
Konstrukcje metalowe
______________________________________________________________________________________________ 35
Połączenia w konstrukcjach stalowych
Rodzaje połączeń stosowanych we współczesnych konstrukcjach metalowych:
połączenia typu sworzniowego (nity, śruby zwykłe, śruby średniodokładne, sworznie),
•
połączenia cierne (sprężone śrubami wysokiej wytrzymałości),
•
połączenia czołowe /doczołowe/ (sprężone śrubami wysokiej wytrzymałości),
•
połączenia termiczne (spawane, zgrzewane)
•
połączenia niekonstrukcyjne (kołki wstrzeliwane, śruby samogwintujące, nity
•
jednostronne, klejenie).
Podział połączeń z punktu widzenia wymiarowania i pracy złączy:
połączenia odkształcalne (śrubowe zwykłe oraz nitowe - pod wpływem działania sił
•
mogą wystąpić odkształcenia trzpieni i przemieszczenia łączników
połaczenia nieodkształcalne (spawane, zgrzewane, klejone, śrubowe cierne - nie
•
występują poślizgi)
Ze względu na odkształcalność dopuszcza się współpracę następujących złączy:
nitowych i śrubowych pasowanych
•
ciernych i spawanych
•
2005-03-13
______________________________________________________________________________________________
Politechnika Częstochowska Katedra Mechaniki Technicznej
Dr inż.S.Labocha
Konstrukcje metalowe
______________________________________________________________________________________________ 36
Połączenia spawane
Spawanie - łączenie metali, polegające na doprowadzeniu ciepła do łączonych krawędzi,
powodującego przejście do stanu ciekłego i wzajemnego połączenia w tym stanie;
po wystygnięciu tworzy się jednolite złącze zwane spoiną.
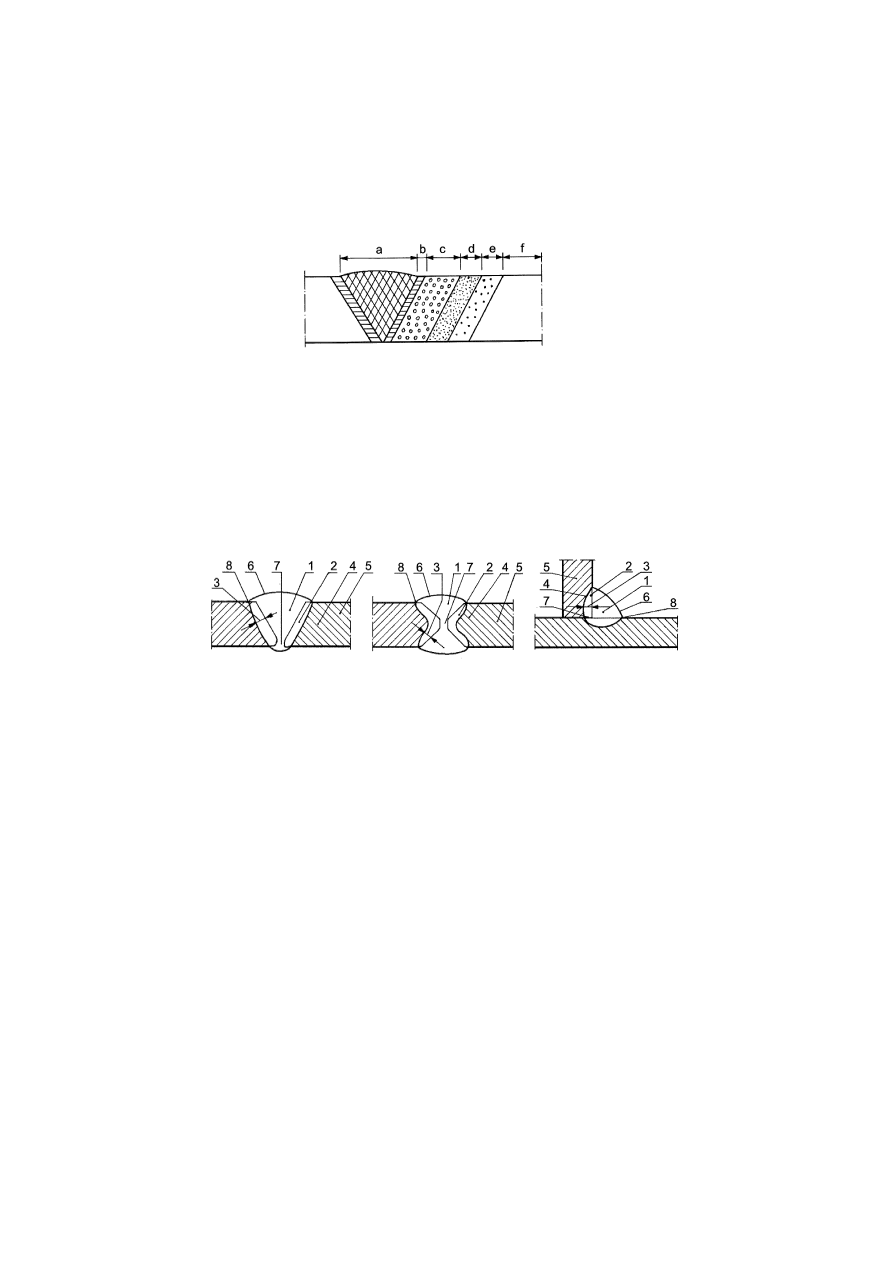
Rys. 4.1 Przekrój poprzeczny spoiny [11]
a - spoina
b- strefa częściowego przetopu
c - strefa przegrzania o strukturze gruboziarnistej
d - strefa normalizacji o strukturze drobnoziarnistej
e - strefa rekrystalizacji
f - strefa największej twardości i kruchości
