„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Ewa Jasińska
Planowanie i rozliczanie produkcji 311[25].Z5.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr inż. Jadwiga Rudecka
dr inż. Elżbieta Wiśnios
Opracowanie redakcyjne:
mgr inż. Ewa Jasińska
Konsultacja:
dr inż. Jacek Przepiórka
Poradnik stanowi obudowę dydaktyczn
ą
programu jednostki modułowej 311[25].Z5.03,
„Planowanie i rozliczanie produkcji”, zawartego w modułowym programie nauczania dla zawodu
technik obuwnik.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
5
3.
Cele kształcenia
6
4.
Materiał nauczania
4.1.
Plan produkcji i jego zadania
4.1.1
Materiał nauczania
4.1.2.
Pytania sprawdzające
4.1.3.
Ć
wiczenia
4.1.4.
Sprawdzian postępów
4.2.
Teoretyczne aspekty planowania wykonawczego w przemyśle obuwniczym
4.2.1.
Materiał nauczania
4.2.2.
Pytania sprawdzające
4.2.3.
Ć
wiczenia
4.2.4.
Sprawdzian postępów
7
7
7
15
15
17
18
18
27
28
30
4.3.
Praktyczne aspekty planowania wykonawczego, kontroli i rozliczania
zadań produkcyjnych w przedsiębiorstwach obuwniczym
32
4.3.1.
Materiał nauczania
32
4.3.2.
Pytania sprawdzające
47
4.3.3.Ćwiczenia
48
4.3.4.
Sprawdzian postępów
50
5.
Sprawdzian osiągnięć
6.
Literatura
51
56

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o stosowaniu zasad planowania
i rozliczania produkcji w zakładach obuwniczych.
W poradniku zamieszczono:
−−−−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane, abyś
bez problemów mógł korzystać z poradnika,
−−−−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
–
materiał nauczania – wiadomości teoretyczne niezbędne do osiągnięcia założonych celów
kształcenia i opanowania umiejętności zawartych w jednostce modułowej,
–
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
–
ć
wiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi opanowanie
materiału całej jednostki modułowej,
–
literaturę uzupełniającą.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
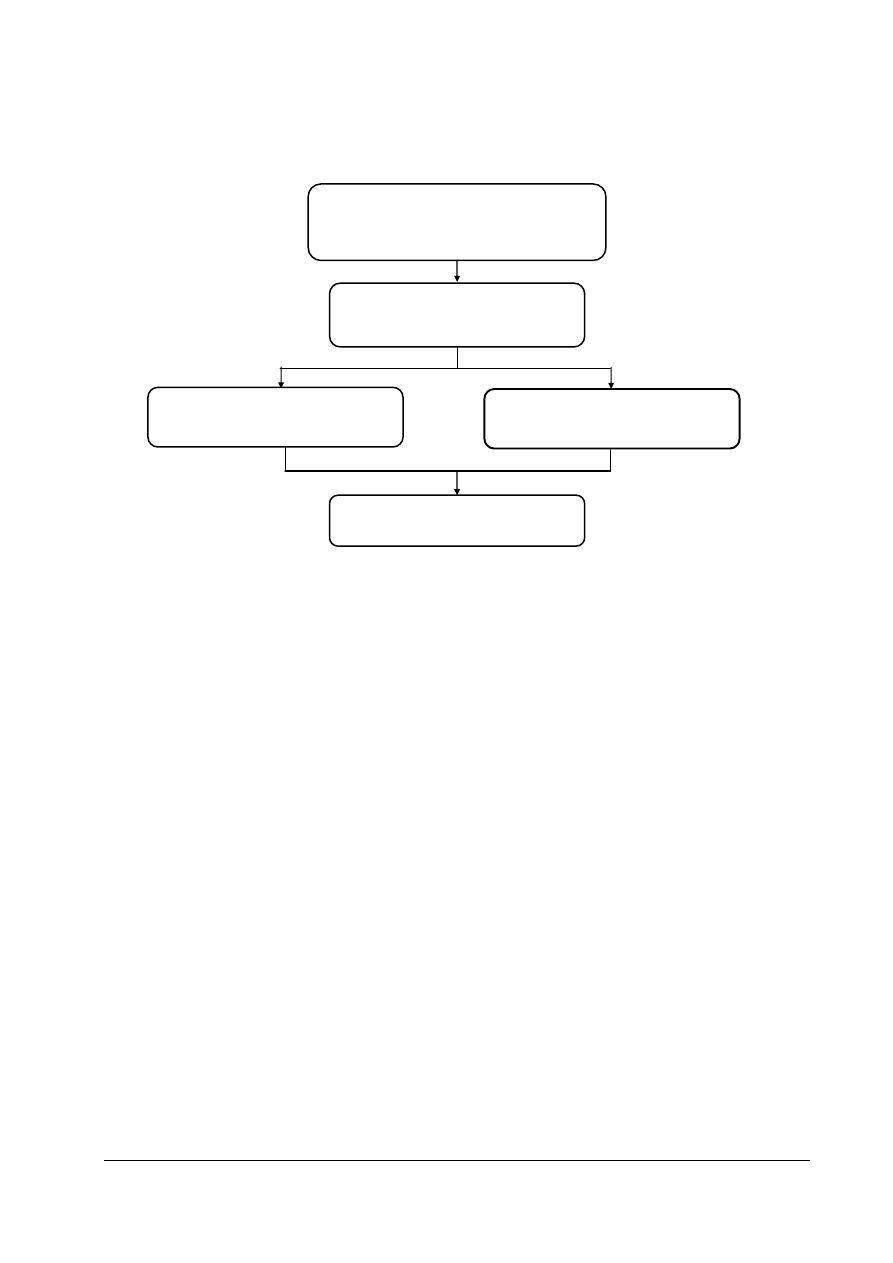
Schemat układu jednostek modułowych
311[25].Z5
Organizacja i obsługa procesów
produkcyjnych
311[25].Z5.04
Zarządzanie jakością
311[25].Z5.03
Planowanie i rozliczanie produkcji
311[25].Z5.01
Organizacja procesów wytwarzania
obuwia
311[25].Z5.02
Normowanie zużycia materiałów
i czasu pracy

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
–
rozpoznawać formy i elementy konstrukcyjne obuwia,
–
charakteryzować typy i rodzaje obuwia,
–
stosować zasady oznaczania wielkości elementów obuwia,
–
dobierać kopyta obuwnicze,
–
rozpoznawać, charakteryzować i klasyfikować materiały obuwnicze,
–
rozpoznawać i charakteryzować wady materiałów obuwniczych,
–
oceniać jakość materiałów obuwniczych,
–
określać wpływ wad materiałowych na wskaźniki ekonomiczne i jakość obuwia,
–
dobierać materiały do typu i przeznaczenia obuwia,
–
posługiwać się dokumentacją konstrukcyjną i technologiczną
–
klasyfikować i dobierać maszyny i urządzenia produkcyjne,
–
wycinać elementy cholewek i spodów obuwia z materiałów płaskich,
–
poddawać wycięte elementy procesom obróbczym i montażowym,
–
wytwarzać elementy obuwia z gumy i tworzyw sztucznych,
–
stosować techniki łączenia elementów obuwia,
–
wytwarzać cholewki do obuwia,
–
ć
wiekować, montować i wykończać obuwie,
–
stosować zasady projektowania i konstruowania obuwia,
–
projektować wierzchy i spody obuwia,
–
organizować procesy wytwarzania obuwia,
–
normować zużycie materiałów do produkcji obuwia i czasu pracy,
–
przestrzegać przepisy BHP i ochrony przeciwpożarowej,
–
udzielać pierwszej pomocy osobom poszkodowanym,
–
korzystać z różnych źródeł informacji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
określić składniki oraz zasady tworzenia planu produkcji,
–
określić cele i zadania planowania wykonawczego,
–
określić zdolności produkcyjne oraz stopień ich wykorzystania,
–
ustalić zakres i program pracy dla stanowisk roboczych,
–
zsynchronizować przebieg pracy we wszystkich fazach procesu wytwarzania,
–
ustalić optymalną wielkość partii produkcyjnej,
–
określić zasady rozpisywania zadań produkcyjnych na podstawie planu produkcji
i kalendarza pracy,
–
posłużyć się kalendarzem produkcji i biuletynem produkcyjnym,
–
sporządzić i zaewidencjonować limity zużycia materiałów w procesie produkcji,
–
wypełnić dokumentację planistyczną i warsztatową,
–
ocenić zgodność przebiegu produkcji z planem, a w miarę potrzeb zastosować działania
korygujące,
–
określić zasady magazynowania, ewidencjonowania i przekazywania materiałów
i półproduktów,
–
wypełnić dokumentację magazynową,
–
rozliczyć pobrane materiały, wykonane półprodukty i wyroby,
–
dokonać analizy zużycia materiałów oraz oceny wykonania zadań produkcyjnych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Plan produkcji i jego zadania
4.1.1. Materiał nauczania
Jest rzeczą oczywistą, że sukcesy w działalności gospodarczej każdego przedsiębiorstwa,
bez względu na jego wielkość i status, w znacznej mierze zależne są od sprawnej organizacji
i zarządzania. W całokształcie tej problematyki ważną rolę pełnią działania związane
z planowaniem działalności gospodarczej oraz planowaniem wykonawczym zwanym
powszechnie planowaniem operatywnym lub po prostu bieżącym.
Dzisiaj, kiedy działalność przedsiębiorstw obuwniczych jest w pełni podporządkowana
regułom wolnego rynku a formy i reguły, które były przez kilka dziesięcioleci stosowane
w Polsce straciły już swoją aktualność, pojawia się pytanie czy planowanie jest potrzebne? Bez
wątpliwości można odpowiedzieć, że tak. Zmienia się jedynie forma planowania, ale ogólne
zasady są niezmienne i w pełni aktualne.
W okresie gospodarki socjalistycznej funkcje planowania zostały silnie zdeformowane.
Planowano centralnie według źle pojętej zasady „zaspokajania wszechstronnych potrzeb
społeczeństwa”. Takie planowanie narzucało firmom typ, rodzaj i ilość produkcji, a służby
odpowiedzialne za planowanie, od najwyższego do najniższego szczebla zostały wyjątkowo
zbiurokratyzowane. W praktyce okazało się, że rzeczywiste potrzeby społeczeństwa zaspokajano
w ograniczonym stopniu. Takie podejście do gospodarki było jedną z przyczyn pogłębiającego
się kryzysu i upadku gospodarki socjalistycznej. Ten fakt być może powoduje, że
zainteresowanie wdrażaniem i stosowaniem zasad planowania w działalności gospodarczej,
w wielu firmach – szczególnie nowych – nie zawsze jest właściwe. Być może niektórzy
właściciele obawiają się powiększania komórek nieprodukcyjnych i związanych z tym faktem
kosztów.
Warto w tym miejscu jednoznacznie skonstatować, że planowanie w przedsiębiorstwie jest
nieuniknione. Każda firma musi wiedzieć co i ile ma produkować, z jakich materiałów, w jakim
czasie należy rozpisywać zadania produkcyjne, jak je rozliczać i analizować przyczyny i skutki
strat ponoszonych z tytułu zakłóceń w działalności przedsiębiorstwa. Prowadzenie tej
działalności, szczególnie w małych i średnich przedsiębiorstwach nie zawsze musi być związane
z tworzeniem nowej komórki. Planowanie może być wykonywane przez właściciela firmy,
kierownika produkcji, księgowego lub innego upoważnionego i kompetentnego pracownika.
W dużych zakładach zaleca się powoływanie specjalnej służby planistycznej, która będzie
czuwać nad sprawnym przebiegiem procesu produkcyjnego.
W poradniku, zgodnie z modułowym programem nauczania dla zawodu technik obuwnik
będą przybliżone ogólne zasady planowania produkcji, stanowiące podstawę do planowania
operatywnego (wykonawczego) w zakładach obuwia. Poza tym zostaną przybliżone zagadnienia
związane z rozliczaniem i kontrolą zużycia pobranych materiałów do produkcji.
Podstawowym zadaniem każdego przedsiębiorstwa jest wytwarzanie dóbr i świadczenie
usług, które są wyrażone w planie produkcji.
Plan produkcji jest najważniejszym elementem planu gospodarczego przedsiębiorstwa
i powinien zawierać zadania w zakresie: rozmiarów produkcji pod względem ilości i wartości,
asortymentu i jakości produkcji oraz terminów jej wykonania. Są to wielorakie zadania, które
muszą być do siebie dostosowane. Nie
wystarcza bowiem ustalenie rozmiarów produkcji
w ujęciu wartościowym bez sprecyzowania asortymentu wyrobów. To samo odnosi się do

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
rozmiarów produkcji pod względem ilości i jakości. Wzrost ilości nie może się odbywać
kosztem pogorszenia jakości, co w przypadku produkcji obuwia często się zdarza. Również
tempo wzrostu produkcji w poszczególnych okresach objętych planem nie jest bez znaczenia,
szczególnie w planach rocznych. Produkcja powinna zwiększać się w miarę równomiernie,
oczywiście jeżeli nie zostały przewidziane radykalne zmiany w wyposażeniu technicznym,
organizacji produkcji lub organizacji pracy.
Zadania, które stoją przed planowaniem produkcji wyznaczają treść planu. Plan produkcji
obejmuje: plan produkcji wyrobów według ilości w poszczególnych asortymentach lub grupach
asortymentowych, na przykład obuwie typu półbuty dla dziewcząt i chłopców, dla mężczyzn, ze
skóry lub tworzyw skóropodobnych itp., ale także plan produkcji towarowej i globalnej w ujęciu
wartościowym.
4.1.1.1. Podstawowe wskaźniki planu produkcji i metoda ich obliczania
Najważniejszymi wskaźnikami charakteryzującymi wielkość wykonanej produkcji są:
produkcja towarowa i globalna, o czym już wspomniano we wstępie.
Produkcja towarowa, jak wynika z nazwy, stanowi pewną wielkość wytworzonej
produkcji, która przyjmuje postać towaru, to jest produktów przechodzących od jednego
właściciela do innego, a zatem towarem mogą być nie tylko wyroby gotowe, ale także
półfabrykaty lub usługi o charakterze przemysłowym.
Produkcja globalna obejmuje wykonaną przez przedsiębiorstwo produkcję, zarówno
przeznaczoną na zbyt jak również tę, która jeszcze nie została zakończona. Obejmuje więc ona
wartość produkcji towarowej i różnic remanentów produkcji w toku, półfabrykatów, narzędzi,
przyrządów, materiałów pomocniczych wytworzonych przez zakład. Produkcja globalna może
być większa lub równa, a jedynie w niektórych przypadkach mniejsza od produkcji towarowej.
Produkcja globalna jest większa od towarowej wówczas, gdy następuje przyrost remanentów,
oraz wówczas gdy w przedsiębiorstwie wykonywane są usługi z powierzonych materiałów (na
przykład rozkrój materiałów i szycie cholewek), których wartość wliczona jest do produkcji
globalnej. Produkcja globalna odpowiada towarowej, gdy nie ma zmian remanentów lub są one
zerowe; jest mniejsza od towarowej, gdy różnice remanentowe zmniejszają się, to znaczy gdy
remanent końcowy jest mniejszy od początkowego.
Aby lepiej zrozumieć kształtowanie się produkcji globalnej w stosunku do towarowej
posłużymy się przykładami:
Przykład 1. W planie na 31.12.2005 r. przewidziano remanenty poszczególnych składników
produkcji na kwotę 50 tys. zł, a na 31.12.2006 r. na kwotę 80 tys. zł. Zaplanowana produkcja
towarowa na rok 2006 wynosiła 950 tys. zł. Produkcja globalna wynosiła zatem
950+(80-50)=980 tys. zł.
Przykład 2. W przedsiębiorstwie wykonano usługi z powierzonych materiałów, których wartość
wynosiła 20 tys. zł, natomiast remanenty na koniec dwóch kolejnych lat wynosiły po 50 tys. zł,
a produkcja towarowa 950 tys. zł, to wówczas produkcja globalna wyniesie:
950+20+(50-50)=970 tys. zł. Co oznacza ,że będzie wyższa o 20 tys. zł od produkcji towarowej.
Przykład 3. Produkcja towarowa wynosi 950 tys. zł, remanenty na koniec obu okresów są
identyczne i wynoszą 50 tys. zł, zaś wartość powierzonego materiału nie występuje. W tym
przypadku produkcja globalna odpowiada towarowej i wyniesie 950+(50-50)=950 tys. zł.
Przykład 4. Plan produkcji towarowej w roku 2006 wynosił 950 tys. zł, remanent na koniec
2005 roku wynosił 50 tys. zł, zaś na koniec 2006r. – 20 tys. zł, a wartość powierzonych
materiałów nie występuje. W tym przypadku produkcja globalna będzie mniejsza od towarowej
i wyniesie 950+(20-50)=920 tys. zł.
Z przedstawionych powyżej przykładów jasno wynika, że produkcja globalna nie zawsze
musi być wyższa od towarowej.
Samo ustalenie wskaźników przy budowie planu nie wystarcza. Produkcja musi być jeszcze
obliczona w określonych jednostkach i zmierzona. Jest to potrzebne dla ustalenia wielkości
i dynamiki produkcji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
W tym celu posługujemy się miernikami:
−
fizycznymi (w przypadku pary obuwia),
−
pracochłonności (najczęściej są to normogodziny),
−
wartościowymi (są nimi ceny: zbytu, fabryczne, porównywalne, konfekcjonowania oraz
koszty).
Plan produkcji opracowywany jest w przekroju ilościowym, asortymentowym,
wartościowym, gatunkowości i czasowym.
Ogólne wskaźniki planu produkcji wymagają konkretyzacji, czyli określenia, jakie
przedmioty i w jakich ilościach będą produkowane. Konkretyzacja ta następuje w planie
ilościowo-sortymentowym.
Przy opracowywaniu planu ilościowego w układzie asortymentowym posługujemy się
pomocniczymi tabelami, w których wyodrębnia się produkcję podstawową i pomocniczą,
z wyszczególnieniem przeznaczenia poszczególnych wyrobów. Jest to użyteczne przy
opracowywaniu planu w ujęciu wartościowym.
Plan produkcji towarowej i jego wykonanie stanowią podstawę do oceny działalności
przedsiębiorstwa. Natomiast plan produkcji globalnej opracowuje się zasadniczo w cenach
porównywalnych, w cenach bieżących ustala się powiązania z planem produkcji towarowej.
4.1.1.2. Materiały wyjściowe do sporządzania planu produkcji
Planowanie produkcji wbrew pozorom nie jest problemem wyłącznie technicznym.
Występują tu także problemy ekonomiczne, które należy uwzględniać przy wyznaczaniu
rozmiaru i asortymentu produkcji. Można ustalić produkcję w okresie planowym wychodząc
z osiągniętego poziomu produkcji w okresie poprzednim. Ta metoda może mieć jednak tylko
znaczenie pomocnicze, gdyż przy ustalaniu planu produkcji należy kompleksowo badać
wszystkie czynniki, które wpływają na rozmiary i asortyment produkcji. Czynnikami
wpływającymi na wielkość planowanej produkcji są:
−
potrzeby rynku,
−
zdolność produkcyjna,
−
zaopatrzenie materiałowe,
−
zasoby siły roboczej,
−
możliwość kooperacji,
−
ceny, nowa produkcja i wielkość serii produkcji,
−
koszty produkcji.
Czynniki te wpływają na ilość i asortyment produkcji lub tylko na jej wartość, lub na jedno
i na drugie. Szczególne znaczenie (spośród wymienionych czynników) przy planowaniu
wielkości produkcji ma niewątpliwie znajomość potrzeb rynkowych oraz zdolność produkcyjna.
Te dwa czynniki będą przedmiotem szerszego opisu.
Potrzeby rynku
W nowych warunkach systemowych, uwzględniających samodzielność i samofinansowanie
przedsiębiorstw, urynkowienie gospodarki i wykształcenie się rynku nabywcy przedsiębiorstwa
muszą mieć zagwarantowaną sprzedaż swoich produktów lub towarów, zapewniając tym samym
sobie środki finansowe niezbędne do istnienia i dalszego rozwoju. Aby te cele zostały osiągnięte,
każda firma, nawet najmniejsza musi znać tendencje, jakie istnieją na rynku obuwniczym,
zarówno w kraju i poza jego granicami. W dużych przedsiębiorstwach badaniem rynku zajmują
się wyspecjalizowane służby marketingowe, natomiast w mniejszych i małych firmach w wielu
wypadkach wykorzystuje się specjalistyczne opracowania placówek naukowo-badawczych,
a nawet zleca się badania wyspecjalizowanym służbom. Zdarza się, że niektóre firmy nie badają
rynku, a decyzje o produkcji określonych modeli obuwia są podejmowane przez właściciela
firmy w oparciu o jego wiedzę, a niekiedy tylko intuicję, nie zawsze trafioną. Nie ulega
wątpliwości, że podstawą przy badaniu rynku powinien być marketing.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Marketing obejmuje zespół zintegrowanych działań mających na celu badanie rynku,
kształtowanie swojej produkcji i sprzedaży towarów pod kątem potrzeb rynku, tworzenie
i utrzymywanie popytu na produkty i towary przedsiębiorstwa. Badania marketingowe rynku
polegają na zgromadzeniu, opracowaniu oraz analizie i interpretacji wszystkich faktów
i zagadnień odnoszących się do przepływu produktów, towarów i usług od producenta do
konsumenta. Podjęte na tej podstawie działania przedsiębiorstwa mają na celu optymalną
realizację przyjętej przez przedsiębiorstwo strategii działania na rynku, która obejmuje:
−
politykę rozwoju produktu (jedna czy więcej odmian),
−
częstotliwość zmiany modeli wyrobu (moment wprowadzenia na rynek nowego modelu),
−
politykę dystrybucji (z własnej czy obcej sieci lub przez pośredników),
−
politykę oddziaływania na rynek (jakie środki, jakie wydatki),
−
politykę cenową (ceny niskie lub wysokie, moment wprowadzenia obniżek cen).
Badając rynek, a szczególnie popyt można ukształtować plan sprzedaży własnych produktów
i towarów.
Drugim ważnym czynnikiem kształtującym planowaną sprzedaż są umowy handlowe
i wstępne uzgodnienia z odbiorcami oraz otrzymane od nich oferty na dostawy. Dogodnymi
miejscami szukania przyszłych odbiorców i zawierania umów handlowych są targi i wszelkiego
rodzaju giełdy. W ramach sondażu należy ponadto zbierać opinie od dotychczasowych
odbiorców. Pozwoli to ukształtować asortyment popytu oraz ukierunkować postęp techniczny
i technologiczny swojej produkcji. Ważną rolę w pozyskiwaniu klientów i sondażu mogą
odegrać sklepy fabryczne, reklamujące własne produkty i wprowadzające nowości.
