typ odpadu- zżelowane żywice klejowe.
• Podstawowy skład chemiczny i własności - odpad to ciało stało, palne, słabo rozpuszczalne
w wodzie. Pod względem chemicznym to polimer mocznikowo - formaldehydowy ( około
70 %), woda oraz nieznaczne ilości wolnego formaldehydu ( poniżej 0,02 %)
• Opis sposobu gospodarowania odpadem- odpady z miejsc powstawania na Wydziale
Klejów kieruje się na tace ociekowe przy lokalnych podczyszczalniach ścieków. Po
odsączeniu, od
pady przewozi się do odpowiedniego sektora zakładowego składowiska odpadów
poremontowych Miejsce i sposób magazynowania- taca ociekowa przy wydziałowym
osadniku ścieków.
Istnieje możliwość spalenia odpadu w zakładowej elektrociepłowni.
• Dopuszczalna ilość do wytworzenia: 70 t/rok.
4.9.2. ŻYWICE AMINO-FORMALDEHYDOWE
Żywice do produkcji płyt OSB i płyt wiórowych wodoodpornych
Są
to
żywice
wieloskładnikowe:
melaminowo-
mocznikowo-
fenolowo-
formaldehydowe (MUPF)
Produkcja żywic typu MUPF polega na wytworzeniu poszczególnych żywic
składowych a mianowicie: żywicy mocznikowo- formaldehydowej, melaminowo-
formaldehydowej, fenolowo- formaldehydowej i ich zmieszaniu w odpowiednich proporcjach
a następnie dodaniu środka modyfikującego ułatwiającego przetwórstwo otrzymanej żywicy.
Do mieszaniny żywic: mocznikowo – formaldehydowej i melaminowo- formaldehydowej
dodaje się określoną ilość żywicy fenolowo – formaldehydowej oraz modyfikatora, całość
miesza się do ujednorodnienia parametrów, chłodzi i po ustaleniu wymaganych parametrów
ładuje gotowy wyrób do autocystern lub cystern kolejowych.
Żywice do produkcji sklejki suchotrwałej ( żywice typu MS )

62
Są to żywice mocznikowo- formaldehydowe lub mocznikowo- melaminowo-
formaldehydowe (żywice typu MS)
Wytwarzanie żywic prowadzi się na aparaturze przeznaczonej do kondensacji i destylacji
żywic do płyt wiórowych ( patrz p 1), lub w reaktorach kondensacyjno- destylacyjnych w
pozostałych
węzłach
produkcyjnych
instalacji
klejowych
żywic
mocznikowo-
formaldehydowych. Proces produkcji żywic typu MS polega na wytworzeniu produktów
kondensacji mocznika z formaldehydem lub mocznika i melaminy z formaldehydem w
procesie polikondensacji w środowisku zasadowym a następnie kwaśnym lub bezpośrednio w
środowisku kwaśnym a następnie odciągnięciu nadmiaru wody w procesie destylacji
próżniowej do uzyskania żądanych parametrów.
Żywice impregnacyjne do nasycania papierów
W tej grupie produkowane są żywice mocznikowo-formaldehydowe ( żywice FM) oraz
żywice melaminowo- formaldehydowe ( żywice PD-). Jest to produkcja bezściekowa.
Wytwarzanie żywic typu FM polega na wieloetapowej kondensacji mocznika
z formaldehydem prowadzonej w określonym środowisku reakcji, przy określonym stosunku
molowym mocznika do formaldehydu. Proces kondensacji prowadzi się do uzyskania
ustalonego stopnia skondensowania żywicy, którego miarą jest lepkość mieszaniny
reakcyjnej. Końcowy stosunek molowy mocznika do formaldehydu ustalany jest przez
dodatek odpowiedniej ilości mocznika po zakończeniu kondensacji.
Wytwarzanie żywic typu PD polega na kondensacji melaminy z formaldehydem
prowadzonej w obecności glikolu dwuetylenowego w alkalicznym środowisku reakcji przy
określonym stosunku molowym melaminy do formaldehydu. Kondensację prowadzi się do
określonego stopnia skondensowania, którego miarą jest tolerancja wodna.
Żywice odlewnicze
Są to żywice mocznikowo-formaldehydowe modyfikowane alkoholem furfurylowym
4.9.3 Żywice fenolowe
Żywice rezolowe
Żywice fenolowo – formaldehydowe typu rezolowego produkowane są w sposób
periodyczny. Jako gotowy wyrób występują w postaci cieczy jako wodne,
i alkoholowe roztwory. Produkcja żywic rezolowych polega na kondensacji fenolu
z formaliną w obecności katalizatorów zasadowych. Kondensacja żywic prowadzona jest do
parametrów odpowiadających danej żywicy. Po zakończeniu kondensacji następuje destylacja
próżniowa destylacja azeotropowa lub w przypadku żywic niedestylowanych następuje
chłodzenie i ewentualna modyfikacja żywicy dodatkami stałymi, ciekłymi lub rozpuszczanie
w alkoholach (metanol, etanol). Żywica po modyfikacji jest chłodzona do temperatury
odpowiadającej temperaturze magazynowania, a następnie wypuszczana do zbiornika
magazynowego, skąd rozlewana jest do opakowań jednostkowych (beczki, kontenery,
hoboki) lub tłoczona jest do autocystern (cystern kolejowych).