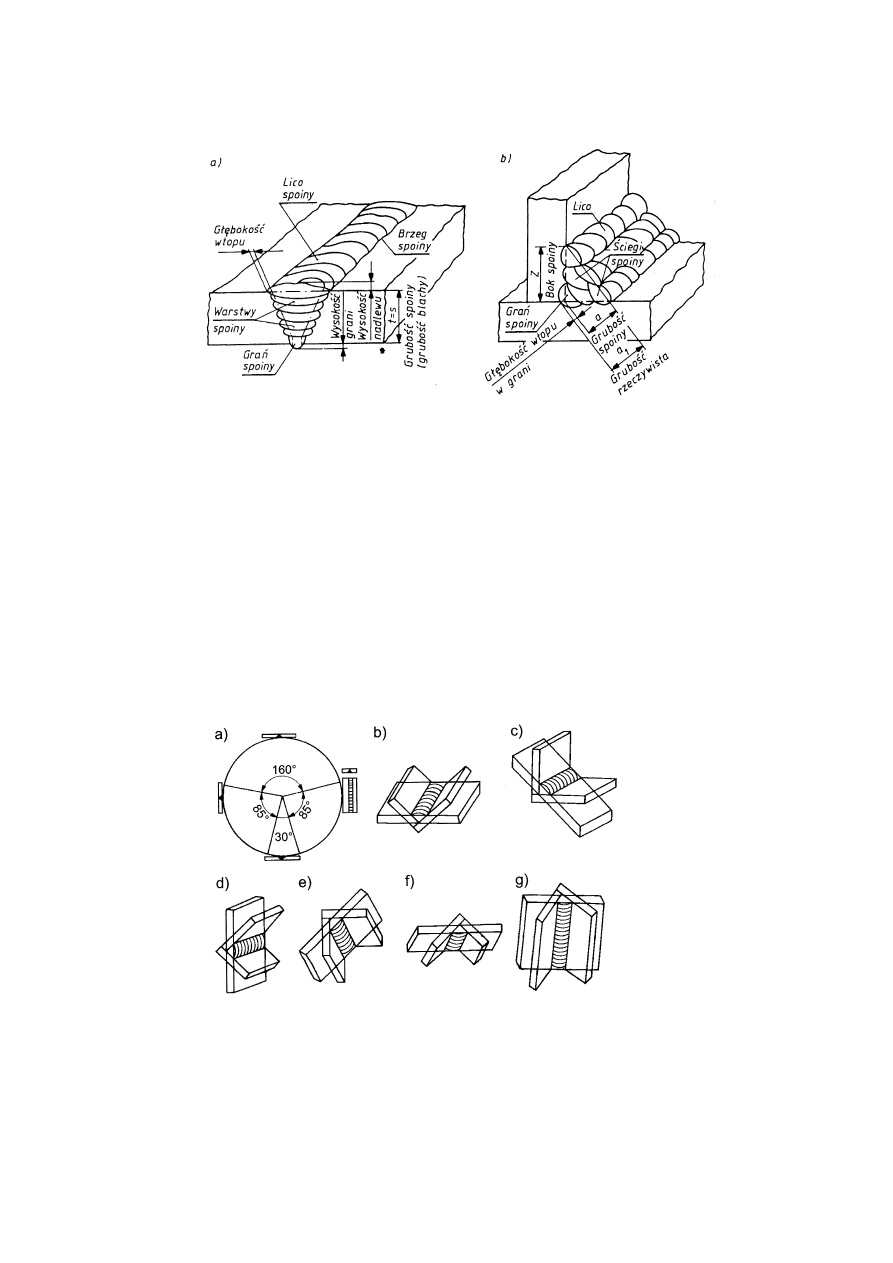
Rys. 4.2 Podstawowe elementy spoin [11]
1 - stopiwo
2 - wtop (warstwa stopionego metalu rodzimego)
3 - głębokość wtopienia
4 - strefa wpływów cieplnych w metalu rodzimym
5 - materiał rodzimy
6 - lico spoiny
7 - grań spoiny
8 - brzeg spoiny
Zalety połączeń spawanych:
•
- łatwość i szybkość wykonania (brak trasowania, wiercenia)
- możliwość pełnej automatyzacji, uniwersalność zastosowania
- mniejszy ciężar łączników w porównaniu do nitów i śrub
- zmniejszenie liczby nakładek i blach węzłowych
2005-03-13
______________________________________________________________________________________________
Politechnika Częstochowska Katedra Mechaniki Technicznej
Dr inż.S.Labocha

Konstrukcje metalowe
______________________________________________________________________________________________ 37
Wady połączeń spawanych
•
- trudności związane ze spawaniem stali o dużej zawartości węgla oraz
niektórych stali stopowych
- powstawanie dodatkowych naprężeń i odkształceń spawalniczych
- konieczność wykonywania spoin przez wykwalifikowanych spawaczy
- wysoki koszt materiałów i urządzeń stosowanych przy spawaniu
Spawalność stali - problem przydatności stali na konstrukcje spawane:
•
- spawalność metalurgiczna (sposób wytworzenia stali, skład chemiczny, struktura, sposób
obróbki)
- spawalność konstrukcyjna (sztywność konstrukcji, swoboda odkształceń grubości
łączonych elementów i spoin, sposób kształtowania węzłów)
-spawalność technologiczna (wybór procesu, dobór parametrów spawania, kolejność spoin,
obróbka cieplna)
Metody spawania
•
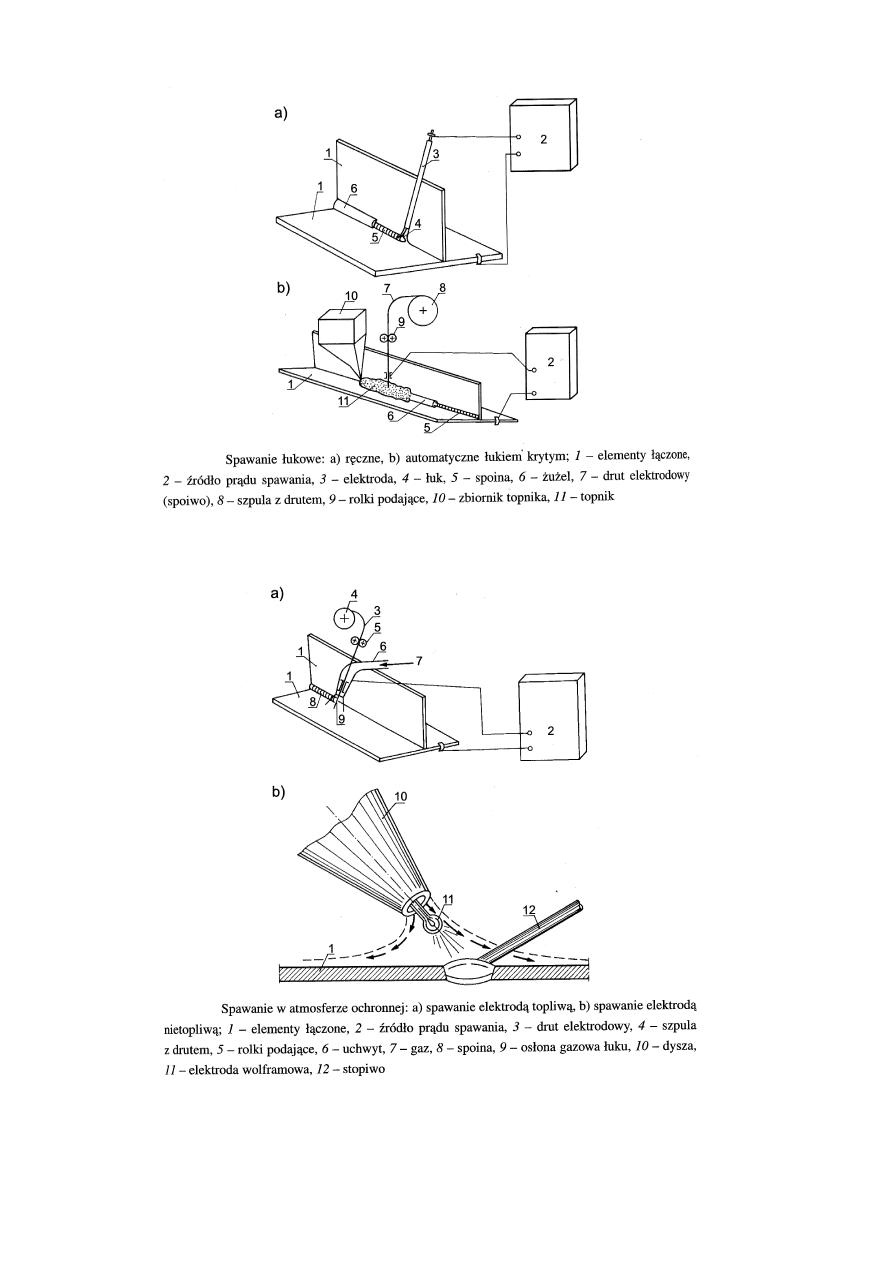
-spawanie łukowe: źródłem ciepła jest łuk elektryczny, powstający między elektrodą
w postaci pręta lub drutu a elementem spawanym; stosowane są przeważnie elektrody
topliwe, otulone, składające się z metalowego rdzenia i warstwy specjalnej otuliny,
której zadaniem jest tworzenie żużlowej i gazowej osłony przed utlenianiem