Kolejną podstawą do ustalania planowanej sprzedaży są dane o obrocie towarowym
z bieżącego roku oraz z lat ubiegłych. Na ich podstawie można ustalić dynamikę i strukturę
sprzedaży. Analizę dynamiki sprzedaży można przeprowadzić w miernikach wartościowych
(dla obrotów ogółem) oraz w miernikach ilościowych i wartościowych (dla podstawowych
rodzajów produktów).
Równie istotny jest podział planowanej sprzedaży rocznej na kwartały. Podział ten nie może
być przeprowadzany mechanicznie przez podzielenie sprzedaży rocznej na cztery równe części,
ale należy dokonać tego podziału na podstawie wskaźników sezonowości. Wskaźniki
sezonowości wyrażają udział procentowy sprzedaży kwartalnej w sprzedaży rocznej.
Wskaźniki sezonowości należy obliczyć jako przeciętną z ostatnich 3–5 lat, ponieważ udział
sprzedaży kwartalnej w sprzedaży rocznej może być inny w każdym roku. Jeżeli w roku
wziętym pod uwagę przy obliczaniu wskaźnika sezonowości sprzedaż znacznie odbiega od
sprzedaży kwartalnych osiągniętych w innych latach, należy ten rok pominąć przy obliczaniu
przeciętnych wskaźników sezonowości.
Zdolność produkcyjna
Punktem wyjściowym do oznaczania wielkości produkcji przez producenta pozostaje
określenie jego możliwości produkcyjnych. Jest to najważniejszy czynnik. Wskazuje on na
wewnętrzne możliwości przedsiębiorstwa i chociażby zapotrzebowanie na wyroby było duże,
to nie będzie mogło być zaspokojone, przy niewystarczających możliwościach produkcyjnych.
Zdolność produkcyjna oznacza możliwość wytwarzania określonej wielkości produkcji
w danym czasie przy optymalnym wykorzystaniu posiadanego potencjału produkcyjnego.
Do podstawowych czynników określających zdolność produkcyjną zalicza się: ilość maszyn
i urządzeń oraz ich parametry techniczne wpływające na wydajność pracy, wielkość powierzchni
produkcyjnej, stan ilościowy i poziom kwalifikacji kadr, dostępność i cechy jakościowe
surowców i materiałów, poziom technologii i organizacji produkcji, cechy produkowanych
wyrobów.
Zdolność produkcyjna nie może być traktowana jako wielkość stała ze względu na
zmienność czynników mających na nią wpływ. Obiektami, dla których ustala się zdolności
produkcyjne, są nie tylko przedsiębiorstwa, ale także pojedyncze stanowiska robocze, gniazda
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
produkcyjne, oddziały, wydziały, zakłady. Zdolność produkcyjna może być ustalona dla różnego
horyzontu czasowego (w stosunku do przedsiębiorstwa obuwniczego aktualne są to okresy
roczne, półroczne lub tylko kwartalne).
Ogólny wzór na ustalenie wielkości zdolności produkcyjnej ma następującą postać:
;
lub
t
T
Z
V
T
Z
d
p
d
p
=
⋅
=
gdzie:
Z
p
– wielkość zdolności produkcyjnej,
T
d
– dysponowany (efektywny) fundusz czasu pracy,
V – wydajność pracy,
t – czas niezbędny do wykonania jednostki wyrobu.
Ze względu na specyfikę przebiegu procesu produkcji ( typ, formy organizacji produkcji)
sposób ustalenia zdolności produkcyjnej ulega modyfikacji. Najbardziej adekwatnie można
wyrazić wielkość zdolności produkcyjnej za pomocą naturalnych jednostek fizycznych: pary,
m
2
, kg, itp. Jednostki tego typu łatwo jest stosować do produkcji jednorodnej. W przypadku
produkcji wieloasortymentowej zdolność produkcyjna może być określona w odniesieniu do
wyrobu – reprezentanta (lub asortymentu umownego) bądź w jednostkach pieniężnych.
Przeliczeń na tak zwany wyrób-reprezentant lub asortyment umowny dokonujemy, gdy
występuje mało zróżnicowana struktura asortymentowa produkcji, procesy technologiczne
poszczególnych wyrobów są podobne, a wyroby posiadają wspólną i wymierną cechę użytkową.
Natomiast przy bardzo zróżnicowanym asortymencie produkcji (gdy brak możliwości
przeliczenia na wyrób-reprezentant lub asortyment umowny) stosujemy miary wartości
(jednostki pieniężne).
Porównanie faktycznie wykonanej wielkości produkcji ze zdolnością produkcyjną pozwala
określić
rezerwy
wynikające
z
niepełnego
wykorzystania
posiadanego
potencjału
produkcyjnego.
Rozróżniamy rezerwy:
−
ekstensywne, będące skutkiem niepełnego wykorzystania dysponowanego funduszu czasu
roboczego,
−
intensywne, związane z przekroczeniem zakładanej (optymalnej) pracochłonności
jednostkowej (operacji, wyrobu).
Syntetyczną miarą oceny wykorzystania zdolności produkcyjnej jest wskaźnik wykorzystania
zdolności produkcyjnej. Dodatkowymi miarami są: wskaźnik ekstensywnego i wskaźnik
intensywnego wykorzystania możliwości produkcyjnych. W sposób umowny można ustalić
oddzielnie wielkości rezerw ekstensywnych i intensywnych w jednostkach produkcji. Dla
zilustrowania powyższych informacji tekstu i przybliżenia zagadnień związanych z ustaleniem
zdolności produkcyjnej posłużymy się przykładem.
Przykład
Określić stopień wykorzystania zdolności produkcyjnej stanowiska roboczego w zakładzie
obuwia, zakładając (według kalendarza z 2003 r.), że:
−
dysponowany fundusz czasu pracy stanowiska roboczego T
d
= 2040 godzin;
−
czas niezbędny do wykonania jednostki wyrobu przypadający na dane stanowisko robocze
t=3,75 minut, w tym: czas obróbki maszynowej – 2,5 minuty, pozostałe składniki czasu
pracy – 1,25 minuty;
−
rzeczywiście przepracowany fundusz czasu pracy T
f
=1950 godzin;
−
wielkość wykonanej produkcji P
f
=23392 pary;
−
rzeczywisty udział czasu obróbki maszynowej w jednej godzinie pracy stanowiska – 60%
Rozwiązanie
Zdolność produkcyjna stanowiska roboczego obliczana jest według wzoru:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
]
[
32640
75
,
3
60
2040
par
Z
t
T
Z
p
d
p
=
⋅
=
Rezerwy zdolności produkcyjnej ( R ) stanowią różnicę między wielkościami: zdolnością
produkcyjną ( Z
p
) i rzeczywiście wykonaną produkcją ( P
f
) w danym czasie.
R = Z
p
– P
f
R = 32640 – 23392 = 9248 [par]
Stopień wykorzystania zdolności produkcyjnej określany jest w następujący sposób:
1
0
,
<
<
=
z
p
f
z
W
gdy
Z
P
W
gdzie W
z
– wskaźnik wykorzystania zdolności produkcyjnej.
W podanym przykładzie
%
72
72
,
0
32640
23392
=
=
=
z
z
W
W
Wskaźnik rezerw zdolności produkcyjnej ( W
r
) wynosi:
W
r
= 1 – W
z
= 1 – 0,72 = 0,28
W
r
= 28%
Ocena ekstensywnego i intensywnego wykorzystania stanowiska roboczego (maszyny)
dokonywana jest w oparciu o:
−
wskaźnik ekstensywnego wykorzystania ( W
e
):
d
f
e
T
T
W
=
−
wskaźnik intensywnego wykorzystania ( W
i
):
w
w
W
f
i
=
gdzie:
T
f
– rzeczywisty fundusz czasy pracy,
w
f
– rzeczywista wydajność na jednostkę czasu pracy,
w – normatywna wydajność na jednostkę czasu pracy.
Dla badanego stanowiska roboczego wskaźnik W
e
i W
i
wynoszą:
;
96
,
0
2040
1950
=
=
e
W
;
75
,
0
2040
32640
:
1950
23392
=
=
i
W
Między W
e
, W
i
oraz W
z
występuje zależność:
W
z
= W
e
.
W
i
Rezerwy ekstensywne usuwane są w drodze zwiększania wielkości przepracowanego
funduszu czasu pracy do poziomu T
d
.
Rezerwy intensywne można zagospodarować poprzez zwiększanie udziału czasu obróbki
maszynowej w jednostce czasu pracy stanowiska i wzrost stopnia wykorzystania wydajności
technicznej maszyny. Łączne wykorzystanie intensywne (W
i
) można mierzyć iloczynem
wskaźników: wykorzystania czasu obróbki (W
ic
) i wykorzystania wydajności technicznej (W
iw
),
liczonej na jednostkę czasu obróbki:
W
i
= W
ic
.
W
iw
przy czym
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
t
tf
iw
f
ic
w
w
W
j
j
W
=
=
;
gdzie:
j
f
– rzeczywisty czas obróbki w jednostce czasu pracy,
j – normatywny czas obróbki w jednostce czasu pracy,
w
tf
– rzeczywiście osiągnięta wydajność pracy na jednostkę czasu obróbki,
w
t
– normatywna wydajność na jednostkę czasu obróbki.
Określenie danych do obliczenia W
ic
i W
iw
;
60
];
/
[
24
5
,
2
60
;
76
,
0
75
,
3
5
,
2
;
6
,
0
tf
tf
t
f
t
w
h
pary
w
j
j
=
=
=
=
=
=
gdzie t
tf
– rzeczywisty (faktyczny) czas obróbki maszynowej na jednostkę operacji, wyrobu.
Rzeczywisty czas wykonania jednostki wyrobu na stanowisku roboczym (t
f
):
[min]
5
23392
60
1950
=
⋅
=
=
f
f
f
P
T
t
Ponieważ udział czasu obróbki maszynowej w jednej godzinie pracy stanowiska wynosi 0,6, stąd
t
tf
= 0,6
.
5 min = 3 minut
.
75
,
0
83
,
0
90
,
0
;
83
,
0
24
20
;
90
,
0
67
,
0
6
,
0
]
/
[
20
3
60
=
⋅
=
=
=
=
=
=
=
i
iw
ic
tf
w
w
w
Zatem
h
par
w
Podany przykład stanowi podstawę do ustalania wielkości wskaźników ekstensywnego
i intensywnego wykorzystania czasu pracy na wszystkich stanowiskach roboczych
występujących w procesie wytwarzania obuwia. Pamiętajmy jednak, że w produkcji obuwia czas
wykonywania operacji, nawet na tych samych maszynach może się znacznie różnić, wynika to
w głównej mierze z rozwiązań konstrukcyjno-technologicznych produkowanych wyrobów.
Różnice te w wielu sytuacjach są wyjątkowo wysokie. Na przykład w czasie rozkroju skór na
wycinarce z ramieniem uchylnym przy wycinaniu elementów czółenka osiąga się wydajność
około 300 par na 8 godzin, a przy rozkroju kozaczków damskich zaledwie 75 par. Podobne
dysproporcje mogą występować przy wykonywaniu wielu innych operacji technologicznych.
Te fakty należy uwzględniać przy określaniu zdolności produkcyjnych i planowaniu wielkości
produkcji.
Pozostałe czynniki mające wpływ na wyznaczanie wielkości produkcji
Po ustaleniu przybliżonej wielkości produkcji i jej struktury na podstawie badania rynku
i planowanej zdolności produkcyjnej należy rozpatrzyć najkorzystniejsze sposoby zaopatrzenia
przedsiębiorstwa w niezbędne surowce i materiały. Dzisiaj dąży się do tego, aby ilość zapasów
materiałowych była ograniczona do niezbędnego minimum. Taki układ wymaga sprawnej
organizacji służb zaopatrzeniowych. Nie bez znaczenia pozostaje jakość dostarczanych
materiałów, terminowość dostaw, a także ceny materiałów.
Przy planowaniu produkcji należy zwrócić uwagę na zapewnienie przedsiębiorstwu
niezbędnej i wysoko wykwalifikowanej siły roboczej. Należy przy tym rozważyć możliwość
ustawicznego dokształcania i kształcenia robotników. Obecnie pozyskiwanie nowych,
wykwalifikowanych robotników w branży obuwniczej stwarza wiele problemów i w okresie
zwiększonej pracochłonności (przy produkcji obuwia zimowego) wiele firm, z powodu

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
niedoborów kadrowych nie wykorzystuje swoich zdolności produkcyjnych. W takiej sytuacji
niektóre z nich rozważają podjęcie współpracy kooperacyjnej. Przedsiębiorstwa coraz częściej
korzystają z usług kooperacyjnych. Najczęściej odnosi się to do rozkroju materiałów i szycia
cholewek oraz obróbki i produkcji elementów spodowych obuwia. Działania kooperacyjne mogą
być wykorzystane w przypadku, kiedy przedsiębiorstwo ma wolne moce produkcyjne
i przyjmuje zlecenia z zewnątrz. Wtedy mówimy o kooperacji czynnej, która przebiega
w odwrotnym kierunku do kooperacji biernej, kiedy zleca się produkcję innym firmom.
Te zależności należy uwzględniać w procesie planowania produkcji.
Wielkość produkcji ujęta w planie wartościowo, zależy również od cen, które chociaż nie
mogą być kształtowane dowolnie, jednakże wykazują poważne odchylenia w stosunku do
poziomu kosztów własnych. Wzrasta ona, gdy ceny zapewniają większą rentowność.
Produkcja nowych wyrobów wpływa zazwyczaj ujemnie na wielkość produkcji. Dzisiaj
w produkcji obuwia częstotliwość zmiany wzorów jest wysoka, a produkowane serie obuwia
coraz mniejsze. Każde zwiększenie serii powoduje wzrost wydajności, a zarazem produkcji,
natomiast skracanie serii powoduje zmniejszenie ilości produkowanych wyrobów.
Nie bez znaczenia w planowaniu wielkości produkcji są koszty produkcji. Uwzględnienie
rachunku ekonomicznego jest niezbędne przy ustalaniu wielkości i asortymentu produkcji.
Reasumując możemy konstatować, że plan produkcji nie może być jednostronnie ustalany,
ale powinien wynikać z wszechstronnej analizy wszystkich czynników wskazujących na
powiązanie z innymi planami (inwestycji, rozwoju techniki, zaopatrzenia, zatrudnienia,
wydajności pracy, kosztów i rentowności produkcji).
4.1.1.3.
Wytyczne do planu produkcji obuwia
Planowanie produkcji w przemyśle obuwniczym w aktualnej sytuacji gospodarczej w kraju
i wyjątkowo dużej konkurencji na rynku oraz występującej nadwyżce podaży nad popytem jest
wyjątkowo trudne. W większości przypadków plany produkcji opracowywane są na okresy
krótsze niż rok, są to najczęściej plany półroczne wynikające z sezonowości produkowanego
obuwia, a nawet tylko plany kwartalne. Nie oznacza to, że firmy nie planują swojej działalności
w dłuższym przedziale czasu. Plany w perspektywie roku lub kilku lat dotyczą przede wszystkim
planów inwestycyjnych, związanych najczęściej z zakupem nowoczesnych maszyn i technologii.
Natomiast plany produkcji konstruuje się w zależności od sytuacji rynkowej i obowiązujących
trendów w modzie. Problemem w planowaniu produkcji jest niewątpliwie źle zorganizowana
sieć dystrybucji, brak dużych organizacji zajmujących się handlem obuwia, a także wypaczenie
idei targów, które sprowadzają się obecnie do eksponowania wyrobów będących aktualnie
w sprzedaży. Na przykład na targach jesiennych główną część ekspozycji stanowią modele
obuwia jesienno-zimowego, a wyroby te powinny być eksponowane i kontraktowane
z półrocznym wyprzedzeniem, to znaczy na targach wiosennych. Brak umów kontraktacyjnych
utrudnia producentom obuwia wcześniejsze planowanie produkcji, a w konsekwencji tego
zdarzają się sytuacje, że pomimo popytu na produkowane obuwie firmy w okresie natężonego
zapotrzebowania nie są w stanie spełnić oczekiwania klientów. Obuwia nie można produkować
sezonowo. Produkcja powinna się odbywać systematycznie przez cały rok z odpowiednim
wyprzedzeniem sezonowym, o czym producenci doskonale wiedzą. Zatem można zadać pytanie,
dlaczego tego nie robią? Odpowiedź jest prosta, wiąże się to przede wszystkim z dużymi
nakładami finansowymi, a nasze rodzime zakłady obuwia po zmianach społeczno-
gospodarczych w kraju nie zawsze takimi środkami dysponują. Na szczęście od kilku lat coraz
więcej firm zaczyna funkcjonować w pełnym wymiarze organizacyjnym i planuje produkcję
w cyklu całorocznym. Należy mieć nadzieję, że takich firm będzie coraz więcej.
Na razie skupmy się na małych i średniej wielkości firmach. Małe wytwórnie wytwarzające
dziennie kilkadziesiąt par obuwia, ograniczają się w sezonie do produkcji jednego asortymentu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
W tym przypadku zakres planowania produkcji jest ograniczony do minimum i nie wymaga
specjalnych przedsięwzięć. Najczęściej funkcje planisty spełnia właściciel.
Zakłady obuwia produkujące w sezonie kilka asortymentów obuwia i wiele wzorów,
zużywające duże ilości materiałów, zatrudniające liczną kadrę pracowników, utrzymujące drogi
i liczny park maszynowy są zobligowane do tworzenia profesjonalnego planowania produkcji
i stosowania nowoczesnych zasad organizacji i zarządzania produkcją.
Opracowane przez przedsiębiorstwa plany produkcji obuwia bez względu na obowiązujący
okres (roczne, półroczne, kwartalne) powinny zawierać:
−
wielkość produkcji, w podziale produkowanych asortymentów i wzorów obuwia, dzienną
zdolność produkcyjną i ilość dni, w których będzie realizowana produkcja,
−
zużycie materiałów podstawowych,
−
stan zatrudnienia.
Plan produkcji obuwia stanowi podstawę planowania wykonawczego zadań produkcyjnych,
które będzie przedmiotem opisu w kolejnym rozdziale materiału nauczania.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jaki wpływ na działalność przedsiębiorstw ma wolny rynek?
2.
Czym różni się planowanie w gospodarce wolnorynkowej od gospodarki sterowanej
centralnie?
3.
Jak inaczej można nazwać planowanie wykonawcze?
4.
Który z elementów planu gospodarczego ma najistotniejsze znaczenie i dlaczego?
5.
Jakie wskaźniki powinien zawierać plan produkcji?
6.
Czym różni się produkcja towarowa od produkcji globalnej?
7.
W jakim przypadku produkcja globalna będzie większa lub równa produkcji towarowej,
a kiedy będzie mniejsza od towarowej?
8.
Jakie znasz mierniki produkcji?
9.
Jakie czynniki wpływają na wielkość planowanej produkcji?
10.
Które z czynników wpływających na wielkość produkcji mają priorytetowe znaczenie przy
budowie planu produkcji?
11.
Jak bada się potrzeby rynku?
12.
Jakie znaczenie w budowie planu produkcji ma określenie zdolności produkcyjnej?
13.
Jakie znasz wskaźniki wykorzystania zdolności produkcyjnej?
14.
Jaki wpływ na budowę planu produkcji mają zasoby siły roboczej?
15.
Według jakich reguł należy tworzyć plan produkcji obuwia i co one powinny zawierać?
4.1.3. Ćwiczenia
Ćwiczenie 1
Na podstawie poniższe danychoblicz wartość produkcji globalnej: w planie na 31.12.2005 r.
przewidziano remanenty poszczególnych składników produkcji na kwotę 50 tys. zł, a na
31.12.2006 r. na kwotę 80 tys. zł. Zaplanowana produkcja towarowa na rok 2006 wynosiła
900 tys. zł.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
dokonać analizy danych,
2)
obliczyć różnicę z wartości remanentów końcowego i początkowego,
3)
dodać wartość otrzymanej różnicy do wartości produkcji towarowej,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4)
obliczyć wartość produkcji globalnej,
5)
wskazać różnicę jaka występuje między wartością produkcji globalnej i towarowej,
6)
zaprezentować wyniki swojej pracy.
Wyposażenie stanowiska pracy:
–
plansze charakteryzujące wielkości produkcji globalnej i towarowej,
–
przybory piśmiennicze,
–
papier formatu A5,
–
kalkulator,
–
literatura z rozdziału 6.
Ćwiczenie 2
Określ czynniki mające wpływ na wyznaczenie wielkości planu produkcji, wytypuj spośród
nich trzy, które z punktu budowy planu produkcji mają największe znaczenie i uzasadnij swój
wybór.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować zasady tworzenia planu produkcji w zakładzie obuwia,
2)
wymienić i zapisać nazwy czynników, mających wpływ na wielkość planu produkcji,
3)
uszeregować wymienione czynniki według hierarchii ważności od najważniejszych do mniej
ważnych,
4)
uzasadnić swój wybór dla pierwszych trzech czynników,
5)
zaprezentować efekty swojej pracy
Wyposażenie stanowiska pracy:
–
plansze charakteryzujące wyznaczniki i mierniki planu produkcji w zakładach obuwia,
–
charakterystyki czynników mających wpływ na wielkość produkcji,
–
przybory piśmiennicze,
–
papier formatu A4,
–
literatura z rozdziału 6.
Ćwiczenie 3
W oparciu o otrzymane dane oblicz: zdolność produkcyjną stanowiska roboczego, rezerwę
zdolności produkcyjnej, wskaźnik wykorzystania zdolności produkcyjnej i wskaźnik rezerw
zdolności produkcyjnej.
