„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Andrzej Żak
Wykorzystywanie
komputeryzacji
i
automatyzacji
w procesach obróbki drewna 311[32].Z2.08
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr inż. Waldemar Szymański
inż. Bogusław Szumilas
Opracowanie redakcyjne:
Mag inż. Andrzej Żak
Konsultacja:
mgr inż. Teresa Jaszczyk
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 311[32].Z2.08
Wykorzystywanie komputeryzacji i automatyzacji w procesach obróbki drewna zawartego
w modułowym programie nauczania dla zawodu technik technologii drewna.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Elementy i układy automatyki
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
14
4.1.3. Ćwiczenia
14
4.1.4. Sprawdzian postępów
16
4.2. Przyrządy do pomiaru wielkości mechanicznych
17
4.2.1. Materiał nauczania
17
4.2.2. Pytania sprawdzające
25
4.2.3. Ćwiczenia
25
4.2.4. Sprawdzian postępów
27
4.3. Przyrządy do pomiaru przepływu
28
4.3.1. Materiał nauczania
28
4.3.2. Pytania sprawdzające
35
4.3.3. Ćwiczenia
35
4.3.4. Sprawdzian postępów
36
4.4. Siłowniki, regulatory i rejestratory
37
4.4.1. Materiał nauczania
37
4.4.2. Pytania sprawdzające
47
4.4.3. Ćwiczenia
47
4.4.4. Sprawdzian postępów
48
4.5. Struktura sprzętowa
49
4.5.1. Materiał nauczania
49
4.5.2. Pytania sprawdzające
56
4.5.3. Ćwiczenia
56
4.5.4. Sprawdzian postępów
58
4.6. Linie obróbcze
59
4.6.1. Materiał nauczania
59
4.6.2. Pytania sprawdzające
64
4.6.3. Ćwiczenia
64
4.6.4. Sprawdzian postępów
66
5. Sprawdzian osiągnięć
67
6. Literatura
74

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w nabywaniu umiejętności z zakresu zastosowania
komputeryzacji i automatyzacji w procesach obróbki drewna, a także w zakresie posługiwania
się programami komputerowymi stosowanymi w obrabiarkach numerycznych.
Jednostka modułowa: Wykorzystywanie komputeryzacji i automatyzacji w procesach
obróbki drewna jest jedną z podstawowych jednostek dotyczących procesu technologicznego
wytwarzania elementów.
W poradniku zamieszczono:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności, które powinieneś posiadać,
aby przystąpić do realizacji tej jednostki modułowej.
2. Cele kształcenia jednostki modułowej, które określają umiejętności, jakie opanujesz
w wyniku procesu kształcenia.
3. Materiał nauczania, który zawiera informacje niezbędne do realizacji zaplanowanych
szczegółowych celów kształcenia, umożliwia samodzielne przygotowanie się do ćwiczeń
i zaliczenia sprawdzianów. Wykorzystaj do poszerzenia wiedzy wskazaną literaturę oraz
inne źródła informacji. Obejmuje on również:
−
pytania sprawdzające wiedzę niezbędną do wykonania ćwiczeń,
−
ćwiczenia z opisem sposobu ich wykonania oraz wyposażenia stanowiska pracy,
−
sprawdzian postępów, który umożliwi sprawdzenie poziomu Twojej wiedzy po
wykonaniu ćwiczeń.
4. Sprawdzian osiągnięć w postaci zestawu pytań sprawdzających opanowanie umiejętności
z zakresu całej jednostki. Zaliczenie jest dowodem zdobytych umiejętności określonych
w tej jednostce modułowej.
5. Wykaz literatury dotyczącej programu jednostki modułowej.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność.
Po przyswojeniu materiału spróbuj zaliczyć sprawdzian z zakresu jednostki modułowej.
Wykonując sprawdzian postępów powinieneś odpowiadać na pytania tak lub nie, co oznacza,
że opanowałeś materiał lub nie.
Bezpieczeństwo i higiena pracy
Przy obsłudze i badaniu urządzeń automatyzacji i komputeryzacji stosowanych
w procesach obróbki drewna musisz przestrzegać regulaminów, przepisów bezpieczeństwa
i higieny pracy oraz szczegółowych instrukcji opracowanych dla każdego stanowiska.
Przepisy te poznasz podczas wykonywania ćwiczeń.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
311[32].Z2.08
Wykorzystywanie
komputeryzacji
i automatyzacji
w procesach obróbki
drewna
311[32].Z2.04
Maszynowe wykonywanie
złączy i profili
311[32].Z2.01
Kształtowanie elementów
narzędziami ręcznymi
i zmechanizowanymi
311[32].Z2.03
Technologia strugania
wyrównującego
i grubościowego oraz
szlifowania powierzchni
Moduł 311[32].Z2
Technologia wytwarzania
elementów
311[32].Z2.06
Parzenie i gięcie drewna
311[32].Z2.02
Maszynowe pozyskiwanie
elementów surowych
311[32].Z2.05
Tachnologia toczenia
i obtaczania
311[32].Z2.07
Szlifowanie drewna
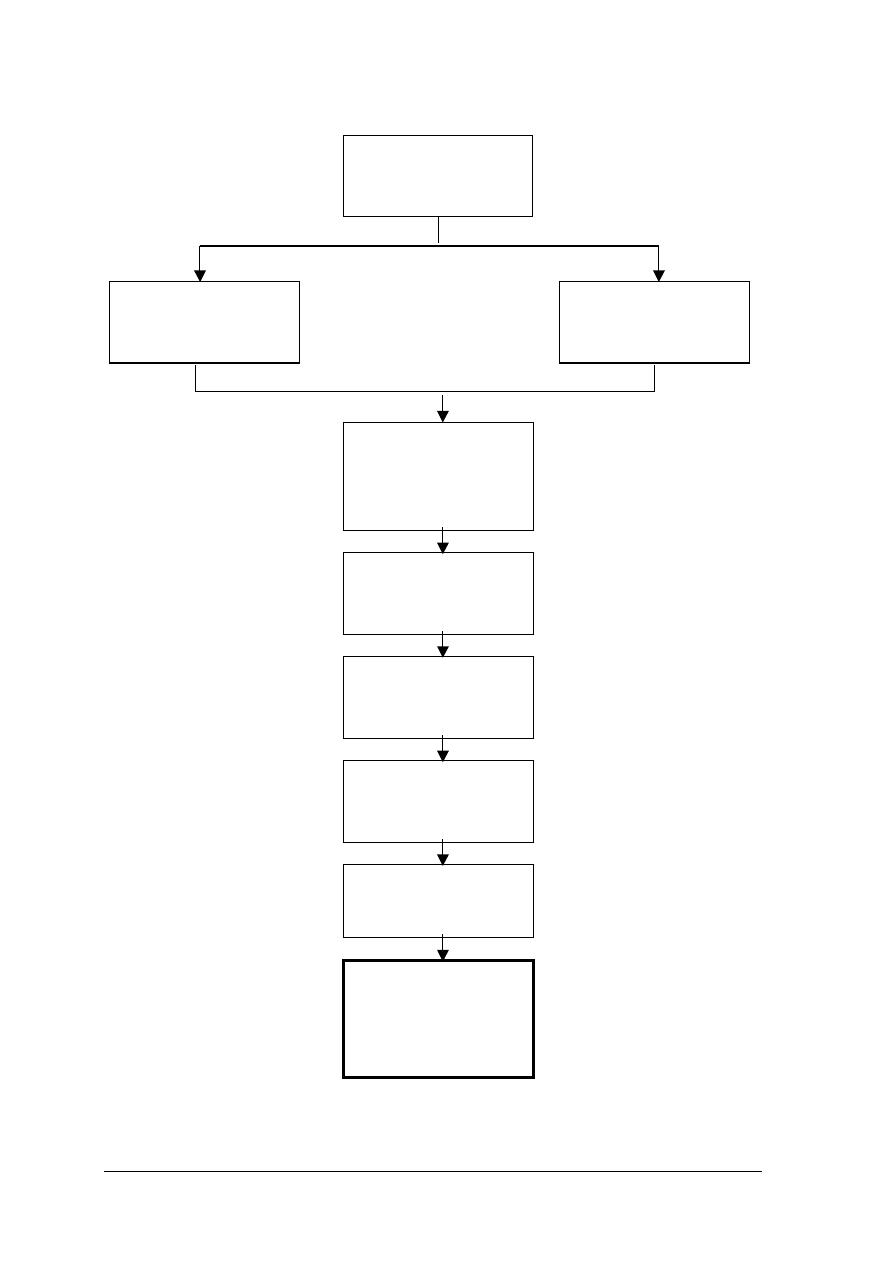
Schemat układu jednostek modułowych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
stosować narzędzia pomiarowe zgodnie z ich przeznaczeniem,
−
organizować stanowisko pracy zgodnie z zasadami bhp,
−
dobierać przybory i materiały do wykonania rysunku,
−
posługiwać się instrukcjami stanowiskowymi obrabiarek,
−
wykonywać i odczytywać szkice, schematy i rysunki,
−
rozróżniać typowe części i zespoły maszyn,
−
posługiwać się dokumentacją techniczną,
−
wykorzystywać techniki komputerowe.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
określić elementy automatyki,
−
nastawić regulatory i elementy nastawcze,
−
posłużyć się urządzeniami elektrycznymi do pomiaru wielkości mechanicznych,
−
zastosować sterowniki binarne-komputerowe układy sterujące,
−
określić zasady tworzenia linii obróbczej,
−
rozpoznać i określić funkcje poszczególnych ogniw linii obróbki elementów,
−
zastosować automatyzację procesów obróbczych,
−
posłużyć się podstawowymi programami komputerowymi.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Elementy i układy automatyki
4.1.1. Materiał nauczania
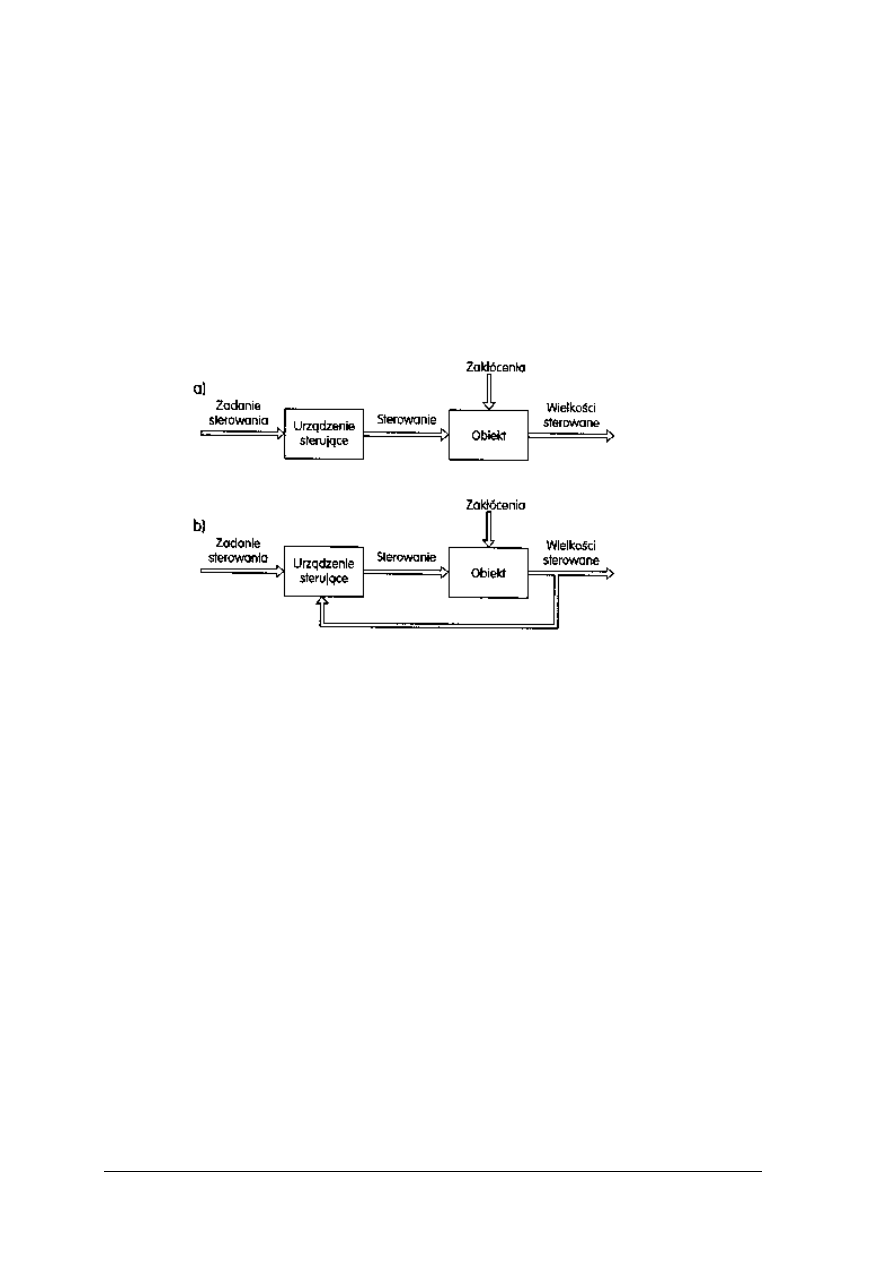
Układ automatyki- zespół elementów biorących udział bezpośrednio w kierowaniu procesem
automatyzacji oraz elementów pomocniczych, który jest uporządkowany na zasadzie ich
wzajemnej współpracy, tzn. zgodnie z kierunkiem przepływu sygnału.
Rys.1. Podstawowe układy sterowania: a) układ otwarty, b) układ zamknięty [3, s. 318]
Klasyfikacja elementów i urządzeń automatyki
Najważniejsze kryteria podziału elementów i urządzeń automatyki to:
−
rodzaj energii pomocniczej (zasilającej),
−
funkcje spełniane w układach automatyki,
−
sposób działania.
Ze względu na funkcje spełniane w układach automatyki wyróżniamy elementy
i urządzenia pomiarowe, wykonawcze oraz tzw. urządzenia części centralnej. Do elementów
i urządzeń pomiarowych zaliczamy czujniki, przetworniki oraz rozbudowane zespoły
pomiarowe. Elementy i urządzenia wykonawcze, to wszelkiego rodzaju zawory, zasuwy,
silniki, elektromagnesy, siłowniki, zespoły napędowe (np. elektrohydrauliczne), pompy,
podajniki, regulatory bezpośredniego działania i inne.
Do urządzeń części centralnej zaliczamy urządzenia kształtujące sygnał sterujący oraz
urządzenia umożliwiające operatorowi nadzorowanie przebiegu procesu technologicznego.
Należą do nich przede wszystkim regulatory wraz ze stacyjkami manipulacyjnymi,
rejestratory, analogowe bloki matematyczne wykonujące: dodawanie, dzielenie, mnożenie,
pierwiastkowanie. Do urządzeń części centralnej zalicza się także rozwijającą się ostatnio
bardzo szybko grupę urządzeń cyfrowych. Należy wyjaśnić, że nazwa urządzenia części
centralnej uzasadniona jest faktem, że urządzenia tej grupy najczęściej nie są montowane przy
obiekcie (tak jak urządzenia pomiarowe i wykonawcze), a w wydzielonym pomieszczeniu,
tzn. w centralnej sterowni. Wprowadzenie do automatyki techniki cyfrowej zwiększyło
możliwości centralnego sterowania obiektów przemysłowych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Zależnie od sposobu, w jaki jest dostarczana do urządzeń energia potrzebna do ich
działania, wyróżniamy urządzenia: pneumatyczne, elektryczne i hydrauliczne. [4, s.16]
Automatyka - jest dziedziną nauki (nauki techniczne) zajmującą się analizą i modelowaniem
matematycznym obiektów i układów różnej natury (np. cieplnych, chemicznych,
elektrycznych, mechanicznych, hydraulicznych, pneumatycznych). Stworzony model pozwala
na zastosowanie teorii sterowania do stworzenia układu (zwanego regulatorem, sterownikiem,
kontrolerem) sterującego danym obiektem, procesem lub układem tak, by ten zachowywał się
w pożądany sposób. Na przestrzeni wielu lat w postępującym procesie automatyzacji
w różnych dziedzinach techniki pojawiały się praktyczne rozwiązania układów regulujących
samoczynnie (np. obroty maszyn czy ciśnienia w zbiornikach). Analizę zachowań tych
układów traktowano jako część odpowiedniej dziedziny techniki (np. teorii maszyn czy
pneumatyki), co sprawiało, że wiedza na temat regulacji była porozrzucana pośród różnych
działów nauki. Automatyka organizuje cały ten dorobek, uogólniając go przy tym
i upraszczając.
Automatykę można również zdefiniować jako dziedzinę wiedzy, która zajmuje się
możliwościami wyeliminowania lub ograniczenia udziału człowieka w czynnościach
związanych
ze
sterowaniem
różnorodnymi
procesami,
głównie
technologicznymi
i przemysłowymi.
Automatyzacja - to znaczne ograniczenie lub zastąpienie (proces zastępowania) ludzkiej
pracy fizycznej i umysłowej przez pracę maszyn działających na zasadzie samoregulacji
i wykonujących określone czynności bez udziału człowieka. Również zastosowanie maszyn
do pracy niemożliwej do wykonania w inny sposób.
Z punktu widzenia automatyki, automatyzacja jest to działalność natury technicznej,
ekonomicznej i organizacyjnej, mająca na celu wprowadzenie praw, metod i urządzeń
automatyki w rozmaite dziedziny życia.
Sterowanie (regulacja) - polega na takim oddziaływaniu na obiekt sterowania, za pomocą
sygnałów wejściowych, aby jego sygnały wyjściowe osiągnęły pożądaną wartość.
Sterowanie może być realizowane przy pomocy człowieka - sterowanie ręczne lub za pomocą
specjalnie skonstruowanego urządzenia (regulatora) - sterowanie automatyczne. Sterowanie
może odbywać się w układzie otwartym lub zamkniętym.
Sterowanie w układzie otwartym (ręczne lub automatyczne) polega na takim nastawie
wielkości wejściowej, aby znając charakterystykę obiektu i przewidując możliwość działania
nań zakłóceń, otrzymać na wyjściu pożądaną wartość.
Sterowanie w układzie zamkniętym (ręczne lub automatyczne) różni się od sterowania
w układzie otwartym tym, że człowiek lub regulator otrzymują dodatkowo poprzez sprzężenie
zwrotne informacje o stanie wielkości wyjściowej. Informacja ta (odczytana z miernika lub
podana w postaci np. napięcia do regulatora) jest używana do korygowania zastawu wielkości
wejściowej.
Z reguły jeśli oddziaływanie na obiekt jest niepożądane lub nieplanowane to zjawisko to
nazywamy zakłóceniem. W tym przypadku stosuje się sterowanie odporne.
Układ regulacji (układ sterowania) - układ, którego zadaniem jest sterowanie procesem.
Układy regulacji automatycznej posiadają sprzężenie zwrotne.
Podstawowym pojęciem automatyki jest obiekt sterowania.
Obiektem sterowania - jest zazwyczaj urządzenie lub zespól urządzeń, w którym przebiegają
procesy przemiany energii bądź procesy technologiczne powodujące zmiany fizyczne lub
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
chemiczne materii, a w szerszym sensie urządzenia, które służą do przetwarzania
i przesyłania informacji.
Pojęciu obiektu towarzyszy pojęcie otoczenia obiektu (środowiska). Między obiektem
i otoczeniem zachodzą oddziaływania wzajemne.
Wielkości fizyczne, za pomocą których zachodzą te oddziaływania, nazywa się wielkościami
wejściowymi i wyjściowymi obiektu. Zależnie od rodzaju wielkości mówimy o wejściach
i wyjściach obiektu.
Oddziaływanie otoczenia na obiekt ma dwojaki charakter: zamierzony i przypadkowy.
Przedmiotem zainteresowania automatyki jest przede wszystkim oddziaływanie na obiekt
w sposób zamierzony, czyli sterowanie. Obiekt nazywa się wówczas obiektem sterowania,
a wielkości, których dotyczy sterowanie - wielkościami sterowanymi. Należą one do
wielkości wyjściowych obiektu i dzieli się je na sterowane i pomocnicze. Wielkości
wejściowe służące do realizowania sterowania nazywa się wielkościami sterującymi.
Oddziaływanie otoczenia na obiekt mające charakter przypadkowy, nie zamierzony, nazywa
się zakłóceniem, a wielkości powodujące to oddziaływanie - wielkościami zakłócającymi.
Pojęcie oddziaływania zamierzonego i niezamierzonego należy odnosić do zadania
sterowania. Urządzenie służące do sterowania nazywa się urządzeniem sterującym.
Połączony z nim obiekt tworzy natomiast układ sterowania.
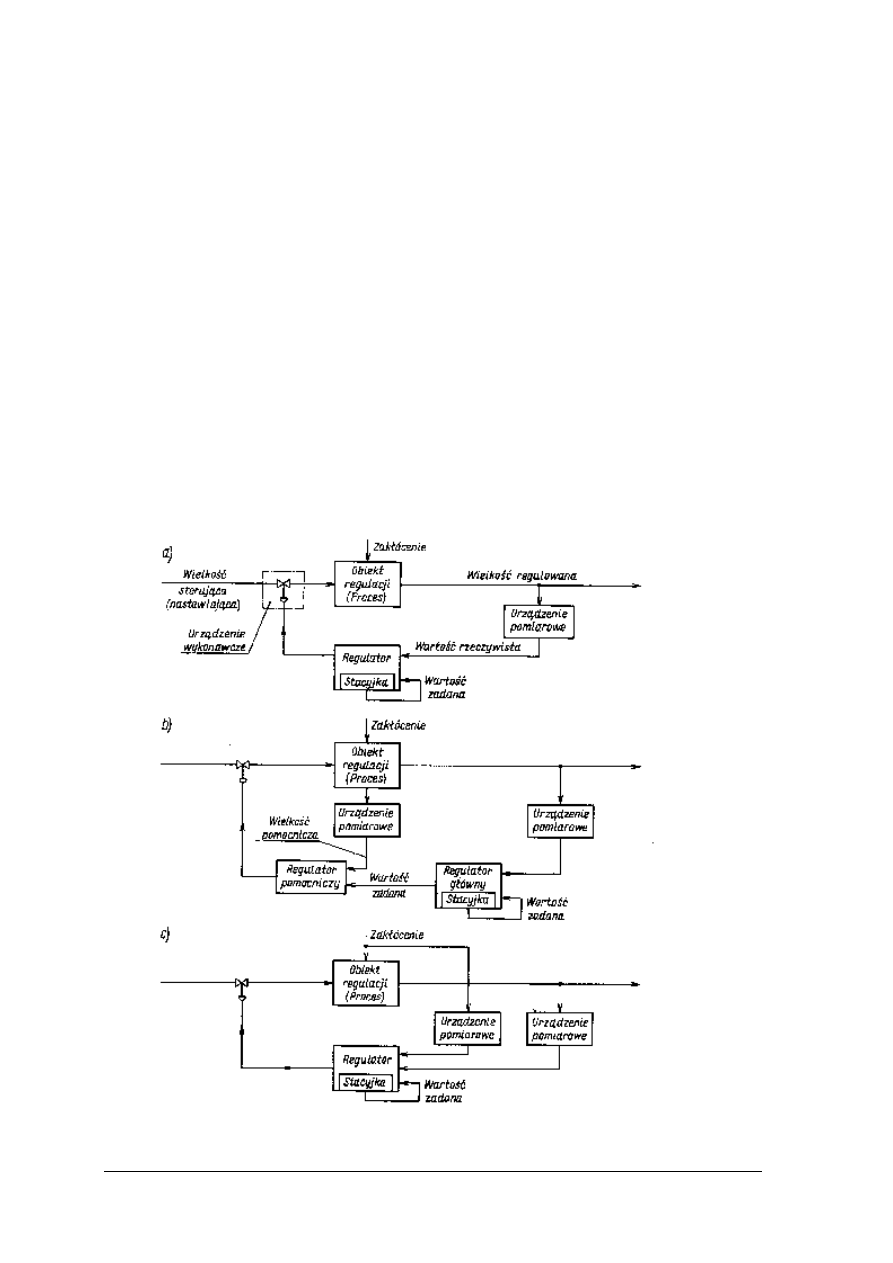
Układy blokowe regulacji automatycznej
Rys.2. Schemat blokowy regulacji: a) jednoobwodowej; b)kaskadowej; c) z pomiarem zakłóceń [4, s. 12]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Rola urządzeń pomiarowych w układach regulacji automatycznej. Klasyfikacja
Urządzenia pomiarowe w układach regulacji automatycznej dostarczają do regulatora
informacje o przebiegu regulowanego procesu. Urządzeniom tym są stawiane bardzo wysokie
wymagania co do niezawodności i dokładności działania.
Żądanie dużej dokładności wynika z faktu, że w układach regulacji urządzenia pomiarowe
znajdują się przed regulatorami, a wiec błędy przez nie wprowadzane (np. na skutek zmian
nachylenia charakterystyki statycznej) nie są eliminowane przez działanie sprzężenia
zwrotnego i w całości przenoszą się na dokładność regulacji.
Jest więc naturalne, że wymagania co do dokładności przetworników pomiarowych są
znacznie ostrzejsze niż np. przetworników elektropneumatycznych stosowanych jako
elementy
pośredniczące
między
regulatorami
elektronicznymi,
a
siłownikami
pneumatycznymi.
Funkcje spełniane przez urządzenia i układy pomiarowe w przemysłowych układach
sterowania zależą od wielkości i stopnia skomplikowania tych układów oraz od wielu
czynników dodatkowych. Wymieniając funkcje podstawowe można powiedzieć, że zadaniem
układów pomiarowych jest:
a. dostarczanie obsłudze informacji o bieżącej wartości kontrolowanych parametrów;
b. rejestrowanie wyników pomiarów;
c. wytwarzanie sygnału przeznaczonego dla układu regulacji (regulatora) zgodnego
z wymaganiami stawianymi przez ten układ;
d. opracowywanie wyników pomiarów, porządkowanie ich oraz określanie wskaźników
pośrednich i globalnych, obliczanie wartości średnich;
e. sygnalizowanie nadmiernych odchyłek od pożądanej wartości określonych wielkości.
Klasyczne metody pomiarowe pozwalają realizować jedynie zadania wymienione w punkcie
(a) oraz w pewnej mierze zadania wymienione w punkcie (b). Są to metody wymagające na
ogół udziału obsługi w procesie dokonywania pomiaru, opracowane w okresie kiedy wyniki
pomiarów odbierane były prawie wyłącznie przez obserwatora. Konieczność realizacji zadań
wymienionych w punkcie (c) spowodowała najpierw próby zastosowania istniejących już
układów do nowych celów, a następnie opracowanie układów pomiarowych, których sygnały
wyjściowe mają postać umożliwiającą współpracę z układami regulacji, tzn. postać sygnału
elektrycznego lub pneumatycznego. Zadania wymienione w punkcie (d) są realizowane
wyłącznie przez układy elektryczne, najczęściej zawierające mikrokomputery, przetwarzające
wyniki pomiarów według stałego lub zmienianego programu, zależnie od okoliczności
i potrzeb. [4, s.37]
Zgodnie z wymaganiami punktu c, sygnał wyjściowy urządzenia pomiarowego powinien
być dostosowany do rodzaju regulatora. Urządzenia pomiarowe pracują więc z reguły
z elektrycznym lub pneumatycznym sygnałem wyjściowym. Szczególne znaczenie mają
elektryczne metody pomiaru. Pozwalają one mierzyć prawie wszystkie interesujące przemysł
wielkości fizyczne, a łatwość przetwarzania i przesyłania sygnałów elektrycznych umożliwia
centralne gromadzenie, rejestrację i opracowywanie otrzymywanych informacji. Zalety te
powodują, że często również w układach pneumatycznych i hydraulicznych automatyki
aparatura pomiarowa jest elektryczna, a wymagana przez aparaturę regulacyjną postać
sygnału jest uzyskiwana za pośrednictwem przetworników pomiarowych.
Większość urządzeń pomiarowych pracuje w sposób ciągły, wytwarzając na wyjściu sygnał
analogowy. Współpracę z urządzeniami cyfrowymi, wymagającymi sygnałów cyfrowych,
umożliwiają wówczas przetworniki analogowo-cyfrowe
Istnieje niewielka grupa urządzeń pomiarowych wytwarzających bezpośrednio sygnał
cyfrowy. Stosowane są także urządzenia pomiarowe, przede wszystkim różnego rodzaju
analizatory składu, działające w sposób cykliczny – dostarczające wyników pomiaru
z pewnym opóźnieniem w stosunku do chwili pobrania próbki. [4, s.38]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
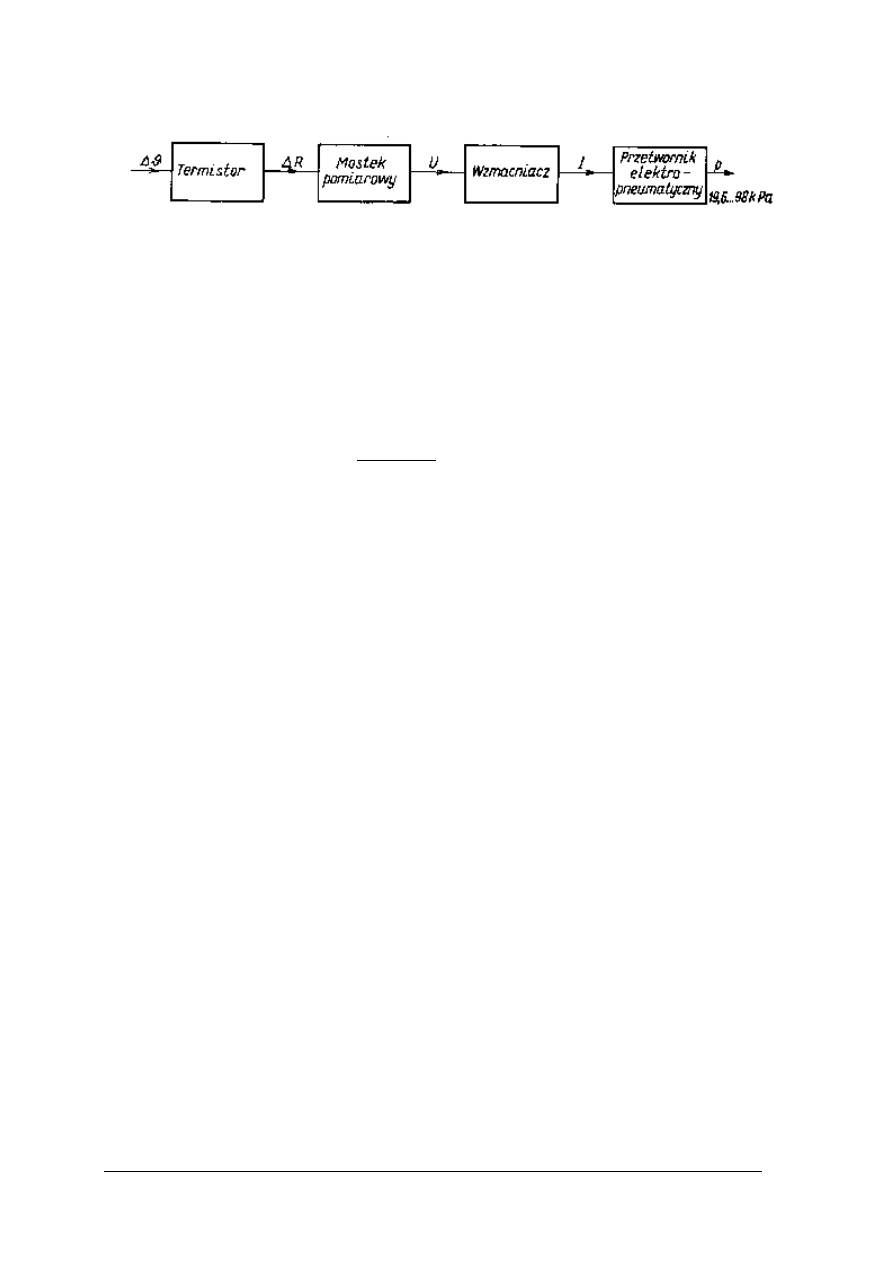
Rys.3. Schemat blokowy układu do pomiaru temperatury [4, s. 39]
Właściwości urządzeń pomiarowych
Właściwości każdego urządzenia określa jego charakterystyka statyczna i dynamiczna.
Charakterystyką statyczną elementu pomiarowego nazywamy zależność wartości sygnału
wyjściowego od wejściowego w stanie ustalonym. Charakterystyka ta y = f(x) różni się od
charakterystyki idealnej y* = f (x).
Z tego względu wynik pomiaru obarczony jest błędem, którego wartość bezwzględna określa
zależność
∆
y = y-y*,
a wartość względna zależność
min
max
y
y
y
−
∆
=
δ
Wartość maksymalna względnego błędu pomiaru, określonego przy znamionowych
warunkach pracy nazywa się błędem podstawowym urządzenia. Błąd podstawowy wyrażony
w procentach podawany jest często zamiast klasy dokładności urządzenia.
Błąd podstawowy może być wyznaczony dla określonego egzemplarza, albo dla całej
grupy urządzeń jednego typu.