- spawanie łukiem krytym: łuk jarzy się w sposób niewidoczny pod warstwą topnika,
spełniającego taką samą funkcję jak otulina elektrody; ciepło łuku chronione dość
grubą warstwą topnika powoduje szybsze topienie elektrody w formie drutu;
rozróżnia się metodą półautomatyczną (podajnik mechaniczny prowadzenie elektrody
ręczne) oraz automatyczną (podajnik i prowadzenie mechaniczne);
2005-03-13
______________________________________________________________________________________________
Politechnika Częstochowska Katedra Mechaniki Technicznej
Dr inż.S.Labocha
Konstrukcje metalowe
______________________________________________________________________________________________ 38
Rys. 4.3 Schemat spawania łukowego [11]
Rys. 4.4 Schemat spawania w atmosferze ochronnej
2005-03-13
______________________________________________________________________________________________
Politechnika Częstochowska Katedra Mechaniki Technicznej
Dr inż.S.Labocha
Konstrukcje metalowe
______________________________________________________________________________________________ 39
-spawanie łukowe w osłonie gazów ochronnych: zamiast topnika osłonę ciekłego
metalu stanowi gaz ochronny, dla stali węglowych dwutlenek węgla, dla stali
stopowych gazy obojętne jak argon lub hel; rozróżnia się metodę spawania elektrodą
wolframową nietopliwą (metoda TIG) oraz spawanie elektrodą topliwą (metoda MIG)
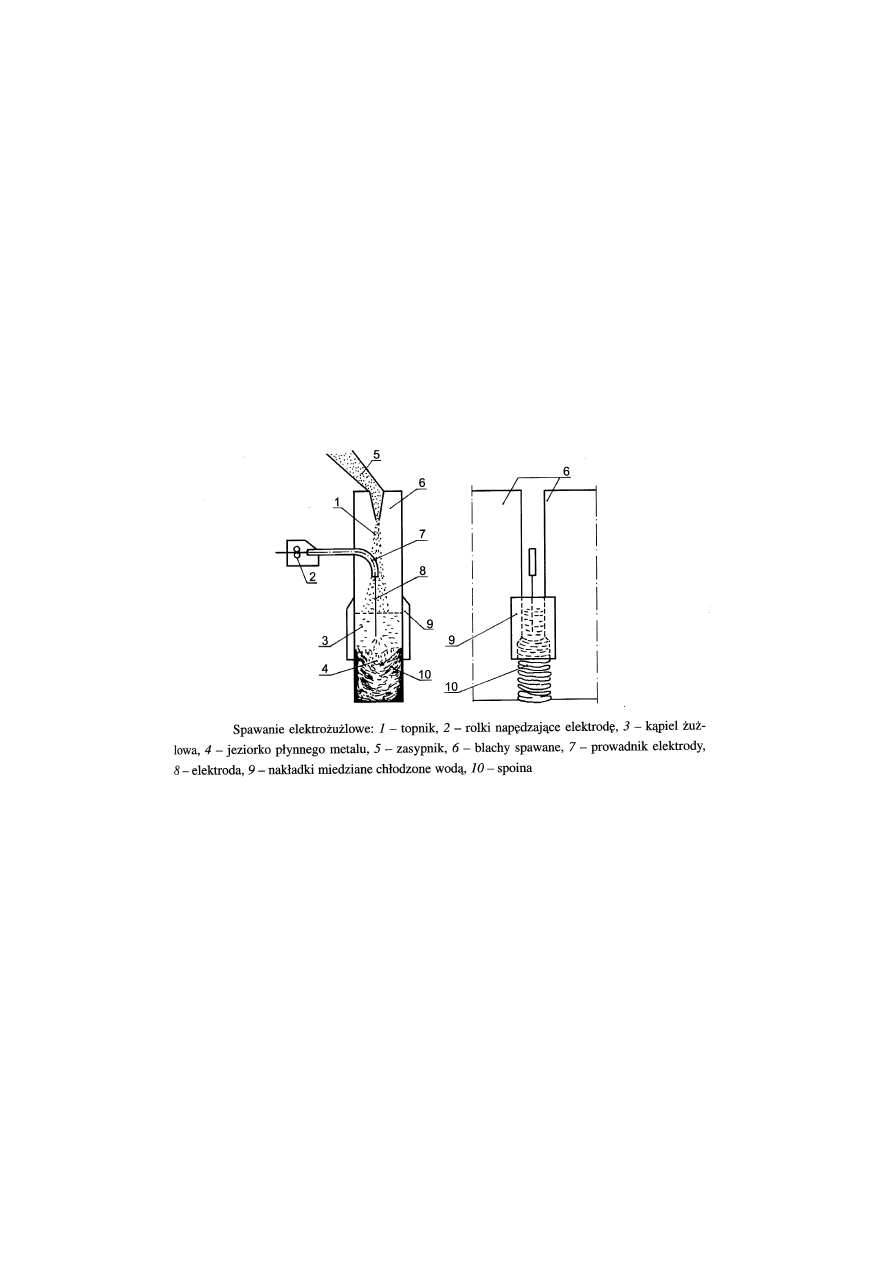
- spawanie elektrożużlowe: stosowana do łączenia elementów o dużych grubościach,
wykonywane w pozycji pionowej, łuk zajarza się tylko przy rozpoczynaniu spawania
potem gaśnie, a żródłem ciepła topiącego elektrodę i metal rodzimy staje się topnik
w stanie ciekłym, przez który przepływa prąd
Rys. 4.5 Schemat spawania elektrożużlowego [11]
Inne metody spawania nie rozpowszechnione w budownictwie
- spawanie elektronowe,
- spawanie plazmowe,
- spawanie laserowe.
