Materia y polimerowe w
przemy le zbrojeniowym
Opracowa :
Rafa Pradelok
Polimery to materia y organiczne z
one ze
zwi zków w gla.
Tworzone s przez w giel, wodór i inne
pierwiastki niemetaliczne tj.: C, N, O, F, Si. W
sk ad polimerów wchodz równie dodatki
barwników lub pigmentów, katalizatorów,
nape niaczy, zmi kczaczy, antyutleniaczy i
innych.
Tworzywo polimerowe, materia którego g ównym
sk adnikiem determinuj cym jego struktur i
ciwo ci jest polimer.
Inne sk adniki to: nape niacze (w ókna mineralne,
glowe i grafitowe, proszki metaliczne,
sproszkowane tlenki i sole, grafit, sadza krzemionka,
mika itp.), fotostabilizatory, stabilizatory termiczne,
antyutleniacze i antyozonanty, antystatyki, rodki
uniepalniaj ce (antypiryny), plastyfikatory, rodki
barwi ce (pigment – nierozpuszczalny w polimerze,
barwnik – rozpuszczalny w polimerze), dodatki innych
polimerów tworz cych mieszanki lub roztwory i stopy.
Stosowane do produkcji kompozytów ywice
posiadaj
krótkie
cuchy o budowie liniowej.
Dopiero w wyniku procesu utwardzania nast puje
ich sieciowanie. W przypadku zbrojenia w óknami o
bardzo ma ej rednicy lepko
oraz napi cie
powierzchniowe ywic decyduj
o wype nieniu
ka dej pustej przestrzeni, o wypieraniu przez ciecz
cherzyków gazowych.
Pozostaj ce w osnowie pomi dzy w óknami gazy
tworz
pustki stanowi c zarodki mikrop kni
,
obni aj c wytrzyma
kompozytu.
Polimery charakteryzuj si :
• ma
sto ci ,
• izolacyjnymi w asno ciami cieplnymi i elektrycznymi,
• lekko ci i odporno ci na korozj ,
• ci gliwo ci ,
• gi tko ci i odkszta calno ci .
Materia y polimerowe nazywa si
kompozytami i kompozycjami oraz tworzywami
wzmocnionymi.
Zwykle nazwy te oznaczaj materia y
polimerowe zmodyfikowane zarówno
nape niaczami proszkowymi jak i w óknistymi
czy te polimerami sztywniejszymi ni matryca.
Niektórzy nazywaj kompozytem wy cznie
materia o spr
ystej matrycy w której w sposób
kontrolowany jest rozmieszczony nape niacz
wzmacniaj cy.
Sposoby wytwarzania
Metoda kontaktowa
Formowanie r czne, nazywane kontaktowym stosuje si
ównie do wykonywania laminatów. Polega ono na u
eniu
w formie zbrojenia w postaci maty lub tkaniny i nas czeniu go
mieszank
ywicy i utwardzacza za pomoc
dzla oraz
zag szczaniu wa kiem gumowym. Po dok adnym nas czeniu
jednej warstwy zbrojenia mieszank
ywicy i utwardzacza,
mo na na
kolejn warstw .
Metoda ta jest wykorzystywana do produkcji wyrobów
jednostkowych o prostych, nieskomplikowanych kszta tach.
Jej zalet jest to, e nie wymaga stosowania zbyt
skomplikowanych form i oprzyrz dowania. Do wad tej metody
zaliczy mo na du
pracoch onno
i materia och onno
.
Nie nadaje si ona do produkcji masowej.
Sposoby wytwarzania
Metoda natryskowa
Odmian metody kontaktowej jest metoda natrysku. W metodzie tej
nie stosuje si
ókien wzmacniaj cych w postaci mat i tkanin, lecz
ókno ci
e (najcz
ciej w postaci tzw. rowingu szklanego), które
za pomoc specjalnych urz dze jest ci te i-równocze nie z
kompozycj
ywicy - natryskiwane na form , tworz c na niej rodzaj
lu nego ko ucha. Po jego doci ni ciu do formy, podobnie jak w
klasycznej metodzie kontaktowej za pomoc
dzli i wa ków,
powstaje skorupa wyrobu. W metodzie tej wykorzystuje si
urz dzenie natryskowe, sk adaj ce si z pistoletu i agregatu
z pojemnikami na ywic z utwardzaczem i w ókna oraz spr
arki
powietrznej.
