
3.c. Qualitätsmanagement und FMEA/Risikomanagement
Qualitätsmanagement
„Qualität kostet Geld; fehlende Qualität kostet mehr!“
1
Qualität und Qualitätsmanagementsysteme kosten Geld, mangelnde Qualität und falsch
implementierte Managementsysteme sind in jedem Fall teurer. Deswegen ist es so wichtig für viele
Unternehmen, auch in Lebensmittelindustrie, das Qualitätsmanagement einzuführen.
Qualitätsmanagement (QM) ist eigentlich etwas Selbstverständliches. Sehr viele Unternehmen
haben ein Qualitätsmanagement, manchmal haben sie das Unbewusst oder nennen das nur anders.
Kein Unternehmen ohne Qualitätsmanagementsystem kann auf dauert erfolgreich sein. Für sie war es
selbstverständlich, ihre Technologie anzupassen aber auch die Prozesse und Produkte immer wieder zu
verbessern. Sie erfüllen die Kundenerwartungen und handeln im Rahmen ihrer wirtschaftlichen
Möglichkeiten.
Die Normenreihe DIN EN ISO 9000 ff. lässt sich dabei universell einsetzen, das
Managementsystemmodell ist produktabhängig, hat sich für Qualität bewährt und hat sich
international durchgesetzt. Sie liefern bei der Anwendung der Norm DIN ISO 9000ff. hochgeschätzte
Hinweise und praktische Erfahrungen für eine nötige Weiterentwicklung. Keine fundamental neuen
Anforderungen an das Qualitätsmanagement werden nach dem großen Veränderung von den
statischen 20 Qualitätselementen der 1994- Norm zur Prozessorientierung in der 2000er-Ausgabe
gestellt. Lediglich Klarstellungen bei der Herangehensweise bzw. der Anwendung sowie
Umformulierungen einiger Texte haben kleinere Auswirkungen. Das Qualitätsmanagementsystem
kann sowohl in KMU als auch in Dienstleistungsunternehmen implementiert sein. Die wichtigste
Vorteile des QM-Systems sind: die Durchsichtigkeit der Abläufe, die Leistungssteigerung, die
Rückverfolgbarkeit und die klare Organisationsstruktur. Jetzt ist das Thema der Differenzierung
gegenüber den Wettbewerben nichtig geworden, da 90% der Industrieunternehmen QM-System
implementiert haben. Das System, das richtig funktioniert, bewirkt die Voraussetzung für ideale
Dienstleistungen, gedachte Produkte, fähige Prozesse und vor allem zufriedene Kunden
In der Norm DIN EN ISO 9000ff "Qualitätsmanagementsysteme - Grundlagen und Begriffe"
werden sieben Grundsätze des Qualitätsmanagements aufgeführt:
1. Prozessorientierung
Im Vordergrund steht die Prozessorientierung. Der normale betriebliche Ablauf wird dem QMS
entsprechen. Das ist Erleichterung die Prozesse zu beschreiben, bewerten und zu optimieren.
1
Urheber nicht bekannt.
2. Ausschlüsse zulässig
Nach der DIN EN ISO 9001 ist es erlaubt, bestimmte Nachweisforderungen auszuschließen und damit
das QM-System auf die betrieblichen Belange zuzuschneiden. Abbildung von der betrieblichen
Abläufe im QMS und insbesondere in der QM-Dokumentation ist dadurch einfacher.
3. Kundenorientierung
Die Unternehmensführung soll die gegenwärtigen und zukünftigen Erfordernissen und Erwartungen
der faktischer und potenzieller Kunden, Endabnehmer und interessierter Parteien verstehen und
zufrieden stellen.
2
4. Produktorientierung
Es muss geprüft werden, ob Produkte des Unternehmens der Anforderungen von dem Markt
entsprechen.
5. Mitarbeiterorientierung
Jeder Mitarbeiter soll so qualifiziert sein, sodass er seine Aufgaben richtig durchführen kann.
6. Breites Anwendungsspektrum
Die Normen können sowohl bei dem Hersteller als auch bei dem Dienstleister, Softwareentwickler
und Lieferanten eingesetzt sein.