Żywice wodorozcieńczalne
Żywice fenolowo - formaldehydowe typu rezolowego (wodorozpuszczalne) produkowane są
w sposób periodyczny. Jako gotowy wyrób występują w postaci cieczy jako roztwory wodne.
Produkcja żywic wodorozpuszczalnych polega na kondensacji fenolu z formaliną w
obecności katalizatorów zasadowych. Kondensacja żywic prowadzona jest do parametrów

63
odpowiadających danej żywicy. Po zakończeniu kondensacji następuje chłodzenie i
ewentualna modyfikacja żywicy dodatkami stałymi. Żywica po modyfikacji jest chłodzona do
temperatury odpowiadającej temperaturze magazynowania, a następnie wypuszczona do
zbiornika magazynowego, skąd tłoczona jest do autocystern (cystern kolejowych).
Żywice nowolakowe
Żywice fenolowo – formaldehydowe typu nowolakowego produkowane są w sposób
periodyczny. Jako gotowy wyrób występują w postaci ciała stałego konfekcjonowanego na
instalacji zestalania żywic nowolakowych. Produkcja żywic nowolakowych polega na
polikondensacji we wrzeniu fenolu z formaliną w obecności kwasu szczawiowego jako
katalizatora reakcji chemicznej. Po zakończeniu kondensacji następuje destylacja próżniowa
(w zależności od typu żywicy nowolakowej prowadzona może być destylacja próżniowa z
przemywaniem masy reakcyjnej parą wodną lub destylacja pod ciśnieniem atmosferycznym).
Destylacja prowadzona jest do parametrów określonych technologią. Po uzyskaniu
określonych parametrów żywicę nowolakową wypuszcza się rurociągami z reaktora do
instalacji zestalania żywic nowolakowych, gdzie następuje jej schłodzenie rozkruszenie i
zapakowanie do opakowań transportowych.
4.9.4 PROCESY POMOCNICZE
Formalina
Formalinę otrzymuję się poprzez katalityczne utlenianie i odwodornienie metanolu
w obecności katalizatora srebrowego w temp. 580 – 680
0
C i pary wodnej jako nośnika ciepła.
Gazy następnie są kierowane do węzłów absorpcyjnych, gdzie formaldehyd i metanol są
absorbowane w wodzie.
Na instalacjach w Polsce produkuje się dwa rodzaje formaliny:
Formalinę techniczną (zwykłą) o zawartości formaldehydu ok. 37 % i zawartości metanolu
max 11%
Formalinę o podwyższonej zawartości formaldehydu (stężoną) o zawartości formaldehydu
45-50 % i zawartości metanolu 3-7%.
Proces produkcji formaliny w modernizowanej jednostce będzie prowadzony metodą
srebrową z efektywnym wykorzystaniem ciepła reakcji.
Reakcja syntezy formaldehydu przebiega w temp. 600 – 700
0
C na katalizatorze srebrowym.
Reakcja prowadzona jest przy stężeniu metanolu w mieszaninie metanolowo – powietrznej
wchodzącej do reaktora powyżej górnej granicy wybuchowości. Gazy opuszczające reaktor są
schładzane, oddając ciepło, które jest wykorzystane do produkcji pary wodnej. Gazy
następnie są kierowane do węzłów absorpcyjnych, gdzie formaldehyd i metanol są
absorbowane w wodzie. Niezaabsorbowane gazy, głównie wodór i azot są kierowane do
spalatora.
