
© 2013 Smithers Rapra Technology
T/15
Plasticheskie Massy, No. 4, 2012, pp. 57–59
Targeted control of the structure and properties of
polyethylene containing disperse fillers
O.V. Egorova, Yu.A. Kadykova, and S.E. Artemenko
Engels Technological Institute (Branch), Saratov State Technical University, Engels, Saratov Region, Russia
Selected from International Polymer Science and Technology, 39, No. 8, 2012, reference PM 12/04/57; transl. serial no. 17019
Translated by P. Curtis
SuMMaRy
A study was made of the possibility and effectiveness of
using disperse production waste as filler for polyethylene.
The obtained data demonstrate the expediency of using
phenolic plastic and basalt wool waste for the filling of
polyethylene, which makes it possible to increase the
properties of polyethylene, reduce the cost of the finished
articles, and reduce the ecological impact.
Polyolefins are the highest-tonnage polymers, the
production of which amounts to tens of millions of tons
(35% of the world volume of polymer production). In terms
of the scales of production and consumption, polyolefins
have been and remain the number-one polymeric
materials worldwide. The most important representative
of this class of polymers is polyethylene (PE).
Polyethylene possesses a valuable combination
of properties, providing articles with sufficiently high
strength, resistance to corrosive media and radiation,
non-toxicity, and high dielectric indices. In the vast
majority of cases in practice, even when not prompted
by technical necessity, it is not filled polymers that are
used, but “pure” polyethylene. However, the introduction
of an efficient quantity of mineral and other fillers makes
it possible to improve considerably the combination of
physicomechanical properties of the polymers, to lower
their cost, and to expand the raw material base.
Every year, 350 000420 000 t of industrial waste
is formed in Russia, the waste formed in the synthesis
and processing of polymeric materials amounting to
5-35 wt% of this figure.
At the Trolza OJSC (Engels, Saratov Region), a
different range of articles is produced from polymeric
materials, to be used in trolleybuses. Every year, up
to 5165 t of waste of different polymeric materials is
formed, 2435 t of which is sent to the dump.
Thus, it was of interest to conduct the filling of PE with
production waste in order to improve the properties and
reduce the cost of finished products. Phenolic plastic
waste, glass-fibre-reinforced plastic waste, and basalt
wool waste were chosen as the fillers.
Phenolic plastic waste is formed in the process
of manufacture of parts by compression moulding
of phenolic moulding material (GOST 28804-90) of
grade FF2O2 – general-purpose phenol-formaldehyde
novolac resin with improved electrical properties, filled
with carbon black. The phenolic plastic waste comprises
flash and substandard articles, which are carted off to
the dump.
The glass-fibre-reinforced plastic waste is formed
as a result of the manufacture of parts by the cutting of
sheets using templates and trimming in order to give
the articles the necessary shape. Glass-fibre-reinforced
plastic sheets are manufactured at Trolza by contact
moulding, using glass fibre, polyester resin, and gelcoat
as the raw materials.
Basalt wool waste is formed as a result of the service
life of the wool (7-10 years) as heat-insulation material for
piping coming to an end. The basalt wool is produced
by the Ivotsk Glass Factory, Bryansk Region, TU 21-23-
247-88 “Mats and wool of basalt staple supertonnage
fibre” specifications.
In earlier studies, chemical engineering personnel
at the Saratov State Technical University investigated
International Polymer Science and Technology, Vol. 40, No. 9, 2013
T/16
the degree of filling of PE with given compositions and
established that the optimum quantity of filler per 100
parts PE was as follows: 50 parts phenolic plastic, 5 parts
glass-fibre-reinforced plastic, and 30 parts basalt wool.
To determine the processing parameters of polymer
composites based on polyethylene and different fillers,
the processing equipment, and the processing schedules,
flow of the composite was assessed from the melt flow
index (MFI). As can be seen from the data in Table 1,
polymer composites filled with different disperse fillers can
be processed by injection moulding, as thermoplastics
with a melt flow index of 1.2-15 g/10 min can be
processed by this method.
The physicomechanical properties of the developed
polymer composites (Table 2) indicate that the highest
values of bending stress, impact strength, and Brinell
hardness are observed when phenolic plastic and basalt
wool are introduced into polyethylene, including both
virgin and recycled low-density polyethylene (LDPE) and
high-density polyethylene (HDPE).
