„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Maria Molendowska
Sporządzanie dokumentacji technicznej i technologicznej
311[35].Z4.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Barbara Jaśkiewicz
inż. Stanisław Pietryka
Opracowanie redakcyjne:
mgr inż. Maria Molendowska
Konsultacja:
mgr inż. Zdzisław Feldo
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 311[35].Z4.02,
,,Sporządzanie dokumentacji technicznej i technologicznej", zawartego w modułowym
programie nauczania dla zawodu technik technologii wyrobów skórzanych.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Normy- podział i zastosowanie
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
7
4.1.3. Ćwiczenia
8
4.1.4. Sprawdzian postępów
9
4.2. Normy zużycia materiałowego
10
4.2.1. Materiał nauczania
10
4.2.2. Pytania sprawdzające
12
4.2.3. Ćwiczenia
13
4.2.4. Sprawdzian postępów
14
4.3. Normowanie czasu pracy
15
4.3.1. Materiał nauczania
15
4.3.2. Pytania sprawdzające
20
4.3.3. Ćwiczenia
20
4.3.4. Sprawdzian postępów
21
4.4. Dokumentacja procesów produkcyjnych
22
4.4.1. Materiał nauczania
22
4.4.2. Pytania sprawdzające
32
4.4.3. Ćwiczenia
32
4.4.4. Sprawdzian postępów
33
5. Sprawdzian osiągnięć
34
6. Literatura
38

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy i umiejętności z zakresu
sporządzania dokumentacji technicznej i technologicznej, niezbędnej do prawidłowego
przebiegu procesu produkcyjnego wyrobów skórzanych.
W poradniku zamieszczono:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiedzy, które powinieneś
mieć opanowane, aby przystąpić do realizacji tej jednostki modułowej.
2. Cele kształcenia tej jednostki modułowej, czyli umiejętności, jakie osiągniesz podczas
pracy z poradnikiem.
3. Materiał nauczania, który umożliwi Ci samodzielne przygotowanie się do wykonania
ćwiczeń i zaliczenia sprawdzianów. Do poszerzenia wiedzy wykorzystaj wskazaną
literaturę oraz inne źródła informacji.
4. Pytania sprawdzające wiedzę potrzebną do wykonania ćwiczenia.
5. Ćwiczenia, które umożliwią Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne.
6. Sprawdzian postępów.
7. Zestaw pytań sprawdzających stopień opanowania przez Ciebie wiedzy i umiejętności
z zakresu całej jednostki modułowej.
8. Literaturę.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność.
Po przerobieniu materiału spróbuj zaliczyć sprawdzian z zakresu jednostki modułowej.
Jednostka modułowa: Sporządzanie dokumentacji technicznej i technologicznej, której
treści teraz poznasz jest jednym z modułów koniecznych do zapoznania się z przygotowaniem
odpowiedniej dokumentacji niezbędnej w procesie produkcji wyrobów skórzanych.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy oraz instrukcji przeciwpożarowych, wynikających z rodzaju
wykonywanych prac. Przepisy te poznasz podczas trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
311[35].Z4
Proces planowania produkcji
wyrobów skórzanych
311[35].Z4.01
Projektowanie wyrobów skórzanych
311[35].Z4.02
Sporządzanie dokumentacji
technicznej i technologicznej

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
–
wykorzystywać podstawowe prawa chemii, fizyki i mechaniki w procesach wytwarzania
wyrobów skórzanych,
–
posługiwać się dokumentacją technologiczną stosowaną w procesach wytwarzania
wyrobów skórzanych,
–
stosować podstawowe badania organoleptyczne i oznaczenia laboratoryjne do określania
jakości materiałów podstawowych i pomocniczych,
–
posługiwać się przyrządami pomiarowymi,
–
organizować stanowisko pracy zgodnie z wymogami ergonomii,
–
korzystać z różnych źródeł informacji,
–
przestrzegać przepisów bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3.
CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
zastosować normy przedmiotowe dotyczące surowców skórzanych i materiałów
pomocniczych,
–
posłużyć się instrukcjami i opisem technologicznym,
–
zaplanować zestawy maszyn i urządzeń produkcyjnych w zależności od rodzaju
produkowanych wyrobów,
–
odczytać proste schematy maszyn i urządzeń produkcyjnych,
–
wypełnić dokumentację wewnątrzzakładową – dziennik produkcji, dowody pobrania
materiałów i przekazywania wyrobów lub półfabrykatów do magazynu,
–
zastosować normy zużycia surowców i materiałów pomocniczych,
–
zastosować normy czasowe wykonywanych operacji i procesów technologicznych,
–
sporządzić dokumentację wykonawczą wyrobów skórzanych,
–
zastosować programy komputerowe do sporządzania dokumentacji,
–
skorzystać z literatury zawodowej, katalogów i prospektów firm specjalistycznych
dotyczących organizacji pracy, nowych technologii i nowego wzornictwa.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Normy - podział i zastosowanie
4.1.1. Materiał nauczania
Normami nazywamy przepisy umowne, które zostały wprowadzone w celu ujednolicenia
wyrobów pod względem właściwości, wymiarów i kształtów. To ujednolicenie pojęć, metod
wytwarzania, oznaczeń i znakowania wyrobów jest konieczne nie tylko na terenie danego
kraju, ale także na arenie międzynarodowej w ramach Międzynarodowej Organizacji
Normalizacji (ISO). Normalizacja wpływa na oszczędność surowców i materiałów, pozwala
na uproszczenie produkcji, oszczędność czasu i rozwój postępu technicznego.
Ze względu na zakres stosowania rozróżnia się:
−
Polskie Normy (PN) stosowane w całym kraju lub w określonej gałęzi gospodarki
narodowej, ustanowione przez Polski Komitet Normalizacji, Miar i Jakości (PKNMiJ),
−
Branżowe Normy (BN), stosowane w zasięgu danej branży, obowiązują również
w zakładach produkcyjnych innych branż, w ramach kooperacji,
−
Zakładowe Normy (ZN), stosowane w jednym lub kilku zakładach przemysłowych,
ustanowione przez dyrektora przedsiębiorstwa.
Wśród różnych typów norm podstawowe znaczenie mają normy: przedmiotowe
i czynnościowe.
Normy przedmiotowe dotyczące przedmiotów materialnych i określają ich cechy
zewnętrzne, wymagania ogólne oraz szczegółowe. Normy te określają wymiary, barwę,
oznakowanie, kształty, wymagania techniczne itp.
Przykładowy układ normy przedmiotowej jest następujący: wstęp (omawia przedmiot normy
i dokumenty związane), podział i oznaczenia (podają podział i oznaczenie asortymentu oraz
przykład oznaczenia na podstawie KTM w określonej branży), wymagania i badania (podają
sposób pomiaru grubości, wymagania fizyczne, chemiczne i mechaniczne, podział na gatunki
oraz cechowanie), pakowanie, przechowywanie i transport.
Normy czynnościowe dotyczące zasad, którymi należy się kierować podczas
wykonywania czynności określonych w przedmiocie normy. Normy te obejmują sposoby
badań różnych wskaźników oceny materiałów. Układ normy czynnościowej jest następujący:
wstęp (omawia przedmiot i zakres stosowania normy), oznaczenie ( podaje zasady badań,
przyrządy, materiały pomocnicze i sposoby pobierania próbek), wykonanie oznaczenia,
obliczanie wyników i ostateczny wynik.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Czego dotyczą normy przedmiotowe?
2. Czego dotyczą normy czynnościowe?
3. Jak dzielimy normy ze względu na zakres ich stosowania?
4. Gdzie stosowane są Polskie Normy?
5. Jak zbudowana jest norma czynnościowa?
6. Gdzie stosowane są Zakładowe Normy?
7. Jak zbudowana jest norma przedmiotowa?
8. Gdzie stosowane są Branżowe Normy?
9. Jak definiujemy pojęcie normy?
10. W jakim celu wprowadzono normalizację?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
4.1.3. Ćwiczenia
Ćwiczenie 1
Na podstawie danej Branżowej Normy dokonaj jej analizy, przedstaw w zeszycie
ćwiczeń jej układ.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z określonym fragmentem materiału nauczania,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) dokładnie zapoznać się z normą,
4) dokonać analizy struktury normy,
5) zapisać w zeszycie ćwiczeń układ normy.
Wyposażenie stanowiska pracy:
–
Branżowa Norma,
–
przybory do pisania,
–
zeszyt ćwiczeń,
–
literatura z rozdziału 6.