Dane do obliczeń: dysponowany fundusz czasu pracy T
d
=2050 godzin, czas niezbędny do
wykonania jednostki wyrobu t=3,8 minuty, rzeczywiście wypracowany fundusz czasu pracy
T
f
=1980 godzin, wielkość wykonanej produkcji P
f
=23400 par elementów spodowych obuwia
poddanych obróbce metodą frezowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
dokonać analizy danych,
2)
usystematyzować dane do obliczeń,
3)
obliczyć zdolność produkcyjną według znanego wzoru i otrzymanych danych wyjściowych
w parach,
4)
obliczyć rezerwy zdolności produkcyjnej, które stanowią różnice między wielkościami:
zdolnością produkcyjną i rzeczywiście wykonaną produkcją w danym czasie,
5)
obliczyć wskaźnik wykorzystania zdolności produkcyjnej i wskaźnik rezerw zdolności
produkcyjnej w procentach,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
6)
zaprezentować efekty swojej pracy
Wyposażenie stanowiska pracy:
–
plansze ilustrujące zasady obliczania wskaźników wykorzystania zdolności produkcyjnej na
stanowiskach roboczych,
–
przybory piśmiennicze,
–
papier formatu A4,
–
kalkulator,
–
literatura z rozdziału 6.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wyjaśnić
wpływ
gospodarki
wolnorynkowej
na
działalność
przedsiębiorstw obuwniczych?
2)
wskazać różnice zachodzące w gospodarce wolnorynkowej i sterowanej
centralnie?
3)
nazwać planowanie wykonawcze?
4)
wskazać najważniejszy element planu gospodarczego zakładu obuwia?
5)
określić wskaźniki i mierniki produkcji?
6)
określić różnice zachodzące między planem produkcji globalnej
i towarowej?
7)
obliczyć wartość produkcji globalnej znając wartość produkcji towarowej
oraz wartość remanentów: początkowego i końcowego?
8)
określić i scharakteryzować czynniki mające wpływ na wielkość
planowanej produkcji?
9)
wskazać czynniki mające największy wpływ na wielkość planowanej
produkcji obuwia?
10)
wyjaśnić czym zajmuje się marketing?
11)
scharakteryzować i obliczyć wskaźniki wykorzystania zdolności
produkcyjnej?
12)
określić rodzaje kooperacji w zakładzie obuwia?
13)
opisać wpływ zasobów kadrowych firmy na wielkość produkcji zakładu
obuwniczego?
14)
scharakteryzować specyficzne uwarunkowania występujące w budowie
planów produkcji dla zakładów obuwniczych?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
4.2. Teoretyczne aspekty planowania wykonawczego w przemyśle
obuwniczym
4.2.1. Materiał nauczania
Planowanie wykonawcze zwane inaczej operatywnym, wewnętrznym lub bieżącym,
oznacza planowanie na krótsze odcinki czasu i bezpośrednie ustalenie zadań dla wykonawców.
Stąd musi istnieć silna więź między planowaniem i organizacją biegu produkcji. Można
powiedzieć, że są to dwie nierozerwalne strony planowego kierowania produkcją, obejmujące
zarówno elementy ekonomiczne, organizacyjne i techniczne.
4.2.1.1. Treść i zadania planowania wykonawczego
Planowanie wykonawcze w zasadzie może obejmować produkcję, zatrudnienie, fundusz
płac itp. Jednakże przyjęto powszechnie, zarówno w literaturze jak również w praktyce, że przez
pojęcie planowania wykonawczego rozumie się tylko planowanie bieżące produkcji.
Planowanie wykonawcze zaczyna się na szczeblu przedsiębiorstwa od ustalenia kwartalno-
-miesięcznych zadań. Plany te noszą nazwę wykonawczych lub operatywnych, gdyż wynikają
nie tylko z planu rocznego lecz również z uwzględnienia realnej sytuacji, jaka powstała
w minionym okresie i jaka zarysowuje się na najbliższą przyszłość.
W planach tych następuje uaktualnienie wielkości podstawowych i niektórych wskaźników
jako wynik pojawienia się pewnych trudności czy rezerw decydujących o rozmiarze,
asortymentach i terminach wykonania zadań.
Od sposobu planowania na szczeblu przedsiębiorstwa zależy sposób planowania
i precyzowania zadań dla niższych szczebli i komórek produkcyjnych. Jeżeli zadania roczne
zostały w planach ustalone, to powstaje problem jak je realizować w przypadku występowania
wieloasortymentowej produkcji. Istnieją tu trzy możliwe rozwiązania polegające na tym, że
poszczególne wyroby (lub grupy wyrobów) są produkowane:
–
równolegle,
–
w określonej kolejności,
–
w określonej kolejności – równolegle.
Każde z tych rozwiązań wpływa na możliwość wytwarzania w mniejszych lub większych
seriach, a wybór jednego z tych systemów planowania produkcji zależny jest przede wszystkim
od warunków zbytu, to znaczy z góry określonego terminu dostarczania wyrobów oraz od
warunków zakładu, to jest od możliwości skupienia produkcji jednego wyrobu w krótszych
odcinkach czasu.
Plany opracowane dla całego przedsiębiorstwa są podstawą do konkretnego ustalenia
planów dla wykonawców. Te ostatnie są sporządzane na okres kwartału, miesiąca, połowy
miesiąca, dekady, tygodnia, doby lub zmiany roboczej. Precyzowanie planu na coraz krótsze
odcinki czasu następuje wraz z przechodzeniem do coraz niższych komórek produkcyjnych, od
zakładu do wydziału, oddziału, gniazda aż po stanowiska robocze.
Stanowisko robocze powinno otrzymać zadanie określające wielkość produkcji, jaka ma być
wykonana w ciągu zmiany roboczej. Zadanie to może dotyczyć jednego lub kilku asortymentów
produkcji i może też być ustalone dla zespołu (brygady) robotników współpracujących ze sobą.
Reasumując możemy stwierdzić, że treścią planu wykonawczego jest ustalenie zadań na
krótsze odcinki czasu i doprowadzenie ich do bezpośrednich wykonawców w oparciu
o konkretne warunki występujące w zakładzie i na rynku. Natomiast do podstawowych zadań
planu wykonawczego zaliczamy:
–
zabezpieczenie wykonawstwa planu przedsiębiorstwa,
–
równomierne wykonanie planu przedsiębiorstwa,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
–
pełne wykorzystanie maszyn i urządzeń,
–
pełne wykorzystanie czasu pracy zatrudnionego personelu,
–
zapewnienie
nieprzerwanego
biegu
produkcji
przez
określenie
konkretnego
zapotrzebowania na materiały i inne środki techniczne oraz siłę roboczą,
–
racjonalne wykorzystanie możliwości stworzonych przez organizację produkcji przy
zastosowaniu różnych metod,
–
uwolnienie od intuicyjnej i żywiołowej realizacji planów produkcyjnych i organizacji
produkcji, co w przypadku produkcji obuwia ma priorytetowe znaczenie.
Podstawy planowania wykonawczego
Opracowanie planów wykonawczych musi być poprzedzone pewnymi ustaleniami
w dziedzinie:
–
określenia zdolności produkcyjnej i zbadania stopnia jej obciążenia,
–
wytypowania programu robót dla poszczególnych, równoległych wydziałów i stanowisk,
–
obliczenia normatywnej długości cyklu produkcyjnego,
–
obliczenia zapasów produkcji,
–
określenia rytmu produkcji,
–
obliczenia wielkości partii produkcji.
Wykonanie tych prac może zapewnić wysoką jakość planowania wykonawczego. Spośród
wymienionych dziedzin tylko jedna wymaga szerszego opisanaia. Dotyczy to obliczenia
wielkości partii produkcji. Pozostałe dziedziny były opisywane w pakietach dotyczących
organizacji produkcji, normowania materiałów i czasu pracy oraz w niniejszym pakiecie.
Wielkość partii produkcji jest bardzo ważnym instrumentem planowania produkcji seryjnej,
a jednocześnie ma ona wielkie znaczenie ekonomiczne. Przez pojęcie wielkość partii produkcji
należy rozumieć ilość przedmiotów produkowanych w sposób ciągły, a więc bez przejścia do
produkcji innych wyrobów.
Przy zwiększaniu wielkości partii osiąga się oszczędność na kosztach związanych
z przygotowaniem produkcji. Ten jednorazowy koszt rozkłada się na coraz większą ilość
wyrobów, co powoduje jego zmniejszenie na jednostkę wyrobu. Jednocześnie z powiększeniem
partii zwiększa się zapas produkcji w toku, co z kolei jest zjawiskiem niepożądanym, gdyż
powoduje wzrost nakładów i zamrożenie środków obrotowych.
Wielkość partii produkcji określa się wieloma metodami. Przybliżymy spośród nich metodę,
która jest najczęściej stosowana. Jest to metoda techniczno-ekonomiczna, oparta na
doświadczeniu. W tej metodzie przyjmuje się, że wzrost czasu przygotowawczo-zakończeniowego
t
pz
pobudza do powiększenia rozmiarów partii. Ale czas ten brany w rachubę zależny jest też od
współczynnika q, wziętego z doświadczenia, to jest z dotychczasowego kształtowania się
stosunku t
pz
do czasu wykonania całej partii bez uwzględnienia czasu przygotowawczo-
zakończeniowego.
Wielkość partii przy tej metodzie oblicza się według wzoru:
j
pz
t
q
t
n
⋅
=
gdzie: n – wielkość partii, t
pz
– czas przygotowawczo-zakończeniowy, q – współczynnik
obliczony ze stosunku
j
pz
t
n
t
q
⋅
=
, który w przypadku produkcji obuwia powinien się kształtować
na poziomie 0,03–0,05 przy produkcji wyrobów tańszych, mniej pracochłonnych i lekkich, dla
droższych zaś może wynosić do 0,15. W wielu przypadkach podaje się inne wartości
współczynnika, które kształtują się w przedziale 0,08–0,25 przy produkcji małoseryjnej
i 0,04– 0,10 dla produkcji średnioseryjnej. Poza tym znany jest zmodyfikowany wzór, według
którego:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
j
pz
t
t
q
q
n
⋅
−
=
1
Również w tym przypadku q jest wielkością wynikającą z doświadczenia.
Oprócz podanych powyżej wzorów, do obliczenia długości serii stosuje się inną postać
wzoru, nazywanego od jego autora wzorem Suszańskiego, w którym uwzględnia się rachunek
kosztów:
j
z
p
k
p
k
P
n
⋅
⋅
=
2
gdzie:
n – ekonomiczna wielkość partii (serii),
P – roczna wielkość produkcji,
k
p
– jednorazowe koszty przygotowania produkcji,
p
z
– wskaźnik związania środków, który przemnożony przez 100 daje stopę procentową,
k
j
– niezmienny koszt produkcji jednej jednostki (na przykład pary podeszew, cholewek, obuwia)
bez kosztów przygotowania produkcji.
Jednym z wcześniej opracowanych wzorów jest wzór F.J.Langiera opublikowany przez
autora w czasopiśmie „Przegląd organizacji”. Rocznik 1931 na str. 54–62.
Wzór Langiera ma postać:
j
z
p
k
p
k
P
n
⋅
⋅
⋅
=
200
gdzie:
P, k
p
, k
j
, p
z
– jak przy wzorze Suszańskiego, ale pz jest wyrażony w procentach a nie przy
użyciu wskaźnika.
Dla zilustrowania przytoczonych wzorów Suszańskiego i Langiera w działaniach
praktycznych posłużmy się przykładami:
Przykład 1
Program produkcji przewiduje wykonanie w ciągu roku 75 tys. par trzewików roboczych.
Jednorazowe koszty przygotowania produkcji skalkulowano na 15 tys. zł, stopa procentowa
p
z
=10%, natomiast koszt produkcji 1 pary wynosi 75 zł.
Oblicz serię ekonomiczną według wzoru Suszańskiego.
Rozwiązanie
Korzystając ze wzoru:
j
z
p
k
p
k
P
n
⋅
⋅
=
2
Obliczamy serię ekonomiczną podstawiając dane do wzoru:
par
n
17320
75
10
,
0
15000
75000
2
=
⋅
⋅
⋅
=
Seria ekonomiczna dla trzewików roboczych, w tym przypadku powinna wynosić 17320 par.
Przykład 2
W zakładach obuwia produkującego obuwie dziecięce zapotrzebowanie wydziału montażu na
podeszwy z kauczuków termoplastycznych wynosi 100 tys. par w ciągu roku. Łączne koszty
przygotowania produkcji danej serii wynoszą 30 tys. zł. Koszt wykonania jednej pary podeszew
wynosi 7,50 zł, natomiast stopa kredytowa płacona z tytułu zamrożenia środków obrotowych 10%.
Oblicz serię ekonomiczną dla podeszew wytwarzanych z kauczuków termoplastycznych
metodą pośrednią.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Rozwiązanie
Przy obliczeniach korzystamy ze wzoru Langiera:
j
z
p
k
p
k
P
n
⋅
⋅
⋅
=
200
podstawiając dane do wzoru otrzymamy:
pary
n
89443
50
,
7
10
30000
100000
200
=
⋅
⋅
⋅
=
W podanych warunkach seria ekonomiczna dla produkowanych podeszew wyniesie prawie
90 tys. par. Długość serii wynika z wysokich kosztów przygotowania i niskiej ceny podeszew.
Warto zaznaczyć, że w określonych sytuacjach ekonomiczna długość serii produkcji będzie
większa od rocznego zapotrzebowania. Tak się stanie kiedy
P będzie szczególnie duże a k
j
małe.
Produkcja takiej partii może się wtedy okazać niecelowa z powodu zmian konstrukcyjnych
i technologicznych, które mogą się w tym czasie dokonać.
Ekonomiczna wielkość partii może być ustalona, wychodząc z zapotrzebowania na elementy
dla dowolnego okresu. Wówczas należy zmienić
P
z
proporcjonalnie do stosunku danego okresu
do całego roku. Gdy na przykład wychodzimy z zapotrzebowania kwartalnego to
P
z
należy
podzielić przez 4, a gdy z miesięcznego to przez 12.
Wyliczona ekonomiczna wielkość partii produkcji nie może być bezkrytycznie przyjęta do
planu. Wymaga ona ewentualnej korekty w celu dostosowania wielkości partii do konkretnych
uwarunkowań i potrzeb zakładu.
Organizacja planowania wykonawczego
Planowanie wykonawcze odbywa się w przedsiębiorstwie na kilku szczeblach. Ilość szczebli
zależna jest od wielkości przedsiębiorstwa oraz od złożoności, typu, technologii i organizacji
produkcji. Wyjątkowo w małych przedsiębiorstwach o jednorodnej produkcji występuje tylko
jeden szczebel planowania ograniczający się do działalności właściciela zakładu.
W średniej wielkości i dużych zakładach obuwia zaleca się stosowanie „trójszczeblowego”
systemu planowania, który polega na tym, że
–
planowaniem techniczno-ekonomicznym zajmuje się dział planowania przedsiębiorstwa,
–
planowaniem międzywydziałowym zajmuje się dział planowania na szczeblu szefa
produkcji,
–
planowanie wewnątrz wydziałowe prowadzi wydziałowa komórka planowania.
Zadaniem planowania międzywydziałowego jest ustalenie planu produkcji dla
poszczególnych wydziałów oraz zapewnienie wewnętrznych powiązań, terminowego
przekazywania półproduktów z wydziału do wydziału lub do magazynu międzywydziałowego.
Komórka planowania międzywydziałowego opracowuje plany kwartalne, miesięczne, a nawet
krótsze. Komórka dyspozytora zmianowego dba o realizację planowania międzywydziałowego
i zabezpiecza wydziałom materiały do produkcji. W oparciu o plany operatywne zajmuje się
również regulowaniem biegu produkcji, dba o wykonanie produkcji globalnej i ma obowiązek
zwracać szczególną uwagę na współpracę wydziałów. Natomiast planowanie wewnątrz
wydziałowe prowadzą komórki wydziałów produkcyjnych. Należą do nich:
–
opracowanie terminarza i harmonogramu rozpoczęcia i przebiegu produkcji,
–
bilansowanie zdolności produkcyjnej wydziału,
–
zestawienie planów zmianowo-dobowych,
–
ewidencjonowanie wykonanej produkcji,
–
nadzór i koordynacja prac wydziałów i odcinków produkcyjnych.
Dzisiaj w wielu zakładach zdarza się, że wymienione trzy szczeble planowania obsługuje
jedna kompetentna osoba współpracująca ze służbami z innych komórek, wydziałów, oddziałów,
a nawet gniazd technologicznych i przedmiotowych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Metody planowania wykonawczego
Na wybór metody planowania wykonawczego wpływa wiele różnorodnych czynników.
Najważniejsze z nich to przede wszystkim:
–
typ produkcji,
–
rozmiar zakładu,
–
technologia produkcji,
–
struktura produkcyjna i wewnętrzna specjalizacja wydziałów,
–
forma organizacji produkcji.
Spośród wymienionych czynników największą rolę odgrywają typ produkcji i struktura
produkcyjna, przy czym – jak wiadomo – typ produkcji kształtuje również strukturę
produkcyjną.
Produkcja wielkoseryjna stwarza najdogodniejsze warunki do planowania, upraszcza je.
Produkcja wielkoseryjna wymaga okresowego przezbrajania maszyn i urządzeń. W tym
przypadku wymaga się od planowania ustalenia harmonogramu obciążenia stanowisk roboczych,
wielkości partii produkcji, terminów rozpoczęcia i zakończenia produkcji, harmonogramów
przezbrajania maszyn i urządzeń.
Kolejne utrudnienie w procesie planowania przysparza produkcja średnioseryjna,
a najbardziej produkcja małoseryjna i jednostkowa. W tym przypadku planowanie w oparciu
o harmonogram zawodzi zupełnie z powodu zbyt częstego przezbrajania maszyn i urządzeń oraz
ustawicznych zmian w obciążeniu stanowisk roboczych. Na szczęście ten typ produkcji
w przemyśle obuwniczym stosuje się sporadycznie, a samo planowanie w zakładach oparte jest
najczęściej na intuicji i doświadczeniu właściciela firmy.
4.2.1.2. Dokumentacja planistyczna i warsztatowa
Wewnętrzny podział pracy, jaki istnieje w każdym zakładzie produkcyjnym oraz
konieczność pisemnego wydawania dyspozycji i przekazywania informacji, śledzenia toku
produkcji, ewidencji zachodzących zjawisk, aż do ewidencji księgowej – wymagają
zastosowania wielu dokumentów. Służą one do planowania i organizowania produkcji oraz jej
ewidencji. Od lat stale dąży się do ograniczania ilości dokumentów, między innymi przez
zwiększenie ilości manipulacji wykonawczych na jednym dokumencie oraz wykorzystaniu ich
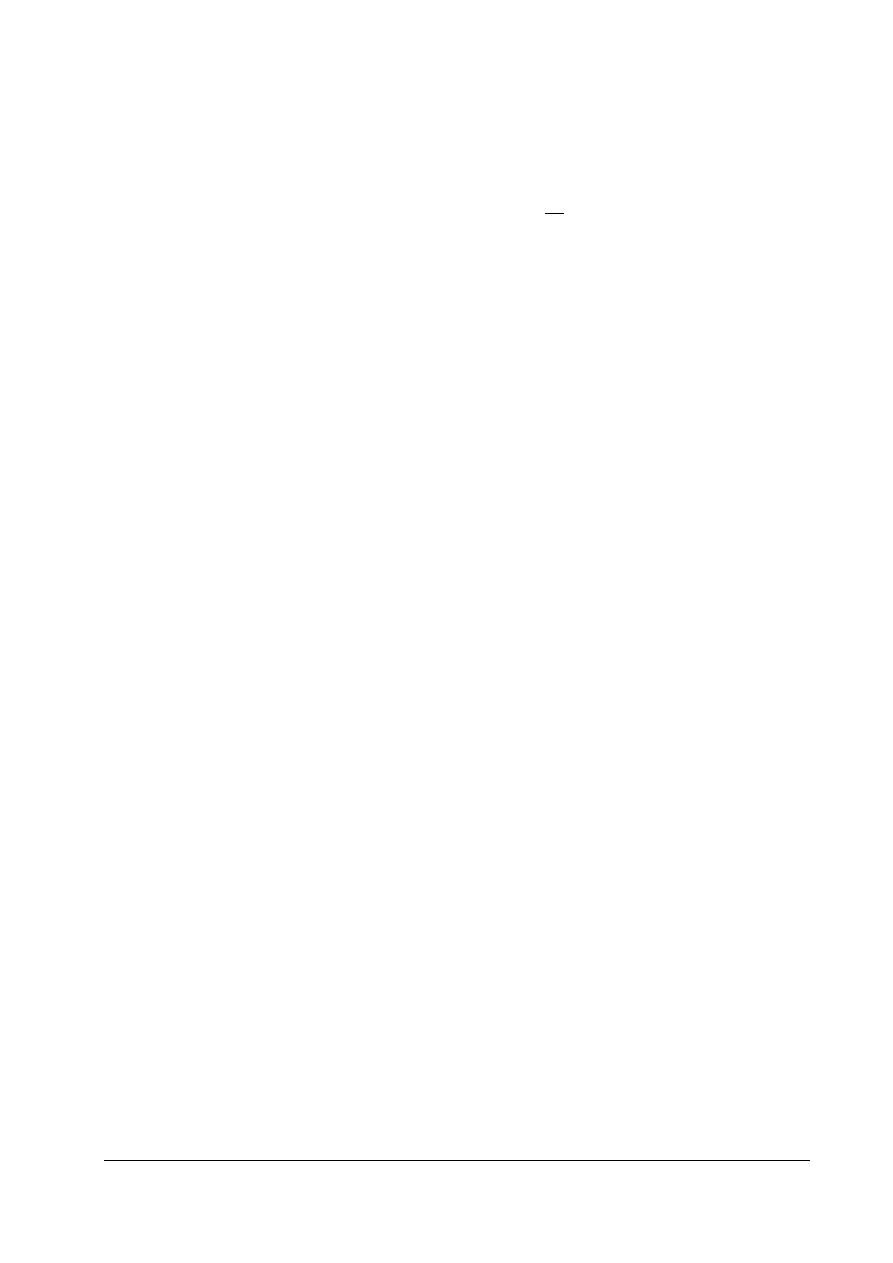
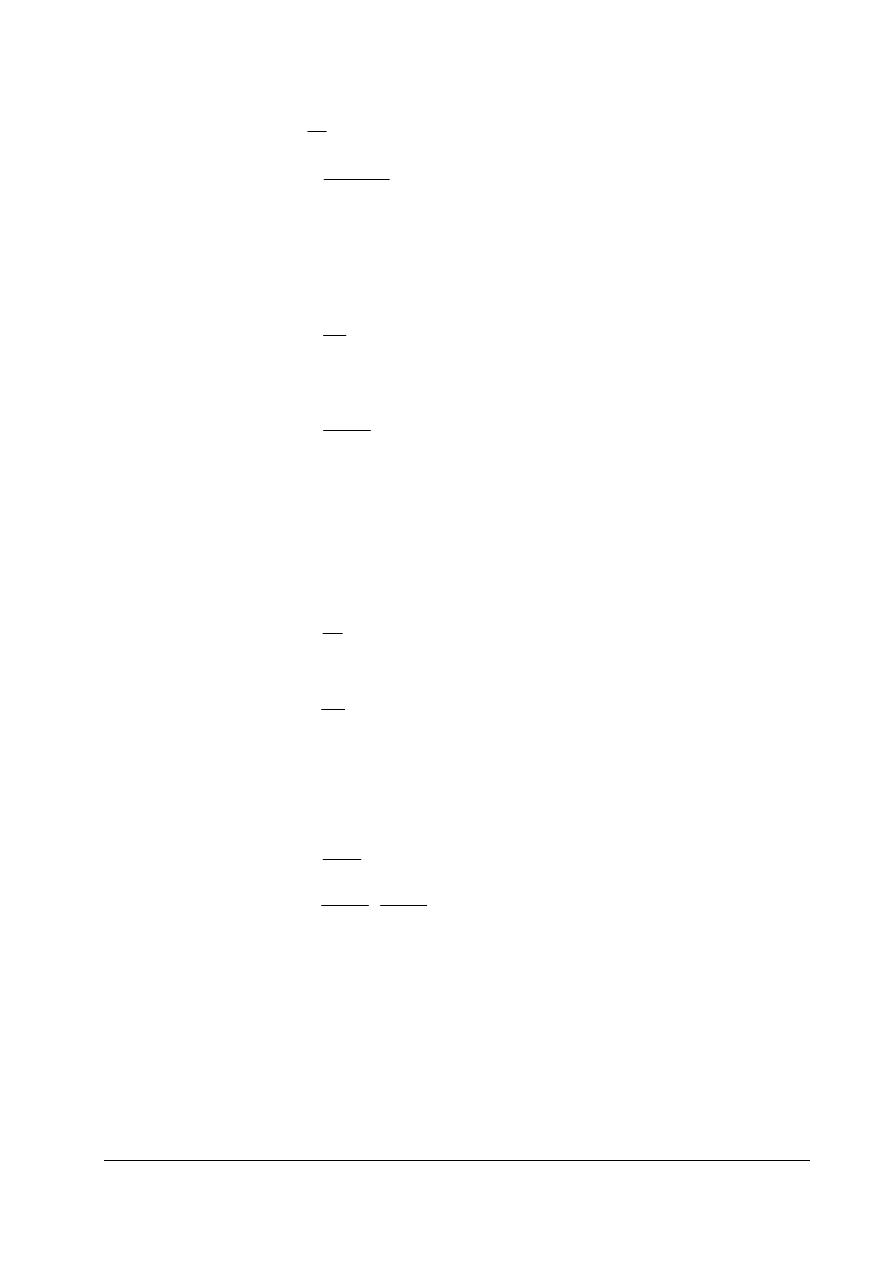
do różnych celów. Takim dokumentem jest niewątpliwie plan dzienny krojczego, który był
wcześniej powszechnie stosowany w państwowych przedsiębiorstwach, a obecnie po
zmodyfikowaniu jest lub może być stosowany w dowolnej firmie obuwniczej (rys. 1 i 2).