7. Verträglichkeit mit Forderungen anderer Managementsysteme
Durch die DIN EN ISO 9001 ist eine einfache Einbindung von anderen Managementsystemen
ermöglicht. Das sind z.B.: Umweltmanagementsysteme, Arbeitsschutz- und
Sicherheitsmanagementsysteme. Die DIN EN ISO 9004 verlockt die Unternehmen zur
Weiterentwicklung ihres QM-Systems in Richtung „Total Quality Management“ (TQM) bzw. EFQM
Excellence Modell
Die DIN EN ISO 9001 ist gleichermaßen gut geeignet zur Anwendung für viele Marktbereiche
wie Hersteller, Dienstleister usw. Insbesondere aber z.B. für diese Hersteller von Produkten bei denen
Qualitätsmängel zu hohen Haftungsrisiken führen können, also beispielweise für die Unternehmen in
Lebensmittelindustrie, wo die Fehler bei der Herstellung zu den Menschlichen Gesundheitsschaeden
führen können.
Durch die Zertifizierung des Qualitätsmanagementsystems wird die Konformität mit der
Norm DIN EN ISO 9001 festgestellt. Die Zertifizierung gilt für drei Jahre, wobei jährliche
Überwachungsaudits zur fortdauernden Existenz des QM-Systems notwendig sind. Das
Qualitätsmanagementsystem wird von akkreditierten Zertifizieren auf Übereinstimmung mit den
Anforderungen der Norm überprüft.
3
Für die Unternehmen, die Qualitätsmanagementsystem eingeführt haben, erscheinen viele positive
Auswirkungen:
2
www.qualitaetsmanagement-online.de
3
Qualitätsmanagementsysteme, Ein Wegweiser für die Praxis, IHK NRW, 2011
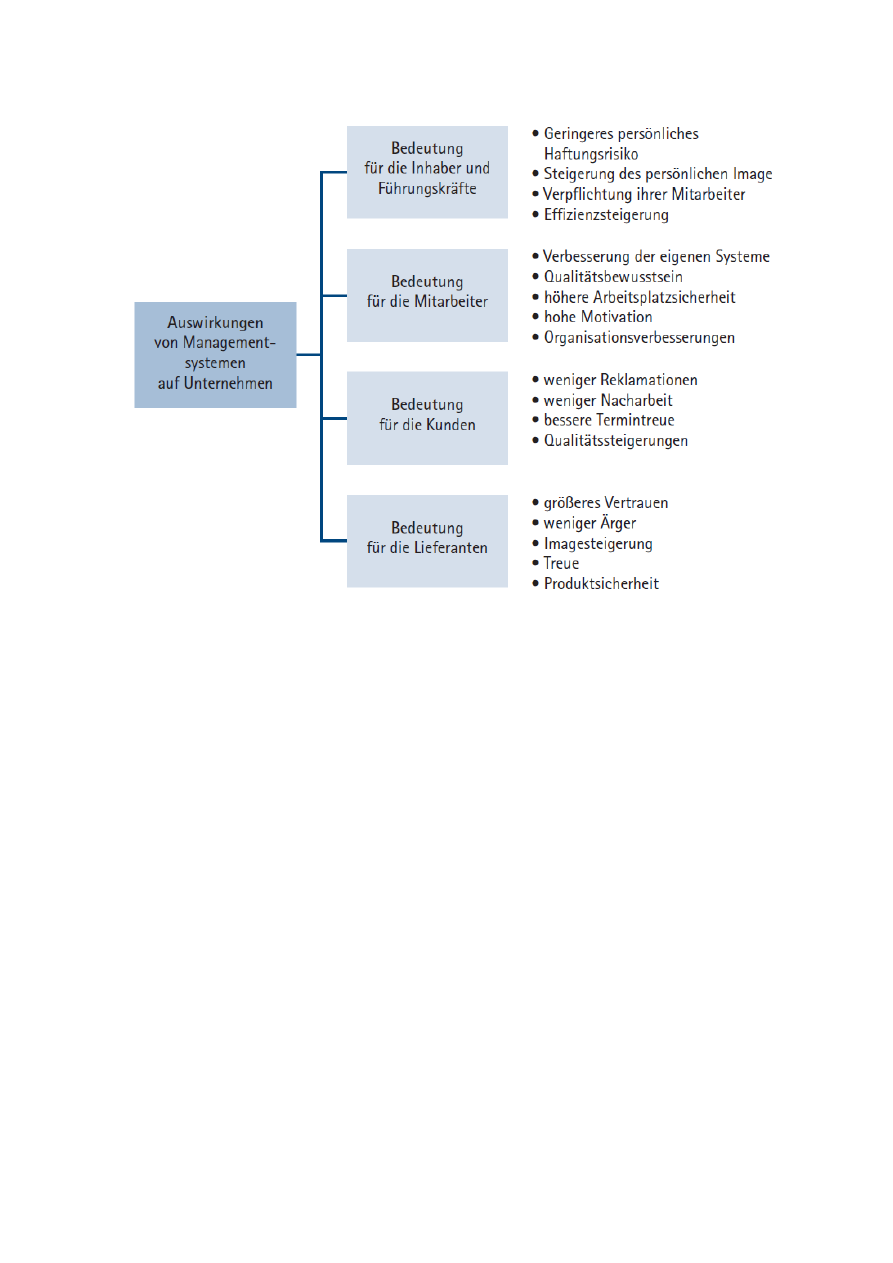
Abbildung: Auswirkungen von Managementsystemen, IHK NRW, 2011
Durch die Einführung des Qualitätsmanagementsystem in das Unternehmen in
Lebensmittelindustrie kriegen die Sicherheit in Form von Kundenzufriedenheit. Jeder Kunde vertraut
dem Unternehmen mehr, wenn er weiß, dass dies gut funktioniert und versichert hohe Qualität von
Produkten/Leistungen. Das Kundenvertrauen verbindet sich immer mit positiven Auswirkungen, z.B.:
höheren Umsätzen, steigender Markenwert, der Erhöhung der Wettbewerbsfähigkeit auf dem Markt.
Viel mehr lohnt sich für das Unternehmen in Lebensmittelindustrie ein Qualitätsmanagementsystem
einzuführen, als Kunden-, Marke-, Geldverlust zu riskieren.
FMEA - Fehler-Möglichkeiten-Einfluss-Analyse