Ćwiczenie 2
Porównaj normę czynnościową z normą przedmiotową, przedstaw w zeszycie ćwiczeń
ich układ i wskaż różnice.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z określonym fragmentem materiału nauczania,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) dokładnie zapoznać się z normami,
4) dokonać analizy norm,
5) zapisać układ norm w zeszycie ćwiczeń,
6) zapisać zaobserwowane różnice.
Wyposażenie stanowiska pracy:
–
norma czynnościowa,
–
norma przedmiotowa
–
przybory do pisania,
–
zeszyt ćwiczeń,
–
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zdefiniować pojęcie normy?
¨
¨
2) wymienić normy ze względu na zasięg stosowania?
¨
¨
3) rozpoznać nory PN, BN, ZN?
¨
¨
4) rozpoznać normy czynnościowe i przedmiotowe?
¨
¨
5) przedstawić układ normy czynnościowej i przedmiotowej?
¨
¨
6) omówić PN, BN, ZN, normę czynnościową i przedmiotową?
¨
¨
7) wskazać cel normalizacji?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
4.2. Normy zużycia materiałowego
4.2.1. Materiał nauczania
Normowaniem zużycia materiałowego określa się czynności polegające na ustaleniu
prawidłowej ilości materiału, która jest konieczna do wykonania wyrobu z uwzględnieniem
warunków technologicznych i ekonomicznych produkcji. Norma materiałowa ma na celu
zapewnienie oszczędnej gospodarki materiałowej, zapewnienie jej prawidłowej organizacji,
oraz realne planowanie zaopatrzenia.
Normowanie zużycia skór miękkich
Normę zużycia ustala się w cm
2
lub dm
2
na jeden wyrób. W oparciu o opisy
technologiczno-materiałowe oraz wzorniki elementów obliczając powierzchnię netto każdego
elementu.
Metod obliczania powierzchni netto elementów jest wiele, np.:
−
wykreślna,
−
wykreślanie elementów na papierze milimetrowym,
−
przy pomocy planimetru,
−
przy pomocy urządzeń elektronicznych.
Następnym etapem jest ustalenie procentu odpadu bezużytecznego oraz obliczenie normy
zużycia skóry na jeden wyrób, co można zrobić kilkoma sposobami:
−
wykreślanie planszy o profilu skóry średniego gatunku zużywanej w zakładzie,
−
eksperymentalny rozkrój,
−
normowanie zużycia skór w przypadku padania obsieków.
Rozróżniamy normę:
−
teoretyczną (netto), która określa ilość materiału znajdującego się w gotowym wyrobie,
−
techniczną (brutto), która określa ilość materiału, jaką zużyto do wykonania wyrobu
łącznie z odpadem. Norma ta zależy od: gatunku i rodzaju materiału, kształtu wzorników,
kwalifikacji krojczego.
Obliczanie normy zużycia materiału(brutto) metodą wykreślania przebiega w trzech etapach:
−
obliczenie zużycia netto wszystkich elementów wyrobu ( powierzchnia wszystkich
elementów),
−
obliczanie procentu odpadu,
−
obliczanie normy zużycia brutto.
Przykładowy sposób obliczenia normy zużycia brutto.
Na papierze wykreślamy profil skóry zaznaczając wszystkie uszkodzenia występujące
w przypadkowo wybranej skórze. Przy pomocy wzorników do rozkroju sporządza się
możliwie najekonomiczniejszy rozkład elementów, zachowując obowiązujące zasady
i metody rozkroju.
Wzór obliczenia procentu odpadu
P- procent odpadu,
PS - powierzchnia skóry 208,0dm
2
,
O- powierzchnia odpadu bezużytecznego 40,5dm
2
,
PN- powierzchnia netto (powierzchnia wykreślonych elementów) 167,5dm
2
Odpad O = PS-PN,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
O = 208,0 dm
2
- 167,5 dm
2
O = 40,5 dm
2
Procent odpadu P obliczamy według wzoru:
P =
PN
O
·100%
P =
5
,
167
5
,
40
·100%
P = 24,2 %
Znając procent odpadu bezużytecznego P oraz powierzchnię elementów wchodzących
w skład jednego wyrobu PE ustala się normę zużycia brutto NZ dla jednego wyrobu według
wzoru.
NZ =
100
P
PE
⋅
+ PE
Tak ustaloną normę zużycia należy traktować jako normę,,rozpisową", tzn. stosowaną
do obliczania limitu zużycia skór dla krojczych oraz rozliczania zużycia skór. Aby ustalić
normę zużycia ,,kalkulacją”, służącą do celów zaopatrzenia i do opracowania kalkulacji
kosztów wytwarzania oraz ustalenia cen zbytu, należy powiększyć normę rozpisową
o współczynnik korygujący. Jest to procent zużycia dodatkowego wynikającego ze zużycia
skór na wymianę elementów uszkodzonych, szkolenie pracowników czy wykonanie wzorów
i kolekcji. Dla skór miękkich kształtuje się on w granicach od 2-3%.
Normowanie zużycia tkanin, dzianin i materiałów skóropodobnych.
Materiały skóropodobne normujemy w identyczny sposób, jak skóry miękkie. W celu
ustalenia procentu odpadu bezużytecznego należy wykreślić planszę o szerokości zgodnej
z szerokością użytkową materiału i o długości takiej, w jakiej będzie lagowany materiał do
rozkroju. Pozostałe czynności będą identyczne jak dla skór miękkich.
W przypadku wzorów porównywalnych oraz materiałów tańszych, procent odpadu należy
wyliczyć statystycznie w następujący sposób:
−
faktyczne zużycie przyjmuje się z okresu ubiegłego miesiąca , kwartału, roku,
−
zużycie netto wylicza się biorąc powierzchnię netto z wzoru porównywalnego i mnożąc
przez liczbę wykonanych wyrobów,
−
różnica między faktycznym zużyciem brutto, a faktycznym zużyciem netto daje procent
odpadu.
Wyliczenie procentu odpadu i normy brutto przeprowadza się jak dla skór. W ten sam sposób
oblicza się normę zużycia, np.: tektur czy skór wtórnych.
Normowanie materiałów płynnych
Normę ustala się wagowo w następujący sposób:
−
czyste naczynie ważymy,
−
do naczynia wlewamy materiał płynny,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
−
ważymy naczynie z zawartością,
−
przeprowadza się praktyczne stosowanie materiału płynnego np. na 5 kompletów,
−
ważymy naczynie z pozostałą ilością materiału płynnego,
−
różnica wagi stanowi zużycie netto, które należy skorygować współczynnikiem
dodatkowego zużycia np. klej pozostaje na pędzlu, ściankach naczynia, reperacji itp.
Normowanie zużycia skór twardych
Normę zużycia ustala się w gramach. Ze skóry należy wykroić możliwie najwięcej
kompletów elementów wyrobu. Jeden komplet należy zważyć. Normę zużycia brutto
obliczamy w taki sam sposób jak dla skór miękkich tylko wynik podany będzie
w kilogramach.
Normowanie nici
Normę ustala się w metrach bieżących na jeden wyrób w wyniku doświadczalnego szycia
jednego wyrobu lub prucia uszytego wyrobu.
Metoda szycia – znając ilość nici na szpulce szyjemy wyrób, a następnie mierzymy pozostałą
na szpulce ilość nici. Różnica stanowi zużycie na jeden wyrób
Metoda prucia – po prawidłowym uszyciu wyrobu pruje się ściegi i mierzy długość
uzyskanych w ten sposób nici.
Do tak ustalonych norm zużycia netto dodaje się pewien procent zużycia wynikający
z koniecznych reperacji czy poprawek szycia. Współczynnik ten przyjmuje się szacunkowo
od 2-3% lub ustala się na podstawie danych statystycznych. Literaturze fachowej
publikowane są tabele zużycia nici, z których można korzystać.
Normę zużycia nici można obliczyć w sposób czysto matematyczny według wzoru
l = 2[ 1+n ( d
1
+d
2
)] · η
gdzie:
l - długość nici,
n - ilość ściegów na 1 cm,
d
1 ,
d
2
- grubość łączonych materiałów (cm ),
η - współczynnik naprężenia nici (0,85 - 0,9)
Otrzymany wynik odnosi się do zużycia nici na odcinku 1 centymetra szwu, dlatego wynik
należy pomnożyć przez odpowiednią długość wykonywanego szwu i dodać zużycie na
końcówki, dopiero wtedy otrzymamy rzeczywiste zużycie nici do wykonania szwu
o odpowiedniej długości.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie materiały podlegają normowaniu?
