„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Leon Zujko
Rozróżnianie cech charakterystycznych obróbki cieplnej,
cieplno-chemicznej, plastycznej i odlewnictwa 722[02].O1.06
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Grażyna Uhman
mgr inż. Regina Mroczek
Opracowanie redakcyjne:
mgr inż. Paweł Krawczak
Konsultacja:
mgr Małgorzata Sienna
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 722[02].O1.06
„Rozróżnianie cech charakterystycznych obróbki cieplnej, cieplno-chemicznej, plastycznej
i odlewnictwa”, zawartego w modułowym programie nauczania dla zawodu operator
obrabiarek skrawających
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Podstawy obróbki cieplnej
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
11
4.1.3. Ćwiczenia
12
4.1.4. Sprawdzian postępów
12
4.2. Wykonywanie obróbki cieplnej
14
4.2.1. Materiał nauczania
14
4.2.2. Pytania sprawdzające
17
4.2.3. Ćwiczenia
17
4.2.4. Sprawdzian postępów
18
4.3. Wiadomości podstawowe o obróbce cieplno-chemicznej
19
4.3.1. Materiał nauczania
19
4.3.2.
Pytania sprawdzające
21
4.3.3. Ćwiczenia
22
4.3.4. Sprawdzian postępów
22
4.4. Podstawy obróbki plastycznej
23
4.4.1. Materiał nauczania
23
4.4.2. Pytania sprawdzające
33
4.4.3. Ćwiczenia
33
4.4.4. Sprawdzian postępów
34
4.5. Podstawy odlewnictwa
35
4.5.1. Materiał nauczania.
35
4.5.2. Pytania sprawdzające
44
4.5.3. Ćwiczenia
45
4.5.4. Sprawdzian postępów
45
5. Sprawdzian osiągnięć
46
6. Literatura
50
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy dotyczącej obróbki cieplnej
i ciepln-ochemicznej, plastycznej i odlewnictwa.
W poradniku zamieszczono:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już
ukształtowane, abyś bez problemów mógł korzystać z poradnika,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy
z poradnikiem,
−
materiał nauczania – wiadomości teoretyczne niezbędne do osiągnięcia założonych
celów kształcenia,
−
zestaw pytań sprawdzających, czy opanowałeś już podane treści,
−
ć
wiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz
ukształtować umiejętności praktyczne,
−
sprawdzian postępów,
−
sprawdzian osiągnięć, przykładowy – zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
−
literaturę uzupełniającą.
Gwiazdka oznaczono pytania i ćwiczenia, których rozwiązanie może Ci sprawiać
trudności. W razie wątpliwości zwróć się o pomoc do nauczyciela.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
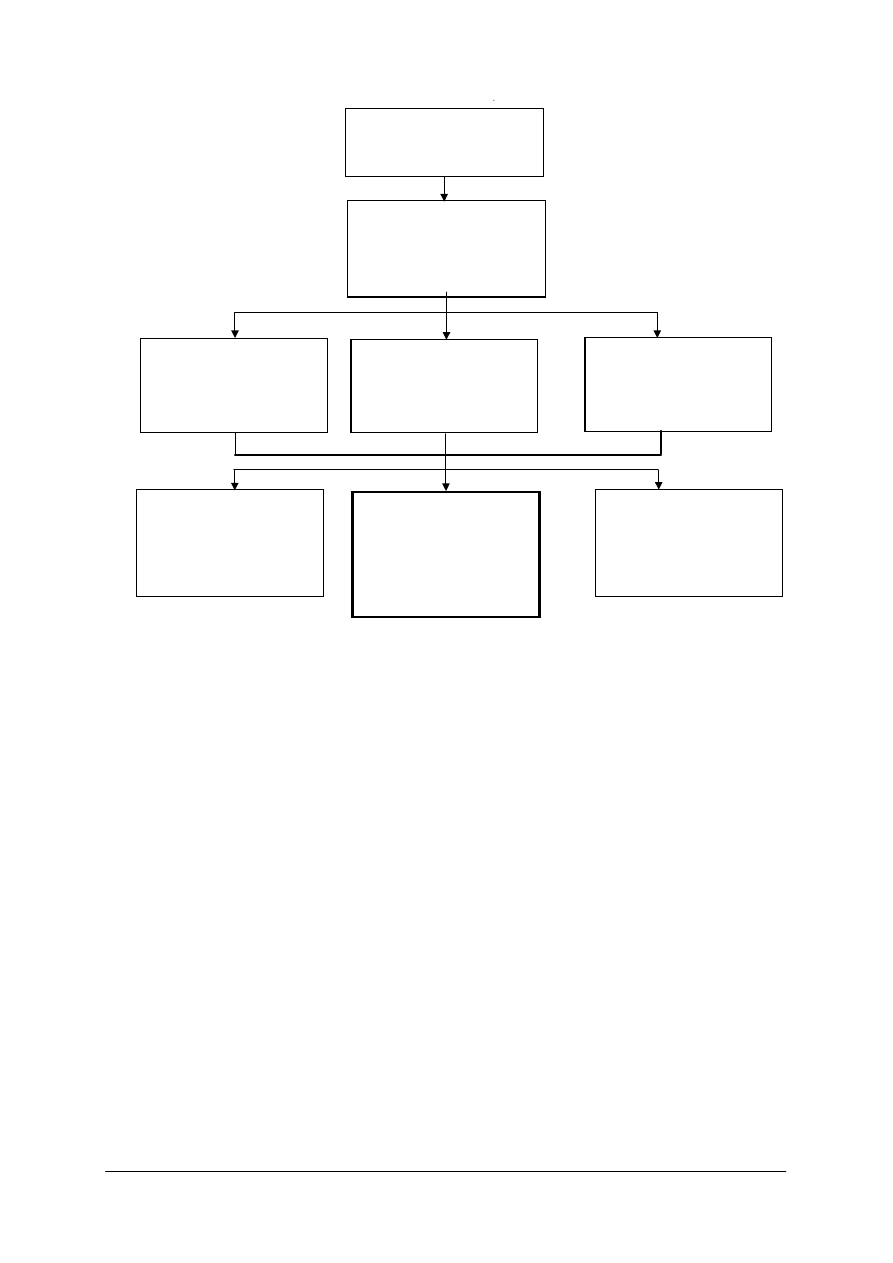
Schemat układu jednostek modułowych
722[02].O1.04
Wykonywanie pomiarów
warsztatowych
722[02].O1.01
Przestrzeganie przepisów
bezpieczeństwa i higieny pracy,
ochrony przeciwpożarowej
i ochrony środowiska
722[02].O1.03
Wykonywanie rysunków
części maszyn
z wykorzystaniem programu
CAD
722[02].O1.07
Rozpoznawanie części
maszyn, mechanizmów
i urządzeń transportu
wewnątrzzakładowego
722[02].O1
Techniczne podstawy
zawodu
722[02].O1.02
Posługiwanie się
dokumentacją techniczną
722[02].O1.06
Rozróżnianie cech
charakterystycznych
obróbki cieplnej, cieplno-
chemicznej, plastycznej
i odlewnictwa
722[02].O1.05
Dobieranie materiałów
konstrukcyjnych,
narzędziowych
i eksploatacyjnych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
–
stosować układy SI,
–
przeliczać jednostki,
–
posługiwać się pojęciami z zakresu fizyki, chemii, materiałoznawstwa oraz metalurgii
procesów,
–
korzystać z różnych źródeł informacji,
–
użytkować komputer,
–
współpracować w grupie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
zinterpretować podstawowe prawa i zjawiska fizyczne wykorzystywane w procesach
obróbki cieplnochemicznej, odlewania i obróbki plastycznej,
–
wyjaśnić procesy obróbki cieplnej i cieplno-chemicznej,
–
scharakteryzować hartowanie,
–
scharakteryzować odpuszczanie,
–
scharakteryzować wyżarzanie,
–
scharakteryzować obróbkę cieplno-chemiczną,
–
sklasyfikować metody odlewania,
–
scharakteryzować proces wykonywania części maszyn metodami odlewania,
–
sklasyfikować obróbkę plastyczną metali,
–
scharakteryzować proces wykonywania części maszyn za pomocą obróbki plastycznej,
–
określić wady i zalety wykonywania części maszyn metodami odlewania i za pomocą
obróbki plastycznej,
–
posłużyć się Polskimi Normami, dokumentacją technologiczną oraz katalogami,
–
zastosować zasady bezpieczeństwa pracy oraz ochrony przeciwpożarowej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Podstawy obróbki cieplnej
4.1.1. Materiał nauczania
We współczesnej technice istnieje wymóg zmniejszania ciężaru i objętości
(materiałochłonności) wyrobów przemysłowych przy zachowaniu lub zwiększaniu ich
efektów
technicznych.
Powstały
przesłanki
do
poszukiwania
nowych
tworzyw
konstrukcyjnych o wymaganych właściwościach, a także nadawania im takich właściwości
w procesach produkcyjnych. Jednym z takich procesów produkcyjnych jest obróbka cieplna,
która jest zabiegiem lub połączeniem zabiegów cieplnych, pod wpływem, których zmienia się
w stanie stałym struktura stopów, a tym samym ich właściwości mechaniczne, fizyczne
i chemiczne. Obrabiać cieplnie można przedmioty wykonane ze stopów żelaza, ze stopów
metali nieżelaznych, a także z czystych metali. Obróbka cieplna jest najczęściej jedną
z końcowych operacji procesu technologicznego gotowego wyrobu. Niekiedy obróbkę cieplną
stosuje się w celu ułatwienia obróbki plastycznej lub skrawaniem i wtedy występuje ona
odpowiednio wcześniej.
Istotę obróbki cieplnej stali stanowią zmiany struktury zachodzące podczas zabiegów
cieplnych, a które zależne są od temperatury i czasu trwania zabiegów. W ich wyniku
następuje zmiana budowy wewnętrznej materiału (bez celowej zmiany jego składu
chemicznego), następstwem, której jest zmiana właściwości mechanicznych.
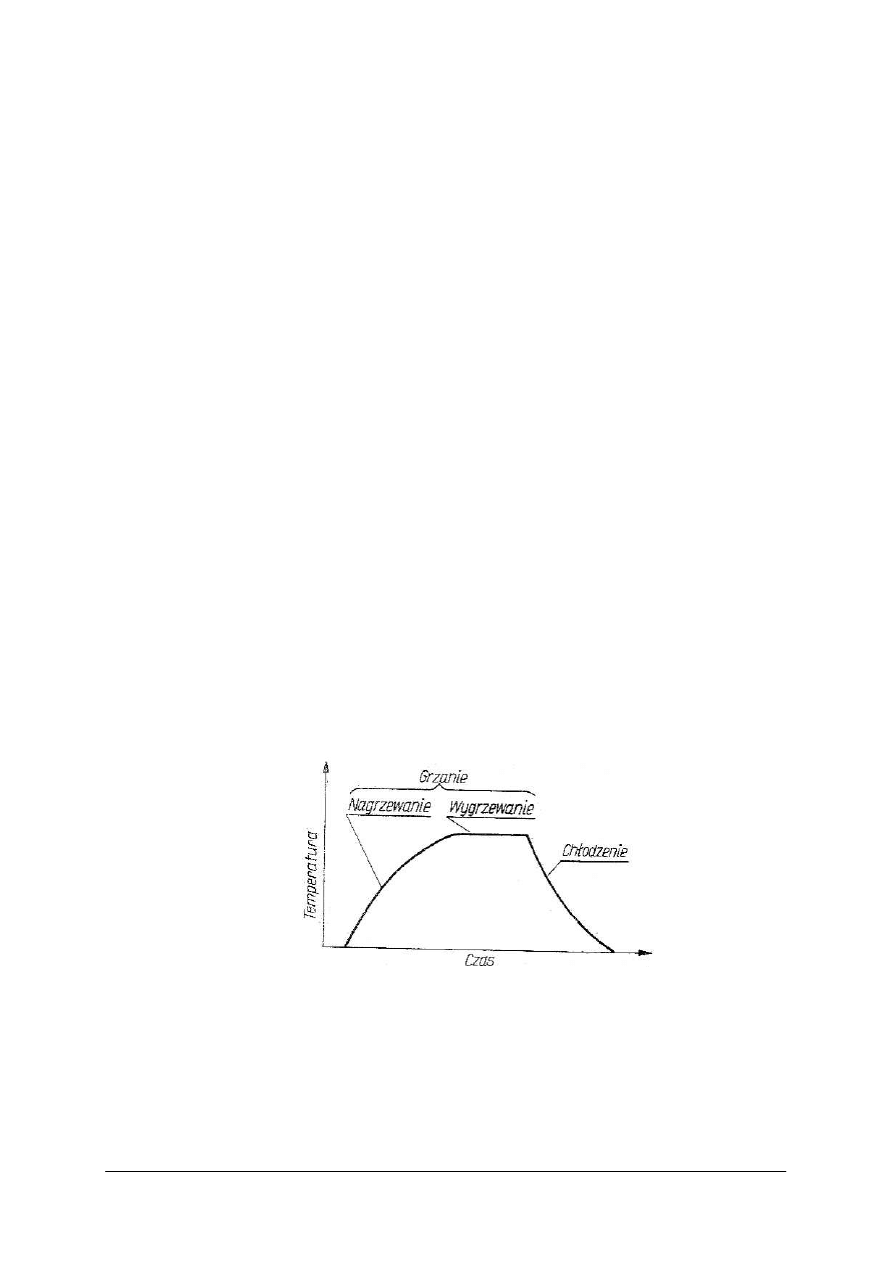
Przez zabieg cieplny rozumiemy cykl zmian temperatury rozpoczynający się i kończący
w temperaturze otoczenia. Składa się on z trzech etapów: nagrzewania, wygrzewania
i chłodzenia. Zabiegi cieplne mogą się różnić między sobą szybkością nagrzewania
i chłodzenia oraz wysokością temperatury i czasem wygrzewania. Obróbka cieplna polega na
nagrzewaniu materiału do odpowiedniej temperatury, wygrzewaniu go w tej temperaturze
przez określony czas a następnie jego chłodzeniu z odpowiednią szybkością. Taki obraz
procesu obróbki cieplnej można przedstawić na wykresie we współrzędnych temperatura –
czas (rys. 1).
Rys. 1. Wykres zmian temperatury w procesie obróbki cieplnej [8].
Zabiegi, podczas których niezależnie od wysokości temperatury wygrzewania kończą się
powolnym chłodzeniem, nazywa się wyżarzaniem.
Zabiegi, które kończą się szybkim chłodzeniem (oziębianiem) nazywa się hartowaniem,
jeżeli uprzednio wskutek nagrzewania występował w stali austenit.
W czasie wygrzewania wyrównuje się temperatura w objętości całego przedmiotu
i zachodzą określone przemiany fazowe lub strukturalne. Często proces nagrzewania
i wygrzewania określa się jednym pojęciem – grzanie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Grzanie może być przeprowadzane w sposób ciągły lub stopniowy. Nie zawsze jest
wymagane grzanie całego przedmiotu, często obrabiamy cieplnie tylko jakiś fragment
przedmiotu lub nawet tylko określoną powierzchnię. Będziemy więc wyróżniać grzanie
całkowite, częściowe i powierzchniowe.
Poprawny proces grzania powinien być szybki, ale równocześnie powinien zapewniać
równomierność grzania by nie spowodować uszkodzenia grzanego przedmiotu.
Do grzania przedmiotów stosuje się różnego typu piece ogrzewane prądem elektrycznym,
gazem, rzadziej ropą. Niektóre piece, np. muflowe, mają tzw. atmosferę ochronną
zabezpieczającą powierzchnię grzanego przedmiotu przed niekorzystnymi zmianami
(utlenianie, odwęglanie). Na rys. 2 podano przykłady pieców do nagrzewania. Od rodzaju
i typu pieca zależy szybkość i równomierność nagrzewania. Największą szybkość
nagrzewania i jednocześnie największą równomierność grzania można zapewnić stosując
piece kąpielowe z kąpielą solną lub metalową. Do najnowszych rozwiązań należą piece
próżniowe. Najczęściej stosuje się je do hartowania i wyżarzania. Przedmioty obrabiane
w piecach próżniowych mniej się odkształcają w porównaniu z tradycyjnymi sposobami
obróbki. Powierzchnia przedmiotu jest całkowicie zabezpieczona przed utlenianiem,
odwęglaniem i innymi niepożądanymi zjawiskami. Unika się kłopotliwego czyszczenia
przedmiotu.
Rys. 2. Schematy pieców do nagrzewania: a) z wysuwanym trzonem, b) kąpielowego [8].
Chłodzenie polega na obniżaniu temperatury obrabianych cieplnie przedmiotów od
temperatury wygrzewania do temperatury otoczenia (najczęściej). Chłodzenie do temperatury
niższej, więc poniżej 0°C, nazywa się wymrażaniem. Przy szybkim obniżaniu temperatury
mówimy, że przedmiot jest oziębiany, przy powolnym, naturalnym – studzony. Chłodzenie
może być przeprowadzane jako ciągłe, przerywane i stopniowe. Chłodzenie ciągłe
przeprowadza się w jednym ośrodku chłodzącym, np. w powietrzu lub w kąpieli, i jest
najprostszym i najczęściej stosowanym sposobem chodzenia. Chłodzenie przerywane polega
na obniżaniu temperatury do pewnej wartości pośredniej; po jej osiągnięciu przedmiot
przenosi się do innego ośrodka o innej prędkości chłodzenia. Chłodzenie stopniowe polega na
obniżaniu temperatury do wartości pośredniej i przetrzymywaniu w tej temperaturze przez
pewien czas wystarczający do wyrównania temperatury w przedmiocie lub zajścia
określonych przemian. Ośrodkami chłodzącymi mogą być gazy (powietrze atmosferyczne),
ciecze – tzw. kąpiele hartownicze (woda, oleje, kąpiele solne, ołowiowe) i ciała stałe (płyty
miedziane, stalowe). Przy chłodzeniu ( również nagrzewaniu) jest pożądana równomierna
zmiana temperatury w całej chłodzonej masie materiału, ponieważ zbyt duża różnica
temperatur może wywołać naprężenia osłabiające a w skrajnym przypadku mogą
spowodować nawet jego zniszczenie.
Wartość temperatury, czas wygrzewania i szybkość chłodzenia zależą od rodzaju obróbki
cieplnej i od materiału. Jeżeli dla danego materiału będziemy zmieniać te parametry
(temperaturę, czas, szybkość), to skutki obróbki będą różne.
Rozróżnia się trzy podstawowe rodzaje obróbki cieplnej: wyżarzanie, hartowanie
i przesycanie. Aby zrozumieć ich istotę, zapoznamy się z przemianami, jakie zachodzą w stali
w czasie ogrzewania i chłodzenia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Przemiany w stali podczas grzania
Właściwości stali zależą od jej składu chemicznego i charakteru budowy. W celu
zrozumienia przemian, jakie następują w stalach podczas obróbki cieplnej, należy
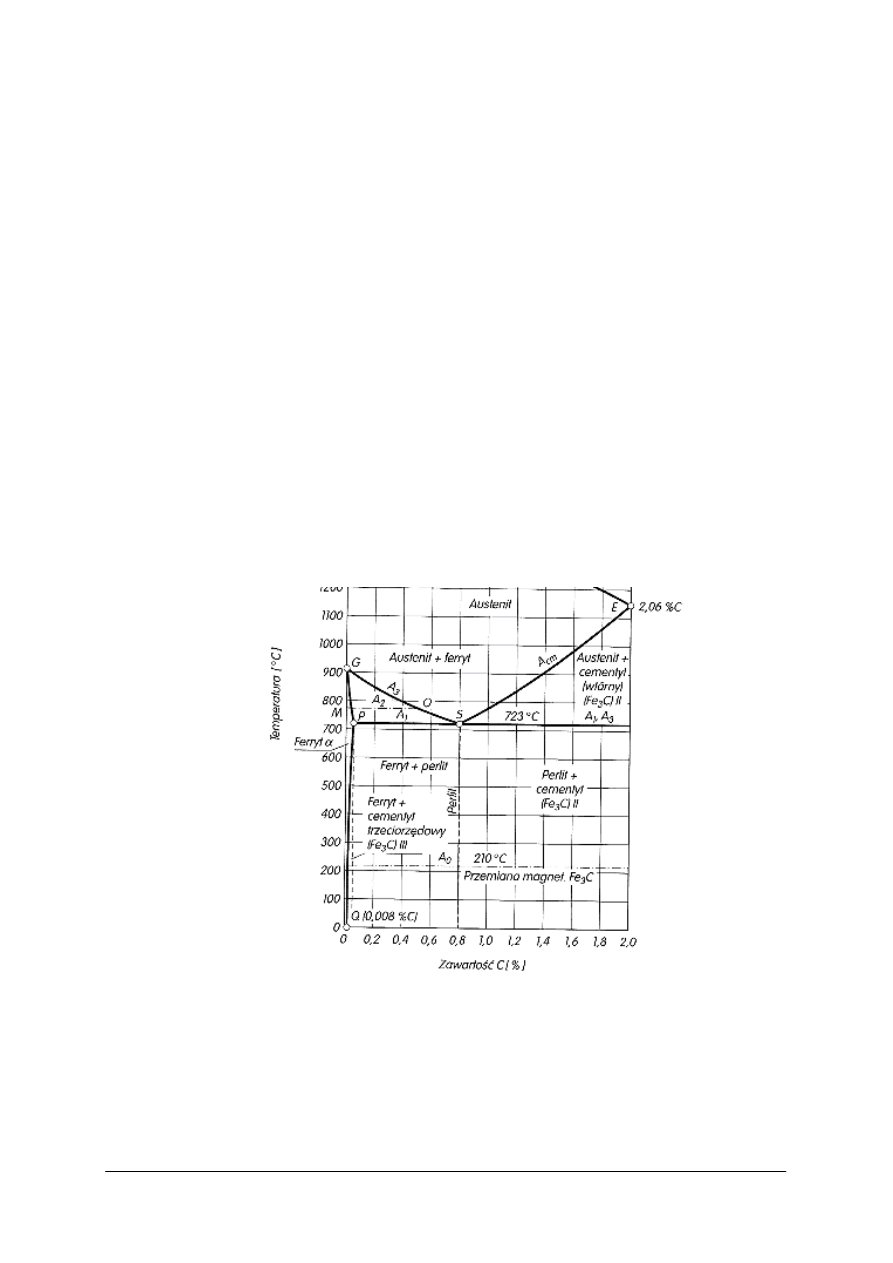
przeanalizować wykres równowagi faz stopów żelazo-węgiel. Na rys. 3 pokazano część
wykresu żelazo-cementyt; obejmuje on stale w zakresie przemian w stanie stałym. Na
podstawie tego wykresu można określić zmiany, jakie zachodzą w stalach w stanie stałym
podczas powolnego nagrzewania oraz ich strukturę. śelazo będące podstawowym
składnikiem stopu może występować w dwóch odmianach alotropowych:
−
ż
elazo
α
(Fe
α
), jest trwała do temperatury 910
o
C (punkt G),
−
ż
elazo
γ
(Fe
γ
) występujące powyżej tej temperatury trwałe do temperatury 1401
o
C.
Zarówno w żelazie
α
, jak i
γ
rozpuszcza się w stanie stałym węgiel. Roztwór stały węgla
w żelazie
α
nazywa się ferrytem, a roztwór stały węgla w żelazie
γ
austenitem. Temperatura
powstawania austenitu zależy od zawartości węgla i jest określona na wykresie linią GSE(A
3
,
A
cm
), a jej najniższa wartość 723
o
C występuje przy zawartości węgla 0,80 % C. Węgiel, który
nie wchodzi do roztworu tworzy cementyt ( węglik żelaza Fe
3
C), który jest bardzo twardy, ale
kruchy.
Punkt S zwany eutektoidalnym, dzieli stale pod względem budowy na stale o zawartości
węgla poniżej 0,80% (podeutektoidalne) i stale o zawartości węgla powyżej 0,80%
(nadetektoidalne).
Stale o małej zawartości węgla mają strukturę, w skład, której wchodzi ferryt i perlit
(mieszanina eutektoidalna ferrytu i cementytu), natomiast stale nadetektoidalne wykazują
w strukturze obecność dużej ilości perlitu oraz cementytu.
Rys. 3
.
Cześć układu równowagi żelazo-cementyt [9].
W uproszczeniu można przyjąć, że ogrzewanie do temperatury 723°C (linia A
1
) nie
powoduje zmian w budowie wewnętrznej stali. Po przekroczeniu temperatury 723°C.
następuje powolna przemiana perlitu w austenit. Przy dalszym podwyższeniu temperatury
w stalach podeutektoidalnych ( zawiera < 0,8% węgla) w austenicie rozpuszcza się ferryt,
a w stalach nadeutektoidalnych (zawierających >0,8% węgla) – cementyt. Powyżej linii A
3
,
dla stali podeutektoidalnych i powyżej linii A
cm
dla stali nadeutektoidalnych istnieje tylko
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
austenit. Opisane przemiany zachodzą dość wolno. Właśnie w celu zapewnienia czasu
wystarczającego dla pełnego zajścia odpowiedniej przemiany stosuje się wygrzewanie
Poza przemianami fazowymi i strukturalnymi obróbka cieplna może spowodować zmianę
wielkości ziarn. Z zasady pożądana jest budowa drobnoziarnista, gdyż zapewnia ona wyższą
udarność stali. Podczas przemiany perlitu w austenit zawsze, niezależnie od wielkości ziaren
perlitu, powstają drobne ziarna austenitu. Dalsze podwyższanie temperatury sprzyja zanikaniu
granic pomiędzy niektórymi ziarnami, następuje rozrost ziaren. Skłonność do rozrostu ziaren
zależy od składu chemicznego stali. W stalach zwanych gruboziarnistymi rozrost ziaren
następuje prawie zaraz po przekroczeniu temperatury A
1
, w stalach zwanych
drobnoziarnistymi drobne ziarna utrzymują się do pewnej temperatury często znacznie
wyższej od temperatury przemiany A
1
dopiero po jej osiągnięciu następuje gwałtowny rozrost
ziaren.