Klasa dokładności jest określana dla danego typu urządzeń i w zasadzie pokrywa się
z błędem podstawowym dla tego typu. Wartości liczbowe klasy dokładności są
znormalizowane, tworząc następujący szereg liczb: 0,06; 0,1; 0,16; 0,25; 0,4; 0,5; 0,6; 1,0;
1,6; 2,5; 4; 6. Jeżeli dla jakiegoś typu urządzenia pomiarowego zostanie ustalony błąd
podstawowy (przypuśćmy, że wynosi on np. 0,8) to klasą dokładności będzie najbliższa
większa liczba z tego szeregu (w tym przypadku 1). Poszczególne egzemplarze urządzenia
mogą mieć różne błędy podstawowe, nie przekraczające jednak klasy dokładności.
Oprócz błędu podstawowego urządzenie może wykazywać błędy dodatkowe, wywołane
zmianą warunków znamionowych pracy, takich jak: warunki zasilania, temperatura otoczenia,
wilgotność itp.
Warunki znamionowe pracy są podawane w instrukcjach fabrycznych i są przeważnie
zbliżone do podanych poniżej:
−
temperatura otoczenia
20°C;
−
ciśnienie otoczenia
1013 hPa;
−
wilgotność względna powietrza
65%;
−
napięcie zasilania
220V+10%;
−
częstotliwość zasilania
50 Hz;
−
ciśnienie zasilania
140 kPa.
Z reguły żąda się, aby urządzenie pomiarowe było zabezpieczone przed wstrząsami,
drganiami, zewnętrznymi polami magnetycznymi i elektrycznymi, agresywnymi gazami itp.
Jeżeli urządzenie musi pracować w warunkach znacznie odbiegających od przeciętnych
warunków znamionowych, wówczas powinny być stosowane odmiany tego urządzenia
w tzw. wykonaniu specjalnym, tzn. wykonane z przeznaczeniem do pracy w konkretnych,
trudniejszych niż normalne warunkach.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Oprócz błędu podstawowego i błędów dodatkowych przy pracy urządzeń pomiarowych
w układach automatycznej regulacji wielkie znaczenie mają jeszcze inne parametry
techniczne. Szczególnie ważne jest, aby charakterystyka urządzenia była niezmienna
w funkcji czasu. Często stałość charakterystyki jest dla układu regulacji nawet ważniejsza niż
jej zgodność z charakterystyką idealną. Warunki technologiczne przebiegu procesu
przemysłowego, których utrzymywanie jest zadaniem układu regulacji, są bowiem często
ustalane dokładnie dopiero w czasie rozruchu technologicznego obiektu.
Niejednoznaczność sygnału wyjściowego jest to różnica między wartościami sygnałów
wyjściowych, otrzymywanych dla danej wartości wielkości wejściowej przy dochodzeniu do
niej od wartości większych i od wartości mniejszych. Niejednoznaczność jest więc równa
szerokości strefy histerezy charakterystyki statycznej urządzenia pomiarowego; podawana
jest ona w procentach zakresu pomiarowego. [4, s.41]
Liniowość, podawana również w procentach zakresu pomiarowego, jest to największe
odchylenie charakterystyki statycznej urządzenia pomiarowego od teoretycznej linii prostej,
wyznaczającej tę charakterystykę. Inaczej mówiąc, jest to błąd powodowany nieliniowością
charakterystyki statycznej urządzenia.
Próg czułości urządzenia pomiarowego jest to, wyrażona w procentach zakresu pomiarowego,
najmniejsza zmiana wielkości wejściowej powodująca zauważalną zmianę sygnału
wyjściowego. Próg czułości powinien być nie większy niż 0,1...0,25 błędu podstawowego
urządzenia.
Zakresem pomiarowym urządzenia nazywa się zakres zmian wielkości wejściowej, w którym
pracuje ono z zachowaniem określonej klasy dokładności. Należy zaznaczyć, że przy łączeniu
szeregowym czujnika i przetworników ich błędy mogą się sumować. Dla określenia klasy,
powstałego przez takie połączenie urządzenia pomiarowego, należy więc dodać do siebie,
podane w procentach, klasy czujnika i przetworników.
Właściwości dynamiczne określane są w ujęciu częstotliwościowym przez podanie
częstotliwości granicznej wyznaczonej przez pewne zmniejszenie wzmocnienia (czyli przez
dopuszczalny błąd dodatkowy). W ujęciu czasowym rozpatruje się zwykle przebieg na
wyjściu przy skokowej zmianie sygnału wejściowego, podając czas ustalania się. Jest to czas,
po którym wielkość wyjściowa nie różni się od tej wielkości w stanie ustalonym więcej niż
o pewną określoną wartość.
Właściwości
dynamiczne
urządzeń
pomiarowych
zależą
od
wielu
szczegółów
konstrukcyjnych, od rodzaju urządzeń współpracujących, od sposobu zainstalowania i od
szeregu innych czynników. Duża liczba czynników wpływających prowadzi do znacznych
różnic między parametrami dynamicznymi urządzeń pomiarowych, nawet w obrębie urządzeń
jednego typu.
Źródła błędów pomiarowych
Wynikowa dokładność pomiaru, jaką można uzyskać stosując określone urządzenie
pomiarowe, zależy oczywiście w pierwszym rzędzie od jego klasy dokładności. Aby jednak
wyniki pomiaru nie były gorsze niż to wynika z klasy dokładności, musi być spełnionych
wiele warunków. Warunki te dotyczą zarówno konfiguracji i współpracy elementów
urządzenia, jak również instalacji czujników i warunków pracy całego urządzenia.
−
Instalacja czujnika nie może zmieniać warunków pracy obiektu, w którym jest on
instalowany. Jeżeli np. w niewielkiej, dobrze izolowanej komorze termicznej
zainstalowano masywny termometr typu przemysłowego (w grubej osłonie metalowej), to

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
straty cieplne wynikające z przewodnictwa cieplnego osłony mogą wprowadzić
w rozkładzie temperatur wewnątrz komory znaczne zmiany. Ten sam termometr
zainstalowany w dużym piecu istotnych zmian w rozkładzie temperatur nie wprowadzi.
−
Miejsce zainstalowania czujnika powinno być wybrane tak, aby wynik pomiaru był
reprezentatywny dla wielkości kontrolowanej. Tak na przykład termometr mierzy
temperaturę w miejscu zainstalowania czujnika i na tej podstawie ocenia się temperaturę
w piecu lub w innym obiekcie. Oczywiście w dużym obiekcie temperatury w różnych
jego punktach różnią się między sobą i miejsce zainstalowania czujnika ma na wynik
pomiaru większy wpływ niż wszystkie inne czynniki. Z tego względu stosowane są
niekiedy układy, w których wynik pomiaru otrzymywany jest jako średnia wyników
uzyskanych z wielu miejsc. Z tego też powodu często wymagania odnośnie
powtarzalności wyników pomiaru są większe niż odnośnie dokładności. Po prostu
technolog nadzorujący proces wie z doświadczenia, przy jakim wskazaniu przyrządu
uzyskuje się najlepsze wyniki, natomiast mniej go interesuje, jaka jest wtedy dokładnie
temperatura liczona w skali bezwzględnej temperatur. Uwagi te odnoszą się również do
tensometrycznych pomiarów sił, do pomiarów składu substancji przy punktowym
pobieraniu próbek (np. z reaktora chemicznego) oraz do wszystkich przypadków,
w których proces przebiegający przestrzennie chcemy kontrolować przy użyciu czujników
mierzących punktowo.
−
Miejsce i sposób instalacji czujnika powinny być wybierane z uwzględnieniem warunków
wynikających z fizycznej zasady pomiaru. Tak na przykład przepływomierze powinny
być instalowane w prostoliniowym odcinku rurociągu. W przeciwnym bowiem razie
rozkład prędkości wzdłuż przekroju rurociągu byłby inny niż przyjęto przy skalowaniu
przyrządu i przy ustalaniu zależności między zmierzoną prędkością przepływu a szukaną
wartością strumienia przepływu masowego.
−
Kolejne bloki układu pomiarowego nie powinny wpływać na pracę bloków
poprzedzających. Jest to znany z miernictwa elektrycznego warunek nieobciążania źródła
sygnału. Warunek ten oznacza żądanie dużej lub bardzo dużej rezystencji wejściowej dla
przetworników współpracujących z czujnikami potencjometrycznymi, rezystancyjnymi,
pojemnościowymi,
z
elektrodami
pH-metrów,
miernikami
indukcyjnościowymi
przepływu oraz z wieloma innymi czujnikami elektrycznymi. Dla przetworników
współpracujących z czujnikami mającymi sygnał wyjściowy w postaci przesunięcia, jak
np.
dynamometrami
sprężynowymi,
manometrami
z
elementami
sprężystymi,
pływakowymi
miernikami
poziomu,
termometrami dylatacyjnymi itp. warunek
nieobciążania oznacza, że miernik przesunięcia powinien działać bezsiłowo. Z tego
powodu w przetwornikach współpracujących z takimi czujnikami najczęściej stosowane
są bez-stykowe (indukcyjne, pojemnościowe, (bioelektryczne i inne) czujniki położenia.
I odwrotnie, czujniki z sygnałem wyjściowym w postaci siły wymagają, aby pomiar
odbywał się przy możliwie małym przesunięciu.
−
Wynikowa niedokładność układu pomiarowego zależy od niedokładności wprowadzanych
przez czujnik i przetworniki, z których układ ten jest zestawiony. Dla uzyskania dużej
dokładności pomiaru należy wiec dążyć do ograniczenia liczby elementów układu oraz do
stosowania wysokiej klasy elementów, szczególnie przetworników.
−
Konieczne jest zapewnienie aparaturze pomiarowej znamionowych warunków pracy, tzn.
nie przekraczania dopuszczalnych zakresów: temperatury, wilgotności, zapylenia,
wibracji, wahań zasilania, pól magnetycznych itp. Przekroczenie znamionowych
warunków pracy powoduje, pojawienie się błędu dodatkowego.
−
Na wyniki pomiarów często mają wpływ inne parametry związane z obiektem badanym.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Na przykład temperatura ma wpływ na wyniki pomiarów naprężeń, przepływu gazów,
konduktywności i wielu innych. W takich przypadkach dla zachowania dokładności musi być
stosowana
kompensacja
wpływu
wielkości
zakłócającej.
Przykładem
może
być
temperaturowa kompensacja układów tensometrycznych. [4, s.44]
Jak widać z tego ogólnego przeglądu czynników wpływających na dokładność pomiaru, błędy
pomiarowe zależą nie tylko od producenta przyrządu, czyli od klasy dokładności, ale również
od projektu, instalacji oraz eksploatacji układu, w którym ten przyrząd pracuje.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest układ automatyki?
2. Jaka jest klasyfikacja elementów i urządzeń automatyki?
3. Na czym polega automatyzacja?
4. Jaka jest różnica pomiędzy układem sterowania otwartym a zamkniętym?
5. Co to jest układ regulacji?
6. Jakie znasz schematy blokowe regulacji automatycznej?
7. Jaką funkcję pełnią urządzenia i układy pomiarowe w przemysłowych układach regulacji?
8. Jakie czynniki decydują o właściwościach urządzeń pomiarowych?
9. Co to jest zakres pomiarowy?
10. Jakie znasz układy do pomiaru temperatury?
11. Jakie znasz źródła błędów pomiarowych?
4.1.3. Ćwiczenia
Ćwiczenie 1
Scharakteryzuj źródła błędów pomiarowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) dokonać podziału błędów pomiarowych,
3) wskazać przyczyny powstawania błędów,
4) wskazać sposoby zapobiegania powstawania błędów pomiarowych,
5) przedstawić powyższe w formie opisowej,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– przybory do pisania,
– literatura z rozdziału 6.
Ćwiczenie 2
Narysuj schemat blokowy układu regulacji jednoobwodowego.
Sposób wykonania ćwiczenia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) określić rodzaje urządzeń składowych,
3) wykonać schemat,
4) przedstawić powyższe w formie graficznej,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– modele układów regulacji automatycznej,
– przezrocza z elementami i układami automatyki,
– przybory do pisania,
– literatura z rozdziału 6.
Ćwiczenie 3
Wykonaj schemat strukturalny układu regulacji kaskadowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) określić rodzaje urządzeń składowych,
3) wykonać schemat,
4) przedstawić powyższe w formie graficznej,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– modele układów regulacji automatycznej,
– przezrocza z elementami i układami automatyki,
– przybory do pisania,
– literatura z rozdziału 6.
Ćwiczenie 4
Dokonaj klasyfikacji elementów automatyki.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) określić rodzaje urządzeń automatyki,
3) rozpoznać poszczególne elementy,
4) zanotować powyższe w arkuszu,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– modele układów regulacji automatycznej,
– przezrocza z elementami i układami automatyki,
– przybory do pisania,
– literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) wyjaśnić co to jest układ automatyki?
¨ ¨
2) określić jaka jest klasyfikacja elementów i urządzeń automatyki?
¨ ¨
3) wyjaśnić pojęcie automatyzacji
¨ ¨
4) wskazać różnice pomiędzy układem sterowania otwartym a zamkniętym?
¨ ¨
5) określić co to jest układ regulacji?
¨ ¨
6) scharakteryzować schematy blokowe regulacji automatycznej?
¨ ¨
7) określić funkcję urządzeń i układów pomiarowych w układach regulacji?
¨ ¨
8) wskazać czynniki decydujące o właściwościach urządzeń pomiarowych?
¨ ¨
9) wyjaśnić czym jest zakres pomiarowy?
¨ ¨
10) wykonać schemat blokowy układu do pomiaru temperatury?
¨ ¨
11) określić źródła błędów pomiarowych?
¨ ¨
12) dokonać prezentacji wykonanego ćwiczenia?
¨ ¨
13) wykorzystać zdobyte wiadomości w praktycznym działaniu?
¨ ¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.2. Przyrządy do pomiaru wielkości mechanicznych
4.2.1. Materiał nauczania
Przetworniki pomiarowe
Przetworniki pomiarowe wchodzą w skład urządzeń pomiarowych i w związku z tym
powinny spełniać takie same wymagania jak inne elementy tych urządzeń, odnosi się to
w pierwszym rzędzie do klasy dokładności.
Przetworniki
są
budowane
jako
układy
bez
sprzężenia
zwrotnego
lub
jako
autokompensacyjne układy ze sprzężeniem zwrotnym. Przetwornik pracujący w układzie
otwartym cechuje kolejne, jednokierunkowe przetwarzanie sygnałów od czujnika przez
zespół przetworników pośrednich, aż do uzyskania sygnału wyjściowego o pożądanej postaci.
W przetwornikach pracujących w układzie zamkniętym sygnał wyjściowy jest przetwarzany
z powrotem do postaci umożliwiającej porównanie go z sygnałem wyjściowym czujnika.
Schemat blokowy układu otwartego, przedstawiony na rysunku 4, odpowiada manometrowi
różnicowemu
z
czujnikiem
indukcyjnościowym,
rozbudowanemu
o
przetwornik,
otrzymywanego z czujnika indukcyjnościowego, sygnału napięcia przemiennego na
standardowy sygnał prądowy.
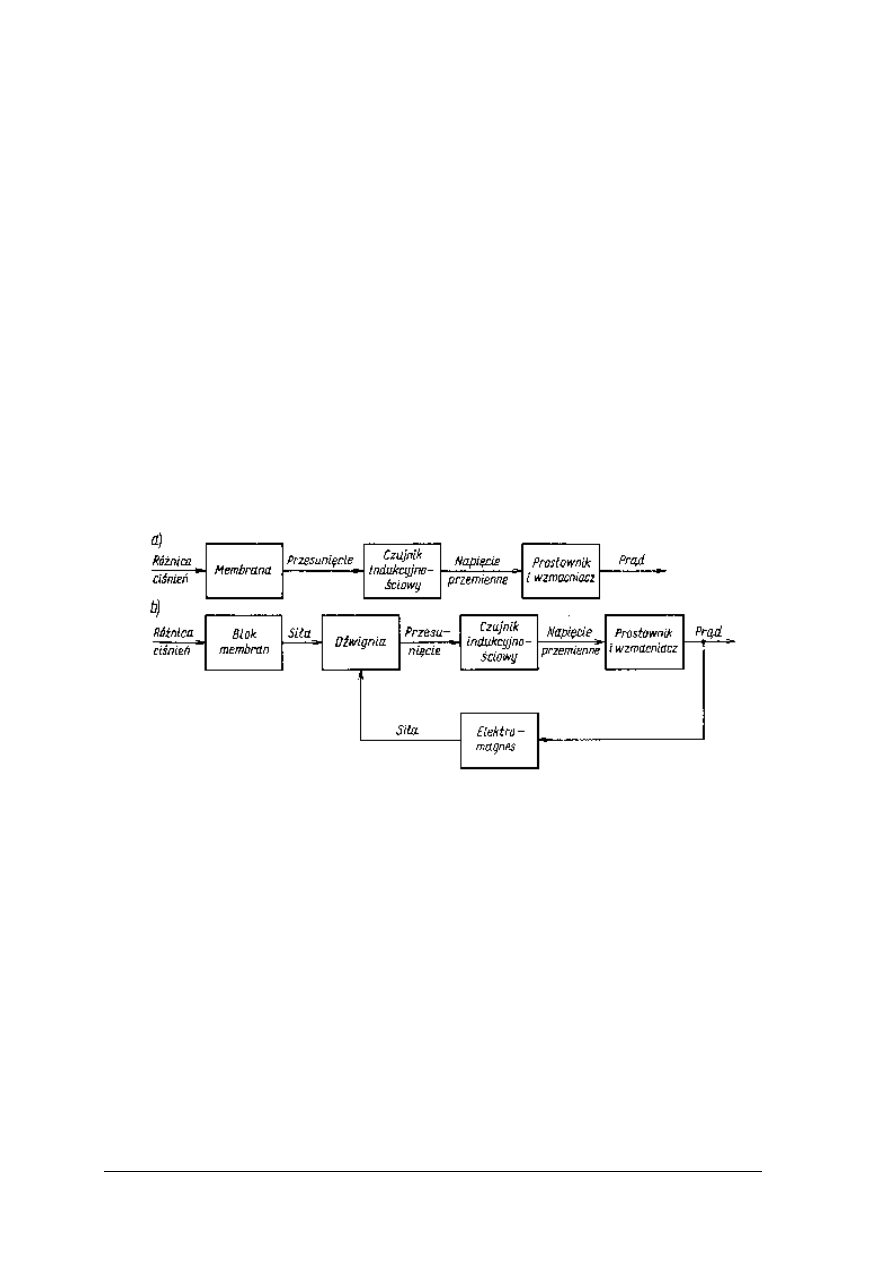
Rys.4. Schemat blokowy przetwornika: a) pracującego w układzie otwartym; b) pracującego w układzie
zamkniętym [4, s. 45]
Schemat blokowy układu zamkniętego, odpowiada działającemu na zasadzie kompensacji
sił miernikowi różnicy ciśnień. Obydwa układy mierzą tę samą wielkość: różnicę ciśnień,
obydwa wytwarzają taki sam standardowy sygnał prądowy, można je więc porównywać.
Widać, że układ zamknięty jest bardziej skomplikowany. Można za to spodziewać się po nim
większej dokładności. Przy określonej różnicy ciśnień sygnał wyjściowy układu otwartego
zależy od charakterystyki czujnika indukcyjnościowego, od napięcia zasilania tego czujnika
oraz od wzmocnienia przetwornika napięcia przemiennego na sygnał prądowy. W tych
samych warunkach sygnał wyjściowy układu zamkniętego zależy tylko od charakterystyki
przetwornika prąd-siła, czyli od charakterystyki elektromagnesu.
Nietrudno zauważyć, że klasa układu zamkniętego będzie zdecydowanie wyższa. Zrozumiała
też staje się tendencja do obejmowania sprzężeniem zwrotnym jak największej części
urządzenia pomiarowego. [4, s.45]
Budowę ważnego elementu urządzeń pomiarowych, przetwornika elektropneumatycznego
stosowanego jako element przetwarzający elektryczny sygnał pomiarowy na sygnał
wejściowy regulatora pneumatycznego przedstawiono schematycznie na rysunku 5.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
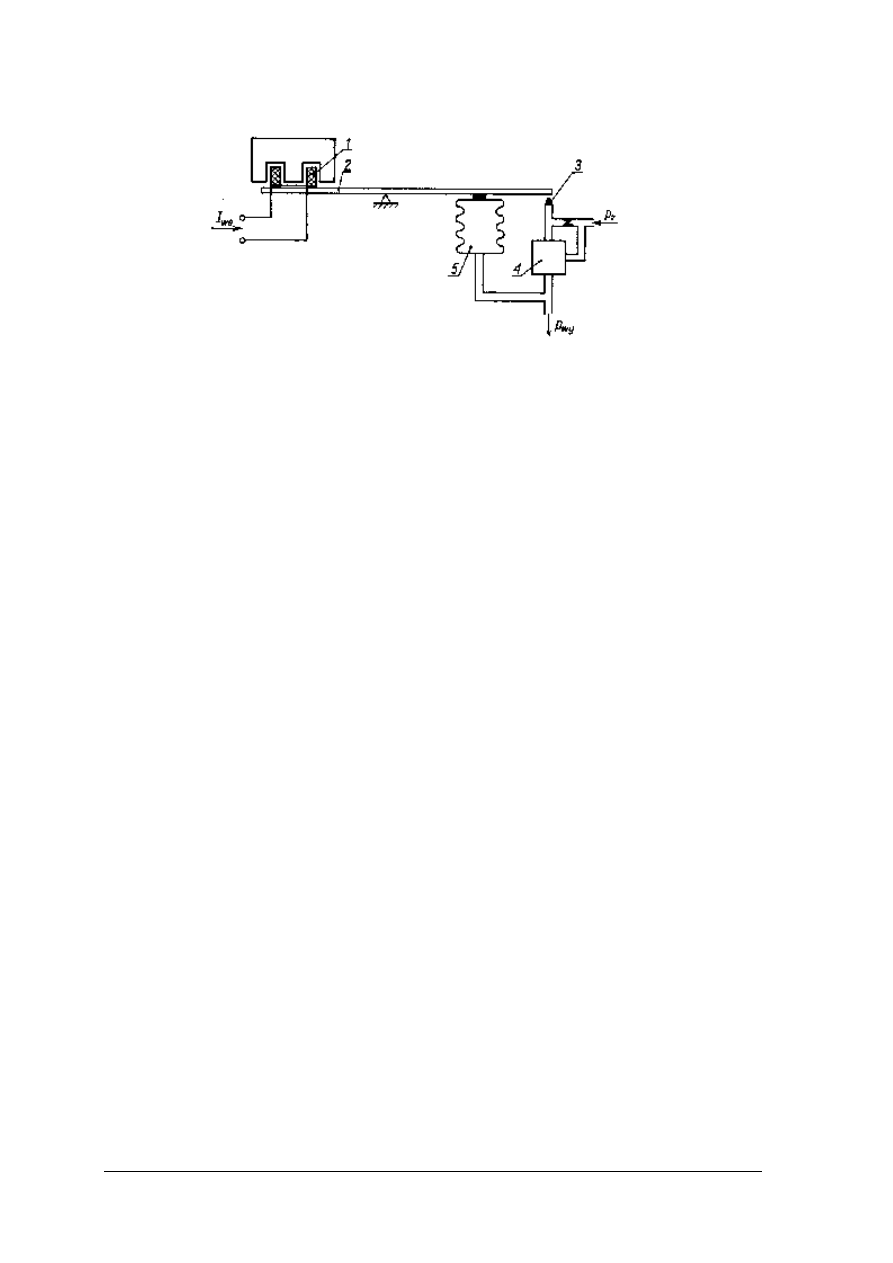
Rys.5. Schemat przetwornika pneumatyczno-elektrycznego; 1 – elektromagnes, 2 – dźwignia, 3 – czujnik
indukcyjnościowy przesunięcia, 4 – wzmacniacz, 5 – mieszek [4, s. 45]
Przetwornik zbudowany jest w typowym układzie równoważni elektropneumatycznej.
Prąd wejściowy przetwornika płynąc przez cewkę znajdującą się w polu magnesu trwałego
powoduje powstanie siły. Pod działaniem tej siły nastąpi odchylenie dźwigni, a wiec zmiana
odległości między dyszą, a przysłoną. To z kolei spowoduje zmianę spadku ciśnienia
w układzie dysza-przysłona a więc zmianę ciśnienia wyjściowego z tego układu. Ciśnienie
wyjściowe układu dysza-przysłona stanowi po wzmocnieniu sygnał wyjściowy przetwornika,
a jednocześnie zasila mieszek kompensujący siłę wytwarzaną przez elektromagnes. W stanie
równowagi ciśnienie wyjściowe jest więc proporcjonalne do prądu wejściowego.
Przetworniki działające na zasadzie równoważni, czyli równoważenia sił, stosowane są do
przetwarzania na sygnał pneumatyczny sygnałów otrzymywanych z czujników w postaci siły
lub ciśnienia.
Pomiary położenia oraz przesunięć liniowych i kątowych
Pomiary przesunięć zajmują w automatyce miejsce szczególnie ważne. Przesunięcia
występują bowiem jako wielkość pośrednia przy pomiarach wielu różnych wielkości
fizycznych, a więc elementy do pomiaru przesunięć będą występowały jako części składowe
urządzeń do pomiaru tych wielkości. Ponadto w wielu dziedzinach są stosowane różnego
rodzaju serwomechanizmy, w których dokładny pomiar położenia jest warunkiem
prawidłowego działania.
Najbardziej znaną grupę czujników przesunięć mechanicznych stanowią czujniki
analogowe, przypisujące każdej wartości przesunięcia odpowiednią, zmieniającą się w sposób
ciągły, wartość pewnej wielkości fizycznej, najczęściej napięcia stałego lub przemiennego.
Czujniki te, mimo że umożliwiają niekiedy osiągnięcie dużych dokładności bezwzględnych
(rzędu części mikrometra), nie dają możliwości uzyskania dokładności względnej pomiarów
lepszej niż 0,1 %. Ograniczenia te wynikają m. in. z dokładności przyrządów wskazujących.
Niemożność uzyskania dużych dokładności względnych oznacza, że nie można osiągać
dużych dokładności przy dużych zakresach pomiarowych. Na przykład przy zakresie
pomiarowym l m dokładność względna 0,1 % oznacza pomiar z błędem l mm. W wielu
zastosowaniach taka dokładność jest niewystarczająca.
Konieczność wykonywania pomiarów przesunięć mechanicznych z bardzo dużą
dokładnością względną spowodowała opracowanie nowej metody pomiarowej: podziału
całego zakresu pomiarowego na kilka dokładnie wyznaczonych podzakresów. Stosowane są
dwie odmiany takiego rozwiązania: układy cyfrowe, w których podzakresy są bardzo
niewielkie i wartość przesunięcia otrzymuje się przez ich zliczanie, oraz układy mieszane,
w których zliczanie podzakresów daje zgrubny wynik pomiaru uzupełniany pomiarem
analogowym wewnątrz podzakresu. Często stosowaną metodą pomiaru przesunięć liniowych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
jest pomiar przesunięć kątowych i dodatkowe zliczanie obrotów śruby napędowej lub wirnika
silnika napędzającego przez przekładnię element ruchomy. [4, s.47]
Do pomiaru przesunięć kątowych, obok czujników używanych także do pomiaru
przesunięć
liniowych,
jest
stosowana
grupa
elementów,
które
można
nazwać
transformatorami obrotowymi. Elementy te, których najbardziej znanym przedstawicielem
jest selsyn, zasługują na specjalną uwagę ze względu na szerokie i różnorodne zastosowania.
Potencjometry
Jednym z najbardziej znanych czujników przesunięcia jest potencjometr, którego styk
ślizgowy (szczotka), wykonując ruch prostoliniowy, obrotowy lub śrubowy, przyjmuje
położenie odpowiadające przesunięciu mierzonemu. Potencjometr włączony w prosty układ
elektryczny przetwarza przesunięcie prostoliniowe lub kątowe w zakresie od jednego do kilku
obrotów, na napięcie stałe lub przemienne. Potencjometry wykonywane są najczęściej
z cienkiego, izolowanego drutu oporowego nawiniętego na izolacyjnej płytce lub pręcie. Styk
ślizgowy przesuwa się po ścieżce powstałej przez zdjęcie z zewnątrz izolacji. Jeżeli
potencjometr nawinięty jest na karkasie o stałym przekroju, wówczas rezystancja
przypadająca na jednostkę jego długości jest stała i napięcie mierzone na styku ślizgowym
będzie się zmieniało proporcjonalnie do zmian położenia styku ślizgowego.
Potencjometry stosowane są do pomiarów przesunięć w zakresie l cm ÷ 0,5 m;
największe uzyskiwane dokładności wynoszą ok. 0,05 mm, ale nie więcej niż 0,1 %. Wadą
podstawową potencjometrów jest ich wrażliwość na wilgotność, zapylenie, wyziewy
agresywne, wibracje itp. Tam, gdzie to jest możliwe, potencjometry są zastępowane bardziej
odpornymi i niezawodnymi czujnikami bezstykowymi, w niektórych jednak przypadkach, np.
w rejestratorach autokompensacyjnych, potencjometry są nadal bezkonkurencyjne. [4, s.48]
Rys.6. Schematy potencjometrycznego pomiaru przesunięcia: a)liniowego; b) kątowego [4, s. 48]
Czujniki indukcyjnościowe
Typowym, mającym szerokie zastosowanie, bezstykowym czujnikiem przesunięcia jest
czujnik indukcyjnościowy. Czujnik indukcyjnościowy przetwarza przesunięcie liniowe lub
kątowe jego części ruchomej na zmianę indukcyjności własnej lub wzajemnej cewek
czujnika. Jego działanie jest oparte na zależności indukcyjności od przewodności obwodu
magnetycznego. Najprostszy czujnik indukcyjnościowy składa się z cewki (powietrznej lub
nawiniętej na rdzeniu ferromagnetycznym) i ruchomego rdzenia ferromagnetycznego.
Czujniki indukcyjnościowe stosowane są do pomiarów przesunięć w zakresie od setnych
części do kilkudziesięciu milimetrów, osiągane dokładności zależą od zakresów
pomiarowych. Największą dokładność zapewniają transformatorowe czujniki różnicowe. Przy
odpowiednim wykonaniu i niewielkim zakresie pomiarowym pozwalają one uzyskiwać
dokładności
tysięcznych
części
milimetra.
Czujniki
indukcyjnościowe
mogą
być
wykonywane w sposób zapewniający im dużą odporność na wpływy zewnętrzne. Do
zasilania jest używane napięcie o częstotliwości akustycznej lub (rzadziej) napięcie sieci.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
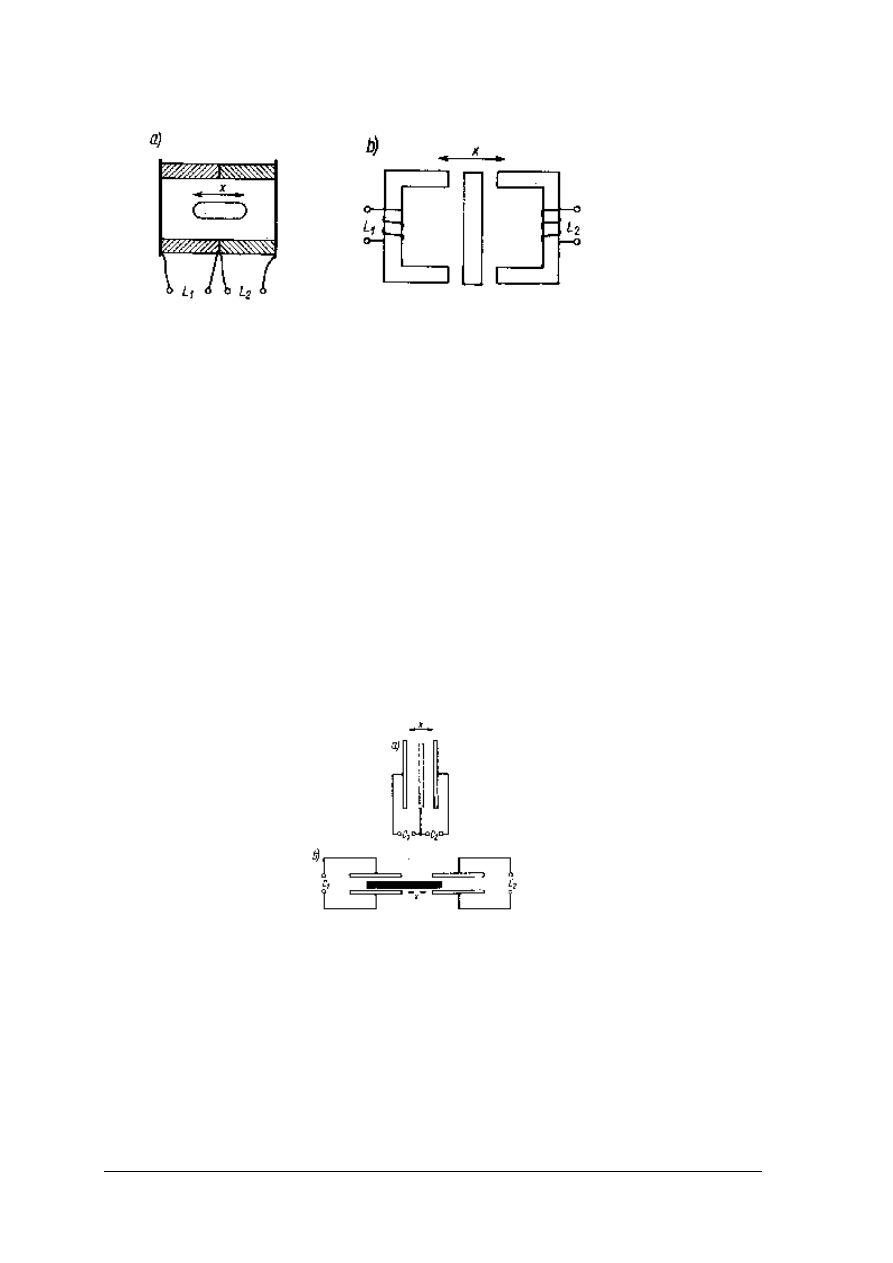
Rys.7. Schemat czujnika indukcyjnościowego różnicowego: a) solenoidalnego; b) o zmiennej długości szczeliny
[4, s. 51]
Czujniki pojemnościowe
Pojemnościowym czujnikiem przesunięcia jest kondensator, którego pojemność może być
zmieniana na skutek przesunięcia któregoś z jego elementów.