2. Jakie znasz normy?
3. W jakim celu przeprowadzamy normowanie materiałów?
4. Co jest potrzebne do wykonania normowania materiałów?
5. Jak obliczamy normę zużycia brutto dla skór miękkich?
6. Jak obliczamy normę zużycia dla tworzyw skóropodobnych, tkanin czy dzianin?
7. Jak obliczamy normę zużycia dla materiałów płynnych?
8. Jak obliczamy normę zużycia dla skór twardych?
9. Jakie są sposoby normowania nici?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
4.2.3. Ćwiczenia
Ćwiczenie 1
Oblicz normę zużycia netto skóry miękkiej na jeden wyrób mając do dyspozycji wzorniki
wszystkich elementów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z określonym fragmentem materiału nauczania,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) rozrysować elementy na papierze milimetrowym,
4) obliczyć powierzchnie poszczególnych elementów,
5) obliczyć powierzchnie wszystkich elementów.
Wyposażenie stanowiska pracy:
−
wzorniki do rozkroju wszystkich elementów,
−
papier milimetrowy lub planimetr,
−
przybory do rysowania i pisania,
−
zeszyt ćwiczeń,
−
literatura z rozdziału 6.
Ćwiczenie 2
Wykorzystując wzorniki z ćwiczenia 1,rozmieść je w sposób najbardziej ekonomiczny na
profilu skóry wykreślonym na papierze, zgodnie z zasadami i metodami rozkroju. Znając
powierzchnię skóry, oblicz powierzchnię odpadu nieużytecznego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z określonym fragmentem materiału nauczania,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) rozmieścić na papierze wzorniki elementów,
4) obliczyć ilość kompletów i dodatkowych elementów,
5) obliczyć powierzchnię wykreślonych elementów,
6) obliczyć powierzchnię odpadu nieużytecznego,
7) zapisać wyniki w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
– wzorniki do rozkroju,
– papier z wykreślonym profilem skóry,
– przybory do pisania i rysowania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.
Ćwiczenie 3
Oblicz zużycie nici dla szwu naszywanego o długości 20 cm wykonanego jednym
rzędem ściegów zwartych. Gęstość ściegu i grubość zszywanych materiałów ustal na
podstawie przygotowanej próbki.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z określonym fragmentem materiału nauczania,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) ustalić gęstość ściegów,
4) ustalić grubość materiałów,
5) obliczyć zużycie nici na 1 cm szwu,
6) obliczyć zużycie nici na 20 cm szwu,
7) obliczyć zużycie brutto nici,
8) zapisać wyniki w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
– próbka zszytych elementów,
– grubościomierz,
– linijka,
– przybory do pisania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić co jest potrzebne, aby wykonać normę zużycia
danego materiału?
¨
¨
2)
wskazać cel normowania materiałów?
¨
¨
3)
wymienić rodzaje norm?
¨
¨
4)
wymienić materiały podlegające normowaniu?
¨
¨
5)
obliczyć normę zużycia brutto dla skór miękkich?
¨
¨
6)
obliczyć normę zużycia dla tkanin, dzianin czy tworzyw
skóropodobnych?
¨
¨
7)
obliczyć normę zużycia dla skór twardych?
¨
¨
8)
obliczyć normę zużycia dla materiałów płynnych?
¨
¨
9)
obliczyć normę zużycia dla nici?
¨
¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
4.3. Normowanie czasu pracy
4.3.1. Materiał nauczania
Badanie zużycia czasu pracy na stanowiskach roboczych dostarcza informacji na temat
zadań organizacyjno-technicznych, jakie należy wykonać, aby proces był jak najbardziej
efektywny. W celu sprawdzenia rzeczywistych możliwości wytwórczych stanowiska
roboczego, konieczne jest badanie zużycia czasu pracy w procesie produkcji,
a w szczególności:
−
ustalenie obciążenia pracą pracownika,
−
ustalenia stopnia wykorzystania maszyn i urządzeń,
−
ustalenie strat czasu roboczego,
−
ustalenie faktycznie osiągniętej wydajności pracy,
−
uzyskanie materiałów do ustalenia normatywów, stanowiących podstawę do obliczenia
norm technicznie uzasadnionych,
−
zaprojektowanie właściwej organizacji pracy oraz najbardziej odpowiednich metod
wykonania poszczególnych czynności,
−
stwierdzenie prawidłowości i słuszności stosowanych norm pracy,
−
porównanie uzyskanych wyników z osiągniętymi w innych przedsiębiorstwach.
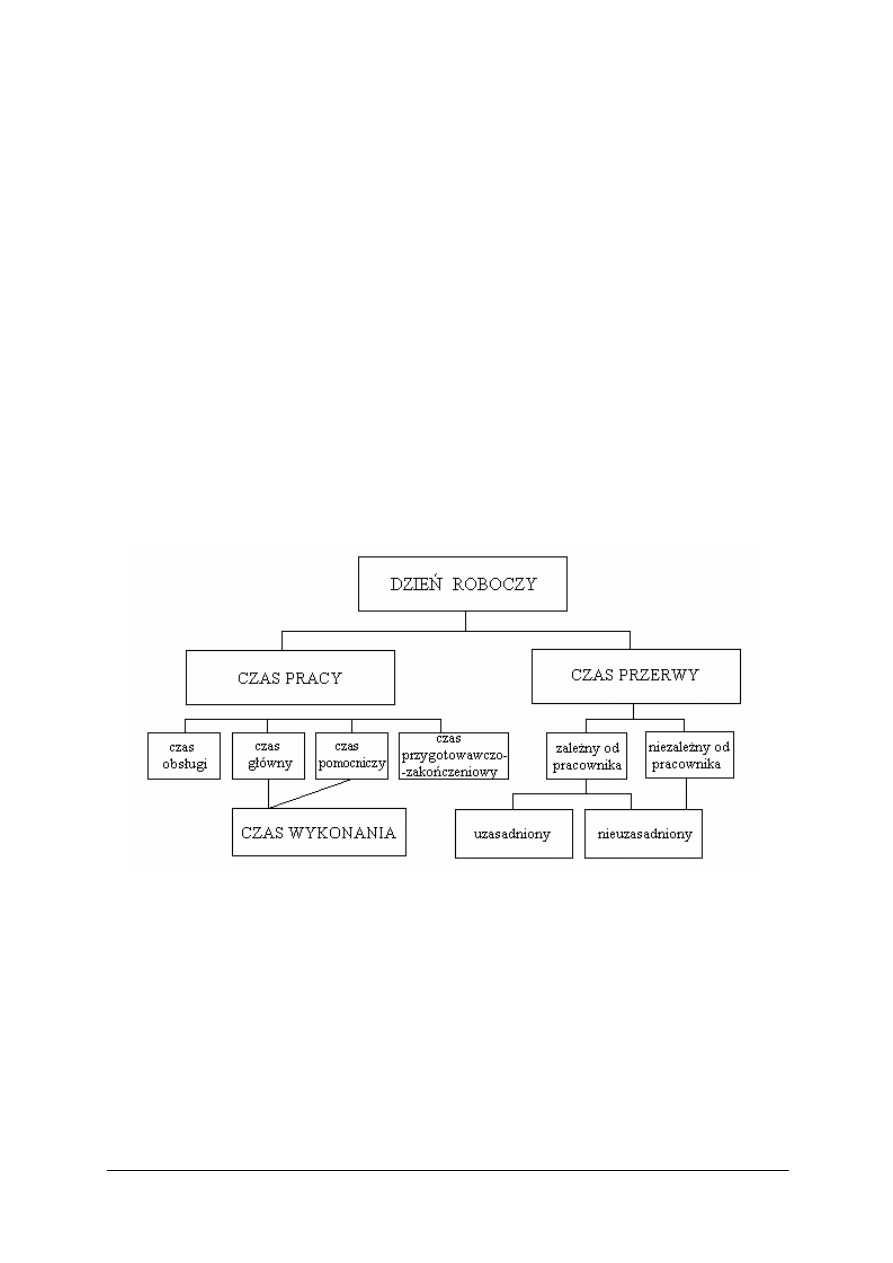
Rys. 1.
Struktura dnia roboczego [ 4, s. 61]
Normowanie czasu pracy stanowi obok środków pracy i przedmiotów pracy podstawowy
czynnik wytwórczy. Rozróżnia się dwie formy pracy: czasową i akordową Przy systemie
akordowym czynnikiem podstawowym jest norma czasu pracy.
Norma czasu pracy jest to praca możliwa do wykonania w jednostce czasu i określonych
warunkach.