Metoda ta w porównaniu z formowanie m kontaktowym, jest bardziej
ekonomiczna, pozwala na wykonanie wyrobów o du ych gabarytach
oraz wyk adzin w zbiornikach itp.
Sposoby wytwarzania
Prasowanie
Rozró nia si trzy podstawowe warianty technologii prasowania:
prasowanie t oczne, prasowanie przet oczone i prasowanie p ytowe.
Produktem procesu prasowania t ocznego i przet ocznego s
wypraski, natomiast p ytowego – p yty lub wst gi, cz sto nazywane
laminatami fenolowymi.
W technologii prasowania t ocznego t oczywo wprowadza si do
ogrzanej formy w odpowiedniej ilo ci i zamyka form . T oczywo w
formie ogrzewa si i przechodzi w stan plastyczny. Pod wp ywem
dzia aj cego ci nienia jest ciskane i zag szczane w formie, a pod
wp ywem ciep a utwardza si .
Sposoby wytwarzania
Prasowanie c.d.
Proces prasowania przet oczonego polega na uplastycznieniu
oczywa w oddzielnej komorze, a nast pnie przet oczeniu do
gniazda formuj cego. T oczywo równomiernie wype nia form i
utwardza si . Zalet tego prasowania jest wytwarzanie wyrobów
jednorodnych w ca ym przekroju, znacznie szybciej ni podczas
prasowania t ocznego.
Prasowanie p ytowe realizowane jest pomi dzy ogrzewanymi
ytami. Polega na uplastycznieniu ywicy naniesionej na zbrojenie
w postaci arkuszy tkanin, papieru lub mat mi dzy p ytami