Zmianom może więc podlegać powierzchnia czynna lub odległość między okładzinami
kondensatora, albo też przenikalność względna dielektryka.
Czujniki pojemnościowe należą do najczulszych czujników przesunięć, mogą być
stosowane do pomiarów przesunięć mniejszych od mikrometra. Zakres górny mierzonych
przesunięć dla czujników pojemnościowych wynosi kilkanaście centymetrów. Pojemności
czujników pojemnościowych wynoszą kilka do kilkuset pikofaradów, względne zmiany
pojemności – od setnych części procenta do stu procent. Cechami charakterystycznymi
czujników pojemnościowych są: mały wyjściowy opór mechaniczny oraz bardzo duża
rezystancja wyjściowa. Głównymi źródłami niedokładności tych czujników są pojemności
brzegowe, sprzężenia z sąsiednimi elementami, pojemności doprowadzeń, zmiany
przenikalności elektrycznej spowodowane kurzem, brudem, zmiany przenikalności
elektrycznej powietrza przy zmianach wilgotności i temperatury oraz błędy wprowadzone
przez układy pomiaru pojemności.
Rys.8. Schemat różnicowego pojemnościowego czujnika przesunięć: a) o zmiennej odległości okładzin;
b) o zmiennej przenikalności względnej [4, s. 53]
Selsyny
Selsyny, budową przypominające małe prądnice trójfazowe, były opracowane do
przekazywania na odległość położenia kątowego oraz jako czujniki do pomiaru położenia
kątowego lub różnicy kątów. Przekazywanie kąta odbywa się w tzw. łączu wskaźnikowym
składającym się z selsyna nadawczego i jednego lub kilku selsynów odbiorczych. Do pomiaru
różnicy kątów stosuje się wiele układów, z których najpopularniejszym jest układ łącza
transformatorowego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
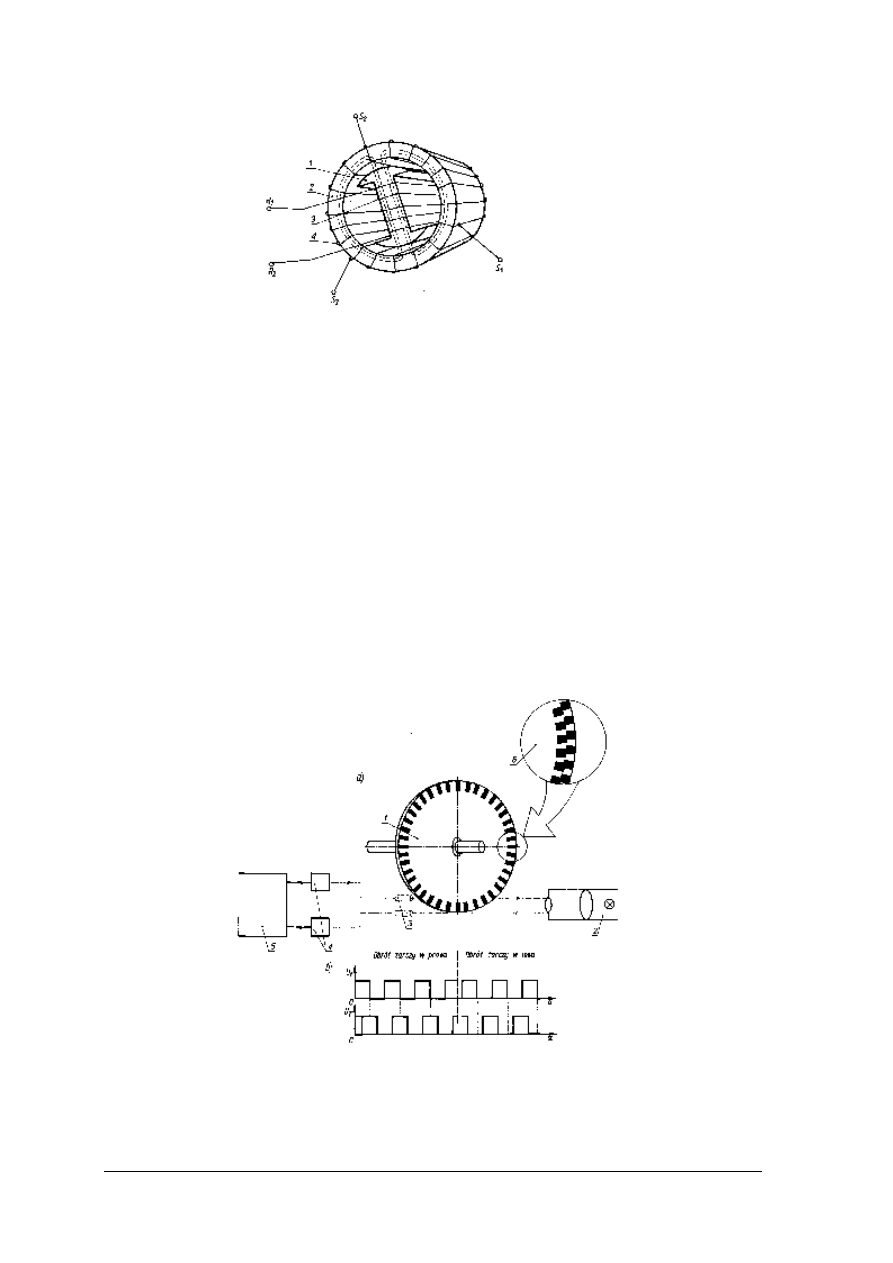
Rys.9. Schemat budowy selsyna: 1 – wirnik, 2 – stojan, 3 – uzwojenie wirnika, 4 – uzwojenia stojana [4, s. 54]
Uzwojenie stojana składa się z trzech części na ogół połączonych w gwiazdę i tak
rozmieszczonych, aby ich osie geometryczne tworzyły ze sobą kąty 120°. Uzwojenie to
umieszczone jest w ukośnych względem osi wału żłobkach, równomiernie rozmieszczonych
na obwodzie. Precyzja wykonania i nawinięcia uzwojenia stojana ma zasadnicze znaczenie
dla dokładności działania selsyna. [4, s.54]
Cyfrowe urządzenia do pomiaru przesunięć liniowych i kątowych
Najprostszym rozwiązaniem cyfrowego pomiaru przesunięć jest zliczanie elementarnych
działek oznaczających wykonanie przesunięcia o określoną wartość.
Na obwodzie szklanej tarczy naniesione są w równych odstępach nieprzezroczyste działki.
Działki powinny być naniesione bardzo dokładnie, decyduje to bowiem o dokładności
pomiaru. Szerokość nieprzezroczystych działek powinna być taka sama, jak szerokość
oddzielających je przezroczystych odstępów. Z jednej strony tarczy umieszczone jest źródło
światła, z przeciwnej strony fotoelementy mierzące natężenie przepuszczanego przez tarczę
strumienia świetlnego. Sygnały z fotoelementów są wzmacniane i formowane tak, że
w efekcie otrzymywane są przebiegi prostokątne. [4, s.59]
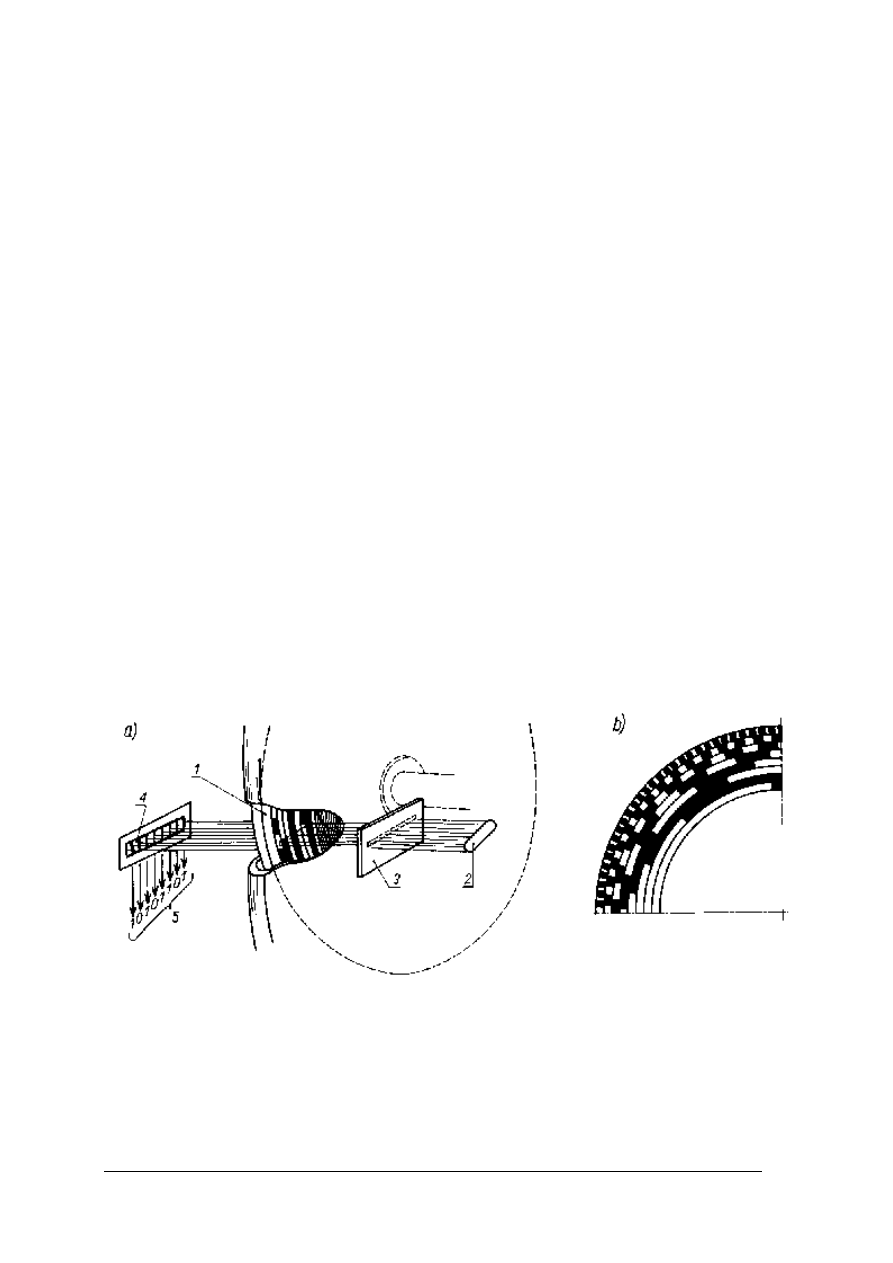
Rys.10. Cyfrowy pomiar przesunięć kątowych: a) schemat działania układu; b) przebiegi napięć otrzymywanych
z fotoelementów; 1- tarcza pomiarowa, 2 – oświetlacz, 3 – fotoelementy, 4 – wzmacniacze, 5 – układ
wykrywania kierunku obrotu i licznik, 6 – wycinek tarczy pokazany w powiększeniu [4, s. 60]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Pomiar przesunięcia uzyskuje się w wyniku zliczania impulsów, z których każdy oznacza
przejście pod fotoelementem pojedynczej działki. W większości zastosowań mierzone są
przesunięcia dwukierunkowe. Otrzymywane impulsy mogą więc oznaczać przesunięcie
w kierunku uznanym za dodatni i wtedy powinny być dodawane do zawartości licznika, mogą
też oznaczać przesunięcie w kierunku przeciwnym (ujemnym) i wtedy powinny być
odejmowane od zawartości licznika.
Urządzenia pomiarowe, w których wynik pomiaru otrzymuje się przez zliczenie
impulsów, nie mają stałego punktu odniesienia i zawsze istnieje obawa, że wynik pomiaru
zostanie nieodwracalnie zniekształcony przez błąd licznika. Jedynym właściwie cyfrowym
urządzeniem do pomiaru położenia, które tej wady nie ma, jest tarcza kodowa. Na tarczy tej
jest naniesiony szereg pierścieni z występującymi na przemian segmentami przezroczystymi
i zaczernionymi. Pierścień najbliższy środka tarczy podzielony jest na dwie części, zawiera
więc jeden segment zaczerniony i jeden przezroczysty. Następny pierścień podzielony jest na
cztery części i zawiera dwa segmenty zaczernione, rozdzielone dwoma segmentami
przezroczystymi. Trzeci pierścień podzielony jest na osiem części, czwarty na szesnaście itd.,
każdy następny pierścień zawiera dwukrotnie więcej segmentów niż poprzedni. Liczba
pierścieni określa liczbę segmentów na zewnętrznym pierścieniu, a zatem dokładność
pomiaru. Jak łatwo obliczyć, na zewnętrznym pierścieniu jest 2
n
segmentów (n – liczba
pierścieni). Z tarczą współpracuje zespół fotoelementów, wykrywających, czy nad nimi
znajduje się segment zaczerniony czy przezroczysty. Pojawieniu się segmentu zaczernionego
odpowiada sygnał, któremu przypisujemy wartość 0, a pojawieniu się segmentu
przezroczystego – sygnał, któremu przypisujemy wartość l w dwójkowym systemie liczenia.
Każdemu położeniu tarczy kodowej odpowiada więc kombinacja zer i jedynek, czyli liczba
dwójkowa, która stanowi miarę położenia kątowego tarczy. Wykonywane są tarcze kodowe
z odczytem fotoelektrycznym, takie jak opisana powyżej, oraz z odczytem stykowym. Liczba
pierścieni n waha się od kilku (tarcze z odczytem stykowym) do dziesięciu, a nawet
kilkunastu (tarcze z odczytem fotoelektrycznym). [4, s.63]
Rys.11. Tarcza kodowa: a) schemat budowy; b) wycinek tarczy
1 – tarcz, 2 – źródło światła, 3 – przysłona, 4 – zestaw fotoelementów, 5 – zestaw sygnałów wyjściowych dla
przedstawionego położenia tarczy [4, s. 63]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Pomiary sił i odkształceń
Siłę można mierzyć po uprzednim jej skompensowaniu siłą o wartości znanej lub łatwej
do zmierzenia. Jako siły kompensujące wykorzystywane są siły sprężystości lub siły
wytwarzane przez układy elektromagnetyczne, albo pneumatyczne.
Równoważenie pneumatyczne lub elektromagnetyczne jest stosowane przy pomiarach
niewielkich sił, występujących jako wielkości pośrednie w różnego rodzaju aparatach, jak np.
w przetwornikach, w których wykorzystuje się równoważnię elektromechaniczną lub
pneumatyczną.
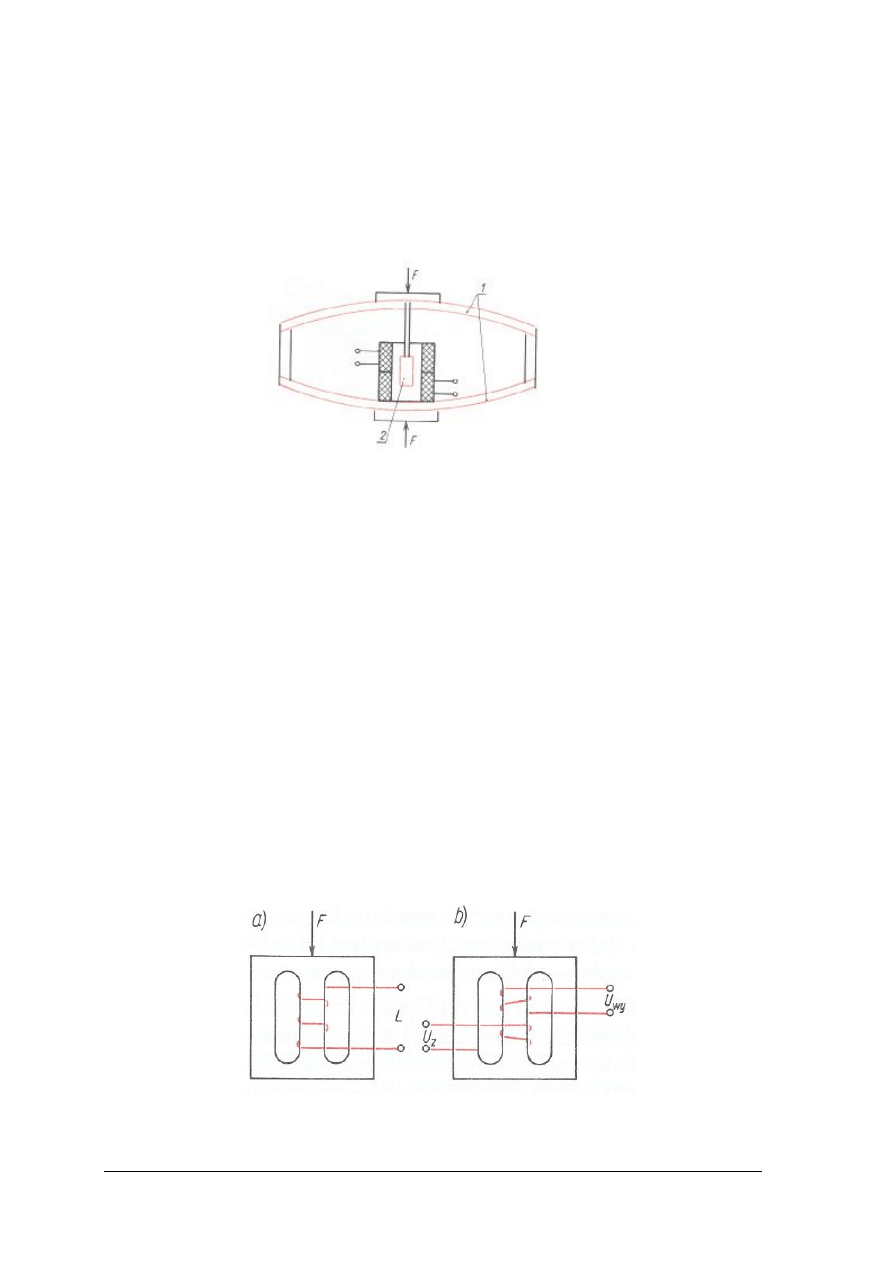
Rys.12. Schemat dynamometru z płaską sprężyną i indukcyjnościowym czujnikiem do pomiaru jej odkształceń;
1 – sprężyny, 2 – indukcyjnościowy czujnik przesunięć [4, s. 64]
Jeżeli siła mierzona działa na element sprężysty, wywołuje to jego odkształcenie
i powstanie siły sprężystości, równoważącej siłę mierzoną. Odkształcenie elementu
sprężystego może wywoływać zmiany jego właściwości elektrycznych lub, jeżeli jest
wystarczająco duże, może być mierzone jako przesunięcie jednego z jego punktów. Do tej
ostatniej grupy należą powszechnie znane dynamometry sprężynowe, w których wydłużenie
sprężyny, lub ugięcie membrany jest odczytywane bezpośrednio na podziałce. Dokładność
dynamometrów sprężynowych jest uwarunkowana liniowością i stabilnością charakterystyk
sprężyn; przy dobrych sprężynach niedokładność nie powinna przekraczać 1%. Zakres
pomiaru siły wynosi do 200 kN.
Bezpośrednie przetwarzanie sił na sygnał elektryczny umożliwiają czujniki magnetosprężyste
i piezoelektryczne. W czujnikach magnetosprężystych wykorzystywane jest zjawisko zmian
przenikalności magnetycznej ferromagnetyków przy ich deformacji w granicach odkształceń
sprężystych. Zjawisko to jest ściśle związane ze zjawiskiem magnetostrykcji. Czujniki
magnetosprężyste wykonywane są z permalojów o różnej zawartości niklu, ze stali
transformatorowej (tylko czujniki pracujące na ściskanie), czystego niklu, stali miękkiej i in.
Czujniki magnetosprężyste mogą być budowane jako cewki o zmiennej indukcyjności
własnej (dławikowe) lub jako transformatory o zmiennej indukcyjności wzajemnej
(transformatorowe). [4, s.64]
Rys.13. Schematyczne przedstawienie budowy czujników magnetosprężystych: a) dławikowego,
b) transformatorowego [4, s. 65]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Czujniki magnetosprężyste dławikowe pracują z reguły w układach mostków prądu
przemiennego. Stosowane są one do pomiaru sił w zakresie ok. 4·10
6
N oraz do pomiaru
ciśnień w zakresie ok. 5·10
7
Pa. Pressduktory (czujnik transformatorowy) mające czułość
mniejszą niż czujniki dławikowe są stosowane do pomiaru większych sił.
W czujnikach piezoelektrycznych jest wykorzystywane zjawisko powstawania na
powierzchni niektórych dielektryków ładunku elektrycznego pod wpływem odkształceń
mechanicznych. Właściwość tę mają niektóre kryształy, jak np. kwarc. Zjawisko odwrotne,
zmiany wymiarów zewnętrznych dielektryka pod wpływem pola elektrycznego, nazywa się
zjawiskiem elektrostrykcji. Znalazło ono szerokie zastosowanie w radiotechnice, m. in.
w filtrach rezonansowych. Ponieważ ładunek powstający na powierzchni czujnika
piezoelektrycznego ma charakter elektrostatyczny, jest on rozładowywany przez rezystancję
własną dielektryka oraz przez rezystancję wejściową wzmacniacza dołączonego do czujnika.
Czujniki piezoelektryczne znalazły więc zastosowanie przede wszystkim w pomiarach
dynamicznych zmiennych wartości sił i ciśnień. Zakres mierzonych sił wynosi kilka tysięcy
niutonów, a częstotliwości maksymalnie – kilkanaście kiloherców.
Do pomiaru odkształceń mechanicznych, a w związku z tym również do pomiaru sił,
powszechnie stosowanymi elementami są tensometry rezystancyjne. W tensometrze
rezystancyjnym rezystancja zależy od odkształcenia mechanicznego.
Pomiary parametrów ruchu
Prędkość kątową (obrotową) najczęściej mierzy się prądnicą tachometryczną, układami
częstotliwościowymi oraz tachometrami mechanicznymi. Prądnice tachometryczne są to
prądnice wykonane bardzo dokładnie, tak aby ich napięcie wyjściowe było zależne liniowo od
prędkości kątowej (obrotowej).
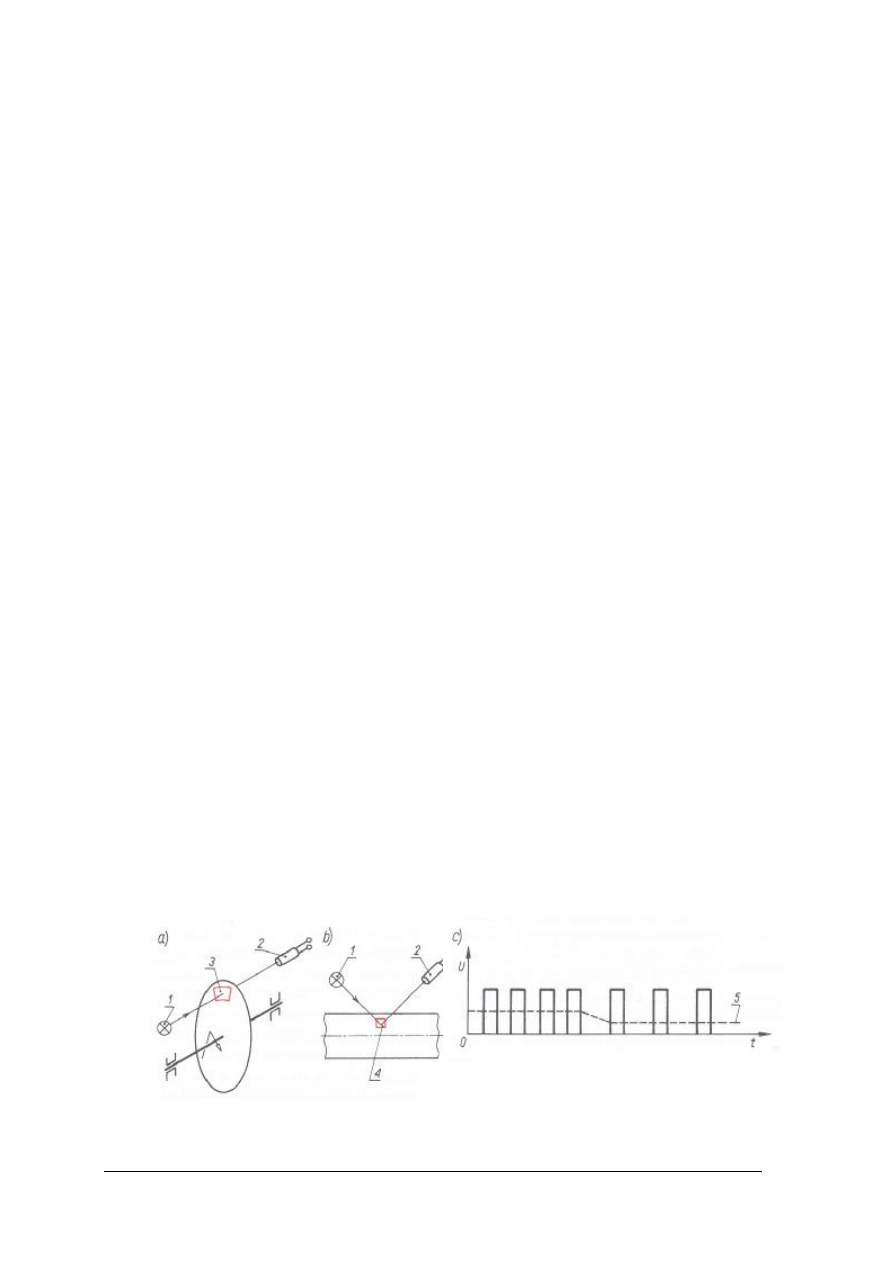
Najprostszym przykładem przetwornika prędkości wirowania na częstotliwość jest impulsator
fotoelektryczny. W rozwiązaniu pierwszym (rysunek 14 a) badany ruch obrotowy jest
przenoszony na tarczę mającą jeden lub więcej wycinków przezroczystych. Z jednej strony
tarczy umieszczone jest źródło światła, z drugiej – przetwornik fotoelektryczny. Każde
przejście wycinka przezroczystego między źródłem światła, a przetwornikiem powoduje
wytworzenie impulsu. W drugim rozwiązaniu (rysunek 14 b) promień świetlny ze źródła do
przetwornika fotoelektrycznego trafia po odbiciu od umieszczonego na obracającym się
elemencie wycinka lustrzanego. Tym odbijającym wycinkiem lustrzanym może być nawet
kawałek folii naklejonej na obracający się przedmiot. Umożliwia to bezstykowy, nie
wprowadzający obciążeń momentami dodatkowymi, pomiar prędkości kątowej. W obu
rozwiązaniach miarą prędkości kątowej jest częstotliwość impulsów z przetwornika
fotoelektrycznego. Częstotliwość ta mierzona jest następnie cyfrowo przez zliczanie
impulsów przychodzących w określonym czasie, lub analogowo – np. przez pomiar wartości
średniej odpowiednio uformowanych impulsów (rysunek 14 c). [4, s.70]
Rys.14. Impulsowy układ pomiaru prędkości: a) z tarczą impulsującą; b) z wycinkiem odblaskowym naklejonym
na obracającym się przedmiocie; c) sygnał wyjściowy; 1 – źródło światła, 2 – fotoelement, 3 – wycinek
przezroczysty, 4 – wycinek lustrzany, 5 – wartość średnia sygnału wyjściowego [4, s. 70]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Metody częstotliwościowe pomiaru prędkości kątowej pozwalają na uzyskiwanie
największych obecnie dokładności pomiarów; przy użyciu tarcz impulsujących z dużą
gęstością podziału mogą być stosowane do pomiaru bardzo małych prędkości kątowych.
Ponadto metody te nie wprowadzają żadnych lub wprowadzają bardzo małe obciążenia
układu badanego. Jako impulsatory, równie często jak układy fotoelektryczne, stosowane są
układy magnetyczne.
Do metod częstotliwościowych zaliczyć można również metodę stroboskopową. Metoda
ta polega na oświetlaniu obracającego się przedmiotu, światłem błyskowym o regulowanej
i mierzonej częstotliwości błysków. Jeżeli nastawiając częstotliwość błysków doprowadzimy
do ich synchronizacji z obrotami, tzn. do sytuacji, w której na każdy obrót przypada jeden
błysk, wówczas obserwując obracający się przedmiot odniesiemy wrażenie, że jest on
nieruchomy. Jest to tzw. efekt stroboskopowy. Wynika on z faktu, że obserwator widzi
obracający się przedmiot zawsze w tym samym położeniu, co pewien kolejny obrót, np. co
drugi, co trzeci itd. Wykonując pomiar stroboskopem, należy rozpoczynać od częstotliwości
błysków na pewno większych niż częstotliwość synchroniczna z obrotami, a następnie
zmniejszać ją do chwili wystąpienia po raz pierwszy efektu stroboskopowego. Jeżeli
obracający się przedmiot nie ma wyróżniających się punktów (jeżeli jest to np. gładki wał)
i efekt stroboskopowy jest trudny do zaobserwowania, można dla ułatwienia pomiaru nanieść
na nim znak farbą lub kredą. [4, s.71]
4.2.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Gdzie mają zastosowanie przetworniki pomiarowe?
2. Jakie urządzenia służą do pomiaru przesunięć mechanicznych?
3. Jakie zastosowanie mają potencjometry?
4. W jakim zakresie pomiaru przesunięć pracują potencjometry?
5. Gdzie mają zastosowanie czujniki indukcyjne?
6. Do czego służą selsyny?
7. Na jakiej zasadzie działają cyfrowe urządzenia do pomiaru przesunięć liniowych
i kątowych?
8. Jakie urządzenia służą do pomiaru siły?
9. Jakie urządzenia służą do pomiaru parametrów ruchu?
10. Na czym polega pomiar metoda stroboskopową?
4.2.3. Ćwiczenia
Ćwiczenie 1
Sprawdź działanie przetwornika pneumatyczno-elektrycznego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) zapoznać się z instrukcją ćwiczeń,
3) przygotować stanowisko pomiarowe,
4) wykonać ćwiczenie zgodnie z instrukcją,
5) zanotować wyniki pomiaru w arkuszu,
6) przedstawić powyższe w formie opisowej,
7) dokonać oceny poprawności wykonanego ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Wyposażenie stanowiska pracy:
– instrukcja stanowiskowa,
– arkusz,
– przetwornik pneumatyczno-elektryczny,
– przybory do pisania,
– literatura z rozdziału 6.
Ćwiczenie 2
Wykonaj pomiar ruchu tarczą kodową.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) zapoznać się z instrukcją ćwiczeń,
3) przygotować stanowisko pomiarowe,
4) wykonać ćwiczenie zgodnie z instrukcją,
5) zanotować wyniki pomiaru w arkuszu,
6) przedstawić powyższe w formie opisowej,
7) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– instrukcja stanowiskowa,
– arkusz,
– zestaw urządzeń do pomiaru z użyciem tarczy kodowej,
– przybory do pisania,
– literatura z rozdziału 6.
Ćwiczenie 3
Wykonaj pomiar ruchu prędkościomierzem impulsowym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) zapoznać się z instrukcją ćwiczeń,
3) przygotować stanowisko pomiarowe,
4) wykonać ćwiczenie zgodnie z instrukcją,
5) zanotować wyniki pomiaru w arkuszu,
6) przedstawić powyższe w formie opisowej,
7) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– instrukcja stanowiskowa,
– arkusz,
– impulsowy układ pomiarowy,
– przybory do pisania,
– literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) wyjaśnić zastosowanie przetworników pomiarowych?
¨ ¨
2) określić urządzenia do pomiaru przesunięć mechanicznych?
¨ ¨
3) narysować schemat blokowy przetwornika?
¨ ¨
4) wskazać zastosowanie potencjometrów?
¨ ¨
5) określić zakres pomiaru potencjometrów?
¨ ¨
6) określić zastosowanie czujników indukcyjnych?
¨ ¨
7) wskazać zastosowanie selsynów?
¨ ¨
8) scharakteryzować zasadę działania cyfrowych urządzeń pomiarowych?