W przedsiębiorstwie stosuje się:
−
normę ilościową, która określa ilość wyrobów wytworzonych w jednostce czasu
(godzinach, dniach),
−
normę czasową, która określa czas potrzebny do wykonania określonego zadania
produkcyjnego (operacji, czynności, wyrobu).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
−
normę techniczną, która określa czas potrzebny na wykonanie
operacji w danych
warunkach technicznych, technologicznych i organizacyjnych,
−
normę techniczną uzasadnioną obliczamy z punktu widzenia technologicznego,
z uwzględnieniem podziału operacji na zabiegi. Normę tę ustala się przez powiększenie
czasu wykonania na jednostkę (sztuka, operacja, zabieg) o stały procent czasu
uzupełniającego.
Normy techniczno uzasadnione mogą być ustalone wg wzorów z uwzględnieniem
następującego podziału:
−
norma czasu wyliczeniowa N
w
[min]
N
w
= t
g
+ t
p
+ t
u
−
norma czasu stanowiskowa N
s
[min]
N
s
= N
w
· k
w
−
norma czasu akordowa (płacowa) N
a
[min]
N
a
= N
s
· k
a
gdzie:
t
g
– czas główny [min],
t
p
– czas pomocniczy [min],
t
u
– czas uzupełniający; uzasadnione przerwy [min],
k
w
– współczynnik wydajności , średnio k
w
= 1,2,
k
a
– współczynnik akordowy.
Opierając się na danych statystycznych oblicza się procent wykonania norm ze wzorów:
W
w
=
z
w
P
P 100
⋅
W
t =
T
T
z
100
⋅
w których:
W
w
– wskaźnik wykonania normy ilościowej; normy wyrobu [%],
W
t
– wskaźnik wykonania normy czasowej [%],
P
w
– produkcja wykonana na danym stanowisku roboczym w ciągu miesiąca [szt.],
P
z
– produkcja zaplanowana dla danego stanowiska na miesiąc wg normy [szt.],
T
z
– czas zadany [roboczogodziny],
T – czas wykonania danej pracy [ roboczogodziny].
Metody normowania czasu pracy
Metody normowania mogą mieć charakter sumaryczny lub analityczny.
Sumaryczne metody, do, których należą metoda szacunkowa, porównawcza i statystyczna
polegają na tym, że normę czasu pracy ustala się dla całej operacji, bez uwzględniania
zabiegów, czynności i ruchów roboczych. Wszystkie te metody ustalają normy pracy z dużym
przybliżeniem i są stosowane jako normy przejściowe.
Metoda szacunkowa – określa czas konieczny do wykonania pracy na zasadzie subiektywnej
oceny osoby normującej pracę.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Metoda porównawcza polega na porównaniu operacji normowanej z podobną, dla której jest
już ustalona norma czasowa.
Metoda statystyczna polega na ustaleniu norm na podstawie danych statystycznych
dotyczących rzeczywistego zużycia czasu w poprzednim okresie na analogiczne operacje.
Metoda ta nie uwzględnia postępu organizacji pracy gdyż opiera się na wydajności już
osiągniętej.
Analityczne metody normowania pracy opierają się na dokładnym zbadaniu warunków
produkcyjnych i oddzielnym ustaleniu czasu wykonania dla każdego elementu operacji. Tak
ustalone normy czasu pracy zakładają maksymalne wykorzystanie czasu pracy przy
jednoczesnym usprawnieniu organizacji produkcji i pracy.
Podstawą ustalenia normy czasu jest szczegółowa analiza czynników decydujących
o wydajności, a mianowicie:
−
wyposażenie stanowisk pracy,
−
parametry techniczne maszyn i urządzeń,
−
prawidłowość ruchów roboczych,
−
stosowany surowiec,
−
asortyment,
−
rodzaj operacji i stopień jej trudności,
−
kwalifikacje zawodowe pracowników,
−
stosowane technologie i parametry obróbki,
−
długość serii produkcyjnej,
−
warunki bhp.
Stosowane są dwie metody analityczne:
−
metoda analityczno-obliczeniowa polegająca na wykorzystaniu już gotowych,
opracowanych przez resortowe komórki normowania normatywów dla podstawowych
rodzajów wymagań czasowych,
−
metoda analityczno-doświadczalna będąca podstawową metodą normowania prac,
polegającą na ustaleniu czasu potrzebnego do wykonania operacji przez bezpośrednie
obserwacje i pomiary czasu czynności i ruchów roboczych na wybranych stanowiskach
pracy.
Badanie czasu pracy
Badanie czasu pracy może być prowadzone trzema podstawowymi sposobami, takimi jak:
−
fotografia dnia roboczego, która polega na pomiarze całego czasu zużytego w ciągu dnia
roboczego ujawniając w ten sposób rezerwy w czasie pracy zatrudnionych oraz określenie
stopnia wykorzystania czasu pracy pracowników i maszyn. Wadą tej metody jest duża
pracochłonność oraz mała dokładność, gdyż przy stosowaniu tej metody obserwuje się
świadome zwalnianie tempa pracy przez obserwowanych pracowników, dla, których
zmiana normy czasu pracy może być niekorzystna.
−
metoda chronometrażu czasu pracy jest formą uzupełniającą badania przez fotografię dnia
roboczego. Najczęściej polega na pomiarze czynności, które powtarzają się przy produkcji
każdego wzoru. Metoda ta zapewnia dużą dokładność przy ustalaniu norm, ale jest
kosztowna i pracochłonna.
−
metoda obserwacji migawkowych polega na zastąpieniu obserwacji ciągłych,
obserwacjami wyrywkowymi. Wybór wystarczająco dużej ilości tych obserwacji pozwala
uznać, że uzyskane wyniki są zbliżone do rzeczywistej struktury badań.
W celu określenia produkcyjnych możliwości stanowiska pracy konieczna jest klasyfikacja
czasu zużywanego na stanowisku pracy w ciągu zmiany roboczej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
I Zakład
II Oddział
III Zmiana
IV
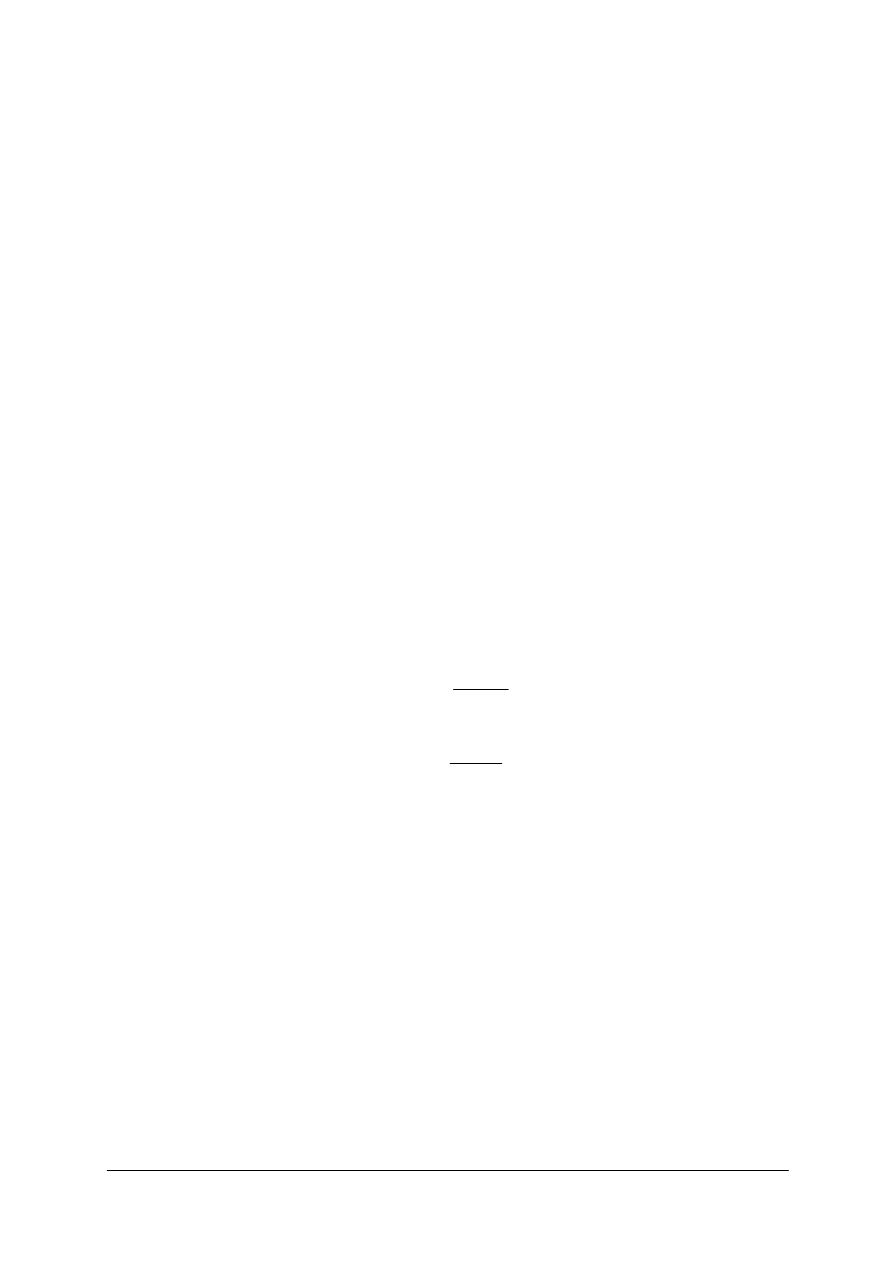
Karta normowania czasu
na podstawie chronometrażu
V
Nr
VI
Robotnik (imię i nazwisko)
……………………………….......