prasowalniczymi. Produktem procesu s laminaty p ytowe.
Podstawowymi parametrami procesu formowania przez prasowanie
: ci nienie, temperatura i czas prasowania.
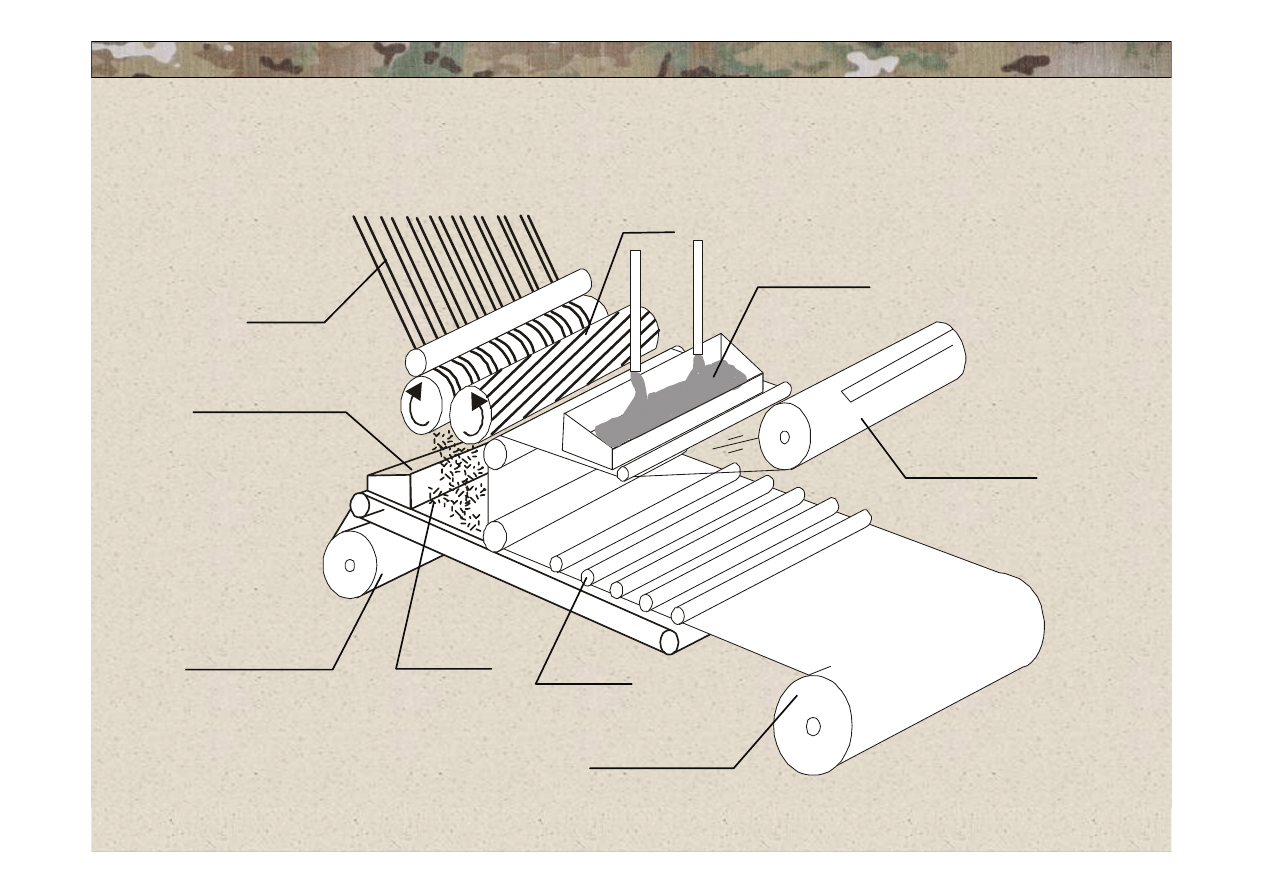
Sposoby wytwarzania
Metoda SMC
W metoda SMC (ang. Sheet Moulding Compounds)
ókna w
postaci rovingu ci te s przez nó obrotowy na odcinki o d ugo ci
od 12 do 50 mm i podawane pomi dzy dwie folie, na których
rozprowadzana jest cienka warstwa mieszaniny ywicy ze rodkami
pomocniczymi. Mieszanina ta ma du
lepko
, dzi ki czemu nie
sp ywa z folii. Nast pnie ca
przepuszczona jest przez uk ad
wa ków powoduj cych sprasowanie produktu, który w postaci
pasma nawijany jest na rolki lub sk adany w sterty. Rysunek 1
przedstawia schemat procesu SMC.
Sposoby wytwarzania
Roving
Nó
Pasta ywicy
z dodatkami
Pasta ywicy
z dodatkami
Folia
termoplastyczna
Folia
termoplastyczna
Rolka
odbieraj ca
Wa ki
Ci te
ókna
Sposoby wytwarzania
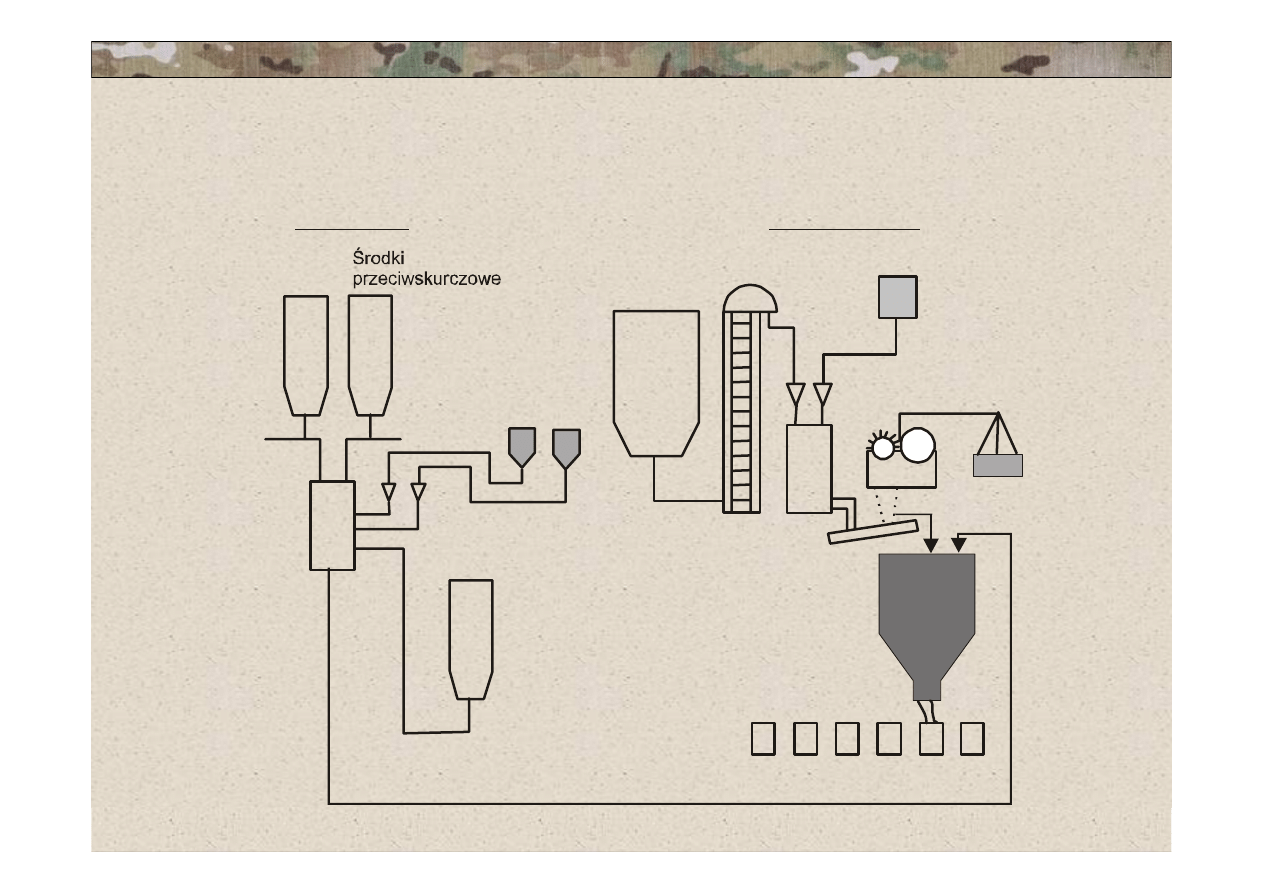
Metoda BMC
BMC (ang. Bulk Moulding Compounds) jest kompozytem
sk adaj cym si w g ównej mierze z polimeru, w ókien ci tych,
nape niaczy proszkowych i substancji dodatkowych.
W procesie BMC wszystkie sk adniki ciek e mieszane s razem.
Sk adniki proszkowe równie mieszane s razem. Nast pnie
sk adniki ciek e i proszkowe miesza si ze sob i z w óknem ci tym.