It is known that polyethylene is a flammable material,
and therefore the developed materials were investigated
for fire resistance by the “flame tube” method. As
shown by investigations (Table 3), polymer composites
containing 30 parts basalt wool and 50 parts phenolic
plastic waste possess practically twofold lower weight
losses. This indicates that PE with the given fillers is more
combustion resistant.
Confirmation of the denser and more crosslinked
structure of polymer composites is provided by data
on the heat stability of specimens, determined by
thermogravimetric analysis (Table 4). The increase in
coke residue, the lower weight loss up to 600°C, and the
increase in activation energy make it possible to assert
a more complete interaction of polyethylene with basalt
wool and phenolic plastic by comparison with unfilled
LDPE and LDPE filled with glass-fibre-reinforced plastic.
The degradation rate of filled specimens (Table 5) with
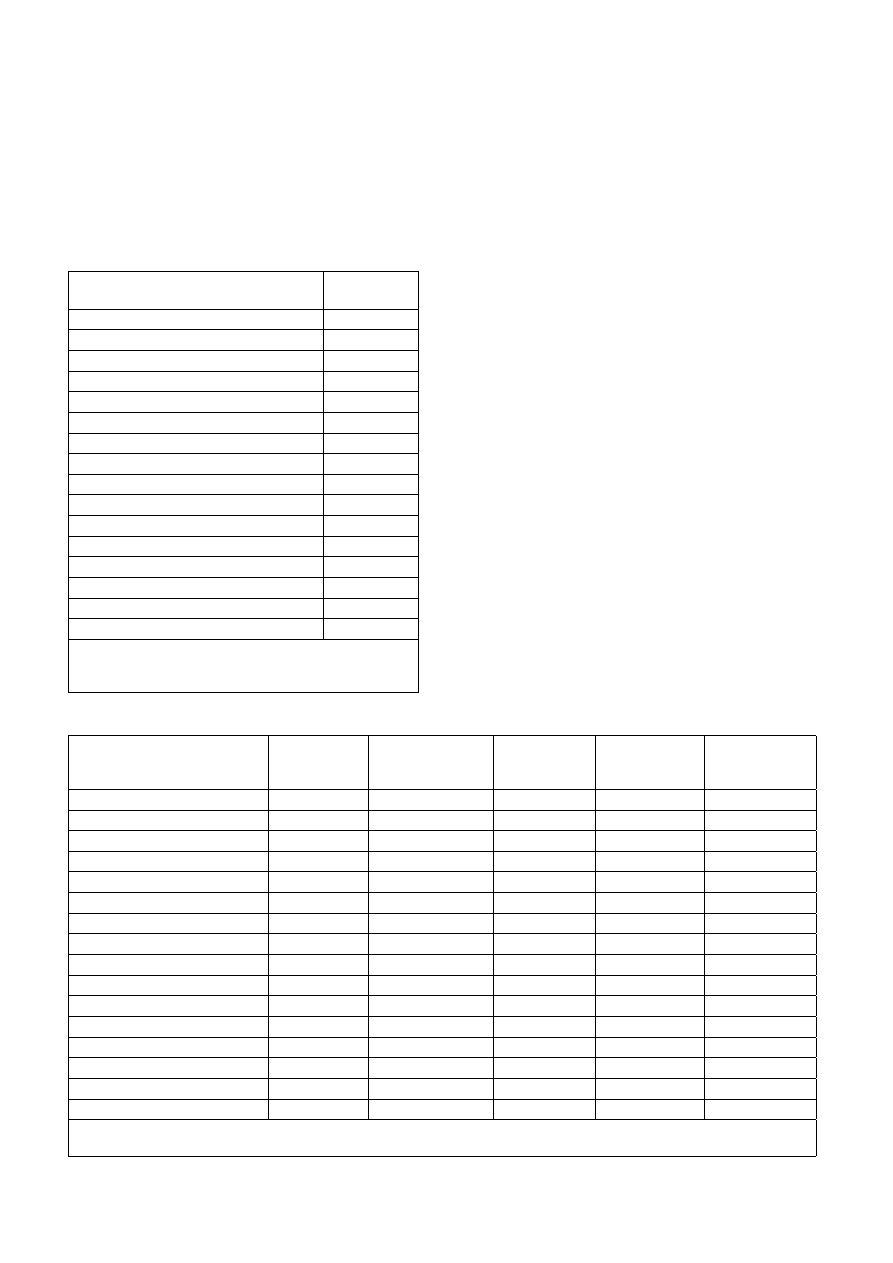
Table 1. Change in the melt flow index of the composite
at 200°C as a function of its composition and
temperature
Composition of composite
a
(parts per
100 parts PE)
MFI (g/10
min)
LDPE
5.30
Virgin LDPE + 5GFRP
5.20
Virgin LDPE + 30BW
3.21
Virgin LDPE + 50PP
2.53
Recycled LDPE
5.62
Recycled LDPE + 5GFRP
5.55
Recycled LDPE + 30BW
3.36
Recycled LDPE + 50PP
2.86
HDPE
6.50
Virgin HDPE + 5GFRP
6.35
Virgin HDPE + 30BW
5.04
Virgin HDPE + 50PP
3.87