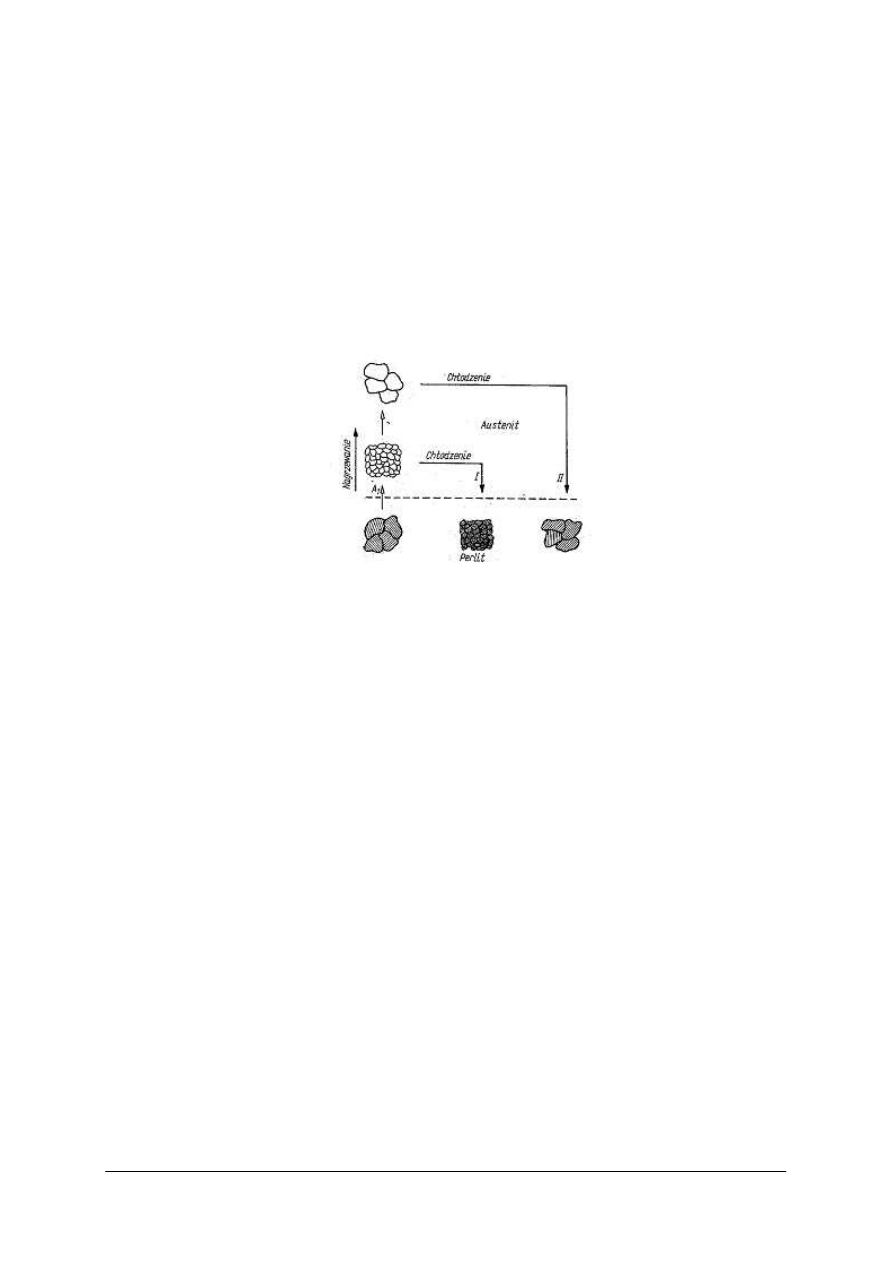
Rys. 4.
Schemat zmiany wielkości ziarna podczas nagrzewania i chłodzenia stali eutektoidalnej
[6].
Przemiana odwrotna — austenitu w perlit, a więc zachodząca podczas chłodzenia, nie
powoduje zmiany wielkości ziarna. Z drobnoziarnistego austenitu otrzymujemy po
przemianie drobnoziarnisty perlit, z gruboziarnistego austenitu — gruboziarnisty perlit
(rys. 4).
Przemiany w stali podczas chłodzenia
Jak pamiętamy podczas chłodzenia, po wydzieleniu się z austenitu ferrytu (poczynając od
przemiany A
3
, dla stali podeutektoidalnych) lub cementytu (poczynając od przemiany A
cm
dla
stali nadeutektoidalnych) z pozostałego austenitu zawierającego 0,8% C w stałej temperaturze
przemiany A
1
następuje wykrystalizowanie mieszaniny płytek cementytu i ferrytu – powstaje
perlit.
Wykrystalizowanie płytek cementytu wymaga znacznych przesunięć atomów, a więc
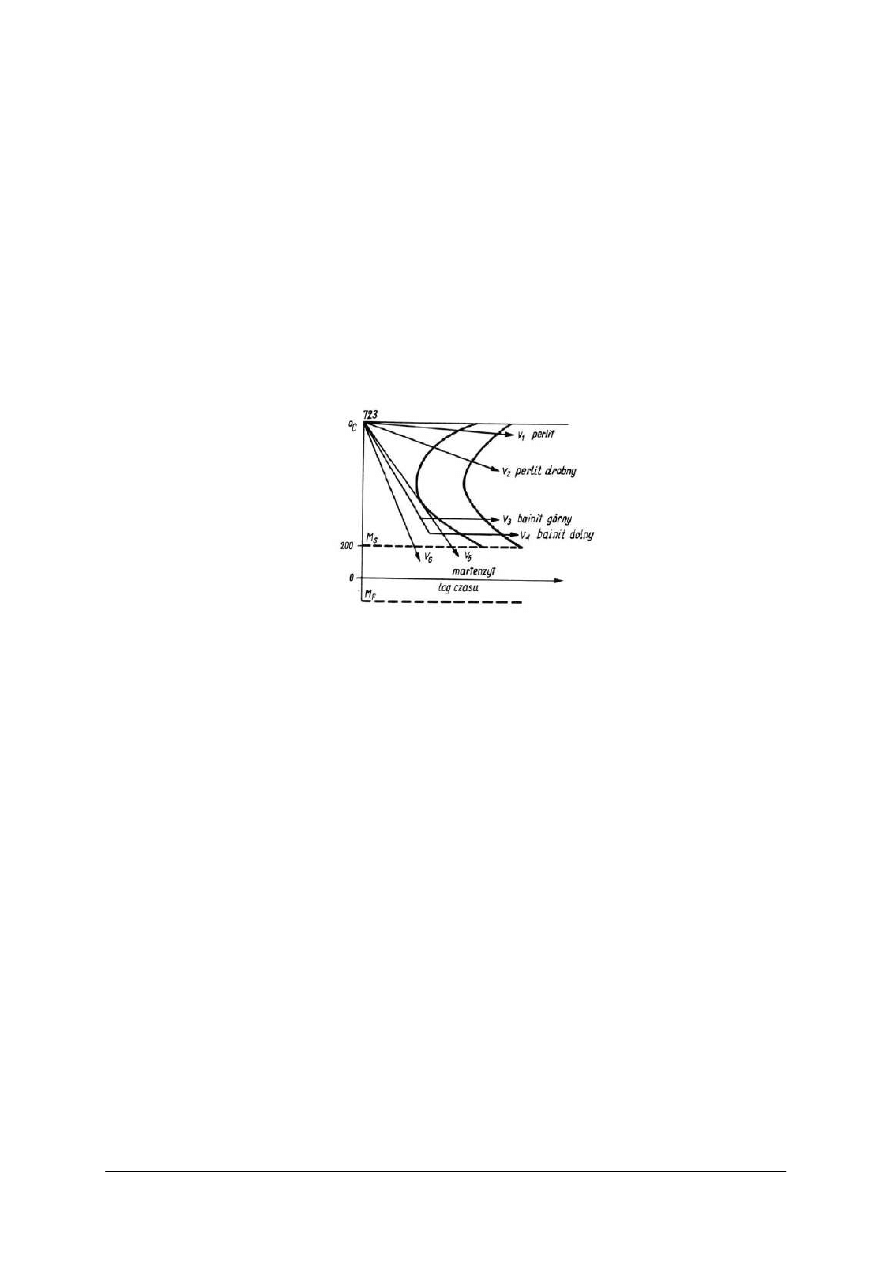
konieczny jest odpowiedni czas dla ich uformowania. Związek pomiędzy czasem,
temperaturą i charakterem przemiany przedstawia się na wykresach zwanych wykresami CTP
lub też – ze względu na kształt krzywych – wykresami C (rys. 5). Na tych wykresach krzywa
oznaczana symbolem p określa początek przemiany austenitu w perlit, krzywa oznaczana
symbolem k określa koniec tej przemiany. Naniesione na ten wykres linie oznaczone
symbolem u określają różne szybkości chłodzenia
Opisana poprzednio przemiana austenitu na perlit płytkowy zachodzi przy powolnym
chłodzeniu, oznaczonym na wykresie symbolem u
1
Przy większych szybkościach chłodzenia
(v
2
)
cementyt nie zdąży uformować się w postaci wyraźnych płytek i krystalizuje się
w postaci drobnych ziarn – powstaje struktura zwana perlitem drobnym. Chłodząc
z szybkością u
3
otrzymujemy bardzo drobny cementyt, wykrywalny dopiero przy obserwacji
zgładu pod mikroskopem elektronowym. Taką strukturę, złożoną z bardzo drobnego
cementytu i ferrytu, nazywa się bainitem górnym. Przy sposobie chłodzenia określonym linią
v
4
, otrzymuje się charakterystyczne igły widoczne pod mikroskopem metalograficznym. Igły
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
te składają się z bardzo drobnych płytek cementytu i ferrytu. Strukturę taką nazywa się
bainitem dolnym. Wszystkie struktury otrzymane po tych przemianach, a wiec struktura
perlitu i struktura bainitu, składają się z dwóch faz: cementytu i ferrytu.
Przemiana austenitu na perlit jest przemianą dyfuzyjną. (dyfuzja – proces
rozprzestrzeniania się cząsteczek w gazie, cieczy lub ciałach stałych pod wpływem różnicy
ciśnień parcjalnych). Im większe przechłodzenie, tym wolniej przebiega dyfuzja. Przy
szybkości chłodzenia większej od szybkości krytycznej (v
5
= v
kr
) przemiana dyfuzyjna nie
zdąży zajść. Natomiast w pewnej bardzo niskiej temperaturze zachodzi zupełnie inna,
bezdyfuzyjna przemiana austenitu na strukturę jednofazową, zwaną martenzytem. Początek
tej przemiany określa na wykresie linia M
s.
Martenzyt jest silnie przesyconym roztworem
węgla w żelazie
α
(Fe
α
). Objętość martenzytu jest większa niż objętość austenitu. Powoduje
to powstanie w materiale naprężeń ściskających i przyczynia się do zahamowania przemiany
austenitu na martenzyt. Pozostały austenit nazywa się austenitem szczątkowym; można
zmniejszyć jego ilość przez dalsze obniżenie temperatury.
Rys. 5
.
Wykres przemian przechłodzonego austenitu [1].
Na położenie krzywych C i linii M
s
i M
f
zasadniczy wpływ ma zawartość węgla i udział
pierwiastków stopowych. Przy małej zawartości węgla trwałość austenitu jest bardzo mała,
początek przemiany austenitu na perlit zachodzi po bardzo krótkim czasie. Krytyczna
szybkość chłodzenia (najmniejsza szybkość chłodzenia, przy której z austenitu o danej
zawartości węgla powstaje martenzyt) jest bardzo duża.
W stalach o zawartości poniżej 0,2% C praktycznie stosowane sposoby chłodzenia nie
zapewniają osiągnięcia prędkości krytycznej koniecznej dla uzyskania struktury
martenzytycznej. Dlatego stali tych nie hartuje się. Wzrost zawartości węgla, a także dodanie
do stali takich pierwiastków, jak nikiel, chrom, wolfram i molibden – powodują opóźnienie
początku przemiany austenitu na perlit i zmniejszenie krytycznej szybkości chłodzenia.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co stanowi istotę obróbki cieplnej?
2. Jakie przemiany zachodzą w stali podczas nagrzewania i wygrzewania?
3. Jak się zmienia wielkość ziarna podczas nagrzewania stali eutektoidalnej?
4. Jakie zmiany struktury zachodzą w stali podczas chłodzenia?
5. Jaki wpływ na strukturę stali ma szybkość chłodzenia podczas obróbki cieplnej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.1.3. Ćwiczenia
Ćwiczenie 1
Wyznacz temperaturę przemiany austenitycznej dla stali niestopowej 15(C15), 25 (C25),
45 (C45), na podstawie wykresu Fe-C.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zidentyfikować stal niestopową 15(C15), 25 (C25), 45 (C45),
2) zidentyfikować zachodzące przemiany podczas nagrzewania stali i jej wygrzewania,
3) wyznaczyć temperaturę przemiany austenitycznej na podstawie wykresu Fe-C,
4) zaprezentować wykonane ćwiczenie,
5) dokonać oceny,
6) zapisać wyniki przeprowadzonego ćwiczenia.
Wyposażenie stanowiska pracy:
−
wykres Fe-C,
−
PN,
−
literatura,
−
filmy dydaktyczne,
−
foliogramy.
Ćwiczenie 2
Wyznacz przemiany strukturalne zachodzące podczas nagrzewania, wygrzewania
i chłodzenia dla stali podeutektoidalnej, etektoidalnej i nadetektoidalnej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zidentyfikować stal podeutektoidalną, etektoidalną i nadetektoidalną na wykresie Fe-C,
2) określić przemiany zachodzące podczas nagrzewania stali i jej wygrzewania oraz podczas
chłodzenia,
3) wyznaczyć temperaturę przemiany na podstawie wykresu Fe-C,
4) zaprezentować wykonane ćwiczenie,
5)
dokonać oceny,
6) zapisać wyniki przeprowadzonego ćwiczenia.
Wyposażenie stanowiska pracy:
−
wykre Fe-C,
−
PN,
−
literatura,
−
foliogramy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić istotę obróbki cieplnej?
2) rozróżnić przemiany strukturalne zachodzące w stali podczas
nagrzewania i wygrzewania?
3) wyjaśnić, jakie zmiany strukturalne zachodzą w stali podczas
chłodzenia?
4) scharakteryzować zabiegi stosowane w obróbce cieplnej?
5) rozróżnić materiały, które można poddawać obróbce cieplnej?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
4.2. Wykonywanie obróbki cieplnej
4.2.1. Materiał nauczania
Wyżarzanie
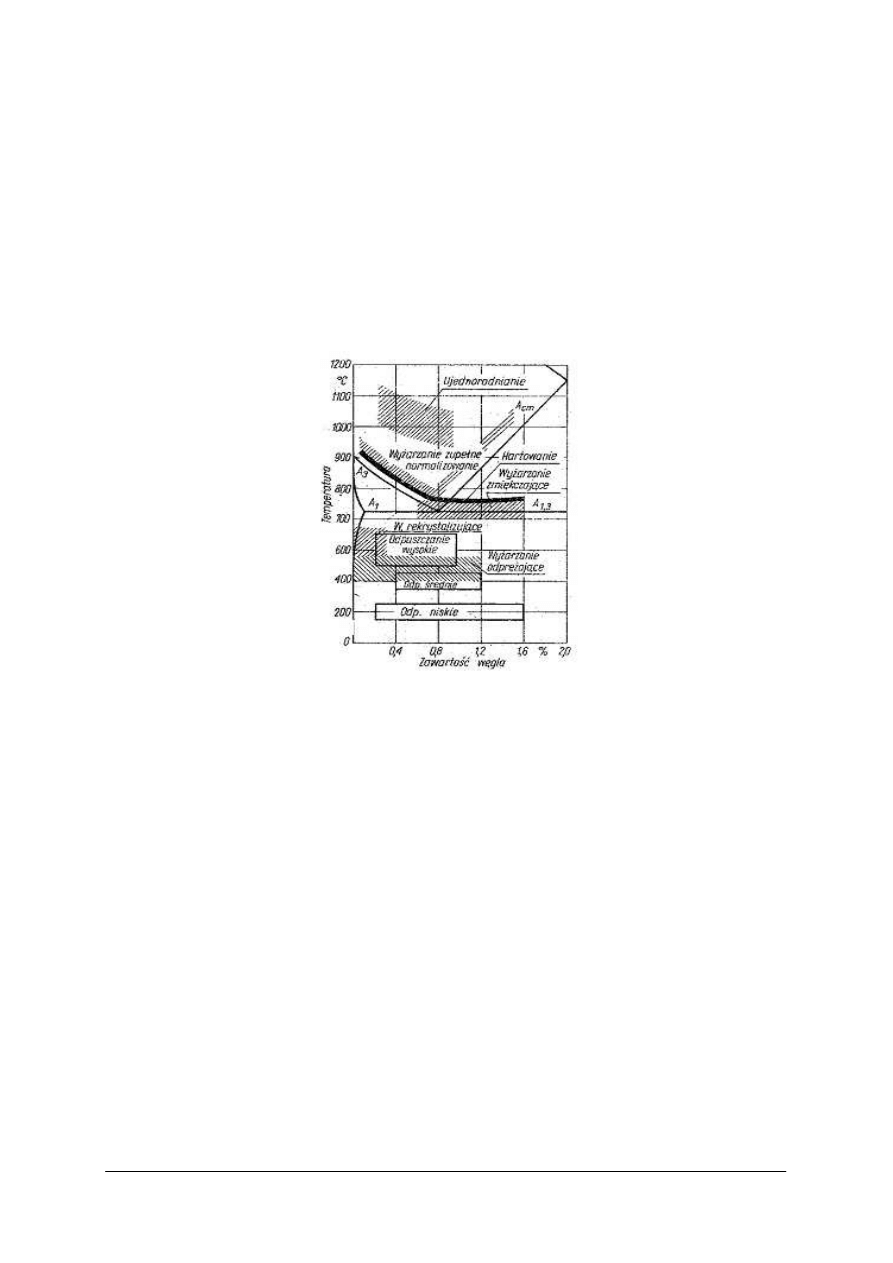
Wyżarzanie polega na nagrzaniu stopu do określonej temperatury (rys. 6), wygrzewaniu
w tej temperaturze i powolnym chłodzeniu (studzeniu). Fazy otrzymane po tej obróbce są
zgodne ze stanem równowagi stopu.
Rozróżnia się następujące rodzaje wyżarzania: ujednorodniające, normalizujące, zupełne,
zmiękczające, odprężające, rekrystalizujące i odpuszczające (wyżarzanie odpuszczające,
zwane odpuszczaniem, stosuje się po hartowaniu).
Rys. 6. Zakresy temperatur wyżarzania i hartowania stali [5].
Wyżarzanie ujednorodniające (homogenizowanie) powoduje usunięcie niejednorodności
chemicznej ziaren roztworu stałego i częściowo faz wydzielonych na granicach ziarn.
Stosowane jest do wyżarzania wlewków i odlewów staliwnych.
Wyżarzanie normalizujące (normalizowanie) stosuje się w celu uzyskania równomiernej
i rozdrobnionej struktury. Polega na nagrzaniu stali do temperatury o 30–50°C powyżej A
1
lub A
cm
(w zależności od tego, czy stal jest podeutektoidalna, czy nadeutektoidalna),
wygrzewaniu w tej temperaturze przez czas niezbędny do stworzenia struktury austenitycznej
i następnie chłodzeniu w spokojnym powietrzu. Normalizowanie polepsza właściwości
mechaniczne stali, bywa też stosowane jako obróbka przygotowująca do hartowania czy do
ratowania stali przegrzanych.
Wyżarzanie zupełne jest właściwie odmianą wyżarzania normalizującego, różni się od
niego tylko powolniejszym chłodzeniem, początkowo razem z piecem, a następnie
w spokojnym powietrzu. Po wyżarzaniu zupełnym stal odznacza się dobrą ciągliwością, małą
twardością i dobrą obrabialnością.
Wyżarzanie zmiękczające (sferoidyzujące) polega na wygrzewaniu stali w temperaturze
30
÷
50°C. Powyżej A
1
i chłodzeniu z przetrzymaniem w stałej temperaturze nieco poniżej A
1
lub (częściej) na wahadłowym podgrzewaniu do temperatury powyżej A
1
i studzeniu do
temperatury poniżej A
1
(od 680°C do 740°C). Następuje przerywanie siatki cementytu
i formowanie tzw. cementytu kulkowego występującego na tle ferrytu. Taki proces nazywa
się sferoidyzacją. Powoduje ona obniżenie twardości, zwiększenie elastyczności i poprawę
obrabialności stali.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Wyżarzanie odprężające ma na celu zmniejszenie naprężeń własnych powstających
w czasie odlewania, kucia, spawania, obróbki plastycznej na zimno czy nawet podczas
zgrubnego skrawania. W czasie tej obróbki temperatura wygrzewania stali powinna być
niższa od temperatury rekrystalizacji, w której mogłyby zachodzić przemiany fazowe lub
strukturalne. Chłodzenie powinno być powolne, przeważnie wraz z piecem.
Wyżarzanie rekrystalizujące stosuje się w celu usunięcia skutków zgniotu wywołanego
obróbką plastyczną na zimno. Wymaga nagrzania do temperatury wyższej od temperatury
rekrystalizacji.
Hartowanie
Hartowanie polega na nagrzaniu stali o 30–50
o
Cpowyżej temperatury przemiany A
1
lub
A
1,3
(rys. 6), wygrzaniu w tej temperaturze aż do otrzymania struktury austenitycznej
(w stalach
podeutektoidalnych)
lub
austenityczno-cementytowej
(w
stalach
nadeutektoidalnych), a następnie na oziębianiu z szybkością najczęściej większą od szybkości
krytycznej. Celem tej obróbki cieplnej jest uzyskanie bardzo twardej struktury
martenzytycznej. Twardość martenzytu w zależności od zawartości węgla wynosi
40–64 HRC. Stosowane są również odmiany hartowania dające struktury bainityczne, na
przykład hartowanie z przemianą izotermiczną.
W zależności od sposobu chłodzenia rozróżnia się hartowanie zwykłe, przerywane,
stopniowe i z przemianą izotermtczną (izotermiczne). Dla oziębiania stali niestopowych
o zawartości 0,45–65% C odznaczających się bardzo dużą szybkością krytyczną, stosuje się
wodę. Stale o większej zawartości węgla z dodatkiem na przykład chromu, niklu, wolframu
można chłodzić w oleju lub nawet w strumieniu sprężonego powietrza. Szybkość chłodzenia
w hartowanym przedmiocie jest największa na powierzchni i maleje w kierunku rdzenia. Przy
odpowiednio dużych przekrojach materiał jest zahartowany tylko do pewnej głębokości, dalej
w głąb tworzą się w kolejności struktury bainityczne i perlityczne. Zdolność do hartowania
w głąb nazywa się hartownością. W zależności od możliwej do uzyskania grubości warstwy
zahartowanej rozróżnia się stale głęboko i płytko hartujące się. Hartowność stali znacznie
podwyższają chrom i nikiel.