……………………………………
Nr kontrolny……………………...
Specjalność……………………….
Praktyka danej specjalności
……………………………………
Kategoria zaszereg. robotn……….
Średnia wykon. normy (za 3
mies.)
……………………………………
……………………………………
VII
Nazwa wyrobu……………………
……………………………………
Nazwa części……………………..
Nr rysunku………………………..
Operacja………………………….
Nr operacji….nr karty technol…...
Kategoria zaszer. roboty………….
Materiał…………………………...
Wymiary………………………….
Ciężar……………………………..
Ilość sztuk w partii………………..
VII
Wydział……………………….
Stanowisko robocze…………..
…………………………………
Typ……………………………
Nr inwentarzowy………………
Moc silnika……………………
Stan lub sprawność……………
Narzędzia i przyrządy…………
…………………………………
Urządzenia pomocnicze………
…………………………………
IX Szkic części ( wymiary i znaki
obróbki)
X Szkic organizacji
stanowiska roboczego
XI Opis metod i warunków
pracy
XII Rodzaj czasu
XII Czynności przygotow.-
zakończeniowe
Czas
(min)
nazwa
symbol
Czas
(min)
Czas główny
Czas pomocniczy
tp
Czas wykonania (tg + tp)
tw
Czas obsługi technicznej
tot
Czas obsługi organizacyjnej
too
Czas obsługi stanowiska
roboczego (tot + too)
to
Czas na odpoczynek
tfo
Czas na potrzeby naturalne
tfn
Czas na potrzeby fizjologiczne
(tfo + tfn)
tf
Razem tpz
Czas uzupełniający (to + tf)
tu
Czas jednostkowy (tw + tu)
tj
Wykonał
data i podpis
Sprawdził
data i podpis
Zatwierdził
data i podpis
Norma czasu na partię n… szt.
(t= tpz + ntj)
t
Wzór karty normowania czasu na podstawie chronometrażu str.1
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
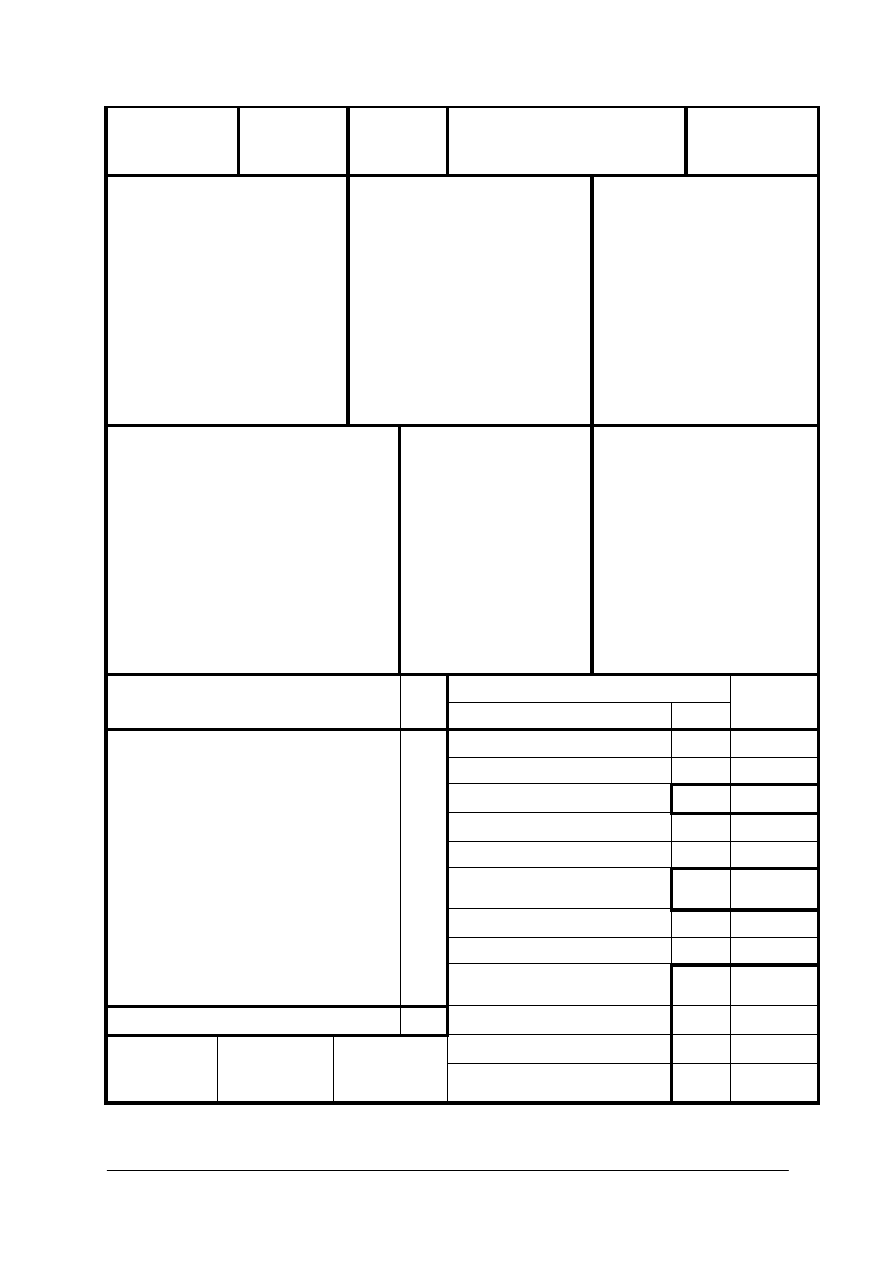
XIV Arkusz obserwacyjny chronometrażu
Strona
P o m i a r y c z a s u
Suma
czasów
przyj. do
oblicz.
Średni
czas
trwania
Lp.
Wyszczególnienie
elementów operacji
Punkty
graniczne
Dane
charakterystyczne
do wykonywanej
pracy
X
1
2
3
4
5
Liczba
przyjętych
pomiarów
T
B
T
B
T
B
T
B
T
B
T = czas trwania
B = czas bieżący
Obserwacje wykonał: Data: Podpis:
Razem:
Wzór karty normowania czasu na podstawie chronometrażu str. 2
Na czas normowania składają się:
−
czas wykonania, który tworzą czas główny i pomocniczy,
−
czas uzupełniający, składający się z czasu obsługi i czasu przerw na potrzeby
fizjologiczne.
Badanie wykonania norm pracy ustala się za pomocą wskaźników procentowych. Procent
wykonania normy wyrobu jest stosunkiem ilości wyrobów faktycznie wykonanych do ilości
wyrobów, jaką należało wykonać według normy. Wskaźnik wykonania norm pracy zależy od
wydajności pracy. Wydajność pracy jest to suma produktów wykonanych w określonej
jednostce czasu, przypadająca na jednego zatrudnionego.
Czynnikami wpływającymi na wzrost wydajności pracy są przede wszystkim:
−
postęp techniczny, który poprzez zastosowanie lepszych środków pracy i metod
wytwarzania wpływa na zmniejszenie pracochłonności produkcji,
−
racjonalna organizacja pracy, która powoduje lepsze wykorzystanie czasu pracownika,
−
kwalifikacje zawodowe pracowników, warunki pracy i bodźce ekonomiczne, które
wpływają na sprawność i wzrost wysiłku załogi.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak definiujemy pojęcie - norma czasu?