2005-03-13
______________________________________________________________________________________________
Politechnika Częstochowska Katedra Mechaniki Technicznej
Dr inż.S.Labocha
Konstrukcje metalowe
______________________________________________________________________________________________ 40
Kontrola spoin
•
- oględziny zewnętrzne, obserwacja wzrokowa i pomiary spoin w celu stwiedzenia, czy ich
kształ i wymiary są zgodne z dokumentacją oraz czy nie zawierają wad powierzchniowych
(odkształcenie konstrukcji, niewłaściwe kształty i wymiary, nierówność lica spoin, podtopienie
materiału rodzimego, brak przetopu, pęknięcia);
- konstrola radiologiczna, polega na wykonaniu radiogramów spoin za pomocą promieni X
lub gamma, na ich podstawie sporządza się opis i ocenę wad;
- kontrola ultradźwiękowa, polega na wykorzystaniu fal ultradźwiekowych za pomocą sondy,
stosując odpowiedni płyn tworzący sprzężenie akustyczne, niejednorodności materiału, jak
pęknięcia pęcherze czy żużle odbijając część wiązki fal zmiejszają ich energię, osłabiona fal
dochodząca do odbiornika; na podstawie pomiaru ubytku energii można ustalić szacunkową
wielkość, rodzaj i położenie wady;
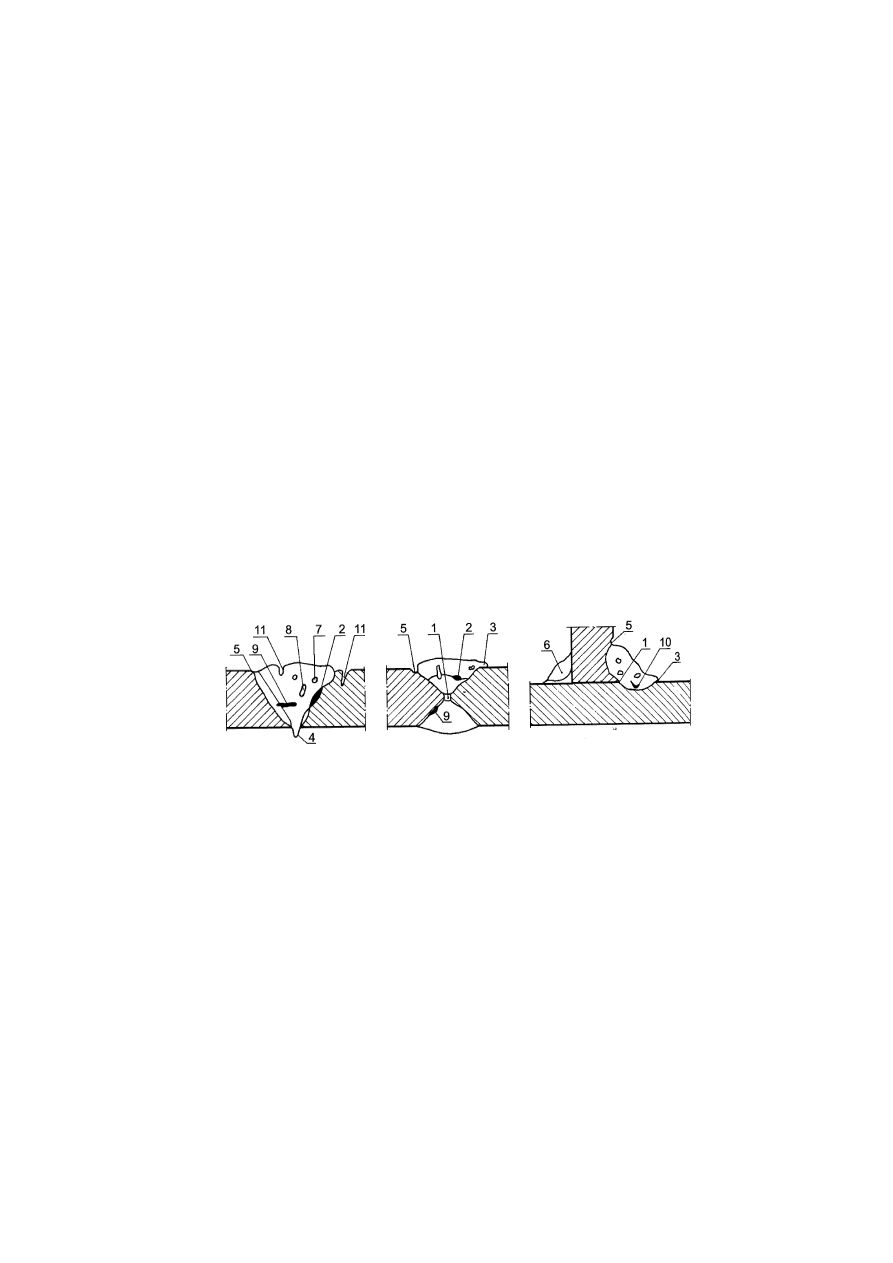
Rys. 4.6 Najczęściej spotykane wady spoin [11]
1- brak przetopu grani
2- zlepienie (brak wtopieni spoiwa w metal rodzimy)
3 - nawis, wynikający z nieprzetopienia krawędzi metalu
4- wyciek stopiwa po stronie grani
5 - podtopienie metalu rodzimego w formie karbów
6 - kratery na powierzchni spoiny
7 - pęcherze gazowe
8 - pory jako włoskowate puste miejsca
9 - wtrącenia, gniazda zażużleń
10 - rysy, włoskowate pęknięcia wewnętrz spoiny
11 - pęknięcia poprzeczne i podłużne w spoinie i metali
2005-03-13
______________________________________________________________________________________________
Politechnika Częstochowska Katedra Mechaniki Technicznej