Fehler Möglichkeits- und Einfluss Analyse ist eine anerkannte Methode zur systematischen
Erarbeitung und Dokumentation von Risiken in den verschiedenen Phasen eines Produktzyklus, vom
Konzept bis zur Serienfertigung. FMEA hilft bei der Priorisierung von erkannten Risiken und bietet
die Grundlage für einen kontinuierlichen Verbesserungsprozess.
4
Die FMEA wurde seit Ende der 1940er Jahre in den USA entwickelt. Das steht im
Zusammenhang mit den Qualitätsproblemen der großen Automobilherstellern Ford, General Motors
und Chrysler, die diese Methode bei sich selbst eingesetzt haben. Ihre Zulieferer haben sie dann auch
gezwungen diese Methode in Ihrem QM zu implementieren. Die DIN EN 60812 aus Jahr 2006 ist eine
aktuelle Version der allgemeinen Normierung aus dem Jahr 1980 – DIN 25448. Die altere Normierung
erfolgt unter dem Strichwort „Ausfalleffektanalyse“, die jüngere unter „Fehlzustandsart- und
‑Auswirkungsanalyse“. Inzwischen wird die Methode in fast alle Branchen angewendet. In der
Lebensmittelindustrie wurde sie auf die dort wichtigen Spezifika angepasst und als HACCP-System
ebenfalls standardisiert. Die Durchführung der FMEA wird im Rahmen der DIN EN ISO 9000, VDA
6.1, ISO/TS 16949 und des Produkthaftungsgesetztes empfohlen oder sogar gefordert. Und selbst in
einigen Dienstleistungsbranchen wird sie eingesetzt, insbesondere wenn es um die Gestaltung des
Kundenkontakts geht.
5
Die FMEA besteht aus fünf Schritten, die lauten:
1. System/Prozess bestimmen
System- oder Prozesselemente dienen zur Beschreibung und Gliederung von dem System oder von
dem Prozess, aus dem sie bestehen. Die Festlegung der Lebenszyklen, die analysiert werden sollen, ist
für das System oder den Prozess erforderlich. Das sind z.B.: Betrieb der Anlage, Wartung der Anlage,
Reparatur.
2. Funktionen darstellen
In jedem System haben die System- und Prozesselemente unterschiedliche Aufgaben oder Funktionen,
deswegen ist die Festlegung der Funktionen und Aufgaben für jedes Element notwendig. Die
Funktionsstruktur ist eine Bezeichnung vom Zusammenwirken der Funktionen, die sich in
Funktionsbäumen oder Funktionsblockdiagrammen darstellen lassen.