2. Jaki charakter mogą mieć metody normowania czasu pracy?
3. Jakie normy stosowane są w przedsiębiorstwach?
4. Co to jest norma ilościowa?
5. Co to jest norma czasowa?
6. Jak dzielimy metody sumaryczne normowania pracy?
7. Jak dzielimy analityczne metody normowania pracy?
8. Na czy polega metoda szacunkowa normowania pracy?
9. Na czym polega metoda statystyczna normowania pracy?
10. Na czym polegają analityczne metody normowania pracy?
11. Jakie są sposoby badania czasu pracy?
12. Na czym polega badanie czasu pracy metodą fotografii dnia roboczego, chronometrażu
czy obserwacji migawkowych?
4.3.3. Ćwiczenia
Ćwiczenie 1
Na podstawie literatury uzasadnij, która metoda i który sposób badania czasu pracy jest
najkorzystniejszy z punktu widzenia pracownika, a który z punktu widzenia pracodawcy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z określonym fragmentem materiału nauczania,
2) dokonać analizy sposobów i metod badania czasu pracy,
3) wziąć udział w dyskusji,
4) zapisać wnioski w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
–
zeszyt ćwiczeń,
–
przybory do pisania,
–
literatura z rozdziału 6.
Ćwiczenie 2
Wykonaj badanie czasu pracy metodą obserwacji migawkowych na zajęciach warsztatowych
lub w zakładzie pracy obserwując jedną czynność wykonywaną przez tego samego
pracownika. Badanie wykonaj 5- krotnie w różnych odstępach czasu. Ćwiczenie powinno być
wykonane w warsztatach szkolnych lub zakładzie przetwórczym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z określonym fragmentem materiału nauczania,
2) zanotować 5 razy czas wykonywania czynności,
3) dokonać analizy otrzymanych wyników,
4) zapisać wnioski w zeszycie ćwiczeń.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Wyposażenie stanowiska pracy:
– stoper,
– zeszyt ćwiczeń,
– przybory do pisania,
– literatura z rozdziału 6.
Ćwiczenie 3
Dokonaj obserwacji jednego dnia roboczego pracownika zatrudnionego na stanowisku
rozkroju, mierząc czas pracy i czas przerw.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z określonym fragmentem materiału nauczania,
2) dokonać obserwacji dnia roboczego pracownika,
3) zmierzyć czas pracy,
4) zmierzyć czas przerw,
4) zapisać uzyskane pomiary czasu,
5) dokonać analizy otrzymanych wyników,
6) zapisać wnioski w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
– stoper,
– zeszyt ćwiczeń,
– przybory do pisania,
– literatura z rozdziału 6.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
zdefiniować normę czasu pracy?
¨
¨
2)
wymienić metody badania czasu pracy?
¨
¨
3)
wymienić sposoby badania czasu pracy?
¨
¨
4)
scharakteryzować metody sumaryczne i analityczne?
¨
¨
5)
scharakteryzować sposoby badania czasu pracy?
¨
¨
6)
scharakteryzować ilościową i czasową normę czasu pracy?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.4. Dokumentacja procesów produkcyjnych
4.4.1.
Materiał nauczania
Dokumentacja technologiczna
Produkcyjna działalność przedsiębiorstwa jest w ścisłym stopniu uzależniona od kilku
podstawowych funkcji gospodarczych, zwanych ogólnie procesem gospodarczym, do których
zalicza się:
−
zaopatrzenie przedsiębiorstwa w maszyny, surowce, materiały i narzędzia produkcyjne,
−
wytwarzanie produktów,
−
sprzedaż wyprodukowanych wyrobów.
W celu wytwarzania wyrobów i prowadzenia usług w przedsiębiorstwie konieczne jest
wykonywanie wielu różnorodnych czynności, powiązanych w określoną całość (celowych
procesów działania). Te różnorodne czynności przy wykonywaniu produkcji nazywa się
procesem produkcyjnym. Realizacji procesów produkcyjnych dokonuje się w wydziałach,
oddziałach produkcyjnych i na określonych stanowiskach roboczych.
Procesy produkcyjne dzielimy na:
−
podstawowe procesy technologiczne,
−
pomocnicze procesy produkcyjne.
Proces technologiczny jest częścią procesu produkcji obejmującą wszystkie operacje, które
powodują bezpośrednie zmiany w kształcie i właściwościach obrabianego materiału.
Na procesy technologiczne składają się fazy, operacje, zabiegi, czynności i ruchy robocze.
Procesy pomocnicze związane są z obsługą procesu technologicznego i warunkują jego
niezakłócony przebieg.
Przygotowaniem produkcji w zakładzie zajmuje się Wydział Przygotowania Produkcji,
który jest jedną z głównych komórek organizacyjnych decydującą o prawidłowym przebiegu
produkcji. Do podstawowych zadań tego wydziału należy:
−
projektowanie, wykonywanie i ocena prototypu,
−
przygotowanie konstrukcyjne i technologiczne wzoru,
−
opracowanie dokumentacji konstrukcyjnej i technologicznej,
−
sprawdzanie przygotowania konstrukcyjno-technologicznego wzoru,
−
współudział w uruchamianiu produkcji nowego wzoru oraz kontrola jego produkcji,
−
prowadzenie prac doświadczalnych i badawczych nad nowymi rozwiązaniami zgodnie
z obowiązującymi kierunkami mody.
Sposób i technika wykonywania kolejnych czynności i operacji w poszczególnych fazach
procesu technologicznego, określane są w opisie technologicznym. Opis technologiczny jest
podstawowym dokumentem, według którego przebiega cały proces produkcji wyrobów
skórzanych. Jest on opracowywany w fazie organizacyjnej przygotowania produkcji danego
wyrobu. Każdy pracownik produkcyjny zakładu przetwórczego powinien umieć odczytać
i zastosować informacje znajdujące się w opisie technologicznym na swoim stanowisku
pracy.
Z dokumentacją techniczno-technologiczną zostałeś zapoznany w jednostce modułowej
311[35].Z4.01
Możemy wyróżnić następujące systemy organizacyjne procesu technologicznego: system
indywidualny, brygadowy i potokowy.
Czas mierzony w godzinach lub dniach, w którym przebiega proces produkcyjny określa
się cyklem produkcyjnym. Cykl produkcji wynika z organizacji procesu produkcyjnego
i pokrywa się z fazami produkcyjnymi. Długość cyklu produkcyjnego zależy od wielu
czynników, do których zalicza się:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
−
czas trwania pracy i jej kontrola,
−
rodzaj montażu,
−
organizacja transportu międzyoperacyjnego,
−
organizacja przebiegu produkcji,
−
liczba zmian cyklu produkcji,
−
czas trwania przerw w produkcji.
Dokumentacja organizowania procesów wytwarzania wyrobów
Prawidłowy przebieg procesu technologicznego zależy od dobrej organizacji w całym
cyklu produkcyjnym poczynając od pobrania surowców i materiałów, aż do przekazania
gotowych wyrobów do magazynu.
Dużą pomocą w dobrej organizacji procesu produkcyjnego jest prowadzenie właściwej
dokumentacji produkcyjno - wykonawczej. Dokumentacja ta umożliwia wykonywanie zadań
produkcyjnych, kontrolujących kolejność wykonania operacji i czynności, a także ułatwia
rozliczenie zużycia materiałowego.
Na dokumentację organizacyjną produkcji składają się:
−
dokumenty
/kwity/:
pobrania,
zwrotu,
zużycia
i
przekazywania
materiałów
podstawowych, surowców, półfabrykatów, odpadów i wyrobów gotowych,
−
dokumenty realizacji zadań produkcyjnych w zakresie kolejności, sposobów i techniki
wykonywania procesów technologicznych. Są to polecenie rozkroju, polecenie produkcji.
Niektóre dokumenty występują w przedsiębiorstwach we wszystkich rodzajach produkcji,
na przykład kwity pobrania materiałów z magazynu, natomiast inne są charakterystyczne
tylko dla zakładów danej branży. Jest to tak zwana dokumentacja wewnętrzna zakładu.