¨ ¨
9) określić urządzenia do pomiaru siły?
¨ ¨
10) wskazać urządzenia do pomiarów ruchu?
¨ ¨
11) scharakteryzować pomiar metodą stroboskopową?
¨ ¨
12) dokonać prezentacji wykonanego ćwiczenia?
¨ ¨
13) wykorzystać zdobyte wiadomości w praktycznym działaniu?
¨ ¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.3. Przyrządy do pomiaru przepływu
4.3.1. Materiał nauczania
Przyrządy do pomiaru przepływu (strumienia)
Pomiary przepływu są prowadzone w celu określenia ilości cieczy i gazów
przepływających w rurociągach. Wykonuje się pomiary prędkości przepływu v (m/s),
strumienia objętościowego Q (m
3
/s) lub strumienia masy G (kg/s). Wielkości te są ze sobą
powiązane zależnościami, które przy zachowaniu pewnych warunków pozwalają określić
jedną z nich na podstawie pomiaru innej.
Strumień objętościowy, czyli objętość cieczy lub gazu przepływająca w jednostce czasu przez
powierzchnię przekroju rury, jest – przy zachowaniu warunku stałego ciśnienia i przepływu
laminarnego – związany z prędkością przepływu zależnością
Q = S υ,
przy czym: S – powierzchnia przekroju, υ – prędkość średnia przy danym przekroju.
Strumień masy, czyli masa cieczy lub gazu przepływającego w jednostce czasu przez przekrój
przewodu rury, przy znanej gęstości przepływającego czynnika q może być określona na
podstawie pomiaru strumienia objętościowego, bowiem
G = q Q,
Czujniki strumienia wskazują na ogół wartość chwilową. Jeżeli potrzebna jest informacja
o ilości przepływającego czynnika, to dodawany jest układ zliczający (sumujący),
wyskalowany w metrach sześciennych lub kilogramach. Urządzenia mierzące ilość
przepływającego czynnika są nazywane licznikami.
Duże znaczenie, jakie mają pomiary przepływu w przemyśle, przy wielkiej różnorodności
warunków, w jakich te pomiary są wykonywane, doprowadziło do opracowania wielu
rodzajów przepływomierzy. Najważniejsze z nich to:
−
przepływomierze zwężkowe,
−
indukcyjne,
−
rurki spiętrzające,
−
anemometry wiatraczkowe,
−
termoanemometry,
−
urządzenia zliczające stałe porcje przepływającego czynnika. [4, s.73]
Najbardziej rozpowszechnioną metodą pomiaru strumienia gazu, pary i cieczy jest metoda
zmiennego spadku ciśnienia, wykorzystująca zależność spadku ciśnienia na przewężeniu
przewodu, od prędkości czynnika przepływającego przez to przewężenie. W technice
pomiarowej stosuje się kryzy, dysze i zwężki Yenturiego jako kalibrowane „przewężenia"
wmontowywane w przewody.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Rys.15. Typowe zwężki pomiarowe: a) kryza; b) dysza; c) zwężka Venturiego [4, s. 74]
Przyrządy do pomiaru ciśnienia
Pomiary ciśnienia sprowadzają się do pomiaru sił wywieranych przez ciecze lub gazy na
określoną powierzchnię. Mówiąc o pomiarach ciśnienia mamy najczęściej na myśli pomiar
względny, odniesiony do ciśnienia atmosferycznego. Przyrządy do pomiaru nadciśnienia
(w stosunku do ciśnienia atmosferycznego) nazywane są manometrami, do pomiaru
podciśnienia – wakuometrami, a do pomiaru ciśnienia absolutnego (odnoszonego do próżni) –
barometrami. Przyrządy do pomiaru różnicy dwóch ciśnień nazywane są manometrami
różnicowymi.
Zależnie od sposobu wytwarzania siły kompensującej ciśnienie lub różnicę ciśnienia,
rozróżniamy manometry cieczowe, manometry z elementami sprężystymi oraz manometry
autokompensacyjne.
Jednostką ciśnienia w układzie jednostek SI jest pascal, l Pa = l N/1 m
2
.
Manometry cieczowe
W manometrach cieczowych ciśnienie lub różnica ciśnienia jest przetwarzana na różnicę
poziomu cieczy. Najprostszym tego typu manometrem jest rurka dwuramienna w kształcie
litery U wypełniona częściowo cieczą, na ogół rtęcią, wodą, olejem lub alkoholem.
W ramieniu rurki, w którym panuje ciśnienie niższe, ustali się wyższy poziom cieczy,
równoważąc swoim ciężarem różnicę ciśnienia w obu ramionach rurki. Różnica poziomu
w obu ramionach jest proporcjonalna do różnicy ciśnienia i odwrotnie proporcjonalna do
gęstości cieczy. Pochylając jedno ramię rurki można uzyskać dużą dokładność odczytu
różnicy poziomu, a wypełniając rurkę cieczą o małej gęstości otrzymamy duże różnice
poziomu przy niewielkich różnicach ciśnienia. Tak zbudowany przyrząd nazwany został
mikromanometrem. [4, s.87]
Manometry z elementami sprężystymi
W manometrach z elementami sprężystymi ciśnienie jest przetwarzane na przesunięcie.
W rurce Bourdona oraz będącej jej modyfikacją rurce spiralnej wykorzystano tendencję rurki
o płaskim przekroju do prostowania się, jeżeli ciśnienie wewnątrz jest wyższe niż na
zewnątrz. Ponieważ jeden koniec rurki jest zamocowany, jej prostowanie się spowoduje ruch
drugiego, swobodnego końca. Przesunięcie swobodnego końca rurki jest miarą ciśnienia.
W znanych powszechnie manometrach wskazówkowych stosowane są najczęściej tego
właśnie typu elementy sprężyste. Ruch swobodnego końca rurki jest w nich przenoszony na
wskazówkę. Zależność przesunięcia denka mieszka oraz membrany od różnicy ciśnienia po
obu jej stronach nie wymaga dodatkowych wyjaśnień; pudełko powstaje przez złożenie
dwóch membran.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Rys.16. Elementy sprężyste do pomiaru ciśnienia: a) rurka Bourdona; b) rurka spiralna; c) mieszek;
d) membrana; e) pudełko [4, s. 89]
Rys.17. Manometr z rurką Bourdona i czujnikiem indukcyjnościowym do pomiaru odkształceń końca rurki.
1 – rurka Bardona, 2 – czujnik, 3 – zerowanie, 4 – regulacja naprężenia początkowego [4, s. 90]
Rodzaje termometrów
Temperatura jest w przemyśle najczęściej mierzoną wielkością fizyczną. Pomiary
temperatury występują we wszystkich właściwie gałęziach przemysłu. Wymagane zakresy
i dokładności pomiaru temperatury, żądana postać sygnału wyjściowego oraz warunki pracy
są przy tym bardzo różnorodne. Zależnie od wymagań stosowane są różne rodzaje
termometrów, wykorzystujące różne zjawiska fizyczne. Można wyróżnić następujące rodzaje
termometrów:
1. Rozszerzalnościowe, w których wykorzystuje się zjawisko rozszerzalności cieczy lub ciał
stałych.
2. Ciśnieniowe, wykorzystujące zależność ciśnienia cieczy lub gazu od temperatury, przy
stałej ich objętości.
3. Rezystancyjne, w których wykorzystywana jest zależność rezystancji metali (np. platyny,
miedzi, niklu) oraz półprzewodników od temperatury.
4. Termoelektryczne, w których wykorzystywane jest zjawisko powstawania siły
elektromotorycznej w obwodzie, w którym dwa złącza dwóch różnych metali znajdują
się w różnej temperaturze.
5. Pirometryczne, w których wykorzystywana jest zależność spektralnego rozkładu
promieniowania emitowanego, od temperatury ciała emitującego. [4, s.106]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Tabela 1. Zakresy pomiarowe termometrów [4, s. 106]
Rodzaj termometru
Zakres pomiarowy (ºC)
Rozszerzalnościowy
Manometryczny
Rezystancyjny(oporowy)
Termoelektryczny
Pirometr
-190 ÷ 600
-160 ÷ 600
-200 ÷ 500
-50 ÷ 1700
400 ÷ 3500
Jak widać, w pewnych zakresach temperatury mogą być stosowane różnego rodzaju
termometry. Wybór rodzaju termometru zależy wówczas od innych czynników.
Termometry wymienione w punktach l, 4 wymagają, aby ich czujnik stykał się bezpośrednio
z obiektem, którego temperaturę mierzymy; nazywane są one termometrami stykowymi.
Termometry pirometryczne są przeznaczone do pomiarów zdalnych.
Przy pomiarze temperatury termometrem stykowym między czujnikiem termometru,
a obiektem badanym występuje wymiana ciepła, w wyniku której temperatura czujnika
i obiektu powinny się wyrównać. Temperatura czujnika i obiektu badanego wyrównają się
w stanie ustalonym, jeżeli istnieje między nimi idealne sprzężenie cieplne.
Termometry rozszerzalnościowe
Zjawisko rozszerzalności cieplnej wykorzystane było przy budowie pierwszych
termometrów. Były to szklane termometry cieczowe, przetrwały one w niewiele zmienionej
formie i są obecnie najpowszechniej spotykanymi przyrządami do pomiaru temperatury.
Rozszerzalność cieplną ciał stałych wykorzystano także do budowy termometrów
bimetalicznych i dylatacyjnych.
W termometrze bimetalicznym czujnikiem jest płytka lub taśma, składająca się z dwóch
zespawanych ze sobą warstw, wykonanych z różnych metali, mających różne współczynniki
rozszerzalności cieplnej. Przy zmianach temperatury, na skutek niejednakowych zmian
długości obu warstw taśmy bimetalicznej, taśma będzie się odkształcała, wyginając się przy
obniżaniu temperatury w kierunku warstwy o większym, a przy podwyższaniu temperatury –
w kierunku warstwy o mniejszym współczynniku rozszerzalności cieplnej. [4, s.110]
Termometry ciśnieniowe
Przy stałej objętości ciśnienie gazu lub cieczy zależy od temperatury. Zależność tę
wykorzystano do budowy termometrów zwanych ciśnieniowymi lub manometrycznymi.
Czujnikiem jest pojemnik w kształcie wydłużonego walca. Czujnik połączony jest kapilarą
(rurka o bardzo małym przekroju) ze wskaźnikiem manometrycznym. Zależnie od użytego
czynnika termometry ciśnieniowe dzieli się na trzy grupy:
1. Cieczowe, w których cały układ pomiarowy (czujnik, kapilara i manometr) wypełniony jest
cieczą, najczęściej rtęcią.
2. Gazowe, w których cały układ pomiarowy wypełniony jest gazem, np. azotem.
3. Kondensacyjne, w których czujnik wypełniony jest częściowo cieczą o niskiej temperaturze
wrzenia (np. acetonem, benzolem itp.), a częściowo parą nasyconą. Kapilara i manometr
wypełnione są również parą nasyconą, albo (częściej) specjalną cieczą pośredniczącą, np.
gliceryną.
Zaletą termometrów ciśnieniowych jest ich prostota i łatwość uzyskania sygnału wyjściowego
w postaci przesunięcia, które może być wykorzystywane do poruszania wskazówki, pisaka
w rejestratorze, albo do sterowania urządzeniami automatyki. [4, s.111]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Termometry rezystancyjne
W termometrach rezystancyjnych (oporowych) wykorzystuje się zależność rezystancji
niektórych metali oraz niektórych półprzewodników od temperatury. Zależność taką
wykazują prawie wszystkie znane materiały, jednak tylko nieliczne nadają się do
wykorzystania w czujnikach temperatury (termometrach). Materiał, z którego ma być
wykonany rezystancyjny czujnik temperatury, powinien charakteryzować się stałością
charakterystyki rezystancji w funkcji temperatury, dużym współczynnikiem temperaturowym,
odpornością na wpływy czynników zewnętrznych. Technologia wytwarzania tego materiału
powinna umożliwiać uzyskiwanie czujników o powtarzalnych parametrach.
W praktyce pomiarowej największe zastosowanie znalazły rezystory metaliczne (drutowe lub
cienkowarstwowe – napylane), platynowe, niklowe i miedziane oraz półprzewodnikowe,
wykonane z tlenków żelaza, manganu, litu i tytanu (tzw. termistory). [4, s.113]
Zawory nastawcze
Elementy (organy) nastawcze umożliwiają w układach sterowania oddziaływanie na
przepływ energii lub materiału do lub od obiektu regulacji. Oddziałując na strumień materiału
lub energii możemy sterować przebiegiem procesów zachodzących w obiekcie regulowanym.
Elementy nastawcze umożliwiają więc sterowanie obiektem.
Najczęściej stosowanym rodzajem urządzeń nastawczych są zawory. Zawory nastawcze służą
do zmiany strumienia cieczy, pary lub gazów w przewodach rurowych, W układach regulacji
automatycznej stosuje się różne rodzaje zaworów, zależnie od warunków pracy.
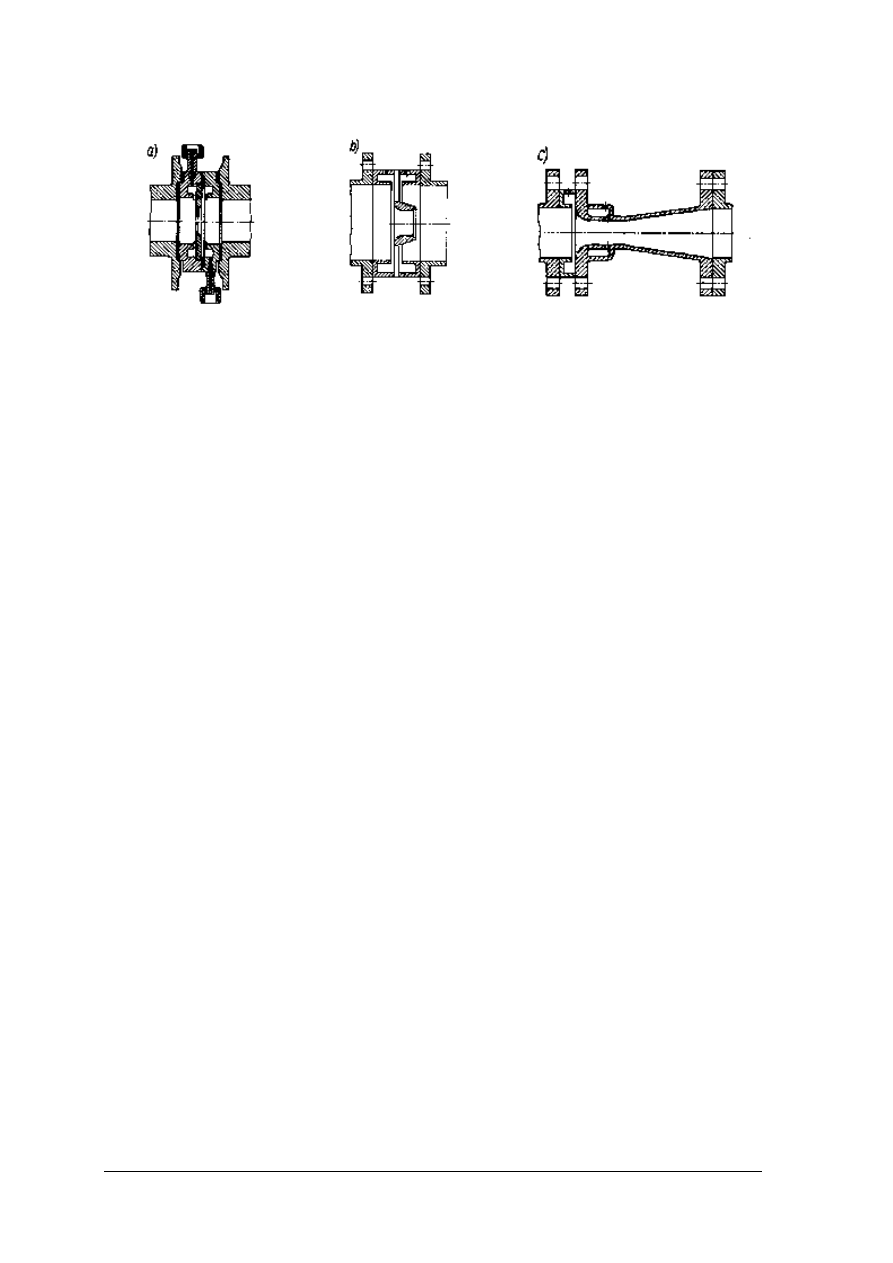
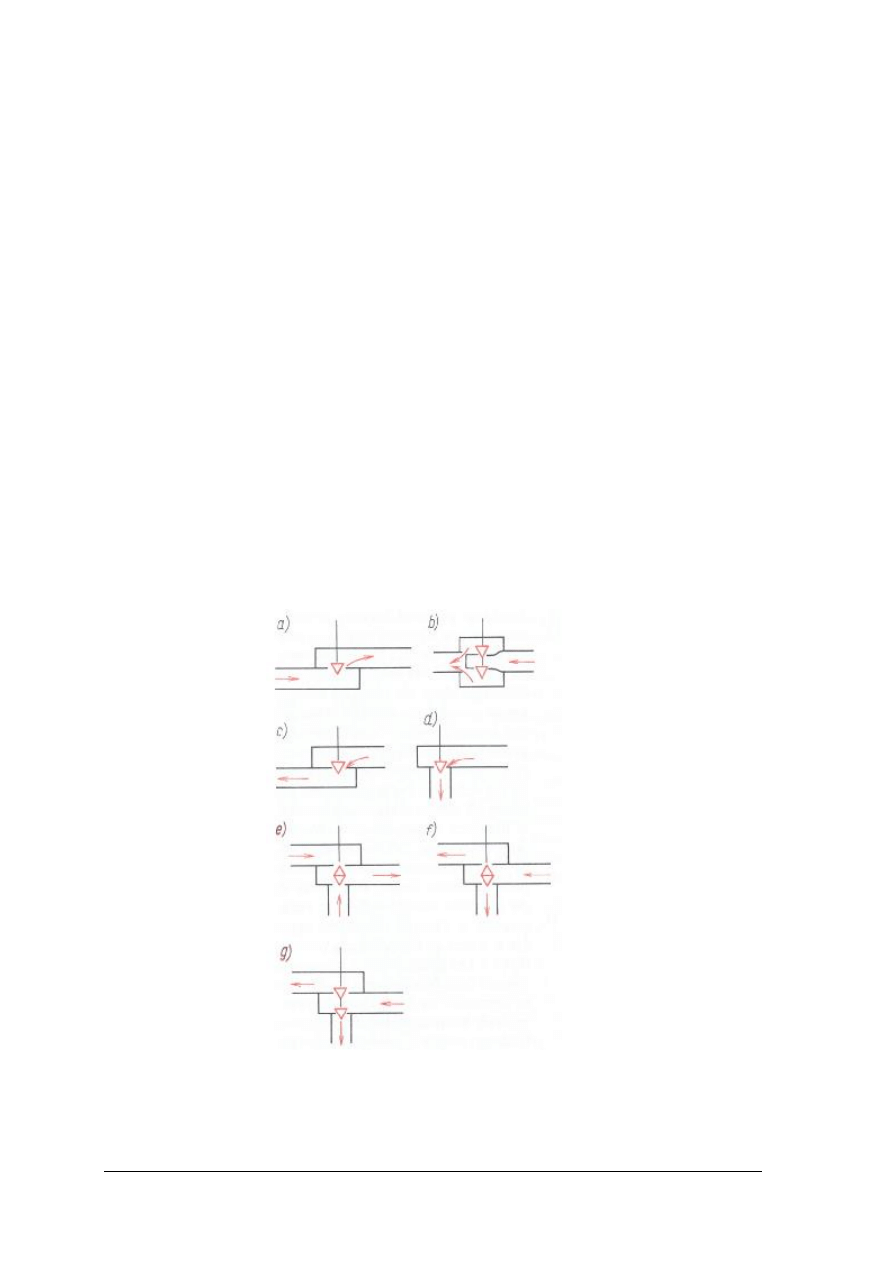
Zwykłe zawory nastawcze dzieli się na: zawory jednogniazdowe i dwugniazdowe.
Zawory jednogniazdowe wysokociśnieniowe są wykonywane jako proste lub kątowe. Różnią
się one od pozostałych budową oraz kierunkiem przepływu czynnika w zaworze. W zwykłych
zaworach jednogniazdowych kierunek przepływu jest taki, że ciśnienie strumienia działa
w kierunku otwierania zaworu. W zaworach wysokociśnieniowych jest odwrotnie. Zawory
trójdrożne mogą być mieszające lub rozdzielające. [4, s.123]
Rys.18. Schemat konstrukcyjny zaworu: a) jednogniazdowego; b) dwugniazdowego; c) jednogniazdowego
wysokociśnieniowego prostego; d) jednogniazdowego wysokociśnieniowego kątowego; e) trójdrożnego
mieszającego; f); g) trójdrożnego rozdzielającego [4, s. 123]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
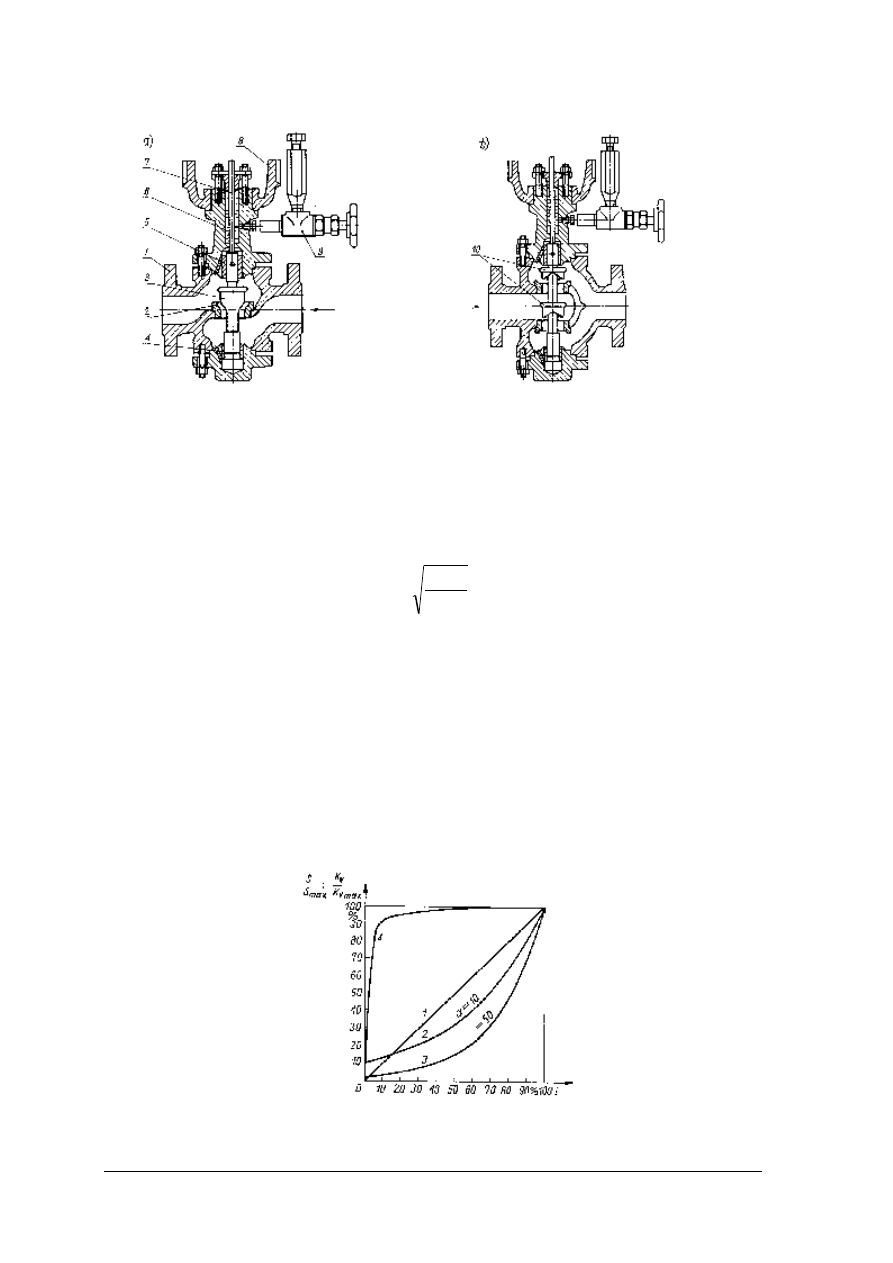
Rys.19. Zawór regulacyjny: a) jednogniazdowy; b) dwugniazdwy; 1 – korpus, 2 – gniazdo, 3 – grzybek,
4 – prowadnica dolna, 5 – prowadnica górna, 6 – dławnica, 7 – wrzeciono, 8 – część korpusu siłownika,
9 – smarownica, 10 – podwójny grzybek zaworu dwugniazdowego [4, s. 124]
Charakterystyki zaworów
Strumień (natężenie przepływu) cieczy przez zawór, dla cieczy charakteryzujących się
lepkością, przy której liczba Reynoldsa Re > 4000 (niemal zawsze warunek ten jest
spełniony), określone jest zależnością
przy czym: Q – strumień (m3/h); K
v
– współczynnik normalny przepływu,
∆
p
zaw
– spadek
ciśnienia na zaworze (kPa/100); q – gęstość czynnika (g/cm
3
).
Wartość współczynnika K
v
zależy od pola przepływu zaworu i dla określonego zaworu
zależy od przesunięcia l wrzeciona. Zależność między przesunięciem wrzeciona a wartością
współczynnika K
v
nazywa się charakterystyką wewnętrzną zaworu. Jest to charakterystyka
statyczna zaworu określająca jego właściwości nastawcze. Charakterystyka otwarcia zaworu
jest zależna od kształtu i rozmiarów grzybka. W praktyce stosowane są najczęściej dwa
podstawowe rodzaje zaworów używanych do płynnej regulacji strumienia (natężenie
przepływu): o charakterystyce otwarcia stałoprocentowej (logarytmicznej) i liniowej
W zaworach przeznaczonych do sterowania typu zamknięte-otwarte stosowane są grzybki
szybkootwierające. [4, s.128]
Rys.20. Charakterystyki otwarcia zaworu: 1 – liniowego, 2,3 stałoprocentowego, 4 – szybko otwierającego
[4, s. 128]
q
p
K
Q
zaw
v
∆
=
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
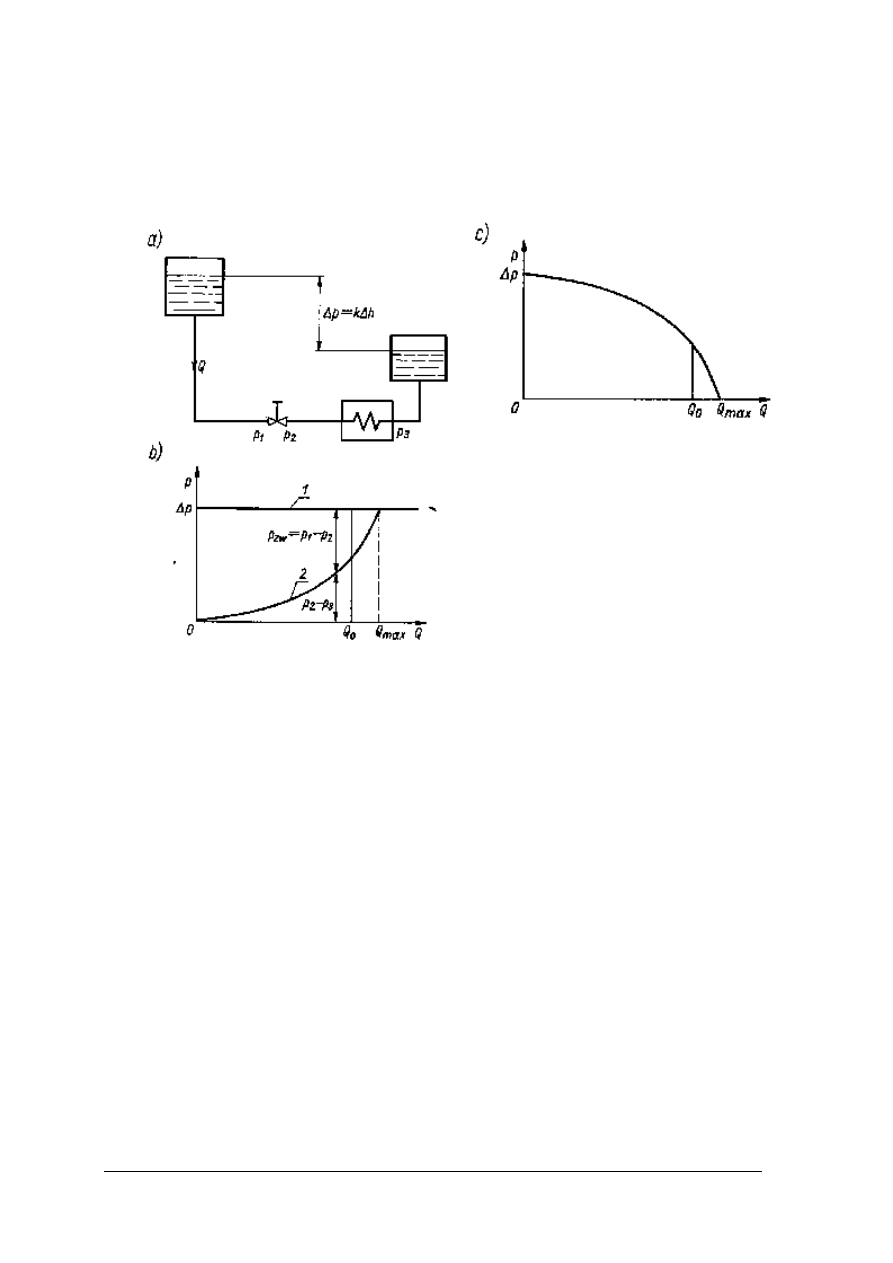
Dobór charakterystyki zaworu do charakterystyki statycznej obiektu regulacji
Dobrze dobrany zawór powinien przede wszystkim zapewnić wymagany zakres zmian
strumienia (natężenia przepływu). Ponadto pożądane jest, aby istniała określona zależność
między wartością wielkości wyjściowej regulatora, a wartością strumienia. Najczęściej
wymaga się, aby zależność ta była liniowa.
Rys.21. Instalacja ze stałym ciśnieniem wymuszającym, pochodzącym od ciśnienia statycznego: a) schemat;
b) wykres ciśnienia; c) charakterystyka wewnętrzna instalacji
1 – ciśnienie wymuszające, 2 – spadek ciśnienia w instalacji [4, s. 131]
W praktyce przy dobieraniu zaworu przyjmuje się na ogół, że spadek ciśnienia na
zaworze całkowicie otwartym powinien mieć wartość ok. 30÷50% wartości ciśnienia
całkowitego.
Zawory o charakterystykach stałoprocentowych zalecane są do stosowania w układach
regulacji z obiektami mającymi duże wzmocnienie przy małych strumieniach (do obiektów
takich należą m. in. obiekty z regulowaną temperaturą lub ciśnieniem). Zalecane są również
wtedy, gdy spadek ciśnienia na zaworze zmienia się w szerokich granicach. Zawory
o charakterystykach liniowych zalecane są jako zawory redukcyjne przy znacznych spadkach
ciśnienia na zaworze. W przypadkach wątpliwych, gdy brak jest danych o zmianach ciśnienia
na zaworze, zalecane jest stosowanie zaworów o charakterystykach stałoprocentowych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
4.3.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. W jakim celu wykonuje się pomiary przepływu?
2. Jakie znasz rodzaje przepływomierzy?
3. Jakie znasz przyrządy do pomiaru ciśnienia?
4. Jakie znasz rodzaje termometrów?
5. Jakie zjawiska wykorzystywane są do pomiaru w termometrach?
6. Gdzie mają zastosowanie termometry ciśnieniowe?
7. Na jakiej zasadzie działają termometry rozszerzalnościowe?
8. Co to są urządzenia nastawcze?
9. Z jakich elementów zbudowany jest zawór?
10. Co to jest charakterystyka zaworu?
11. Jakie parametry mają wpływ na wybór zaworu?
4.3.3. Ćwiczenia
Ćwiczenie 1
Wykonaj pomiar ciśnienia manometrem z rurką Bourdona.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) zapoznać się z instrukcją ćwiczeń,
3) przygotować stanowisko pomiarowe,
4) wykonać ćwiczenie zgodnie z instrukcją,
5) zanotować wyniki pomiaru w arkuszu,
6) przedstawić powyższe w formie opisowej,
7) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– przyrząd z rurką Bourdona,
– instrukcja stanowiskowa,
– arkusz,
– przybory do pisania,
– literatura z rozdziału 6.
Ćwiczenie 2
Wykonaj pomiar temperatury czujnikiem termoelektrycznym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) zapoznać się z instrukcją ćwiczeń,
3) przygotować stanowisko pomiarowe,
4) wykonać ćwiczenie zgodnie z instrukcją,
5) zanotować wyniki pomiaru w arkuszu,
6) dokonać oceny poprawności wykonanego ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Wyposażenie stanowiska pracy:
– instrukcja stanowiskowa,
– arkusz,
– termometr termoelektryczny,
– miliwoltomierz,
– przybory do pisania,
– literatura z rozdziału 6.