Dr inż.S.Labocha

Konstrukcje metalowe
______________________________________________________________________________________________ 41
Naprężenia spawalnicze
•
Są to naprężenia własne, powstające w procesie spawania wskutek nierównomiernego
nagrzewania i stygnięcia elementu łączonego oraz wskutek przemien strukturalnych związanych
ze zmianą objętości niektórych składników struktury;
Zabiegi zmniejszające naprężenia własne
- konstrukcyjne (stosowanie materiałów o dobrych własnościach plastycznych, ograniczenie
grubości i ilości spoin, unikanie spoin krzyżujących się oraz blisko położonych)
- technologiczne (okształcenia wstępne przeciwne niż odkształcenia skurczowe, podział
na podzespoły,wstępne podgrzewaniewyżarzenie odprężające)
Klasyfikacja spoin
•
Ze względu na charakter pracy
- nośne
- sczepne
Ze względu na sposób wykonania
-ciągłe
-przerywane
Ze względu na konstrukcję
- czołowe, układane w specjalnych rowkach utworzonych wskutek zukosowania brzegów
elementów łączonych
- pachwinowe, układane w naturalnych rowkach, powstających między powierzchniami
łączonych elementów,
- otworowe, powstające w wyniku wypełnienia otworów lub szczelin wykonanych
w jednym z elementów łączonych
2005-03-13
______________________________________________________________________________________________
Politechnika Częstochowska Katedra Mechaniki Technicznej
Dr inż.S.Labocha
Konstrukcje metalowe
______________________________________________________________________________________________ 42
Rys. 4.7 Elementy spoiny a) czołowej b) pachwinowej
Ze względu na położenie spoin
- podolne, oś podłużna spoiny pozioma, jej lico skierowane ku górze (rys.4.8 a,b,c),
- pionowe, elementy łączone i oś spoiny są pionowe (rys.4.8 a,g),
- naścienne, elementy łączone są pionowe, oś spoiny jest pozioma (rys.4.8 a,d),