Tak ujednorodnion mieszank nape nia si pojemniki z tworzywa
sztucznego i ca
przechowuje si . Sezonowanie trwa
przynajmniej siedem dni. Po tym czasie mieszank wykorzystuj si
w procesie wtrysku. Jest ona rozgrzewana w g owicy wtryskarki i
wtryskiwana do gor cej formy. Lepko
mieszaniny BMC jest
niewielka, dlatego z atwo ci wype nia ona wszystkie miejsca
formy, nawet gdy wykonywane wyroby maj skomplikowane
kszta ty. Rysunek 2 przedstawia schemat wytwarzania kompozytów
metod BMC.
Sposoby wytwarzania
M
ie
s
z
a
n
ie
M
ie
s
z
a
n
ie
ywica
Sk adniki ciek e
Sk adniki proszkowe
Styren
Roving
Nó
ókna szklane
rodki
rozdzielcze
CaCO
3
Pojemniki
Sk adniki ciek e,
proszkowe
i w ókno ci te
Przyk adowe materia y
polimerowe stosowane w
przemy le zbrojeniowym
Zastosowanie – Pociski kompozytowe
Pociski kompozytowe o ograniczonym polu
ra enia zapewniaj zmniejszenie rykoszetu pocisku
(czyli odbicia si pocisków lub ich od amków od
przeszkody) ryzyka zranienia zak adników lub
obserwatorów. Pocisk taki w momencie uderzenia o
przeszkod rozpada si na wiele fragmentów o
ma ej masie, a tym samym o ma ej energii
kinetycznej. Do produkcji tego typu pocisków
wykorzystuje si kompozyty z
one z materia u
wype niacza o du ej g sto ci oraz z materia u
wi
cego, który zapewnia spójno
pocisków w
przewodzie lufy oraz na trajektorii lotu
.