Podstawowe dokumenty w organizowaniu produkcji wyrobów skórzanych
Materiały do produkcji wyrobów skórzanych kupowane są na podstawie dokumentacji
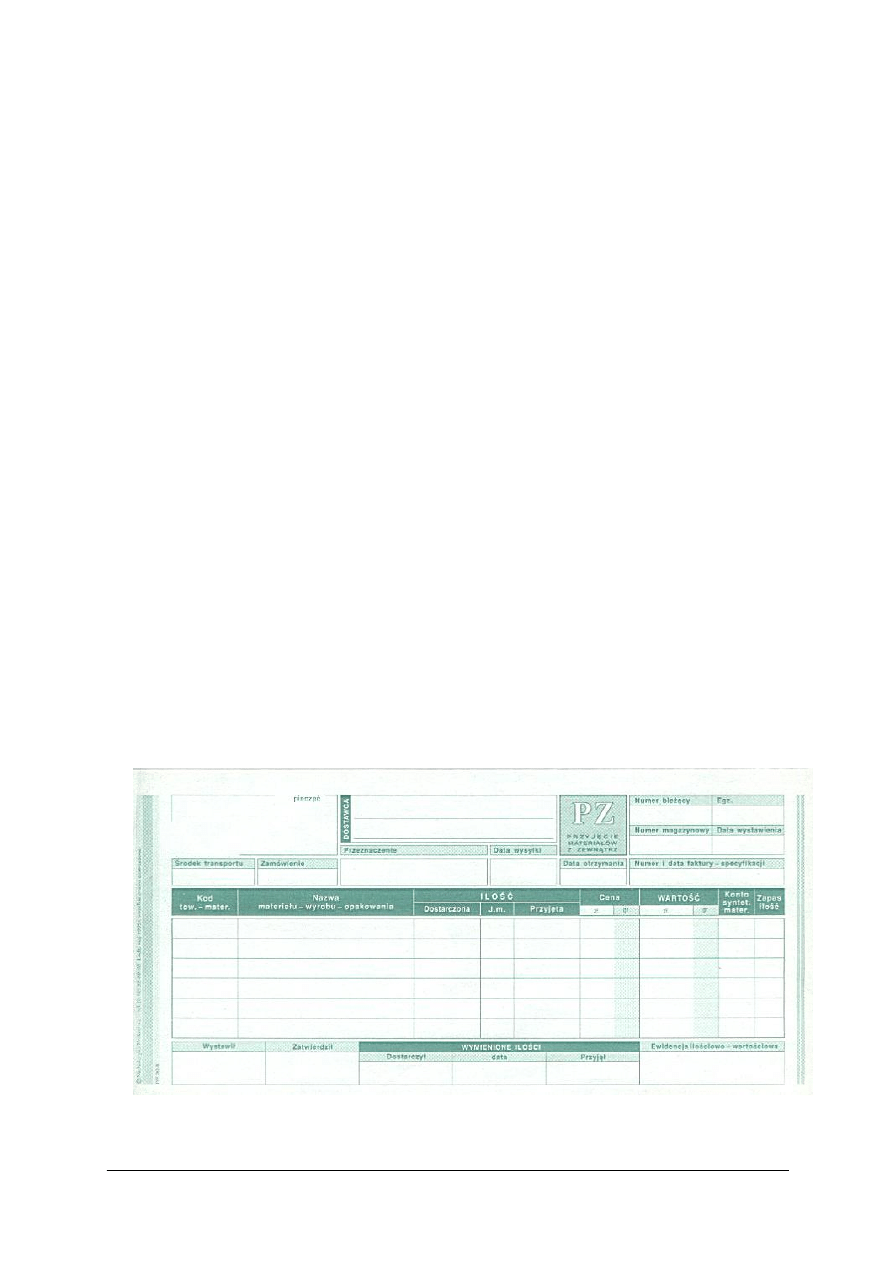
technologicznej przygotowanej przez Dział przygotowania Produkcji. Przyjęcie materiałów
do magazynu potwierdzone jest wystawieniem dowodu przyjęcia o symbolu — Pz.
Wzór formularza przyjęcia materiałów Pz
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Sprawdzone materiały zarówno podstawowe, jak i pomocnicze są ewidencjonowane
wpisem do „Książki surowca”. W rubrykach książki wpisuje się:
−
datę przyjęcia do magazynu,
−
nazwę i adres dostawcy,
−
numer i rodzaj dokumentu przyjęcia,
−
asortyment materiałów,
−
ilość przyjętych sztuk lub powierzchnię w [m
2
],
−
jakość przyjętych materiałów,
−
datę wydania na produkcję,
−
nazwę i numer dokumentu wydania,
−
ilość wydanych materiałów w poszczególnych gatunkach z wpisem sztuk, ciężaru lub
metrażu powierzchni.
Wpisu do książki dokonuje odpowiedzialny materialnie pracownik magazynu.
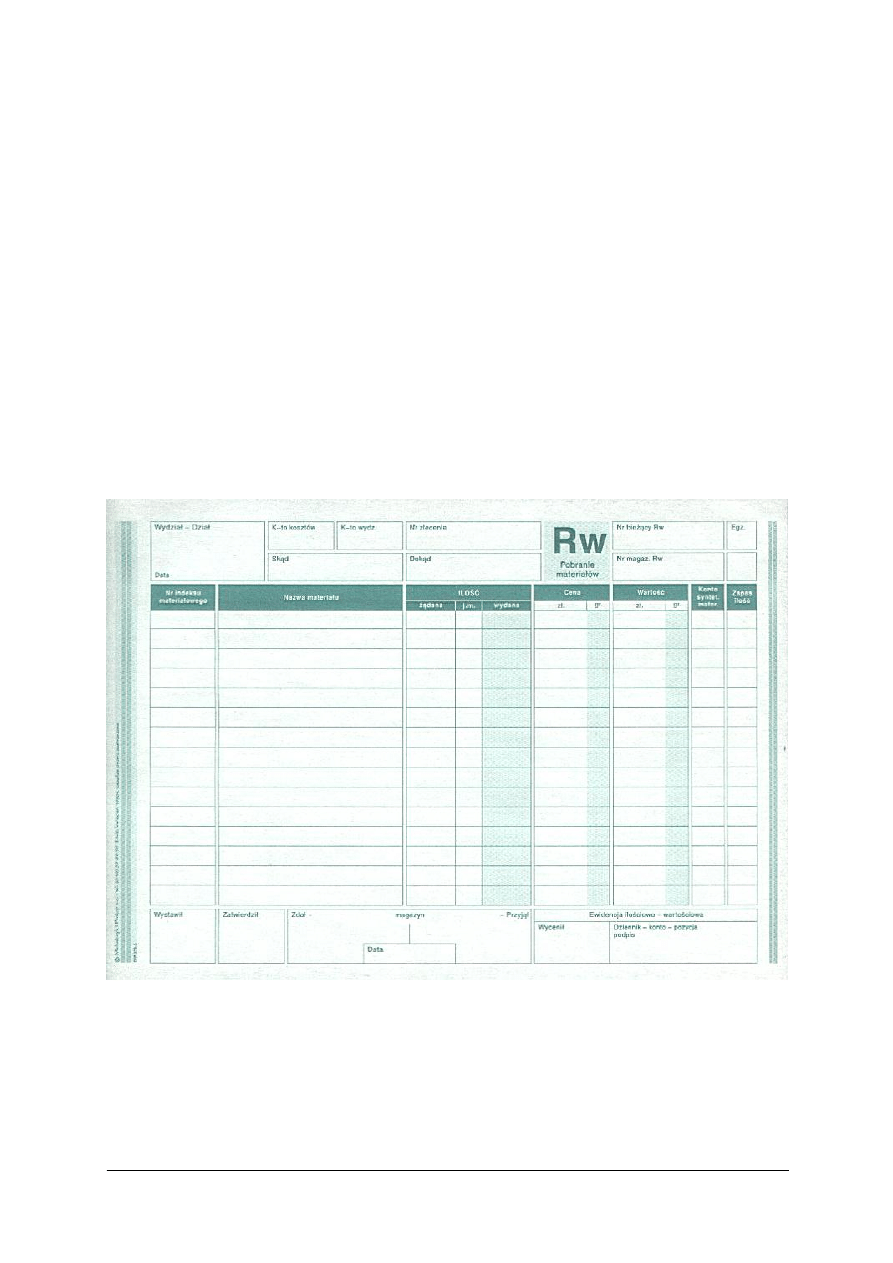
Z magazynu surowca materiały pobierane są na podstawie kwitu rozchodu wewnętrznego
– Rw.