W dokumencie tym przydziela się zadania robotnikom wycinającym elementy obuwia ze
wskazaniem wielu istotnych dla procesu informacji. Po zaewidencjonowaniu wydanych
i zużytych materiałów, ilości wykrojonych elementów i ewentualnego dodatkowego pobrania
materiałów, dokument służy do analizy zużycia materiałów i zadań produkcyjnych oraz jest
wykorzystany przez księgowość materiałową i rachubę płac – jako podstawa do obliczenia
płacy. Takich przykładów można przytoczyć więcej. Ale dzisiaj problem ewidencjonowania
dokumentacji planistycznej został praktycznie rozwiązany przez powszechną komputeryzację
zakładów przemysłowych i wykorzystywanie do tego celu specjalistycznych, profesjonalnych
programów.
Pomimo, że technika komputerowa znacznie uprościła sporządzanie dokumentacji
planistycznej i warsztatowej to musimy pamiętać, że są dokumenty, które bez względu na formę
i sposób zapisu muszą być sporządzone w każdym zakładzie obuwia. Ilość i rodzaj tych
dokumentów zależy głównie od typu produkcji. Jest znamienne, że przy produkcji masowej
i wielkoseryjnej ilość dokumentacji będzie znacznie mniejsza. Można tu stosować karty
limitowe na pobranie materiałów na okres miesiąca zamiast wystawiać stosowane od
dziesięcioleci kwity Rw; w miejsce zaś kart roboczych mogą być wprowadzone plany-raporty
zmianowe, które spełniają rolę dokumentu planistycznego i ewidencyjnego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
W
ar
to
ść
2
1
C
en
a
za
m
2
,
(k
g
)
2
0
S
p
ra
w
d
zo
n
o
p
o
d
w
zg
lę
d
em
rz
ec
zo
w
y
m
i
r
ac
h
u
n
k
o
w
y
m
…
…
…
…
…
…
…
…
…
…
…
..
P
o
d
p
is
o
so
b
y
o
d
p
o
w
ie
d
zi
al
n
ej
L
im
it
zu
ż
y
ci
a
1
9
1
5
½
2
3
½
3
0
1
8
1
5
2
3
2
9
½
1
7
D
at
a
w
y
d
an
ia
:…
…
…
…
…
…
…
…
…
R
o
d
za
j
m
at
er
ia
łu
:…
…
…
…
…
…
…
…
…
…
…
1
4
½
2
2
2
9
1
6
1
4
2
1
½
2
8
½
1
5
P
o
d
p
is
p
o
b
ie
ra
ją
ce
g
o
…
…
…
…
…
…
…
…
…
…
1
3
½
2
1
2
8
1
4
1
3
2
0
½
2
7
½
1
3
1
2
½
2
0
2
7
1
2
1
2
1
9
½
2
6
½
3
3
1
1
1
1
½
1
9
2
6
3
2
½
1
0
1
1
1
8
½
2
5
½
3
2
9
1
0
½
1
8
2
5
3
1
½
8
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
N
az
w
is
k
o
i
i
m
ię
k
ro
jc
ze
g
o
1
0
1
7
½
2
4
½
3
1
7
N
u
m
er
p
la
n
u
:
…
…
…
…
…
…
…
…
…
…
…
…
…
…
S
o
rt
y
m
en
t
w
ie
lk
o
śc
io
w
y
9
½
1
7
2
4
3
0
½
6
5
G
ru
p
a
w
ie
lk
o
śc
io
w
a
1
÷
2
3
÷
4
5
÷
7
8
4
R
y
s.
1
.
S
ch
em
at
p
la
n
u
d
zi
en
n
eg
o
k
ro
jc
ze
g
o
–
s
tr
o
n
a
ty
tu
ło
w
a
[ź
ró
d
ło
w
ła
sn
e]
N
az
w
a
el
em
en
tó
w
3
A
rt
y
k
u
ł
w
zó
r
2
P
la
n
d
zi
en
n
y
k
ro
jc
ze
g
o
N
r
…
…
…
…
…
…
…
…
…
N
a
o
k
re
s:
o
d
…
…
…
.2
0
0
…
r
.
d
o
.
.…
…
…
.2
0
0
…
r
.
Z
p
o
w
o
d
u
…
…
…
…
…
…
…
…
…
.
…
…
…
…
…
…
…
…
…
…
…
…
…
..
p
ra
c
ę
w
y
k
o
ń
cz
y
ł
si
ek
ac
z
W
ar
sz
ta
t
1
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
P
o
d
p
is
m
ag
.
W
ar
to
ść
P
ar
m
2
p
o
ł.
W
Y
S
IE
K
A
N
E
E
L
E
M
E
N
T
Y
A
rt
y
k
u
ł
S
zt
u
k
ca
łe
P
o
d
p
is
m
ag
.
R
O
Z
L
IC
Z
E
N
IE
Z
U
ś
Y
C
IA
T
re
ść
P
o
b
ra
n
o
Z
w
ró
co
n
o
F
ak
ty
cz
n
e
zu
ż
y
ci
e
L
im
it
z
u
ż
y
ci
e
O
sz
cz
ęd
n
o
ść
S
tr
at
a
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
p
o
d
p
is
r
ef
.
ro
zl
ic
za
ją
ce
g
o
P
o
d
p
is
m
ag
.
W
ar
to
ść
W
ar
to
ść
…
…
…
…
…
…
..
.
p
o
d
p
is
m
is
tr
za
C
en
a
C
en
a
Il
o
ść
m
2
(
k
g
)
Il
o
ść
m
2
(
k
g
)
p
o
ł.
p
o
ł.
S
zt
u
k
ca
łe
S
zt
u
k
ca
łe
…
…
…
…
…
…
…
…
..
p
o
d
p
is
k
ro
jc
ze
g
o
G
at
.
G
at
.
R
o
d
za
j
sk
ó
ry
l
u
b
in
n
eg
o
m
at
er
ia
łu
R
o
d
za
j
sk
ó
ry
l
u
b
in
n
eg
o
m
at
er
ia
łu
W
Y
D
A
N
O
M
A
T
E
R
IA
Ł
D
at
a
Z
W
R
O
T
M
A
T
E
R
IA
Ł
U
D
at
a
R
az
em
D
at
a
…
…
…
…
…
…
2
0
0
…
r
.
R
y
s.
2
.
S
ch
em
at
p
la
n
u
d
zi
en
n
eg
o
k
ro
jc
ze
g
o
–
r
ew
er
s
st
ro
n
y
t
y
tu
ło
w
ej
[
o
p
ra
co
w
an
ie
w
ła
sn
e]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Zmniejszenie ilości emitowanej dokumentacji i usprawnienie przebiegu jej sporządzania
i kontroli wykonania jest aktualnie wyjątkowo ważne chociażby z powodu potrzeby ograniczania
w przedsiębiorstwach liczebności personelu administracyjnego.
Bez względu na technikę sporządzania i formę graficzną, w większości przedsiębiorstw
obuwniczych są stosowane i w obiegu znajdują się takie dokumenty planistyczne i warsztatowe
jak:
–
zlecenie produkcji (na przykład prezentowany już plan dzienny krojczego),
–
plany kwartalne i miesięczne (lub na okres 15, ewentualnie 10 dni),
–
planowany wykaz elementów z terminarzem ich wykonania,
–
plan dostaw materiałowych do wydziałów,
–
harmonogramy obciążenia stanowisk roboczych i przepływu przedmiotów pracy
w kolejnych fazach technologicznych,
–
karta limitowa zużywanych materiałów,
–
dowód pobrania materiału (jest nim także plan dzienny krojczego),
–
karta robocza (jest nim także plan dzienny krojczego),
–
karta obiegowa i dyspozycyjna (tak zwany przewodnik),
–
dowody zdania (przekazania) elementów, półproduktów lub wyrobów,
–
karty ewidencyjne: dokonywanych zwrotów pobranych materiałów, wymiany wadliwych
lub uszkodzonych elementów, braków produkcyjnych oraz inne wynikające z określonych
warunków i sytuacji.
4.2.1.3. Kontrola i regulowanie biegu produkcji
Kontrola biegu produkcji jest niemożliwa bez odpowiedniej ewidencji, której zadaniem jest
dostarczanie szybkich i dokładnych informacji. Zadań tych nie spełnia ewidencja księgowa,
która z przyczyn organizacyjnych i technicznych odzwierciedla zachodzące zjawiska ze
znacznym opóźnieniem. Dlatego do regulowania bieżącego biegu produkcji potrzebna jest
bieżąca ewidencja, która informuje służby dyspozytorskie (kierownik produkcji, mistrz)
o kształtowaniu się robót w toku, przebiegu i wykonaniu planu produkcji, zapasów
materiałowych i innych. W nowoczesnych zakładach obuwia wprowadza się elektroniczne
systemy przekazywania informacji, a nawet instalowanie telewizji przemysłowej, dzięki czemu
dyspozytor produkcji lub osoba odpowiedzialna za kontrolę i regulację biegu produkcji może
szybko reagować i podejmować działania zapobiegawcze. Oczywiście można stosować bardziej
uproszczone sposoby informowania, polegające na cyklicznym zapisie zachodzących zdarzeń
lub informowanie ustne czy pisemne dyspozytora o zaistniałych sytuacjach wynikających
z przyjętego w zakładzie systemu ewidencji i kontroli przebiegu produkcji we wszystkich fazach
wytwarzania obuwia. Obowiązuje w tym zakresie zasada, że ewidencja ta musi być prowadzona
zgodnie z zapisami planowanymi i danymi dokumentacji warsztatowej.
4.2.1.4. Gospodarka
magazynowa,
zasady
ewidencjonowania
i
przekazywania
materiałów
W zależności od rodzaju działalności gospodarczej przedsiębiorstw magazyny można
podzielić na przemysłowe, handlowe i spedycyjno-transportowe. Ze zrozumiałych względów
interesują nas magazyny przemysłowe, które najczęściej podlegają służbie zajmującej się
zaopatrzeniem, ale także mogą i często są podporządkowane wydziałom lub komórkom
produkcyjnym. Najczęściej jest tak, że w gestii zaopatrzenia jest magazyn centralny, w którym
są gromadzone i przechowywane wszystkie materiały wchodzące do przedsiębiorstwa, a w gestii
pionu produkcyjnego są magazyny pomocnicze. W magazynach pomocniczych zamawiane są,
ewidencjonowane i przekazywane materiały na bieżącą produkcję bez gromadzenia
jakichkolwiek zapasów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Obok magazynu centralnego i magazynów pomocniczych w każdym przedsiębiorstwie
funkcjonują magazyny wyrobów gotowych, które z reguły podlegają służbie zajmującej się
sprzedażą (zbytem) wyprodukowanych wyrobów.
Bez względu na rodzaj magazynu o właściwej gospodarce magazynowej decyduje
magazynier, jego wiedza i zaangażowanie. Wbrew pozorom praca magazyniera ma istotny
wpływ na sprawny przebieg procesów produkcyjnych i wyniki ekonomiczne przedsiębiorstwa.
Podstawowe czynności magazyniera w zakładzie obuwniczym polegają na:
–
zamawianiu materiałów zgodnie z rozpisami produkcyjnymi,
–
przyjmowaniu i ewidencjonowaniu materiałów,
–
składowaniu i zabezpieczaniu materiałów przed zniszczeniem,
–
wydawaniu materiałów,
–
prowadzeniu ewidencji stanu i ruchu materiałów.
Wystawianie zapotrzebowania na brakujące materiały następuje wtedy, gdy magazynier
sygnalizuje, że stan magazynowy materiału zbliża się do zapasu minimalnego lub gdy stwierdzi,
ż
e nie posiada materiału niezbędnego do zaspokojenia potrzeb produkcyjnych lub potrzeb innych
komórek organizacyjnych przedsiębiorstwa.
Przy odbieraniu i przyjmowaniu materiałów do magazynu sporządza się dowód przyjęcia
materiałów, tzw. dowód PZ. Dowód ten stanowi podstawę przyjęcia materiału przez magazyn.
W przypadku stwierdzenia odstępstw od zadeklarowanej ilości i jakości dostarczonych
materiałów sporządza się protokół, który wraz z PZ jest podstawą złożenia reklamacji
u dostawcy.
Składowanie i konserwowanie materiałów wymaga nie tylko wiedzy materiałoznawczej, ale
także wiedzy związanej z techniką składowania, która polega na zabezpieczeniu ich przed
szkodliwymi wpływami zewnętrznymi: wilgocią, światłem, kurzem, szkodnikami itp.
Ważnym zagadnieniem w pracy magazynów jest sprawne i szybkie wydawanie materiałów
do produkcji. Wydawanie materiału odbywa się na podstawie kwitów materiałowych, tzw.
dowodów RW (rozchód wewnętrzny materiału) wystawianych przez pobierających materiał.
Wydawanie materiału na zewnątrz przedsiębiorstwa odbywa się za okazaniem dowodu WZ.
Magazynier zapisuje na dowodzie ilość wydanego materiału i żąda pokwitowania od osoby
pobierającej materiał.
Warunkiem prawidłowej pracy magazynu jest staranne przechowywanie materiałów oraz
bieżąca aktualizacja wielkości stanów magazynowych, co aktualnie przy użyciu komputera nie
powinno stwarzać problemu. Ewidencja stanu i ruchu materiałów prowadzona jest w formie
kartoteki materiałowo-ilościowej. Istota ewidencji polega na tym, że dla każdego rodzaju
magazynowego materiału zakłada się oddzielną kartotekę, wykazującą zarówno wszystkie
przychody i rozchody danego materiału, jak i jego aktualny stan ilościowy. Stan ilościowy
magazynu powinien być zgodny ze stanem wynikającym z kartoteki materiałowej.
Jedną z podstawowych form kontroli gospodarki magazynowej jest inwentaryzacja czyli
spis z natury. Między stanem ewidencyjnym materiałów a stanem rzeczywistym występują
niejednokrotnie poważne różnice. Wynikają one z niewłaściwego wydawania materiałów,
błędów w zapisach ewidencyjnych, ubytków w czasie przechowywania, ubytków w czasie
przyjmowania i wydawania, zniszczeń, itp.
Inwentaryzacja polega na:
–
sprawdzeniu ilości i jakości oraz dokonaniu spisu wszystkich znajdujących się w magazynie
materiałów,
–
ustaleniu, na podstawie spisu, różnic między stanem rzeczywistym, a ewidencyjnym,
–
przeprowadzeniu postępowania wyjaśniającego i uzasadnieniu różnic bądź wskazaniu osób,
które należy obciążyć z tytułu niedoboru.
Ważnym, choć nie zawsze docenianym elementem gospodarki magazynowej jest tak zwana
gospodarka surowcami wtórnymi, do których zaliczamy wszelkie odpady oraz braki produkcyjne

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
niemożliwe do naprawy, a także zużyte lub zniszczone maszyny, urządzenia oraz ich części,
które nie nadają się do dalszego stosowania. Odpady produkcyjne powinny być przede
wszystkim wykorzystywane w przedsiębiorstwie, a pozostałe ilości sprzedawane, w miarę
możliwości, innym przedsiębiorstwom lub utylizowane, ewentualnie dostarczane na złom.
W stosunku do wielu surowców wtórnych obowiązują specjalne przepisy regulujące zbyt.
Właściwie prowadzona gospodarka materiałowa ma olbrzymie znaczenie we wszystkich
dziedzinach działalności gospodarczej. Jest ona coraz bardziej doceniana i udoskonalana.
Nieustannie dąży się do zmniejszenia kosztów wytwarzania poprzez oszczędną i racjonalną
gospodarkę surowcami i materiałami podstawowymi i pomocniczymi. W przemyśle
obuwniczym ma to szczególne znaczenie, gdyż udział kosztów materiałowych w koszcie
własnym wyrobu jest wysoki, a w dodatku nieustannie występujący i zaostrzający się deficyt
materiałów obuwniczych, szczególnie skór naturalnych, wymaga wyjątkowo sprawnej
i operatywnej działalności służb odpowiedzialnych za gospodarkę materiałową.
4.2.1.5. Dostarczanie materiałów do oddziałów produkcyjnych i na stanowiska robocze
Podstawą do wydawania materiałów oddziałom produkcyjnym z magazynu centralnego są
limity materiałowe ustalone w oparciu o rozpisany plan produkcji i ustalone normy zużycia
materiałów na poszczególne wzory obuwia.
Materiały z magazynu centralnego zgodnie z zapotrzebowaniem produkcji i ustalonymi
limitami są przekazywane do magazynów podręcznych ulokowanych w wydziałach i oddziałach
produkcyjnych.
Po sprawdzeniu ilości i jakości otrzymanych materiałów oraz ich zaewidencjonowaniu na
stanie magazynu można przystąpić do ich przekazania na stanowiska robocze. Przekazywanie
materiałów może odbywać się w dwojaki sposób:
–
brygadziści lub robotnicy pobierają materiały bezpośrednio z magazynu podręcznego
i przekazują na stanowiska robocze,
–
magazynier przygotowuje partie materiału zgodnie z rozpisanymi planami dziennymi
i przekazuje je bezpośrednio na stanowiska robocze, robotnicy po sprawdzeniu ilości
i jakości materiału kwitują jego odbiór.
W polskich zakładach obuwia stosuje się obydwa sposoby zaopatrzenia stanowisk
roboczych w materiały podstawowe i pomocnicze niezbędne do wyprodukowania
zaplanowanych partii wyrobów. Można jednak zdecydowanie zalecać drugi z wymienionych
systemów, który jest bardziej korzystny, gdyż nie powoduje straty czasu pracy na stanowiskach
roboczych.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie znasz inne nazwy przypisane planowaniu wykonawczemu?
2.
Jakie obszary może obejmować planowanie wykonawcze, a jakie w praktyce obejmuje?
3.
Co jest treścią planu wykonawczego?
4.
Jakie zadania stoją przed planowaniem wykonawczym?
5.
Co stanowi podstawę opracowania planu wykonawczego i czym to ustalenie powinno być
poprzedzone?
6.
Czy wielkość partii produkcyjnej może mieć wpływ (a jeżeli tak to jaki) na kształt planu
wykonawczego?
7.
Jakie znasz metody obliczania wielkości ekonomicznej partii wyrobów?
8.
Czym charakteryzują się wzory Suszańskiego i Langiera stosowane przy obliczaniu
ekonomicznej wielkości partii wyrobów?
9.
Jakie czynniki decydują o ekonomicznej wielkości partii produkcyjnej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
10.
Czy ekonomiczna wielkość partii produkcyjnej może być wyższa od planowanej produkcji
i co z tego wynika?
11.
Co decyduje o ilości szczebli planowania wykonawczego?
12.
Jak są rozdzielone zadania w trójszczeblowym systemie planowania?
13.
Jakie czynniki mają wpływ na wybór metody planowania wykonawczego?
14.
Jakie funkcje spełnia plan dzienny krojczego i jakie zdarzenia są w nim
zaewidencjonowane?
15.
Jak się nazywają i do czego służą najczęściej stosowane dokumenty planistyczne?
16.
Co stanowi podstawę do kontroli i regulowania biegu produkcji ?
17.
Jakie są i czym charakteryzują się magazyny funkcjonujące w zakładach obuwniczych?
18.
Jakie podstawowe czynności wykonują magazynierzy?
19.
Co oznaczają i do czego służą kwity Pz i Rw?
20.