• Zgodnie z informacjami zawartymi w dost pnej literaturze
stosowanych jest kilka metod produkcji amunicji o
ograniczonym polu ra enia. Jedn z cz
ciej stosowanych
jest metoda oparta na metalurgii proszków pozwalaj ca
wytworzy kompozyt charakteryzuj cy si
ciwo ciami
fizycznymi zbli onymi do materia ów u ywanych w tradycyjnej
amunicji, polegaj ca na prasowaniu w matrycy mieszanki
proszkowej, o sk adzie chemicznym tak dobranym, eby w
czasie spiekania otrzyma faz kruch zapewniaj
pociskowi du
zdolno
do fragmentacji. Kolejn technologi
produkcji pocisków fragmentuj cych jest wtryskowe
formowanie polegaj ce na kszta towaniu pocisku poprzez
wtrysk mieszanki proszkowo-polimerowej do specjalnej formy.
W tym przypadku tworzywo sztuczne spe nia funkcj
lepiszcza, które zapewnia odpowiedni wytrzyma
kompozytu oraz u atwia wype nienie przestrzeni wtryskowej.
Wytwarzanie – Pociski kompozytowe
• Przeprowadzone badania nad amunicj wyprodukowan
w wy ej opisany sposób wykaza y, e charakteryzuje si
ona zapewniaj cymi spójno
materia u, w lufie i na
torze balistycznym, w
ciwo ciami mechanicznymi,
wysok fragmentacj , której schemat wraz z
mikrostruktur pocisku pokazano na Rys.23., w
momencie uderzenia w przeszkod oraz sk adem
niezagra aj cym rodowisku. Dodatkow zalet
zastosowania tej technologii jest mo liwo
ycia tanich
materia ów, zredukowania ilo ci poprodukcyjnych
odpadów oraz atwy sposób zautomatyzowania
produkcji.
ciwo ci – Pociski kompozytowe
Pociski kompozytowe
W ókna aramidowe „Kevlar” cechuje dobra wytrzyma o
i przede
wszystkim du y modu spr ysto ci. Ze wzgl du na swoj struktur
chemiczn w ókna te nie topi si . Wytwarzane s przez prz dzenie z
roztworów w specjalnych rozpuszczalnikach. Obecnie na rynku
znajduj si trzy typy w ókien Kevlar, a mianowicie:
• Kevlar – w ókna przeznaczone specjalnie do wzmacniania gumy,
opon, pasów klinowych i transmisyjnych itp.,
• Kevlar 29 – w ókna przeznaczone do ró nych zastosowa
przemys owych, tj. tkaniny, ta my powlekane, t oczywa itp.,
• Kevlar 49 – w ókna o du ym module jak i du ej wytrzyma o ci
przeznaczone bowiem do wzmacniania polimerów do wyrobu
kompozytów stosowanych w technice lotniczej, rakietowej, morskiej,
i wsz dzie tam gdzie wymagana jest du a sztywno , lekko
i
przede wszystkim wytrzyma o
konstrukcji.
Zastosowanie – w ókna aramidowe Kevlar
oraz Nomex
W ókna aramidowe „Nomex” charakteryzuje odporno
cieplna,
ma a palno
i du a odporno
chemiczna oraz bardzo dobre
w asno ci elektryczne.
• Nomex typ 410 – w ókna stosowane do izolacji przewodów AC i DC
• Nomex typ 411 – w ókna stosowane jako izolacja fazowa silników
elektrycznych oraz w budowie transformatorów jako izolacja
rdzeniowa i warstwowa
• Nomex typ E56 – w ókna stosowane jako izolacja w budowie
transformatorów
• Nomex typ 414 - w ókna stosowane jako izolacja w budowie
transformatorów
• Nomex typ 993 – w ókna stosowane jako V-ring, szpule, uszczelki
• Nomex typ 994 – w ókna stosowane jako wszelkiego rodzaju
uszczelki wysoko absorbuj ce oleje
Zastosowanie – w ókna aramidowe Kevlar
oraz Nomex

CFRP (carbon fiber reinforced plastic)
CFRP powstaje przez po czenie w ókien w glowych czyli
zbrojenia i ywicy epoksydowej, która stanowi spoiwo. Jest to
struktura podobna do elbetu, w którym spoiwem jest beton, a
zbrojeniem stal. Podstawow ró nic jest to, e kompozyt
glowy ma du o wi ksz wytrzyma
. Kierunek u
enia
ókien, rodzaj splotu, ilo
warstw mat i stosunek zawarto ci
ywicy i w ókna ma wp yw na w
ciwo ci kompozytu. Mo na
zatem uzyska podane w
ciwo ci materia u projektuj c jego
twardo
i wytrzyma
, i tak np.: – do budowy ram
rowerowych u yjemy materia u lepiej t umi cego drgania, czyli
o wi kszym wspó czynniku spr
ysto ci, – przy
konstruowaniu kad uba samolotu u yjemy kompozytu o
wi kszej sztywno ci i wytrzyma
ci.