Recycled HDPE
6.78
Recycled HDPE + 5GFRP
6.70
Recycled HDPE + 30BW
4.84
Recycled HDPE + 50PP
3.71
a
LDPE: low-density polyethylene; HDPE: high-density
polyethylene; GFRP: glass-fibre-reinforced plastic; BW: basalt
wool; PP: phenolic plastic
Table 2. Comparative characteristics of polymer composites based on PE and disperse fillers (particle size <0.14 mm)
Composition of composite
a
(parts per 100 parts PE)
Bending stress
(MPa)
Tensile stress
causing failure
(MPa)
Elongation at
break
(%)
Impact strength
(kJ/m
2
)
Brinell hardness
(MPa)
LDPE
25
28
167
34
38
Virgin LDPE + 5GFRP
26
26
152
38
42
Virgin LDPE + 30BW
33
27
111
59
64
Virgin LDPE + 50PP
32
20
102
46
64
Recycled LDPE
20
15
121
30
34
Recycled LDPE + 5GFRP
22
14
114
34
41
Recycled LDPE + 30BW
24
14
99
48
57
Recycled LDPE + 50PP
24
10
96
44
55
HDPE
20
17
215
24
25
Virgin HDPE + 5GFRP
22
15
204
27
41
Virgin HDPE + 30BW
29
12
182
42
59
Virgin HDPE + 50PP
30
10
175
44
57
Recycled HDPE
18
14
170
19
21
Recycled HDPE + 5GFRP
20
12
158
22
25
Recycled HDPE + 30BW
25
11
142
36
48
Recycled HDPE + 50PP
26
10
136
37
46
a
LDPE: low-density polyethylene; HDPE: high-density polyethylene; GFRP: glass-fibre-reinforced plastic; BW: basalt wool; PP:
phenolic plastic
© 2013 Smithers Rapra Technology
T/17
increase in temperature, starting at 400°C, decreases by
comparison with unfilled polyethylene, which indicates
the greater heat stability of polymer composites based
on basalt wool.