Jakie znasz zasady dostarczania materiałów do oddziałów produkcyjnych i na stanowiska
robocze?
4.2.3. Ćwiczenia
Ćwiczenie 1
Dysponując danymi: wielkość produkcji w roku P=80 tys. par półbutów męskich;
jednorazowe koszty przygotowania produkcji k
p
=12 tys. zł; stopa procentowa p
z
=9,5%; koszt
1 pary 95 zł , oblicz ekonomiczną wielkość serii wyrobów według wzoru Langiera.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
dokonać analizy danych zawartych w ćwiczeniu,
2)
uporządkować dane do obliczeń,
3)
zapisać wzór Langiera i oznaczyć zapisane symbole,
4)
podstawić dane do wzoru i obliczyć ekonomiczną wielkość serii wyrobów,
5)
obliczyć ile razy w ciągu roku produkowana seria będzie powtórzona,
6)
zaprezentować wyniki obliczeń.
Wyposażenie stanowiska pracy:
–
plansze ilustrujące metody obliczania ekonomicznej wielkości partii (serii) produkowanych
wyrobów,
–
przybory piśmiennicze,
–
papier formatu A4,
–
kalkulator,
–
literatura z rozdziału 6.
Ćwiczenie 2
Dysponując danymi: czas przygotowawczo-zakończeniowy dla wszystkich operacji
t
pz
=270 minut, czas jednostkowy dla wszystkich operacji t
j
=7,5 min, a współczynnik q dla
produkcji średnioseryjnej równa się 0,06, oblicz ekonomiczną wielkość serii wyrobów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
dokonać analizy poleceń zawartych w ćwiczeniu,
2)
uporządkować dane do obliczeń,
3)
dobrać metodę obliczeń,
4)
zapisać wzór matematyczny adekwatny do wybranej metody,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
5)
podstawić dane do wzoru i obliczyć ekonomiczną wielkość serii wyrobów,
6)
zaprezentować wyniki obliczeń.
Wyposażenie stanowiska pracy:
–
plansze ilustrujące metody obliczania ekonomicznej wielkości partii (serii) produkowanych
wyrobów,
–
przybory piśmiennicze,
–
papier formatu A4,
–
kalkulator,
–
literatura z rozdziału 6.
Ćwiczenie 3
W przedsiębiorstwie obuwniczym funkcjonuje trójszczeblowy system planowania.
Scharakteryzuj poszczególne szczeble i podporządkuj im stosowne zadania, które są zapisane na
samoprzylepnych karteczkach.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zdefiniować szczeble planowania w systemie trójszczeblowym,
2)
przypisać poszczególnym szczeblom zadania związane z planowaniem techniczno-
ekonomicznym, międzywydziałowym i wydziałowym,
3)
zweryfikować zapisane zadania z napisami zamieszczonymi na karteczkach,
4)
oznaczyć trzy szczeble planowania na arkuszu A4 i przyporządkować im karteczki
z napisami,
5)
nakleić karteczki pod oznaczonymi szczeblami planowania,
6)
zaprezentować efekty swojej pracy.
Wyposażenie stanowiska pracy:
–
karteczki samoprzylepne z określeniem zadań dla trójszczeblowego planowania,
–
przybory piśmiennicze,
–
papier formatu A4,
–
literatura z rozdziału 6.
Ćwiczenie 4
Na planszy wyszczególniono różnorodne czynniki, które mają wpływ na wybór planowania
wykonawczego. Spośród wymienionych czynników, wybierz dwa najważniejsze, scharakteryzuj
je i uzasadnij swój wybór.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
dokonać analizy wszystkich czynników zamieszczonych na planszy,
2)
pogrupować czynniki na trzy kategorie: bardzo ważne, ważne, mniej ważne,
3)
wytypować z grupy czynniki bardzo ważne dwie pozycje i określić, która z nich jest
najważniejsza,
4)
scharakteryzować wybrane czynniki według przypisanej im hierarchii,
5)
uzasadnić wybór czynników,
6)
zaprezentować efekty swojej pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Wyposażenie stanowiska pracy:
–
plansze ilustrujące i opisujące czynniki, które w sposób bezpośredni rzutują na wybór
metody planowania wykonawczego,
–
przybory piśmiennicze,
–
papier formatu A4,
–
plansze do ćwiczeń,
–
literatura z rozdziału 6.
Ćwiczenie 5
Wypełnij stronę tytułową planu dziennego dla krojczego Jana Kowalskiego, który w dniu
20.06.2007 roku ma dokonać rozkroju 100 par elementów cholewek trzewików młodzieżowo-
chłopięcych w numerze 24–20 par i w numerze 26–80 par z boksu bydlęcego korygowanego.
Ś
rednie zużycie skóry na 1 parę wynosi 22,5 dm
2
netto, a odpad całkowity O
c
=20%. Cena 1 m
2
skóry wynosi 106 zł plus VAT 22%.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
dokonać analizy danych zawartych w ćwiczeniu,
2)
przeanalizować druk planu dziennego krojczego,
3)
zidentyfikować numer grupy wielkościowej dla obuwia młodzieżowo-chłopięcego
i oznaczyć go na druku planu, stawiając obok znak X,
4)
obliczyć, z otrzymanych danych limit zużycia skóry na 100 par, cenę 1 m
2
skóry i wartość
skóry,
5)
wypełnić stronę tytułową planu dziennego,
6)
zaprezentować wypełniony druk.
Wyposażenie stanowiska pracy:
–
druk strony tytułowej planu dziennego krojczego,
–
przybory piśmiennicze,
–
papier formatu A4,
–
kalkulator,
–
literatura z rozdziału 6.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić inne nazwy terminu „planowanie wykonawcze”?
2)
określić obszar, którym zajmuje się planowanie wykonawcze?
3)
zdefiniować treść planu wykonawczego?
4)
określić zadania planu wykonawczego?
5)
określić podstawę planowania wykonawczego?
6)
wyznaczyć ekonomiczną wielkość partii wyrobu?
7)
określić na czym polega techniczno-ekonomiczna metoda wyznaczania
partii wyrobów?
8)
wyjaśnić kiedy ekonomiczna wielkość partii wyrobów może być wyższa
od rocznej wielkości produkcji i co w tym przypadku należy uczynić?
9)
określić zadania planowania trójszczeblowego dla poszczególnych
szczebli?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
10)
wymienić i scharakteryzować czynniki determinujące wybór metody
planowania wykonawczego?
11)
scharakteryzować druk planu dziennego krojczego i określić jego funkcje
w procesie planowania wykonawczego?
12)
nazwać najczęściej stosowane dokumenty planistyczne?
13)
uzasadnić potrzebę kontroli i regulowania biegu produkcji?
14)
określić i scharakteryzować rodzaje magazynów jakie najczęściej
funkcjonują w zakładach obuwia?
15)
określić obowiązki i zadania magazyniera?
16)
rozróżnić druki Rw, Pz i inne dokumenty planistyczne – określić jakie?
17)
wskazać najkorzystniejszą formę przekazywania materiałów do
oddziałów produkcyjnych i na stanowiska robocze?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
4.3. Praktyczne aspekty planowania wykonawczego, kontroli
i rozliczania zadań produkcyjnych w przedsiębiorstwach
obuwniczych
4.3.1. Materiał nauczania
W poprzednim rozdziale opisano szeroki wachlarz zdarzeń odnoszących się do planowania
wykonawczego w przemyśle obuwniczym. Przedstawione tam zagadnienia są wykorzystywane
w wielu zakładach obuwia. Dla pogłębienia tej wiedzy, w niniejszym rozdziale przytoczymy
przykłady rozwiązań praktycznych, z którymi będziemy się spotykać przy planowaniu
wykonawczym produkcji obuwia. Będą to rozwiązania praktyczne w planowaniu wykonawczym
oraz związane z tym procesem działania obejmujące kontrolę i rozliczenie wykonanych zadań
produkcyjnych w oddziałach i na stanowiskach roboczych.
4.3.1.1. Wybrane elementy planowania wykonawczego w przemyśle obuwniczym
Zasady planowania wykonawczego w przemyśle obuwniczym wynikają z ogólnie
obowiązujących zasad planowania dla wszystkich gałęzi przemysłu. Natomiast przyjęta forma
planowania wynika ze specyfiki branży oraz uwarunkowań wewnętrznych każdego
przedsiębiorstwa, wynikających z jego struktury jak również zaakceptowanych zasad przez
Zarząd firmy lub jego właściciela. Są jednak takie zasady, które odnoszą się do każdej lub
większości firm i o tych będziemy dywagować w tym tekście.
Dywagacje nasze będą dotyczyć:
–
ogólnych zasad planowania produkcji,
–
systemu ustalania danych do planu wykonawczego,
–
dokumentacji planu wykonawczego dla zainteresowanych komórek,
–
systemu oznaczania dziennych planów produkcji,
–
korekty planów wykonawczych oraz stanu ich realizacji,
–
dokumentacji planu wykonawczego.
Ogólne zasady planowania produkcji
Małe wytwórnie, produkujące dziennie kilkadziesiąt par obuwia, z reguły ograniczają się do
produkcji jednego asortymentu i nie wymagają rozbudowywania struktur planistycznych. W tego
typu firmach stosuje się jednoszczeblowy system planowania leżący w gestii właściciela firmy.
W małych firmach, zamiast planów produkcji często rozpisuje się zadania produkcyjne dla
poszczególnych robotników lub brygad roboczych. Zadania te mogą być wyrażone w postaci
ilościowej lub wartościowej, w zależności od tego czego będą dotyczyć.
Typowe działania planistyczne w zasadzie dotyczą firm, które produkują kilka
asortymentów i wiele wzorów obuwia, a tym samym stosują dużo różnych rodzajów materiałów
i wykonują produkcję na wielu wyspecjalizowanych stanowiskach roboczych. Zwielokrotnienie
zadań produkcyjnych wymusza na organizatorach procesu produkcyjnego podejmowanie
działalności planistycznej. Jak już mówiliśmy, w takiej sytuacji zaleca się stosowanie
„trójszczeblowego” systemu planowania.
Pierwszym zadaniem dla planowania na szczeblu zakładu jest opracowywanie rocznych,
półrocznych lub kwartalnych planów produkcji w zakresie:
–
ilość produkcji w rozbiciu na asortymenty i wzory obuwia,
–
zużycia materiałów podstawowych,
–
stanu zatrudnienia.
Ź
ródłem do określenia rodzaju i wielkości produkcji winno być:
–
doświadczenie i analiza wielkości produkcji w minionych okresach,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
–
analiza rynku w zakresie tendencji mody oraz siły popytu na interesujące zakład
asortymenty,
–
udział w targach – rozmowy i negocjacje oraz ewentualne zamówienia handlu,
–
bezpośrednie kontakty i uzgodnienia ze stałymi odbiorcami.
Niezależnie od tego należy ustalić dzienne zdolności produkcyjne dla poszczególnych
asortymentów dostosowane do istniejącego potencjału produkcyjnego oraz ewentualne zamiary
zwiększenia produkcji w ramach planowanego rozwoju przedsiębiorstwa. Na bazie tych danych
kierownictwo przedsiębiorstwa winno ustalić wielkości produkcji w przekroju asortymentów,
produkowanych wzorów, dziennej zdolności produkcyjnej, ilości dni roboczych potrzebnych do
wyprodukowania zaplanowanych ilości obuwia oraz ilości par obuwia w poszczególnych
asortymentach i wzorach obuwia. Takie zestawienie, ilustrujące przykład planu produkcji na
I kwartał, zmieszczono w tabeli 1.
Tabela 1. Wzór planu produkcji obuwia na I kwartał [11, s.2]
Lp.
Asortyment
Wzór
Dzienna zdolność
produkcyjna par
Ilość dni
produkcji
Razem ilość
produkcji
par
1
2
3
4
5
6
1.
Czółenka
R-023
600
20
12000
2.
Półbuty
R-033
600
15
9000
3.
Trzewiki damskie
123
600
10
6000
4.
Galanteria
221
800
10
8000
5.
Galanteria
222
800
5
4000
Razem
39000
UWAGI:
–
jeśli nie można określić (w ogóle lub w niektórych przypadkach) numeru wzoru, wówczas w kolumnie 3 wpisać
wybrany numer wzoru reprezentanta, którego produkcja jest przewidziana, np.R-023 itp.,
–
plan produkcji jest skorelowany ze stanem zatrudnienia i wyposażenia technicznego z minionego okresu
(poprzedni rok, półrocze, kwartał).
Opracowany w ten sposób plan jest podstawą do podjęcia działań operatywnych mających
na celu: przygotowanie konstrukcyjno-technologiczne do wdrożenia i produkcji zaplanowanych
asortymentów obuwia, przygotowanie techniczno-organizacyjne, zaplanowanie zakupu
materiałów oraz wyposażenia i rozmieszczenia stanowisk roboczych i zaplanowanie
zatrudnienia.
Nie zawsze zaplanowany plan kwartalny jest w pełni realny i dlatego powinien być
nieustannie poddawany ocenie i kontroli. Dla bezpieczeństwa zapewnienia rytmiczności
produkcji zaleca się, aby plan kwartalny był tylko bazą wyjściową według której należy
rozpisywać plany okresowe, na przykład na okresy: 1 miesiąca, połowy miesiąca, dekady,
tygodnia.
Sporządzony i zaakceptowany przez kierownictwo przedsiębiorstwa plan okresowy należy
przekazać zainteresowanym pionom, w których będą zaplanowane kolejne działania mające na
celu wykonanie prac przygotowawczych do rozpisania, wdrożenia i realizacji zaplanowanej
produkcji obuwia.
W poszczególnych pionach będą realizowane następujące prace:
1.
Pion techniczno-produkcyjny analizuje czy stan posiadanych maszyn zabezpiecza
realizację tego planu. Ewentualne wnioski w zakresie maszyn i innych urządzeń
technicznych przedstawia na piśmie kierownictwu przedsiębiorstwa.
2.
Pion
przygotowania
produkcji
opracowuje
harmonogram
prac
związanych
z przygotowaniem konstrukcyjno-technologicznym. Odnośnie wzorów, o których wiadomo,
ż
e będą produkowane w pierwszym okresie:
–
przystępuje do opracowań konstrukcyjnych,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
–
zamawia potrzebne urządzenia produkcyjne (wykrojniki, matryce, formy, itp.),
–
opracowuje opisy technologiczno-materiałowe.
3.
Pion zaopatrzenia:
– w oparciu o opisy technologiczno-materiałowe opracowuje szacunkowy plan zużycia
oraz plan zakupu materiałów podstawowych. Plan zakupów powinien uwzględniać
przewidywane zapasy ubiegłego okresu,
– przeprowadza analizę, czy do produkcji planowanych asortymentów – wzorów – nie
będą potrzebne materiały pomocnicze dotychczas nie stosowane w zakładzie
(na przykład ozdoby, sprzączki, oczka, itp.).
4. Pion kadrowy wspólnie z pionem produkcji przeprowadza analizę i ustala orientacyjne
zatrudnienie w poszczególnych fazach produkcji z wyszczególnieniem ilości pracowników
wysoko wykwalifikowanych, których szkolenie jest długotrwałe. W wyniku analizy ustala
wnioski odnośnie przyjęcia pracowników, przekwalifikowania, szkolenia lub inne.
W zasadzie w wytwórniach małych i średnich polityka kadrowa winna sprowadzać się do
utrzymania stałego stanu zatrudnienia pracowników produkcyjnych, dostosowując do tego stanu
wielkość planowanej dziennej ilości produkcji. W tym przypadku należy dążyć do tego, aby
pracownicy posiadali umiejętność wykonywania kilku operacji, szczególnie operacji trudnych,
wymagających wysokich kwalifikacji. Problem polityki kadrowej występuje szczególnie
w okresach zmian asortymentowych – powodując poważne zwiększenie pracochłonności, na
przykład przejście z produkcji czółenek, półbutów na produkcję kozaków. W szczególnych
przypadkach, jeśli przedsiębiorstwo nie jest w stanie rozwiązać problemu zatrudnienia, nie
przewiduje obniżenia produkcji, wówczas wyjściem jest zamawianie szycia pewnych ilości
cholewek w przedsiębiorstwach zajmujących się szyciem cholewek. Jest to dlatego istotne, że
dostosowując dzienne plany do stałego stanu zatrudnienia oddziału szwalni przy poważnie
zwiększonej pracochłonności nie wykorzystuje się zdolności produkcyjnych fazy rozkroju
i montażu oraz całego zaplecza technicznego. Powoduje to zawyżanie jednostkowych kosztów
wytwarzania, ponieważ koszty pośrednie są w zasadzie stałe bez względu na wahania w ilości
produkcji.
System ustalania danych do planu wykonawczego
Plan wykonawczy ustalany jest na podstawie:
–
wytycznych planu produkcji, który w zakładach obuwia jest najczęściej ustalany na okresy
jednego kwartału, rzadziej półrocza, a sporadycznie jednego roku,
–
zamówień odbiorców,
–
przewidywań, że wyprodukowane obuwie będzie miało nabywców.
Plan wykonawczy jest opracowywany najczęściej na okresy trwające połowę miesiąca
i rozpoczynające się od 1–15 dnia miesiąca i od 16 do ostatniego dnia miesiąca. W planie
wykonawczym określa się szczegółowo:
–
ilość oddziałów montażowych, asortyment, wzór i kolorystykę obuwia,
–
wielkość planu dziennego (ilość par),
–
ilość i numery dziennych planów,
–
sortyment wielkościowy dla 100 par lub całej partii,
–
łączną wielkość planu produkcji.
W tabeli 2 zilustrowano wzór sporządzania planu wykonawczego na 1 okres w roku
obowiązujący od 2 do 15 stycznia (1 stycznia, z uwagi na święto wyjątkowo pominięto).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
K
o
lo
ry
5
0
%
c
za
rn
e
5
0
%
p
o
p
ie
l
cz
ar
n
e
w
iś
n
ia
P
ar
3
0
0
3
0
0
2
0
0
4
0
0
2
7
1
0
1
0
-
5
2
6
2
0
2
0
1
0
1
5
½
4
0
4
0
2
5
5
0
2
5
5
0
4
0
3
5
7
0
½
5
5
5
0
4
5
9
0
2
4
5
0
5
0
4
0
8
0
½
3
5
4
0
2
0
4
0
2
3
2
5
3
0
1
5
3
0
S
o
rt
y
m
en
t
2
2
1
5
2
0
1
0
2
0
R
az
em
p
ar
2
7
0
0
2
7
0
0
1
8
0
0
3
6
0
0
P
la
n
y
n
u
m
er
y
1
,2
,3
,4
,5
,
6
,7
,8
,9
,
1
,2
,3
,4
,5
,
6
,7
,8
,9
,
P
la
n
y
il
o
ść
9
9
D
zi
en
n
y
p
la
n
p
ar
3
0
0
3
0
0
2
0
0
4
0
0
w
zó
r
1
2
1
1
2
2
2
2
1
2
2
2
A
so
rt
y
m
en
t
p
ro
d
u
k
cj
i
N
az
w
a
C
zó
łe
n
k
a
d
am
sk
ie
C
zó
łe
n
k
a
d
am
sk
ie
P
ó
łb
u
ty
d
am
sk
ie
P
ó
łb
u
ty
d
am
sk
ie
T
a
b
el
a
2
.
F
ra
g
m
en
t
p
la
n
u
w
y
k
o
n
aw
cz
eg
o
n
a
o
k
re
s
p
ie
rw
sz
y
–
o
d
2
d
o
1
5
s
ty
cz
n
ia
[
1
1
,
s
.8
]
O
d
d
zi
ał
m
o
n
ta
ż
u
4
2
1
4
2
2
1
0
8
0
0
p
ar
R
az
em
z
u
ż
y
ci
e
R
az
em
it
d
.
L
im
it
z
u
ż
y
ci
a
7
3
6
4
,5
1
4
8
,5
w
zo
ró
w
4
O
d
d
z.
m
o
n
ta
ż
u
4
2
1
w
zó
r
1
2
1
P
la
n
ó
w
9
p
o
3
0
0
p
ar
2
7
0
0
N
r
p
la
n
ó
w
1
,2
,3
,4
,5
,6
,7
,8
,9
N
o
rm
a
n
a
1
0
0
p
ar
6
1
3
,5
5
,5
L
im
it
z
u
ż
y
ci
a
5
3
7
8
1
6
2
O
k
re
śl
a
d
an
e
p
ro
d
u
k
cj
i
O
d
d
z.
m
o
n
ta
ż
u
4
2
1
w
zó
r
1
2
1
P
la
n
ó
w
9
p
o
3
0
0
p
ar
2
7
0
0
N
r
p
la
n
ó
w
1
,2
,3
,4
,5
,6
,7
,8
,9
N
o
rm
a
n
a
1
0
0
p
ar
4
1
4
6
P
la
n
w
y
k
ro
ju
→
Je
d
n
o
st
k
a
↓
3
m
2
m
2
M
at
er
ia
ł
n
az
w
a
2
S
k
ó
ry
c
ie
lę
ce
S
k
ó
ry
ś
w
iń
sk
ie
T
a
b
el
a
3
.
F
ra
g
m
en
t
p
la
n
u
z
u
ży
ci
a
m
at
er
ia
łó
w
p
o
d
st
aw
o
w
y
ch
,
w
t
y
m
p
rz
y
p
ad
k
u
s
k
ó
ry
n
a
el
em
en
ty
w
ie
rz
ch
ó
w
[
1
1
,s
.
8
]
P
la
n
n
a
m
ie
si
ą
c:
s
ty
cz
e
ń
o
k
re
s
1
–
1
5
L
p
1
1
2
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Plan wykonawczy winien być ustalany na tydzień przed rozpoczęciem rozkroju, aby piony
odpowiedzialne za jego realizację były w stanie przygotować potrzebne materiały. Plan
wykonawczy podpisany przez kierownictwo przedsiębiorstwa otrzymują:
–
ekonomista lub osoba zajmująca się rozpisywaniem produkcji,
–
kierownictwo produkcji,
–
sekcja pion zaopatrzenia,
–
pion zbytu – sprzedaży.