- pułapowe, oś podłużna spoiny pozioma, jej lico skierowane ku dołowi (rys.4.8 a,e,f)
Rys. 4.8 Usytuowanie spoin [11]
2005-03-13
______________________________________________________________________________________________
Politechnika Częstochowska Katedra Mechaniki Technicznej
Dr inż.S.Labocha
Konstrukcje metalowe
______________________________________________________________________________________________ 43
Ogólne zasady konstruowania złączy
•
- unikanie nadmiernego skupienia spoin
- rozmieszczanie spoin w taki sposób, aby ich środek ciężkości pokrywał się ze środkiem ciężkości
przekroju,
-unikanie stosowania spoin w strefie zgniotu, tj w obszarze materiału odkształconego na zimno,
- unikanie układania spoin w wewnętrznych narożach kształtowników
Rodzaje i oznaczenia spoin (PN-EN 22553:1997 Rysunek techniczny. Połączenia spawane,
•
zgrzewane i lutowane. Umowne przedstawianie na rysunkach)
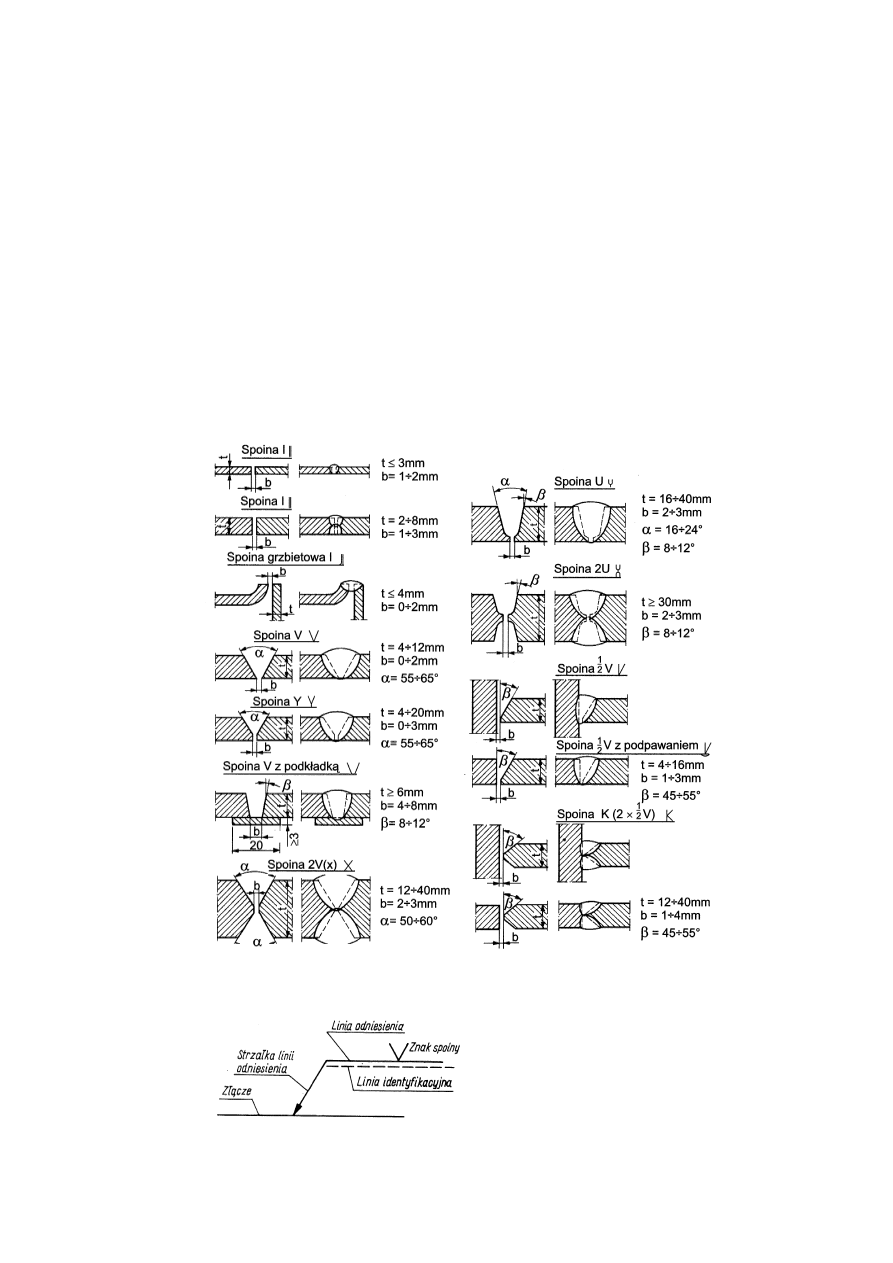
Rys. 4.9 Rodzaje najczęściej stosowanych spoin czołowych [11]
Rys. 4.10 System przedstawiania
spoin [PN-EN 22553:1997]
2005-03-13
______________________________________________________________________________________________
Politechnika Częstochowska Katedra Mechaniki Technicznej
Dr inż.S.Labocha
Konstrukcje metalowe
______________________________________________________________________________________________ 44
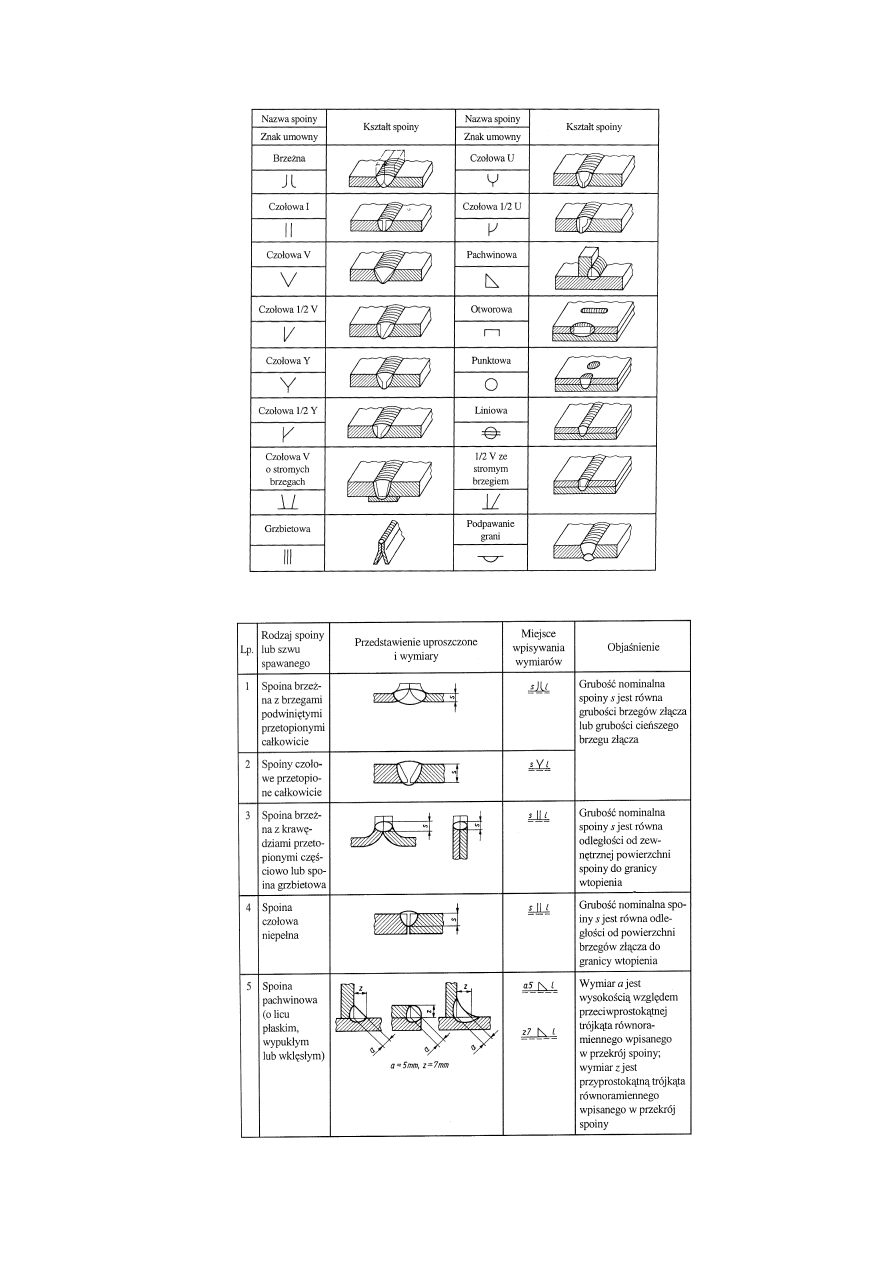
Tab. 4.1 Rodzaje spoin i sposób ich oznaczania [PN-EN 22553:1997]
Tab.4.2 Wymiary połączeń spawanych
2005-03-13
______________________________________________________________________________________________
Politechnika Częstochowska Katedra Mechaniki Technicznej
Dr inż.S.Labocha
Konstrukcje metalowe
______________________________________________________________________________________________ 45
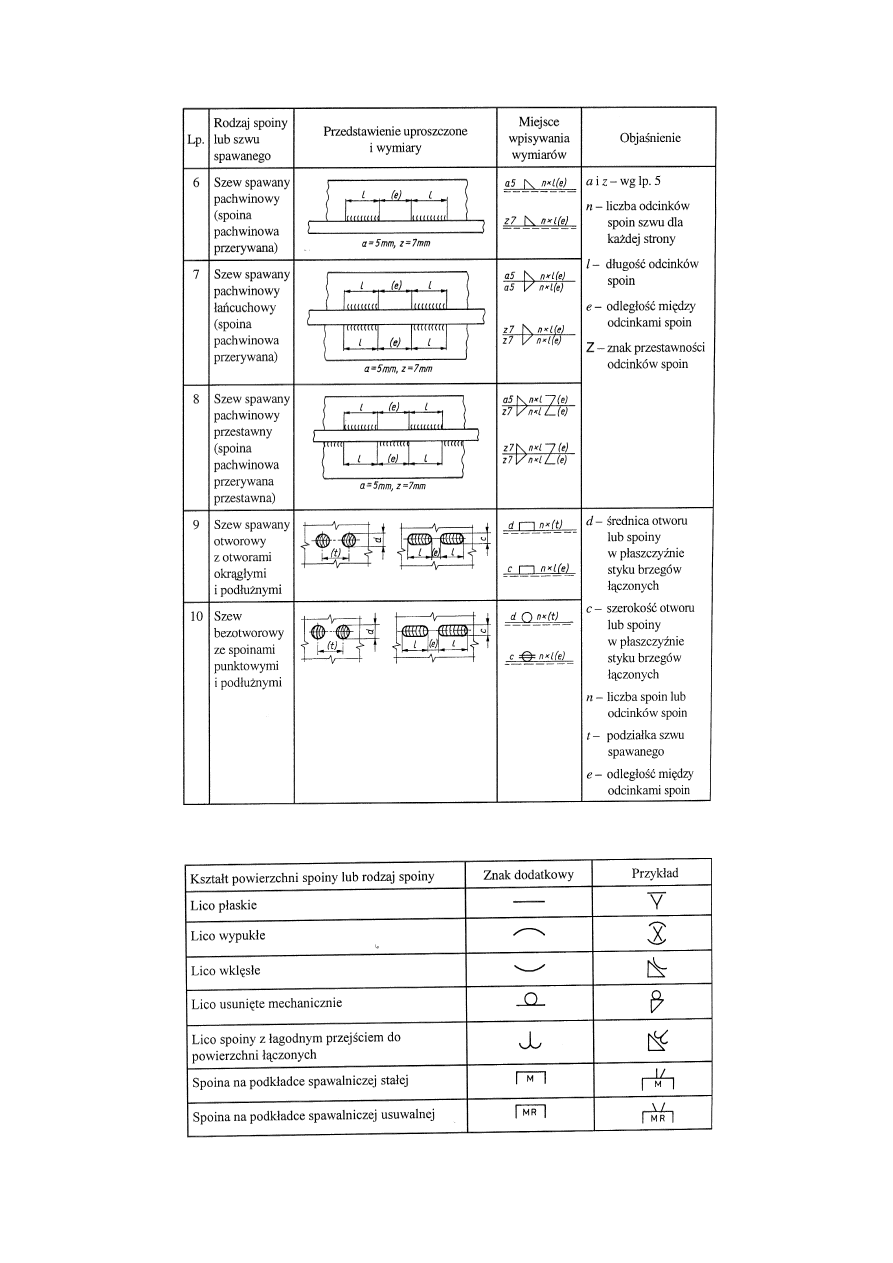
Tab 4.2 cd.