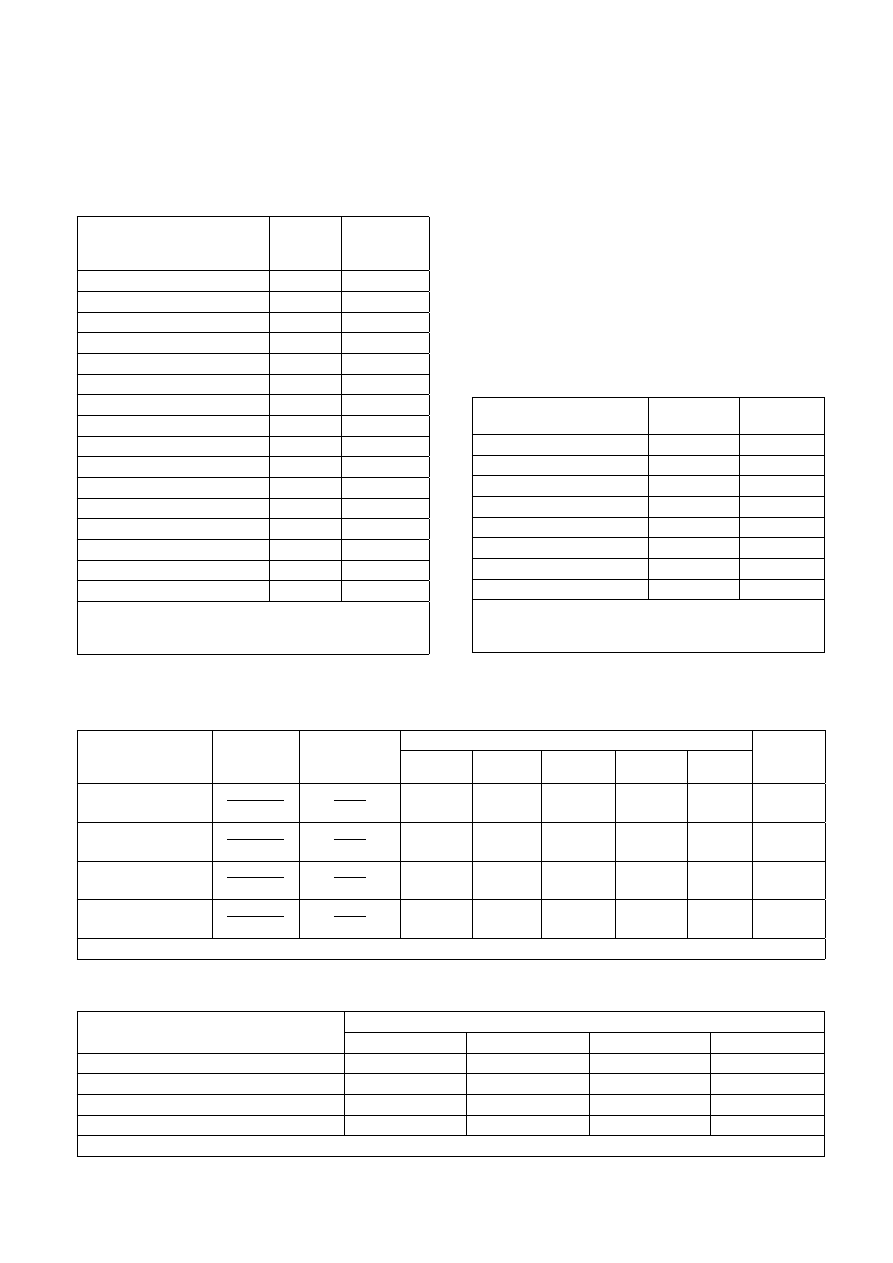
Table 3. Influence of the composition of the polymer
composite on the flammability indices
Composition of composite
a
(parts per 100 parts PE)
Ignition
time
(s)
Weight loss
(%)
LDPE
4
78
Virgin LDPE + 5GFRP
6
70
Virgin LDPE + 30BW
10
35
Virgin LDPE + 50PP
12
41
Recycled LDPE
4
74
Recycled LDPE + 5GFRP
6
68
Recycled LDPE + 30BW
12
33
Recycled LDPE + 50PP
14
35
HDPE
6
81
Virgin HDPE + 5GFRP
7
78
Virgin HDPE + 30BW
16
43
Virgin HDPE + 50PP
10
41
Recycled HDPE
6
79
Recycled HDPE + 5GFRP
7
73
Recycled HDPE + 30BW
14
40
Recycled HDPE + 50PP
12
37
a
LDPE: low-density polyethylene; HDPE: high-density
polyethylene; GFRP: glass-fibre-reinforced plastic; BW: basalt
wool; PP: phenolic plastic
Table 4. Thermogravimetric analysis of polymer composites based on polyethylene and glass-fibre-reinforced plastic,
basalt wool, and phenolic plastic
Composition of
material
a
(parts)
T
s
–T
f
/T
max
(°C)
m
s
–m
f
/m
max
(%)
Weight loss (%) at different temperatures
E
act
(kJ/mol)
100°C
300°C
400°C
500°C
600°C
LDPE
280–550
475
2–98
96
1
4
26
98
98
210
Virgin LDPE + 5GFRP
282–554
475
2–95
92
1
4
26
90
95
223
Virgin LDPE + 30BW
280–570
473
2–85
82
1
4
26
84
85
271
Virgin LDPE + 50PP
280–568
470
2–80
79
1
4
26
79
80
280
a
LDPE: low-density polyethylene; GFRP: glass-fibre-reinforced plastic; BW: basalt wool; PP: phenolic plastic
Table 5. Degradation rate of the developed polymer composites
Composition of material
a
(parts)
Degradation rate (mg/min) at different temperatures
200–300°C
300–400°C
400–500°C
500–600°C
LDPE
0.54
3.9
11.9
1.4
Virgin LDPE + 5GFRP
0.54
3.9
11.7
1.3
Virgin LDPE + 30BW
0.54
3.6
11.1
0.18
Virgin LDPE + 50PP
0.54
23.6
10.8
0.17
a
LDPE: low-density polyethylene; GFRP: glass-fibre-reinforced plastic; BW: basalt wool; PP: phenolic plastic
Table 6. Effect of fillers on the heat resistance of PE
Composition of composite
a
(parts per 100 parts PE)
T
flash
(°C)
OI (vol%)
LDPE
108
19
Virgin LDPE + 5GFRP
108
19
Virgin LDPE + 30BW
122
26
Virgin LDPE + 50PP
124
27
HDPE
100
19
Virgin HDPE + 5GFRP
100
20
Virgin HDPE + 30BW
118
26
Virgin HDPE + 50PP
123
26
a
LDPE: low-density polyethylene; HDPE: high-density
polyethylene; GFRP: glass-fibre-reinforced plastic; BW: basalt
wool; PP: phenolic plastic
Filling also affects the heat resistance and oxygen
index of PE: there is an increase in the OI and heat