Opracowywanie
planów
wykonawczych
jest
poprzedzone
naradą
kierownictwa
przedsiębiorstwa z udziałem kierownika produkcji, pionu przygotowania produkcji, pionów
zaopatrzenia i zbytu oraz sekcji ekonomicznej. Wspólnie ustala się szczegółowe dane do planu
wykonawczego. Dane te oraz inne wskazania i zalecenia wpisywane są przez pracownika sekcji
ekonomicznej do zeszytu z planami wykonawczymi. Kierownik przedsiębiorstwa zatwierdza
ustalenia swoim podpisem. Sekcja ekonomiczna sporządza:
–
plan rozkroju materiałów (wycinanie elementów) i zestawienie zużycia materiałów
podstawowych, które otrzymuje pion zaopatrzenia i oddział rozkroju,
–
wyciąg z planu wykonawczego, który otrzymuje pion przygotowania produkcji, kierownik
produkcji oraz pion zbytu.
Dokumentacja planu wykonawczego dla zainteresowanych komórek
Dokumentację planu wykonawczego stanowi między innymi dokument informujący
o limicie zużycia materiałów podstawowych, na przykład skóry (tabela 3). W zestawieniu planu
zużycia materiałów, a także półfabrykatów jak podpodeszwy, obcasy, podeszwy, itp.
wyszczególnia się tylko te materiały i półprodukty, które są zakupywane z zewnątrz. W planach
tych należy zawsze oznaczać kolorystykę wierzchów, na przykład w uwagach zamieszczonych
w tabeli lub po prostu pod tabelą. Służby zaopatrzenia powinny posiadać informacje
o kolorystyce materiałów nie tylko wierzchu, ale także podeszew, obcasów, lamówek,
sznurowadeł itp.
Załącznikiem do planu zaopatrzenia materiałowego na poszczególne wzory obuwia jest
sortyment wielkościowy każdego numeru planu i wzoru określany dla 100 par obuwia albo dla
całej partii, jeżeli jest ona mniejsza od 100 par. Przykład określenia sortymentu wielkościowego
w planie wykonawczym w ujęciu fragmentarycznym podano w tabeli 4.
Tabela 4. Schemat podziału partii obuwia liczący 100 pra (lub całej partii, jeżeli jest ona mniejsza od 100 par)
według sortymentu wielkościowego [11, s. 8]
Sortyment
Razem
Wzór
obuwia
Dla planu nr
22
23
1
/
2
24
1
/
2
25
1
/
2
26
27
par
plan
121
1, 2, 3, 4, 5, 6, 7, 8, 9
100
2700
122
1, 2, 3, 4, 5, 6, 7, 8, 9
100
2700
Podział planu obuwia według sortymentu wielkościowego ma olbrzymie znaczenie i wpływ na
ilość kopyt uczestniczących w procesie produkcji. Rozsądnie zaplanowana rotacja kopyt
w procesie produkcyjnym w oparciu o plan sortymentowy ma bezpośredni wpływ na ich ilość,
a tym samym na koszty wytwarzania.
Kolejnym dokumentem planistycznym jest wyciąg z planu wykonawczego, w którym
podaje się dodatkowo rodzaj podeszwy oraz ilość produkcji rozpisaną według planów
dziennych. Schemat tego podziału jest zilustrowany na rys. 3.
Planu zużycia materiałów pomocniczych nie sporządza się. Pion zaopatrzenia powinien
jednak interesować się stanem zapasów tych materiałów w magazynie oraz szacunkowymi
wielkościami ich zużycia. W związku z tym pion zaopatrzenia powinien posiadać tabele norm
zużycia materiałów pomocniczych opracowane dla wzorów reprezentantów poszczególnych
asortymentów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Wyciąg z planu wykonawczego miesiąc
styczeń
okres
2 - 15
Asortyment
Materiały
Ilość produkcji – nr planów
Lp.
Nr oddziału
montażowego
Nazwa
Wzór Wierzch
Spód
1
2
3
4
5
6
7
8
9
Razem
1
421
121
Sk.cielęca Tuniskór 300 300 300 300 300 300 300 300 300
2700
2
Czółenka
122
Sk.cielęca Tuniskór 300 300 300 300 300 300 300 300 300
2700
Rys. 3. Wyciąg z planu wykonawczego ilustrujący podział planu produkcji na plany dzienne, ze wskazaniem
materiału użytego na wierzchy i spody [11, s. 8]
Szczególnie ważne jest, czy któryś z planowanych do produkcji wzorów nie zakłada
stosowania materiałów pomocniczych dotychczas nie używanych w zakładzie, na przykład
rodzaje lamówek, otoków, ozdób, sprzączek, itp. Przypadki takie powinny być zaznaczone
w opisach technologiczno-materiałowych, a informacje o nich przekazane do pionu
zaopatrzenia.
System oznaczania dziennych planów produkcji
System informatyczny wymaga nadania kodów cyfrowych poszczególnym partiom obuwia.
W tym celu opracowuje się roczne „kalendarze pracy”, w których podaje się w każdym dniu
roboczym numer planu wykrawanych elementów i numer planu przekazywanego do magazynu
zbytu (tabela 5)
Tabela 5. Wzór kalendarza pracy [11, s. 9]
Numery planów dziennych
Styczeń
Luty
Marzec
Nr
tygodnia
Data
Dzień
tygodnia
Wykrój
elementów
Gotowe
obuwie
Wykrój
elementów
Gotowe
obuwie
Wykrój
elementów
Gotowe
obuwie
1
Pn
Nowy
Rok
2
Wt
1
1
3
Ś
r
2
4
Czw
3
itd.
5
Pi
4
1
6
Sb
-
-
7
Nie
-
-
2
8
Pn
5
2
System zakłada, że całość produkcji planowana na dany dzień otrzymuje numer planu
zgodnie z tym kalendarzem. Na przykład jeżeli przedsiębiorstwo posiada dwie linie montażowe,
z których jedna wytwarza czółenka, a druga półbuty, to bez względu na ilość produkowanych
w danym dniu wzorów te same numery planów obowiązują dla planów dziennych rozkrawanych
w danym dniu dla wszystkich wzorów produkowanych we wszystkich oddziałach montażu.
Plany operatywne, mimo że określają wykrój elementów dla wielkości dziennych planów,
dostosowane są do konkretnego oddziału montażu. Informując o jakiejś partii obuwia podaje się
na przykład:
–
oddział 421,
–
wzór 121,
–
plan 5,
–
par 500.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Stosując taki system bardzo łatwo jest prowadzić ewidencję i kontrolę planów produkcji,
zużycia materiałów, a poza tym można ustalić:
–
kiedy dla danej partii wykrawano elementy,
–
kiedy dana partia była poddawana szyciu lub procesom montażu,
–
kiedy dana partia była wykonana i przekazana do magazynu zbytu.
Korekty planów wykonawczych
Z różnych względów może zaistnieć okoliczność zmiany ustalonego planu wykonawczego,
na przykład odmowa odbiorcy, brak materiału podstawowego, itp. Plan wykonawczy wówczas
koryguje się, stornując (skreślając) dany plan. W miejsce to wpisuje się inny wzór obuwia albo
w ogóle obniża się na ten okres pierwotnie planowaną ilość. Stornowanie numeru planu może
mieć również miejsce, kiedy z różnych przyczyn wzrosły roboty w toku i nie ma warunków
wykonania planowanej ilości w ustalonym terminie. Mogą zaistnieć również okoliczności
zwiększenia produkcji, a w związku z tym dodatkowego rozpisania na przykład jednego
konkretnego wzoru. Wówczas tej partii – planowi nadaje się numer z literą na przykład 5a,
traktując ten plan jako tak zwany „mimoplan”. Po wpisaniu zmian do zeszytu sekcja
ekonomiczna nanosi te zmiany do planu wykrojów i zestawienia zużycia materiałów oraz do
wyciągu z planu wykonawczego.
Ewidencja planów wykonawczych oraz stanu ich realizacji
Sekcja ekonomiczna prowadzi ewidencję:
–
rozpisanej produkcji (plany operatywne),
–
wykonanej produkcji,
–
stanu robót w toku.
Wzór druku do ewidencji planów wykonawczych zilustrowano na rys. 4.
Asortyment
Rozpisane numery planów – ilość par
Nr tygodnia
1
2
Lp.
Nazwa
wzór
Nr planu
-
1
2
3
4
Razem 5
6
7
8
9
Razem
1
Czółenka 121
300 300 300 300 1200
300 300 300 300 300 1500
i.t.d.
Rys. 4. Wzór (schemat) druku do ewidencjonowania planów wykonawczych [11, s. 10]
Na podstawie ustalonych i rozpisanych planów wykonawczych wpisuje się do ewidencji
kolejne plany, oznaczając tygodnie, numery planów i ilość par w planie dziennym. Sekcja
ekonomiczna lub upoważniony pracownik na bieżąco kontroluje, które plany zostały wykonane
i przekazane do magazynu i na podstawie „Dowodów przekazania” zakreśla numery planów
wykonanych. Ewidencja ta pozwala na szybką orientację, które z rozpisanych planów zostały
wykonane od początku roku. Arkusz ewidencji prowadzony jest na okres półrocza. Na podstawie
ewidencji planów wykonawczych sekcja ekonomiczna prowadzi ewidencję obrazującą
wykonaną produkcję za dany miesiąc oraz stan robót w toku na koniec miesiąca. Nie zakreślone
numery planów to roboty w toku.
Dokumentacja planu wykonawczego
Zaprezentowane powyżej działania i dokumenty stanowią elementarną obudowę planu
wykonawczego. Reasumując powyższe, w tabeli 6 zestawiono zasygnalizowane w tekście
dokumenty, wskazując w ilu egzemplarzach powinny być wykonane, co jest w nich zawarte i kto
je otrzymuje.
Poza wymienionymi dokumentami sekcja ekonomiczna prowadzi na bieżąco ewidencję
planów wykonawczych – rozpisanych i ewidencję wykonanej produkcji.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Tabela 6. Wykaz dokumentów planu wykonawczego i ich charakterystyka [11, s. 11]
Lp.
Nazwa dokumentu
Ilość
egzemplarzy
Dane w dokumencie
Otrzymują
1
Plan wykonawczy
(wersja I)
3
−
nr oddz. .montażowego,
−
asortyment i nr wzoru,
−
dzienny plan-par,
−
ilość planów i numery,
−
razem par,
−
sortyment jednego planu,
−
kolor wierzchów.
Sekcja ekonomiczna
Kierownictwo produkcji
Pion zbytu
2
Plan wykonawczy
wpisany do
specjalnego zeszytu
(wersja II)
1
Jak wyżej
Sekcja ekonomiczna
3
Plan wykroju
elementów oraz
zestawienie zużycia
materiałów
podstawowych
3
−
nr oddz. montażowego,
−
asortyment i nr wzoru,
−
dzienny plan-par,
−
ilość planów i numery,
−
razem par,
−
nazwa materiału i jednostka
miary,
−
norma zużycia na 100 par,
−
limit zużycia – razem.
Pion zaopatrzenia
Oddziały rozkroju
Sekcja ekonomiczna
4
Wyciąg z planu
wykonawczego
4
−
nr oddz. montażowego,
−
asortyment i nr wzoru,
−
materiał wierzch-spód,
−
numery planów,
−
ilość par w każdym planie,
−
sortyment każdego planu,
Przygotowanie produkcji
Kierownictwo produkcji
Pion zbytu
Sekcja ekonomiczna
5
Dowód przekazania
gotowego obuwia do
magazynu zbytu
4
−
nr oddz. montażowego,
−
asortyment i nr wzoru,
−
numer planu i ilość par,
−
materiał wierzch-spód,
−
kolor i tęgość,
−
ceny
zbytu
poszczególnych
gatunków,
−
sortyment wielkościowy.
Mistrz
oddz.montażwego
wypełnia
4
egzemplarze,
które po przekazaniu obuwia
do magazynu otrzymują:
−
oryginał magazyn zbytu
−
1 kopia księgowość
−
2 kopia mistrz
−
3 kopia sekcja
ekonomiczna
Zmiany społeczno-ekonomiczne jakie nastąpiły w Polsce u schyłku XX wieku,
spowodowały zmiany w działalności gospodarczej przedsiębiorstw. Przede wszystkim, o czym
już wspomniano, gospodarkę sterowaną centralnie zmieniono na gospodarkę wolnorynkową. Te
zmiany uwolniły przedsiębiorstwa od wielu nakazów i dzisiaj po przekształceniach
własnościowych, większe uprawnienia mają właściciele firm i to oni decydują o ekonomicznych
i technicznych aspektach procesu wytwórczego. Dotyczy to także planowania, które w istotny
sposób uległo przebudowie. Pamiętajmy jednak, że nie wszystko co działo się w minionym
okresie było złe i że są wartości ponadczasowe, które bez względu na systemy polityczne
i gospodarcze są zawsze aktualne i należy z nich korzystać.
4.3.1.2. Kontrola i rozliczenie wykonanych zadań produkcyjnych w oddziałach i na
stanowiskach roboczych
Dysponując planem wykonawczym można przystąpić do uruchomienia produkcji.
Warunkiem sprawnego przebiegu procesu produkcyjnego jest przestrzeganie reguł wynikających
z zatwierdzonego i przyjętego do realizacji planu wykonawczego. Na każdym etapie realizacji

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
planu produkcji należy kontrolować, a w razie potrzeby regulować jego bieg. Kontrola ta
obejmuje również kontrolę realizacji zadań zawartych w planie wykonawczym.
Warto zatem prześledzić co dzieje się z pobranymi materiałami, wytwarzanymi
półfabrykatami i wykonanymi wyrobami w świetle ustaleń wynikających z planu
wykonawczego. Będziemy zatem śledzić zdarzenia mające miejsce w różnych etapach realizacji
cyklu produkcyjnego, które będą dotyczyć:
–
dokumentacji mistrza oddziału rozkroju,
–
planowania procesu rozkroju materiałów (wykroje elementów),
–
zasad zlecania zadań dla krojczych,
–
ewidencjonowania obrotów materiałowych,
–
procesu wycinania (wykrawania) elementów,
–
przekazywania wykrojonych elementów,
–
rozliczania krojczych,
–
globalnego-miesięcznego rozliczania zużycia materiałów podstawowych,
–
gospodarki i rozliczania zużycia materiałów pomocniczych,
–
rozliczania materiałów zużywanych przez pion przygotowania produkcji,
–
międzyfazowego przekazywania półfabrykatów,
–
przekazywania gotowego obuwia,
–
kontroli i analizy robót w toku.
W wykazie tym pominięto przygotowanie i dostarczanie materiałów do oddziałów i na
stanowiska robocze, o czym pisano w rozdziale 4.2.1.5.
Dokumentacja mistrza oddziału rozkroju
Rozkrój materiałów zwany powszechnie manipulacją to „serce” zakładu. Od tego oddziału
zależy zarówno jakość wyrobów gotowych jak również wyniki ekonomiczne zakładu. Dbałość
o gospodarkę materiałową w tym oddziale musi być na najwyższym poziomie. Wynika to
z faktu, że w produkcji obuwia podstawowym składnikiem kosztów wytwarzania są koszty
materiałowe. Z badań wynika, że na przykład udział kosztów materiałowych w całkowitym
koszcie wyrobu, w przypadku półbutów damskich wynosi około 58%, natomiast w przypadku
kozaków damskich aż 77%. Dlatego gospodarka materiałowa w tym oddziale ma znaczenie
priorytetowe. Faza rozkroju materiałów jest zatem wyjątkowo ważną częścią procesu
produkcyjnego. Przedstawione uwarunkowania wskazują, że ten odcinek musi być wyjątkowo
kontrolowany i rozliczany, a to wiąże się z prowadzeniem obszernej dokumentacji. Za
prowadzenie dokumentacji w oddziale odpowiada mistrz oddziału. Zarówno w małych jak
i w średniej wielkości zakładach mistrz tę dokumentację sporządza i kontroluje. Przewiduje się
jednak, że w przypadku kiedy liczba krojczych przekracza 15 osób to należy wspomóc mistrza
w tej pracy (na przykład pracownik sekcji ekonomicznej, przydzielony do pomocy w okresie
sporządzania miesięcznego rozliczenia oddziału). Dokumentacja prowadzona przez mistrza
rozkroju obejmuje:
–
plan rozkroju materiałów (wykroju, wycinania elementów),
–
zestawienie zużycia materiałów,
–
zlecenie zadań dla krojczych (mogą to być odpowiednio zmodyfikowane plany dzienne
krojczego),
–
ewidencja obrotów i stany zapasów materiałowych,
–
ewidencja elementów przekazywanych do następnej fazy,
–
rozliczenie zużycia materiałów na stanowisku krojczego,
–
globalne miesięczne rozliczenie zużycia materiałów.
Planowanie procesu rozkroju materiałów
Codziennie mistrz rozkroju w oparciu o otrzymany plan produkcji i zestawienia zużycia
materiałów podstawowych sporządza tak zwany plan wykroju na następny dzień. W planie
należy uwzględniać potrzeby fazy szycia i montażu oraz dysponowaną ilość krojczych. Plan ten

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
sporządzany jest w specjalnym zeszycie, w którym prowadzi się również ewidencję wydanych
krojczym zleceń. Przy określaniu zleceń mistrz powinien uwzględniać kwalifikacje krojczych
oraz sortyment wielkościowy obuwia, który będzie rozpisywany w zleceniach. Jest zasadą aby
przy planowaniu zleceń każdy krojczy miał podobne warunki przy rozkroju materiałów, dlatego
nie można w zleceniu rozpisywać krojczemu tylko małych, albo tylko dużych numeracji
wykrojów. W planie wykroju należy tak rozdysponować zlecenia, aby w następnym dniu
wszyscy krojczy mogli zakończyć wycinanie elementów według otrzymanych zleceń.
Zasady zlecania zadań dla krojczych
Podstawowym dokumentem rozkroju materiałów na elementy obuwia jest zlecenie jakie
otrzymuje krojczy od mistrza na początku miesiąca, okresu dekady lub tygodnia. Zlecenie
powinno być tak skonstruowane aby można było w nim zapisać codzienne zlecenia cząstkowe
otrzymywane od mistrza. Takim dokumentem może być – po nieznacznej rekonstrukcji – plan
dzienny krojczego (rys. 1 i 2), w którym znajdują się stosowne miejsca do zapisu wszystkich
szczegółów wynikających z planu produkcji i niezbędnych do ewidencji i rozliczenia
materiałów.
Wskazanym jest, aby wszystkie dane były na jednym arkuszu, przeznaczonym na cały
miesiąc – co znacznie usprawni system rozliczeń pobranych materiałów i wykonanej przez
krojczego pracy. Jeśli któryś krojczy wykrawa elementy spodowe i wierzchowe, konieczne jest
wystawienie dwóch oddzielnych „zleceń”. W szczególnych przypadkach mogą być wystawione
dwa zlecenia, dotyczące elementów wierzchowych, służące na cały miesiąc. Każde wystawione
„zlecenie” otrzymuje kolejny numer, który jest wpisany do „planu wykroju” oraz ewidencji
obrotów materiałowych”. Zlecenie jest dwustronne. Strona pierwsza służy do wpisywania
dziennych zadań, natomiast druga do ewidencji pobranych i zwróconych ilości materiałów oraz
do globalnego miesięcznego zużycia materiałów. Mistrz oddziału rozkroju wpisuje do
poszczególnych „zleceń” każdego krojczego zadania i limity na dzień następny na podstawie
„planu wykroju” oraz wydawane i ewentualnie zwracane ilości materiałów. Po zakończeniu
miesiąca mistrz sporządza globalne miesięczne rozliczenie każdego zlecenia.
Ewidencja obrotów materiałowych
Mistrz oddziału rozkroju, pobierając materiały, ewidencjonuje przychody w zeszycie; do
tego celu można wykorzystać wzór tabeli zamieszczony na rys. 5.
Przych.
z mag.
Wydawanie krojczym
Zwroty
krojczych
Zwroty do
mag.
Stan
Uwagi
Lp. Data Stan ub.
Miesiąca
nr Rw Ilość Nr zlecenia
pozycja
Nazwisko gatunek ilość
Nazwisko Ilość nr Zw Ilość bieżący
Rys. 5. Wzór danych do tabeli ewidencjonowania obrotów materiałowych [11, s. 49]
Zeszyt należy podzielić tak, aby umożliwiał oddzielny zapis dla każdego rodzaju materiału.
Ewidencję obrotów można prowadzić również systemem kartotekowym. Dla każdego rodzaju
materiału przeznaczona jest oddzielna kartoteka. Kartoteki posiadają kolejne numery według
prowadzonego indeksu. W tej samej kartotece prowadzi się ewidencję:
–
materiałów wydanych krojczym,
–
materiałów zwróconych przez krojczych,
–
materiałów zwróconych do magazynu,
–
bieżących stanów zapasów.
Mistrz oddziału rozkroju, wydając krojczym materiały, wpisuje ich ilość do „zleceń” oraz do
kartoteki.
Proces wykrawania elementów
Krojczy, zgodnie z danymi „zlecenia”, rozkrawają materiały: skóry miękkie, tworzywa
skóropodobne, tkaniny, dzianiny i inne materiały przeznaczone na elementy wierzchów i spodów
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
obuwia. Po skompletowaniu wykroje przekazują do numerowania i opracowania. Z różnych
przyczyn, a szczególnie na skutek niskiej jakości materiałów lub słabych kwalifikacji krojczych,
zachodzą przypadki braku materiału do wykrojenia kompletu rozpisanych w „zleceniu”
elementów. Obowiązkiem mistrza jest zbadanie przyczyn, wyciągnięcie wniosków i wydanie
brakującej ilości materiału. Mistrz wydając dodatkową ilość, wpisuje ją do „zlecenia” oraz do
ewidencji obrotów, zaznaczając w uwagach „dodatkowe pobranie”. Odbiór kompletów
numerowaczka lub kompletowaczka potwierdza w „zleceniu”. Po wykonaniu zadań miesiąca,
krojczy zwracają mistrzowi „zlecenia” i ewentualne ilości zaoszczędzonych materiałów, co
zostaje wpisane do „zlecenia” i ewidencji obrotów. Jeśli z różnych przyczyn, oddział rozkroju
nie będzie w stanie wykroić wszystkich rozpisanych na dany miesiąc elementów wierzchowych
i podszewkowych, pozostawia się materiał w stanie robót w toku. Ma to duże znaczenie dla
prawidłowego rozliczania zużycia w skali miesiąca.
Przekazywanie wykrojonych elementów
W zależności od wielkości zakładu i przyjętego systemu organizacji procesu produkcji,
wykrojone elementy są kompletowane i układane w pełnym asortymencie do pojemników,
w których przekazywane są do magazynu półfabrykatów lub bezpośrednio do kolejnej fazy
technologicznej, na przykład: elementy wierzchowe do szwalni, elementy spodowe do
oddziałów opracowania. Bez względu na to, gdzie elementy będą przekazywane zawsze należy
to uczynić za pokwitowaniem. W tym celu zaleca się prowadzenie ewidencji według wzoru
zamieszczonego na rysunku 7.