CFRP (carbon fiber reinforced plastic)
Najwa niejsz cech ka dego rodzaju kompozytu w glowego
jego znakomite w asno ci mechaniczne przy niskiej
sto ci samego materia u. W zale no ci od rodzaju w kna
glowego i spoiwa w asno ci mechaniczne CFRP zmieniaj
si . Kompozyt ma rednio sze ciokrotnie wy sz
wytrzyma
na rozci ganie i rednio trzykrotnie wy szy
wspó czynnik spr
ysto ci pod
nej ni stali, przy
czterokrotnie ni szym ci
arze, ( rednia wytrzyma
charakterystyczna na rozci ganie 2,5 GPa, redni
wspó czynnik spr
ysto ci pod
nej 450 GPa, g sto
1.75g/cm3). Ponadto w ókno w glowe charakteryzuje si
bardzo du
odporno ci na zm czenie materia u.
CFRP (carbon fiber reinforced plastic)
ókna w glowe maj niski wspó czynnik rozszerzalno ci
cieplnej i cechuje je wysoka stabilno
wymiarów. Ich
korzystne w asno ci mechaniczne nie zmieniaj si nawet
pod dzia aniem wysokiej temperatury.
GFRP (glass fibre reinforced plastics)
ókna szklane charakteryzuj si ma ym wyd
eniem i
wysokimi warto ciami modu u spr
ysto ci. Nale y zwróci
uwag na dobre w
ciwo ci dielektryczne, a mianowicie
ókna te posiadaj niskie warto ci przenikalno ci