W wielu przypadkach celem obróbki cieplnej jest uzyskanie tylko twardej odpornej na
ś
cieranie powierzchni przy zachowaniu w miarę ciągliwego rdzenia. Stosuje się wtedy
hartowanie powierzchniowe. Polega ono na bardzo szybkim nagrzaniu warstwy
powierzchniowej i szybkim chłodzeniu jej w wodzie lub powietrzu tak, że hartuje się tylko ta
warstwa materiału, która osiągnęła temperaturę hartowania. W zależności od sposobu
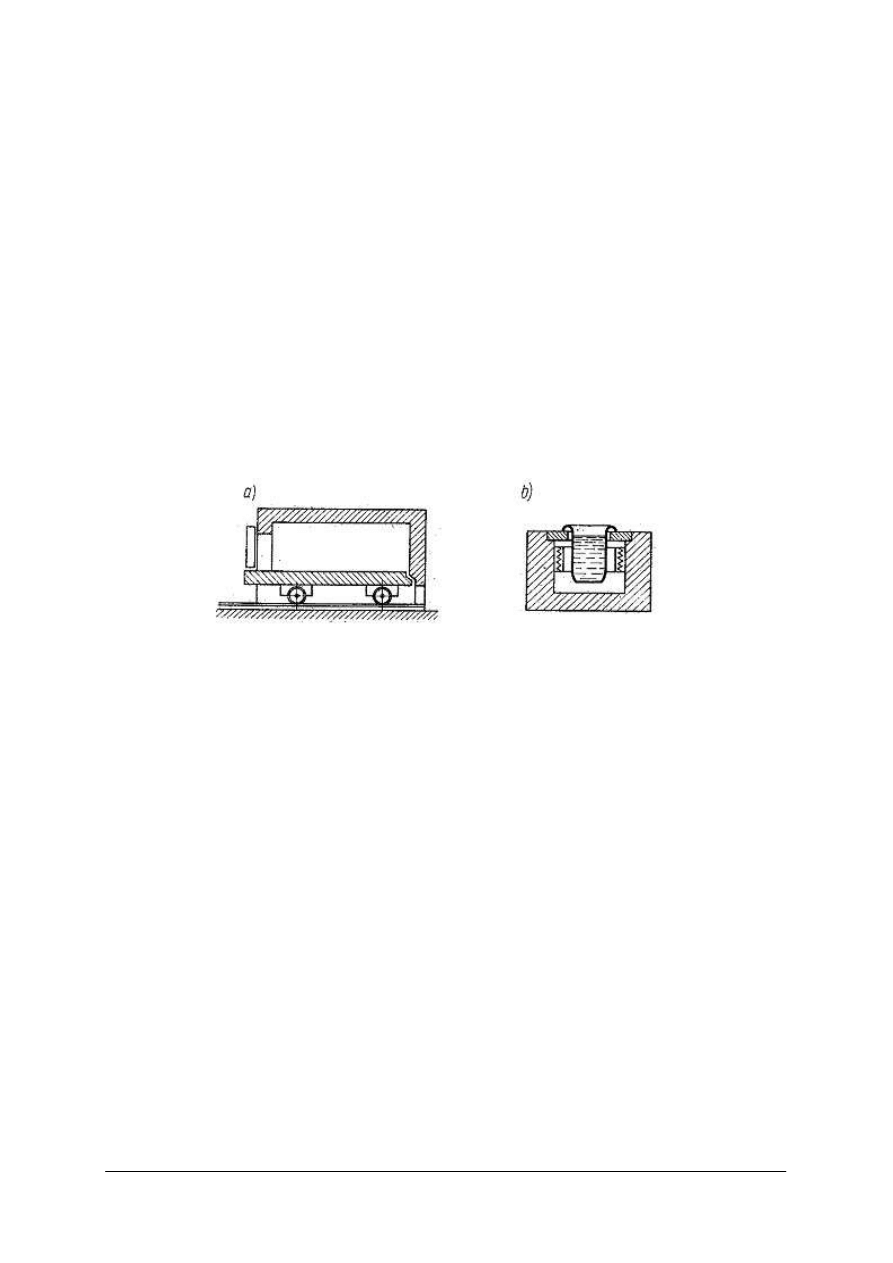
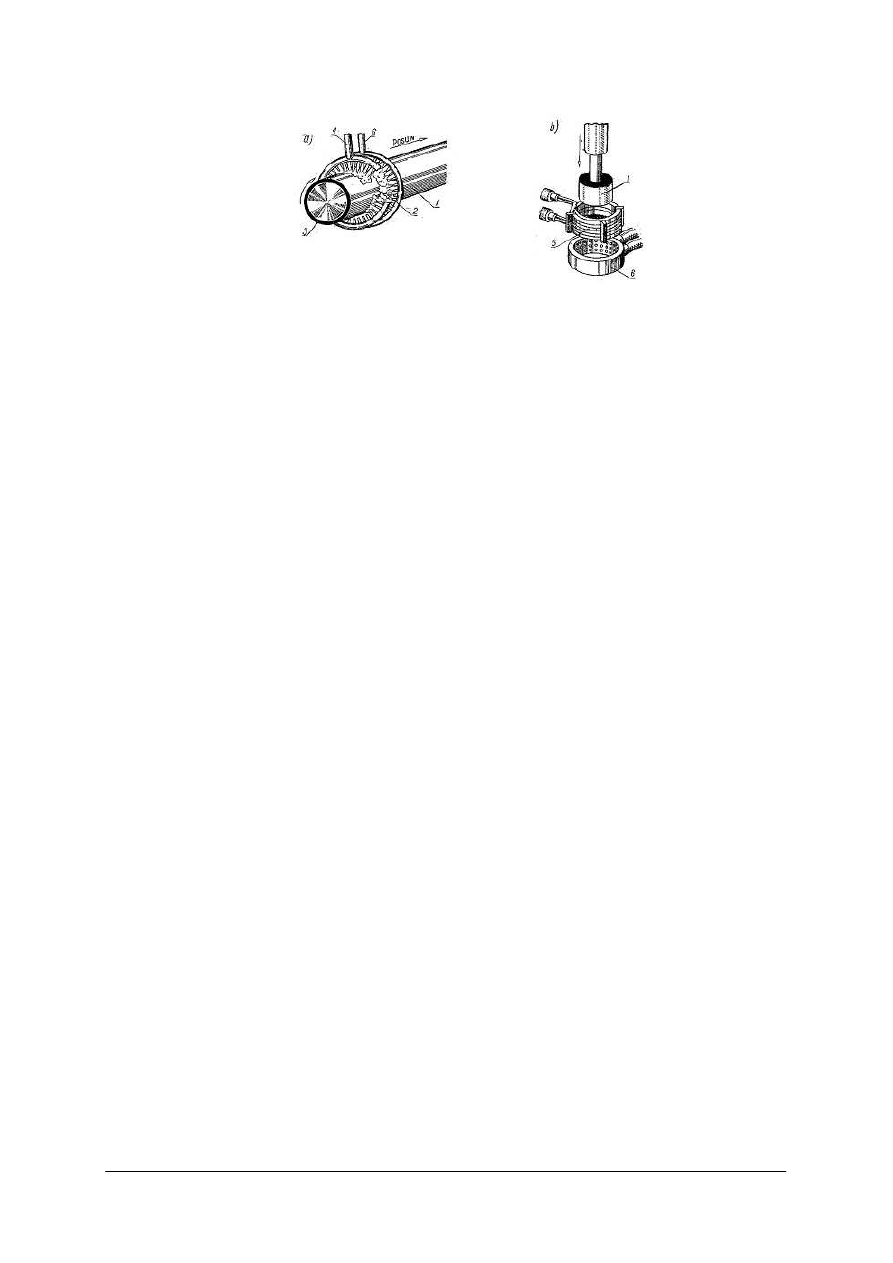
nagrzewania warstwy wierzchniej rozróżnia się hartowanie powierzchniowe:
−
płomieniowe – z nagrzewaniem warstwy wierzchniej od płomienia gazu (rys. 7a),
−
indukcyjne – z nagrzewaniem warstwy wierzchniej za pomocą szybkozmiennych prądów
indukcyjnych (rys. 7b),
−
kąpielowe – z nagrzewaniem warstwy wierzchniej przez zanurzenie w nagrzanej do
odpowiedniej temperatury kąpieli solnej lub metalowej.
Głębokość warstwy zahartowanej po hartowaniu powierzchniowym zwykle wynosi
0,4–2 mm.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Rys. 7. Hartowanie: a) płomieniowe, b) indukcyjne, 1) przedmiot hartowany, 2) warstwa nagrzewana.
3) warstwa zahartowana, 4) palnik, 5) wzbudnik, 6) urządzenie do chłodzenia [8].
Odpuszczanie
Odpuszczanie stosuje się do przedmiotów uprzednio zahartowanych. Polega ono na
nagrzaniu (rys. 7) zahartowanej stali do temperatury poniżej przemiany A
1
, wygrzaniu w tej
temperaturze i schłodzeniu (najczęściej z dowolną szybkością). Stal o strukturze
martenzytycznej jest bardzo twarda, ale też krucha i mało plastyczna. Ponadto hartowanie
powoduje powstanie często bardzo znacznych naprężeń wewnętrznych. Celem odpuszczania
jest właśnie złagodzenie tych negatywnych skutków hartowania kosztem niezbyt dużego
obniżenia twardości. Rozróżnia się odpuszczanie:
−
niskie, przeprowadza się je w zakresie temperatur 150–250
o
C w celu usunięcia naprężeń
hartowniczych, przy zachowaniu wysokiej twardości i wytrzymałości. Wskutek podgrzania
stali następuje zamiana austenitu szczątkowego na martenzyt, który równocześnie zamienia
się na martenzyt regularny, zwany też martenzytem odpuszczania,
−
ś
rednie, prowadzi się je w zakresie temperatur 350–450°C co pozwala na utrzymanie
dość wysokiej granicy sprężystości i twardości materiału przy dostatecznej plastyczności.
Następuje zamiana struktury martenzytycznej na bardzo drobną strukturę perlityczną,
−
wysokie, przeprowadza się je w temperaturze wyższej od 500°C, ale niższej od
temperatury przemiany A
1
. Wytworzony w tym zakresie temperatur perlit składa się
z bardzo drobnego cementytu kulkowego i ferrytu. Odpuszczanie wysokie powoduje
wzrost ciągliwości i udarności materiału przy dostatecznie dużej wytrzymałości.
Odpuszczanie wysokie prowadzi do znacznego zmniejszenia twardości warstwy
wierzchniej i nieznacznego w głębi materiału, w efekcie występuje wyrównanie twardości
w całym przekroju. Stale po wysokim odpuszczaniu odznaczają się korzystnym zestawieniem
właściwości wytrzymałościowych i plastycznych. Hartowanie w połączeniu z odpuszczaniem
wysokim lub średnim nazywa się często ulepszaniem cieplnym.
Przesycanie stali
Często roztwory stałe występujące w stopach metali przy obniżaniu ich temperatury
wykazują zmniejszenie zdolności do rozpuszczania jednego składnika w drugim. Na przykład
ż
elazo
α
maksymalną ilość atomów węgla może przyjąć do swojej sieci w temperaturze
723°C. Ta graniczna rozpuszczalność wynosi 0,02%. Z wykresu równowagi żelazo-cementyt
wynika, że przy chłodzeniu (powolnym) ferryt będzie ubożał w węgiel, będzie się wydzielać
nowa faza – kryształy cementytu trzeciorzędowego. Jeżeli zastosujemy chłodzenie o dużej
szybkości, to węgiel nie zdąży wykrystalizować się w postaci cementytu i pozostanie w sieci
ż
elaza
α
. Powiemy, że powstał roztwór przesycony. Fazowo jest on niezgodny z fazami
istniejącymi w stanie równowagi w temperaturze otoczenia, zgodny jest natomiast z fazami
istniejącymi w temperaturze wygrzewania. Istotą przesycania jest więc uzyskanie
w temperaturze otoczenia struktury odpowiadającej fazowo temperaturze odpowiednio
wyższej. W tym celu stop nagrzewa się powyżej temperatury określonej krzywą granicznej

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
rozpuszczalności, wygrzewa w tej temperaturze i następnie szybko schładza. Przesycanie stali
niskowęglowych zabezpiecza przed wydzieleniem na granicach ziarn ferrytu siatki kruchego
cementytu. Dzięki temu obróbka ta znacznie podwyższa właściwości plastyczne stali
i znajduje zastosowanie do blach przeznaczonych do głębokiego tłoczenia. Przesycanie
stosuje się również do stali kwasoodpornych (stale o strukturze austenitycznej), a także do
stopów aluminium i niektórych stopów miedzi.
Wady obróbki cieplnej
Do najczęściej spotykanych wad przedmiotów obrobionych cieplnie można zaliczyć:
−
miękkie plamy, stanowiące na powierzchni przedmiotu miejsca o znacznie obniżonej
twardości,
−
odwęglanie, polegające na zmniejszeniu zawartości węgla w przypowierzchniowej
warstwie przedmiotu, powodowanym chemicznym działaniem ośrodka,
−
przegrzanie, którego skutkiem jest nadmierny rozrost ziarn materiału przedmiotu,
powodowany zbyt wysoką temperaturą lub zbyt długim czasem grzania,
−
przepalanie, przejawiające się znacznym przegrzaniem oraz nieodwracalnymi zmianami
na granicach ziarn,
−
przewęglenie, polegające na nadmiernym nasyceniu węglem warstwy przypowierzchniowej
przedmiotu,
−
utlenianie wewnętrzne, polegające na utlenianiu się warstwy przypowierzchniowej
przedmiotu wzdłuż granic ziarn.
4.2.2 Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czym polega wyżarzanie?
2. Jakie rozróżniamy odmiany wyżarzania?
3. Na czym polega hartowanie stali?
4. Na czym polega odpuszczanie?
5. Na czym polega przesycanie stali?
6. Jakie mogą wystąpić wady obróbki cieplnej?
4.2.3. Ćwiczenia
Ćwiczenie 1
Ustal temperaturę wyżarzania normalizującego dla stali 45 (C45), 40H(41Cr4), 18G2A
(P460N).
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) ustalić temperaturę wyżarzania dla określonej stali i rodzaju zabiegu na podstawie
dostępnej literatury,
2) dokonać oceny,
3) zaprezentować wykonane ćwiczenie,
4) zapisać wyniki.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Wyposażenie stanowiska pracy:
−
wykres Fe-C,
−
literatura.
Ćwiczenie 2
Dobierz temperaturę hartowania i odpuszczania niskiego, środowisko chłodzące i sposób
chłodzenia dla przedmiotu wykonanego ze stali 45 (C45).
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać temperaturę hartowania,
2) dobrać temperaturę odpuszczania niskiego,
3) określić sposoby chłodzenia przy hartowaniu w zależności od kształtu i wielkości
przedmiotu,
4) określić jak sprawdzić jakość wykonanego hartowania,
5) rozpoznać strukturę stali po hartowaniu i odpuszczaniu,
6) zaprezentować wykonane ćwiczenie,
7) zapisać wyniki przeprowadzonego ćwiczenia.
Wyposażenie stanowiska pracy:
−
PN,
−
filmy dydaktyczne, foliogramy,
−
literatura.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić, na czym polega wyżarzanie?
2) wyjaśnić, na czym polega hartowanie?
3) wyjaśnić, na czym polega odpuszczanie?
4) dobrać rodzaj wyżarzanie?
5) dobrać temperaturę nagrzania do hartowania?
6) dobrać rodzaj odpuszczanie?
7) zastosować przepisy bhp, ppoż. i ochrony środowiska podczas
obróbki cieplnej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4.3. Wiadomości podstawowe o obróbce cieplno-chemicznej
4.3.1. Materiał nauczania
Obróbka cieplno-chemiczna polega na zmianie składu chemicznego warstwy wierzchniej
materiału wskutek aktywnego oddziaływania środowiska na jego powierzchnie. Obok
temperatury występuje tu nowy czynnik obróbki – środowisko aktywne chemicznie. Podstawą
obróbki cieplno-chemicznej jest zjawisko dyfuzji, której intensywność rośnie wraz ze
wzrostem temperatury i czasu wygrzewania. Zjawisko dyfuzji polega na przenikaniu atomów
ze środowiska, na przykład węgla, azotu lub innych pierwiastków w głąb obrabianego
materiału.
Do najważniejszych rodzajów obróbki cieplno-chemicznej należą: nawęglanie,
azotowanie, cyjanowanie (łączne nasycanie powierzchni węglem i azotem). Stosuje się
również nasycanie warstwy wierzchniej takimi pierwiastkami, jak: aluminium, krzem, chrom,
bor i inne.
Nawęglanie stosuje się do elementów maszyn, od których wymaga się twardej, odpornej
na ścieranie powierzchni i ciągliwego rdzenia. Nawęglanie jest procesem polegającym na
dyfuzyjnym nasycaniu warstwy wierzchniej stali węglem w celu nadania jej zdolności do
hartowania. Nawęgla się stale o zawartości węgla nie przekraczającej 0,30% C. Sieć
przestrzenna żelaza
α
może pomieścić tylko niewielkie ilości węgla. Znacznie więcej węgla
może przyjąć sieć żelaza
γ
. Dlatego przy nawęglaniu stal podgrzewa się powyżej przemiany
A
3
. Praktycznie, w zależności od zawartości węgla w stali, przyjmuje się temperaturę
nawęglania od 880°C do 940°C. Środowisko służące do nawęglania nazywa się
karboryzatorem i może być stałe, ciekłe lub gazowe. Czas nagrzewania zależy od
temperatury wygrzewania, aktywności środowiska nawęglającego i wymaganej grubości
warstwy nawęglania, którą przyjmuje się najczęściej od 0,5 do 2,5 mm. Podwyższanie
temperatury, a także wydłużanie czasu wygrzewania prowadzi do zwiększenia grubości
warstwy nawęglanej, ale powoduje też znaczny rozrost ziarn w całej objętości materiału.
W celu stworzenia struktury drobnoziarnistej po nawęglaniu należy stal normalizować. Po
normalizowaniu przeprowadza się hartowanie. Temperatura hartowania powinna być większa
od przemiany A
1,3
tj. około 750
o
C. W celu odprężenia stali po hartowaniu stosuje się niskie
odpuszczanie w temperaturze około 180°C. Zespół kolejno po sobie następujących operacji
nawęglania, hartowania i odpuszczania jest nazywany węgloutwardzaniem cieplnym. Dla
mało odpowiedzialnych elementów maszyn po nawęglaniu można ograniczyć obróbkę
cieplną do hartowania. Należy zaznaczyć, że nawęglanie bez hartowania warstwy nawęglanej
nie miałoby znaczenia praktycznego.
Azotowanie polega na nasyceniu wierzchniej warstwy stali azotem. W podwyższonej
temperaturze azot łatwo wiąże się z żelazem tworząc roztwory stałe i związki chemiczne.
W obecności takich dodatków stopowych jak aluminium, chrom i molibden tworzy z nimi
odpowiednie azotki. Azotki te odznaczają się bardzo dużą twardością, większą od twardości
martenzytu. Proces azotowania znacznie utrudnia węgiel. Dlatego do azotowania nie nadają
się stale wysokowęglowe. Praktycznie azotowanie stosuje się do stali stopowych, szczególnie
do stali zawierających aluminium, gdyż aluminium tworzy z azotem najtwardsze azotki.
Azotowanie przeprowadza się zazwyczaj po ulepszaniu cieplnym (po hartowaniu
i odpuszczaniu) i po obrobieniu powierzchni na ostateczny wymiar. Przedmioty do
azotowania umieszcza się w specjalnych piecach, przez które przepływa amoniak, i wygrzewa
przez około 30 godzin w temperaturze 520–540°C. Grubość warstewki nasyconej azotem
przeważnie nie przekracza 0,8 mm. Azotowanie prawie nie wpływa na zmianę wymiarów.
Powierzchnie azotowane odznaczają się dużą odpornością na ścieranie i na korozję.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Cyjanowanie (węgloazotowanie kąpielowe) jest to proces nasycania warstwy wierzchniej
węglem i azotem. W zależności od temperatury obróbki intensywniejsze jest nawęglanie lub
azotowanie. W temperaturze 800–850°C zachodzi głównie nawęglanie i wobec tego warstwa
nasycona wymaga hartowania. W temperaturze niższej – ok. 500°C, dominuje azotowanie
i warstwa cyjanowana nie wymaga hartowania. Po cyjanowaniu w wysokich temperaturach
grubość warstwy dochodzi do 0,3 mm, w niskich temperaturach – tylko do 0,04 mm.
Cyjanowanie wymaga krótkiego czasu wygrzewania, przeważnie 20–30 minut. Powierzchnie
cyjanowane odznaczają się przeważnie bardzo dużą twardością i odpornością na ścieranie.
Obróbkę tę stosuje się głównie do narzędzi skrawających i części przyrządów pomiarowych.
Najczęściej cyjanowanie przeprowadza się w ciekłych kąpielach stopionego cyjanku sodu
NaCN lub cyjanku wapna Ca(CN)
2
. Obecnie, stosuje się również węgloazotowanie w gazach
zawierających węgiel i azot.
Obróbka cieplna stopów metali nieżelaznych
Znaczne zmiany właściwości mechanicznych i innych uzyskuje się również po
zastosowaniu obróbki cieplnej do stopów metali nieżelaznych. Stopy aluminium z miedzią,
a także z manganem i krzemem, uzyskują wysokie właściwości wytrzymałościowe dopiero
po obróbce cieplnej zwanej przesycaniem. Obróbka ta polega na podgrzewaniu stopu do
temperatury, w której składnik stopowy w odpowiednio większym stopniu rozpuszcza się
w aluminium, wygrzaniu w tej temperaturze, a następnie na szybkim oziębianiu w celu
zatrzymania tego składnika w roztworze. Taki roztwór jest roztworem przesyconym. Przez
pewien czas, rzędu kilku godzin, stop po przesycaniu wykazuje bardzo dobre właściwości
plastyczne, przy nie zmienionych właściwościach wytrzymałościowych. Czas ten
wykorzystuje się do prowadzenia obróbki plastycznej.
W stopie przesyconym, a więc niezgodnym z warunkiem równowagi, występują
tendencje do powrotu do stanu równowagi. Stop „przygotowuje się” do wydzielenia fazy
przesycającej, koncentrując w pewnych miejscach sieci aluminium atomy składnika
przesycającego. Częściowo może nastąpić też wydzielenie fazy przesycającej, ale o strukturze
innej niż w stanie równowagi. Przemianom tym towarzyszy wzrost naprężeń wewnętrznych,
co w efekcie powoduje znaczny wzrost właściwości wytrzymałościowych. Procesy takie
nazywa się starzeniem. Starzenie w temperaturze otoczenia przebiega samorzutnie i nazywa
się starzeniem naturalnym. Proces starzenia przebiegający w podwyższonej temperaturze
nazywa się starzeniem sztucznym. Po starzeniu stopy aluminium tracą dobre właściwości
plastyczne, a zyskują znacznie lepsze właściwości wytrzymałościowe.
Obróbkę cieplną polegającą na przesycaniu, a następnie starzeniu nazywa się
utwardzaniem dyspersyjnym. Podgrzanie stopu w ciągu 2–3 minut do temperatury 200°C
powoduje ponowne odzyskanie dobrych właściwości plastycznych i pogorszenie właściwości
wytrzymałościowych. Zjawisko to nazywa się nawrotem. W 2–3 godziny po podgrzaniu stop
znowu traci dobre właściwości plastyczne i zyskuje dobre właściwości wytrzymałościowe.
Do stopów aluminium stosuje się również wyżarzanie zmiękczające i rekrystalizujące.
Stopy magnezu z aluminium, cynkiem i innymi pierwiastkami również obrabia się
cieplnie. Najczęściej stosuje się wyżarzanie zmiękczające, ujednorodniające oraz utwardzanie
dyspersyjne.
Zabiegi obróbki cieplnej stosuje się również do stopów miedzi. W celu zmniejszenia
wytrzymałości i poprawienia właściwości plastycznych stopów stosuje się wyżarzanie
zmiękczające lub rekrystalizujące. Dla podwyższenia właściwości wytrzymałościowych
niektóre stopy, np. brązy, berylowe, poddaje się utwardzaniu dyspersyjnemu, Do brązów
aluminiowych (brązale) stosuje się hartowanie i odpuszczanie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Aluminiowanie, zwane inaczej aliterowaniem lub kaloryzowaniem, polega na
wprowadzeniu glinu do stali. Proces nasycania glinem odbywa się w mieszaninie
sproszkowanego aluminium, tlenku aluminium i chlorku amonu w temperaturze około 900°C.
Grubość warstwy wzbogaconej w glin zależy od czasu trwania procesu. Po 24 godzinach
osiąga się warstwę grubości 1 mm, zawierającą około 50% Al.
Aluminiowaniu poddaje się przedmioty przeznaczone do pracy w podwyższonej
temperaturze w atmosferze utleniającej. Utworzona na warstwie aluminium warstwa tlenków
chroni metal podłoża przed dalszym utlenianiem. Wadą tych warstw jest ich kruchość.
Bezpieczeństwo pracy przy obróbce cieplnej i cieplno-chemicznej
W oddziałach obróbki cieplnej pracownikowi zagraża cały szereg szkodliwych dla
zdrowia czynników fizycznych i chemicznych. Podwyższona temperatura w pomieszczeniach
jest przyczyną zakłócenia w ustroju człowieka równowagi wodnej i solnej. Różnica tej
temperatury z temperaturą zewnętrzną powoduje przyspieszoną wymianę powietrza i może
stać się przyczyną schorzeń dróg oddechowych i narządów ruchu. Promieniowanie świetlne i
podczerwone stwarza zagrożenie dla oczu.
Cały szereg substancji chemicznych stosowanych lub powstających w procesie obróbki
cieplnej może stać się przyczyną poważnych zatruć. Zatruciem grożą; tlenek węgla (czad),
powstający jako niepełny produkt spalania, arkoleina (produkt rozkładu olejów
organicznych), związki cyjanowe, kwas solny, ołów i wiele innych. Do organizmu człowieka
substancje te przenikają właściwymi sobie drogami, a mianowicie przez układ oddechowy,
pokarmowy, błonę śluzową, a także przez skórę. Ze względu na niewielkie, ale
systematycznie odbierane dawki substancji trujących objawy zatrucia mogą być przez długi
okres niezauważalne lub lekceważone.
Wysoka temperatura i cały szereg materiałów palnych stwarzają zagrożenie pożarowe,
często też istnieje niebezpieczeństwo wybuchu. Szczególnie silne zagrożenie występuje przy
piecach próżniowych. Przedostanie się do komory pieca nawet niewielkich ilości oleju, wody
lub powietrza może spowodować wybuch.
W celu zmniejszenia istniejącego zagrożenia pracownicy oddziałów obróbki cieplnej
muszą znać ogólne i szczegółowe przepisy bhp dotyczące obsługiwanych urządzeń oraz
bezwzględnie ich przestrzegać, stosować środki ochrony osobistej.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czym polega nawęglanie?
2. W jakich środowiskach przeprowadza się nawęglanie?
3. W jakim celu stosujemy azotowanie?
4. Na czym polega cyjanowanie?
5. Na czym polega aluminiowanie?
6. Jakie zagrożenia bhp występują przy obróbce cieplnej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.3.3. Ćwiczenia
Ćwiczenie 1
Zaplanuj procesu nawęglania wałka wykonanego ze stali stopowej 20 HG (20MnCr5)
w środowisku stałym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z istotą procesu nawęglania,
2) ustalić temperaturę nawęglania,
3) określić kolejność zabiegów nawęglania,
4) dobrać skład środowiska nawęglającego,
5) ustalić obróbkę cieplną po nawęglaniu,
6) określić sposób sprawdzenia jakość wykonanego nawęglania,
7) stosować przepisy bhp podczas procesu obróbki cieplnej,
8) zaprezentować wykonane ćwiczenie,
9) zapisać wyniki.
Wyposażenie stanowiska pracy:
−
PN, poradniki,
−
foliogramy, filmy dydaktyczne,
−
literatura.
Ćwiczenie 2
Zaplanuj proces azotowania uzębienia koła zębatego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z zasadami wykonania azotowania,
2) dobrać stal nadającą się do azotowania,
3) przewidzieć zabiegi procesu azotowania określonego przedmiotu,
4) dobrać warunki wykonania azotowania,
5) zaprezentować wykonane ćwiczenie,
6) zapisać wyniki.
Wyposażenie stanowiska pracy:
−
poradniki,
−
filmy dydaktyczne, foliogramy.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić istotę nawęglania?
2) określić, w jakich środowiskach chemicznych następuje nawęglanie?
3) zaplanować proces nawęglania określonego przedmiotu?
4) wyjaśnić, na czym polega azotowanie?