Tab.4.3 Znaki dodatkowe spoin
2005-03-13
______________________________________________________________________________________________
Politechnika Częstochowska Katedra Mechaniki Technicznej
Dr inż.S.Labocha
Konstrukcje metalowe
______________________________________________________________________________________________ 46
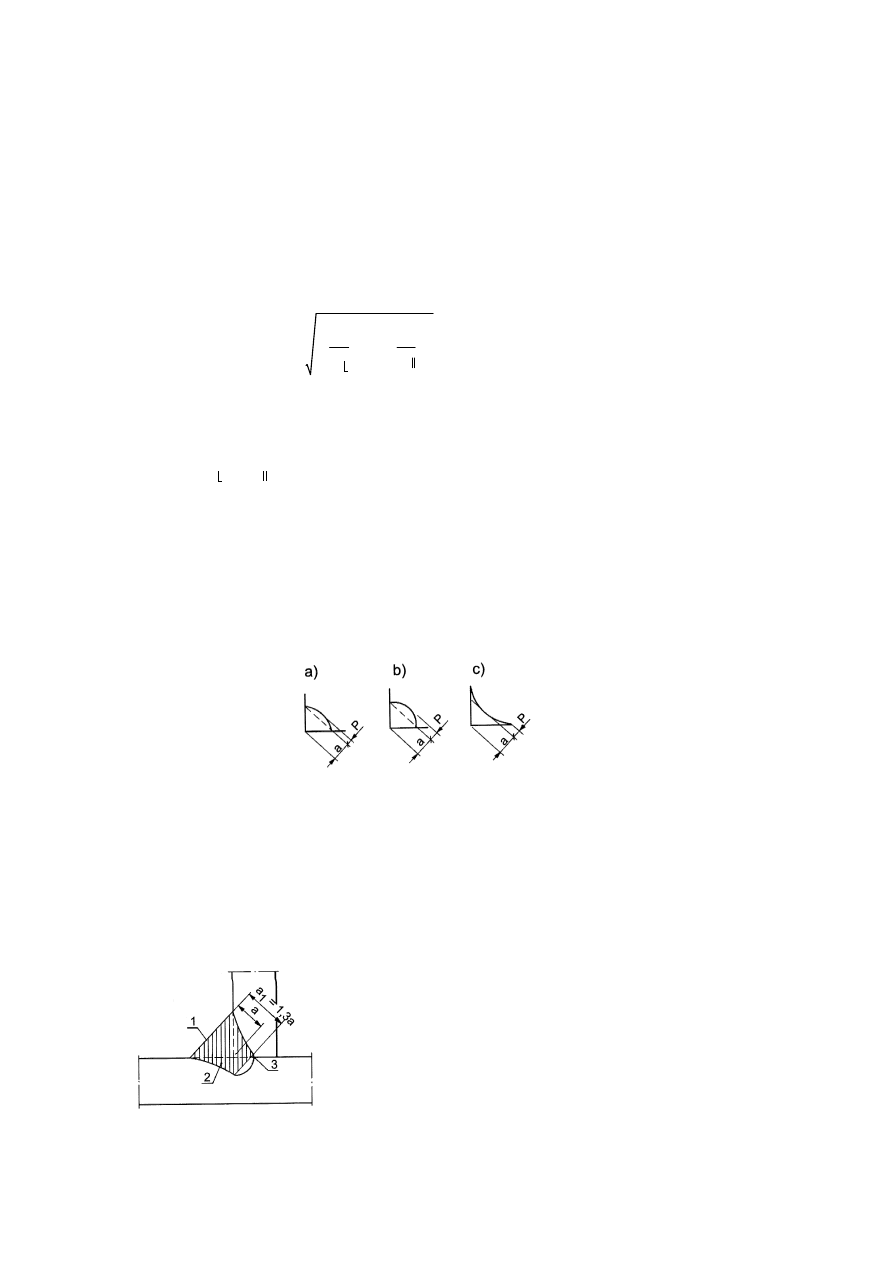
Rys. 4.12 Przekrój spoiny pachwinowej, wykonywanej
automatycznie łukiem krytym
1 - lico spoiny
2 - przetopienie
3 - grań
dla spoin wielowarstwowych
a
1.2 a
nom
⋅
a
nom
2 mm
⋅
+
≤
=
dla spoin jednowarstwowych
a
1.3 a
nom
⋅
=
Dla spoin wykonywanych automatycznie łukiem krytym można przyjmować
Rys. 4.11 Kształty lica spoin pachwinowych [11]
Grubość obliczeniowa spoiny a równa jest wyprowadzonej z grani spoiny wysokości
trójkąta wpisanego w przekrój spoiny. Grubość spoiny należy podawać w całkowitych
milimetrach, wyjątkiem są spoiny 2.5 mm oraz 3.5 mm.
Spoiny pachwinowe
współczynniki wytrzymałości spoiny
α
,
α
σ, τ - naprężenia w przekroju obliczeniowym w stanie sprężystym
gdzie
(92)
σ
α
2
τ
α
2
+
f
d
≤
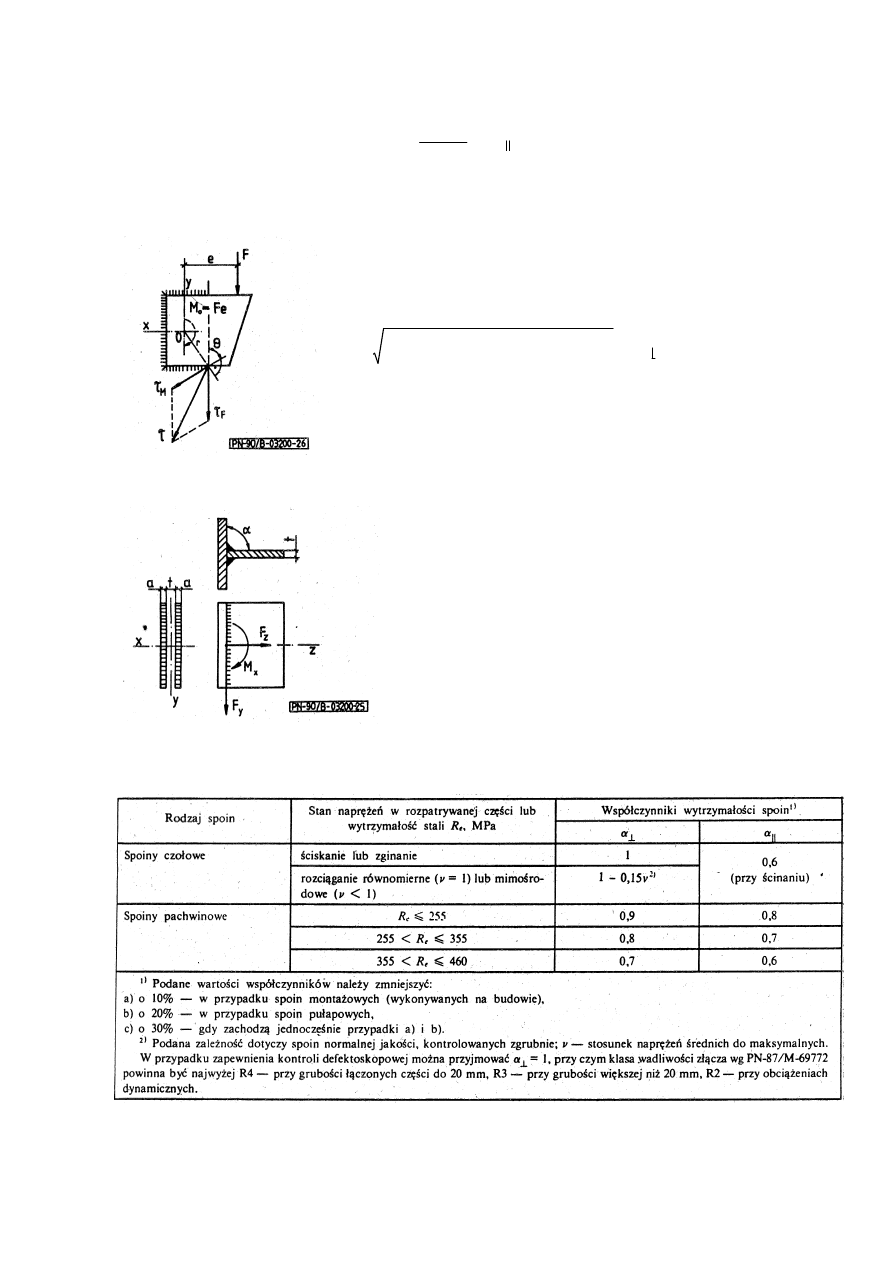
Nośność połączeń należy sprawdzać wg wzoru
Spoiny czołowe
Grubość obliczeniowa spoiny a równa grubości cieńszej z łączonych części, dla
spoin niepełnych równa głębokości rowka do spawania zmniejszona o 2 mm
PN-90/B-03200
2005-03-13
______________________________________________________________________________________________
Politechnika Częstochowska Katedra Mechaniki Technicznej
Dr inż.S.Labocha
Konstrukcje metalowe
______________________________________________________________________________________________ 47
Rys. 4.14 Złożony stan naprężeń w spoinie pachwinowej [11]
355
R
e
<
460 MPa
⋅
≤
dla stali
κ
1.0
=
255
R
e
<
355 MPa
⋅
≤
dla stali
κ
0.85
=
R
e
255 MPa
⋅
≤
dla stali
κ 0.7
=
Współczynnik
σ
f
d
≤
lecz
(93)
κ
σ
2
3
τ
2
τ
2
+
(
)
⋅
+
⋅
f
d
≤
Warunek wytrzymałości w złożonym stanie naprężenia
l
i
40 mm
⋅
≥
oraz
10 a
⋅
l
i
≤
100 a
⋅
≤
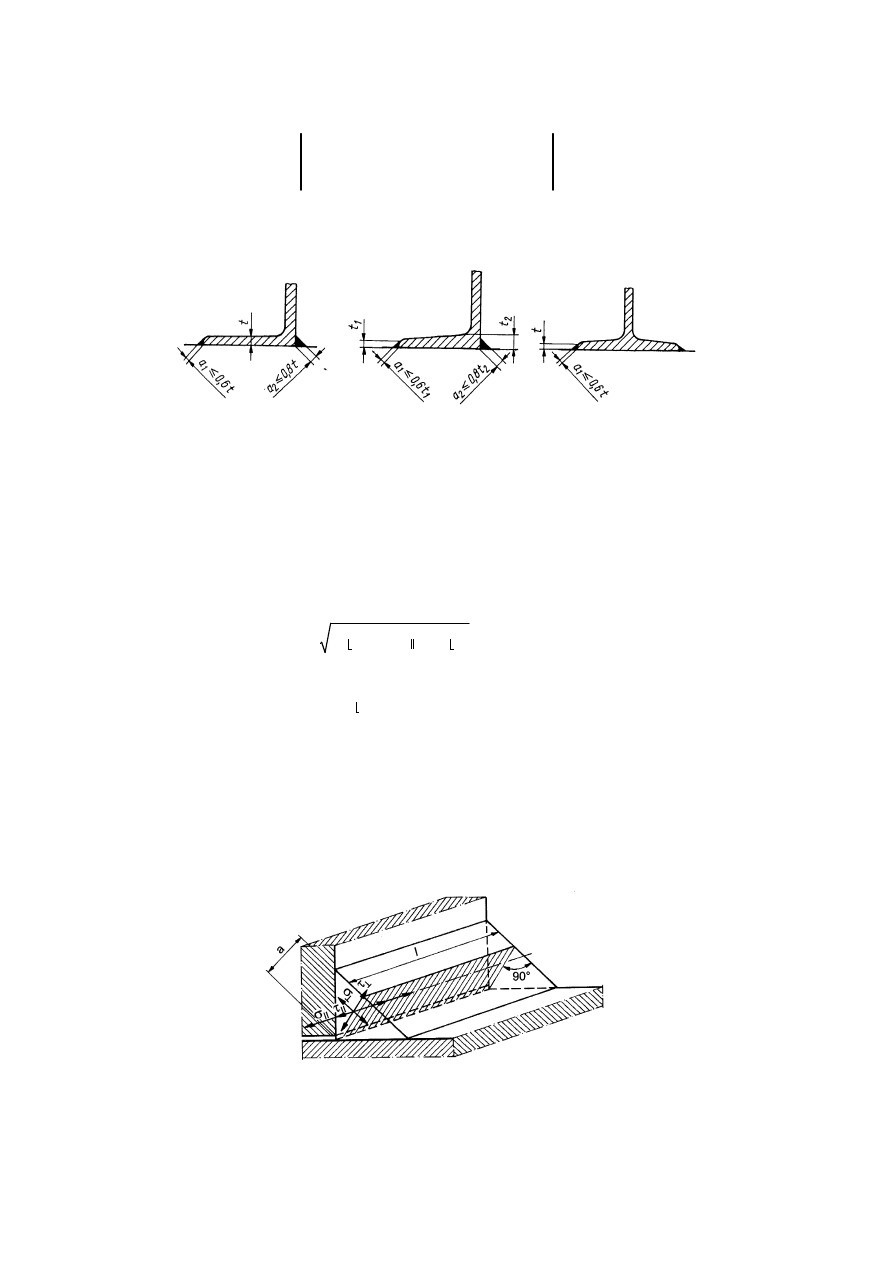
Długość obliczeniowa spoin
Rys. 4.13 Skrajne grubości spoin dla kształtowników walcowanych