3. Fehler analysieren
Die Fehler- oder Gefahranalyse muss sowohl für jeden Prozess oder jedes System als auch für die
Funktionen und Elementen durchgeführt werden. Die potenziellen Fehler und Gefahren sind aus den
Funktionen abgeleitete Fehlfunktionen. Die möglichen Fehler- oder Gefahrenursachen sind denkbare
Fehlfunktionen untergeordneter Elemente. Die Folge der Fehler und Gefahren sind Fehlfunktionen
übergeordneter Elemente.
4
www.fmea-compact.de
5
www.business-wissen.de

4. Risiko bewerten
Um das Risiko zu bewerten, werden die Bewertungszahlen A (Bewertungszahl für die
Auftretenswahrscheinlichkeit der Fehlerursache), B (Bewertungszahl für die Bedeutung der
Fehlerfolge) und E (Bewertungszahl für die Entdeckungswahrscheinlichkeit der aufgetretenen
Fehlerursache) nach Tabelle „Kriterien für Bewertungszahlen der FMEA-Gefahrenanalyse” festgelegt
und daraus die Risikoprioritätszahl errechnet werden.
5. Maßnahmen festlegen und Zustand verbessern
Hohe RPZ oder hohe Bewertungszahlen sind der Grund für die Verbesserung des Zustands nach
folgenden Prioritaeten:
1 . Konzeptänderung, um die Ursachen von Fehler auszuschließen oder die Bedeutung zu verkleinern.
2. Erhöhung der Konzeptzuverlässigkeit, um das Auftreten der Ursache von Fehler zu mindern.
3. Wirksamere Entdeckung der Fehlerursachen (zusätzliches Prüfen möglichst vermeiden).
Um das Risiko zu minimieren, beschreibt man die zusätzliche Maßnahme und nennt man einen
Verantwortlichen mit einem Termin für die Erledigung, um diese (Maßnahme) umzusetzen. Nach
Optimierung werden bei Konzeptänderungen alle fünf Schritte der FMEA neu durchlaufen. Bei
Zuverlässigkeitserhöhungen durch Vermeidungsmaßnahmen oder wirksamerer Entdeckung werden
die Schritte 4 und 5 wiederholt.
6
In jedem Betrieb gibt es verschiedene Systeme oder Prozesse, die aus bestimmten Elementen
bestehen. Kein Unternehmensbereich funktioniert immer ideal, so können die Gefahren oder Fehler
überall stattfinden. In Lebensmittelindustrie gehören dazu z.B.:
Das Mindesthaltbarkeitsdatum falsch gesetzt (vorsätzlich/unwissend, falsche Berechnung
durch fehlerhafte Tests im Qualitätsmanagement, anderes Test-Umfeld, andere Test-
Bedingungen); falsche Lagerung (offene Theken, zu geringe Temperatur);
schlechte Hygienebedingungen beim Abpacken (ungewaschene Hände, keine Handschuhe,
schmutzige Geräte/Arbeitsflächen, unzureichende Schulung der Mitarbeiter über
Hygienevorschriften, fehlendes Hygienebewusstsein);
schlechte Rahmenbedingungen des Lieferers (zu geringe Kühlung) oder
ungeeignete Verpackungsmaterialien (nicht antibakteriell, luftdurchlässig), usw.
Es ist also wichtig in jedem Betrieb FMEA einzuführen, um mögliche Fehler und Gefahren, die
schlechte Anwendungen haben können, zu eliminieren.
6
www.riedel-doku.de/images/download/FMEA_Methode.pdf
Wyszukiwarka
Podobne podstrony:
INHALT
Lebenslauf
00 (Inhalt)
Lebenslauf
Lebenserfahrungen mit einem Stuhl
inhalt PWWPE32SBIEWC7SY3VZ5I3XGBZGRVKG4SBG4CVQ
Projekt - całyczesc 2, Fizyka Budowli - WSTiP, fizyka budowli(4), fizyka budowli, Fizyka Budowli, Kl
Projekt - całyczesc 1b, Fizyka Budowli - WSTiP, fizyka budowli(4), fizyka budowli, Fizyka Budowli, K
jak pisać inhaltsangabe RXVRO5SSH6WNO6AQEYQRGTQRVE7T4DERSGNJU6Q
licytacja po interwencji LEBENSOHLczI
Lebenslauf5
511 Lebenserwartung
Lebenslauf7
O Janie Lebensteinie
INHALT
Muster2 Lebenslauf1
131124 Lebensmittelbranche
LV, HV Lebensmittelverschwendung
Lebenslauf
więcej podobnych podstron