5) wyjaśnić, na czym polega aluminiowanie?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
4.4 Podstawy obróbki plastycznej
4.4.1. Materiał nauczania
Odkształcenia sprężyste i plastyczne
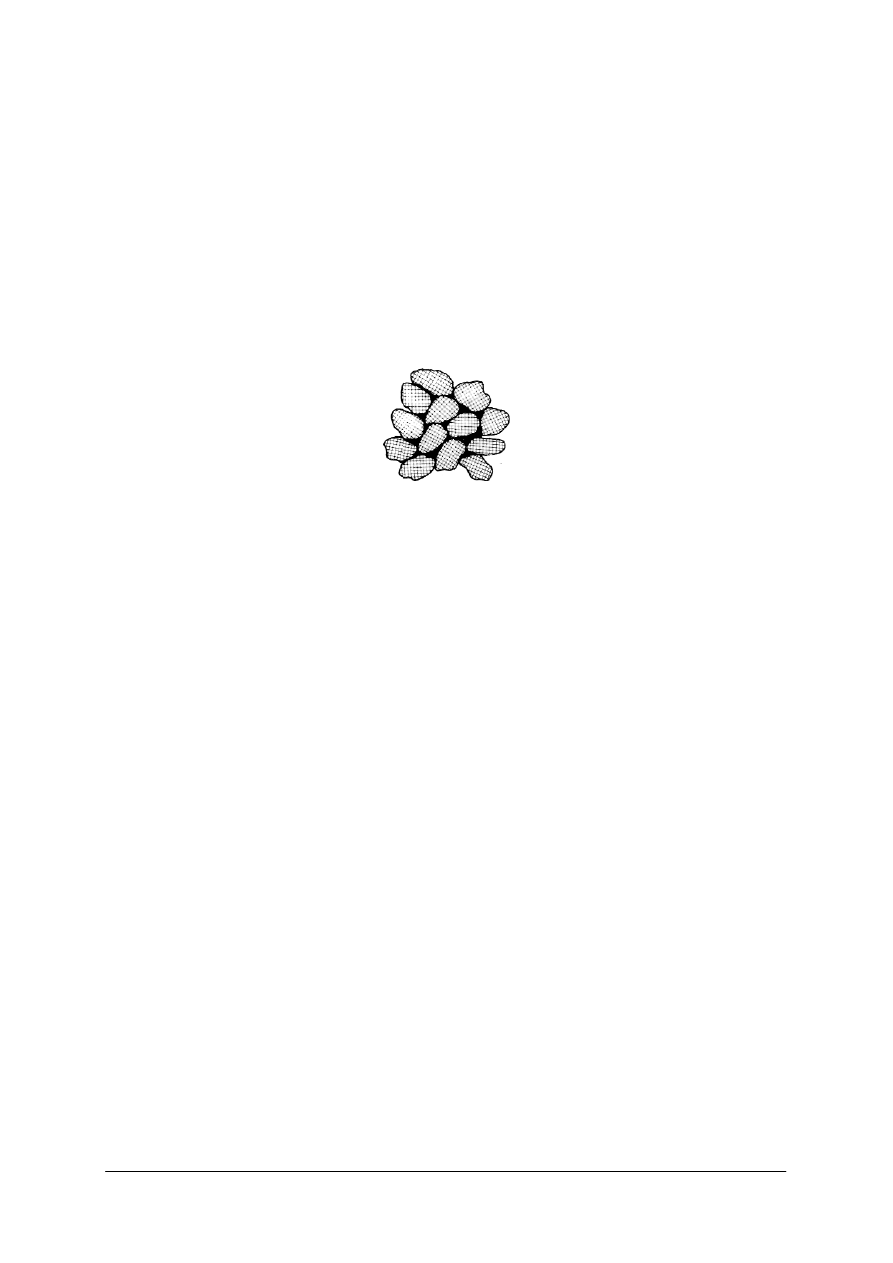
Wszystkie metale i stopy mają budowę krystaliczną. Rysunek 8 przedstawia
schematycznie typową strukturę polikryształu złożoną z wielu monokryształów, to jest
pojedynczych ziarn o różnych orientacjach osi i płaszczyzn sieci krystalicznych. Ziarna są
oddzielone warstewkami zanieczyszczeń i wtrąceń niemetalicznych.
Monokryształy mają różne defekty, przede wszystkim dyslokacje, których istnienie
umożliwia obróbkę plastyczną (odkształcenie monokryształu o idealnie regularnej siatce
wymaga ogromnych sił).
Rys. 8.
Schemat polikryształu [8].
Wywierając siłę na monokryształ, przy wzrastających naprężeniach, powodujemy zmiany
odległości atomów w siatce krystalicznej wiąże się z tym pewna zmiana (przyrost lub ubytek)
objętości. Stan ten jest jednak nietrwały – po usunięciu obciążenia odkształcenie to zwane
odkształceniem sprężystym, znika i monokryształ wraca do stanu początkowego.
Jeśli naprężenie w monokrysztale stanie się odpowiednio duże. wystąpi – niezależnie od
odkształcenia sprężystego – odkształcenie plastyczne (to znaczy odkształcenie trwałe).
Mechanizm tego odkształcenia może być różny, ale zawsze polega ono na wzajemnym
przemieszczaniu się całych warstw atomów. Najczęściej odkształcenie plastyczne jest
wywołane poślizgiem.
Odkształcenie plastyczne jest trwałe – nie znika po usunięciu naprężeń zewnętrznych.
Może być też znacznie większe niż odkształcenie sprężyste. Podczas odkształcenia
plastycznego objętość materiału nie ulega zmianie – fakt ten ma podstawowe znaczenie dla
projektowania procesów obróbki plastycznej i ich oprzyrządowania.
Jak już stwierdziliśmy, defekty struktury krystalicznej umożliwiają praktyczną realizację
obróbki plastycznej, czyli wystąpienie poślizgu przy stosunkowo niewielkim naprężeniu
Jednak w miarę wzrostu odkształcenia liczba dyslokacji rośnie, co powoduje z kolei
utrudnienie dalszych przemieszczeń warstw atomów. Zjawisko to, ograniczające poważnie
obróbkę plastyczną, nazywamy umocnieniem. Umocnienie powoduje wzrost twardości
i polepszenie właściwości mechanicznych jednak przy znacznym zmniejszeniu plastyczności.
Przechodząc do polikryształu stwierdzimy, że jego odkształcenie sprężyste polega na
niezależnym, jednoczesnym odkształceniu sprężystym wszystkich ziarn (monokryształów).
Natomiast odkształcenie plastyczne polikryształu jest bardziej złożone, gdyż występują tu
jednocześnie dwa zjawiska:
−
odkształcenia plastyczne poszczególnych ziarn,
−
przemieszczenie wzajemne ziarn.
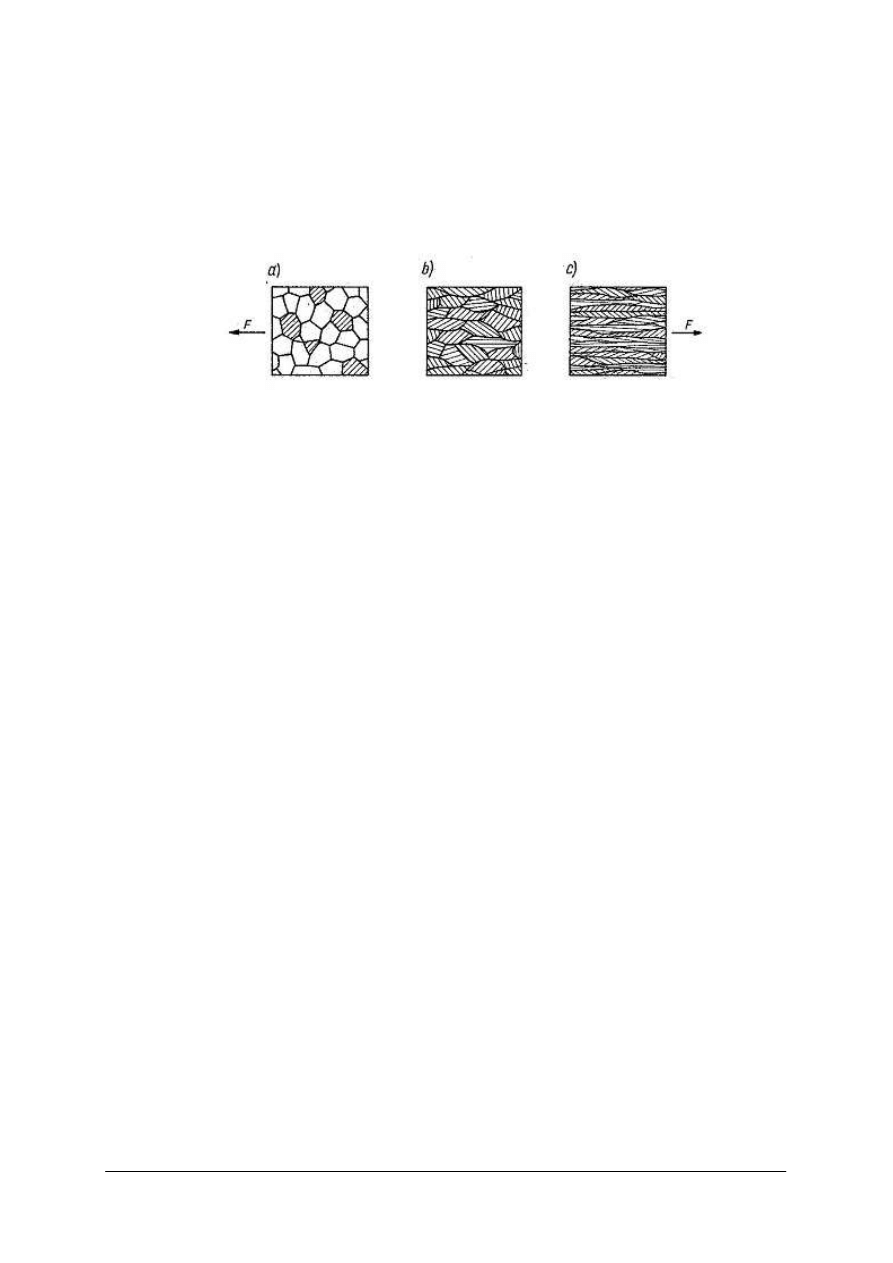
W rezultacie powstaje struktura ukierunkowana, z ziarnami wydłużonymi (rys. 9).
Zjawisko to nazywamy zgniotem. Metal ze zgniotem charakteryzuje się dużymi naprężeniami
wewnętrznymi.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Metal z dużym zgniotem i silnie umocniony jest mało podatny na dalszą obróbkę
plastyczną. Można mu przywrócić pierwotne właściwości plastyczne przez ogrzanie do
odpowiednio wysokiej temperatury; zajdą wówczas kolejno następujące zjawiska:
−
nawrót (zdrowienie), polegający na częściowej odbudowie struktury i zmniejszeniu
naprężeń wewnętrznych, jednak bez istotnych zmian kształtu i wymiarów ziarn,
−
rekrystalizacja, czyli całkowita odbudowa struktury, z likwidacją umocnienia i zgniotu
(ziarna przybierają pierwotne wymiary).
Rys. 9.
Zgniot – kolejne fazy [8].
Po rekrystalizacji i ostudzeniu metalu można go powtórnie odkształcać plastycznie. Dla
różnych gatunków stali temperatura rekrystalizacji wynosi orientacyjnie 750–950°C; zależy
ona także od zgniotu (im zgniot większy, tym temperatura rekrystalizacji niższa).
Uwzględniając zjawisko rekrystalizacji można odróżnić dwa podstawowe sposoby
obróbki plastycznej:
−
obróbka na zimno, prowadzona poniżej temperatury rekrystalizacji. Występuje
umocnienie i zgniot, obróbka wymaga dużych naprężeń, a możliwości znacznych
odkształceń są ograniczone.
−
obróbka na gorąco, prowadzona powyżej temperatury rekrystalizacji. Nie występuje
zgniot ani umocnienie, do wywołania odkształceń nie są potrzebne duże naprężenia.
Odkształcenia mogą być dowolnie duże.
Wybór właściwej temperatury obróbki plastycznej na gorąco jest bardzo ważny. Należy
bowiem pamiętać, że metal stygnie – szczególnie, gdy w trakcie obróbki występują dłuższe
przerwy (na przykład przy kuciu). Aby więc w końcowej fazie obróbki zachodziła jeszcze
rekrystalizacja, temperatura początkowa, w której prowadzimy przeróbkę plastyczną nie może
być niska. Nie może ona również być zbyt wysoka, gdyż grozi wystąpieniem szkodliwego
zjawiska powodującego nadmierny rozrost ziarn (skutek „przegrzanie” materiału). Przy
jeszcze wyższej temperaturze (bliskiej topnienia) następuje przepalenie, czyli utlenienie ziarn
na ich granicach. Materiał przepalony nadaje się jedynie do przetopu jako złom.
Rozróżnia się podstawowe sposoby obróbki plastycznej:
−
kucie,
−
walcowanie,
−
ciągnienie,
−
tłoczenie.
Kucie jest najstarszym sposobem obróbki plastycznej – polega na plastycznym
odkształceniu metalu przez zgniatanie naciskiem wywieranym uderzeniowo (kucie na
młotach) lub statycznie (kucie na prasach lub walcach kuźniczych – prasowanie, kucie
walcami). W wyniku kucia otrzymujemy surówkę określonej części maszynowej zwaną
odkuwką. Kucie najczęściej jest obróbką plastyczną na gorąco: znane są jednak liczne
przykłady stosowania w przemyśle kucia na zimno. Rozróżniamy następujące odmiany kucia
(rys. 10):
−
kucie swobodne za pomocą kowadeł płaskich (rys.10 a),
−
kucie swobodne za pomocą kowadeł kształtowych (rys. 10 b),
−
kucie w matrycy otwartej (rys. 10 c),
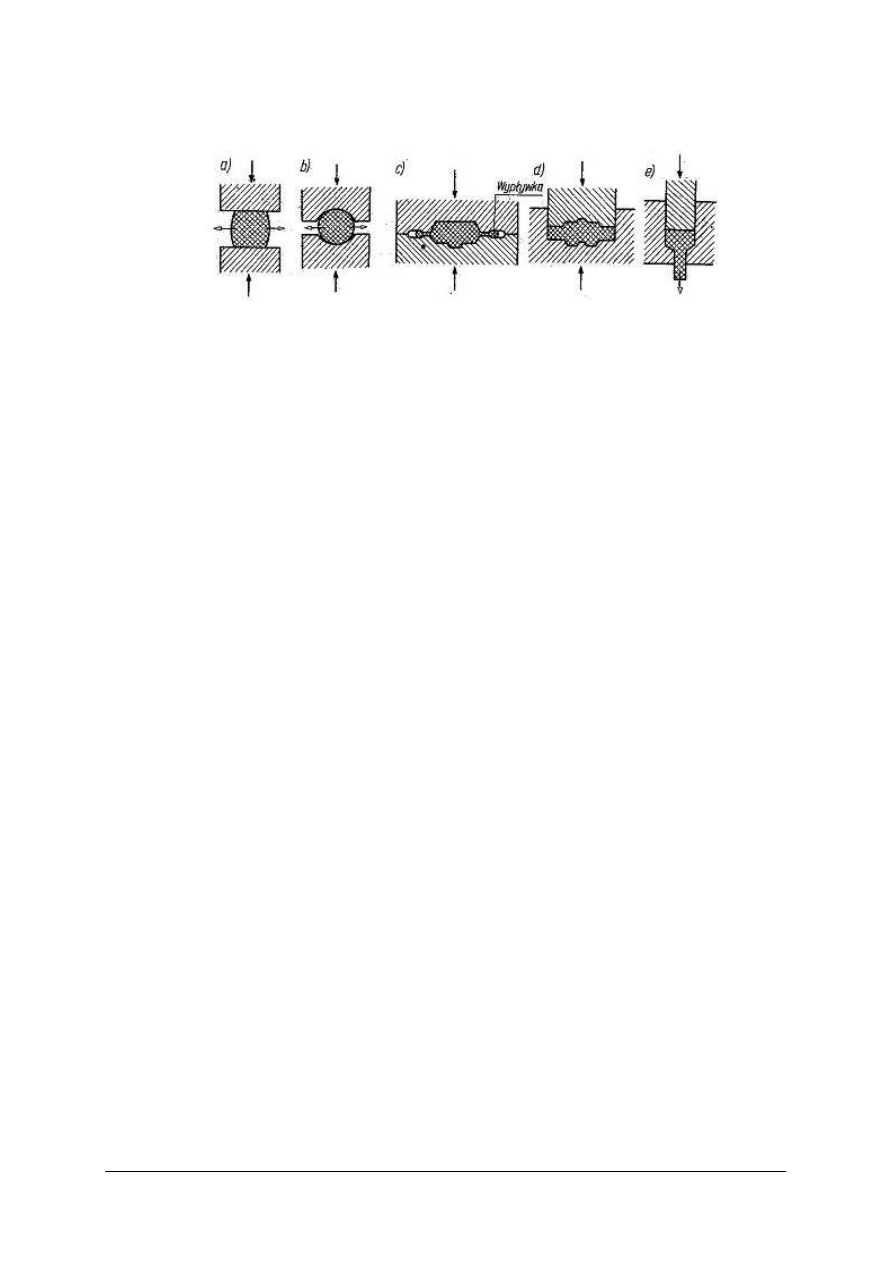
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
−
kucie w matrycy zamkniętej (rys. 10 d),
−
wyciskanie (rys. 10 e).
Rys. 10. Odmiany kucia [8].
Kucie swobodne i matrycowe (a–d) może być wykonane na młocie lub na prasie,
wyciskanie – tylko na prasie. Wyciskanie jest nowoczesnym sposobem kucia, stosowanym
w wielu branżach do wydajnej produkcji dokładnych wyrobów. Przykład z rys. 10e
przedstawia wyciskanie współbieżne, podczas którego metal pod wpływem nacisku stempla
uplastycznia się (na zimno) i wypływa przez kształtowy otwór.
Kucie swobodne stosuje się w produkcji małoseryjnej oraz podczas napraw; jest to
typowa obróbka na gorąco.
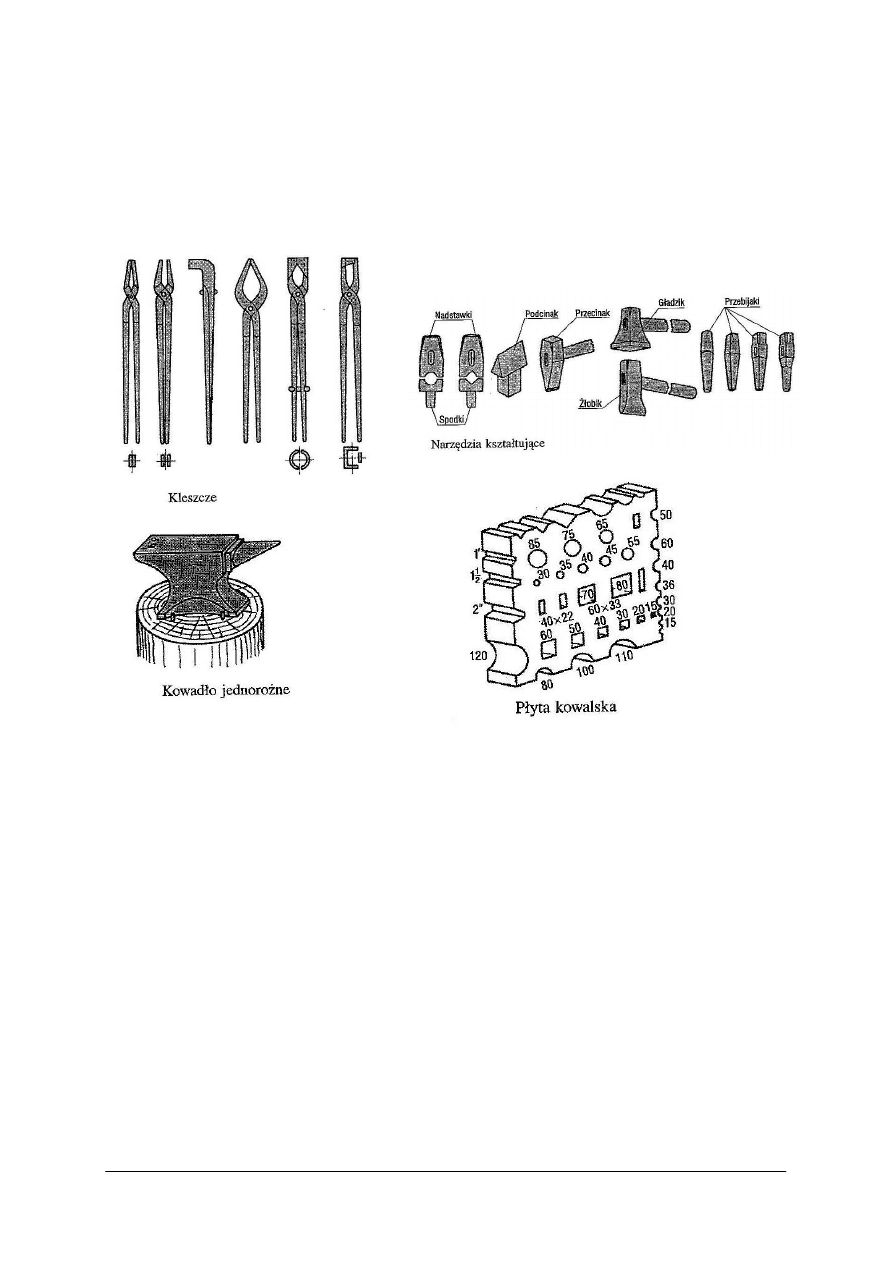
Kucie swobodne niewielkich przedmiotów można wykonywać ręcznie (za pomocą
różnych młotów ręcznych i innych narzędzi kowalskich, na kowadle), co jest ciężką pracą i
występuje przeważnie w rzemiośle (także artystycznym), a stosunkowo rzadko
w przemysłowych pracach remontowych. W przemyśle kucie swobodne wykonuje się na
młotach mechanicznych (części małe i średniej wielkości) lub na prasach hydraulicznych
(przedmioty duże – masy rzędu setek ton).
−
Do kucia swobodnego oprócz młota przy kuciu ręcznym używa się licznych narzędzi,
jak: narzędzia umieszczane na kowadle (czasem z nim połączone), służące do podparcia
części kutej. Mogą to być podstawki półokrągłe do kucia wałków, trzpienie do kucia
pierścieni, podstawki pierścieniowe do dziurawienia i wiele innych.
−
Narzędzia przejmujące uderzenia młota i przekazujące je kutej części; są to na przykład
siekiery kowalskie do odcinania, odsadzki różnych kształtów, trzpienie do dziurawienia.
−
Narzędzia do manipulowania kutym przedmiotem – przede wszystkim różne kleszcze
kowalskie; do kucia lekkich części (do kilkunastu kilogramów) używa się kleszczy
ręcznych, a do przedmiotów ciężkich – kleszczy połączonych z różnymi urządzeniami
dźwigowymi – żurawiami, suwnicami itp. Do kucia swobodnego ciężkich przedmiotów
stosuje się też specjalne maszyny – manipulatory, sterowane przez operatora zdalnie.
−
Narzędzia do pomiaru odkuwki w czasie procesu kucia. Charakterystycznym sposobem
ich użycia jest pomiar gorącej części. Podstawowym narzędziem są macki kowalskie,
stosowane łącznie i przymiarem kreskowym, wystarczające dla dokładności osiąganych
przy kuciu swobodnym, Macki ustawione na konkretny wymiar mogą być również
używane jako sprawdziany; co kilka lub kilkanaście uderzeń młota kontroluje się, czy
kuty przedmiot już ten wymiar osiągnął. Aby przyspieszyć sprawdzanie (co jest bardzo
ważne, bo kuty przedmiot stygnie), stosuje się macki wielokrotne, do kontroli wielu
wymiarów.
Rysunek 11 przedstawia narzędzia do kucia swobodnego. Kucie swobodne może
obejmować różne zabiegi: spęczanie (powiększanie przekroju poprzecznego), wydłużanie
(zmniejszanie przekroju), dziurowanie, gięcie, skręcanie, cięcie i inne.
Zależnie od stopnia złożoności kutej części cały proces może być wykonany po jednym
nagrzaniu materiału lub z grzaniem miedzyoperacyjnym. Kwalifikowany kowal może odkuć
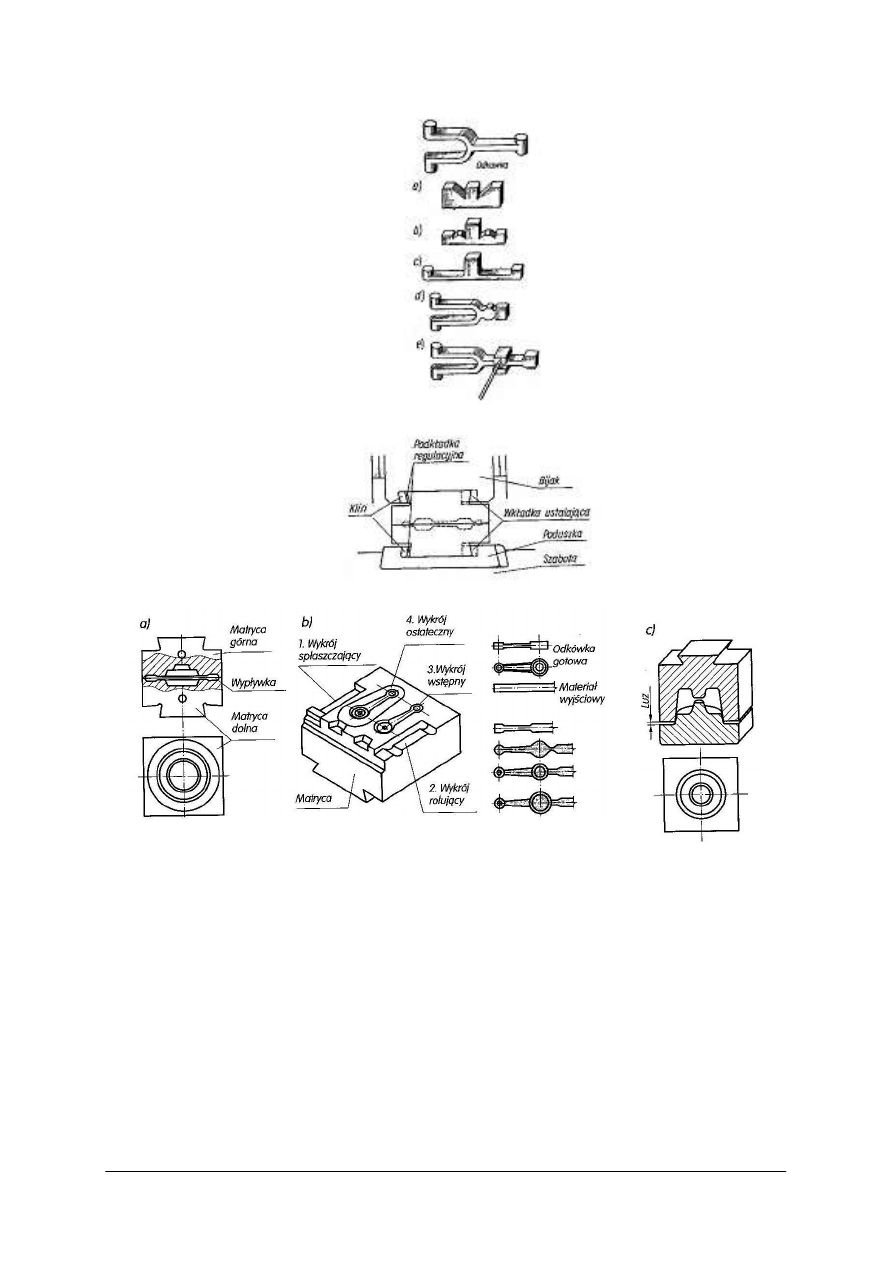
swobodnie nawet bardzo skomplikowane części. Przykład zabiegów kucia widełek
przedstawiony jest na rys. 12, warto zwrócić uwagę na gięcie (d) i wydłużanie (c, d).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Kucie matrycowe stanowi podstawowy sposób kucia w przemyśle maszynowym, ogólnie
wykonywany na gorąco, chociaż niektóre operacje mogą obejmować także kucie na zimno
(odcinanie wypływki, kalibrowanie).