Półprodukty –
Produkcja półproduktów opiera się na tej samej zasadzie, co produkcja żywic fenolowo –
formaldehydowych. Półprodukty przygotowywane są we własnym zakresie celem dalszego
ich wykorzystania w procesie produkcji gotowego wyrobu. Ilość zużywanych półproduktów
jest niewielka, w związku z tym zdecydowaliśmy się na wykonanie osobnej instalacji, na
której można je produkować. Ponadto reaktor służy również do przygotowywania
utwardzaczy. Utwardzacze do naszych wyrobów są utwardzaczami kwaśnymi. Ich produkcja
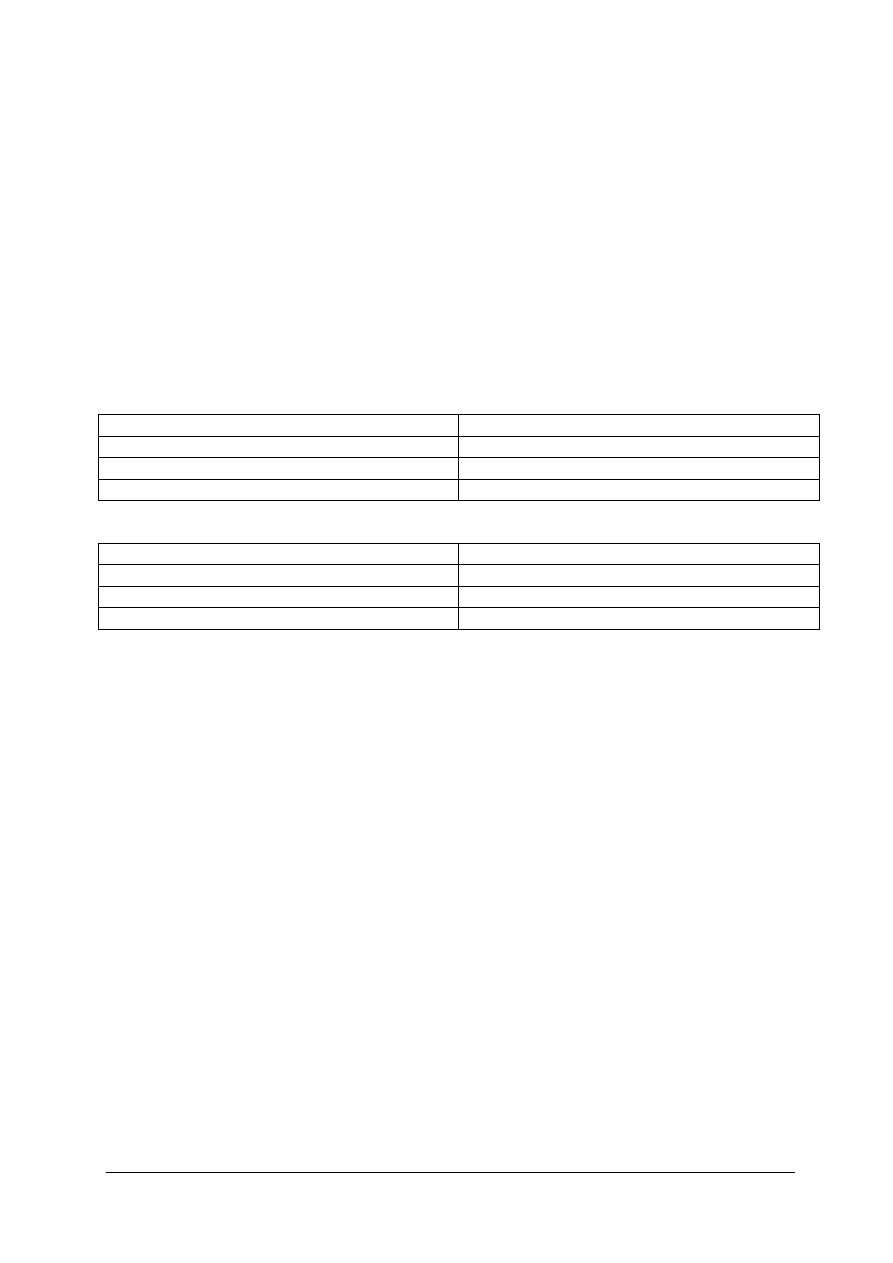
64
polega w większości na wymieszaniu na zimno składników danego utwardzacza, wykonaniu
analiz laboratoryjnych i wypuszczeniu do opakowań.
Żywice kalafoniowe – zdolność prod. 500 Mg/rok
Żywice kalafoniowe produkowane są w sposób periodyczny. Jako gotowy wyrób jest
to ciało stałe w postaci bryłek. Produkcja żywic kalafoniowych polega na kondensacji
kalafonii z półproduktami, a następnie żywice poddawane są estryfikacji gliceryną.
Estryfikację prowadzi się do określonych normą parametrów gotowego wyrobu. Po uzyskaniu
parametrów gotowego wyrobu zgodnych z wymaganiami żywicę wypuszcza się do instalacji
schładzania i konfekcjionowania gotowego wyrobu.
4.9.5. Charakterystyka emisji
Tabela 4.9.1 Wskaźniki emisji do atmosfery dla produkcji aminoplastów
kg/Mg żywicy
formaldehyd
0,33
Alkohol furfurylowy
0,39
Glikol
0,0158
Tabela 4.9.2 Wskaźniki emisji do atmosfery dla produkcji formaliny
kg/Mg formaliny
formaldehyd
0,033
tlenek węgla
0,821
metanol
0,12
4.10. POLI(METAKRYLAN METYLU) PMMA
Granulat PMMA stosowany jest w przemyśle oświetleniowym, budowlanym,
optycznym oraz motoryzacyjnym do produkcji osłon świateł i odbłyśników. Granulat jest
magazynowany w workach z tworzyw sztucznych po 25 kg, na paletach po 500 kg
(20 worków). Jest on przechowywany w magazynach suchych, w temperaturze nie
przekraczającej 30
o
C. Granulatu nie należy przechowywać z rozpuszczalnikami
organicznymi. Granulat PMMA nie podlega przepisom RID / ADR.