Ćwiczenie 3
Rozpoznaj zawory i określ ich przeznaczenie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) zapoznać się z instrukcją ćwiczeń,
3) dokonać analizy zaworów,
4) przedstawić powyższe w formie opisowej,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– arkusz,
– modele zaworów,
– przybory do pisania,
– literatura z rozdziału 6.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) wyjaśnić cel wykonywania pomiarów przepływu?
¨ ¨
2) określić rodzaje przepływomierzy?
¨ ¨
3) scharakteryzować przyrządy do pomiaru ciśnienia?
¨ ¨
4) scharakteryzować rodzaje termometrów?
¨ ¨
5) określić zjawiska wykorzystywane do pomiaru w termometrach?
¨ ¨
6) wskazać zastosowanie termometrów ciśnieniowych?
¨ ¨
7) scharakteryzować zasadę działania termometrów rozszerzalnościowych ?
¨ ¨
8) wyjaśnić do czego służą urządzenia nastawcze?
¨ ¨
9) określić elementy budowy zaworu?
¨ ¨
10) wyjaśnić co to jest charakterystyka zaworu?
¨ ¨
11) określić parametry podczas doboru zaworu?
¨ ¨
12) dokonać prezentacji wykonanego ćwiczenia?
¨ ¨
13) wykorzystać zdobyte wiadomości w praktycznym działaniu?
¨ ¨
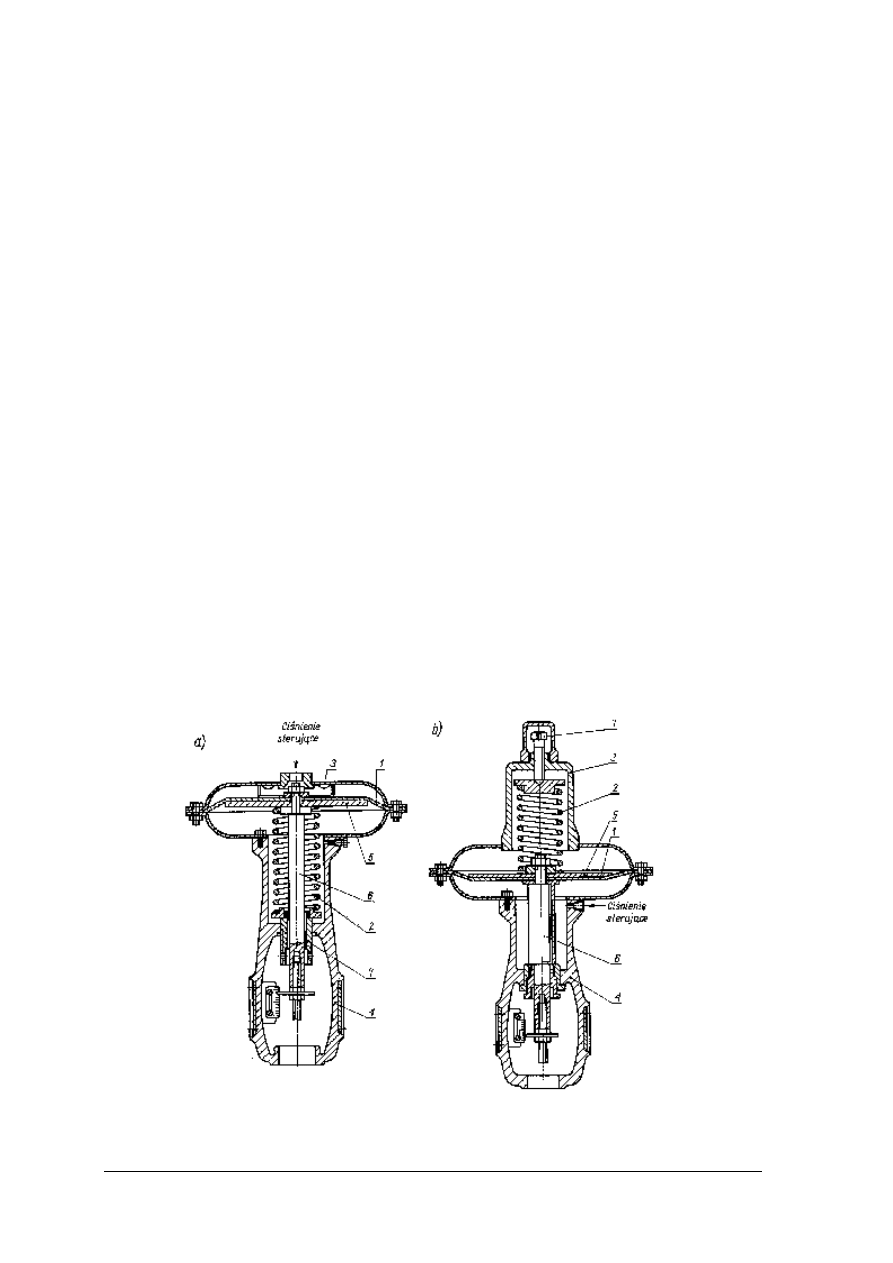
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
4.4. Siłowniki, regulatory i rejestratory
4.4.1. Materiał nauczania
Siłowniki: są to elementy napędowe w układach regulacji automatycznej do nastawiania
położenia zaworów i przepustnic. Dostarczają one energii mechanicznej niezbędnej do
przestawienia elementu nastawczego zgodnie z sygnałem wyjściowym regulatora.
Rozróżniamy siłowniki:
−
elektryczne,
−
pneumatyczne,
−
hydrauliczne,
−
elektrohydrauliczne,
−
elektropneumatyczne.
Najbardziej rozpowszechnione są siłowniki pneumatyczne. Siłowniki pneumatyczne dzielimy
na następujące grupy:
−
membranowe,
−
tłokowe,
−
wirnikowe. [4, s.138]
Siłownik membranowy o działaniu prostym: ciśnienie sterujące doprowadzane jest nad
górną pokrywę siłownika działając na elastyczną membranę powodując jej uginanie.
Membrana za pośrednictwem sztywnego talerza naciska na sprężynę. Siła pochodząca od
ściskanej sprężyny zwiększa się proporcjonalnie do wartości ugięcia. Dla każdej wartości
ciśnienia równowaga następuje przy innej wartości ugięcia membrany. Jeżeli więc sprężyna
jest odpowiednio dobrana to dla pewnej wartości ciśnienia ugięcie sprężyny powoduje
zrównoważenie siły wywieranej przez membranę siłą pochodzącą od ściskanej sprężyny.
Ruch membrany przenoszony jest za pośrednictwem trzpienia na zewnątrz obudowy
siłownika. Naciąg sprężyny regulowany jest poprzez wkręcenie w obudowę siłownika śruby.
Rys.22. Siłownik pneumatyczny o działaniu: a) prostym; b) odwrotnym: 1 - membrana, 2 – sprężyna, 3 –
pokrywa górna, 4 – obudowa dolna, 5 – talerz, 6 – trzpień, 7 – śruba regulacyjna [4, s. 139]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Siłownik membranowy o działaniu odwrotnym: różni się umieszczeniem sprężyny
zwrotnej. Sprężyna zwrotna umieszczona jest nad membraną, a ciśnienie sterujące podawane
jest pod membranę. Wobec tego ciśnienie sterujące powoduje wciąganie trzpienia, a więc
otwieranie zaworu.
Siłowniki hydrauliczne stosowane są przede wszystkim tam gdzie wymaga się od siłownika
wywierania dużych sił. Sterowane one są na ogół za pośrednictwem elementów
wzmacniających zwanych rozdzielaczami. Wielkością sterującą jest przesunięcie suwaka
rozdzielacza. Odchylenie suwaka od położenia powoduje doprowadzanie oleju o ciśnieniu
równym ciśnieniu zasilającemu do jednej z komór siłownika, a w konsekwencji powoduje
ruch tłoka siłownika. Ruch tłoka będzie trwał tak długo, dopóki suwak rozdzielacza będzie
odchylony od położenia środkowego. Wartość odchylenia suwaka rozdzielacza decyduje
o prędkości ruchu tłoka. Siłowniki hydrauliczne pracują przy ciśnieniu w granicach od 600-
8000 kPa.
Siłowniki elektryczne: budowane są w dwóch rodzajach:
−
silnikowe,
−
elektromagnetyczne.
Siłowniki elektromagnetyczne stosowane są do sterowania zaworami o niewielkich
średnicach nominalnych. W siłownikach tych przepływ prądu przez uzwojenie
elektromagnesu powoduje powstawanie siły wciągającej rdzeń i natychmiastowe wciągnięcie
go do góry. Ruch rdzenia do góry powoduje całkowite otwarcie zaworu. Po wyłączeniu prądu
zasilającego elektromagnes zawór zamyka sprężyna zwrotna. Stosowane są również inne
konstrukcje, w których załączenie elektromagnesu powoduje zamknięcie zaworu,
a wyłączenie otwarcie zaworu.
Zadania spełniane przez regulatory w układach regulacji automatycznej
W układach regulacji automatycznej regulator zastąpił operatora, który w układzie
sterowania ręcznego kontrolował przebieg procesu regulowanego. Do najważniejszych zadań
jakie regulator musi spełniać należą:
−
porównywanie wartości mierzonej wielkości regulowanej z wartością zadaną (określanie
wartości uchybu regulacji);
−
wytwarzanie sygnału wyjściowego o wartości zależnej od wartości uchybu regulacji,
czasu występowania uchybu i szybkości jego zmian;
−
zapewnienie sygnałowi wyjściowemu postaci i mocy potrzebnej do uruchomienia
urządzeń wykonawczych.
Nie są to jednak wszystkie funkcje regulatora. Przez pojęcie regulatora jako urządzenia
rozumie się obecnie aparat, który dodatkowo zawiera urządzenia:
−
do nastawiania wartości zadanej (tzw. zadajniki),
−
przełączniki rodzaju pracy regulatora,
−
urządzenia do sterowania ręcznego obiektem oraz mierniki mierzące wartość wielkości
istotnych dla procesu regulacji.
Często regulatory wykonywane są w postaci dwóch konstrukcyjnie rozdzielonych urządzeń:
regulatora i tzw. stacyjki manipulacyjnej. Mierniki, zadajnik, przełącznik rodzaju pracy oraz
urządzenie do sterowania ręcznego umieszczane są wówczas w stacyjce manipulacyjnej.
Budowane są również regulatory zawierające urządzenia umożliwiające im współpracę
z elektronicznymi maszynami cyfrowymi (komputerami). [4, s.159]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Rodzaje regulatorów
Najstarszą grupę regulatorów stanowią regulatory nie korzystające z energii pomocniczej,
czyli regulatory bezpośredniego działania. Mają one niestety ograniczony zakres
zastosowania, ponieważ trudno za ich pomocą uzyskać dużą dokładność regulacji. Regulatory
korzystające z energii pomocniczej dzielą się na:
−
elektryczne,
−
pneumatyczne,
−
hydrauliczne.
Innym kryterium klasyfikacji regulatorów jest postać sygnału wyjściowego regulatora.
Wyróżnić można regulatory z sygnałem wyjściowym nieciągłym i z sygnałem wyjściowym
ciągłym.
Regulatory z sygnałem wyjściowym nieciągłym mogą być dwustawne i impulsowe.
Regulatory dwustawne działają na zasadzie „załączyć-wyłączyć", zależnie od znaku uchybu
regulacji. Regulatory tego typu mają szerokie zastosowanie w urządzeniach powszechnego
użytku, szczególnie przy regulacji temperatury.
Wraz z szerokim rozpowszechnieniem mikrokomputerów pojawiła się nowa klasa
regulatorów: regulatory cyfrowe.
Regulatory cyfrowe początkowo były realizowane jako podprogramy w dużych
komputerach sterujących procesami, obecnie są budowane jako wyodrębnione aparaty
tablicowe. W regulatorach cyfrowych sygnał wyjściowy jest obliczany przez program
umieszczony w pamięci regulatora.
Najliczniejszą, najbardziej uniwersalną grupę stanowią regulatory z sygnałem
wyjściowym ciągłym. W tej grupie budowane są regulatory: elektryczne (analogowe
i cyfrowe), pneumatyczne i hydrauliczne. W zależności od sposobu kształtowania sygnału
wyjściowego mogą to być regulatory typu P, PI, PD bądź PID, czyli proporcjonalne,
proporcjonalno-całkowe,
proporcjonalno-różniczkowe
lub
proporcjonalno-całkowo-
różniczkowe. [4, s.161]
Nastawianie regulatorów
Regulatory typu P, PI, PID produkuje się jako uniwersalne. Oznacza to, że mogą być
stosowane w układach regulacji różnych wielkości w różnego rodzaju obiektach.
W zależności od statycznych i dynamicznych parametrów obiektów będą się zmieniały
wymagania co do wartości parametrów regulatorów. W regulatorach uniwersalnych wartości
poszczególnych parametrów można nastawiać odpowiednimi pokrętłami zaopatrzonymi
w podziałki. Zakres zmian (nastaw) parametrów powinien umożliwiać dostrajanie
regulatorów do wymagań różnych obiektów. W produkowanych obecnie regulatorach
uniwersalnych stosowane są najczęściej następujące zakresy zmian poszczególnych
parametrów:
−
zakresu proporcjonalności x
p
w granicach 3 ÷ 400%,
−
zakresu zdwojenia T
i
w granicach 3 s. ÷ 30 min,
−
zakres wyprzedzenia T
d
w granicach 0 ÷ 15 min.
Stacyjki komputerowe
Regulatory pracujące w ramach komputerowych układów automatyki spełniają kilka
dodatkowych zadań. Są dwa rodzaje komputerowych układów automatyki, w których pracują
uniwersalne regulatory analogowe: układy Bezpośredniego Sterowania Cyfrowego (BSC)
i układy Sterowania Nadrzędnego.
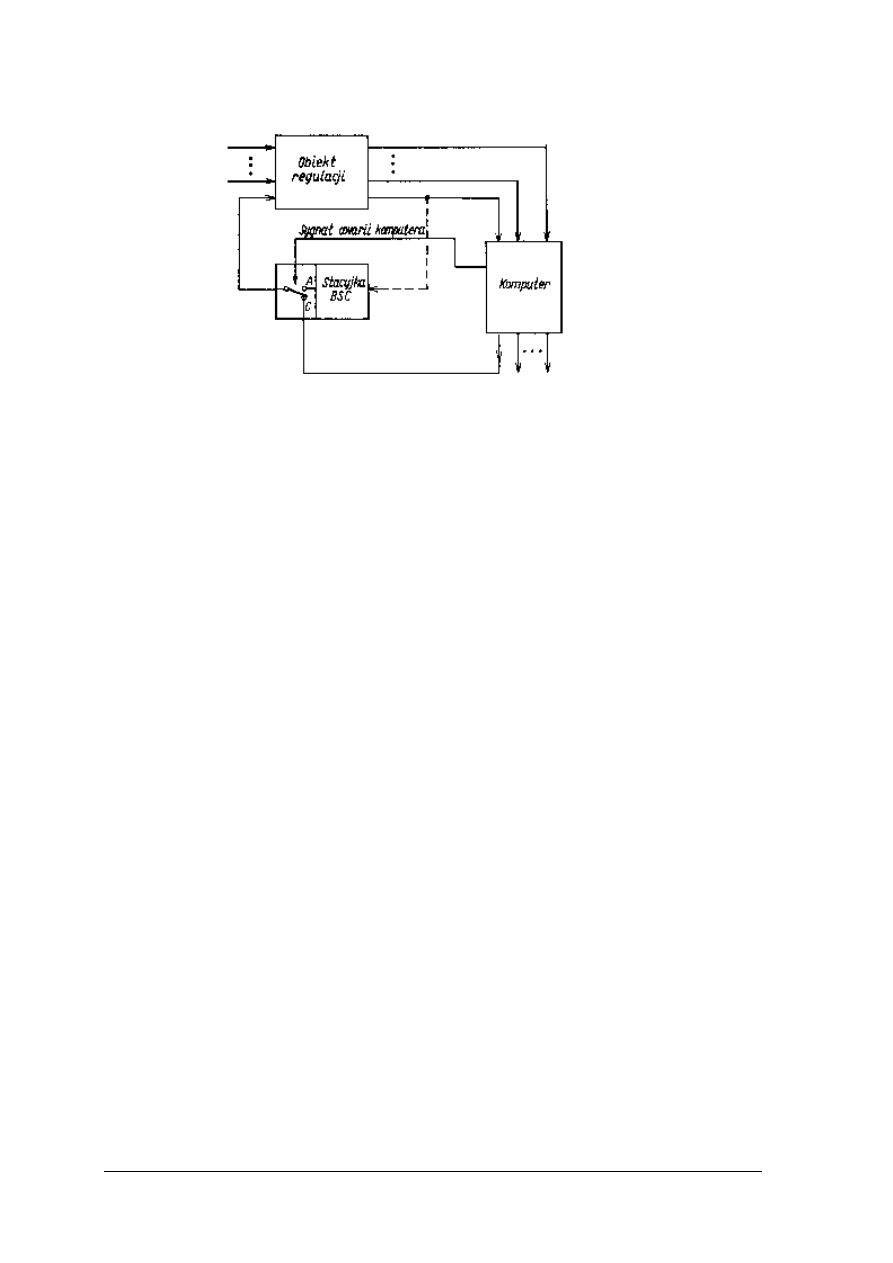
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Rys.23. schemat blokowy układu Bezpośredniego Sterowania Cyfrowego; A – sterowanie analogowe,
C – sterowanie komputerowe [4, s. 179]
Sygnały te mają postać cyfrową, natomiast do sterowania urządzeń wykonawczych
potrzebne są standardowe sygnały analogowe. Potrzebne są więc urządzenia pośredniczące
między komputerem a standardowymi urządzeniami wykonawczymi, przetwarzające sygnały
cyfrowe na standardowe sygnały analogowe. Urządzenia takie, nazywane stacyjkami
komputerowymi BSC, spełniają także funkcje takie same jak stacyjki manipulacyjne
w regulatorach analogowych. Umożliwiają one sterowanie obiektem w wypadku odłączenia
lub awarii podstawowego urządzenia sterującego, którym w tym przypadku jest komputer.
W najprostszym rozwiązaniu stacyjka komputerowa umożliwia przełączenie ze sterowania
komputerowego na sterowanie ręczne. Stacyjki bardziej rozbudowane zawierają regulator
analogowy i pozwalają nastawić jeden z trzech rodzajów pracy: sterowanie komputerowe,
sterowanie automatyczne analogowe i sterowanie ręczne. Przełączanie ze sterowania
komputerowego na inny rodzaj pracy może być dokonywane ręcznie – przez obsługę lub
automatycznie – przez komputer.
Funkcje spełniane przez stacyjki komputerowe w układach sterowania komputerowego
można uszeregować następująco:
−
Przetwarzanie sygnału dyskretnego otrzymywanego z komputera na standardowy sygnał
analogowy, występuje w stacyjkach BSC.
−
Przełączanie, na sygnał z komputera, ze sterowania komputerowego na ręczne lub
automatyczne sterowanie lokalne; występuje we wszystkich rodzajach stacyjek
komputerowych.
−
Nastawianie wartości zadanej w regulatorze sygnałami wysyłanymi przez komputer;
występuje przede wszystkim przy sterowaniu nadrzędnym, ale jest spotykane również
przy BSC. [4, s.180]
Regulatory bezpośredniego działania
Regulatorami bezpośredniego działania nazywamy regulatory, które energię potrzebną do
przestawiania zaworu nastawczego pobierają z procesu regulowanego za pośrednictwem
czujnika pomiarowego. Nie wymagają one stosowania dodatkowych źródeł zasilania, np.
sprężarki lub pompy olejowej. Zaletą regułatorów bezpośredniego działania jest prosta
i zwarta budowa oraz wynikająca stąd stosunkowo niska cena i duża niezawodność działania.
Jednak zakres ich stosowania ogranicza się do regulacji stałowartościowej o małej
dokładności. Wynika to z faktu, że w regulatorach tych nie można uzyskać działania
proporcjonalno-całkowego oraz proporcjonalno - całkowo - różniczkowego, jak również nie
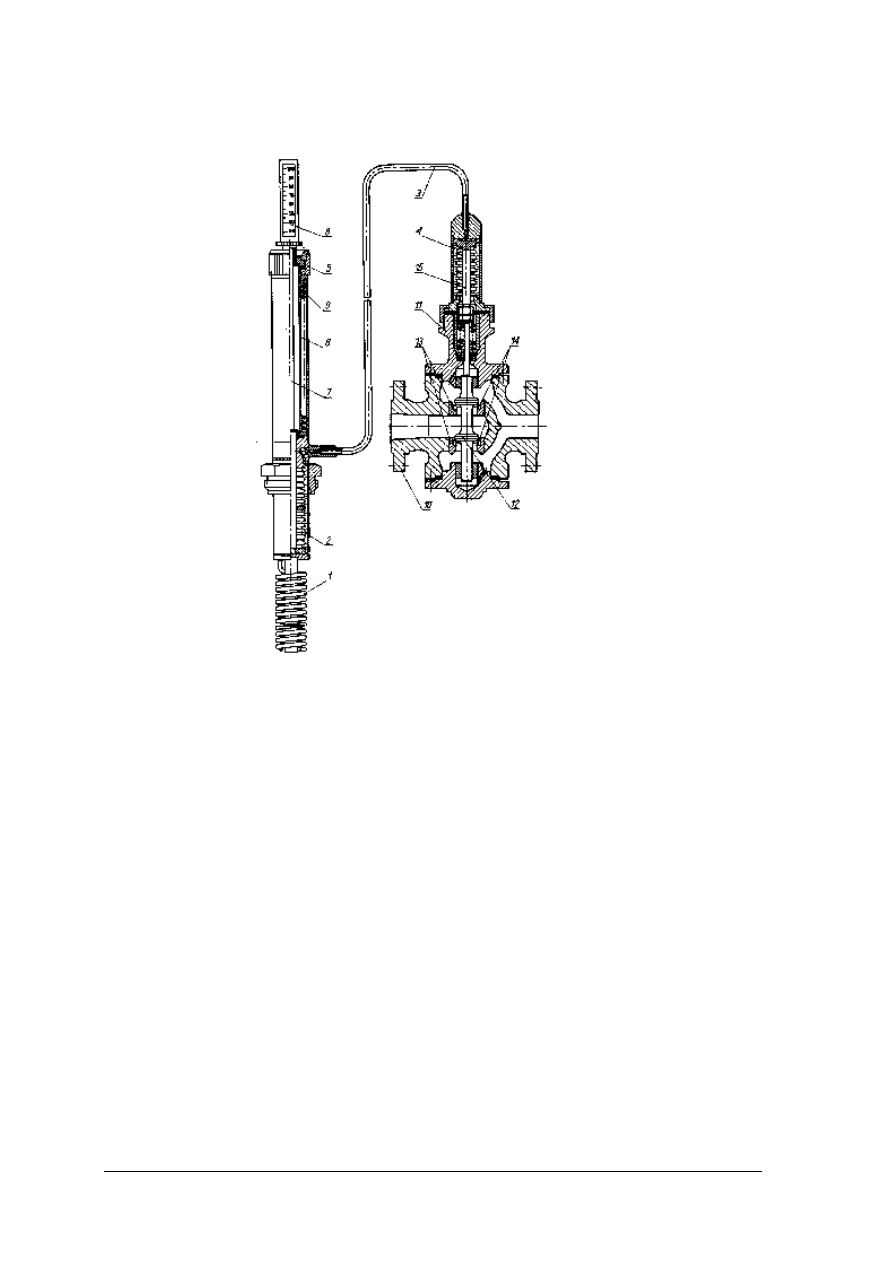
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
można uzyskać dużych mocy do napędu zaworów. Regulatory bezpośredniego działania są
najczęściej regulatorami proporcjonalnymi.
Rys.24. Regulator temperatury bezpośredniego działania; 1 - spirala termometryczna, 2 - mieszek przegrzania,
3 - kapilara, 4 - mieszek wykonawczy, 5 - pokrętło, 6 - nakrętka, 7 - trzpień gwintowany, 8 - wskaźnik,
9 - sprężyna, 10 - korpus zaworu, 11 - dławnica, 12 - grzybek zaworu, 13 - gniazdo zaworu, 14 - wkładka
teflonowa, 15 - popychacz mieszka wykonawczego [4, s. 181]
Elektroniczne regulatory o działaniu ciągłym
Dzięki stosowaniu do budowy regulatorów nowoczesnych elementów elektronicznych
regulatory elektroniczne charakteryzują się bardzo dobrymi parametrami technicznymi
i eksploatacyjnymi. Są to równocześnie regulatory przystosowane do pracy w różnorodnych
układach regulacji; od prostych układów regulacji jednoobwodowej do rozbudowanych
układów komputerowych. Rozwój techniki obwodów scalonych oraz innych elementów,
z których budowane są regulatory dał w efekcie znaczną poprawę ich parametrów oraz pewne
względne obniżenie kosztów produkcji.
Występują regulatory ciągłe (przeznaczone do pracy w układach regulacji
stałowartościowej, kaskadowej) oraz tzw. stacyjki komputerowe. Stacyjki komputerowe są
w rzeczywistości regulatorami, dostosowanymi do pracy w komputerowych układach
sterowania. Układowo i konstrukcyjnie oparte są one na bazie regulatora ciągłego.
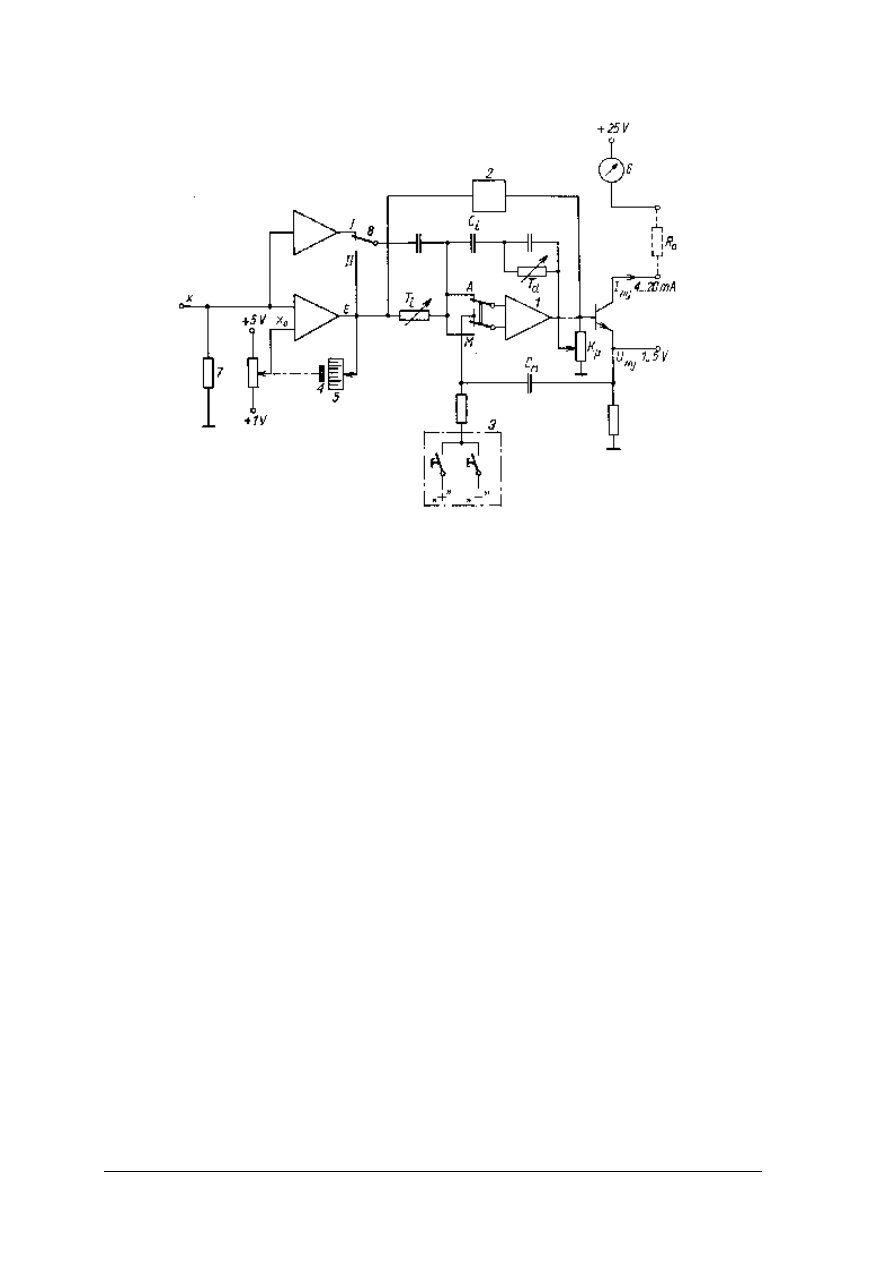
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Rys.25. Schemat ideowy podstawowego regulatora; 1 - wzmacniacz główny regulatora, 2 – układ ograniczenia
sygnału wyjściowego, 3 – przycisk sterowania ręcznego, 4 – pokrętło wartości zadanej, 5 – miernik uchybu (miernik
pionowy), 6 – miernik sygnału wejściowego, 7 – rezystor zakresowy, 8 – przełącznik algorytmu [4, s. 191]
Regulatory cyfrowe
Wraz z szerokim rozpowszechnieniem mikrokomputerów pojawiła się nowa klasa
regulatorów: regulatory cyfrowe. Regulatory cyfrowe początkowo realizowane były jako
podprogramy w dużych komputerach sterujących procesami, obecnie są budowane jako
wyodrębnione aparaty tablicowe i klasyczne regulatory z wyjściem analogowym.
W regulatorach cyfrowych sygnał wyjściowy jest obliczany przez program umieszczony
w pamięci regulatora. Przez zmianę programu można zmienić rodzaj regulatora. Z reguły
użytkownik ma do wyboru wiele wariantów podprogramów, z których może zestawić
potrzebny mu program: nazywa się to konfigurowaniem regulatora. Ponieważ regulator jest
właściwie małym komputerem, może więc realizować znacznie bardziej skomplikowane
przekształcenia sygnałów niż regulatory analogowe. Niektóre regulatory są wyposażone
w adaptacyjne (samodopasowujące) filtry zakłóceń oraz adaptacyjny system doboru
parametrów.
W regulatorze cyfrowym sygnały wejściowe muszą być przetwarzane do postaci cyfrowej
przez przetworniki analogowo-cyfrowe, a sygnały wyjściowe z postaci cyfrowej – przez
przetworniki cyfrowo-analogowe. Często, mimo że regulator jest kilkukanałowy, jest tylko
jeden przetwornik obsługujący po kilka wejść i wyjść. Sygnały wejściowe i wyjściowe są
wtedy komutowane przełączane. Przy kilku kanałach opóźnienia wynikające z oczekiwania
na obsługę przez przetwornik są pomijalne, szczególnie w zestawieniu z dużymi stałymi
czasu obiektów regulacji, regulatory cyfrowe są więc traktowane tak, jak ciągłe regulatory
analogowe.
Budowa rejestratorów
Rejestratory służą do zapisywania zmian wartości wielkości mierzonej w czasie. Każdy
rejestrator zawiera więc przynajmniej dwa mechanizmy: mechanizm pomiarowy i mechanizm
przesuwu papieru. Coraz częściej buduje się rejestratory do rejestracji dwóch, a nawet trzech
wielkości i zawierające w związku z tym dwa lub trzy mechanizmy pomiarowe. Niektóre

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
rejestratory wyposaża się także w mechanizmy dodatkowe, np. w układy krzywek
sprzęgniętych z wyłącznikami krańcowymi i służące do sygnalizacji dojścia do wartości
wielkości mierzonej do określonej wartości granicznej. Spotyka się także rejestratory
zawierające jeden mechanizm pomiarowy dołączany kolejno do kilku źródeł sygnałów
i rejestrujący kilka różnych wielkości. Rejestratory takie mają mechanizm przełączania
kanałów. [4, s.249]
Przesuw papieru realizuje mechanizm napędzany silnikiem synchronicznym. Podstawowym
warunkiem stawianym mechanizmom przesuwu papieru jest zachowanie równomierności
przesuwu. Dlatego właśnie do napędu stosuje się silniki synchroniczne, charakteryzujące się
dużą stałością prędkości kątowej. Budowa mechanizmu przesuwu zależy od kształtu papieru.
Rys.26. Rejestracja: a) na taśmie papierowej; b) na tarczy [4, s. 249]
Przy rejestracji na tarczy okrągłej mechanizm przesuwu papieru obraca tarczę ze stałą
prędkością – najczęściej jeden obrót na dobę i na tarczy otrzymujemy zapis wartości
wielkości mierzonej za okres jednej doby. W takim rejestratorze mechanizm przesuwu składa
się z silnika synchronicznego oraz z przekładni zębatej o dużym przełożeniu. Rejestratory
takie – jeżeli zastosuje się prosty mechanizm przesuwu pisaka – można montować
w obudowach regulatorów lub innych urządzeń.
Na rysunku 27 przedstawiono rejestrator sygnału pneumatycznego zmontowany wewnątrz
obudowy regulatora pneumatycznego. Rejestrator ten, widoczny dopiero po częściowym
wysunięciu przyrządu z obudowy, stanowi dobry przykład rejestratora instalowanego dla
zapisywania procesu technologicznego.
