B/55
R
RA
AF
F
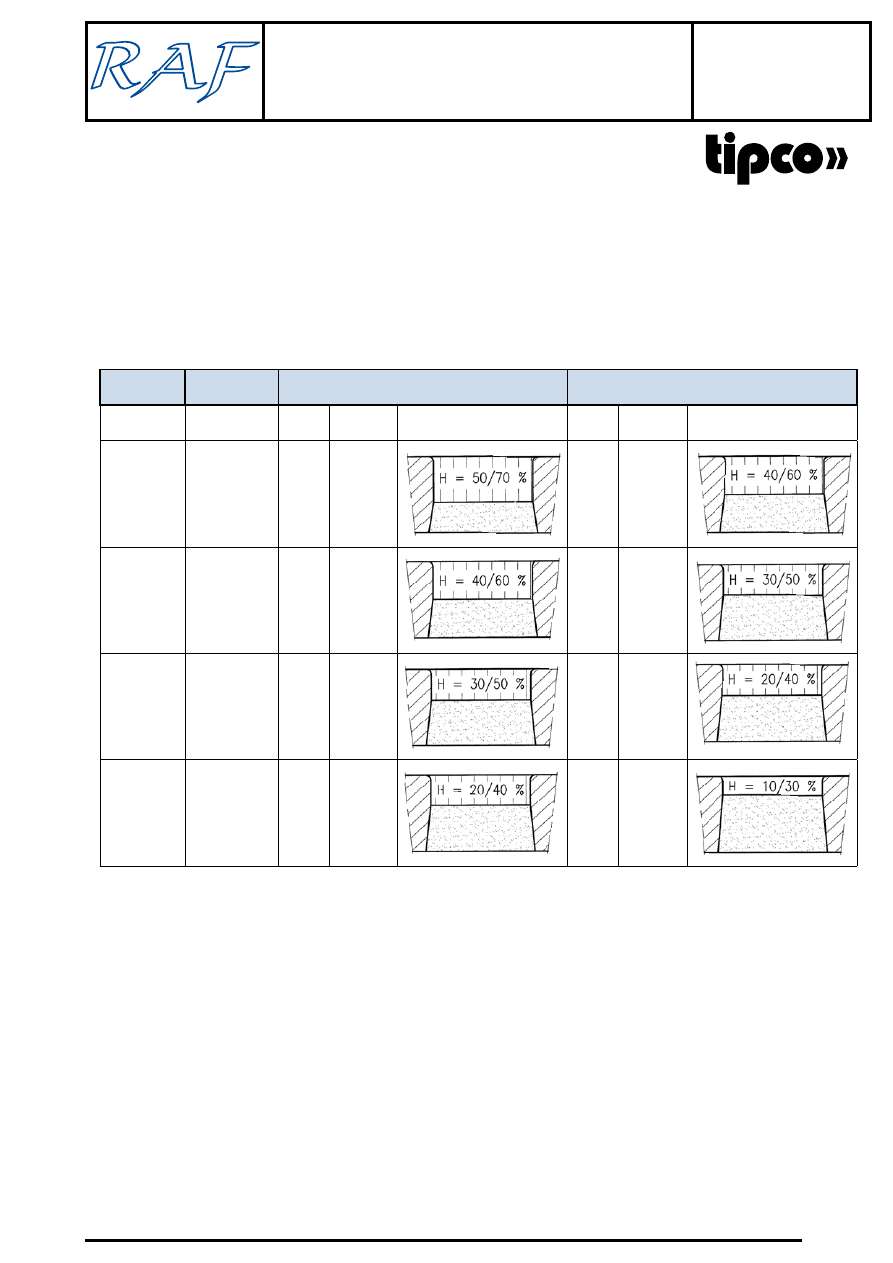
W zależności od rodzaju zarówno materiału, który ma być obrabiany za pomocą stempla jak i jakości otworu, który mamy uzy-
skać, można wybrać optymalną wielkość luzu. Podane luzy są luzami całkowitymi między stemplem a matrycą wyrażonymi
w procentach grubości materiału przeznaczonego do obróbki stemplem. Luzy te są zmienne w przypadku okrągłych otworów
wykonywanych w wyrobach płaskich.
Wytrzymałość
N/mm
2
Przykład
I
Stemple bez wypychacza
II
Stemple z wypychaczem
luz w %
Wypływka
Jakość otworu
H = wysokość odcięcia *
luz w %
Wypływka
Jakość otworu
H = wysokość odcięcia *
7-20
Aluminium
8-12
Średnia
14-18
Brak lub
minimalna
20 -50
Stal miękka
Mosiądz
Brąz
8-12
Średnia
18 -24
Brak lub
minimalna
50-80
Stal nierdzewna
Stal półtwarda
8-12
Średnia
24-30
Brak lub
minimalna
80 -130
Stal hartowana
8-12
Średnia
30-40
Brak lub
minimalna
- Jeśli zależy Państwu na najlepszej jakości otworu (maksymalna wysokość odcięcia), należy wybrać luz z tabeli I.
- Jeśli nie zależy Państwu na najlepszej jakości otworu (80% przypadków), ale jeśli zależy Państwu na:
- zwiększeniu trwałości stosowanego przez Państwa stempla i poprawie jego pracy po ostrzeniu,
- usunięciu lub zmniejszeniu wypływki,
- niedopuszczeniu do większej ilości odpadów, należy wybrać luz z tabeli II.
Wartości przedstawione wyżej są podane orientacyjnie. Wartość wysokości otworu odpowiada otworowi
o średnicy 1,5 razy większej niż grubość materiału.
* H = wysokość odcięcia (% grubości)
LU Z M I Ę D Z Y S T E M P L E M I M AT RYC Ą
C L E A R A N C E S B E T W E E N P U N C H A N D D I E
INC.
Wyszukiwarka
Podobne podstrony:
1778 stemple i matryce
1778 stemple i matryce
Matryca sylabusa KTN, Stosunki międzynarodowe, Korporacje Transnarodowe
30 Struktury zaleznosci miedzy wskaznikami zrow rozw K Chmura
Matryca logiczna Meksykanska
Oddziaływania międzypopulacyjne w biocenozie
Geografia zadłużenia międzynarodowego
Wzajemne wpływy między człowiekiem4(1)
4i5 ZASADY ORGANIZACJI PRACY I BHP PRZY UPRAWIE MIĘDZYRZĘDOWEJ
Międzynarodowe działania ratownicze
5 Handel międzynarodowy a dochód narodowy
MIĘDZYRZECKI REJON UMOCNIONY
download Finanse międzynarodowe FINANSE MIĘDZYNARODOWE WSZiM ROK III SPEC ZF
Międzynarodowy Fundusz Walutowy
MARKETING MIĘDZYNARODOWY
36 Organizacje miedzynarodowe OBWE OPA UA
wyklad 1 oddzialywania miedzyczasteczkowe 2009
więcej podobnych podstron