4.10.1.
Opis technologii
Proces otrzymywania granulatu PMMA - wytłaczanego składa się z następujących stadiów:
1) przygotowanie surowców,
2) przygotowanie wody dyspersyjnej,
3) polimeryzacja właściwa,
4) dopolimeryzowanie,
5) neutralizacja szlamu perełkowego i wirowanie,
6) suszenie,
7) przetwórstwo.
Proces
suspensyjnej
polimeryzacji
metakrylanu
metylu
prowadzi
się
w polimeryzatorach zaopatrzonych w mieszadło, oraz płaszcz grzejno-chłodzący.
Podstawowy surowiec, jakim jest metakrylan metylu tłoczony jest ze zbiorników
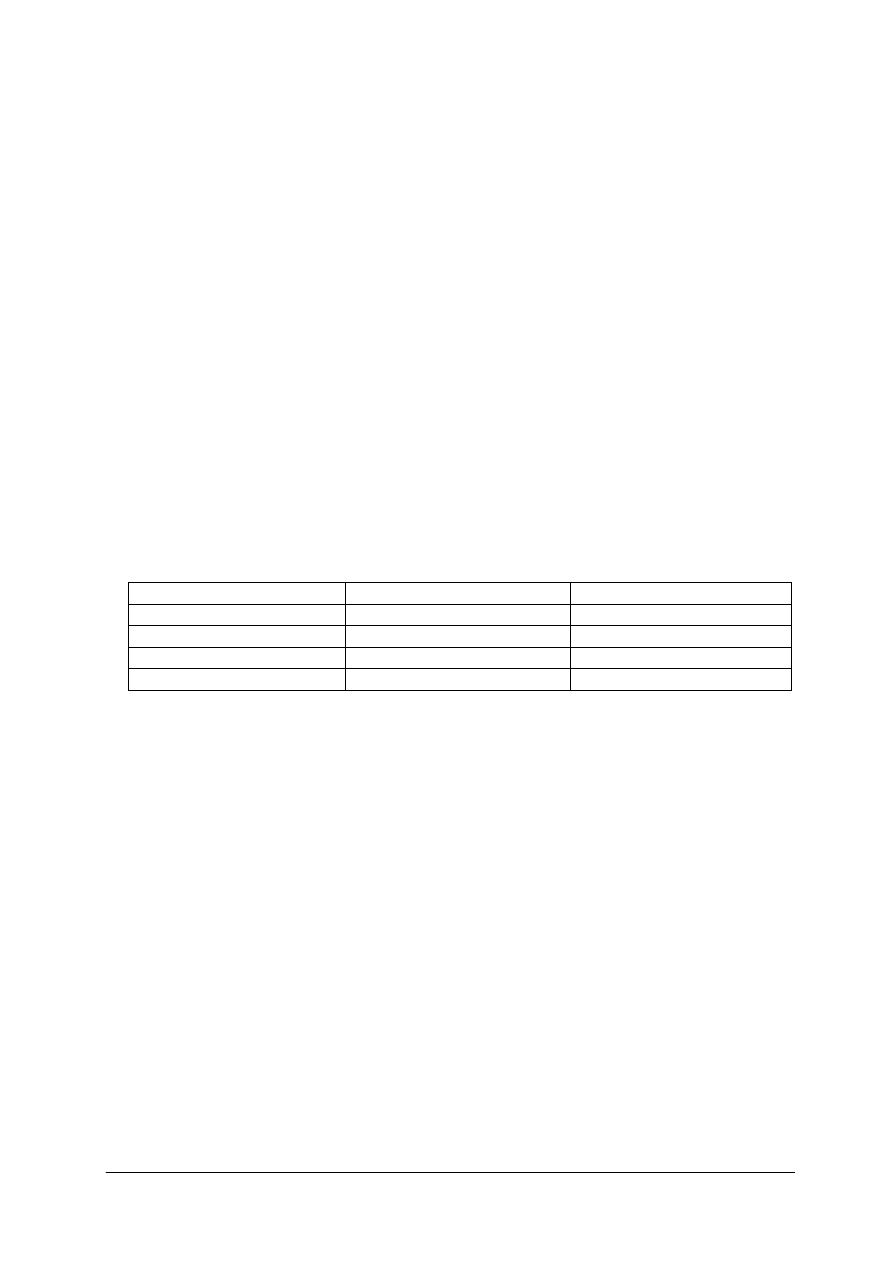
65
manipulacyjnych poprzez licznik do miernika, do którego podaje się następnie odważona
ilość inicjatora AIBN (azodwuizobutyronitryl) i regulatora (merkaptan n-dodecylowy) w
ilościach wg receptury. Z mieszalnika monomer wraz z dodatkami wprowadza się do
polimeryzatora, w którym uprzednio przygotowano wodę dyspersyjna tj. zawiesinę fosforanu
wapnia w wodzie lub fosforanu wapnia wytworzonego z fosforanu sodu i chlorku wapnia.