elektrycznej wzgl dnej i wspó czynnika strat dielektrycznych.
Cenn zalet
ókien szklanych jest bardzo dobra zwil alno
przez polimery, a co za tym idzie, mo liwo
powstawania
mocnego po czenia na granicach mi dzyfazowych
polimer/szk o.
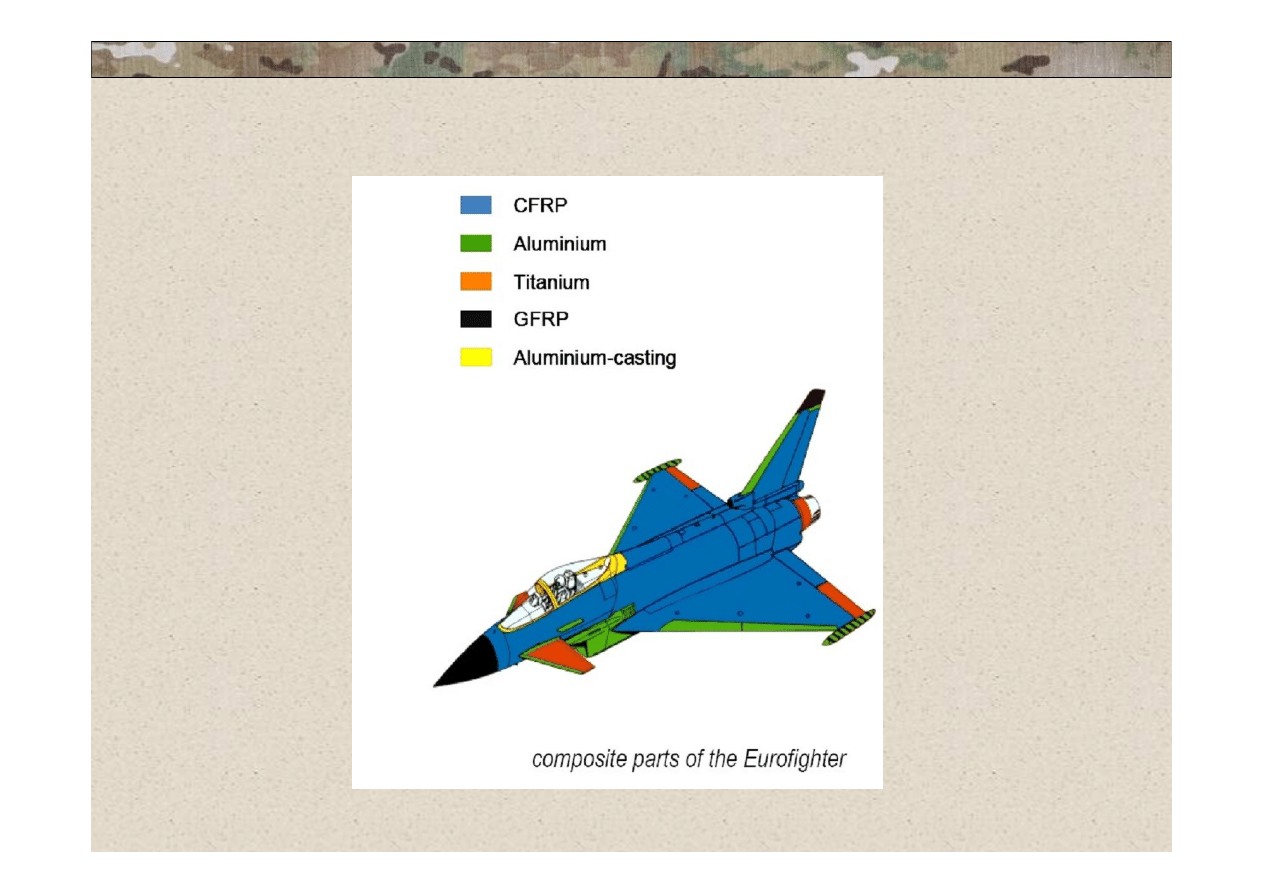
Udzia kompozytów w samolotach bojowych na przyk adzie
samoloty bojowego EUROFIGHTER
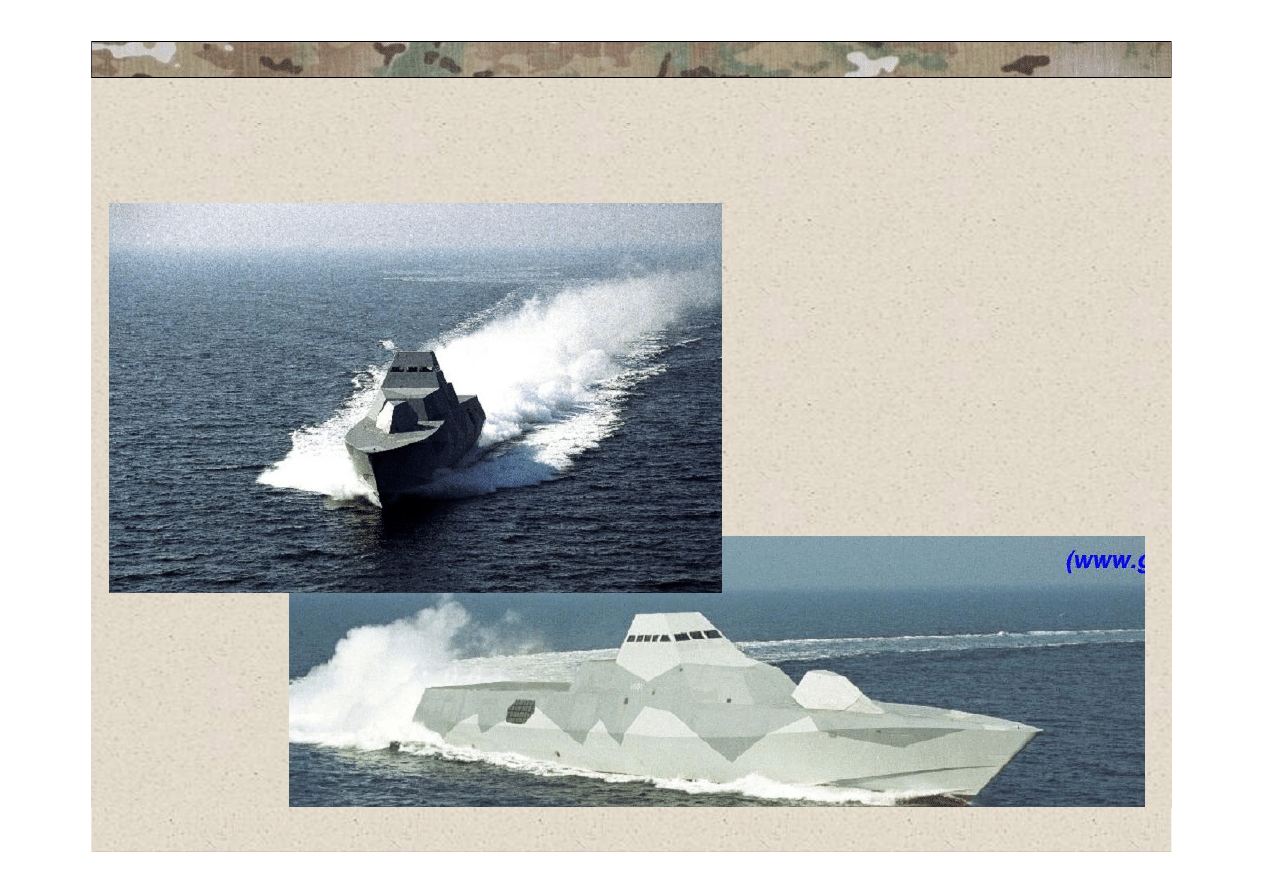
Szwedzka korweta klasy „Visby”
oparta w wi kszo ci na GFRP
Twaron
(produkt holenderskiej firmy Teijin Twaron BV)
Jest to lekkie bardzo wytrzyma e, syntetyczne w ókno z
polimeru aramidowego o unikalnych w asno ciach, które bior
si ze zdolno ci makrocz steczek aramidowych do
samodzielnego orientowania si w linii podczas procesu
prz dzenia w ókna. Dla porównania s absze w ókna jak nylon
i poliester przypominaj pl tanin .
Twaron jest cz sto stosowany do produkcji he mów czy
kamizelek kuloodpornych (he my z Twaronu
o 23% l ejsze
od standardowego tworzywa aramidowego)
Unikalne w asno ci Twaronu to:
• Wysoka odporno
cieplna, wysoka odporno
na uderzenie,
• Wysoki modu sztywno ci,
• Bardzo wysoka zdolno