Matryce kuźnicze są zamocowane do poduszki bijaka młota bądź do stołu i suwaka
prasy. Do mocowania matryc (rys. 13) wykorzystuje się ich zakończenia w postaci
„jaskółczych ogonów” i komplet klinów. Najczęściej stosuje się matryce otwarte, z rowkiem
na wypływkę.
Rys. 11. Narzędzia do kucia swobodnego [3].
Przed kuciem w matrycy otwartej nie potrzeba dokładnie dobierać masy kutego
materiału, gdyż jego nadmiar znajdzie się w wypływce. Należy ją jednak na końcu procesu
obciąć, co wymaga dodatkowego zabiegu lub nawet oddzielnej operacji.
Kucie matrycowe skomplikowanej części wymaga wielu zabiegów, które można
wykonać dwoma sposobami:
−
przez kucie w kilku operacjach,
−
przez kucie w jednej, złożonej operacji z użyciem matrycy wielowykrojowej.
Kucie matrycowe przeprowadza się na młotach albo prasach mechanicznych (śrubowych
lub korbowych). Przy kuciu na młocie konieczna jest większa liczba uderzeń; oznaką
zakończenia operacji jest wzajemne uderzenie o siebie płaszczyzn czołowych matryc
z charakterystycznym metalicznym dźwiękiem. Kucie na prasie śrubowej ogranicza się do
paru skoków prasy, a kucie na prasie korbowej odbywa się przy jednym ruchu suwaka. Kucie
matrycowe na prasie korbowej jest więc najbardziej wydajne, lecz prasa taka jest bardzo
kosztowna. Ponadto ten sposób kucia wymaga umiejętnego grzania materiału, aby
powstawała minimalna zgorzelina, która przy tym rodzaju kucia nie odpryskuje od odkuwki,
jak to się dzieje przy kuciu na młocie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Rys. 12
.
Kolejne zabiegi kucia swobodnego widełek [8].
Rys. 13.
Matryce kuźnicze zamocowane na młocie [8].
Rys. 14. Kucie matrycowe: a) jednowykrojowe z wypływką w matrycy otwartej, b) wielowykrojowe
z wypływką w matrycy otwartej, e) w matrycy zamkniętej bez wypływki [3].
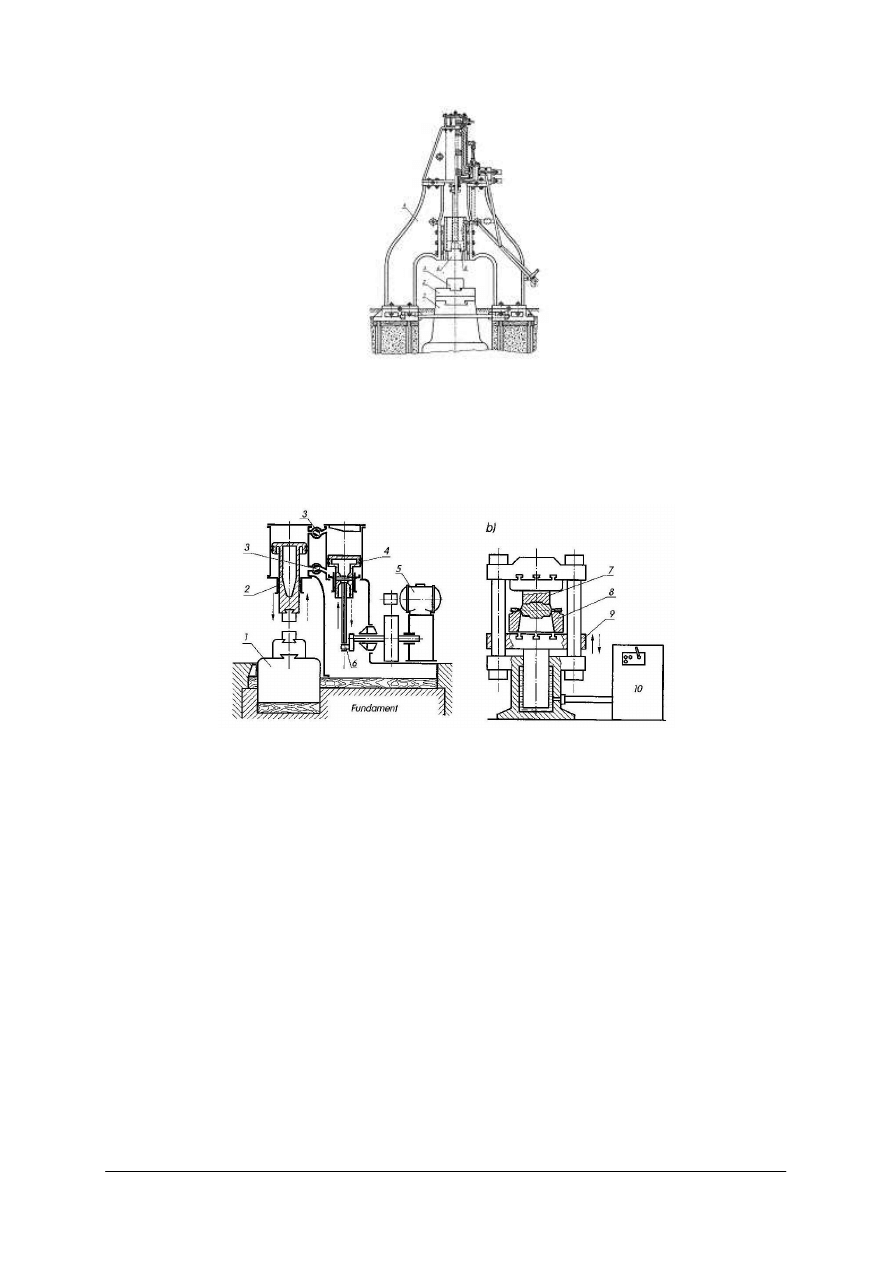
Młoty do kucia możemy podzielić na szabotowe i bezszabotowe, Do kucia swobodnego
są używane tylko młoty szabotowe: rys. 15 przedstawia młot szabotowy parowo-powietrzny
do kucia swobodnego. Szabota l jest ciężkim odlewem staliwnym lub żeliwnym (czasem
oddzielnie zafundamentowanym), na którym jest osadzona poduszka 2 z kowadłem dolnym 3.
W prowadnicach korpusu 4 porusza się pionowo bijak 5 z górnym kowadłem 6. Do
poruszania bijaka służy cylinder 7 dwustronnego działania, który może być zasilany parą lub
sprężonym powietrzem – zależnie od lokalnych możliwości. Tłok tego cylindra zarówno
wznosi do góry bijak w czasie jego ruchu jałowego, jak i przyspiesza go w czasie ruchu
roboczego. Operator młota do kucia swobodnego może regulować w szerokim zakresie skok
bijaka. częstość jego ruchów i siłę uderzeń.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Rys. 15.
Młot szabotowy parowo-powietrzny: 1) szabota, 2) poduszka, 3) kowadło dolne, 6) kowadło górne,
7) cylinder [8].
Do kucia matrycowego mogą być również stosowane młoty parowo-powietrzne z tym, że
w porównaniu z podobnymi młotami do kucia swobodnego mają one inaczej rozwiązaną
szabotę oraz dokładniejsze prowadzenie bijaka. Do poduszki i bijaka są zamocowane –
zamiast kowadeł – matryce, dolna i górna.
Rys. 16. Maszyny do obróbki plastycznej: a) młot sprężarkowy, b) prasa hydrauliczna (obcinanie
wypływki):1) szabota, 2) bijak, 3) zawór, 4) tłok sprężarki, 5) silnik, 6) korbowód, 7) stempel,
8) okrojnik, 9) suwak, 10) układ sterowania maszyny do obróbki plastycznej: a) młot sprężarkowy,
b) prasa hydrauliczna (obcinanie w y pływki) [9].
Do kucia matrycowego służą również młoty bezszabotowe – przeciwbieżne, parowo-
powietrzne (rys. 17). Młot taki ma dwa bijaki o ruchach sprzężonych przez połączenie
cięgnami. Brak tu szaboty, przez co młot jest łatwiejszy do zainstalowania niż młot
szabotowy; nie jest też źródłem silnych drgań przenoszących się na otoczenie. Mioty
przeciwbieżne są przeznaczone do kucia matrycowego dużych części.
Wielkość młota charakteryzują dwa parametry: masa bijaka (ściślej masa części
ruchomych) w kilogramach lub energia uderzenia w kilodżulach. Masa bijaka miotów
sprężarkowych wynosi od około 50 do 1000 kg; młotów parowo-powietrznych – od ok.
500 kg do 20000 kg. Każdy młot można scharakteryzować przez podanie energii jego
uderzenia zależnej nie tylko od masy bijaka, lecz również od jego prędkości. Energia ta
wynosi od około J dla małych młotów sprężarkowych do 500 KJ dla dużych młotów
przeciwbieżnych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Rys 17
.
Schemat młota przeciwbieżnego [8].
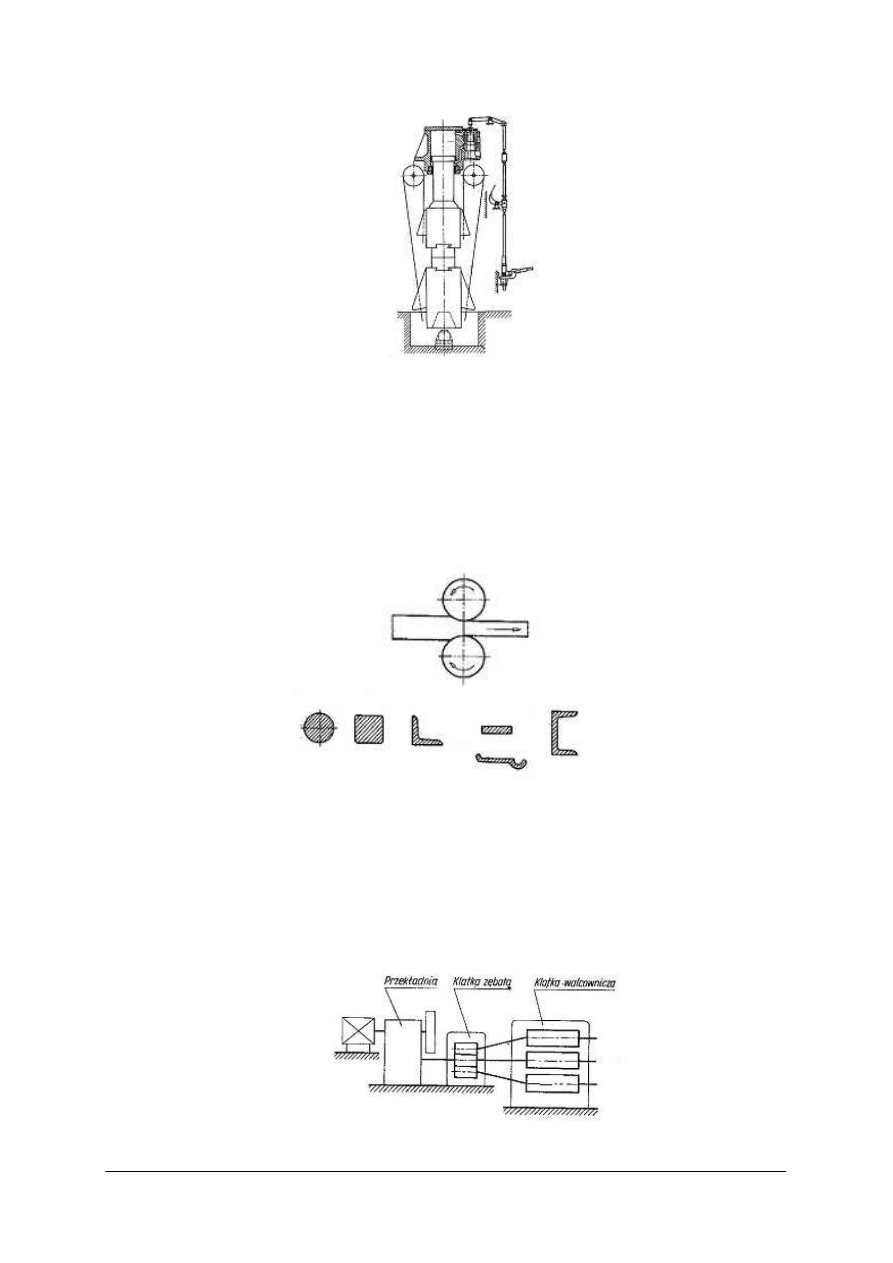
Walcowanie
Zasadą walcowania jest plastyczne kształtowanie metalu między obracającymi się
napędzanymi walcami (rys. 18); zmienia się wówczas zarówno przekrój, jak i długość
walcowanego materiału. Walcowanie jest głównie procesem hutniczym, mającym na celu
otrzymanie kształtowników o różnym przekroju (rys. 18), drutu, blachy i taśmy oraz rur.
Walcowanie jest zasadniczo obróbką na gorąco, ale w niektórych przypadkach (blachy
karoseryjne) walcuje się także na zimno (wykańczające). Współcześnie coraz częściej stosuje
się walcowanie
Rys. 18. Zasada walcowania i przykłady walcowanych kształtów [8].
Walcarka (rys. 19) zawiera korpus, zwany klatką walcowniczą, z odpowiednią liczbą
narzędzi – walców napędzanych przez silnik elektryczny za pośrednictwem przekładni
z kołem zamachowym. Walce mogą być gładkie – na przykład do walcownia blachy lub
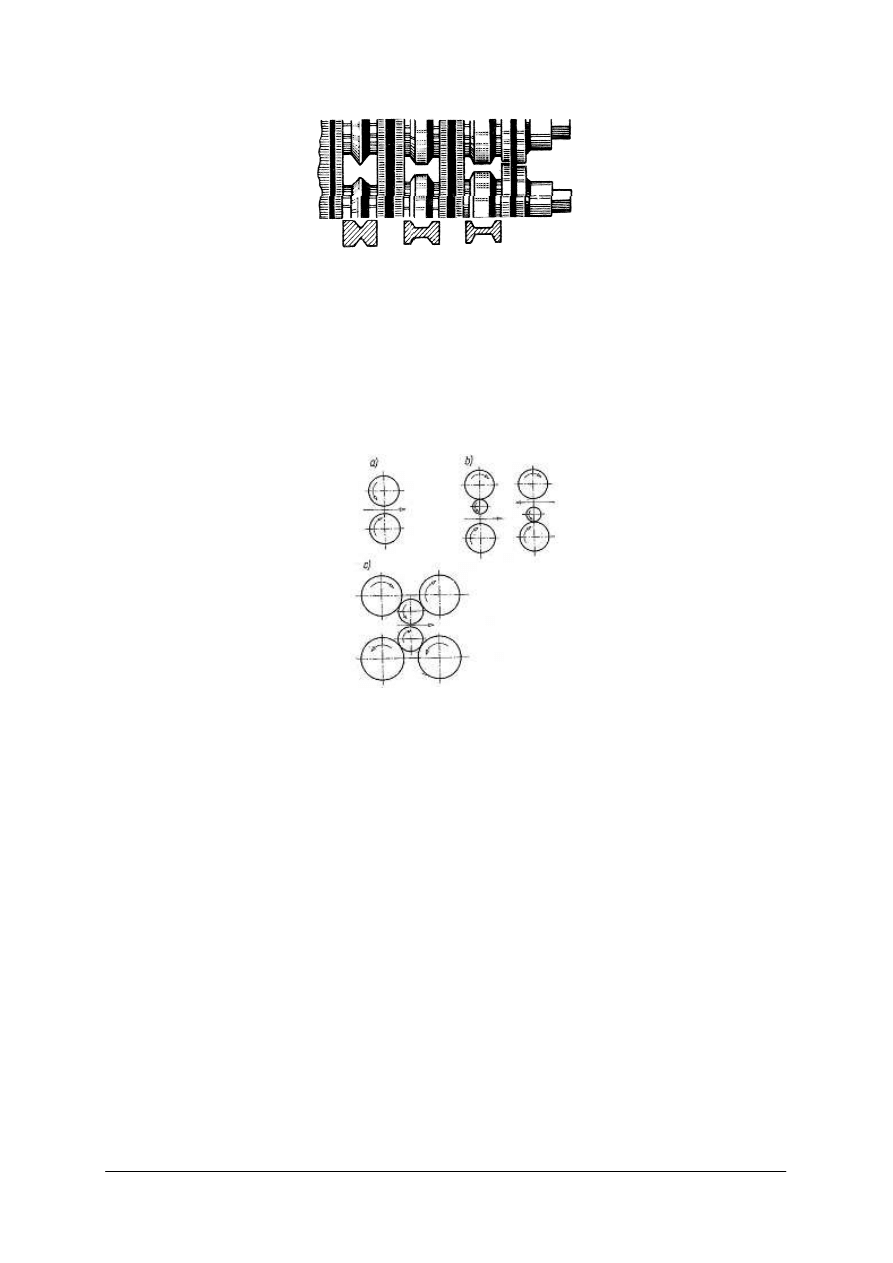
profilowe, tworzące kolejne kalibry (kształty przestrzeni pomiędzy walcami). Na rys. 20
widzimy przykład walców z trzema kalibrami utworzonymi przez współpracujące bruzdy
(wytoczenia walca); służą one do kolejnego – w trzech przejściach – walcowania
dwuteownika. Walce są napędzane za pośrednictwem końcówki- rozety specjalnego kształtu
Rys. 19.
Schemat walcarki [8].
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Rys. 20
.
Przykład kalibrów walców [8].
Walcarki mogą mieć różne liczby i układy walców – od najprostszego przypadku, gdy
w klatce są tylko dwa walce (układ „duo”), aż do bardzo złożonych układów z wieloma
roboczymi i pomocniczymi walcami (rys. 21) Walcarka może zawierać walce oporowe
(o większej średnicy niż robocze), a także dodatkowe walce pionowe do obróbki krawędzi
walcowanej płyty. Walcarki mogą być jednokierunkowe, o pracy ciągłej, lub rewersyjne (ze
zmianą kierunku ruchu obrotowego). Walcarka „trio” (rys. 26 b) służy do walcowania ze
zmianą kierunku przejścia materiału, jednak bez zmiany kierunku ruchu obrotowego walców.
Rys. 21. Układy walców [8].
Największe walcarki przeznaczone do obróbki wlewków otrzymanych w stalowni, to
walcarki -zgniatacze. Dopiero po tym wstępnym przeformowaniu wlewka na duże półwyroby
(kęsiska, blachówki) można przystąpić do właściwego walcowania różnych wyrobów
hutniczych.
Specjalnymi sposobami walcuje się rury. W pierwszym etapie, stosując specjalną
walcarkę o skośnych walcach, otrzymuje się stosunkowo krótką, grubościenną tuleję, która
następnie jest obrabiana na innych walcarkach.
Tłoczenie
Materiałem wyjściowym do tłoczenia jest blacha lub taśma (czasem drut lub rura). W czasie
tłoczenia – które najczęściej odbywa się na zimno – odkształcenia plastyczne zachodzą
praktycznie tylko w dwóch kierunkach, to znaczy. grubość materiału prawie nie zmienia się (poza
pewnymi specjalnymi przypadkami tłoczenia z pocienianiem ścianek). Jeśli więc za pomocą
tłoczenia otrzymamy z płaskiej blachy naczynie walcowe, to grubość jego ścianki lub denka
będzie bardzo zbliżona do grubości wyjściowego materiału.
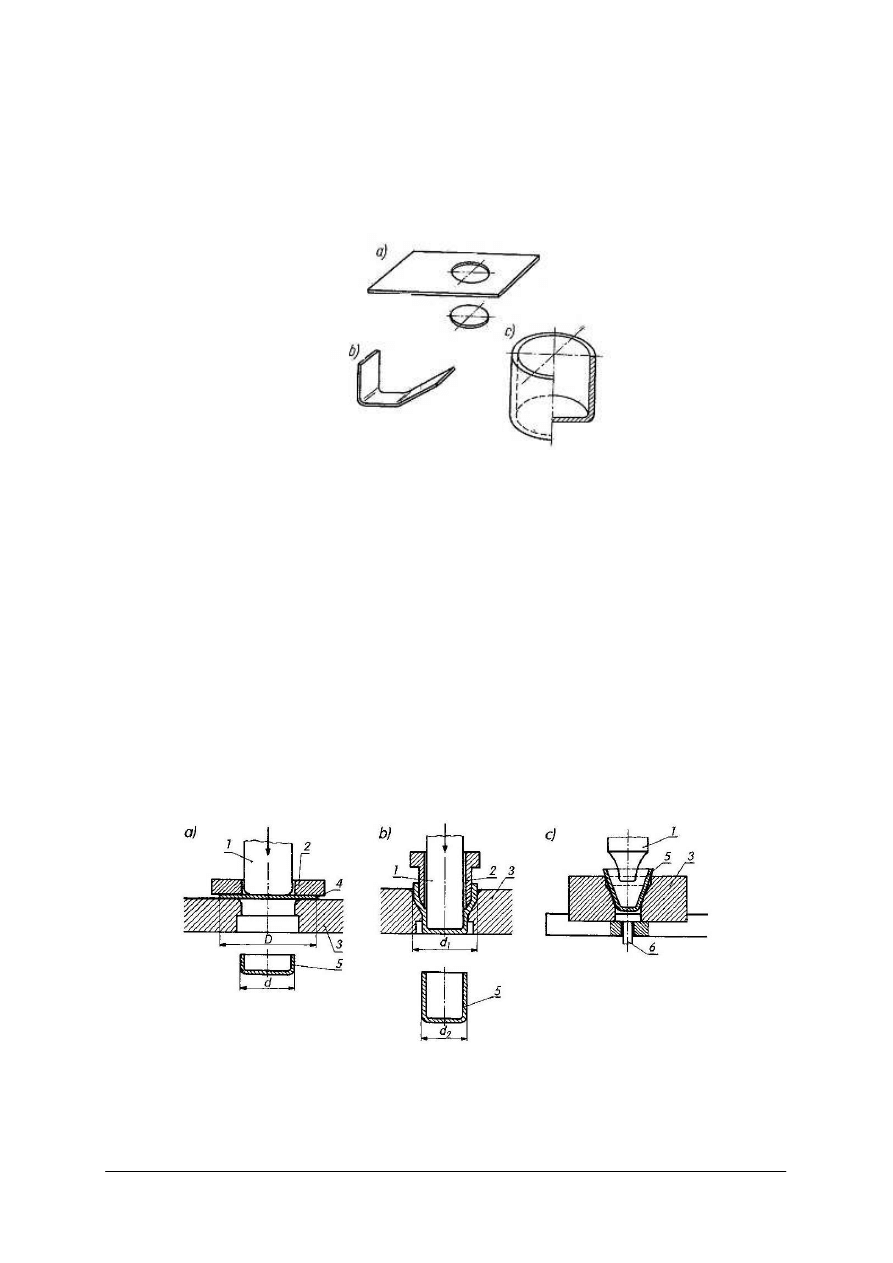
Znamy dwa zasadnicze sposoby tłoczenia, z których każdy ma wiele odmian (rys. 22):
−
cięcie (wykrawanie) (rys. 22 a), w czasie którego następuje oddzielenie materiału. Jeśli
ciecie wykonuje się na prasie, za pomocą odpowiedniego przyrządu, nazywamy je
wykrawaniem,
−
kształtowanie w czasie którego następuje zmiana kształtu i wymiarów. Kształtowanie
dzieli się na:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
•
gięcie (rys. 22 b), polegające na odkształcaniu blachy wzdłuż linii prostych (cześć
giętą można dokładnie „rozwinąć” na płaszczyźnie),
•
ciągnienie (rys. 22 c), którego istotą jest przeciąganie blachy za pomocą stempla
przez otwór matrycy; powstaje w ten sposób przestrzenne naczynie, którego nie
można rozwinąć na płaszczyźnie (uwaga: ciągnienie w tym znaczeniu nie ma
ż
adnego związku z procesem ciągnienia opisanym w następnym punkcie).
Rys. 22. Sposoby tłoczenia [8].
Do tłoczenia służą różne prasy – najczęściej mechaniczne, rzadziej hydrauliczne. Są to
prasy mimośrodowe (do mniejszych wytłoczek) lub większe prasy korbowe (mają one inną
budowę niż korbowe prasy kuźnicze). Czasem, w produkcji małoseryjnej, stosuje się prasy
ś
rubowe.
Prasy do tłoczenia są maszynami uniwersalnymi; do wykonania określonych operacji
używamy specjalnych przyrządów ustawianych na prasach – tłoczników. Prasy są tak
konstruowane, aby wymiana tłoczników była możliwie szybka (nie przekraczająca kilkunastu
minut). Z powodu ogromnej wydajności tłoczenia przezbrajanie pras jest bardzo częste –
łatwo można bowiem przez parę dni wyprodukować taką ilość wytłoczek, która wystarczy na
produkcję kwartalną.
Tłoczniki, zależnie od przeznaczenia, mogą być wykrojnikami, wyginakami,
ciągownikami lub tłocznikami złożonymi (na przykład służącymi jednocześnie do
wykrawania i ciągnienia). Przykładowo opiszemy prosty tłocznik (rys. 24) – ciągownik do
naczynia walcowego z kołnierzem: półwyrobem jest tu krążek blachy. Ciągownik ma układ
„odwrócony”, to znaczy stempel l jest zamocowany do płyty podstawowej 6, a matryca 2 –
do płyty głowicowej 7.