resistance of LDPE and HDPE when they are filled with
phenolic plastic and basalt wool (Table 6).
Generalising the results of the investigations, it can
be concluded that the most promising fillers are phenolic
plastic and basalt wool waste. When the given fillers are
introduced, there is an increase in the bending stress,
impact strength, and Brinell hardness, an increase in
fire and alkali resistance, and a reduction in water
absorption. Here there is a reduction in the cost of the
finished article as a result of the introduction into the
polymer composite of production waste that previously
was sent to the dump.

Copyright of International Polymer Science & Technology is the property of Rapra
Technology and its content may not be copied or emailed to multiple sites or posted to a
listserv without the copyright holder's express written permission. However, users may print,
download, or email articles for individual use.
Wyszukiwarka
Podobne podstrony:
Struktury i właściwości zeliw, MBiM
zadania.prezen, Studia, SEMESTR 3, NOM, struktury i właściwości stopów miedzi - prezentacja
Struktury i właściwości zeliw
3 - Struktura I Właściwosci Stali Po Obróbce Cieplno-Chemicznej, ZiIP, Semestr 2, Nauka o Materiałac
mowa, Studia, SEMESTR 3, NOM, struktury i właściwości stopów miedzi - prezentacja, prezentacja sokol
Wpływ temperatury hartowania na strukturę i właściwości stali 40H, Nauka o materialach
12. STRUKTURA I WŁAŚCIWOŚCI PROCESU WYCHOWANIA, Przygotowanie Pedagogiczne, Teoria Wychowania
rozwiązanie, Studia, SEMESTR 3, NOM, struktury i właściwości stopów miedzi - prezentacja
METALOZNAWCZE PODSTAWY KSZTALTOWANIA STRUKTURY I WLASCIWOSCI BLACH ZE STALI DP W PROCESIE CIAGLEGO W
6. Wykorzystanie strukturotwórczych właściwości jaj w technologii gastronomicznej, Zastosowanie jaj
Tworzywo polimerowe - sciaga, Tworzywo polimerowe - materiał, którego głównym składnikiem determinuj
Struktura i właściwości stali w stanie dostawy – wykres Fe – Fe3C Sprawozdanie
Struktura i właściwości stali w stanie dostawy – wykres Fe – Fe3C Instrukcja
Struktura a wlasciwosci funkcjonalne bialek
Kontrola strukturalna Jak działa układ
Proces wychowania struktura, właściwości, metody i błędy
ANIZOTROPIA WŁAŚCIWOŚCI PLASTYCZNYCH Wyroby kształtowane obróbką plastyczną zwłaszcza na zimno mają
więcej podobnych podstron