absorpcji energii,
• Niska rozszerzalno
cieplna,
• Materia samogasz cy o wysokiej odporno ci chemiczne,
• Niska masa.
Spectra
produkt Honeywell
(UHMWPE – Ultra High Molecular Weight Polyethylene)
Jest to polietylen o bardzo du ej masie cz steczkowej tkany
opatentowana metod
elow , co zapewnia mu
nadzwyczajn trwa
i twardo
.
ókno Spectra charakteryzuje si :
• Wysok , dziesi ciokrotnie wi ksza ni stal odporno cia na
uderzenia,
• O 40% wi ksz wytrzyma
ci w porównaniu do w ókien
aramidowych,
• P ywalno ci w wodzie,
• Wysok odporno ci na dzia anie chemikalia i
promieniowania UV,
• Dobr odporno ci na tarcie.
KONIEC
Wyszukiwarka
Podobne podstrony:
Mat 9 polimery
Przemysł zbrojeniowy w Polsce międzywojennej
2003 Polski przemysl zbrojeniowy na rozdrozu Piatkowski
2 Polski przemysł zbrojeniowy 1945 1993
BAT przemysl polimerow
zarz nr 15 ministr abudownictwai przemysłu mat budowl z 31 07 1984
Wyklad2 mat
06 Podstawy syntezy polimerówid 6357 ppt
Mat 10 Ceramika
właściwości polimerów
Mat dla stud 2
9 Zginanie uko Ťne zbrojenie min beton skr¦Öpowany
W10A Polimery biostabilne
więcej podobnych podstron