Rys.27. Rejestrator umieszczony w obudowie regulatora pneumatycznego [4, s. 250]
W rejestratorach przemysłowych z zapisem ciągłym, zapis jest dokonywany najczęściej
atramentem (tuszem), pisakiem o specjalnej budowie, na papierze. Atrament używany
w rejestratorach powinien spełniać dwa przeciwstawne wymagania: nie może zasychać na
pisaku, natomiast na papierze powinien schnąć tak szybko, aby przy przewijaniu papieru
wykres zarejestrowany nie rozmazywał się. Pisak składa się z kapilary szklanej lub
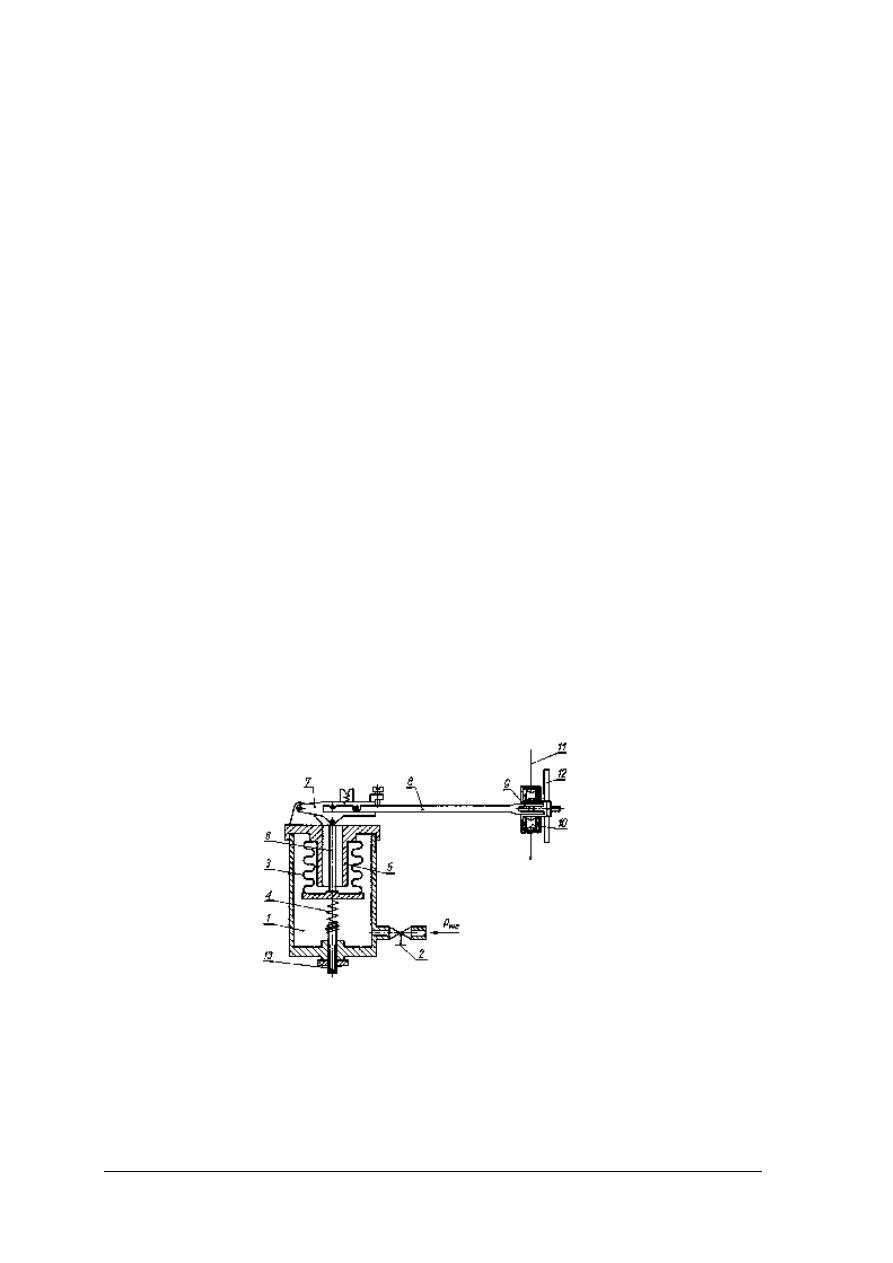
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
platynowo-irydowej i zbiornika atramentu. Zbiornik atramentu może być przesuwany wraz
z kapilarą piszącą lub zamocowany na korpusie rejestratora i połączony z nią elastyczną
cieniutką rurką. Atrament przez tę rurkę dopływa do kapilary na zasadzie naczyń
włoskowatych. W rejestratorach polskich stosuje się połączenia kapilary ze zbiornikiem
atramentu przez elastyczną rurkę. Papier stosowany w rejestratorach powinien być gładki, aby
siła tarcia o papier była niewielka. Nie może być higroskopijny, aby atrament nie rozlewał się
oraz aby nie zmieniał wymiarów przy zmianach wilgotności.
Mechanizm pomiarowy jest w rejestratorach obciążony tarciem wprowadzanym przez
pisak. Wprawdzie wysiłki konstruktorów doprowadziły do tego, że tarcie to jest niewielkie, to
jednak pogarsza ono warunki pracy elementu pomiarowego w porównaniu ze zwykłym
miernikiem wskazującym. Wskutek tego czułość rejestratorów jest mniejsza niż czułość
mierników. Dotyczy to przede wszystkim rejestratorów z miernikami elektrycznymi
(elementy pomiarowe pneumatyczne wytwarzają bowiem większy moment). Stosowane
obecnie w przemyśle rejestratory można podzielić na:
−
rejestratory pneumatyczne bezpośredniego działania (tzn. takie, w których element
pomiarowy bezpośrednio napędza pisak);
−
rejestratory elektryczne bezpośredniego działania z zapisem punktowym;
−
rejestratory elektryczne z zapisem ciągłym, autokompensacyjne.
W rejestratorach pneumatycznych najczęściej stosuje się do pomiaru ciśnienia układy
mieszkowe. Rejestrowany sygnał ciśnieniowy doprowadza się do komory przez zawór
dławiący. Zawór ten wraz z pojemnością komory tworzy człon inercyjny tłumiący tętnienia
sygnału rejestrowanego. Ciśnienie panujące w komorze działa na mieszek sprężysty. Siłę
pochodzącą od ciśnienia równoważy sprężyna pomiarowa. Ukształtowanie denka komory
w formie rurki ogranicza odkształcenie mieszka i zabezpiecza go w ten sposób przed
przeciążeniem. Przytwierdzony do denka mieszka popychacz działa na dźwignię.
Prostoliniowe przemieszczenia popychacza zamieniane są przy tym na ruch obrotowy
dźwigni. Z dźwignią jest połączona tylna część wskazówki – połączenie spełnia rolę
bezpiecznika przeciążeniowego. Wskazówka jest zakończona widełkami obejmującymi
sworzeń karetki. Karetka porusza się po strunie jezdnej, wykonanej z naciągniętego drutu,
a podtrzymywana jest przez prowadnicę. [4, s.254]
Rys.28. Schemat budowy mechanizmu pomiarowego rejestratora pneumatycznego
1. komora, 2. zawór dławiący, 3. mieszek, 4. sprężyna pomiarowa, 5. ograniczenie ruchu mieszka, 6. popychacz, 7.
dźwignia, 8. wskazówka, 9. widełki, 10. karetka, 11. struna jezdna, 12. prowadnica, 13. śruba regulacyjna [4, s. 254]
Doprowadzenie sygnału wejściowego do komory powoduje – proporcjonalnie do jego
wartości – ugięcia mieszka, obrót dźwigni i związanej z nią wskazówki, a w konsekwencji
przesunięcie karetki wzdłuż prowadnicy. Zakres pomiarowy rejestratora może być
regulowany przez zmianę naciągu sprężyny za pomocą śruby regulacyjnej.
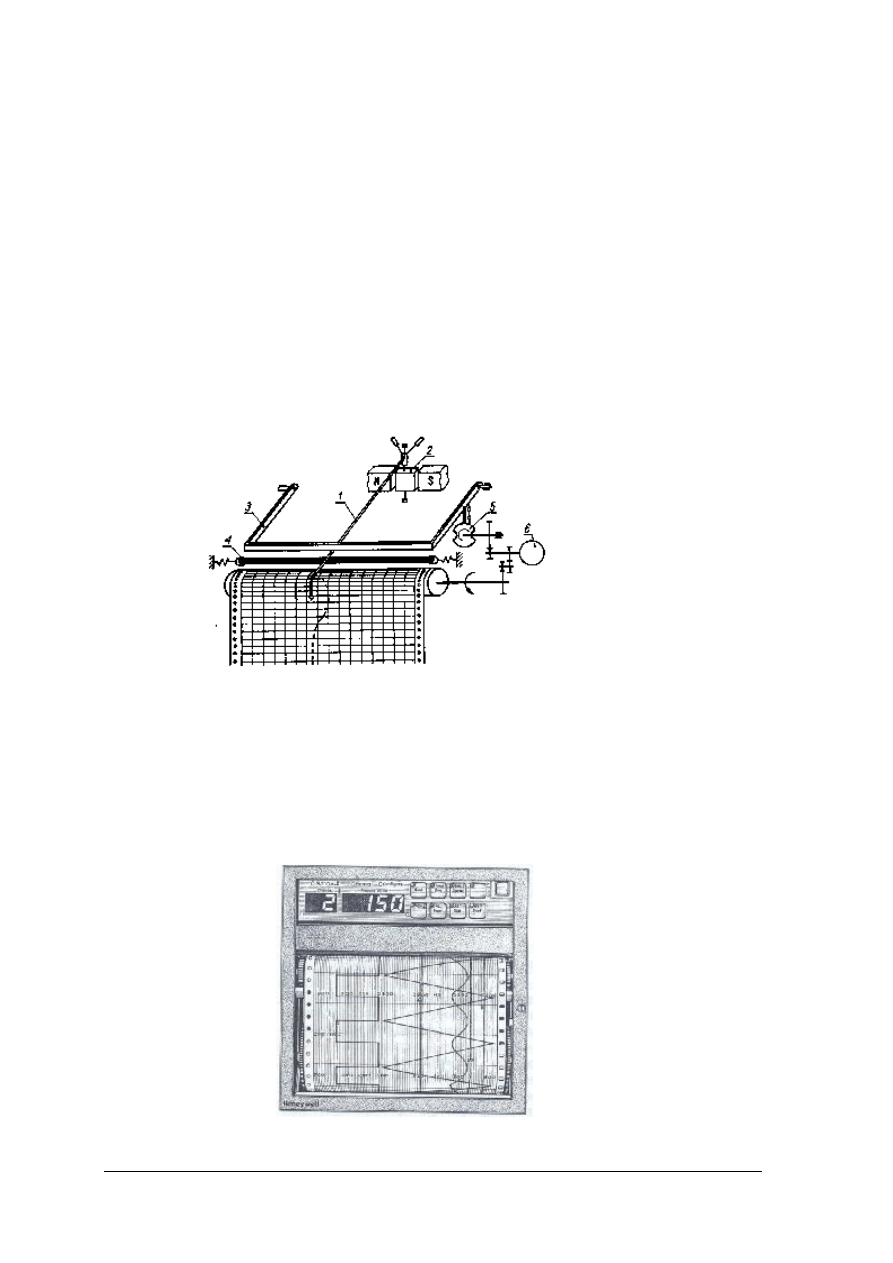
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Elementem pomiarowym w rejestratorze elektrycznym bezpośredniego działania jest miernik
elektryczny. Moment poruszający wskazówkę takiego miernika pochodzi od cewki, przez
którą płynie prąd elektryczny, umieszczony w polu magnetycznym wytwarzanym najczęściej
przez magnes trwały. Ponieważ moment obrotowy wytwarzany przez cewkę jest niewielki,
więc zastosowanie pisaka do zapisu ciągłego zmniejsza bardzo dokładność pomiaru. Dlatego
opracowano rejestratory z zapisem punktowym, nie obciążającym elementu pomiarowego
dodatkowymi momentami.
Wskazówka przyrządu pomiarowego porusza się swobodnie nad rolką przewijającą
papier rejestratora i wobec tego może przyjąć położenie odpowiadające dokładnie wartości
prądu płynącego przez cewkę. W stałych odstępach czasu pałąk opuszcza się i dociska
wskazówkę, przez taśmę barwiącą, do papieru. Wskutek tego na papierze zostaje odciśnięty
barwny punkt. Następnie pałąk podnosi się, wskazówka zostaje zwolniona i jeżeli wartość
wielkości mierzonej ulegnie zmianie, ustawi się w nowym położeniu. Krzywka podnoszenia
i opuszczania pałąka jest napędzana tym samym silnikiem synchronicznym, który napędza
mechanizm przesuwu papieru. [4, s.255]
Rys.29. Schemat budowy rejestratora z opadającym pałąkiem
1 – wskazówka przyrządu, 2 – cewka przyrządu, 3 – pałąk, 4 – taśma barwiąca, 5 – krzywka podnoszenia
i opuszczania pałąka, 6 – silnik synchroniczny [4, s. 255]
Rejestratory wykonuje się jako aparaty przeznaczone do montażu na tablicach lub
w szafach. Obudowy rejestratorów zabezpieczają ich mechanizmy przed wpływami
zewnętrznymi, przede wszystkim przed pyłami. Jednak są to przyrządy skomplikowane
i powinny być instalowane raczej w pomieszczeniach dyspozytorskich niż w halach
produkcyjnych.
Rys.30. Rejestrator wielokanałowy [4, s. 252]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Obsługa i konserwacja rejestratorów
Rejestratory zalicza się do urządzeń precyzyjnych, wrażliwych na niewłaściwą obsługę.
Podstawową zasadą ich eksploatacji powinny być przestrzeganie zaleceń producenta, który
najlepiej wie, jak należy obchodzić się z wytwarzanymi przez niego aparatami.
Elementami rejestratora, z którymi obsługujący styka się najczęściej są: mechanizm przesuwu
papieru i papier oraz urządzenie rejestrujące. Papier zakładany do rejestratora powinien być
odpowiedniego rodzaju i jakości. Przy zakładaniu papieru w postaci taśmy należy sprawdzić,
czy dziurkowanie (perforacja) dokładnie pasuje do występów na rolkach rejestratora. Nie
wolno zakładać papieru wilgotnego lub zabrudzonego. Przy zakładaniu papieru w postaci
taśmy należy sprawdzić czy droga jaką został poprowadzony papier, jest zgodna ze
wskazówkami instrukcji obsługi przyrządu. Mocując papier do rolki nawijającej należy
zadbać, aby układał się on równolegle do osi rolki. Elementem, który może wymagać
regulacji, jest sprzęgło cierne pomiędzy silnikiem przesuwu papieru a rolką zwijającą. Od
ustawienia tego sprzęgła zależy naciąg papieru. Jeżeli papier jest naciągany za mocno – rwie
dziurkowanie i przesuwa się nierównomiernie. Jeżeli naciąg papieru jest za słaby, to papier
jest zwijany na rolce ciągnącej za luźno i przy końcu taśmy nie mieści się do niej. Rolka
ciągnąca łatwo może wtedy zostać zatrzymana i papier nie będzie zwijany.
Stałego nadzoru i okresowych zabiegów wymagają elementu sterujące. W rejestratorach
z opadającym pałąkiem sprowadza się to do okresowej wymiany taśm barwiących.
W rejestratorach z pisakiem, jako elementem piszącym, przede wszystkim trzeba regularnie
uzupełniać zapas atramentu. W rejestratorach, w których atrament do pisaka jest
doprowadzany rurką włoskowatą ze zbiornika umieszczonego na korpusie rejestratora, zapas
atramentu wymaga odnawiania nie częściej niż raz na miesiąc. W rejestratorach, w których
zbiornik z atramentem jest umieszczony na elemencie ruchomym, trzeba to robić częściej.
Pisak powinien być co pewien czas przepłukiwany letnią wodą lub spirytusem (etylowym);
można to zrobić przy okazji uzupełniania zapasu atramentu. Jeżeli rejestrator jest wyłączany
na dłuższy czas, atrament należy usunąć ze zbiornika i całe urządzenie piszące dokładnie
wypłukać.
Wszystkie mechanizmy ruchome, tzn. przekładnie, łożyska, prowadnice itp., należy
okresowo smarować, używając do tego celu olejów przeznaczonych do stosowania
w mechanizmach precyzyjnych. Należy przy tym stosować niewielkie ilości olejów, gdyż
nadmiar oleju ściekając może dostać się do elementów, dla których jest to niewskazane
(np. do potencjometru), może też zanieczyszczać papier.
Potencjometr pomiarowy, a przede wszystkim jego styki ślizgowe i ścieżka, po której są
one przesuwane, wymagają także okresowego czyszczenia. Przy czyszczeniu potencjometru
najlepiej jest oczyścić go bardzo miękkim pędzelkiem z kurzu, a następnie przemyć czystym,
nieskażonym spirytusem etylowym (jeżeli producent na to zezwala) lub czystą benzyną. Nie
wolno do przemywania potencjometrów stosować płynów pozostawiających osad, takich jak
spirytus denaturowany lub benzyna lakowa. Osad pozostający na potencjometrze zwiększa
rezystancję przejścia styku ślizgowego, co bardzo pogarsza pracę autokompensatora. Z tego
samego powodu uzwojenia potencjometru nie wolno smarować. [4, s.260]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
4.4.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Gdzie mają zastosowanie siłowniki?
2. Jakie znasz rodzaje siłowników?
3. Jakie zadanie spełnia regulator w układzie sterowania?
4. Jakie znasz rodzaje regulatorów?
5. Na czym polega nastawianie regulatorów?
6. Do czego służą stacyjki komputerowe?
7. Jakimi zaletami charakteryzują się regulatory cyfrowe?
8. Do czego służą rejestratory?
9. W jaki sposób dokonywany jest zapis w rejestratorach?
10. Jakie znasz rodzaje rejestratorów?
11. Na czym polega obsługa i konserwacja rejestratorów?
4.4.3. Ćwiczenia
Ćwiczenie 1
Określ zastosowanie siłowników.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na temat siłowników,
2) dokonać analizy zastosowania siłowników,
3) przedstawić powyższe w formie opisowej,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– katalogi i prospekty siłowników,
– foliogramy,
– dokumentacja techniczna i eksploatacyjna maszyn i linii obróbczych,
– przybory do pisania,
– literatura z rozdziału 6.
Ćwiczenie 2
Zbadaj działanie regulatora dwustawnego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na temat regulatorów,
2) zapoznać się z instrukcją ćwiczeń,
3) przygotować stanowisko pomiarowe,
4) wykonać ćwiczenie zgodnie z instrukcją,
5) zanotować wyniki pomiaru w arkuszu,
6) wykreślić charakterystykę regulatora,
7) określić zastosowanie regulatora dwustawnego,
8) dokonać oceny poprawności wykonanego ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Wyposażenie stanowiska pracy:
– instrukcja stanowiskowa,
– arkusz,
– regulator dwustawny,
– przybory do pisania,
– literatura z rozdziału 6.
Ćwiczenie 3
Przygotuj rejestrator do pracy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z instrukcją ćwiczeń,
2) ustawić taśmę w rejestratorze,
3) sprawdzić napięcie taśmy,
4) sprawdzić stan pisaka w rejestratorze,
5) dokonać ustawienia parametrów pracy,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– instrukcja stanowiskowa,
– papier do rejestratora,
– rejestrator,
– literatura z rozdziału 6.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) wyjaśnić zastosowanie siłowników?
¨ ¨
2) określić rodzaje siłowników?
¨ ¨
3) wyjaśnić zasadę działania siłownika?
¨ ¨
4) określić zadania regulatora w układzie sterowania?
¨ ¨
5) określić rodzaje regulatorów?
¨ ¨
6) scharakteryzować na czym polega nastawianie regulatorów?
¨ ¨
7) wskazać zastosowanie stacyjek komputerowych?
¨ ¨
8) określić zalety regulatorów cyfrowych ?
¨ ¨
9) określić zastosowanie rejestratorów?
¨ ¨
10) wyjaśnić sposób zapisu w rejestratorach?
¨ ¨
11) określić rodzaje rejestratorów?
¨ ¨
12) wyjaśnić na czym polega obsługa i konserwacja rejestratorów?
¨ ¨
14) dokonać prezentacji wykonanego ćwiczenia?
¨ ¨
15) wykorzystać zdobyte wiadomości w praktycznym działaniu?
¨ ¨
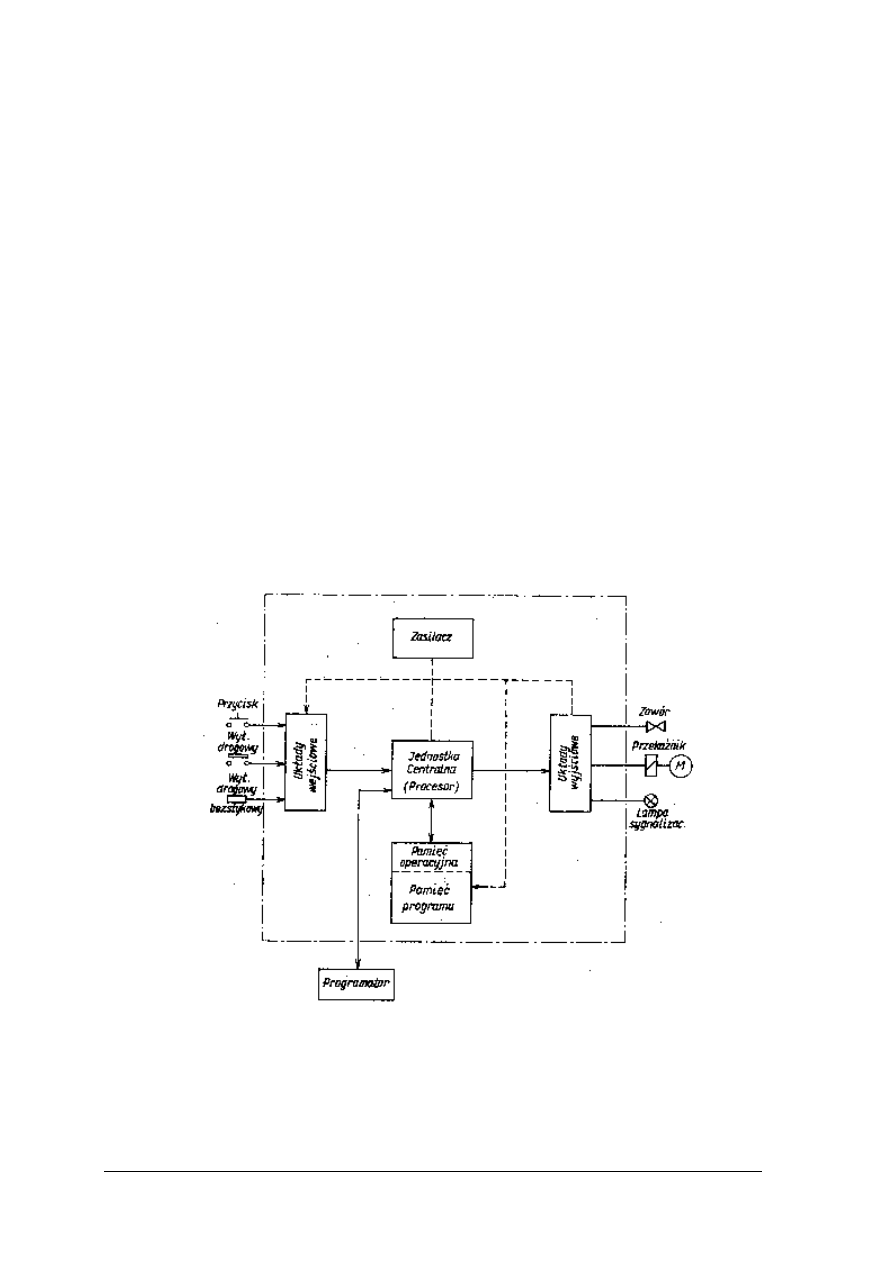
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
4.5. Struktura sprzętowa
4.5.1. Materiał nauczania
Komputerowe urządzenia cyfrowe, które w ciągu ostatnich kilkunastu lat zrobiły
największą karierę, nazywają się one w języku polskim sterownikami binarnymi albo
sterownikami programowalnymi. Sterowniki binarne zastąpiły w wielu zadaniach,
szczególnie tych wymagających obróbki wielu sygnałów dwustanowych, stosowane
wcześniej maszyny cyfrowe.
Sterowniki binarne pojawiły się na rynku aparatury automatyki już w pierwszej połowie lat
siedemdziesiątych. Pierwotnie były one przeznaczone do obsługi (tzn. do odczytywania
stanów wejść i wysterowywania wyjść) sygnałów dwustanowych (binarnych). Stąd zresztą
wywodzi się ich nazwa. W owym czasie stanowiły one niezbędne uzupełnienie dla układów
numerycznego sterowania obrabiarek oraz rozsądną alternatywę dla coraz większych szaf
sterowniczych, zawierających setki i tysiące przekaźników, służących do sterowania różnego
rodzaju urządzeniami. [4, s.320]
Jednostka centralna jest na ogół projektowana jako układ wieloprocesorowy, w którym
zależnie od potrzeb pracuje od jednego do kilku mikroprocesorów. Liczba oraz typ
mikroprocesorów pracujących w jednostce centralnej ma wpływ przede wszystkim na
szybkość działania sterownika oraz ewentualnie na liczbę obsługiwanych pakietów
wejściowo-wyjściowych i pojemność pamięci.
Rys.31. Schemat strukturalny sterownika binarnego [4, s. 321]
Każda firma produkująca sterowniki oferuje z reguły kilka typów przeznaczonych do
realizacji zadań o różnym wymiarze.
Jednostki centralne tych najmniejszych i największych sterowników różnią się między sobą
znacznie liczbą i rodzajem użytych mikroprocesorów. Jednak niezależnie od wielkości

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
sterownika funkcje jednostki centralnej są takie same: steruje ona wymianą informacji
z urządzeniami zewnętrznymi i z pamięcią oraz wykonuje kolejne kroki programu zapisane
w pamięci.
Pamięć w sterowniku jest potrzebna do zapamiętania programu, który ma być wykonywany
oraz do przechowywania informacji pośrednich powstających w trakcie wykonywania
programu. Do przechowywania programów są stosowane pamięci RAM, EPROM oraz
EEPROM; do przechowywania informacji pośrednich mogą być używane tylko pamięci
RAM.
Sterowniki binarne były więc opracowywane i rozwijane dla potrzeb ogólnie mówiąc
przemysłu
maszynowego,
w
którym
poza
wspomnianymi
układami
sterowania
numerycznego, komputery do sterowania nie były w zasadzie wykorzystywane. Miało to
duży, w efekcie chyba bardzo korzystny, wpływ na przyjęte rozwiązania, zarówno sprzętowe,
jak również w zakresie oprogramowania.
Sterownik binarny jest układem komputerowym, jedno- lub wieloprocesorowym,
wyposażonym w rozbudowany układ wejść i wyjść dwustanowych. W większości
produkowanych obecnie sterowników można także instalować pakiety wejść i wyjść
analogowych, jednak główna uwaga jest skupiona na obsłudze wejść i wyjść dwustanowych.
Jest to dokładnie odwrotnie niż w komputerowych układach sterowania obiektami
w przemyśle przetwórczym, w których główne zadanie sterowania jest realizowane za
pomocą sygnałów analogowych, a sygnały dwustanowe są traktowane jako pomocnicze.
Oprogramowanie sterowników binarnych zostało opracowane tak, aby umożliwiało pisanie
programów osobom nie posiadającym specjalnego wykształcenia.
Struktura oprogramowania
Programy użytkowe, tzn. programy stanowiące zbiory instrukcji związanych
z przetwarzaniem sygnałów od obiektu sterowania i wytwarzania sygnałów sterujących tym
obiektem zgodnie z zadaniem sterowania.
Charakterystyczną
cechą
oprogramowania
sterowników
binarnych
jest
cykliczne
wykonywanie programu: program jest wykonywany od pierwszej do ostatniej instrukcji,
a następnie powtarzany od początku. Przed rozpoczęciem wykonywania programu są
odczytywane i zapamiętywane stany sygnałów wejściowych, a na końcu programu są
ustawiane stany sygnałów wyjściowych. Zmiany sygnałów wejściowych, które nastąpią po
rozpoczęciu wykonywania programu, zostaną przez sterownik „zauważone" dopiero w trakcie
następnego cyklu wykonywania. Zmiany sygnałów wyjściowych zostaną przekazane do
obiektu dopiero po zakończeniu programu – nawet, jeżeli zostały obliczone już w pierwszych
instrukcjach programu. [4, s.327]
Rys.32. Schemat funkcjonowania programu w sterowniku binarnym [4, s. 327]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Układy kombinacyjne, sposoby zapisu programu
Funkcje sumy logicznej i iloczynu logicznego oraz kombinacje tych funkcji pozwalają
tworzyć programy zastępujące logiczne układy kombinacyjne. Będziemy je nazywali
układami kombinacyjnymi Za pomocą tych funkcji dokonuje się sprawdzania stanów
argumentów binarnych (czyli stanów bitów) i realizuje połączenia mające na celu np.
załączenie jakiegoś silnika albo sprawdzenie, czy nie zostały przekroczone warunki
dopuszczające dalszą pracę urządzenia. W języku STEP-5 przewidziano trzy sposoby zapisu
(trzy notacje) programów:
1. Listę instrukcji.
2. Schemat stykowy.
3. Schemat funkcjonalny.
Lista instrukcji jest sposobem zapisu najbardziej zbliżonym do zapisów stosowanych
w „normalnych" językach programowania. Jest to po prostu napisana w takiej kolejności, jak
powinny być wykonywane, lista rozkazów (instrukcji), składających się z literowych
i liczbowych zestawów określających operator i argument rozkazu. Przy programowaniu
układów kombinacyjnych mają zastosowanie reguły algebry Boole'a. Przy pisaniu programów
w postaci listy instrukcji można korzystać z pełnej listy rozkazów języka STEP-5. Przy
korzystaniu z graficznej formy przedstawiania programów lista stosowanych rozkazów jest
ograniczona do rozkazów podstawowych (funkcje: logiczne, pamiętania, czasowe, liczenia,
porównania).
Schematy stykowe lub funkcjonalne zawsze mogą być przedstawione (np. wydrukowane)
jako lista instrukcji; przejście odwrotne jest możliwe, jeżeli program został napisany
z uwzględnieniem wielu ograniczeń. Podprogramy typu bloki funkcjonalne (FB) mogą być
pisane tylko w postaci listy instrukcji.
W schematach stykowym i funkcjonalnym program jest przedstawiany graficznie.
W schemacie stykowym w układach kombinacyjnych są używane symbole przedstawiające
styki zwierne i rozwierne, a w schemacie funkcjonalnym symbole funkcji logicznych.
Symbole członów czasowych, pamiętających, porównujących i innych są w obu schematach
podobne. Zaletą schematów graficznych jest ich poglądowość. Widać to szczególnie
w przypadku schematów stykowych, jeżeli piszemy program mający zastąpić układ
przekaźnikowy. Drugą ich bardzo ważną zaletą jest łatwość znajdowania, w trakcie
testowania programu, brakujących warunków dla realizacji konkretnego załączenia. [4, s.332]
Iloczyn logiczny
Lista instrukcji
Przedstawiony na rysunku 33 przykład segmentu programu zawiera trzy instrukcje
iloczynu.
W ramach każdej instrukcji następuje sprawdzenie stanu argumentu (dla pierwszej instrukcji
jest to wejście E6.1) i dołączenie wyniku sprawdzenia do wyniku poprzedniego łączenia jako
iloczynu logicznego. Sprawdzenie na stan 1 i dołączenie wyniku jako iloczynu logicznego jest
oznaczone operatorem U, sprawdzenie na stan 0 i dołączenie wyniku jako iloczynu
logicznego jest oznaczone operatorem UN. Sprawdzenie na stan l daje wynik l, jeżeli
argument ma wartość 1. Sprawdzenie na stan 0 daje wynik l, jeżeli argument ma wartość 0.
W podanym przykładzie wynik sprawdzenia pierwszej instrukcji (UE6.1) daje wynik l, jeżeli
sygnał wejściowy E6. l ma wartość l, a wynik sprawdzenia trzeciej instrukcji (UNM28.7) daje
wynik l, jeżeli znacznik M28.7 ma wartość 0.