Rodzaj obuwia
Odbierający
Uwagi
Data
Nazwa
Wzór
Nazwa
elementów
Numer
planu
Ilość par
Nazwisko
Podpis
Rys. 6. Wzór danych do tabeli ewidencjonowania przekazywanych elementów do magazynów półfabrykatów lub do
kolejnych faz [11, s. 50]
W niektórych zakładach wykrojone elementy przed ich przekazaniem poddawane są
procesom obróbczym, jak: dwojenie, ścienianie, perforowanie, numerowanie, stemplowanie
i inne.
Rozliczanie krojczych
Po zakończeniu miesiąca lub okresu rozliczeniowego, mistrz oddziału rozkroju rozlicza
każdego krojczego według wzoru zamieszczonego w zleceniu. Bez względu na kształt i formę
zlecenia istotne znaczenie ma to aby zostało zaewidencjonowane faktyczne zużycie materiału
i czy mieści się ono w ramach ustalonego limitu. Zilustrujemy ten zapis na przykładzie
zamieszczonym w tabeli 7.
Tabela 7. Przykład ilustrujący rozliczenie krojczego [11, s. 50]
Lp.
Wzór Nazwa elementu
Materiał
J.m.
Wykrojono
par
Limit
zużycia
Faktyczne
zużycie
%
1
23
Wierzchy skórzane
sk.cielęce
m
2
300
40,50
41,92
103,5%
2
24
Wierzchy skórzane
sk.cielęce
m
2
400
36,00
37,26
103,5%
3
25
Wierzchy skórzane
sk.cielęce
m
2
500
337,50
38,82
103,5%
Razem limit zużycia m
2
114,00
Uwaga: Faktyczne zużycie skóry po zbilansowaniu w zleceniu wyniosło 118 m
2
, co w stosunku do limitu stanowi
103,5%. Zapisane w tabeli faktyczne zużycie w pozycji 1, 2, 3, zostało obliczone z iloczynu procentowego
wskaźnika zużycie (1,035) i limitu zużycia dla poszczególnych wzorów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
W celu przeprowadzenia analizy oraz dokonania oceny wyników ekonomicznych
poszczególnych krojczych, wskazanym jest, aby mistrz oddziału rozkroju sporządził miesięczne
zbiorcze wyniki rozkroju materiałów, na podstawie rozliczonych zleceń. Do tego celu można
wykorzystać wzór danych do tabeli zbiorczej zilustrowany na rys.8.
Wierzchy - skóry naturalne
Podszewki - skóry naturalne
Wierzchy - tw. skóropodobne
zużycie
Zużycie
Zużycie
Lp. Nazwisko
i imię
krojczego
Wykonano
par
limit faktyczne różnice
Wykonano
par
limit faktyczne różnice
Wykonano
par
limit faktyczne różnice
Rys. 7. Dane do tabeli zbiorczej służącej do rozliczenia krojczych oddziału rozkroju [11, s. 50]
Globalne – miesięczne rozliczenie zużycia materiałów podstawowych
Po zakończeniu miesiąca mistrz oddziału rozkroju sporządza rozliczenie zużycia wszystkich
rozkrojonych materiałów, na podstawie rozliczonych zleceń oraz prowadzonych ewidencji
obrotów materiałowych. Rozliczenie składa się z dwóch części – obroty materiałowe i faktyczne
zużycie ilościowo-wartościowe.
Obroty materiałowe zaleca się ewidencjonować na drukach zawierających dane zamieszczone
na rys. 8.
Materiał
Stan ub.
miesiąca
Przychody
z magazynu
Zwroty do
magazynu
Faktyczne
zużycie
Stan na koniec
miesiąca
Lp
nr
indeksu
nazwa symbol gatunek j.m. cena ilość wartość ilość wartość ilość wartość ilość wartość ilość wartość
Rys. 8. Wzór danych do zaewidencjonowania obrotów materiałowych do rozliczenia globalnego materiałów
podstawowych [11, s.51]
Obliczanie wartości przychodów i zwrotów nie jest problemem, jeśli stosowany jest system
cen stałych ewidencyjnych. Jeśli w rozliczeniach przedsiębiorstwa stosowany jest system cen
fakturowych, rozliczenie jest skomplikowane. Wartości obliczyć powinien dział księgowości.
Rozliczenie faktycznego zużycia materiałów podstawowych sporządza się na specjalnych
drukach, których kształty i wielkość zależy od przyjętego przez firmę systemu rozliczeń oraz
ilości produkowanych wzorów obuwia. Do tego celu można wykorzystać dane z druku
zamieszczonego na rysunkach 9 i 10.
Materiał
Rodzaj obuwia – nazwa
wzór
faktyczne
Lp.
nr indeksu
nazwa
symbol
J.m.
Cena
wykrojono
par
Zużycie wg
limitu
ilość
wartość
Rys. 9. Fragment druku zawierającego dane do rozliczeń faktycznego zużycia materiałów podstawowych [11, s. 51]
Razem zużycie
faktyczne
ilość wg
limitu
ilość
wartość
Rys. 10. Zakończenie do druku
zamieszczonego na rys. 9 [11, s. 51]
Arkusz druku opracowany w oparciu o dane zamieszczone
na rysunkach 9 i 10 jest tak duży, jak tego wymaga ilość
wzorów, dla których w danym miesiącu wykrawane były
elementy. Na końcu arkusza zamieszcza się rubryki,
w których zapisuje się wielkość zużycia ogółem
oznaczoną na rys. 10 jako „Razem zużycie”.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Faktyczna ilość i wartość zużycia każdego rodzaju materiału musi być zgodna z danymi
pierwszej części rozliczenia – obroty materiałowe. Na podstawie rozliczenia zużycia materiałów
podstawowych dział księgowości rozlicza i księguje koszty materiałowe na:
–
ilość wyrobów będących w robotach w toku,
–
wykonaną ilość gotowych wyrobów przekazanych do magazynu zbytu.
Gospodarka i rozliczanie zużycia materiałów pomocniczych
Jak już wspomniano nie ustala się norm zużycia materiałów pomocniczych dla kalkulacji
kosztów. Stosuje się ryczałty wartościowe, obliczone na podstawie danych statystycznych
faktycznego zużycia albo opracowanych norm zużycia dla wzoru „reprezentanta” danego
asortymentu. Również, sporządzając plan wykonawczy oraz dokumentację związaną ze
zużyciem materiałów nie ustala się limitów na materiały pomocnicze. Dozór produkcji,
prowadzący proces w poszczególnych fazach, pobiera z magazynu materiały pomocnicze
według ustalonych przez siebie potrzeb. Wskazanym jednak jest dla celów analitycznych jak
i kontroli pracowników, aby dozór produkcji wiedział jak powinno kształtować się faktyczne
zużycie, które, jeśli nie da się określić ilościowo dla każdego rodzaju materiału, to można ustalić
wartość zużycia poszczególnych rodzajów materiałów, dla wzoru „reprezentanta” każdego
produkowanego asortymentu obuwia oraz wartość zużycia na 100 par. Normy te powinien
posiadać dozór produkcji, szczególnie fazy szycia cholewek i montażu.
Dozór produkcji powinien prowadzić ewidencję pobranych w ciągu miesiąca ilości
poszczególnych rodzajów materiałów pomocniczych. Po zakończeniu miesiąca każdy mistrz czy
brygadzista oddziału powinien sporządzić sprawozdania z wykonanej produkcji oraz ilości
i wartości zużytych materiałów pomocniczych i opakowań. Schemat danych do druku do
sprawozdania jest zamieszczony na rys. 11.
Zużycie materiałów pomocniczych
Wykonana produkcja
Materiał
Faktyczne zużycie
Lp.
nazwa
symbol
J.m.
cena
ilość
Wartość
Wzór
Nazwa
wyrobu
Ilość par
Rys. 11. Schemat danych do druku sprawozdania z ilości zużycia materiałów pomocniczych [11, s. 52]
Obliczając faktyczne zużycie na podstawie ewidencji pobranych ilości materiałów należy
uwzględnić pozostały zapas z ubiegłego miesiąca oraz ilości pozostałe na koniec miesiąca.
Na podstawie powyższych sprawozdań można:
–
analizować poziom gospodarki materiałami, porównując zużycie z danymi opracowanymi
przez sekcję ekonomiczną oraz ze zużyciem w ubiegłych miesiącach,
–
korygować ryczałty potrzebne do kalkulacji kosztów wytwarzania,
–
oceniać prace poszczególnych grup pracowników.
Rozliczanie materiałów zużywanych przez pion przygotowania produkcji
Materiały podstawowe i pomocnicze – poza produkcją zużywane są także przy
wykonywaniu:
–
kolekcji wzorów na targi, wystawy i pokazy oraz w celach reklamowych,
–
pojedynczych wzorów dla sprawdzenia opracowanej konstrukcji i technologii,
–
wzorów do próbnego użytkowania.
Poza tym materiały przekazywane są do badań laboratoryjnych, oraz sporządzane są katalogi
i wzorniki dla celów zaopatrzeniowych. W związku z tym komórka przygotowania produkcji
sporządza miesięczne sprawozdania, obrazujące:
–
ilość, rodzaj i cel wykonanych wzorów,
–
ilość zużytych materiałów podstawowych poszczególnych rodzajów.
Wartość pobieranych materiałów księgowana jest bezpośrednio w koszty pośrednie
wydziałowe. W zakładach, w których wykonuje się większe ilości wzorów, komórka

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
przygotowania produkcji powinna prowadzić rozliczenie miesięczne obrotów pobieranych
i zużywanych materiałów, wykonywanych i likwidowanych wzorów oraz stany na koniec
miesiąca, tak w materiałach jak i wzorach.
Międzyfazowe przekazywanie półfabrykatów
Przekazywanie półfabrykatów powinno być ewidencjonowane i potwierdzane. Jest
konieczne dla uniknięcia niejasności, nieporozumień oraz dla wyjaśnienia różnic inwentaryzacji
stanu robót w toku. W zależności od struktury organizacyjnej przedsiębiorstwa, przekazywanie
półfabrykatów odbywa się bezpośrednio z fazy do fazy albo poprzez magazyn półfabrykatów.
Każda faza – oddział oraz magazyn półfabrykatów prowadzi ewidencję przekazywanych
półfabrykatów, wyszczególniając w niej:
–
datę przyjęcia,
–
numer wzoru i planu oraz ilość par,
–
nazwę elementu,
–
datę przekazania,
–
nazwisko i podpis odbierającego.
Niezależnie od tego, w większych zakładach, produkujących dziennie równocześnie kilka
wzorów, w oddziale rozkroju umieszczane są „tablice informacyjne”, objaśniające aktualny stan
rozłożenia robót w toku, czyli informujące o tym:
–
które wzory, plany, elementy są w procesie produkcji,
–
które wzory, plany, elementy są gotowe,
–
które wzory, plany, elementy zostały przekazane do następnej fazy lub magazynu
półfabrykatów.
Taką samą tablicę informacyjną prowadzi również magazyn półfabrykatów. Wzór tablicy
z zamieszczonymi danymi zilustrowano na rysunku 12.
Wzór tablicy
Data
Rodzaj obuwia
Numery planów
Lp
Nazwa
Wzór
Nazwa elementu
Plan
par
1
2
3
4
5
6
1
Kozaczki damskie
23
wierzchy
podszewki
300
podpodeszwy
zakładki
podeszwy
Rys. 12. Wzór tablicy informującej o aktualnym rozmieszczeniu robót w toku [11, s. 53]
Datę i numer planu wpisuje się na tablicy kredą. W okienkach na haczykach zawiesza się
kolorowe tabliczki, na przykład kolor czerwony – w procesie produkcji, żółty – elementy
gotowe, niebieski – elementy przekazane.
Magazyn półfabrykatów
W większych zakładach wskazane jest organizowanie i prowadzenie magazynu
półfabrykatów. Do jego zadań należy:
–
przyjmowanie z magazynu zakupionych gotowych półfabrykatów i kompletowanie ich
w plany dzienne,
–
przyjmowanie półfabrykatów z poszczególnych faz i przekazywanie do następnych,
–
przygotowywanie kompletów wykrojów wierzchowych przeznaczonych do szycia w innym
przedsiębiorstwie.
Niezależnie od tego magazyn zajmuje się wymianą uszkodzonych elementów, przekazanych
przez oddziały opracowania elementów spodowych, szwalni i montażu oraz prowadzi związaną
z tym dokumentację. Poza tym magazyn powinien prowadzić wyrywkowe kontrole ilości
i jakości przyjętych elementów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Przekazywanie gotowego obuwia
Sekcja ekonomiczna, sporządzając dokumenty planu operatywnego, przygotowuje (patrz
tabela 6) w czterech egzemplarzach dowody przekazania gotowego obuwia do magazynu zbytu.
Sekcja ekonomiczna wypełnia rubryki określające charakterystykę wyrobu oraz wszystkie dane
dotyczące zaplanowanej produkcji.
Wszystkie egzemplarze „dowodu przekazania” na wszystkie plany otrzymuje mistrz
oddziału montażu jednorazowo. Oddziały montażowe przekazują sklasyfikowane i prawidłowo
oznaczone obuwie gotowe, zapakowane w kartonach z kompletnymi planami lub częściowymi
partiami po 100 par. Odbiór częściowych partii i całych planów magazyn potwierdza w zeszycie.
Po przekazaniu całego planu mistrz wypełnia pozostałe rubryki „dowodu przekazania”,
określające ilości par w poszczególnych gatunkach oraz w sortymentach wielkościowych.
Magazynier, kontrolując ilość, potwierdza odbiór podpisem. Mistrz otrzymuje drugą kopię,
a pozostałe egzemplarze otrzymuje magazyn zbytu. W ostatnim dniu miesiąca magazyn
przyjmuje kompletne rozpisane plany. Jeśli na przykład plan dzienny wynosi 500 par, magazyn
nie może przyjąć tylko 300 par, a pozostałych przenieść na następny miesiąc. Jeżeli jednak
z różnych względów zachodzi konieczność przekazania części planu do magazynu zbytu
(na przykład czeka odbiorca), wówczas sekcja ekonomiczna wycofuje „dowód przekazania” tego
planu, a w jego miejsce wystawia dwa dowody, na ilość przekazaną w danym miesiącu i na ilość
pozostałą, która będzie przekazana w przyszłym miesiącu. Zaleca się, aby podział planu
(rozbicie) nastąpiło pełnymi setkami w zaplanowanym sortymencie wielkościowym.
Kontrola i analiza robót w toku
Sprawność przebiegu procesu produkcji wymaga bieżącego analizowania stanu rozłożenia
robót w toku. Analiza stwarza warunki do zapobiegania przestojom na skutek braku
półfabrykatów lub materiałów podstawowych oraz do podejmowania decyzji odnośnie skracania
cyklu produkcji lub stornowania (skreślania)planów. W tym celu wskazane jest, aby każdy
oddział montażowy sporządzał codziennie po zakończeniu pracy „analizę wykonania zadań
i stanu robót w toku”. Analizę tę można wykonać na specjalnym druku, do sporządzenia którego
podano schemat w postaci trzech tabel (rys. 13)
Gruba linia oznacza prawidłową granicę rozłożonych robót w toku. Ilość par poza tą linią –
oznacza nieprawidłowość. Jeśli stan robót w toku jest zbyt duży (6–7 planów) należy niektóre
następne plany stornować (skreślić).
Wzór sprawozdania analitycznego
Sprawdzono za dzień
5 stycznia
Mistrz
Kowalski
Oddział 421
Lp
.
Faza produkcji
Powinno być
Stan rozłożonych robót w toku
numery planów - par
Stornowano (skreślono)
plan nr
Nr
planu
par
5
4
3
2
1
Razem
1
Wykrawanie elementów
5
600
600
600
2
Przed szyciem
4
200
300
300
3
W szyciu
4/3
400/200
300
350
650
4
Gotowe cholewki
3
300
250
250
5
W montażu
3/2
100/500
600
600
6 Gotowe na oddz. montażu
2
100
100
100
Razem
4
2400
600 600
600
600
100
2500
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Plan i wykonanie
Produkcja obuwia
Zatrudnienie
Przekazano do magazynu zbytu
dzisiaj
od początku m-ca
Lp.
Faza
Plan
par
wykonanie
Stan
ewidencyjny
obecni
Nr planu par
W tym poza
wybór
par
W tym poza
wybór
1
Wykrój
elementów
600
600
8
8
-
-
-
-
-
2
Szycie
cholewek
600
550
35
33
-
-
-
-
-
3
Montaż
600
600
23
23
1
600
8
2300
38
Stan przygotowania półfabrykatów – w magazynie
Półfabrykaty
Wierzchu
Podszewki Podpodeszwy
Zakładki
Podeszwy
Obcasy
Plan numer
5
5
3
3
3
3
Ma być
par
600
600
600
600
600
600
Plan numer
-
-
3
3
-
-
Jest
par
-
-
600
600
-
-
Rys. 13. Schemat ilustrujący dane do sporządzania dokumentów służących do kontroli analizy
robót w toku [11, s. 55]
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Czy planowanie wykonawcze ma charakter obligatoryjny?
2.
Czym zajmuje się planowanie produkcji na szczeblu zakładu?
3.
Co stanowi podstawę do opracowania planu produkcji w zakładach obuwniczych?
4.
Jakie elementy muszą być zawarte w planie produkcji?
5.
Na jakie okresy czasu ustala się plan produkcji?
6.
Kto lub jakie piony otrzymują plan produkcji i w jakim celu?
7.
W oparciu o jakie dane ustala się plan wykonawczy?
8.
Jakie treści zawarte są w planie wykonawczym?
9.
Jakie elementy powinny być zawarte w planie zużycia materiałów?
10.
Jakie załączniki należy sporządzić do planu zużycia materiałów?
11.
Na czym polega system oznaczania dziennych planów produkcji?
12.
Czy i w jakim celu wykonuje się korekty planów wykonawczych?
13.
Co zawiera ewidencja planów wykonawczych i w jakim celu jest sporządzana?
14.
Jakie podstawowe dokumenty zawiera plan wykonawczy, czym się charakteryzuje, w ilu
egzemplarzach są wykonywane i kto je otrzymuje?
15.
W jakim celu prowadzona jest kontrola i rozliczanie zadań wynikających z planu
wykonawczego?
16.
Co zawiera dokumentacja mistrza oddziału rozkroju materiałów?
17.
Na czym polega planowanie procesu rozkroju prowadzone przez mistrza?
18.
Według jakich zasad zleca się zadania produkcyjne dla krojczych?
19.
W jakim celu i na jakich zasadach dokonywane jest ewidencjonowanie obrotów
materiałowych przez mistrza?
20.
W jaki sposób realizowany jest proces wykrawania elementów i według jakich zasad
następuje przekazywanie wykrojonych elementów?
21.
Kto i w jaki sposób rozlicza krojczych z pobranych materiałów i wykonanej pracy?
22.
Co rozumiesz przez „globalne–miesięczne rozliczanie zużycia materiałów podstawowych”,
kto je sporządza i do czego służy?
23.
Według jakich zasad rozlicza się zużycie materiałów pomocniczych w produkcji obuwia?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
24.
Kto i w jakim zakresie dokonuje rozliczenia materiałów zużywanych przez pion
przygotowania produkcji?
25.
Na czym polega przekazywanie półfabrykatów?
26.
W jakim celu i na jakich zasadach dokonuje się kontroli i analizy robót w toku?
4.3.3. Ćwiczenia
Ćwiczenie 1
W oparciu o założenia wstępne otrzymane od nauczyciela lub autentyczne dane z zakładu
obuwia, opracuj plan produkcji obuwia na I kwartał następnego roku kalendarzowego wzorując
się na metodyce wskazanej w poradniku lub stosowanej w zakładzie
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować założenia wstępne do planu,
2)
przeanalizować strukturę organizacyjną i wyposażenie oraz zatrudnienie w zakładzie pracy,
3)
przystosować otrzymane druki lub wykonać własne do zaewidencjonowania planowanych
zdarzeń jakie mają nastąpić w procesie produkcji,
4)
zaplanować produkcję w układzie produkowanych asortymentów i wzorów obuwia,
dziennej zdolności produkcyjnej, ilości dni roboczych i ogólnej ilości produkowanego
obuwia w poszczególnych wzorach,
5)
wykonać wersję roboczą planu produkcji obowiązującą w I kwartale następnego roku,
6)
zaprezentować wyniki swojej pracy.
Wyposażenie stanowiska pracy:
–
arkusz informacyjny o danych wyjściowych do sporządzenia planu wielkości produkcji
ogółem w rozbiciu na asortymenty, wzory i ilości, zdolności produkcyjne zakładu, itp.,
–
autentyczne lub wykonane przez ucznia druki do sporządzania planu produkcji,
–
kalendarz do ustalenia dni roboczych w I kwartale następnego roku,
–
dokumentacja charakteryzująca zakład, dla którego będzie ustalany plan produkcji,
–
przybory piśmiennicze,
–
papier formatu A4,
–
kalkulator,
–
literatura z rozdziału 6.
Ćwiczenie 2
W oparciu o dane rzeczywiste uzyskane w zakładzie obuwia lub fikcyjne dane uzyskane
od nauczyciela wynikające z symulacji zdarzeń w procesie produkcyjnym, dokonaj globalnego
miesięcznego rozliczenia zużycia materiałów podstawowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować dane uzyskane w zakładzie pracy lub otrzymane od nauczyciela do obliczeń
symulacyjnych,
2)
dokonać podsumowania danych cząstkowych,
3)
obliczyć wielkość globalną obrotów materiałowych dokonanych w rozliczanym okresie
czasu (na przykład miesiąca),
4)
obliczyć faktyczne globalne zużycie materiałów przez krojczych w analizowanym okresie
czasu,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
5)
obliczyć w procentach wielkość faktycznego zużycia materiałów w stosunku do
obowiązującego limitu zużycia,
6)
skomentować wyniki obliczeń,
7)
zaprezentować efekty swojej pracy.
Wyposażenie stanowiska pracy:
−
arkusz danych wyjściowych do obliczeń uzyskanych w zakładzie obuwia lub otrzymanych
od nauczyciela,
−
limity zużycia materiałów podstawowych dla produkowanych asortymentów i wzorów
obuwia,
−
autentyczne (otrzymane z zakładu) lub wykonane przez ucznia druki do rozliczenia obrotów
towarowych i faktycznego zużycia materiałów w skali globalnej na przykład 1 miesiąca,
−
materiały piśmiennicze,
−
papier formatu A4,
−
kalkulator,
−
literatura z rozdziału 6.