Proces polimeryzacji prowadzi się w temp. ok. 78 - 80°C przez okres około 2,5 - 3 godzin, aż
do wystąpienia wyraźnego piku na wykresie temperatury, po czym prowadzi się wygrzewanie
i hartowanie perełek w temp. przez okres 2,5 godzin. Następnie po schłodzeniu do 60°C
szlam perełkowy przepompowuje się do neutralizatora, gdzie ulega rozkładowi dyspergator,
po czym uzyskane perełki podaje się na wirówki celem odmycia i usunięcia nadmiaru wody.
Po wysuszeniu w suszarce, transporterem pneumatycznym perełki kieruje się do silosów.
Perełki z silosów wprowadza się wprost do wytłaczarki, jeśli produkuje się granulat
bezbarwny, lub poprzez mieszalniki, w których następuje ich powierzchniowe zabarwienie.
W wyniku przetłoczenia przez wytłaczarkę i zgranulowania, otrzymuje się granulat PMMA.
1.
Bilans zewnętrzny
pobór surowców, półproduktów i materiałów pomocniczych
Surowce do produkcji granulatu PMMA są kupowane od dostawców krajowych
i zagranicznych. Magazynuje się je w odpowiednich zbiornikach, halach i
pomieszczeniach magazynowych w odpowiednich dla danego surowca opakowaniach
– patrz tabela – i warunkach:
Surowce do produkcji PMMA
Metakrylan metylu
2,2 azodwuizobutyronitryl
Nadtlenek benzoilu
Merkaptan n-dodecylowy
Fosforan wapniowy
Ftalan dwuoktylu
Emulgator K-30
Sulframina
Woda odmineralizowana
Uwitex OB
Barwiniki i pigmenty
Kwas solny
Nadsiarczan potasu
pobór czynników energetycznych
Media energetyczne dostarczane są do instalacji produkcyjnej rurociągami (z
wyjątkiem energii elektrycznej) i pochodzą z elektrociepłowni – „Energetyka Dwory”
(para grzewcza, prąd elektryczny) lub Firmy Chemicznej Dwory (woda przemysłowa,
powietrze pomiarowe)
zdolność produkcyjna godzinowa, dobowa, roczna
zdolność produkcyjna godzinowa: 0,5 tony
zdolność produkcyjna dobowa: 12 ton
zdolność produkcyjna roczna: 3 400 ton
4.10.2.
Wielkość emisji
Średnia emisja w stanach normalnych: ok. 4,59 Mg metakrylanu metylu/rok (ok. 0,565
kg/h).
W stanach odbiegających od normalnych maksymalna emisja może wynosić: ok. 3,81
kg metakrylanu metylu/godzina.
istniejące systemy ograniczania emisji do atmosfery, wód, gruntu i ich sprawności
oraz planowane zamierzenia poprawy
systemy ograniczania emisji do atmosfery: cyklon, filtr rękawowy (η = 90%)
ograniczające emisję pyłu z suszarki obrotowej

66
systemy ograniczania emisji do wód: osadnik (odstojnik), do którego dopływa woda
użyta do polimeryzacji jako ośrodek rozpraszający oraz woda użyta do płukania
szlamu perełkowego w wirówkach
odpady stałe: charakterystyka, ilość, sposoby utylizacji
Odpady produkcyjne powstające podczas wytwarzania granulatu PMMA:
Zlepieńce
Są to odpady powstałe na wtryskarkach w trakcie przygotowania kształtek do badań
oraz z przejścia na inne kolory, z metapleksu wytłaczanego oraz polimer, usuwany
okresowo podczas czyszczenia polimeryzatorów, który osadził się na ich ściankach
oraz na mieszadłach. Ilość zlepieńców wynosi około 2,5 kg/t produktu.
Zmiotki
Granulat lub perełki zmiecione z posadzki (przypadkowe rozsypania) wskutek
zanieczyszczeń mechanicznych nie nadają się bezpośrednio do przetwórstwa. Ilość ich
wynosi średnio 5 kg/t produktu.
Wszystkie produkty odpadowe są sprzedawane odbiorcom posiadającym stosowne
uprawnienia, którzy wykorzystują je w procesach przetwórstwa. Podczas wytwarzania
granulatu PMMA nie powstają odpady niebezpieczne
energochłonność globalna produkcji – wielkość rzędu 1,2 GJ na tonę produktu
dotychczasowe pozwolenia sektorowe: decyzja o dopuszczalnej emisji
zastosowanie, magazynowanie, pakowanie i formy wysyłki produktów
5.0. NAJLEPSZE DOSTĘPNE TECHNIKI W PRODUKCJI
POLIMERÓW
Przeprowadzone rozeznanie w zakresie technologii stosowanych w polskim i europejskim
przemyśle produkcji polimerów pozwoliło na wytypowanie szeregu ogólnych wytycznych
dotyczących projektowania, funkcjonowania i monitoringu, którymi powinno się kierować
przy ocenie stopnia zaawansowania technologicznego instalacji produkcyjnej w przemysle
polimerów.