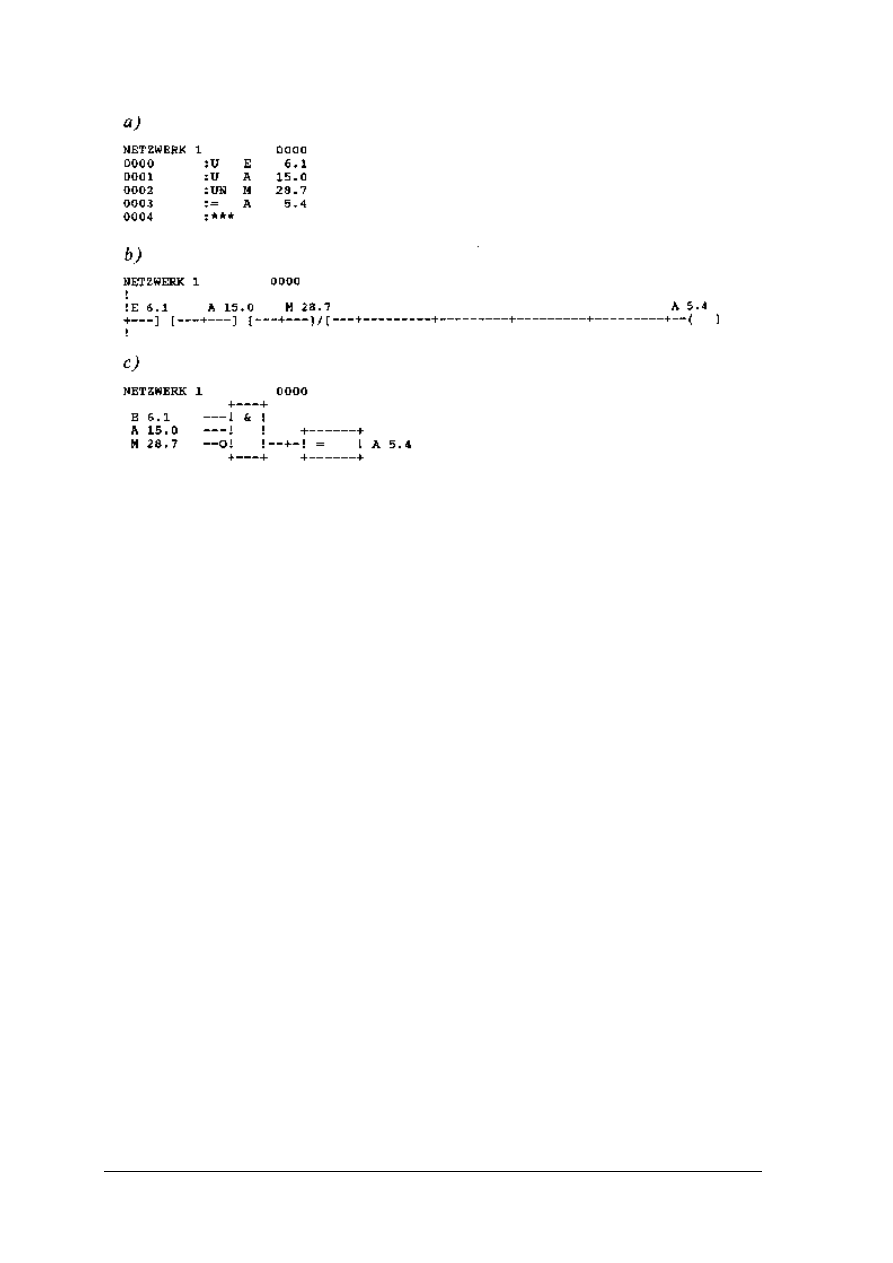
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
Rys.33. Iloczyn logiczny: a) lista instrukcji; b) schemat stykowy; c) schemat funkcjonalny [4, s. 333]
Powyżej zostało powiedziane, że wynik sprawdzenia jest dołączany do wyniku
poprzedniego łączenia. Wynik łączenia, mający wartość logiczną l lub 0, nazywamy
w skrócie VKE (jest to skrót z języka niemieckiego), jest uaktualniany po wykonaniu każdej
instrukcji i przechowywany w pamięci sterownika. Jego wartość jest bardzo ważna, ponieważ
decyduje o wykonaniu wszystkich instrukcji zwanych warunkowymi. Pierwsza instrukcja
wykonywana po wykonaniu instrukcji warunkowej jest nazywana pierwszym sprawdzeniem.
Wynik sprawdzenia uzyskany w trakcie wykonania tej instrukcji jest zapamiętywany
w procesorze sterownika jako wynik łączenia – VKE. Można powiedzieć, że pierwsze
sprawdzenie rozpoczyna łączenie, czyli wykonywanie funkcji logicznej. [4, s.333]
Schemat stykowy i schemat funkcjonalny
Na rysunku 33 b i c przedstawiono wydruki omówionego powyżej iloczynu logicznego
jako schematu stykowego i schematu funkcjonalnego. Jak widać w schemacie stykowym,
funkcji iloczynu odpowiada szeregowe połączenie symboli styków reprezentujących
testowane argumenty. Przedstawione połączenie możemy sobie wyobrazić jako połączenie,
w którym ma popłynąć prąd uruchamiający przekaźnik reprezentowany przez wyjście A5.4.
Jeżeli
w połączeniu szeregowym wszystkie styki są zamknięte, to prąd może popłynąć i wyjście
zostanie uruchomione. Warto zwrócić uwagę, że sprawdzaniu na stan 0 (UNM28.7 w liście
instrukcji) odpowiada styk rozwierny na schemacie stykowym. Jeżeli argument ma wartość l,
to możemy powiedzieć, że styk zostaje uruchomiony (w naszym przypadku rozwarty), jeżeli
argument ma wartość 0, to styk nie zostanie uruchomiony (pozostanie zwarty).
W schemacie funkcjonalnym iloczyn logicznymi przedstawiany graficznie jako prostokąt
z symbolem & (jest to w języku angielskim odpowiednik słowa AND, czyli iloczynu), do
którego są doprowadzone argumenty. Argument sprawdzany na stan 0 jest doprowadzany
jako sygnał zanegowany, co symbolizuje kropka przy linii doprowadzenia znacznika M28.7.
Wynik iloczynu służy do uruchomienia wyjścia A5.4, symbolizuje to prostokąt ze znakiem =.
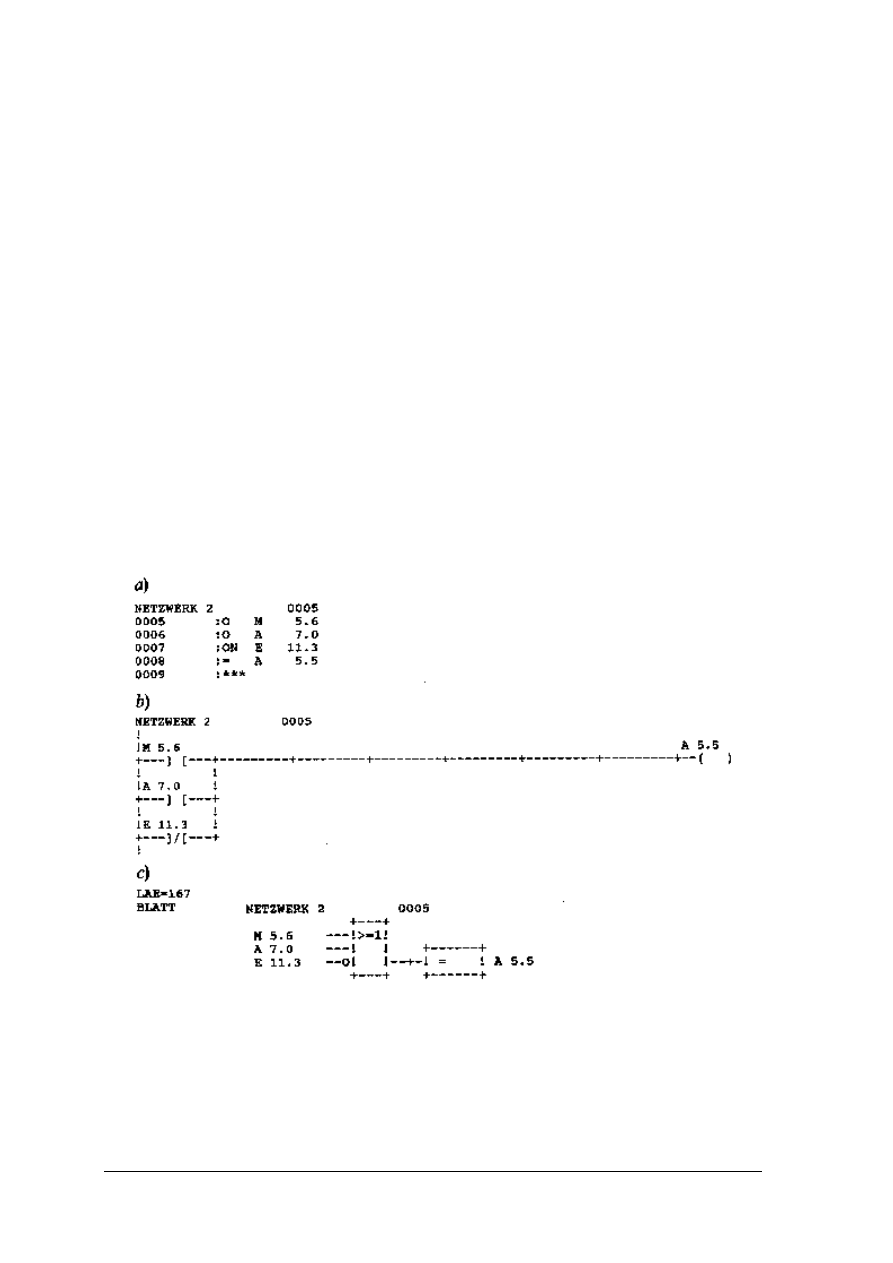
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
Suma logiczna
Lista instrukcji
Tak jak w przypadku iloczynu logicznego pierwsza instrukcja (OM5.6) oznacza pierwsze
sprawdzenie, czyli ustawienie na nowo wartości VKE. Sprawdzenie na stan l i dołączenie
wyniku testowania jako staną logiczna jest oznaczone operatorem 0. W przykładzie
przedstawionym na rysunku 34a w połączeniu z tym operatorem występują argumenty M5.6
i A7.0. Sprawdzenie na stan 0 i dołączenie wyniku jako suma logiczna jest oznaczone
operatorem ON. Wykonując instrukcje w kolejności zapisania, procesor sterownika po
każdym sprawdzeniu dołącza jako suma logiczna wynik sprawdzenia do przechowywanego
w pamięci wyniku łączenia (VKE).
Funkcja sumy logicznej jest spełniona tylko wtedy, gdy wynik sprawdzenia jednego lub
więcej argumentów jest 1.
Schemat stykowy i schemat funkcjonalny
Na rysunku 34 przedstawiono obok listy instrukcji wydruk tego samego segmentu jako
schematu stykowego i funkcjonalnego. Jak widać na schemacie stykowym funkcja sumy
logicznej jest realizowana przez równoległe połączenie styków reprezentujących
poszczególne argumenty. Jest oczywiste, że aby „prąd" mógł popłynąć do wyjścia wystarczy
zwarcie jednego ze styków. Na schemacie funkcjonalnym suma logiczna jest przedstawiona
jako prostokąt ze znakiem > = l, co można zapamiętać jako sformułowanie: jeżeli jedno lub
więcej wejść jest równe l, to suma jest równa 1. Sposób przypisania wyniku operacji sumy do
wyjścia jest taki sam jak dla iloczynu. [4, s.335]
Rys.34. Suma logiczna: a) lista instrukcji; b) schemat stykowy; c) schemat funkcjonalny [4, s. 335]
Funkcje pamięciowe
Potrzeba pamiętania pośrednich lub końcowych wyników operacji logicznych oraz
krótkotrwałych sygnałów jest oczywista; prostym przykładem może tu być załączenie silnika
krótkotrwałym przyciśnięciem przycisku załączającego. W układach przekaźnikowych
funkcje pamięci realizuje się w takich przypadkach przez samopodtrzymanie. Podobnie

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
można zrealizować funkcje pamięci w języku STEP-5, w przykładzie przedstawionym na
Rys.35 (najwyraźniej widać podobieństwo z układem przekaźnikowym na schemacie
stykowym). W układzie tym wyjście A5.5 zostało dołączone równolegle do układu
załączającego to wyjście. Jeżeli wyjście A5.5 zostanie uruchomione, to zniknięcie warunków
na załączenie nie spowoduje odłączenia wyjścia, ponieważ działa samopodtrzymanie.
Odłączanie wyjścia można realizować z uprzywilejowaniem odłączania (segment 5 na
rysunku 35) i wtedy styk odłączający jest włączony szeregowo z układem załączania
i podtrzymania. Jeżeli wejście E0.4 ma wartość l, to wyjście zostanie odłączone, nawet gdy
jednocześnie sygnał załączający E0.3 ma wartość 1. Jeżeli chcemy aby załączanie było
uprzywilejowane, to powinniśmy styk odłączający włączyć szeregowo z samopodtrzymaniem
(segment 6 w przykładzie). Teraz tak długo jak długo wejście załączające ma wartość l
wyjścia nie można odłączyć. [4, s.339]
Rys.35. Funkcja pamiętania z samopodtrzymywaniem: a) lista instrukcji; b) schemat stykowy; c) schemat
funkcjonalny [4, s. 339]
Funkcje czasowe
Funkcje czasowe umożliwiają, poprzez kontrolę upływu czasu, programową kontrolę
wykonania zaprogramowanych czynności, wprowadzania opóźnień między załączeniem
poszczególnych urządzeń lub mechanizmów, załączanie lub wyłączanie urządzeń na
określony w programie czas itp. Funkcje czasowe są realizowane programowo. Każda funkcja
czasowa (człon czasowy) ma przyporządkowane w pamięci procesora słowo 16-bitowe,
w którym przechowywane są bity stanu, wartość czasu i skala czasu. Wartość czasu jest
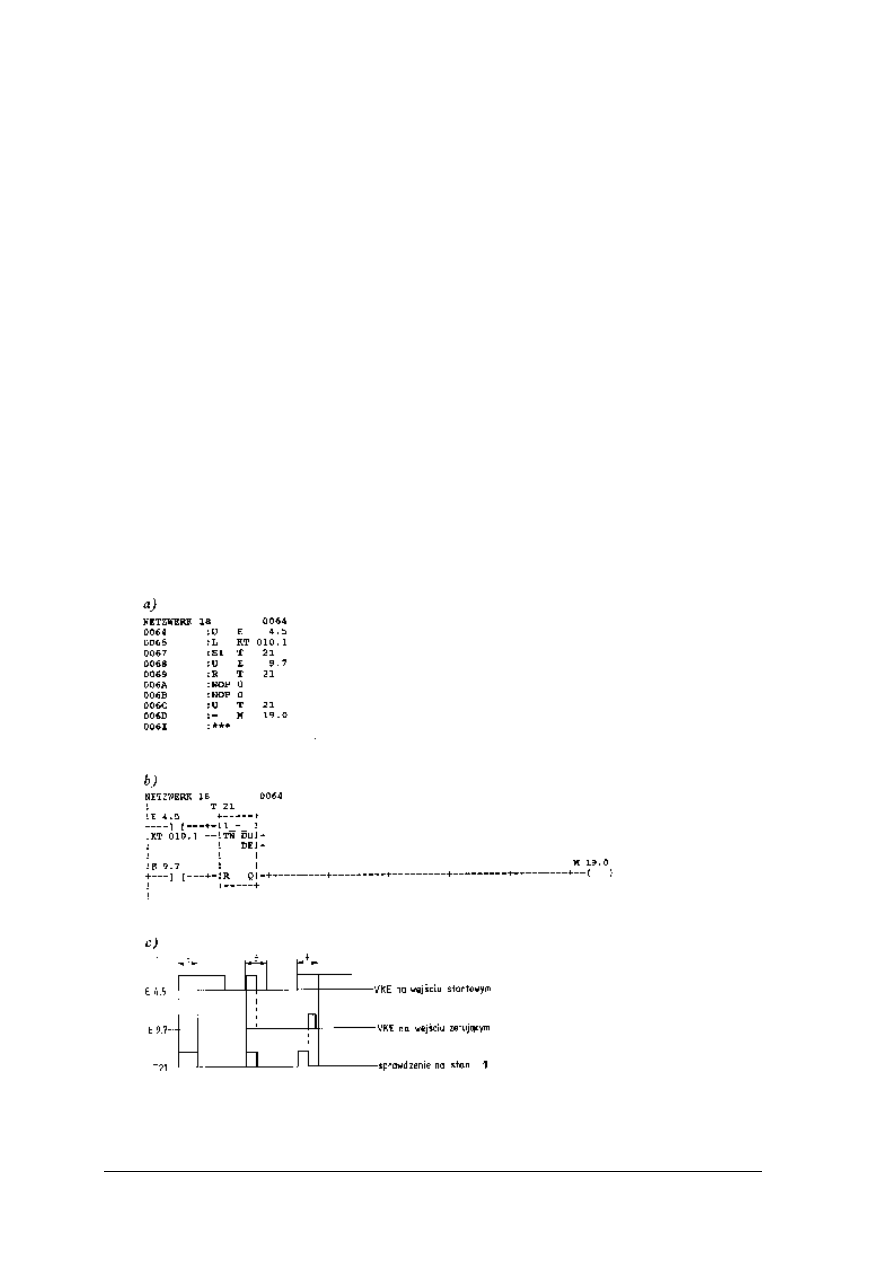
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
wpisywana do pamięci w momencie uruchamiania członu czasowego, a następnie
zmniejszana o jednostkę w odstępach czasu określonych przez skalę czasu.
Te odstępy czasu są programowane i mogą wynosić 10 ms, 100 ms, l s, lub 10 s. Informacje
zawarte w słowie czasu są dostępne, mogą być odczytywane i wykorzystywane przez
programistę przede wszystkim w blokach funkcyjnych, gdzie można wykorzystywać
wszystkie instrukcje znajdujące się na liście rozkazów.
W języku STEP-5 dostępnych jest pięć członów czasowych:
−
impuls,
−
przedłużony impuls,
−
opóźnione załączenie,
−
opóźnione załączenie z pamięcią,
−
opóźnione wyłączenie.
Każdy człon czasowy może być uruchamiany, zerowany i testowany na stan 1 i na stan 0.
Człon czasowy zostanie uruchomiony, gdy na jego wejściu startowym lub przed operatorem
startu (w liście instrukcji) nastąpi zmiana VKE z 0 na 1.
Każdy rodzaj członu czasowego ma inny operator startu, pozostałe parametry są podobne.
Człon czasowy zostanie wyzerowany, jeżeli VKE wyrażenia na jego wejściu zerującym
będzie miało wartość 1. Zerowanie powoduje przerwanie odliczania czasu i wyzerowanie
słowa czasu. Testowanie członu czasowego odbywa się tak, jak dla innych argumentów, za
pomocą operatora iloczynu (np. UT21) albo sumy (np. UT27). W zależności od rodzaju
członu czasowego wynik testowania na stan l w różny sposób zależy od upływu czasu po
uruchomieniu członu. Wynik testowania na stan 0 jest, tak jak dla wszystkich argumentów,
zawsze odwrotny do wyniku testowania na stan 1. [4, s.346]
Rys.36. Człon czasowy typu impuls: a) lista instrukcji; b) schemat stykowy; c) przebiegi czasowe [4, s. 347]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
Na powyższym schemacie przedstawiono segment programu zawierającego człon
czasowy impuls w wersji schemat stykowy i lista instrukcji (schemat funkcjonalny pominięto,
ponieważ symbole graficzne członów czasowych w obu wariantach schematów graficznych
są takie same). Przedstawiono także przebiegi czasowe ilustrujące działanie tego członu
czasowego.
Jeśli na wejściu zerującym VKE jest równe 0, a na wejściu startowym VKE zmieni się z 0
na l, to człon czasowy zostanie uruchomiony i zacznie się odliczanie czasu. Po upływie
zaprogramowanej wartości czasu t człon czasowy przechodzi w stan spoczynku. Jeżeli
wartość VKE na wejściu wcześniej zmieni się na 0, to człon czasowy zostaje wyzerowany.
Wynik testowania na stan l ma wartość l tak długo, jak długo czas jest odmierzany. Jako
wynik testowania otrzymujemy więc impulsy o czasie trwania t lub krótsze. Wartość czasu t
jest w przykładzie zapisana w liście instrukcji jako instrukcja LKT10.1, a na schemacie
stykowym jako parametr TWo postaci KT10.1.
Instrukcja LKT10.1, jak każda instrukcja, składa się z operatora i argumentu. Symbolem
operatora jest litera L, co oznacza ZAŁADUJ (PRZEŚLIJ) DO AKUMULATORA,
a argumentem wyrażenie KT10.1, gdzie KT znaczy STAŁA TYPU CZAS; 10.1 jest wartością
tej stałej i oznacza l0 jednostek po 100 ms.
Wyjaśnienie: akumulator jest nazwą operacyjnego rejestru procesora. Wszystkie operacje
procesor wykonuje w zasadzie na zawartości akumulatorów, dlatego w liście instrukcji wiele
operacji poprzedza operacja przesłania do akumulatora. W liście instrukcji po instrukcji
przesłania do akumulatora występuje instrukcja SIT21, która spowoduje uruchomienie członu
czasowego z parametrami takimi, jakie zostały zapisane w akumulatorze.
Jeśli na wejściu zerującym VKE jest równe l, to człon czasowy jest wyzerowany w zasadzie
niezależnie od stanu wejścia uruchamiającego. Jeżeli wystąpi na wejściu uruchamiającym
zmiana VKE z 0 na l, to człon czasowy zostanie wprawdzie uruchomiony, ale zaraz potem
będzie wyzerowany. Zerowanie ma tu przewagę nad uruchamianiem, ponieważ w programie
występuje po uruchamianiu (por. ustawianie i zerowanie pamięci RS). [4, s.347]
4.5.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest sterownik binarny?
2. Gdzie maja zastosowanie sterowniki binarne?
3. Jakie znasz rodzaje pamięci stosownej w sterownikach?
4. Co jest cechą charakterystyczną sterowników binarnych?
5. Czym jest lista instrukcji?
6. Na czym polega funkcja iloczyn logiczny?
7. Jakie znaczenie mają funkcje pamięciowe?
8. Gdzie można zastosować funkcje czasowe?
9. Jakie znasz rodzaje pamięci do przechowywania programów?
4.5.3. Ćwiczenia
Ćwiczenie 1
Napisz program symulujący wiercenie gniazd w boku szafy.
Sposób wykonania ćwiczenia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) dokonać analizy rysunku,
3) napisać kolejne instrukcje programu,
4) przeprowadzić symulację komputerową,
5) dokonać korekty w razie wystąpienia błędów,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– program komputerowy,
– rysunek wykonawczy,
– literatura z rozdziału 6.
Ćwiczenie 2
Napisz program symulujący obróbkę skrawaniem elementu graniakowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) dokonać analizy rysunku,
3) napisać kolejne instrukcje programu,
4) przeprowadzić symulację komputerową,
5) dokonać korekty w razie wystąpienia błędów,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– program komputerowy,
– rysunek wykonawczy elementu,
– literatura z rozdziału 6.
Ćwiczenie 3
Napisz program symulujący frezowanie profilu w elementach płytowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) dokonać analizy rysunku,
3) napisać kolejne instrukcje programu,
4) przeprowadzić symulację komputerową,
5) dokonać korekty w razie wystąpienia błędów,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– program komputerowy,
– rysunek wykonawczy elementu,
– literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) wyjaśnić co to jest sterownik binarny?
¨ ¨
2) narysować schemat strukturalny sterownika binarnego?
¨ ¨
3) scharakteryzować rodzaje pamięci stosowanej w sterownikach?
¨ ¨
4) określić strukturę oprogramowania sterownika?
¨ ¨
5) wyjaśnić czym jest lista instrukcji?
¨ ¨
6) wyjaśnić na czym polega funkcja iloczyn logiczny?
¨ ¨
7) określić jakie znaczenie praktyczne mają funkcje pamięciowe?
¨ ¨
8) określić zastosowanie funkcji czasowych?
¨ ¨
9) posługiwać się podstawowymi programami komputerowymi
stosowanymi w obrabiarkach numerycznych?
¨ ¨
10) dokonać prezentacji wykonanego ćwiczenia?
¨ ¨
11) wykorzystać zdobyte wiadomości w praktycznym działaniu?
¨ ¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
4.6. Linie obróbcze
4.6.1. Materiał nauczania
Linie produkcyjne
Podstawowa forma mechanizacji procesów produkcyjnych w zakładach przemysłowych
przejawia się w tworzeniu linii produkcyjnych. Linią produkcyjną nazywa się zespół
stanowisk roboczych ustawionych według porządku wynikającego z kolejności wykonywania
operacji technologicznych jednego, lub grupy zbliżonych do siebie przedmiotów
(elementów). Charakterystyczną cechą pracy linii jest to, że każde stanowisko wykonuje tylko
jedną operację wycinka procesu technologicznego realizowanego na linii. Ten rodzaj
ugrupowania stanowisk roboczych jest typowy dla produkcji masowej.
W zależności od fazy procesu technologicznego przypadającej dla danej linii produkcyjnej,
rozróżnia się linie produkcyjne wykonywania części (elementów), tzw. linie obróbkowe, oraz
linie produkcyjne montażu - linie montażowe.
Linie obróbcze – maszyny składają się z automatów ustawionych liniowo wykonujących
operacje w ściśle określonej kolejności (kilka maszyn obsługuje 1-2 ludzi)
W zakładach przemysłu drzewnego stosunkowo rzadko spotkać się można z produkcją
typu masowego i dlatego organizacja produkcji w oparciu o tworzenie linii produkcyjnych nie
może występować w skali całego zakładu - we wszystkich oddziałach produkcyjnych.
Tworzenie zespołów stanowisk roboczych wzajemnie powiązanych ze sobą kolejnością
obróbki (linii produkcyjnych) jest uzasadnione tylko tam, gdzie linie technologiczne wielu
różnych elementów pokrywają się wzajemnie. Tylko w takim bowiem przypadku można
liczyć na pełne wykorzystanie zorganizowanej linii produkcyjnej.
Tworzenie linii produkcyjnych powinno być oparte na następujących zasadach:
−
należy pod względem wydajności obrabiarki i urządzenia dobierać w taki sposób, aby
każde z nich było jednakowo obciążone, przy najwyższym stopniu wykorzystania,
−
praca stanowisk w linii produkcyjnej powinna być zsynchronizowana, co oznacza, iż
stanowiska robocze powinny pracować według wspólnego taktu,
−
należy unikać stanowisk równoległych, tj. podwójnych, potrójnych itp.,
−
żadne stanowisko nie może być zaangażowane do wykonywania operacji nie
wchodzących w zakres pracy linii,
−
każda linia produkcyjna musi tworzyć odrębną - zamkniętą całość. Przy ustalaniu
wzajemnego rozmieszczenia stanowisk pracy linii produkcyjnej należy zwracać uwagę
przede wszystkim na to, aby pomiędzy poszczególnymi stanowiskami uzyskać najkrótsze
drogi transportu oraz najdogodniejsze usytuowanie każdego stanowiska w stosunku do
tych dróg.
Sprawą o zasadniczym znaczeniu w projektowaniu linii produkcyjnych jest właściwe
zorganizowanie
przemieszczania
obrabianych
przedmiotów
pomiędzy
kolejnymi
stanowiskami. Najkorzystniejsze przy tym jest zastosowanie transportu ciągłego oraz
wyposażenie poszczególnych stanowisk w urządzenia pomocnicze, zastępujące obsługę przy
wykonywaniu prostych, powtarzalnych czynności, takich jak podawanie i odbieranie
elementów, ich układanie po obróbce, nadawanie odpowiedniego położenia elementom
wprowadzanym do obrabiarki itp. Uzupełnienie zestawu obrabiarek i urządzeń produkcyjnych
wyposażeniem transportowym i innym pomocniczym jest techniczną realizacją koncepcji linii
produkcyjnej w pełni zmechanizowanej, wykazującej w wielu przypadkach znamiona zespołu
zautomatyzowanego.
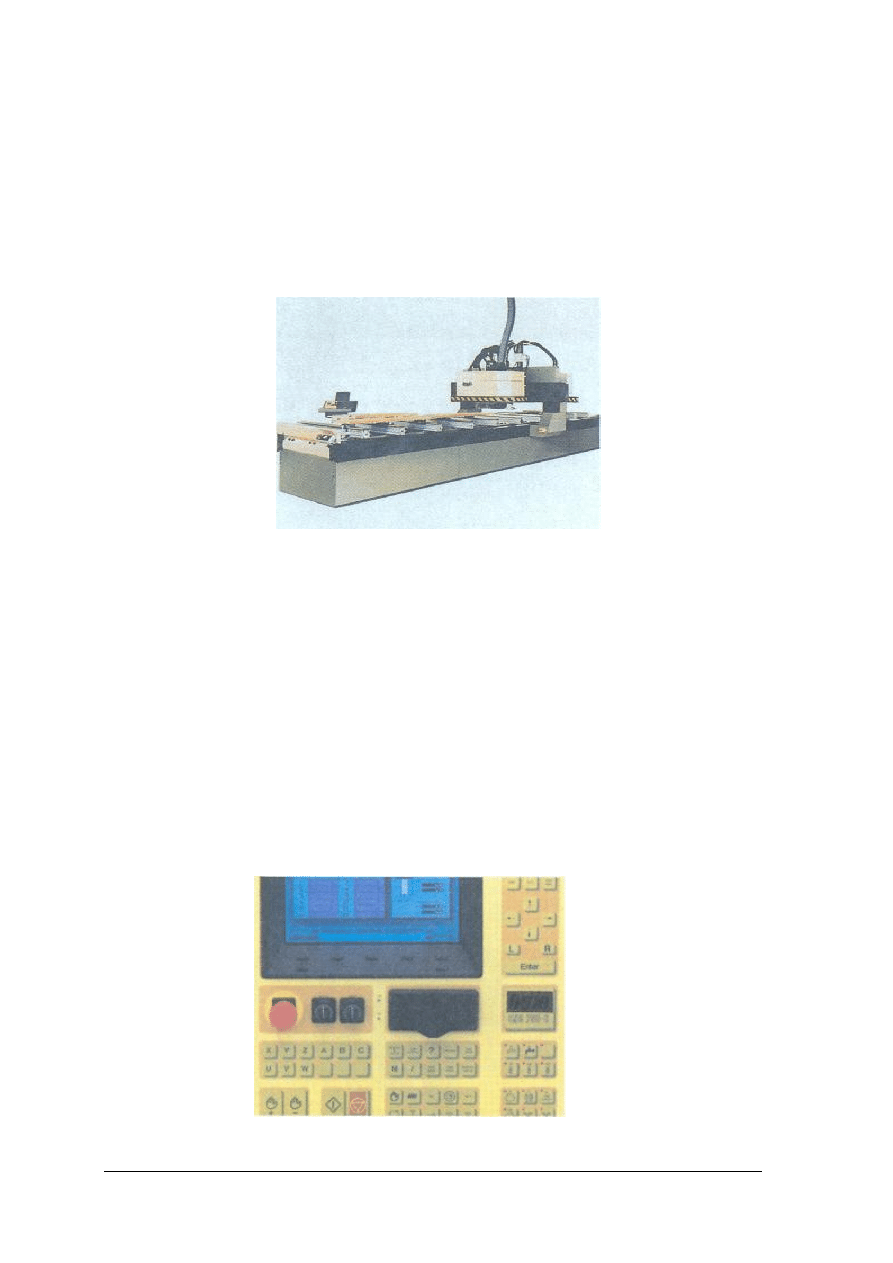
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
Praca z obrabiarkami CNC do drewna
Bogactwo form w świecie nowoczesnych mebli i architektury wnętrz niemal nie zna
granic. Życzenia zgłaszane przez klientów stają się coraz bardziej zindywidualizowane
i wiążą się z wysokimi wymaganiami co do jakości obróbki i trwałości. Wysoka jakość
wykonania, zdolność dostosowania do wzornictwa i konstrukcji w krótkim czasie produkcji
są niezbędne do utrzymania konkurencyjności. Technika CNC umożliwia osiągnięcie
maksymalnej możliwej wydajności ekonomicznej, mimo wysokich wymagań jakościowych.
Coraz więcej zakładów przemysłowych, a także i rzemieślniczych, inwestuje w sterowane
komputerowo obrabiarki CNC do drewna.
Rys.37. Obrabiarka CNC do drewna o uniwersalnym zastosowaniu [7, s. 104]
W przypadku zwykłych maszyn do obróbki drewna, obróbka polega na stałej ingerencji
operatora w element znajdujący się w maszynie. Skrót CNC (ang. Compulerized Numerical
Control) oznacza sterowanie maszyn za pomocą zintegrowanego komputera. Zalety
przetwarzania danych wykorzystywane są bezpośrednio w obrabiarce. Wszystkimi ruchami
narzędzi, operacjami mocowania i innymi samodzielnymi operacjami roboczymi zarządza
komputer, poprzez zastosowanie odpowiednich danych.
Hardware to maszyny, narzędzia, komputery i urządzenia mocujące. Software to
oprogramowanie sterujące przebiegiem produkcji.
Maszyny CNC nie posiadają żadnych zwyczajnych elementów obsługi, jak: pedał lub drążek,
pokrętła, przestawne zaciski i wiele innych. Z reguły wszystkie funkcje aktywowane są
poprzez klawiaturę z ekranem lub wyświetlacz. Krótko mówiąc: maszyny CNC sterują
wszelkimi procesami roboczymi bez ingerencji człowieka obsługującego maszynę. W tym
celu należy ustalić kolejność robót i wprowadzić program z wszystkimi komendami
sterującymi. [7, s.104]
Rys.38. Klawiatura do wprowadzania danych [7, s. 104]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
Systemy sterowania CNC zmieniają budowę i zastosowanie maszyn oraz wpływają na sposób
pracy i jej przebieg. Zaletą zastosowań CNC jest to, że stopniowa obróbka na poszczególnych
maszynach może zostać sprowadzona do wielostopniowych ciągów obróbki.