Rys 23. Kształtowanie wytłoczek: a) wytłaczanie, b) przetłaczanie, c) dotłaczanie. 1) stempel, 2) dociskacz,
3) matryca, 4) krążek blachy, 5) wytłoczka (miseczka) [9].
Ważnymi elementami tłocznika są: dociskacz 3, na który działa za pomocą popychaczy 4
tak zwana poduszka prasy (duża sprężyna umieszczona pod stołem prasy lub siłownik
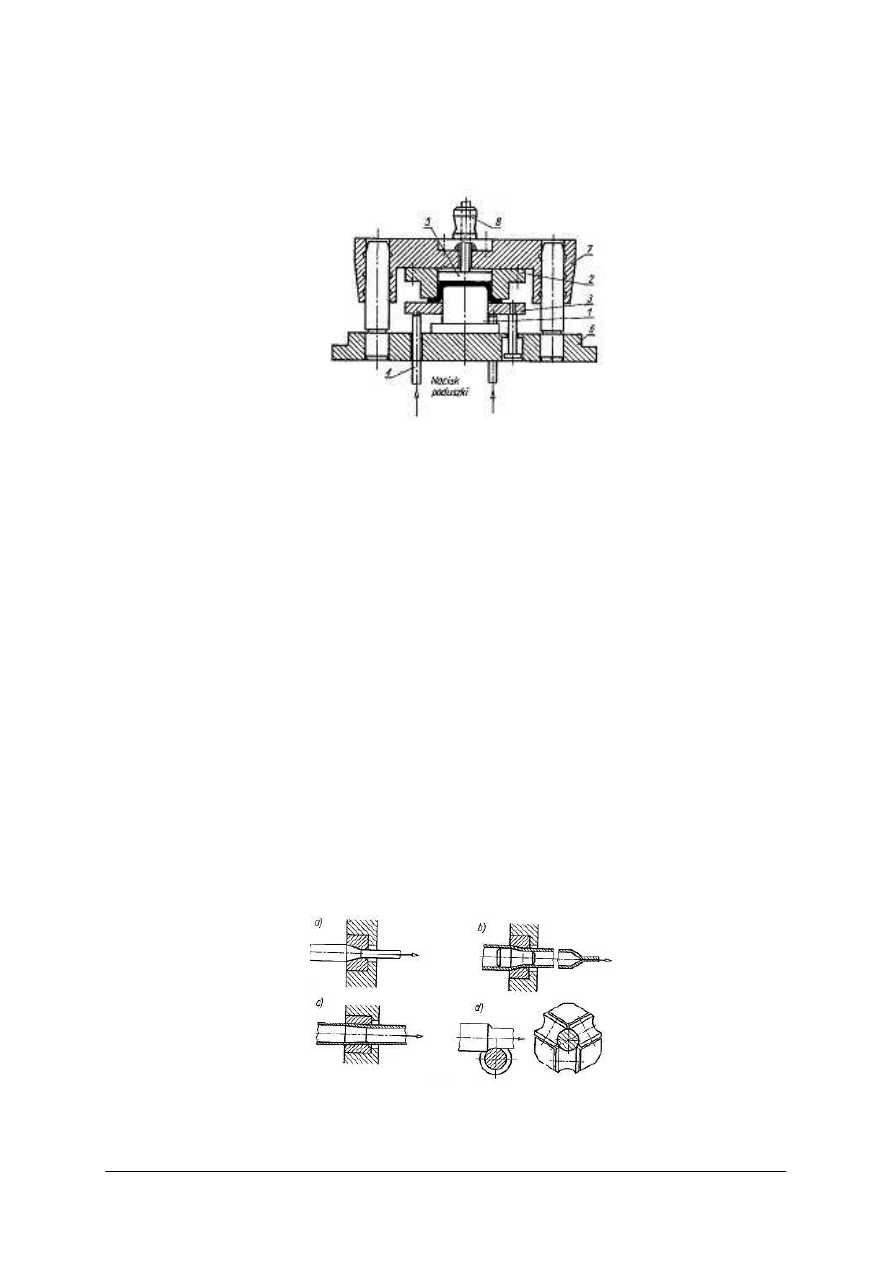
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
pneumatyczny) oraz wyrzutnik 5, uruchamiany specjalnym zderzakiem podczas powrotnego
ruchu suwaka. Dociskacz jest konieczny przy ciągnieniu z cienkiej blachy, gdyż zapobiega
tworzeniu się fałd na kołnierzu podczas wciągania blachy do matrycy. Płyta głowicowa jest
mocowana w suwaku prasy za pomocą czopa 8.
Rys. 24.
Przykład ciągownika: 1) stempel, 2) matryca, 3) dociskacz, 4) popychacze, 5) wyrzutnik, 6) płyta
podstawowa, 7) płyta głowicowa, 8) czop [8].
Tłocznictwo ma wiele zastosowań, szczególnie w przemyśle samochodowym. Produkcja
nadwozi wymaga użycia wielu pras i tysięcy specjalnych tłoczników – od zupełnie małych aż
do ogromnych (o masie ponad 20 t), bardzo skomplikowanych i kosztownych urządzeń.
Ciągnienie
Polega na odkształceniu plastycznym metalu podczas przeciągania przez otwór
w ciągadle lub między nienapędzanymi rolkami. Za pomocą ciągnienia zmniejsza się przekrój
materiału wyjściowego, nadając mu zamierzony kształt. Ciągnienie ma podobne zastosowania
jak walcowanie. Jest to proces hutniczy służący do wytwarzania dokładnych prętów, drutu i
rur. W stosunku do walcowania jest to proces wykańczający.
Rysunek 25 przedstawia zasadę niektórych odmiany ciągnienia. Narzędzia do ciągnienia
wykonuje się głównie z węglików spiekanych. Z uwagi na duże tarcie materiału o ciągadło
konieczne jest obfite smarowanie.
Maszyny do ciągnienia – ciągarki mogą być dwóch typów: łańcuchowe – o ruchu
prostoliniowym do krótkich prętów oraz bębnowe, do drutu i cienkich rurek nawijanych na
bęben.
Ciągnienie zasadniczo jest obróbką na zimno, lecz często konieczne jest wyżarzenie
pośrednie dla usunięcia zgniotu. Zmniejszenie powierzchni przekroju po przejściu przez
ciągadło nie jest duże (najwyżej 30%, a dla ciągów kalibrujących około 10%), dlatego do
wykonania na przykład cienkiego drutu z pręta walcowanego trzeba wykonać nawet
kilkadziesiąt ciągów – przez coraz mniejsze ciągadła.
Rys. 25
Ciągnienie (przykłady): a) ciągnienie w stałym ciągadle, b) ciągnienie rury na krótkim trzpieniu,
c) ciągnienie rury bez trzpienia, d) ciągnienie miedzy rolkami [8].
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Bezpieczeństwo i higiena pracy podczas obróbki plastycznej
Obróbka plastyczna na gorąco jest bardziej niebezpieczna niż obróbka na zimno, gdyż
wysoka temperatura, odpryski zgorzeliny (czasem na odległość kilku metrów), możliwość
upuszczenia gorącego przedmiotu podczas przenoszenia zagrażają wszystkim częściom ciała
pracownika (w obróbce plastycznej na zimno zagrożone są głównie ręce). Niebezpieczna jest
też i wymagająca odpowiednich kwalifikacji obsługa pieców do grzania metalu.
Obsługując mioty lub prasy należy szczególnie dbać o prawidłowe zamocowanie
narzędzi i przyrządów. Matryce na młocie muszą być na przykład starannie zaklinowane,
gdyż ich spadnięcie spowodowałoby bardzo, poważny wypadek.
Statystyki przemysłowe notują dużą liczbę wypadków przy pracy na prasach do
tłoczenia, spowodowanych głównie lekceważeniem niebezpieczeństwa i niestaranną obsługą.
Znane są tu liczne urządzenia zabezpieczające takie jak:
−
wyłączniki wielokrotne; przy obsłudze jednoosobowej operator musi nacisnąć
jednocześnie dwa wyłączniki, a przy obsłudze brygadowej dużych pras jest tyle
wyłączników (oddalonych od siebie i od strefy roboczej), ilu ludzi liczy brygada. Jeśli
więc wyłączniki te są we właściwym stanie, wypadek jest niemożliwy,
−
siatki i kraty ochronne; jeśli są one odsunięte (na przykład przy zakładaniu materiału do
tłoczenia) prasy nie można uruchomić,
−
fotokomórki reagujące na pojawienie się obcego ciała (np. ręki) w strefie roboczej
i zatrzymujące natychmiast prasę.
Szczególnie niebezpieczne i wymagające wysokich kwalifikacji są prace przy
przezbrajaniu pras i młotów, gdyż zagraża tu nagłe opuszczenie bijaka lub suwaka. Wiele
maszyn ma specjalne urządzenia do zawieszania elementu ruchomego w górnym skrajnym
położeniu. W razie ich braku należy zastosować na przykład drewniane słupy podpierające
suwak prasy.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czym polega obróbka plastyczna?
2. Jakie znasz metody obróbki plastycznej?
3. Jakie są zalety obróbki plastycznej?
4. Na czym polega walcowanie?
5. Jakie wyroby powstają w procesie walcowania?
6. Jak dzielimy kucie swobodne?
7. Na czym polega kucie matrycowe?
8. Jakie rozróżniamy operacje tłoczenia?
9. Jakie są podstawowe zasady bhp podczas obróbki plastycznej?
4.4.3. Ćwiczenia
Ćwiczenie 1
Dokonaj identyfikacji procesów obróbki plastycznej na podstawie wykonanych części
maszyn i półwyrobów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zidentyfikować proces obróbki plastycznej na podstawie oględzin części maszyn,
2) opisać zidentyfikowany proces obróbki plastycznej,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
3) dokonać oceny,
4) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
foliogramy, filmy dydaktyczne,
–
literatura.
Ćwiczenie 2
Porównaj kształtowanie wytłoczek – określ etapy ich kształtowania oraz niezbędne
wyposażenie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
2) zapoznać się z metodami kształtowania,
3) zdefiniować odmiany kształtowania,
4) określić zakres ich zastosowania,
5) określić jakie wady mogą wystąpić przy kształtowaniu i jakie są ich przyczyny,
6) zaprezentować wyniki.
Wyposażenie stanowiska pracy:
–
foliogramy, filmy dydaktyczne,
–
literatura.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić, na czym polega obróbka plastyczna?
2) rozrónić sposoby obróbki plastycznej?
3) scharakteryzować proces walcowania?
4) scharakteryzować proces kucia swobodnego?
5) wskazać elementy składkowe procesu kucia matrycowego?
6) określić zagrożenia wystękujące podczas obróbki plastycznej?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
4.5. Podstawy odlewnictwa
4.5.1. Materiał nauczania
Modele odlewnicze
Odlewy z żeliwa wykonuje się najczęściej w formach z masy formierskiej, zwanych
formami piaskowymi. Aby przygotować taką formę, należy użyć modelu odlewniczego.
Służy on do utworzenia w masie formierskiej odpowiedniego zagłębienia (wnęki),
wypełnianego następnie ciekłym metalem.
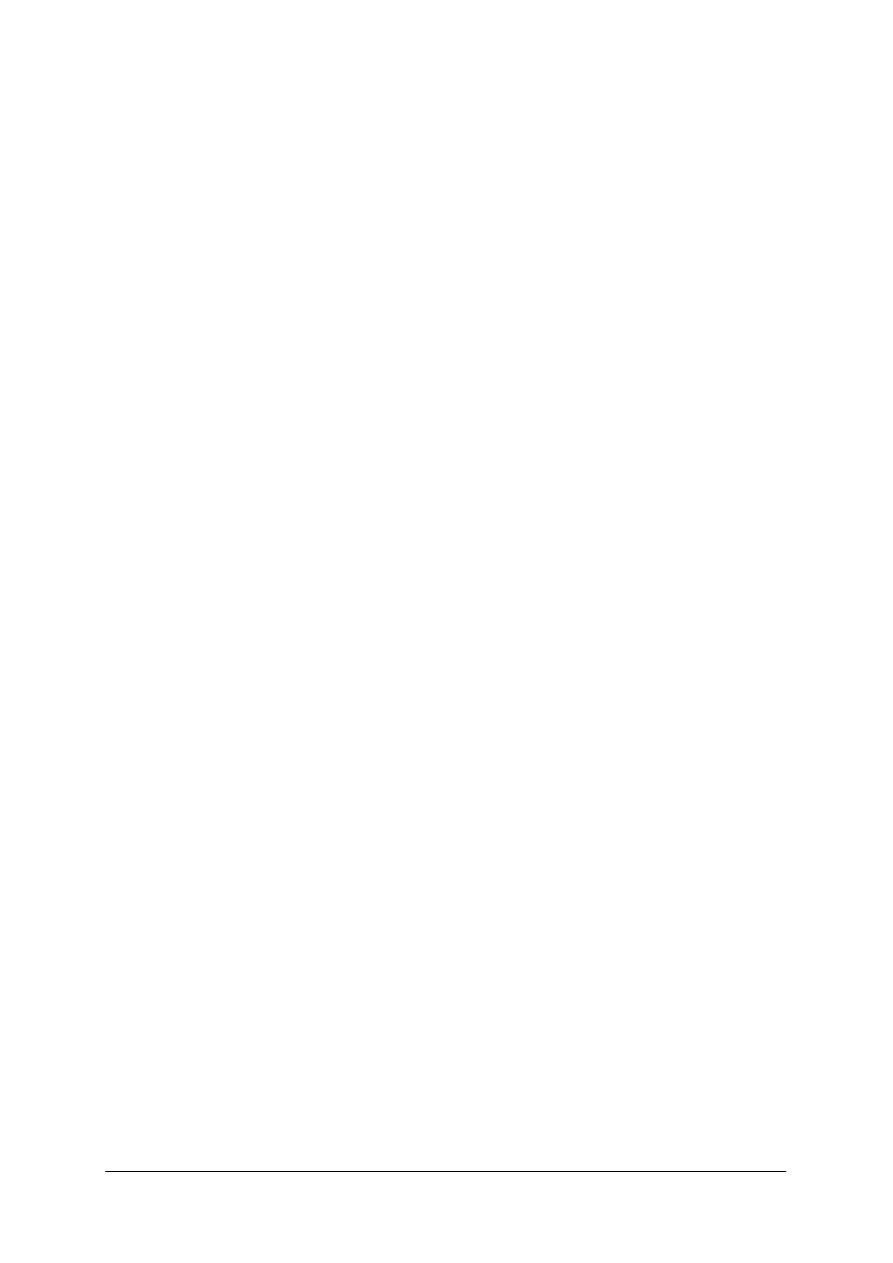
Model odlewniczy odtwarza więc w pewien sposób kształt przyszłego odlewu. Różnice
wymiarów i kształtu modelu, gotowego odlewu oraz obrobionej części są jednak dość
znaczne (rys. 26).
Rys. 26. Porównanie części odlewu i modelu [8].
Wymiary modelu muszą uwzględniać skurcz odlewniczy metalu (od 0,7% do -2%);
model musi więc mieć nieco większe wymiary niż odlew.
Naddatków na skurcz nie podaje się bezpośrednio na rysunku modelu, lecz model
wymiaruje się tak samo jak odlew (jak gdyby skurczu nie było), a wartość skurczu
w procentach podaje się na rysunku. Modelarz nie potrzebuje obliczać wymiarów modelu,
gdyż posługuje się specjalnym przymiarem o odpowiednio dłuższych działkach
(„skurczówką”). Jeśli na przykład na rysunku modelu podano skurcz l,5%, to skurczówka
o nominalnej długości l m będzie miała w rzeczywistości długość 1015 mm (działki
„milimetrowe” będą więc odpowiednio dłuższe).
Model musi dać się wyjąć z formy bez jej uszkodzenia, a więc jego ścianki powinny być
odpowiednio pochylone. Pochylenia te wynoszą 0,5–3° – zależnie od sposobu formowania
(większe przy formowaniu ręcznym) i od wysokości modelu (im model wyższy, tym
pochylenie mniejsze).
Model odtwarza jedynie zewnętrzne kształty odlewu. Jeśli gotowy odlew ma wewnątrz
otwór, forma musi zawierać odpowiedni rdzeń, a model ma służyć również do zaformowania
gniazd, w które ten rdzeń zostanie włożony. Części modelu odtwarzające gniazda rdzeni
noszą nazwę znaków rdzeniowych.
Poza tym musimy pamiętać, że odlew (a więc i model) ma inne wymiary niż gotowa
obrobiona część, gdyż zawiera naddatki obróbkowe. Naddatki te zależą od wymiarów odlewu
jako całości, wymiaru zawartego między powierzchniami, na których przewidujemy naddatki
oraz od klasy odlewu. Naddatki dla różnych rodzajów odlewów są ujęte Polskimi Normami.
Odlewy żeliwne średnich rozmiarów (poniżej 1000 mm) i średnich klas mają naddatki od
około 3 do 7 mm.
Modele można wykonywać z drewna, metalu (na przykład stopów aluminium)
i z tworzyw sztucznych. Modele drewniane nadają się do formowania ręcznego w produkcji
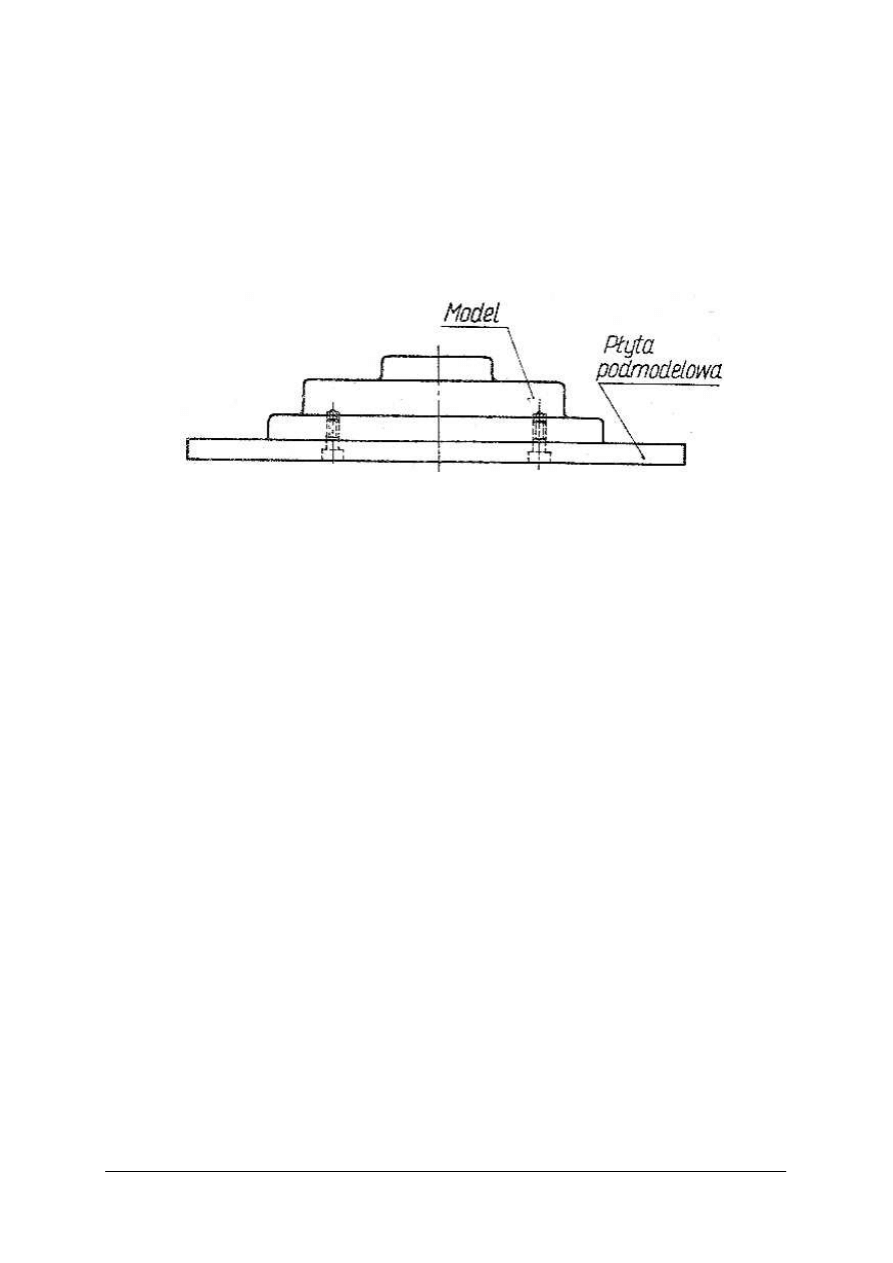
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
małoseryjnej – za pomocą takiego modelu można wykonać kilkaset form. Przy formowaniu
maszynowym są niezbędne modele metalowe (muszą „wytrzymać” wykonanie do
kilkudziesięciu tysięcy form) lub z tworzyw sztucznych (nieco mniej trwale niż metalowe,
lecz tańsze).
Model może być jednolity, gdy zostaje zaformowany w jednej połówce formy, lub
dzielony – zwykle na dwie części, odpowiadające wnękom odlewniczym w obu połówkach
formy. Wybór płaszczyzny podziału modelu i formy ma duże znaczenie dla przebiegu
formowania. Płaszczyzna ta powinna przechodzić przez największy przekrój odlewu, a jeśli
jest to możliwe – model powinien być niedzielony.
Rys. 27. Płyta modelowa [8].
Modele do formowania maszynowego są na stałe przymocowane do płyty podmodelowej
(rys. 27), tworząc razem płytę modelową. Jeśli model jest dzielony, mamy łącznie dwie płyty
modelowe; będzie tak również wówczas, gdy jedna płyta zawiera tylko znak rdzeniowy
i model układu wlewowego.
Masa formierska i rdzeniowa
Masę formierską do odlewów żeliwnych sporządza się głównie z czystego piasku
kwarcowego (do 90% zawartości) oraz z niewielkich ilości spoiwa (różne glinki), pyłu
węglowego i wody. Pył węglowy dodany do masy chroni ją przed przypaleniem
i przywieraniem do odlewu. Do formowania ręcznego stosuje się dwa rodzaje masy:
przymodelową – o lepszych właściwościach, z niewielką ilością zanieczyszczeń, oraz gorszą
masę wypełniającą. Do formowania maszynowego stosowana jest masa jednolita.
Masa formierska jest wytwarzana w odlewni w specjalnych urządzeniach; odpowiednio
dozowane składniki masy są mieszane, spulchniane i przesiewane. Większość tworzywa
stanowi masa używana (z wybitych form), jedynie kilkanaście procent stanowią składniki
ś
wieże – w tym oczywiście woda.
Masa formierska musi odznaczać się ogniotrwałością, wytrzymałością mechaniczną
(konieczną
dla
zabezpieczenia
formy
przed
zniszczeniem
podczas
zalewania),
przepuszczalnością (aby powstające gazy nie rozsadziły formy), ponadto plastycznością
i spoistością.
Rdzenie są wytwarzane z innego rodzaju masy, zwanej masą rdzeniową. Powinna ona
mieć znacznie lepsze właściwości i być bardziej zróżnicowana zależnie od rodzaju formy i jej
wielkości, a także od sposobu wytwarzania rdzeni. Spoiwem w masach rdzeniowych są różne
składniki, pochodzenia zarówno organicznego (oleje roślinne, różne żywice), jak
i nieorganicznego (szkło wodne, glinki, cement).
Formy piaskowe i ich przygotowanie.
Formy wykonuje się w skrzynkach formierskich, czyli odpowiednio sztywnych,
metalowych ramach bez dna. zaopatrzonych w uchwyty i otwory do ustalania wzajemnego
położenia za pomocą sworzni.
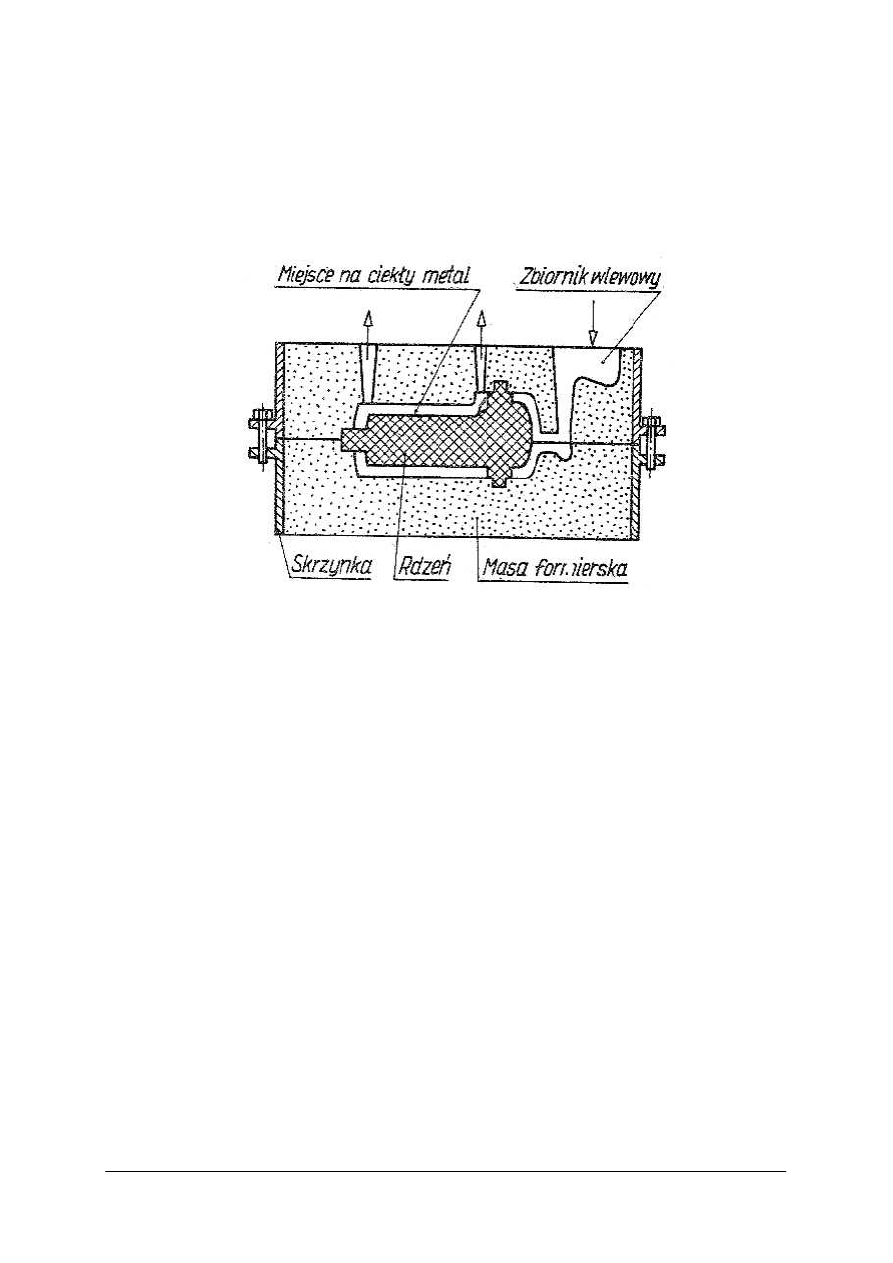
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Kompletna forma mieści się co najmniej w dwóch skrzynkach (rys. 28) z odpowiednią
liczbą rdzeni. Ważną częścią formy jest układ wlewowy, formowany za pomocą oddzielnych
modeli, zawierający zbiornik wlewowy, układ kanałów doprowadzających ciekły metal do
wnęki formierskiej i układ kanałów przelewowych („nadlewów”).