5.1System zarządzania środowiskiem
Technika ta polega na wdrożeniu systemu wymuszającego uwzględnienie aspektów ochrony
środowiska w codziennej działalności w oparciu o EN ISO 14 000, lub EMAS, albo systemu
opartego na tych standardach, dostosowanego indywidualnie do potrzeb danego zakładu.
5.2 Rozwiązania projektowe
W fazie projektowania należy zwrócić uwagę na następujące elementy:
- wszędzie, gdzie to możliwe projektować hermetyczne układy
- odpowietrzenia zbiorników, silosów i podobnych elementów winny być skolektorowane (o
ile względy bezpieczeństwa pozwalają na to), wyposażone w urządzenia redukujące, z
zaprojektowanymi gniazdami pomiarowymi.
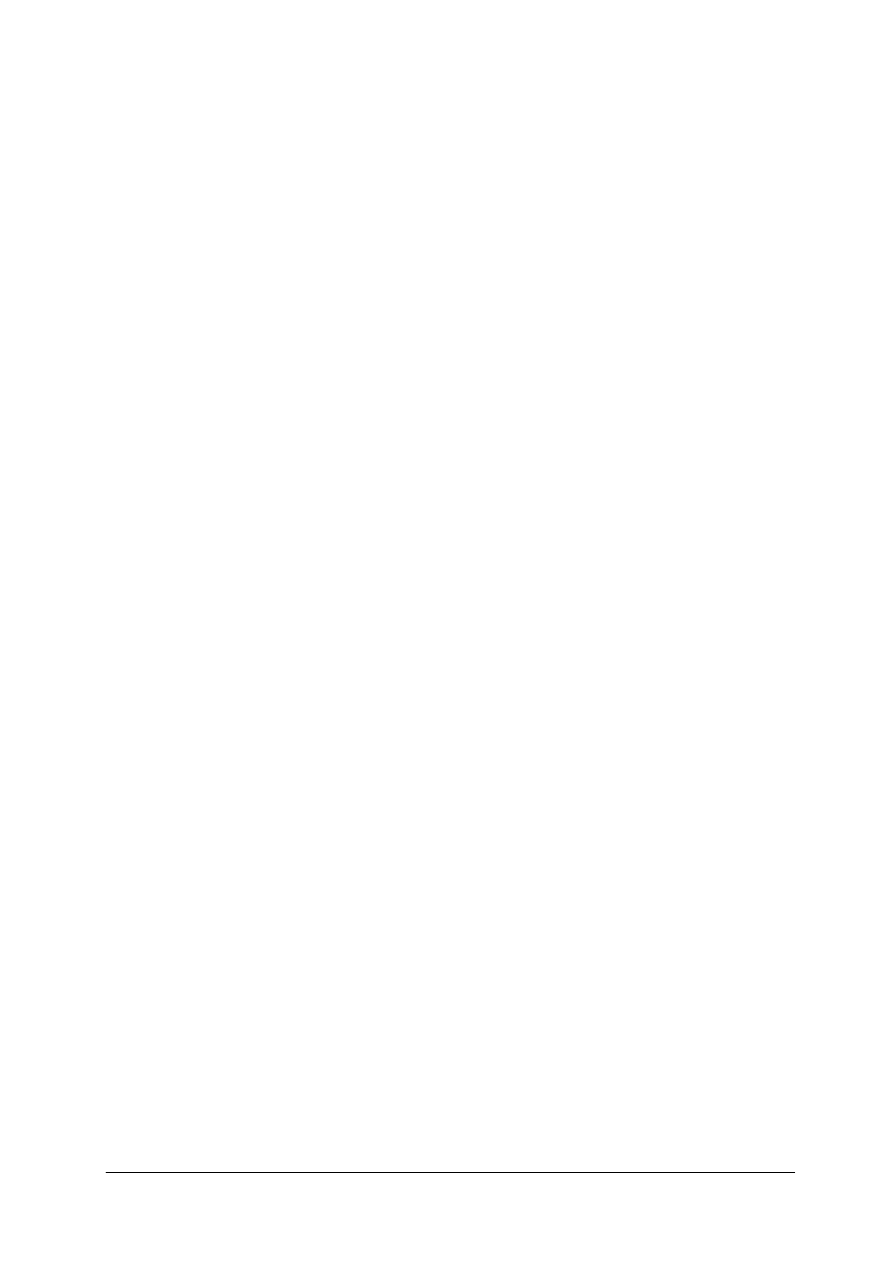
67
- tam gdzie to możliwe, za- i rozładunek, a także operacje zatrzymywania i uruchamiania
instalacji, czyli stan powodujący zwiększoną emisję, powinien być prowadzony w obiegu
zamkniętym
- urządzenia winny być wyposażone w elementy zabezpieczające przed nadmiernym
wzrostem ciśnienia np. zawory i płytki bezpieczeństwa, a z uwagi na przepływy awaryjne
znacznie przekraczające przepustowość układów pracujących w normalnych warunkach - ich
wyloty powinny być skierowane bezpośrednio do atmosfery ( z uwagi na możliwość
wystąpienia nieszczelności zaworu, a także wystąpienia niedrożności króćca dolotowego
proponuje się projektować płytki przed zaworami)
- projektowanie elementów wyposażenia aparatury, zapewniających maksymalną szczelność
całego układu, głównie w przypadku stosowania w produkcji substancji lotnych,
wykazujących szczególnie niebezpieczne działanie na środowisko
- dobór technologii powinien zapewniać minimalizowanie oddziaływania produkcji na
środowisko
5.3 Pomiary i ocena strat substancji lotnych
W ramach tej techniki zalecane są pomiary kontrolne i dokonywanie oceny ilości substancji
emitowanych, szczególnie w przypadku stosowania w procesach lotnych , toksycznych
substancji
5.4 Monitoring i konserwacja maszyn i urządzeń
Właściwy nadzór nad stanem maszyn i urządzeń zmniejsza częstotliwość występowania
awarii, wydłuża okresy międzyremontowe, a co za tym idzie okresy rozhermetyzowania
instalacji. Obserwacje i rejestr miejsc najbardziej narażonych na przecieki pozwala właściwie
modernizować instalację
5.5 Redukcja emisji pyłów
Tam, gdzie w procesie występują pyły (zarówno w gospodarce surowcowej jak i w samym
procesie, lub obróbce końcowego produktu, o ile w takiej postaci on występuje), należy
stosować następujące zasady (techniki): hermetyzacja przesyłu substancji, właściwy sposób