Rys.39. Przykład obróbki płyt: wiercenie, frezowanie, piłowanie [7, s. 105]
Można zaoszczędzić na czasie przeznaczonym zwykle na transport, załadunek i układanie.
Rozmaite procedury obróbki warunkują różne rodzaje systemów sterowania. W zależności od
rodzaju możliwości poruszania się rozróżnia się trzy rodzaje sterowania.
1. Sterowanie punktowe umożliwia pozycjonowanie w programowanych punktach
i następnie obróbkę.
2. Sterowanie odcinkowe umożliwia, oprócz pozycjonowania, równoległą do osi obróbkę
z programowalną prędkością posuwu.
3. Sterowanie kształtowe numeryczne umożliwia obróbkę po dowolnym torze na
płaszczyźnie lub w przestrzeni. Może przy tym mieć miejsce równoczesny
(symultaniczny) ruch względem dwóch lub większej liczby osi. [7, s.105]
Rys.40. Sterowanie komputerowe CNC zacisk równoległy na pilarce formatowej jest pozycjonowany przez
sterowanie punktowe [7, s. 105]
Rys.41. Przykład sterowanie odcinkowego na pilarce Rys.42. Przykład obróbki kształtowej [7, s. 105]
tarczowej [7, s. 105]
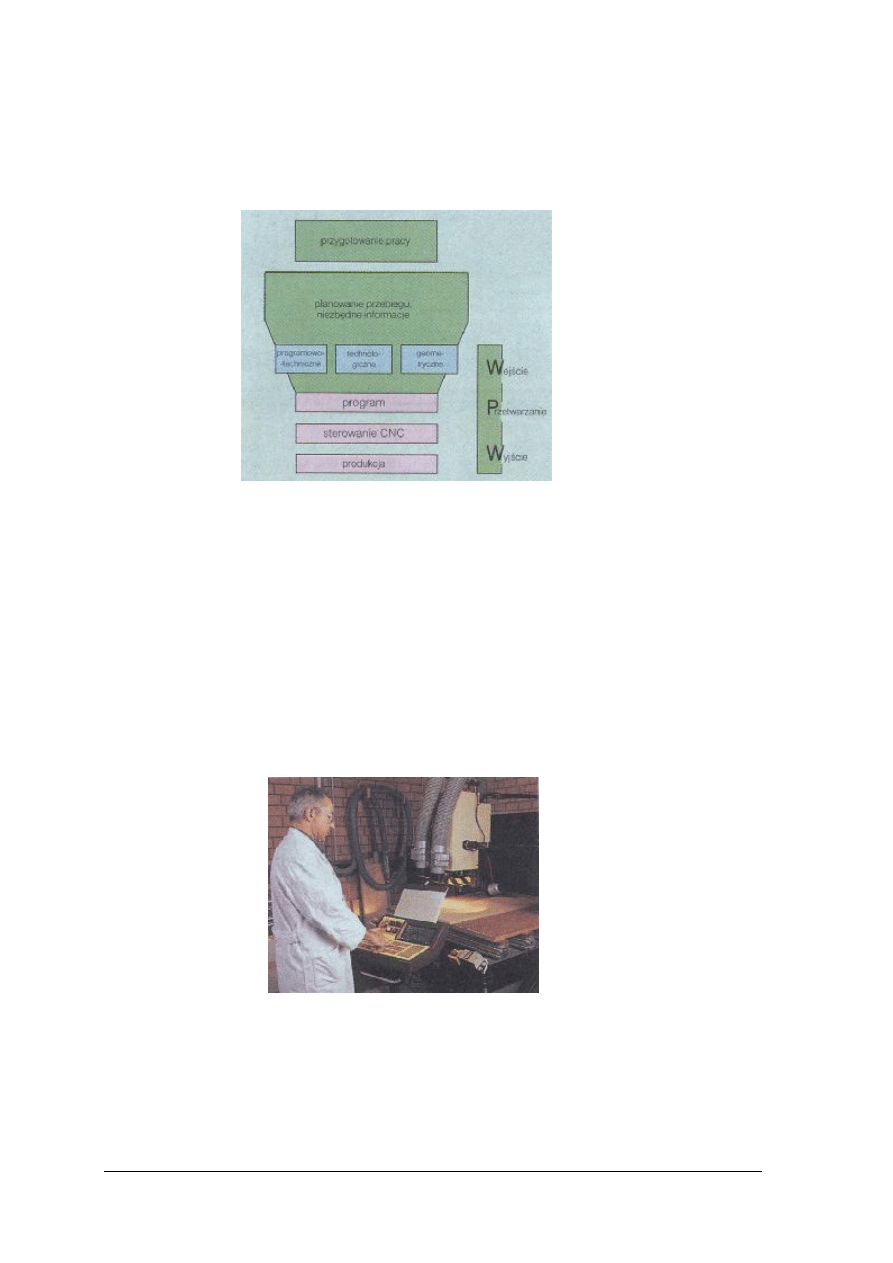
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
Produkcja danego elementu odbywa się z reguły bez udziału człowieka obsługującego
maszynę. Wielokrotna wymiana narzędzi i zastosowanie wielu maszyn nie jest już potrzebne.
Przebieg pracy z wszelkimi niezbędnymi informacjami musi być pieczołowicie zaplanowany.
Sterowanie CNC wymaga trzech grup informacji.
Rys.43. Sposób przebiegu informacji [7, s. 106]
Informacje programowo-techniczne regulują wykonanie programu. Informacje te to
np. numer programu i kolejność obróbki (numery zdań).
Informacje technologiczne sterują operacjami włączania i zawierają dodatkowe funkcje
sterujące programem i maszynami. Informacje te to np. prędkość posuwu, wywołanie
podprogramu, mocowanie obrabianej części, wysuwanie i wsuwanie zacisków.
Informacje geometryczne (informacje o drodze i warunkach) w postaci zaszyfrowanej podają
formę części obrabianej do sterowania.
Istnieje szereg możliwości wprowadzania danych. Przez programowanie warsztatu
rozumiemy, w najprostszym przypadku, wprowadzanie danych programu CNC do sterownika
maszyny. Do wprowadzania programów i poleceń bezpośrednich służy klawiatura dołączona
do tego sterownika.
Rys.44. Operator maszyny wprowadzający dane sterujące [7, s. 107]
Jedną z możliwości jest określenie kroków obróbki i oprogramowanie ich wykonania już na
etapie przygotowania pracy. W kompleksowych zadaniach produkcyjnych można uniknąć
bezproduktywnych przestojów, spowodowanych np. wprowadzeniem błędnych danych. Aby
dalej ograniczyć nakłady czasu, dochodzi coraz częściej do sprzężenia systemów CAD
i maszyn CNC.
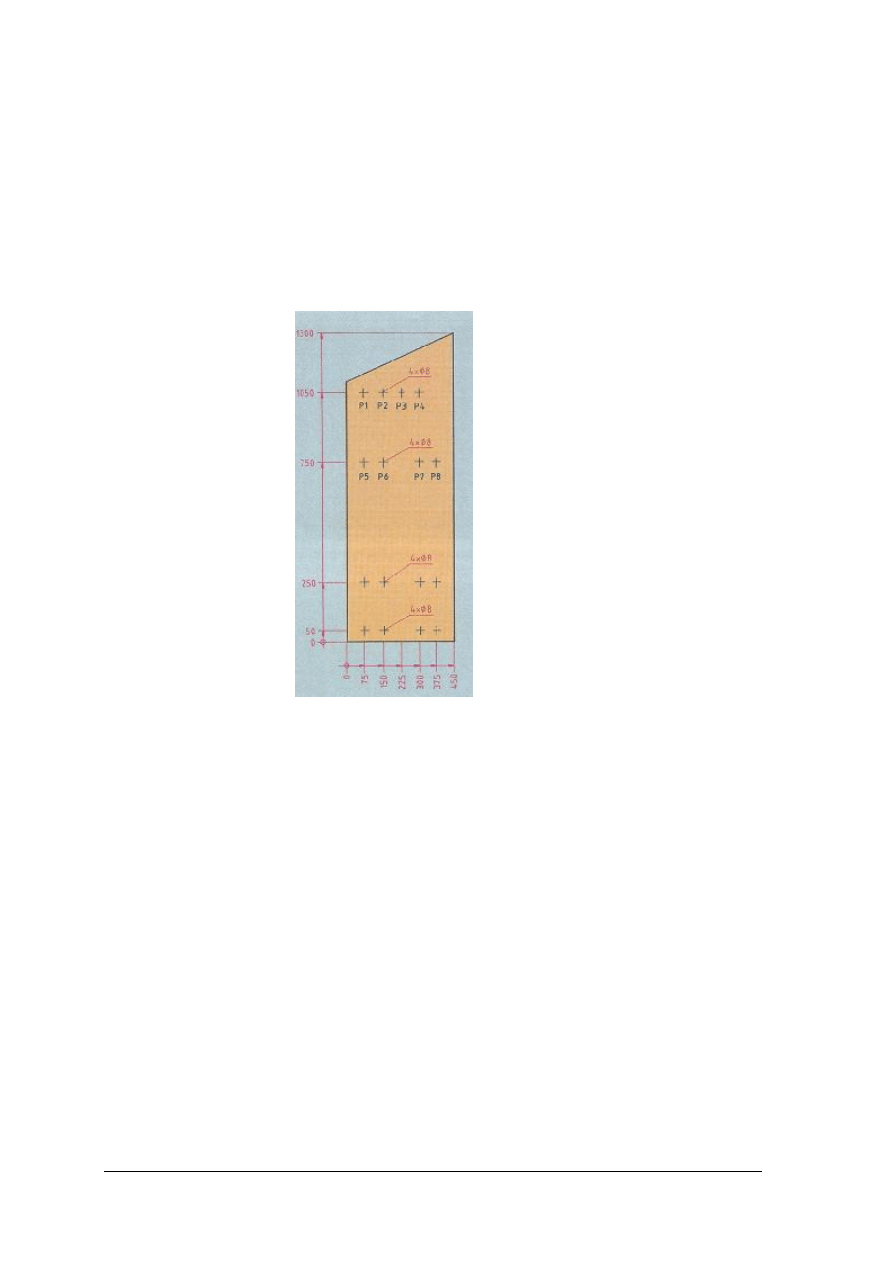
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
W wielu stolarniach przeprowadza się programowanie przy użyciu klawiatury CNC. Po
wprowadzeniu danych, program znajduje się w pamięci roboczej sterowania aż do
wykasowania go. Aby program mógł ponownie zostać użyty, z reguły jest dodatkowo
zabezpieczany i zapisywany jako nośniki danych wykorzystuje się dyskietki, taśmę
perforowaną.
Element obrabiany w układzie współrzędnych
W obrabiarce CNC z wymiennikiem narzędzi będą nawiercane, rowkowane i frezowane
ściany boczne korpusów meblowych. Pierwszą czynnością obróbki będzie wiercenie otworów
konstrukcyjnych.
Rys.45. Przykład wymiarowania elementu „od punktu zerowego” [7, s. 110]
Szablony wiertarskie nie są do tego celu potrzebne, zespół wiertarski jest pozycjonowany
przez program CNC. Programista lub operator maszyny musi w tym celu w programie opisać
położenie otworów w układzie współrzędnych. Dla ustalenia wymiarów współrzędnych
ważną rolę odgrywa wprowadzanie danych montażowych. Aby uniknąć zbytecznego
dodawania lub odejmowania wymiarów, z reguły zaleca się w programowaniu CNC
wymiarowanie względne.
Z reguły nie jest możliwe ustawienie elementu w taki sposób, żeby jego krawędź pokrywała
się z punktem zerowym maszyny. Punkt zerowy przedmiotu obróbki wybierany jest dowolnie
przez programistę lub operatora maszyny.
Położenie zerowego punktu nie ma nic wspólnego z przebiegiem programu. Jednakże
rozsądne położenie decyduje w istotnym stopniu przede wszystkim o nakładzie pracy
programistycznej i przejrzystości programu.
Pokazane na rysunku 45 wymiarowanie odniesione do zerowego punktu elementu
obrabianego nazywamy wymiarowaniem bezwzględnym. Odpowiednio do tego odbywa się
również programowanie w wartościach bezwzględnych współrzędnych. Przeliczanie liczb
wymiarów nie jest konieczne, w tym przypadku są one identyczne z wartościami
współrzędnych odniesionych do punktu zerowego elementu obrabianego.
Programy o bezwzględnych wartościach współrzędnych można łatwo sprawdzić, ponieważ
w jednym zdaniu znajduje się bezwzględna wartość współrzędnej.
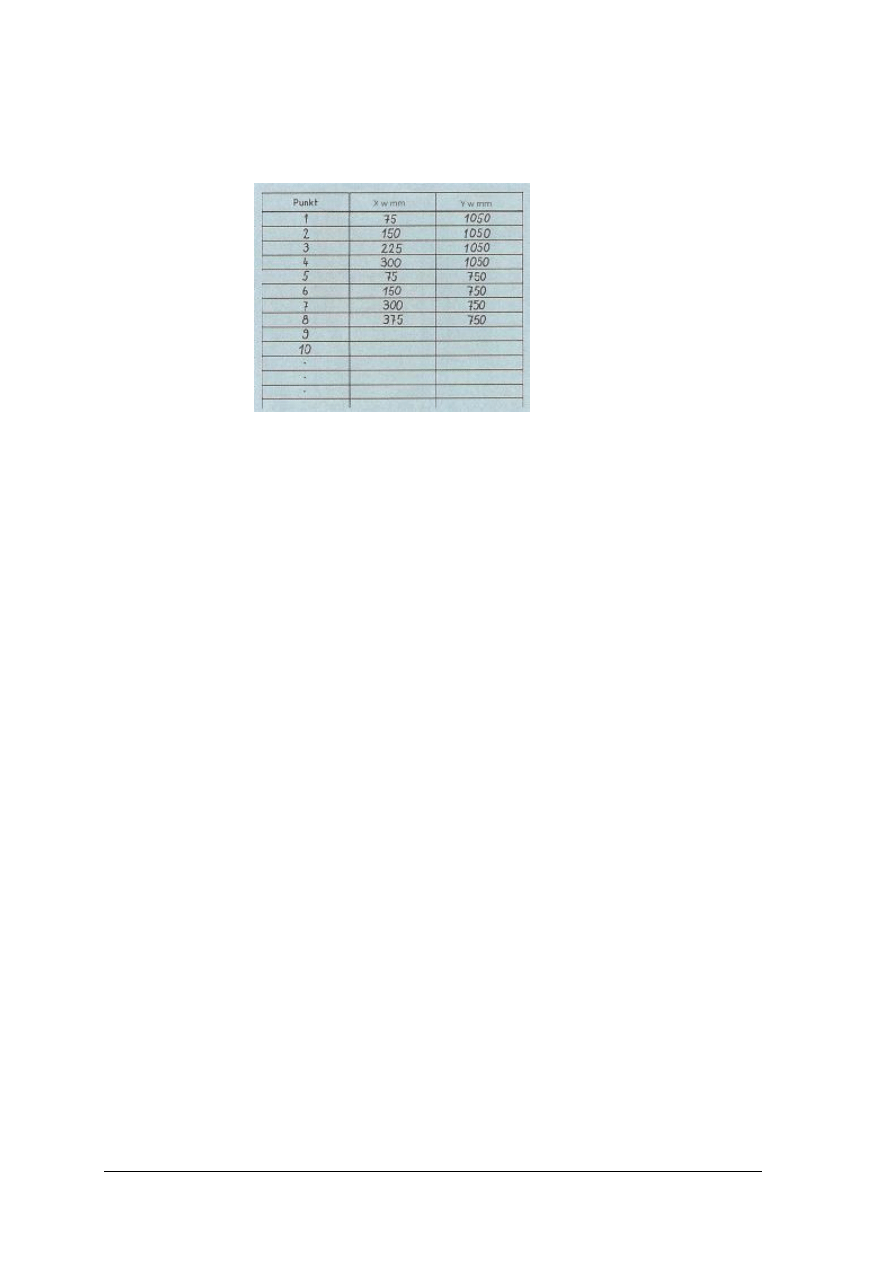
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
Dla ułatwienia wprowadzania danych sprawdziło się - szczególnie w planach wierceń -
zestawianie tabelaryczne pozycji wierceń. [7, s.111]
Rys.46. Plan wierceń wartości współrzędnych w formie tabelarycznej [7, s. 111]
4.6.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to są linie produkcyjne?
2. Jakie zastosowanie mają linie obróbcze?
3. Jakie zasady obowiązują podczas tworzenia linii obróbczych?
4. Co to jest technika CNC?
5. Gdzie mają zastosowanie obrabiarki CNC?
6. Jakie zalety posiadają obrabiarki sterowane numerycznie?
7. Jaki rodzaj sterowanie jest zastosowany w obrabiarkach numerycznych?
8. W jaki sposób wprowadzamy dane do programu obrabiarki numerycznej?
4.6.3. Ćwiczenia
Ćwiczenie 1
Zaprojektuj frezowanie drzwi meblowych obrabiarką numeryczną.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) zapoznać się z programem komputerowych,
3) dokonaj analizy rysunku drzwi,
4) wprowadzić dane do programu,
5) sprawdzić poprawność wprowadzonych instrukcji,
6) przeprowadź symulacje,
7) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– obrabiarka sterowana numerycznie,
– program komputerowy,
– rysunek wykonawczy frontu,
– literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
65
Ćwiczenie 2
Narysuj schemat linii maszynowej obróbki elementu graniakowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) przygotować przybory kreślarskie,
3) dokonać analizy zastosowania niezbędnych obrabiarek,
4) określić kolejność ustawienia obrabiarek,
5) wykonać schemat,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– dokumentacje techniczne i eksploatacyjne maszyn i linii obróbczych,
– przyrządy kreślarskie,
– przybory do pisania,
– literatura z rozdziału 6.
Ćwiczenie 3
Wykonaj projekt linii obróbki elementu płytowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) zorganizować stanowisko pracy,
3) określić zasady tworzenia linii,
4) ustalić rodzaj zastosowanych obrabiarek i urządzeń w linii,
5) określić najbardziej ekonomiczne ustawienie linii,
6) wykonać projekt,
7) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– dokumentacje techniczne i eksploatacyjne maszyn i linii obróbczych,
– przyrządy kreślarskie,
– literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
66
4.6.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) wyjaśnić co to są linie produkcyjne?
¨ ¨
2) określić zastosowanie linii obróbczych?
¨ ¨
3) określić zasady tworzenia linii obróbczych?
¨ ¨
4) wyjaśnić na czym polega technika CNC?
¨ ¨
5) scharakteryzować na czym polega obsługa obrabiarek CNC?
¨ ¨
6) wskazać zastosowanie obrabiarek CNC?
¨ ¨
7) określić zalety obrabiarek numerycznych?
¨ ¨
8) scharakteryzować rodzaj zastosowanego sterowania w obrabiarkach
numerycznych?
¨ ¨
9) narysować schemat linii maszynowej obróbki drewna?
¨ ¨
10) wprowadzać dane do programu obrabiarki numerycznej?
¨ ¨
11) dokonać prezentacji wykonanego ćwiczenia?
¨ ¨
12) wykorzystać zdobyte wiadomości w praktycznym działaniu?
¨ ¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
67
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test zawiera 20 zadań o różnym stopniu trudności. Są to pytania: otwarte, z luką
i wielokrotnego wyboru.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi, stawiając w odpowiedniej
rubryce znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem,
a następnie ponownie zakreślić odpowiedź prawidłową.
6. Test składa się z dwóch części o różnym stopniu trudności: I część – poziom
podstawowy, II część - poziom ponadpodstawowy.
7. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8. Kiedy udzielenie odpowiedzi będzie sprawiało Ci trudność, odłóż jego rozwiązanie na
później i wróć, gdy zostanie czas wolny.
9. Na rozwiązanie testu masz 90 minut.
Powodzenia!
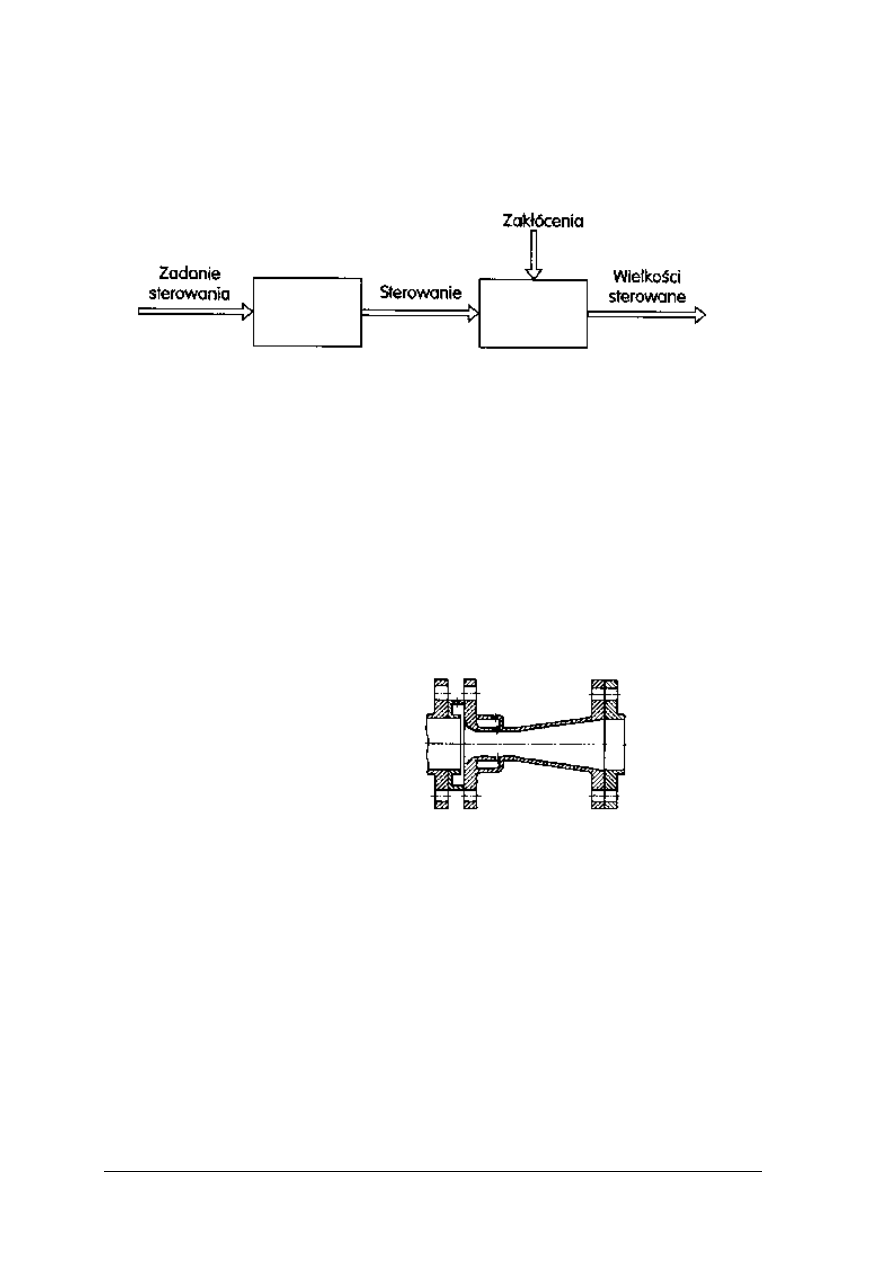
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
68
ZESTAW ZADAŃ TESTOWYCH
1. Uzupełnij brakujące elementy otwartego układu sterowania.
2. Do elementów pomiarowych w układach automatyki zalicza się:
a)
siłowniki,
b)
przetworniki,
c)
zawory,
d)
podajniki.
3. Do analogowych czujników położenia należą:
a)
potencjometry,
b)
regulatory,
c)
tarcze kodowy,
d)
dynamometry.
4.Na rysunku jest przedstawiona?
a)
kryza,
b)
dysza,
c)
zwężka Venturiego,
d)
zawór.
5. Przyrząd po pomiaru ciśnienia absolutnego (odnoszonego do próżni) to:
a)
wakuometr,
b)
barometr,
c)
manometr,
d)
manometr różnicowy.
6. Przyrząd z rurką Bourdona służy do pomiaru?
a)
temperatury,
b)
ciśnienia,
c)
przesunięć kątowych,
d)
strumienia.
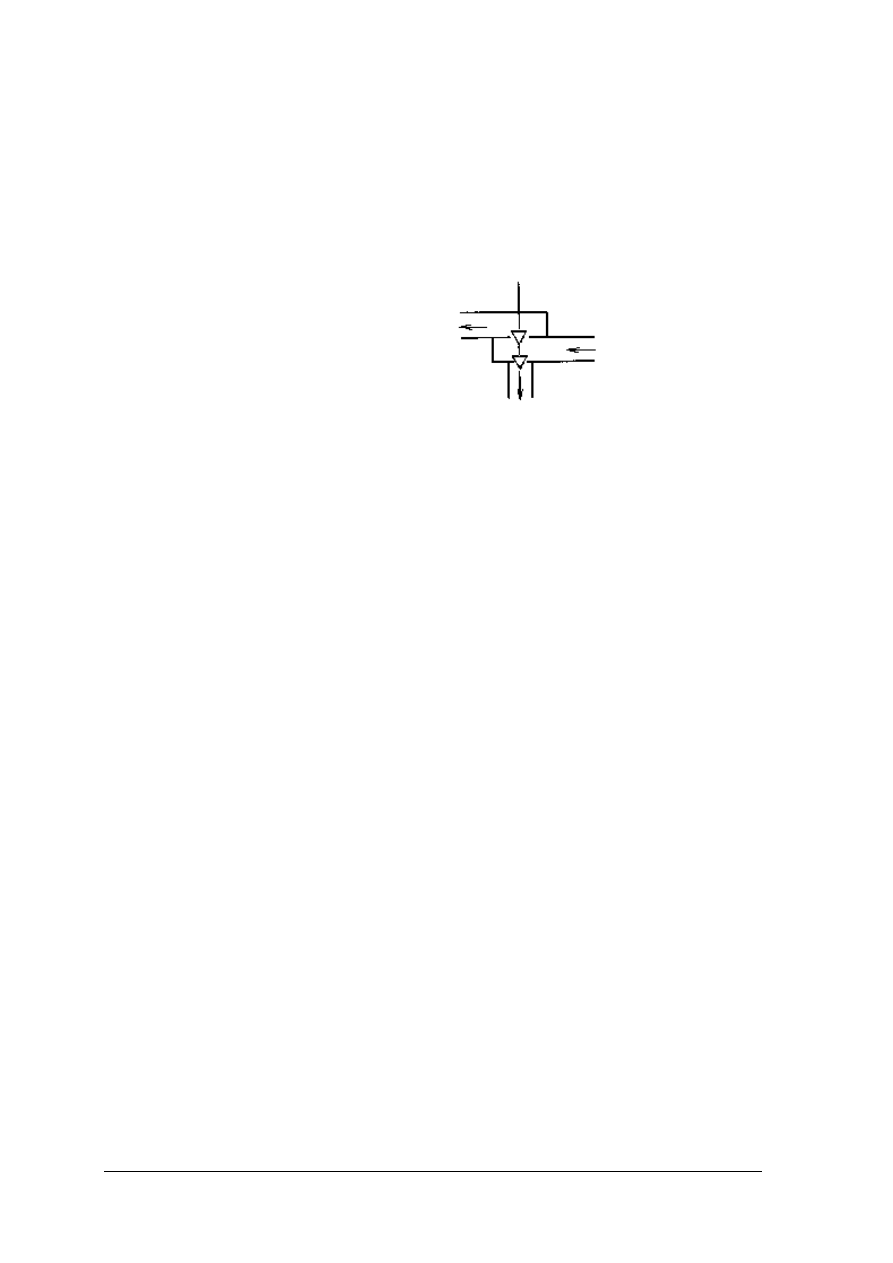
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
69
7. Termometry w których wykorzystuje się zjawisko powstawania siły elektromotorycznej
w obwodzie, w którym dwa złącza dwóch różnych metali znajdują się w różnej
temperaturze to termometry?
a)
rozszerzalnościowe,
b)
ciśnieniowe,
c)
rezystancyjne,
d)
termoelektryczne.
8. Rysunek przedstawia zawór?
a)
jednogniazdowy,
b)
dwugniazdowy,
c)
trójdrożny mieszający,
d)
trójdrożny rozdzielający.
9. Wyjaśnij pojęcie „siłowniki”
……..…………………………………………………………………………………………….
…………………………………………………………………………………………………...
10. Wskaż do czego służą rejestratory
…………………………………………………………………………………………………...
…………………………………………………………………………………………………...
11. Dynamometr sprężynowy służy do pomiaru?
a)
prędkości,
b)
przepływu,
c)
siły,
d)
ruchu.
12. Wyjaśnij pojęcie linii obróbczej.
………………………………………………………………………………………………….
………………………………………………………………………………………………….
13. Elementy nastawcze umożliwiają w układach sterowania oddziaływanie na ……………...
………………………………………. obiektu regulacji.
14. Podaj jaką funkcję pełnia urządzenia i układy pomiarowe.
– ………………………………………………………………………………………………
– ………………………………………………………………………………………………
– ……………………………………………………………………………………………....
– ………………………………………………………………………………………………
– ………………………………………………………………………………………………
15. Wymień rodzaje stosowanych siłowników:
−
……………………………
−
……………………………
−
……………………………
−
…………………………....
−
……………………………

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
70
16. Regulatory korzystające z energii pomocniczej to:
−
……………………………...
−
……………………………...
−
……………………………...
17. Funkcje czasowe umożliwiają ……………………………………………………………...
…………………………………………………………………………………………………...
…………………………………………………………………………………………………...
…………………………………………………………………………………………………...
18.Rejestratory stosowane w przemyśle można podzielić na:
−
……………………………………………………………………………………………….
−
……………………………………………………………………………………………….
−
……………………………………………………………………………………………….
19. Narysuj schemat blokowy układu do pomiaru temperatury.
20.Narysuj schemat blokowy układu regulacji z pomiarem zakłóceń.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
71
KARTA ODPOWIEDZI
Imię i nazwisko ............................................................................................................................
Wykorzystywanie komputeryzacji i automatyzacji w procesach obróbki
drewna
Zakreśl poprawną odpowiedź
Nr
zadania
Odpowiedź
Punktacja
1.
2.
a
b
c
d
3.
a
b
c
d
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
10.
11.
a
b
c
d
12.
13.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
72
14.
15.
16.
17.
18.
19.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
73
20.
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
74
6. LITERATURA
1. Bajkowski B.: Automatyzacja procesów technologicznych w przemyśle drzewnym.
Wydawnictwo SGGW, Warszawa 1994
2. Bieniek S.: Maszyny i urządzenia do obróbki drewna Część 2. WSiP, Warszawa 1995
3. Jabłoński W., Płoszajski G.: Elektrotechnika z automatyką. WSiP, Warszawa 1999
4. Kostro J.: Elementy, urządzenia i układy automatyki. WSiP, Warszawa 1994
5. Markowski A., Kostro J., Lewandowski A.: Automatyka w pytaniach i odpowiedziach.
WNT, Warszawa 1985
6. Stein Z.: Maszyny elektryczne. PWN, Warszawa 1994
7. Technologia drewna – podręcznik do nauki zawodu część 3. Praca zbiorowa. Rea,
Warszawa 2002
Czasopisma
−
Gazeta przemysłu Drzewnego: Wydawnictwo Inwestor sp. z o. o.
−
Gazeta Drzewna – Holz-Zentralblatt Polska sp. z o.o. Poznań
−
Przemysł Drzewny: Wydawnictwo Świat sp. z o. o.
Wyszukiwarka
Podobne podstrony:
23 Wykorzystywanie komputeryzac Nieznany
REGULAMIN KORZYSTANIA Z LABORATORIUM KOMPUTEROWEGO, Automatyka i Robotyka, Język programowania
zasady wykorzystania komputera
Wykorzystanie komputera w pracy dydaktycznej nauczyciela prezentacja w PowerPoint
Robot jako system komputerowy, Automatyka i robotyka
Przykladowe zadanie egzaminacyjne w etapie praktycznym z wykorzystaniem komputera z, Matura, technik
22-23. Wirusy komputerowe, Semestr 1
Wykorzystywanie komputera w edukacji, Studia PEDAGOGIKA, Podstawy dydaktyki ogólnej
Wykorzystywanie komputera w zajęciach pozalekcyjnych przez u, wrzut na chomika listopad, Informatyka
wykorzystanie komputra w pracy nauczyciela, Dokumenty(1)
Wykorzystanie komputera
Wykorzystanie komputera i internetu
zasady wykorzystania komputera
Wykorzystanie komputera
Scenariusz lekcji przyrody z wykorzystaniem komputera
Skrypt - Obsługa przyrządów pomiarowych z wykorzystaniem standardu SCPI, Nauka i Technika, Automatyk
Obsługa aparatury pomiarowej z wykorzystaniem SCPI oraz środowiska VEE PRO, Nauka i Technika, Automa
więcej podobnych podstron