t
1
, t
2
grubość cieńszej i grubszej części w połączeniu
a
nom
0.2 t
2
⋅ lecz 10 mm
⋅
≤
,
2.5 mm
⋅
≥
a
nom
0.7 t
1
⋅
16 mm
⋅
≤
Zaleca cię dobierać grubość spoin z warunków
2005-03-13
______________________________________________________________________________________________
Politechnika Częstochowska Katedra Mechaniki Technicznej
Dr inż.S.Labocha
Konstrukcje metalowe
______________________________________________________________________________________________ 48
Nośność połączeń zakładkowych
τ
F
F
a
∑
l
⋅
α
f
d
⋅
≤
=
- przy obciążeniu osiowym
(94)
- przy obciążeniu siłą i momentem
τ
τ
M
τ
F
cos
Θ
⋅
+
(
)
2
τ
F
sin
Θ
⋅
(
)
2
+
α f
d
⋅
≤
=
(95)
Nośność połączeń teowych można sprawdzać ze wzoru (92)
obliczając naprężenia w przekroju utworzonym przez kład
przekroju obliczeniowego spoin na płaszczyznę styku i
przyjmując współczynniki nośności (tablica 18 normy)
dla spoin pachwinowych.
Współczynniki wytrzymałości spoin PN-90/B-03200
2005-03-13
______________________________________________________________________________________________
Politechnika Częstochowska Katedra Mechaniki Technicznej
Dr inż.S.Labocha
Wyszukiwarka
Podobne podstrony:
Konstrukcje metalowe Sem VI Wyklad 02
Konstrukcje metalowe Sem VI Wyklad 03
Mechanika Budowli Sem[1][1] VI Wyklad 04
Mechanika Budowli Sem[1][1] VI Wyklad 04
PROJEKTobliczenia-stale, Budownictwo, Rok III, Konstrukcje Metalowe, SEM V, blachy - projekt, Kratow
Temat dach, Budownictwo, Rok III, Konstrukcje Metalowe, SEM V
Mechanika Budowli Sem[1][1] VI Wyklad 02 color
Mechanika Budowli Sem[1][1] VI Wyklad 01
sem VI FŚ k-z 04, UCZELNIA ARCHIWUM, UCZELNIA ARCHIWUM WGiG, WGiG Rok III sem VI (2013-2014), sem VI
Strona na teczkę, Budownictwo, Rok III, Konstrukcje Metalowe, SEM V, materiały laboratorium
Mechanika Budowli Sem[1][1] VI Wyklad 05
stal wyklady1, Polibuda mgr, SEM III, konst. metalowe, Konstrukcje metalowe, stale egzamin
STAL SEM III WYKLADY, Polibuda mgr, SEM III, konst. metalowe, Konstrukcje metalowe, stale egzamin
7 wyklad konstrukcji metalowych
więcej podobnych podstron