pakowania, oraz stosowanie urządzeń redukujących takich jak cyklony, multicyklony czy
różnego rodzaju filtry na wylotach z urządzeń odpylających
5.6 Ograniczanie częstotliwości uruchamiana i zatrzymywania instalacji
Właściwy nadzór nad stanem instalacji, a przede wszystkim wprowadzanie komputerowych
systemów sterowania procesami, funkcjonowanie dobrego systemu planowania produkcji i
stosowanie wysokiej klasy urządzeń zapewnia długie, bezawaryjne przebiegi procesów
5.7 Zamknięte systemy zrzutowe
W gospodarce magazynowej w szerokim tego słowa pojęciu należy zabezpieczyć możliwość
magazynowania produktu przejściowego, lub finalnego, który nie spełnia wymogów
jakościowych i wymaga dodatkowej obróbki lub specjalnego sposobu unieszkodliwienia. W
przypadku produkcji polimeru przeznaczonego do procesu koagulacji lub suszenia, często
racjonalnym jest jego uśrednianie. Monomery, które nie spełniają wymogów jakości mogą

68
być dodatkowo poddane procesom regeneracji i być zawracane ponownie do procesu, a
niektóre polimery wykorzystane przez tzw. drobnych odbiorców do nietypowych zastosowań.
5.8 Gospodarka ściekami
Otrzymywane z produkcji tworzyw sztucznych ścieki, z reguły mogą zawierać
nieprzereagowane monomery, podpolimery, wszelkie stosowane w procesie substancje
pomocnicze, oraz większe cząsteczki skoagulowanych polimerów. Stąd konieczność
zbierania ścieków w zbiorniku retencyjnym (tzw.„łapaczce”) i stosowania wszelkich
indywidualnie dobranych technik tzw. podczyszczania ścieków „u źródła”, przed
odprowadzeniem do kanalizacji (oczyszczalni ścieków). Takie rozwiązanie daje możliwość
kontroli odpływającego strumienia ścieków pod względem ilościowym i jakościowym.
Ważną techniką jest również zastępowanie substancji pomocniczych w procesach, będących
substancjami niebezpiecznymi dla środowiska, lub powodujących przekroczenia
dopuszczalnych norm w odbiornikach, na rzecz substancji bardziej przyjaznych, o ile jest to
ekonomicznie uzasadnione i nie pogarsza jakości produktu.
5.9 Zapobieganie nadmiernej emisji z odpowietrzeń zbiorników
Zbiorniki magazynowe winny być rodzajowo skupione w zespoły, a ich odpowietrzenia
skolektorowane (o ile względy bezpieczeństwa na to pozwalają) i zaopatrzone w urządzenia
redukujące. Magazynowane niebezpieczne substancje, o ile względy produkcyjne na to
pozwalają powinny być pod tzw. poduszką azotową, a przed odpowietrzeniem powinno być
zamknięcie wodno-azotowe. Lokalizacja i rodzaj urządzenia redukującego powinna zależeć
od stopnia szkodliwości emitowanej substancji, dostępności i stopnia redukcji, oraz
uwarunkowań ekonomicznych.