Ćwiczenie 3
Limit skóry cielęcej potrzebnej do zrealizowania zlecenia wykroju elementów otrzymanego
od mistrza wynosił 19,45 m
2
. Robotnik zużył faktycznie 20,07 m
2
. Oblicz o ile procent
przekroczył planowane zużycie robotnik i podaj wszystkie znane Ci przyczyny, które mogły
spowodować taką sytuację.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
dokonać analizy danych zawartych w treści ćwiczenia,
2)
obliczyć procent przekroczenia limitu zużycia,
3)
wymienić przyczyny, które mogą mieć wpływ na większe zużycie materiału od
planowanego w rozbiciu na przyczyny obiektywne i subiektywne,
4)
zademonstrować wyniki pracy,
Wyposażenie stanowiska pracy:
–
plansze ilustrujące przyczyny i skutki nadmiernego zużycia materiałów w procesie ich
rozkroju,
–
próbki skór i innych materiałów z występującymi wadami,
–
przybory piśmiennicze,
–
kalkulator,
–
papier formatu A4,
–
literatura z rozdziału 6.
Ćwiczenie 4
W zakładzie obuwia krojczy uzyskujący w procesie rozkroju oszczędności materiałów
w stosunku do obowiązujących limitów otrzymują premię, która w odniesieniu do skór wynosi
20% od wartości zaoszczędzonego materiału. Limit na realizację zlecenia wynosił 18,57m
2
skóry
bydlęcej, której średnia wartość z przeliczenia gatunków wynosiła 113,50 zł za m
2
netto (bez
podatku VAT). Pracownik na wykonanie zlecenia zużył tylko 17,63m
2
skóry. Oblicz ile będzie
wynosić kwota premii jaką uzyska krojczy od wykonanego zlecenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1)
dokonać analizy danych zawartych w ćwiczeniu,
2)
obliczyć ilość i wartość zaoszczędzonego materiału (skóry),
3)
obliczyć wartość premii od ilości i wartości zaoszczędzonej skóry,
4)
zaprezentować wyniki obliczeń,
5)
dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
–
kalkulator,
–
przybory do pisania,
–
papier formatu A4,
–
literatura z rozdziału 6.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
udowodnić, że sporządzanie planów wykonawczych powinno mieć
charakter obligatoryjny?
2)
wskazać zadania planowania na szczeblu zakładu i co stanowi podstawę
jego sporządzania?
3)
wskazać jakie elementy zawiera plan produkcji i na jakie okresy czasu
jest opracowywany?
4)
określić piony, które otrzymują plan produkcji i w jakim celu?
5)
zdefiniować i scharakteryzować strukturę planu wykonawczego?
6)
wskazać kryteria, według których sporządza się plan zużycia materiałów?
7)
scharakteryzować system oznaczania dziennych planów produkcji?
8)
wskazać przyczyny, które wymuszają dokonywanie korekty planów
wykonawczych?
9)
uzasadnić celowość i podać zasady ewidencjonowania planów
wykonawczych?
10)
wymienić nazwy dokumentów stanowiących plan wykonawczy,
scharakteryzować je, podać w ilu egzemplarzach są redagowane i dla
kogo?
11)
uzasadnić, że kontrole rozliczania zadań wynikających z planu
wykonawczego są konieczne?
12)
wyjaśnić zasady planowania i zlecania zadań produkcyjnych dla
krojczych?
13)
opisać zasady ewidencjonowania obrotów materiałowych przez mistrza?
14)
scharakteryzować
proces
wycinania
i
zasady
kompletowania
i przekazywania wykrojonych elementów do magazynu półfabrykatów
lub bezpośrednio do kolejnych faz procesu produkcyjnego?
15)
wskazać kto i według jakich zasad rozlicza krojczych i dokonuje
globalnego miesięcznego rozliczenia zużycia materiałów?
16)
opisać zasady rozliczania materiałów pomocniczych i materiałów
zużytkowanych w pionie przygotowania produkcji?
17)
wskazać cel i zasady kontrolowania oraz analizowania wielkości
i rozmieszczenia robót w toku?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Test zawiera 20 zadań o różnym stopniu trudności. Są to zadania wielokrotnego wyboru.
5.
Za każdą poprawną odpowiedź możesz uzyskać 1 punkt.
6.
Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi. Dla każdego zadania podane są
cztery możliwe odpowiedzi: a, b, c, d. Tylko jedna odpowiedź jest poprawna; wybierz ją
i zaznacz kratkę z odpowiadającą jej literą znakiem X.
7.
Staraj się wyraźnie zaznaczać odpowiedzi. Jeżeli się pomylisz i błędnie zaznaczysz
odpowiedź, otocz ją kółkiem i zaznacz ponownie odpowiedź, którą uważasz za poprawną.
8.
Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
9.
Kiedy udzielenie odpowiedzi będzie sprawiało Ci trudność, wtedy odłóż rozwiązanie
zadania na później i wróć do niego, gdy zostanie Ci czas wolny.
10.
Po rozwiązaniu testu sprawdź czy zaznaczyłeś wszystkie odpowiedzi w KARCIE
ODPOWIEDZI.
11.
Na rozwiązanie testu masz 45 minut.
ZESTAW ZADAŃ TESTOWYCH
1.
Do najważniejszych wskaźników planu produkcji zaliczamy produkcję
a)
towarową.
b)
globalną.
c)
towarową i globalną.
d)
podstawową.
2.
Wartość wykonanej produkcji i wartość wynikająca z różnicy remanentów (na początku i na
końcu okresu rozliczeniowego) oraz wartość produkcji nie zakończonej są określone
wspólnym mianem jako
a)
produkcja towarowa.
b)
produkcja wyrobów i półfabrykatów.
c)
produkcja globalna.
d)
koszty wyrobów i półproduktów.
3.
Wielkość produkcji globalnej może być w stosunku do wielkości produkcji towarowej
a)
tylko większa.
b)
tylko mniejsza.
c)
wyrównana.
d)
zarówno większa, ale także mniejsza, a nawet jej równa.
4.
Decydujący wpływ na określenie planowanej wielkości produkcji mają takie czynniki jak
a)
analiza potrzeb rynku i cena wyrobu.
b)
analiza potrzeb rynku i zdolność produkcyjna.
c)
koszty produkcji i zasoby siły roboczej.
d)
tendencje mody i stan techniczny parku maszynowego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
5.
Zdolność produkcyjna jest często wyrażona za pomocą wzoru Z
p
=T
d
•
V. Wielkość
wyrażona symbolem oznacza
a)
czas trwania operacji technologicznej.
b)
rodzaj transportera międzyoperacyjnego.
c)
długość cyklu produkcyjnego.
d)
efektywny fundusz czasu pracy.
6.
F.J.Langier opublikował swój wzór w roku
a)
1951.
b)
1973.
c)
1931.
d)
1948.
7.
Dokument, w którym określa się ilość materiału podstawowego do wykrojenia partii
elementów obuwia to
a)
karta limitowa.
b)
kwit Rw.
c)
kwit Pz.
d)
zlecenie wewnętrzne rozkroju materiału.
8.
Dokumentem stanowiącym podstawę opracowania okresowego planu wykonawczego
(operatywnego) jest
a)
rozpis produkcji.
b)
plan produkcji.
c)
karta limitowa.
d)
asygnata rozpisowa.
9.
Dowód przekazania gotowego obuwia do magazynu zbytu wypełnia się
a)
w dwóch.
b)
w czterech.
c)
w trzech.
d)
w jednym.
10.
Jedyną komórką do której adresowane są wszystkie dokumenty planu wykonawczego jest
a)
księgowość.
b)
dział zaopatrzenia.
c)
przygotowanie produkcji.
d)
sekcja ekonomiczna.
11.
Aby przystąpić do uruchomienia produkcji należy spełnić zasadniczy warunek jakim jest
a)
przygotowanie planu wykonawczego.
b)
przygotowanie planu produkcji i planu sprzedaży.
c)
opracowanie planu zaopatrzenia.
d)
podjęcie działań marketingowych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
12.
Procentowy udział kosztów materiałowych w stosunku do całkowitego kosztu wytwarzania
kozaczków damskich kształtuje się na poziomie
a)
57%.
b)
58%.
c)
77%.
d)
67%.
13.
Zlecenia rozkroju materiałów podstawowych są wypełniane i rozliczane przez
a)
mistrza oddziału rozkroju.
b)
księgowość.
c)
dział zaopatrzenia.
d)
sekcję ekonomiczną.
14.
Ilość robót w toku rozmieszczonych w różnych fazach procesu produkcyjnego w przemyśle
obuwniczym powinna oscylować w przedziale
a)
4–5 planów dziennych.
b)
5–7 planów dziennych.
c)
3–6 planów dziennych.
d)
6–7 planów dziennych.
15.
Plan produkcji towarowej w roku realizowanym wynosi 950 tys. zł. Wartość remanentu na
początek okresu wynosiła 50 tys. zł, a na koniec 20 tys. zł. Wielkość produkcji globalnej w
stosunku do produkcji towarowej
a)
będzie większa o 30 tys. zł.
b)
będzie mniejsza o 30 tys. zł.
c)
będzie równa produkcji towarowej.
d)
będzie większa o 50 tys. zł.
16.
Dysponowany fundusz czasu pracy dla stanowiska roboczego T
d
=2040 godzin, a czas
wykonania operacji t = 3 minuty i 45 sekund. Zdolność produkcyjna stanowiska liczona
w parach to
a)
544 pary.
b)
3264 pary.
c)
32640 par.
d)
16320 par.
17.
Wskaźnik wykorzystania zdolności produkcyjnej równa się 0,72, a wskaźnik intensywnego
wykorzystania równa się 0,75. Wartość wskaźnika ekstensywnego wykorzystania zdolności
produkcyjnej wyniesie
a)
0,38.
b)
0,86.
c)
0,96.
d)
1,04.
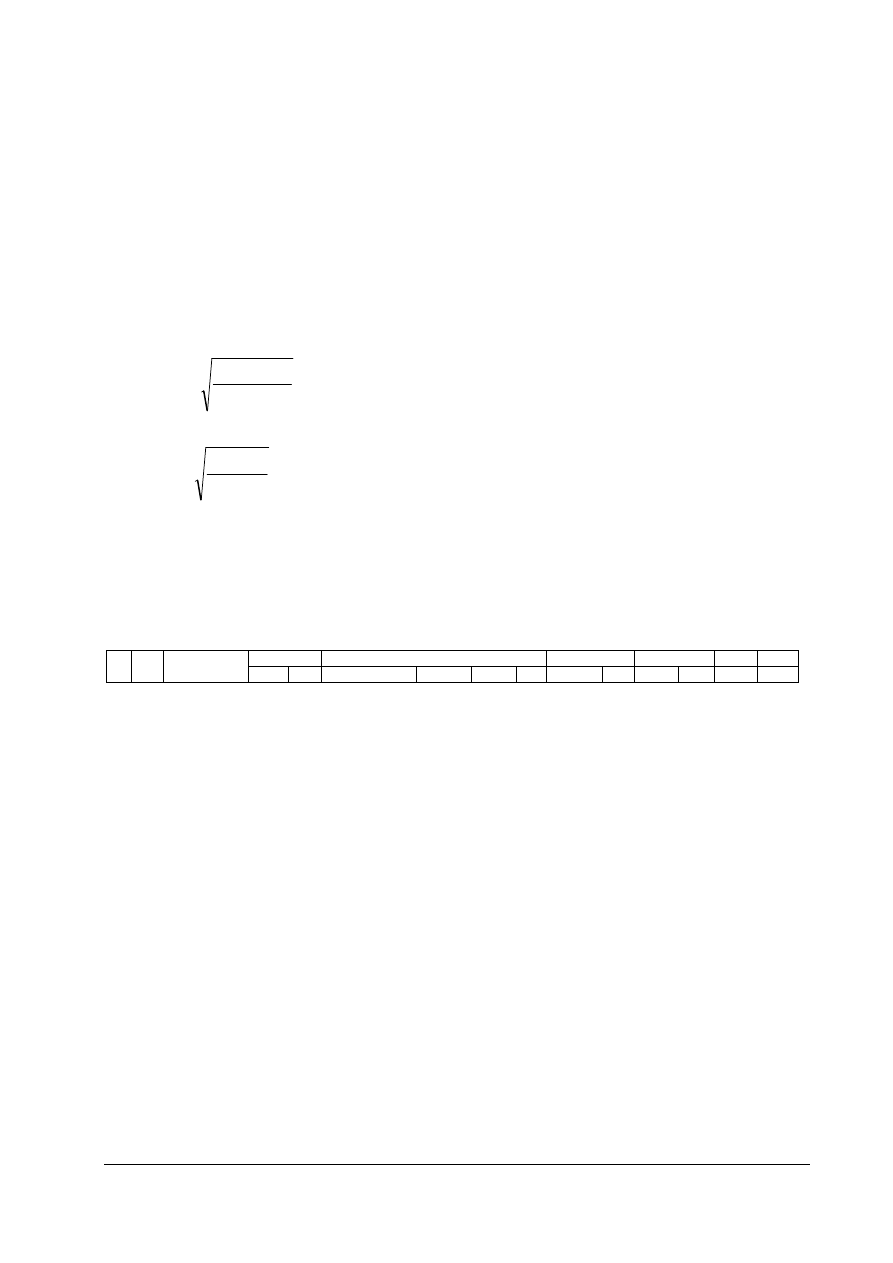
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
18.
Program produkcji rocznej przewiduje wykonanie 80 tys. par kozaczków damskich. Koszty
przygotowania produkcji oszacowano na 30 tys. zł, stopa kredytowa wynosi 10%, koszt
własny produkcji dla 1 pary wynosi 130 zł. Ekonomiczna wielkość partii produkcyjnej
powinna wynosić
a)
25298 par.
b)
32850 par.
c)
12450 par.
d)
24398 par.
19.
Zamieszczone poniżej wzory służą do obliczenia ekonomicznej wielkości serii
produkcyjnej. Wzór oznaczony symbolem a) to wzór
j
z
p
e
j
z
p
e
k
p
k
P
n
b
k
p
k
P
n
a
⋅
⋅
⋅
=
⋅
⋅
⋅
=
2
)
200
)
a)
techniczno-ekonomiczny.
b)
Suszańskiego.
c)
pierwiastkowy.
d)
Langiera.
20.
Zamieszczony na rysunku schemat druku ilustruje dane, które są wykorzystywane przy
Przych. z mag.
Wydawanie krojczym
Zwroty krojczych Zwroty do mag. Stan
Uwagi
Lp. Data Stan ub. miesiąca
nr Rw Ilość Nr zlecenia pozycja Nazwisko gatunek ilość Nazwisko Ilość nr Zw
Ilość bieżący
a)
rozliczaniu krojczego.
b)
przekazywaniu materiałów do rozkroju.
c)
ewidencjonowaniu obrotów materiałowych.
d)
odbiorze materiałów z magazynu.
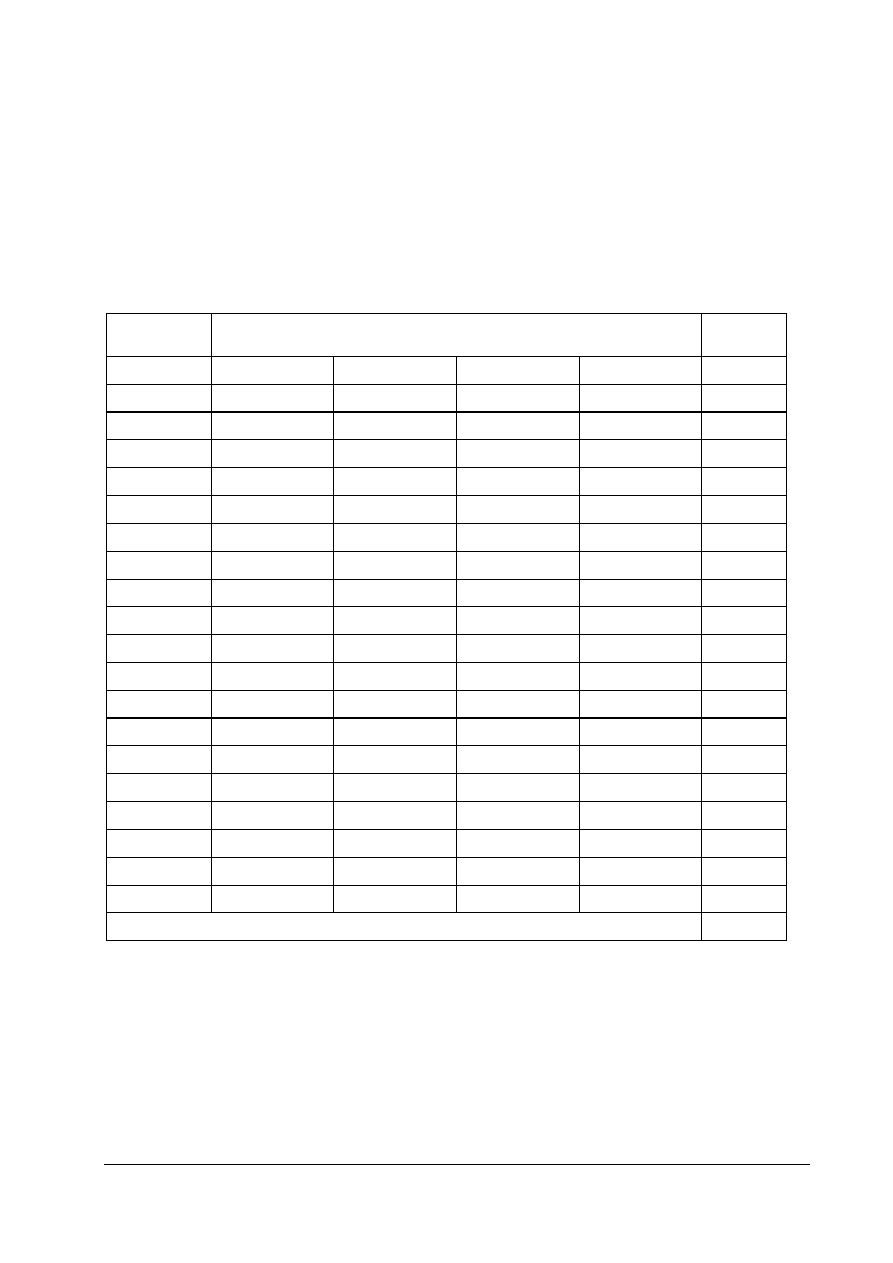
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Planowanie i rozliczanie produkcji
Zakreśl poprawną odpowiedź.
Numer
zadania
Odpowiedź
Punkty
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
a
b
c
d
10.
a
b
c
d
11.
a
b
c
d
12.
a
b
c
d
13.
a
b
c
d
14.
a
b
c
d
15.
a
b
c
d
16.
a
b
c
d
17.
a
b
c
d
18.
a
b
c
d
19.
a
b
c
d
20.
a
b
c
d
Razem

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
6. LITERATURA
1.
Borowiecki R. i inni: Ekonomika i organizacja przedsiębiorstwa przemysłowego. PWN,
Warszawa-Kraków 1990
2.
Bućko J., Filipowicz J., Gałęzia S., Janik W.: Ekonomika i organizacja produkcji. Materiały
do ćwiczeń. Skrypt Uczelniany nr 16 WSI w Radomiu, Radom 1980
3.
Dębski S.: Ekonomika i organizacja przedsiębiorstw. Cz. I i II. WSiP, Warszawa 1994
4.
Grabkowski M.: Obuwnictwo. Podręcznik dla zasadniczej szkoły zawodowej. WSiP,
Warszawa 1992
5.
Grabkowski M.: Technika wytwarzania obuwia tom II. Politechnika Radomska, Radom
2000
6.
Instrukcja organizacji, normowania i rozliczania branży obuwniczej. ZPS, Łódź 1972
7.
Krawczyk E.: Ekonomika i organizacja produkcji. Skrypt Uczelniany nr 12. Wyższa Szkoła
Inżynierska w Radomiu, Radom 1980
8.
Pasieczny L. i inni: Tworzenie i funkcjonowanie przedsiębiorstwa. Wydawnictwo Prywatnej
Wyższej Szkoły Biznesu i Administracji, Warszawa 1996
9.
Persz T.: Obuwnictwo przemysłowe. Cz. II. WSiP, Warszawa 1989
10.
Pietraszewski M.: Planowanie działalności gospodarczej. Biznes plan. Wydawnictwo eMPi
2
,
Poznań 1994
11.
Siekiera T.: Organizacja i ekonomika procesu produkcji obuwia. Poradnik dla wytwórców
obuwia. CLPO, Kraków 1996
12.
Ś
wietlik W.: Wybrane zagadnienia organizacji procesów produkcyjnych. Skrypt Uczelniany
nr 14 WSI w Radomiu, Radom 1982
Czasopisma fachowe
Przegląd Skórzany (wydania archiwalne)
Ś
wiat Butów (wydania archiwalne i bieżące)
Wyszukiwarka
Podobne podstrony:
26 Planowanie i rozliczanie produkcji
26 Planowanie i rozliczanie pro Nieznany (2)
26 Planowanie diety bogatobiałkowej i diety niskobiałkowej
Rozliczenie produkcji w jednostce nieobj©tej obowiĄzkiem badania sprawozdania finansowego, Rozliczen
Planowe postarzanie produktu To dlatego wszystko się psuje!
planowanie operatywne produkcji (13 stron)
Rozliczenie produkcji w jednostce produkcyjno-handlowej
Czas pracy Planowanie i rozliczanie w 2012
Planowanie i sterowanie produkcja
PLANOWANIE I STEROWANIE PRODUKCJĄ projekt
MRP (Planowanie Zasobów Produkcyjnych) dla MSP
Planowe postarzanie produktu
PLANOWANIE I STEROWANIE PRODUKCJĄ, Zarządzanie i Inżynieria Produkcji - studia, Proces produkcyjny
Instrukcja o planowaniu i rozliczaniu działalnosci bieżącej, WAT-materiały, saper
Planowanie operatywne produkcji
26 Planowanie, leśnictwo, SILP, rejestrator
baruk, zarządzanie produkcją, DOKUMENTACJA PLANOWANIA I EWIDENCJA PRODUKCJI
więcej podobnych podstron