Kanały doprowadzające odgrywają też rolę osadników różnych zanieczyszczeń, które
zbierają się w poziomym odcinku kanału – belce żużlowej. Cały układ wlewowy po wybiciu
formy musi być, oczywiście, odcięty od właściwego odlewu.
Rys. 28. Forma piaskowa [8].
Formę można wykonać ręcznie lub maszynowo. Przy formowaniu ręcznym używamy na
ogół drewnianego modelu dzielonego (lub w prostszych przypadkach – jednolitego). Przebieg
formowania ręcznego jest następujący:
−
połówkę modelu 1 kładzie się na płycie podmodelowej 2 wewnątrz skrzynki i obsypuje
pudrem formierskim. W tej skrzynce będzie dolna połowa formy (rys. 29 a),
−
skrzynkę wypełnia się masą formierską – najpierw przesiewając przez sito masę
przymodelową, potem sypiąc szuflą masę wypełniającą,
−
masę ubija się, zgarnia jej nadmiar do wyrównania z brzegiem skrzynki i nakłuwa dla
lepszego odprowadzania gazów (rys. 29 b),
−
skrzynkę odwraca się, oczyszcza i wygładza płaską powierzchnię formy. Na połówkę
modelu tkwiącą w masie nakłada się drugą połówkę, ustalając je wzajemnie kołeczkami.
Ustawia się modele układu wlewowego. Stawia się drugą skrzynkę i ustalają sworzniami.
Obsypuje się pudrem model i płaszczyznę dolnej połowy formy (rys. 29 c),
−
wypełnia się masą górną skrzynkę, postępując jak w przypadku dolnej skrzynki, po czym
wyjmuje się modele układu wlewowego i wykonuje zbiornik wlewowy za pomocą
narzędzia formierskiego podobnego do łyżeczki,
−
ostrożnie zdejmuje się górną skrzynkę, obraca i stawia obok dolnej (na rys. 29 e jest
pokazana tylko ta dolna skrzynka). Po ostukaniu modeli drewnianym młotkiem wyjmuje
się je z obu skrzynek,
−
do dolnej skrzynki wkłada się rdzenie i montuje obie skrzynki, ustalając je wzajemnie
sworzniami i otrzymując kompletną formę (rys. 29).
Formę wykonaną wg opisanego sposobu zalewa się bezpośrednio po jej wykończeniu,
w stanie wilgotnym. W niektórych przypadkach połówki form suszy się przed ich
zmontowaniem i zalaniem, co zapewnia większą wytrzymałość form z tym, że masy
formierskie do form „na sucho” różnią się nieco składem od mas do form „na mokro”.
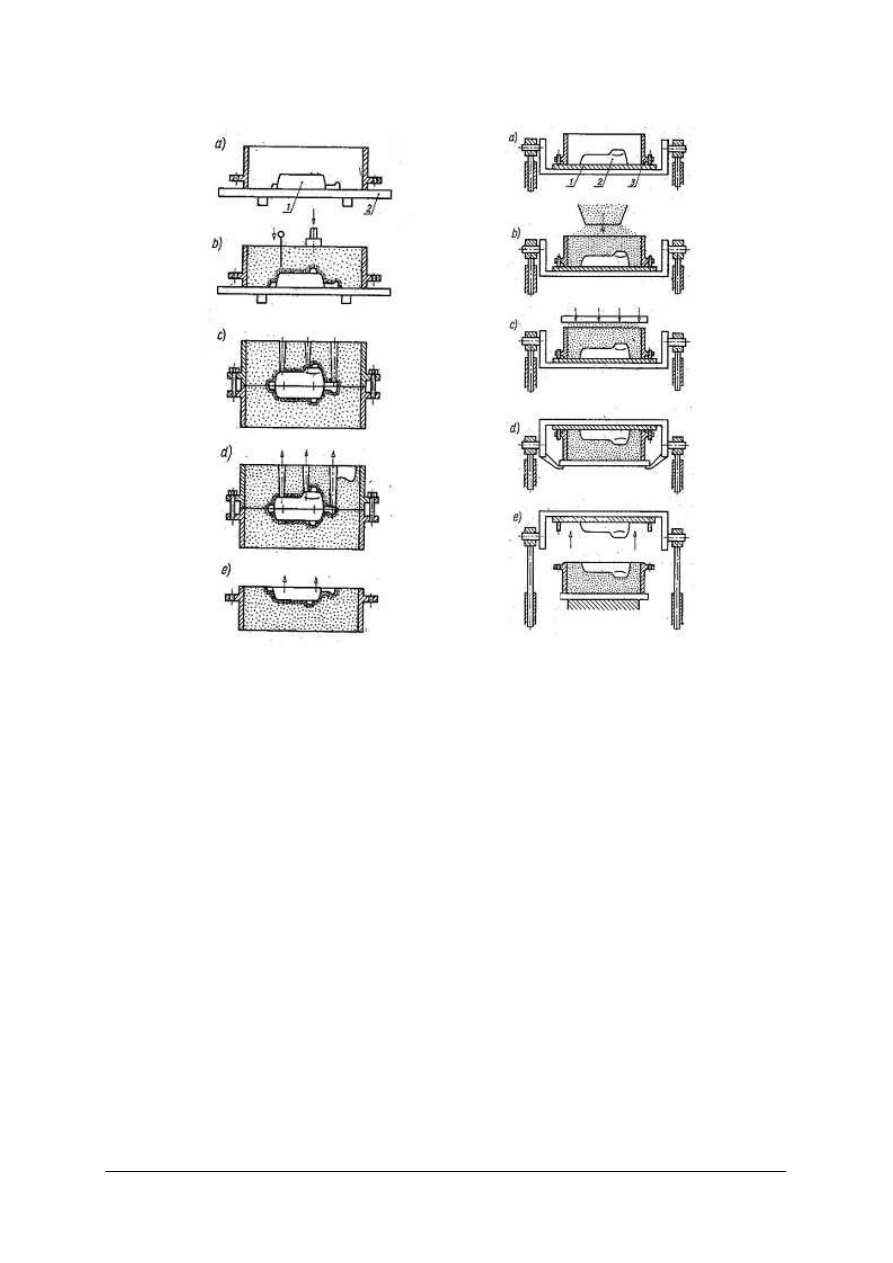
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Rys. 29. Przebieg formowania ręcznego
[8].
Rys. 30
.
Przebieg formowania maszynowego [8].
W produkcji wielkoseryjnej i masowej stosuje się formowanie maszynowe ze
zmechanizowanymi czynnościami narzucania masy formierskiej, jej zagęszczania (ubijania)
i wyjmowania modeli. Również odwracanie skrzynek jest zmechanizowane i nie wymaga
wysiłku fizycznego. Formowanie mechaniczne zapewnia znaczny wzrost wydajności pracy,
polepsza warunki pracy i jakość form. Należy jednak pamiętać, że ręcznie można wykonać
bardziej skomplikowane formy niż sposobem maszynowym.
W czasie formowania maszynowego wykonuje się, na oddzielnych maszynach
formierskich, obie połówki formy. Zamiast jednego dzielonego modelu (drewnianego) mamy
tu dwie metalowe płyty modelowe. Jest wiele typów maszyn formierskich; cykl pracy
maszyny formierskiej poznamy na przykładzie jednej z nich (rys. 30):
−
umieszczenie na płycie podmodelowej l z modelem 2 skrzynki formierskiej 3 (rys. 30 a),
−
nasypanie masy formierskiej ze specjalnego urządzenia zasilającego (rys. 35 b),
−
zagęszczenie masy przez wstrząsanie i prasowanie (rys. 30 c),
−
obrócenie stołu z formą (rys. 30 d),
−
podniesienie płyty i wyjęcie modelu (rys. 30 e).
Rdzenie wykonuje się za pomocą specjalnych form, zwanych rdzennicami; mogą one być
drewniane (w produkcji małoseryjnej) lub metalowe. Rdzeń formuje się przez nasypanie
masy (z odpowiednim zagęszczeniem) do rdzennicy po jej zamkniecie stosuje się też różne
czynności dodatkowe, jak np. zbrojenie drutem. Po otworzeniu rdzennicy rdzeń można wyjąć,
do czego jednak niezbędne są pochylenia ścianek rdzennicy — analogiczne do pochyleń
ś
cianek modeli. Rdzenie można wytwarzać ręcznie lub maszynowo. Stosowane są różne
maszyny do wytwarzania rdzeń naprzykład strzelarki. W czasie pracy strzelarki masa
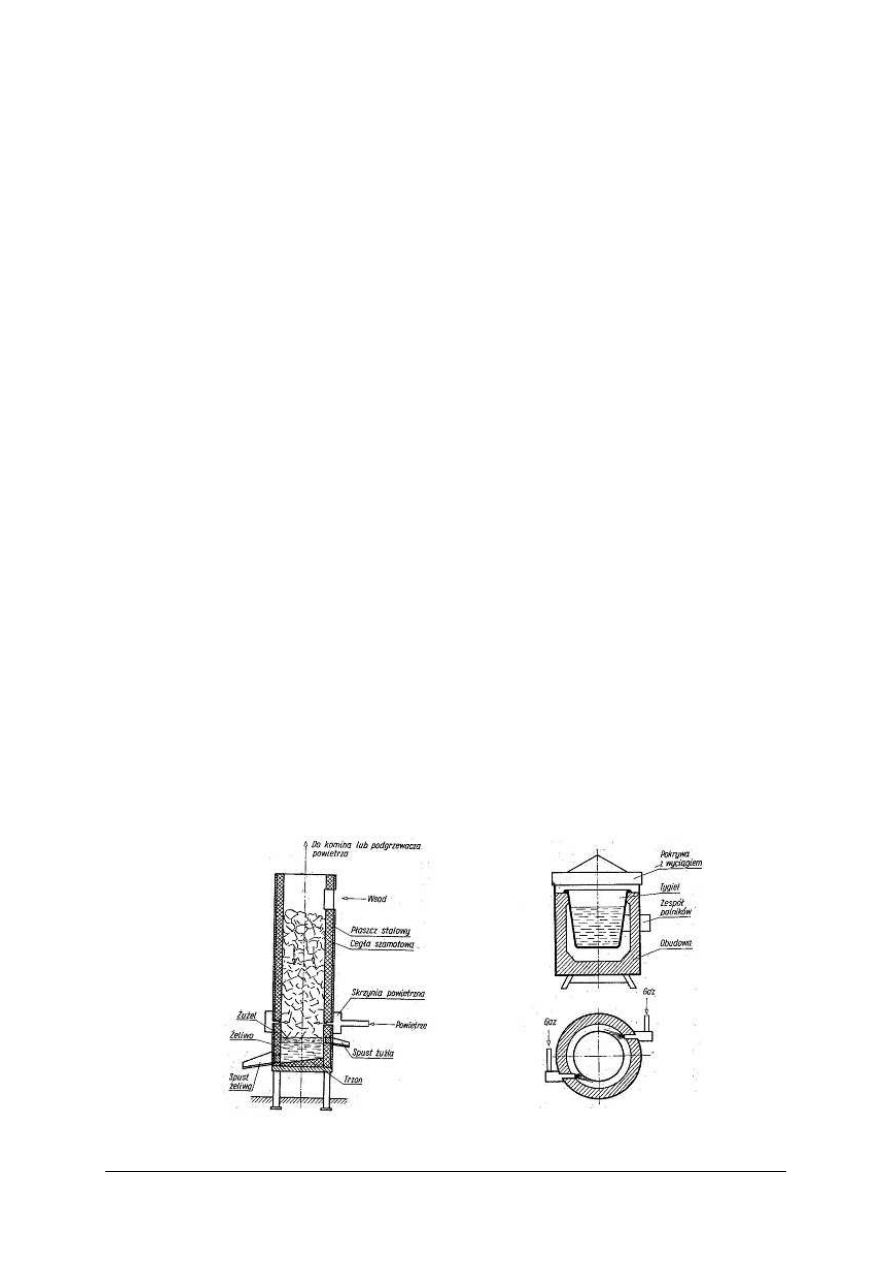
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
rdzeniowa jest wrzucana (z jednoczesnym zagęszczaniem) do rdzennicy uderzeniem
sprężonego powietrza.
Rdzenie w przeciwieństwie do form – muszą być zawsze utwardzone, gdyż bez tego
mogłyby rozsypać się nawet przed zalaniem formy. Rdzenie utwardza się dwoma sposobami:
−
przez suszenie w podwyższonej temperaturze, w czasie kilku godzin,
−
sposobem chemicznym, co wymaga odpowiedniego spoiwa w masie rdzeniowej; często
stosuje się w tym celu szkło wodne – rdzeń zostaje wówczas utwardzony w czasie kilku
sekund pod działaniem dwutlenku węgla.
Topienie metali
Przez topienie (lub wytapianie) metali rozumiemy proces, w którym otrzymuje się ciekły
metal o określonych właściwościach (na przykład składzie chemicznym). Należy więc
odróżnić „topienie” – proces odlewniczy – od „topnienia”, rozumianego jako zjawisko
fizyczne przejścia w stan ciekły.
Do topienia metali są stosowane różne piece odlewnicze o budowie uzależnionej głównie
od rodzaju metalu; omówimy najważniejsze z nich.
ś
eliwiak jest piecem do topienia żeliwa (rys. 31). Ma on kształt walca średnicy do około
1,5 m i wysokości ponad 6 m. Zewnętrzny płaszcz pieca jest wykonany z blachy stalowej,
a wewnętrzna wykładzina z cegły szamotowej (gatunek tej cegły ma duży wpływ na proces
topienia żeliwa).
Wsad – ładowany do żeliwiaka przez okno wsadowe za pomocą różnego rodzaju
urządzeń – zawiera surówkę ą złom żeliwny (czasem i stalowy), koks i topniki (na przykład
wapno hutnicze). Koks pali się w żeliwiaku (powietrze, często uprzednio podgrzane, jest
wdmuchiwane dyszami ze skrzyni powietrznej otaczającej piec) i temperatura wsadu –
w miarę jak opada on w dół — jest coraz wyższa. Na poziomie dysz temperatura sięga
1800°C, surówka i złom topią się; część koksu nie ulega spaleniu, lecz rozpuszcza się
w wytworzonym żeliwie, wpływając na jego skład chemiczny i strukturę.
Stopione żeliwo gromadzi się w trzonie pieca. Na powierzchni cieczy zbierają się różne
zanieczyszczenia, tworząc żużel, spuszczany górnym otworem. Po spuszczeniu żużla zostaje
otwarty dolny otwór i żeliwo spływa do kadzi, z której następnie są zalewane formy. Większe
ż
eliwiaki są wyposażone w zbiorniki pośrednie na ciekłe żeliwo, podgrzewane np. gazem.
ś
eliwiak nie jest zasadniczo piecem o pracy ciągłej (jak naprzykład wielki piec), a cykl
jego pracy trwa kilkanaście godzin. śeliwiak można wygasić i powtórnie rozpalić w miarę
potrzeby.
Rys. 31. śeliwiak [8].
Rys. 32. Piec tyglowy stały [8].
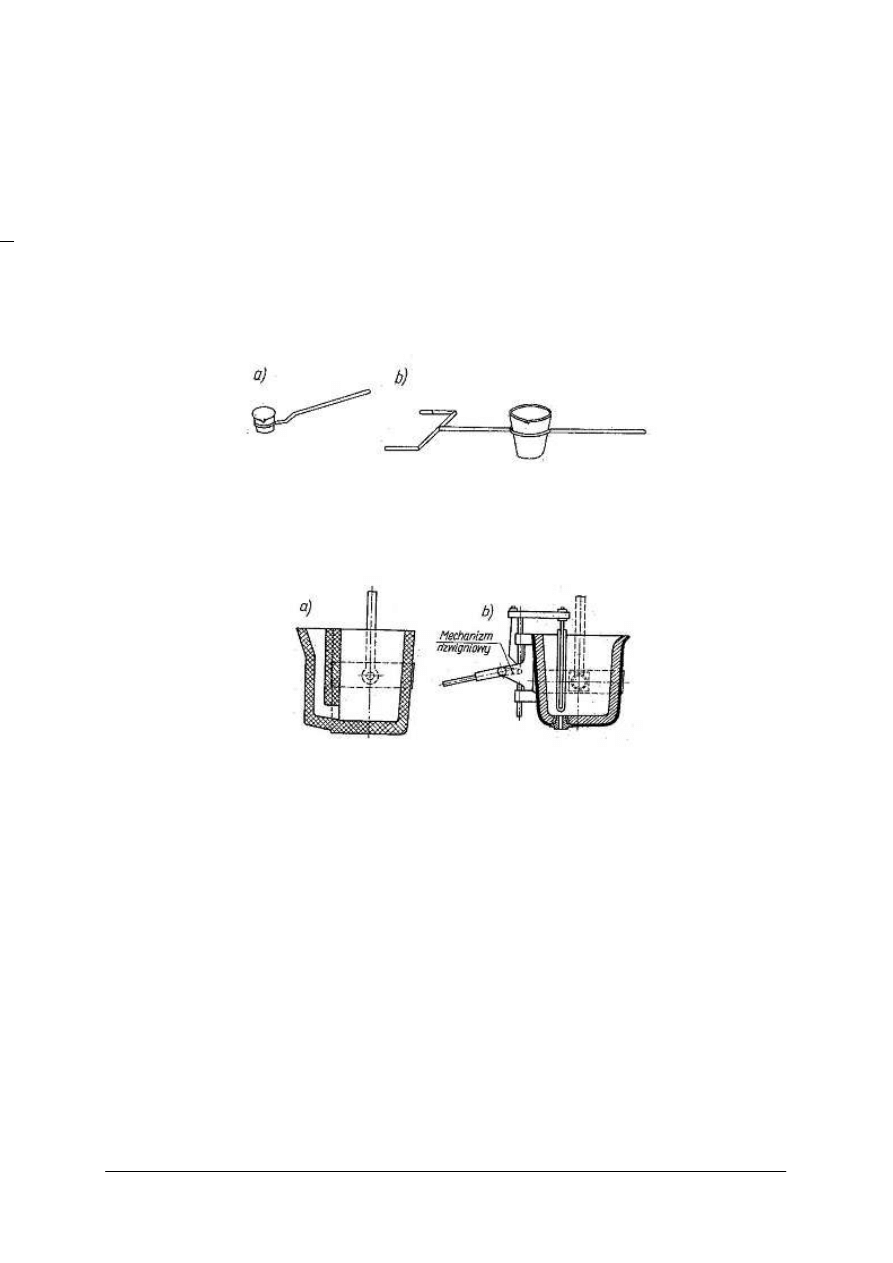
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Metale nieżelazne – stopy aluminium, cynku, miedzi, magnezu – topi się najczęściej
w piecach tyglowych stałych (rys. 32) lub przechylnych. Piece te są opalane paliwem ciekłym
(ropa, mazut) lub gazowym (gaz ziemny). Stosowane są również piece elektryczne.
Zalewanie form i wykańczanie odlewów
Formy piaskowe należy zalewać w niezbyt długim czasie po ich wykonaniu, aby nie
dopuścić np. do zbytniego wysuszenia form. Ważna jest też temperatura ciekłego metalu,
niższa zazwyczaj o kilkadziesiąt stopni od temperatury spustu z pieca.
Zależnie od masy odlewu zalewanie formy odbywa się za pomocą różnych kadzi
odlewniczych. Małe formy można zalewać łyżką ręczną (rys. 33 a) lub kadzią widłową
(rys. 33 b).
Rys. 33. Małe kadzie odlewnicze: a)łyżka ręczna, b) kadź widłowa [8].
Zalewanie dużych form wymaga użycia róznorodnej budowy kadzi suwnicowych na
przykład. kadzie syfonowe (rys. 34 a) oraz kadzie dolnospustowe (rys. 34 b) z zatyczką
w dnie.
Rys. 34. Duże kadzie odlewnicze a) kadź syfonowa, b) kadź z zatyczką [8].
Stygnięcie odlewów wykonanych w formach piaskowych można podzielić na dwa etapy:
stygniecie w formach (od kilku do ponad 100 godzin, zależnie od masy odlewu) oraz
stygnięcie po wybiciu z formy (zazwyczaj nieco krótsze).
Wybijanie form w rzadszych przypadkach odbywa się ręcznie – łomami, oskardami i tym
podobnie i dotyczy dużych odlewów. Najczęściej formy wybija się za pomocą różnych
urządzeń pneumatycznych lub elektrycznych, jak na przykład kraty wibracyjne (o dużej
częstości drgań) lub wstrząsowe (o większej amplitudzie, a mniejszej częstości). Masa
z rozbitych form przelatuje przez kratę i zostaje przetransportowana do formierni w celu
przeróbki i powtórnego użycia. Większe trudności występują przy wybijaniu rdzeni, co
czasem wymaga pracy ręcznej. Wybijanie form i oczyszczanie odlewów są najcięższymi
pracami w odlewni.
Ostudzone formy wykańcza się, co polega przede wszystkim na usunięciu układów
wlewowych przez odtrącenie, np. w kruchych odlewach żeliwnych, lub obcięcie. Następnie
należy starannie oczyścić odlew z resztek przywartej masy formierskiej i rdzeniowej, co jest
ważne ze względu na trwałość narzędzi w późniejszej obróbce wiórowej odlewu. Małe
odlewy oczyszcza się w obrotowych bębnach, większe przez piaskowanie lub innymi
podobnymi sposobami. Po kontroli jakości odlewy często poddajemy malowaniu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Wady odlewnicze i ich naprawa
Wady odlewnicze można podzielić na następujące główne grupy:
−
wady kształtu i wymiarów,
−
wady powierzchni,
−
nieciągłość materiału,
−
wady wewnętrzne,
−
wady materiału.
Wady te dla użytku kontroli jakości w odlewni są szczegółowo poklasyfikowane
i oznaczane umownymi symbolami.
Podstawowe znaczenie dla dokładności wymiarowej odlewu ma stan modeli i rdzennic.
Jeśli są one np. nadmiernie zużyte, powoduje to nieuniknione wady wymiarów lub kształtu
odlewu.
Duży wpływ na jakość odlewu ma proces formowania, który może powodować
powstanie wad kształtu i powierzchni odlewu.
Stan masy formierskiej – niewłaściwy rodzaj masy lub za niski jej stopień zagęszczenia
w formie prowadzi do wad powierzchni, jak guzy, strupy, rakowatość, zapiaszczenie itp.
Odlewy z takimi wadami mają bardzo grubą warstwę zanieczyszczonego materiału,
niemożliwą do usunięcia podczas obróbki wiórowej. Niewłaściwe zagęszczenie masy może
także powodować poważne wady kształtu, gdy np. przy montażu formy pewne jej fragmenty
odpadną.
Przyczyną wielu wad odlewniczych może być niewłaściwy montaż formy. Jeśli
wzajemne ustalenie skrzynek formierskich jest nieprawidłowe, powstaje przestawienie
odlewu. Za małe obciążenie górnej skrzynki w czasie zalewania formy może spowodować
zalewki. Niewłaściwa konstrukcja układu wlewowego może powodować wady wewnętrzne-
jak jamy i rzadzizny skurczowe. Widzimy więc, że o jakości odlewu decyduje zarówno jego
konstrukcja, jak i wszystkie elementy procesu technologicznego: jakość modeli i rdzeni,
konstrukcja formy, proces formowania, montaż formy, przygotowanie wsadu i topienia
metalu, wreszcie zalewanie formy.
Wiele wad odlewniczych można usunąć naprawiając odlew. Stosuje się różne sposoby
naprawy wad odlewniczych, przede wszystkim spawanie gazowe i elektryczne (także
odlewów żeliwnych). Przed spawaniem cały odlew należy podgrzać do temperatury kilkuset
stopni w celu uniknięcia naprężeń wewnętrznych. Inne sposoby naprawy wadliwych odlewów
to lutowanie mosiądzem, metalizacja lub miejscowe zalewanie ciekłym metalem. W pewnych
przypadkach odlewy można prostować (np. wykonane z żeliwa ciągliwego). Naprawa
niektórych wad odlewniczych jest jednak niemożliwa lub nieopłacalna i wówczas odlew musi
być złomowany.
Nowoczesne metody wytwarzania odlewów
W ciągu ostatnich kilkudziesięciu lat powstało wiele nowych metod odlewania,
umożliwiając zwiększenie wydajności procesu technologicznego i polepszenie jakości
odlewów.
Nowszym rozwiązaniem form piaskowych są formy skorupowe; wykonywane w nich
odlewy (najczęściej z wyższych gatunków żeliwa) odznaczają się wysoką dokładnością,
a proces formowania może być łatwo zmechanizowany.