5.10 System zrzutów do pochodni
O ile w technologii występują strumienie odpadowe zawierające substancje palne, w miarę
możliwości strumienie te powinny być kierowane do regeneracji i zawracane do procesu lub
wykorzystywane w innych instalacjach, oraz stosowane jako gaz opałowy. O ile ilość
substancji emitowanej jest istotna, a z różnych względów nie może być skierowana
bezpośrednio jako gaz opałowy, należy bezwzględnie zastosować urządzenie redukujące na
wylocie, lub w ostateczności gazy te należy kierować na pochodnie. Dotyczy to całego
procesu produkcyjnego
5.11 Racjonalna gospodarka odpadami
Podstawa minimalizacji odpadów to prawidłowy przebieg procesu technologicznego. Nie
mniej w produkcji nie da się uniknąć całkowicie odpadów, którymi przede wszystkim są
pozostałości po destylacji i regeneracji odzyskanych monomerów, polimery z czyszczenia
aparatury, rurociągów i łapaczek, zużyte adsorbenty, materiały filtracyjne, odpady
opakowaniowe z surowców i substancji pomocniczych. Powstające odpady należy właściwie
magazynować i wykorzystywać zgodnie z najlepszymi regułami. Uzyskane odpadowe
polimery, właściwie segregowane w pewnej części mogą stanowić poszukiwany towar dla
drobnych wytwórców.
5.12 Racjonalna gospodarka wodą

69
Woda stosowana do chłodzenia aparatury powinna być w obiegach zamkniętych, a tylko
ubytki uzupełniane wodą świeżą. Woda stosowana w technologii do tworzenia środowiska
reakcji (sporządzanie roztworów, przemywanie produktu) z reguły musi być specjalnie
przygotowywana poprzez proces demineralizacji lub zmiękczania. Stąd, potrzeba jej
racjonalnego wykorzystania, w tym tam gdzie to możliwe – zawracania do procesu, lub
częściowego zawracania.
7.0. PERSPEKTYWICZNE TECHNOLOGIE
Na podstawie przeprowadzonych analiz literaturowych należy stwierdzić, iż w
zakresie technologii polimeryzacji zasadniczy postęp technologiczny obserwuje się w
obszarze syntez z użyciem katalizatorów Zieglera-Natty (w szczególności dotyczy to
produkcji poliolefin), kolejne generacje tych katalizatorów pozwalają na znaczące
zwiększenie wydajności procesu i poprawę wskaźników ekonomicznych. Dla innych technik
polimeryzacji (polireakcji) tego rodzaju spektakularnych zmian się nie obserwuje.
Przytaczane w dokumencie źródłowym [1] DRAFT POL opisy technologiczne bazują na
mechanizmach reakcji znanych od wielu lat, w tej sytuacji żadnej z opisanych tam technologii
nie można kwalifikować jako przestarzałej czy niedostatecznie zaawansowanej.
W grupie instalacji do produkcji polimerów zasadniczy postęp ujawnia się w stosowaniu
lepszych, efektywniejszych środków pomocniczych, stosowaniu zabiegów technologicznych
minimalizujących zużycie surowców, emisję zanieczyszczeń i odpadów, poprawiających
sprawność energetyczną procesu.
8.0. UWAGI KOŃCOWE
Zawarta zarówno w Poradniku jak i w dokumencie DRAFT POL [1] treść nie obejmuje
wszystkich obszarów dotyczących produkcji polimerów. Przykładowo w dokumencie
DRAFT w grupie kauczuków otrzymywanych metodą polimeryzacji emulsyjnej w opisie
praktycznie pomija się kauczuki butadienowo-akrylonitrylowe, choć akrylonitryl stosowany
jako monomer należy do grupy trucizn. Marginalnie potraktowana została również grupa
lateksów syntetycznych, choć światowy poziom ich produkcji sięga 8 mln. ton (w Polsce
ok.10 000 ton).
Zupełnie pominięte w dokumencie DRAFT zostały wodne dyspersje akrylowe i octanowe –
podstawa ogromnego rynku farb i klejów. Brak jest również informacji na temat żywic
fenolow-formaldehydowych i amino-formaldehydowych.
Być może opisy tych procesów znajdą się w kolejnych edycjach dokumentu źródłowego,
zatem ze względu na rozwojowy charakter prac nad dokumentami Unii Europejskiej niniejsze
opracowanie będzie musiało podlegać stałym uaktualnieniom.
Wyszukiwarka
Podobne podstrony:
Mat polimerowe w przemyśle zbrojeniowym
06 Podstawy syntezy polimerówid 6357 ppt
właściwości polimerów
W10A Polimery biostabilne
Przemyśl to
3 Prawo własności przemysłowej
Zanieczyszczenia powstające w przemyśle metalurgii żelaza prezentacja
ryzyko zawodowe w przemysle rolno spozywczym 3
15 10 2010 Polityka przemysłowa i polityka wspierania konkurencjiid 16086 ppt
Polimerki prezentacja
Podstawy Procesów Polimerowych Wykład 2
więcej podobnych podstron