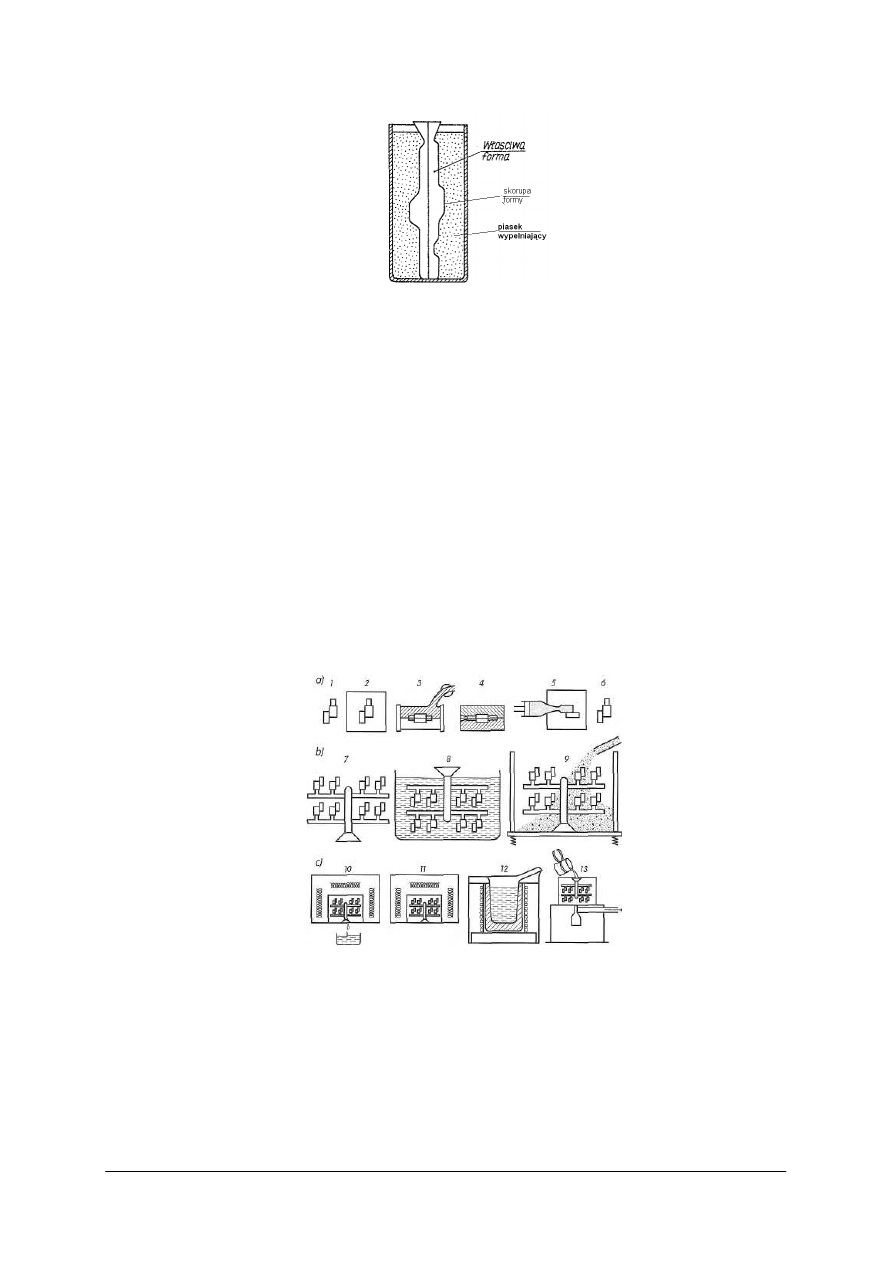
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Rys. 35. Schemat formy skorupowej [8].
Forma składa się z dwóch części o stosunkowo cienkich ściankach. Wykonuje się ją
z mieszaniny piasku kwarcowego, żywicy syntetycznej i innych składników. Masa ta zostaje
rozprowadzona na gorącej płycie modelowej lub rdzennicy. Na skutek złożonych reakcji
chemicznych masa utwardza się i otrzymuje się połówkę formy skorupowej. Dwie takie
połówki skleja się (wstawiając ewentualnie rdzenie) i umieszcza w skrzynce, obsypując
piaskiem wypełniającym. Odlewy skorupowe są szeroko stosowane w przemyśle
samochodowym.
Na oryginalnym pomyśle jest oparta metoda wytapianych modeli rys. 36. Model jest tu
wykonany z łatwo topliwego materiału (wosk, stearyna, czasem odpowiednie tworzywo
sztuczne) i służy do wykonania tylko jednej formy. Potrzeba więc znacznej liczby modeli,
które otrzymuje się w specjalnych metalowych matrycach. Model – lub najczęściej zespół
modeli ze wspólnym układem wlewowym (metoda ta najlepiej nadaje się do odlewania
niewielkich części) – zanurza się parokrotnie w ciekłej mazie ceramicznej, szybko
utwardzającej się. Następnie zespół modelowy otoczony skorupą ceramiczną umieszcza się
w skrzynce formierskiej, obsypując masą wypełniającą. Modele usuwa się przez wytopienie,
po czym form wypala się celem utwardzenia formy. Metodą wytapianych opłaca się
stosować do otrzymywania skomplikowanych części, na ogół o niewielkiej masie.
Rys. 36. Przygotowanie i odlewanie metodą wytapianych modeli: a) wykonanie modelu. b) wykonanie
formy, c) wytapianie i zalewanie formy. 1) wzorzec, 2) półmatryca, 3) wykonywanie połówek
matrycy ze stopu ZnAl, 4) gotowa matryca, 5) wypełnienie matrycy masą, 6) model wytapiany,
7) zestaw modeli z układem wlewowym, 8) zanurzenie zestawu w zawiesinie pyłu w krzemianie
etylu, 9) obsypanie pyłem lub drobnym piaskiem i suszenie, 10) wytopienie modeli,
11) wypalanie formy, 12) topienie metalu, 13) zalewanie formy [9].
Do wytwarzania odlewów z metali nieżelaznych – głównie stopów aluminium i cynku
stosuje się formy metalowe nazywane kokilami (rys. 37). Kokile są formami wielokrotnego
użytku w odróżnieniu od innych form (użytek jednorazowy); mogą być zalewane
grawitacyjnie lub pod ciśnieniem.
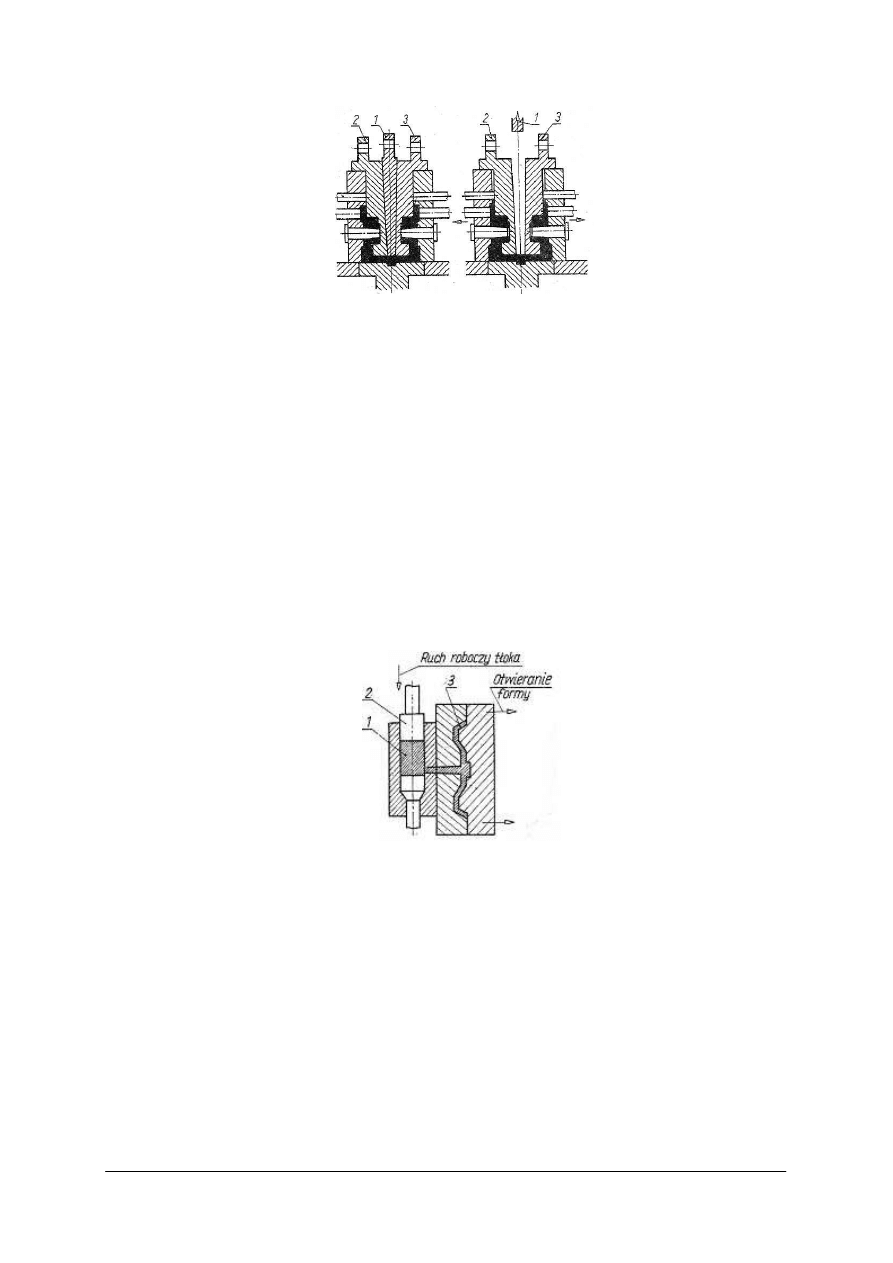
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Rys. 37. Schemat kokili: 1, 2, 3) elementy rdzenia dzielonego [8].
Odlewanie ciśnieniowe stosowane jest w produkcji seryjnej. Metal zalewana jest do
formy pod ciśnieniem czasem dość znacznym (ponad 300 MPa), za pomocą pracującej
maszyny odlewniczej. Wydajność pracy jest bardzo duża, a odlewy dokładne, o gładkich
powierzchniach. Można otrzymać bardzo cienkie ścianki – nawet poniżej l mm. Odlewanie
ciśnieniowe jest podstawowym sposobem otrzymywania odlewów ze stopów aluminium
i cynku w przemyśle motoryzacyjnym. Znamy wiele rodzajów odlewniczych maszyn
ciśnieniowych; na rys. 38 przykładowo jest pokazany schemat maszyny z „zimną komorą”
ciśnienia. Metal zostaje wlany do komory l, skąd tłok 2 wtłacza go do formy 3. Cykl pracy
maszyny obejmuje ponadto otwarcie formy i wypchnięcie gotowego odlewu.
Na koniec wspomnimy o odlewaniu w formach wirujących. Może to być odlewanie
odśrodkowe (rys. 39a), odpowiednie dla części typu tuleja, rura lub pierścień. Forma jest tu
zwykle metalowa i odtwarza jedynie zewnętrzną powierzchnię odlewu; wnętrze odlewu jest
ograniczone swobodną powierzchnią ciekłego metalu. Oś wirującej formy może być pozioma
(odlewanie długich rur) lub pionowa (odlewanie krótkich tulei lub pierścieni). Sposób ten jest
też stosowany do wylewania dużych panewek łożyskowych.
Rys. 38. Zasada odlewania w ciśnieniowej maszynie odlewniczej: 1) „.zimna” komora maszyny, 2) tłok,
3) forma [8].
Odlewanie pod ciśnieniem odśrodkowym (rys. 39 b) odbywa się w normalnych formach
piaskowych ukształtowanych w ten sposób, że centralny wlew leży na pionowej osi
wirowania, a na obwodzie formy znajdują się wnęki formierskie. W ten sposób odlewa się
zwykle kilka części w jednej formie. Ciśnienie wywołane silą odśrodkową zapewnia lepsze
wypełnienie formy.
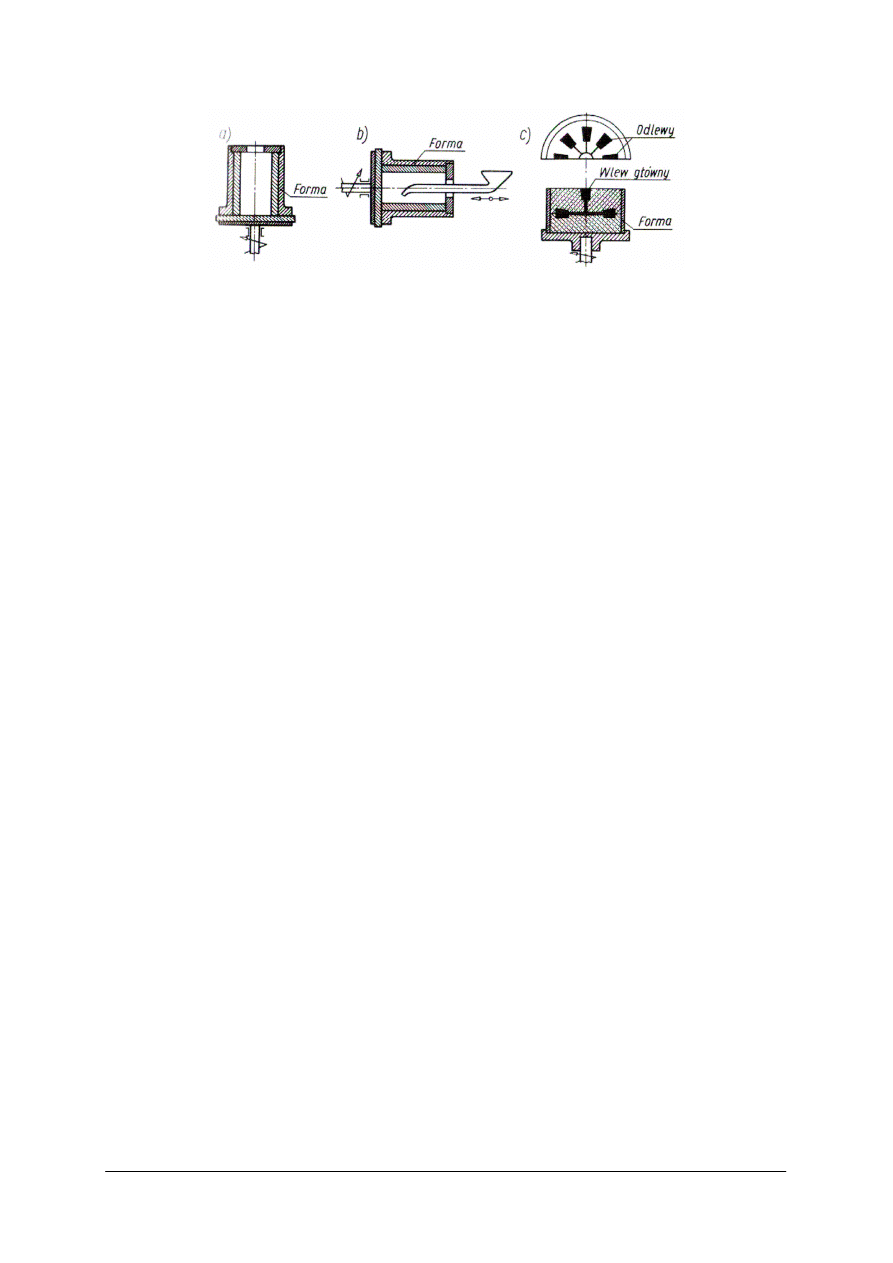
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Rys. 39. Odlewanie w formach wirujących: a) odśrodkowe w formie metalowej, b) pod ciśnieniem
odśrodkowym w formie piaskowej [8].
Bezpieczeństwo i higiena pracy w odlewnictwie
W odlewni występują liczne zagrożenia zdrowia, a nawet życia ludzkiego. Najważniejsze
z nich to:
−
znaczny stopień zapylenia i nasycenia powietrza szkodliwymi substancjami,
−
wysoka temperatura i możliwość wyprysków ciekłego metalu,
−
duży hałas, szczególnie przy oczyszczaniu i wybijaniu odlewów,
−
znaczny wysiłek fizyczny konieczny w niektórych pracach (np. przy formowaniu
ręcznym lub ręcznym wybijaniu form).
W związku z tym wiele prac w odlewni nie może być wykonywanych przez
młodocianych (poniżej 18 roku życia), a także przez kobiety; dotyczy to szczególnie prac
wymagających znacznego wysiłku. Na ten temat obowiązują liczne szczegółowe przepisy,
które średni personel techniczny musi dobrze znać i bezwzględnie ich przestrzegać.
Zanieczyszczenie powietrza w odlewni należy często kontrolować, a urządzenia
wentylacyjne i odpylające muszą być zawsze sprawne, Od ich stanu w znacznej mierze
zależy poziom bhp w odlewni.
Do prac odlewniczych niezbędne są środki ochrony osobistej:
−
ubrania ochronne (fartuchy, kapelusze i kaptury, rękawice) skórzane i azbestowe oraz
okulary ochronne (obsługa pieców do topienia metalu, zalewanie form),
−
nauszniki lub wkładki dla ochrony przed hałasem (formowanie mechaniczne, wybijanie
form, oczyszczanie odlewów),
−
hełmy ochronne (transport suwnicami, obsługa urządzeń do ładowania wsadu).
Ważną rolę, szczególnie przy formowaniu ręcznym, odgrywa właściwe oświetlenie,
które stale musi być utrzymywane w dobrym stanie technicznym.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są etapy procesu wytwarzania odlewów w formach piaskowych.
2. Jakie materiały stosujemy do wyrobu mas formierskich?
3. Jakie znasz rodzaje formowania?
4. Do czego służą rdzenie?
5. Jakie surowce stosujemy na odlewy?
6. Czym charakteryzuje się urządzenia do topienia wsadu?
7. Jakie znacz specjalne metody wytwarzania odlewów?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
4.5.3. Ćwiczenia
Ćwiczenie 1
Ustal kolejność czynności podczas wykonywania form odlewniczych piaskowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) rozpoznać dokumentację rysunkową odlewu,
2) zaplanować kolejność czynności podczas wykonywaniu formy piaskowej,
3) uwzględnić wielkości produkcji, sposób formowania rdzeni, układu wlewowego,
4) dokonać zapisu ustaleń,
5) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
dokumentacja rysunkowa odlewu,
–
foliogramy, filmy dydaktyczne,
–
literatura.
Ćwiczenie 2
Ustal sposób usunięcia utwardzeń i naprężeń cieplnych w odlewach żeliwnych
utrudniających ich obróbkę skrawaniem.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) rozpoznać podstawowe wady odlewnicze,
2) określić czynniki powodujące utwardzenie odlewu,
3) rozróżnić czynniki mające wpływ na naprężenia w odlewie,
4) określić sposób usunięcia wady,
5) zaprezentować wykonane ćwiczenie,
6) zapisać wyniki przeprowadzonego ćwiczenia.
Wyposażenie stanowiska pracy:
–
foliogramy, filmy dydaktyczne,
–
literatura.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować etapy procesu wytwarzania procesu?
2) rozróżnić materiały stosowane na masy formierskie?
3) scharakteryzować metody formowania?
4) zidentyfikować surowce stosowane na odlewy?
5) rozróżnić specjalne metody wytwarzania odlewów?
6) rozróżnić wady odlewów?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
5. SPRAWDZIAN OSIĄGNIĘĆ
I
nstrukcja dla ucznia
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań. Do każdego zadania podane są cztery możliwe odpowiedzi,
z których tylko jedna jest prawidłowa.
5. Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6. Zadania wymagające prostych obliczeń, powinieneś wykonać przed wskazaniem
poprawnego wyniku. Wskazanie odpowiedzi nawet poprawnej bez uzasadnienia, nie
będzie uznane.
7. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8. Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
9. Na rozwiązanie testu masz 45 minut.
Powodzenia
ZESTAW ZADAŃ TESTOWYCH
1. Ulepszanie cieplne polega na przeprowadzeniu procesu
a) nawęglania i odpuszczania.
b) azotowania i odpuszczania.
c) hartowania i odpuszczania.
d) wygrzewania.
2. Minimalna zawartość węgla w stali niestopowej umożliwiająca jej zahartowanie wynosi
a) 0,25%C.
b) 0,30%C.
c) 0,40%C.
d) 0,10%C.
3. Perlitem nazywamy
a) drobnoziarnistą mieszaninę ferrytu i cementytu.
b) roztwór stały węgla w żelazie
α
.
c) węglik żelaza.
d) mieszaninę cementytu i austenitu.
4. Hartowanie powierzchniowe polega na nagrzaniu
a) materiału na wskroś a następnie szybkim schłodzeniu.
b) powierzchni materiału do właściwej temperatury i szybkim chłodzeniu.
c) materiału na wskroś i powolnemu schłodzeniu.
d) powierzchni materiału do właściwej temperatury i powolnym chłodzeniu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
5. Zasadniczym celem odpuszczania jest
a) zmniejszenie naprężeń, kruchości i twardości stali.
b) zlikwidowanie naprężeń wewnętrznych stali.
c) ujednolicenie struktury stali.
d) zwiększenie twardości.
6. Celem nawęglania stali jest
a) zwiększenie zawartości węgla w warstwie wierzchniej stali o małej zawartości węgla
(poniżej 0,25%C).
b) zwiększenie zawartości węgla w całym przedmiotu wykonanym ze stali o małej
zawartości węgla (poniżej 0,25%C).
c) usunięcie węgla z powierzchni stali.
d) uzyskanie twardej odpornej na ścieranie powierzchni przy zachowaniu dobrej
plastyczności rdzenia.
7. Cyjanowanie to proces
a) nawęglania.
b) azotowania.
c) nawęglania z jednoczesnym azotowaniem.
d) aluminiowania.
8. Uzyskanie struktury drobnoziarnistej możliwe jest podczas wyżarzania
a) zmiękczającego
b) rekrystalizującego
c) normalizującego
d) odprężającego.
9. Zabieg cieplny, w wyniku, którego powstaje w stali struktura zwana martenzytem to
a) odpuszczanie.
b) wyżarzanie zupełne.
c) hartowanie.
d) wyżarzanie rekrystalizujące.
10. Zabieg cieplny celem, którego jest usunięcie naprężeń hartowniczych nazywamy
a) wyżarzaniem ujednoradniającym
b) odpuszczaniem.
c) aluminiowaniem.
d) wyżarzaniem odprężającym.
11. Modele wykonane z parafiny stosuje się przy odlewaniu
a) odśrodkowym.
b) w formach skorupowych.
c) według metody wytapianych modeli.
d) w formach metalowych.
12. Podstawowym składnikiem masy formierskiej jest
a) torf.
b) piasek.
c) żwir.
d) glina.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
13. Rdzeń odlewniczy stosuje się w formie odlewniczej w celu
a) odtworzenia wewnętrznych kształtów odlewów.
b) odtworzenia zewnętrznych kształtów odlewów.
c) zmniejszenia objętości odlewów.
d) doprowadzeniu metalu do formy.
14. Formy metalowe stosuje się przy odlewaniu
a) kokilowym.
b) w formach skorupowych.
c) w formach wirujących.
d) precyzyjnym.
15. Proces obróbki plastycznej, w którym trwałe odkształcenie materiału uzyskuje się wskutek
zgniatania go przez uderzanie młota, naciskiem prasy lub walców nazywa się
a) walcowaniem.
b) ciągnieniem.
c) kuciem .
d) tłoczeniem.
16. Pręty, kształtowniki oraz blachy powstają w wyniku
a) kucia swobodnego.
b) kucia matrycowego.
c) walcowania.
d) tłoczenia.
17. Tłoczenie to proces obróbki plastycznej na zimno i gorąco obejmujący operacje
a) cięcia i kształtowania.
b) wyciskania.
c) kucia swobodnego.
d) walcowania.
18. Pożądane właściwości materiału na odlewy to
a) plastyczność.
b) tłoczność.
c) lejność i skurcz odlewniczy.
d) kowalność.
19. Ciągnienie stosowane jest przy produkcji
a) odkuwek.
b) drutów.
c) kęsów.
d) kształtowników.
20. Produkt powstający w wyniku krzepnięcia ciekłego metalu w formie to
a) odkuwka.
b) walcówka.
c) odlew.
d) wytłoczka.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
KARTA ODPOWIEDZI
Imię i nazwisko ...............................................................................
Rozróżnianie cech charakterystycznych obróbki cieplnej, cieplno-
chemicznej, plastycznej i odlewnictwa
Zakreśl poprawną odpowiedź.
Numer
zadania
Odpowiedź
Punktacja
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
6. LITERATURA
1. Bartosiewicz J.: Obróbka i montaż części maszyn. WSiP, Warszawa 1995
2. Godlewski M., Tym Z.: Poradnik dla mechaników. WSiP, Warszawa 1991
3. Górecki A.: Technologia ogólna WSiP, Warszawa 1994
4. Górecki A.: Technologia ogólna: podstawy technologii mechanicznych. WSiP, Warszawa
2005
5. Mac S.: Obróbka metali z materiałoznawstwem. WSiP, Warszawa 1992
6. Okoniewski S.: Technologia Maszyn. WSiP, Warszawa 1999
7. Swat K.: Bezpieczeństwo i higiena pracy dla mechaników. WSiP, Warszawa 1992
8. Białas S., Sobieszczański J.: Zarys technologii maszyn. WSiP, Warszawa 1984
9. Zawora J.: Podstawy technologii maszyn. WSiP Warszawa 2006
Wyszukiwarka
Podobne podstrony:
operator obrabiarek skrawajacych 722[02] o1 06 n
operator obrabiarek skrawajacych 722[02] o1 06 u
operator obrabiarek skrawajacych 722[02] o1 06 n
operator obrabiarek skrawajacych 722[02] o1 02 n
operator obrabiarek skrawajacych 722[02] o1 01 n
operator obrabiarek skrawajacych 722[02] o1 03 u
operator obrabiarek skrawajacych 722[02] o1 05 u
operator obrabiarek skrawajacych 722[02] o1 07 n
operator obrabiarek skrawajacych 722[02] o1 03 n
operator obrabiarek skrawajacych 722[02] o1 05 n
operator obrabiarek skrawajacych 722[02] o1 07 u
operator obrabiarek skrawajacych 722[02] o1 04 n
operator obrabiarek skrawajacych 722[02] o1 01 u
operator obrabiarek skrawajacych 722[02] o1 04 u
operator obrabiarek skrawajacych 722[02] o1 02 u
operator obrabiarek skrawajacych 722[02] o1 02 n
operator obrabiarek skrawajacych 722[02] o1 02 n
operator obrabiarek skrawajacych 722[02] o1 07 u
więcej podobnych podstron