Wzór formularza kwitu rozchodu wewnętrznego Rw
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Formularze kwitów wystawiane są przez pracownika odpowiedzialnego za organizację
produkcji - mistrza, brygadzistę lub kierownika produkcji. Każda operacja pobrania
materiałów, kwitowana jest podpisem pracowników: wydającego i pobierającego materiały
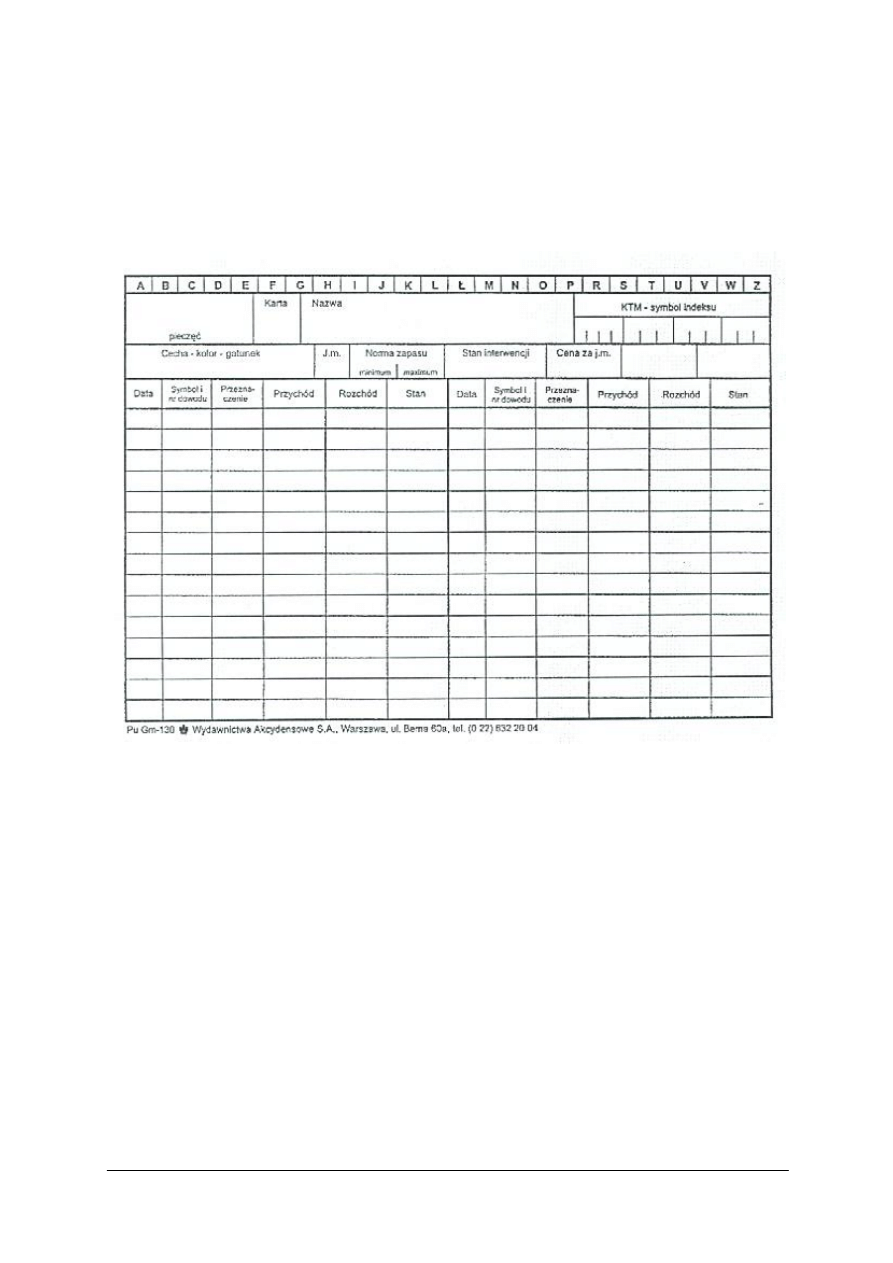
na wydziały produkcyjne. W magazynie materiałów dokumentem ewidencji przychodu
i rozchodu poszczególnych pozycji materiałowych są kartoteki magazynowe.
Wzór formularza kartoteki magazynowej w magazynie materiałowym
Po pobraniu materiały trafiają na wydziały produkcyjne rozkroju czy montażu gdzie
poddawane są procesom i operacjom technologicznym.
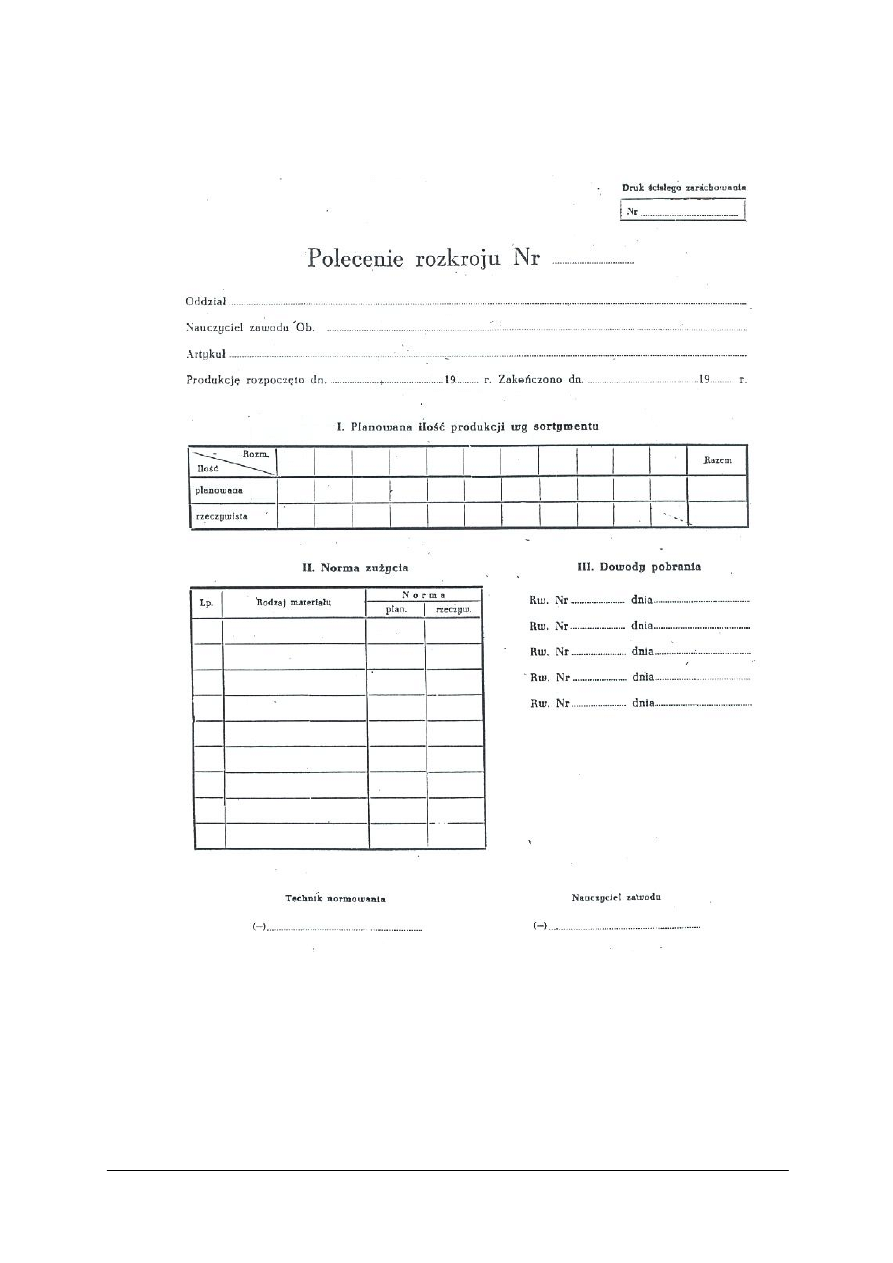
Krojownia w oparciu o plan produkcyjny zakładu pobiera surowce, z których rozlicza się
całkowicie po wykonaniu zlecenia. Dowodem wykonania rozkroju jest „Polecenie rozkroju”
wystawione przez komórkę planowania na polecenie kierownictwa technicznego.
Polecenie rozkroju powinno zawierać:
−
termin rozpoczęcia i zakończenia rozkroju,
−
określenie materiału,
−
czasokres planu produkcyjnego,
−
ilość jednostek artykułu,
−
normę techniczną zużycia,
−
ilość materiału do pobrania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Wzór dokumentu polecenia rozkroju str. 1
Raport rozkroju jest to dokument sporządzony oddzielnie dla każdej partii skór przez
mistrza produkcji po zakończeniu fazy rozkroju, zawiera on:
−
numer zlecenia rozkroju,
−
ilość, rodzaj i gatunek materiału podstawowego,
−
wartość użytego materiału,
−
ilość wyciętych kompletów,
−
rozliczenie z powstałego odpadu,
−
data oddania wykrojów do magazynu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
W obiegu dokumentacji funkcjonują również formularze kwitów — Zw, które służą do
rozliczenia wydziału produkcyjnego z magazynem w przypadku zwrotów materiałowych.
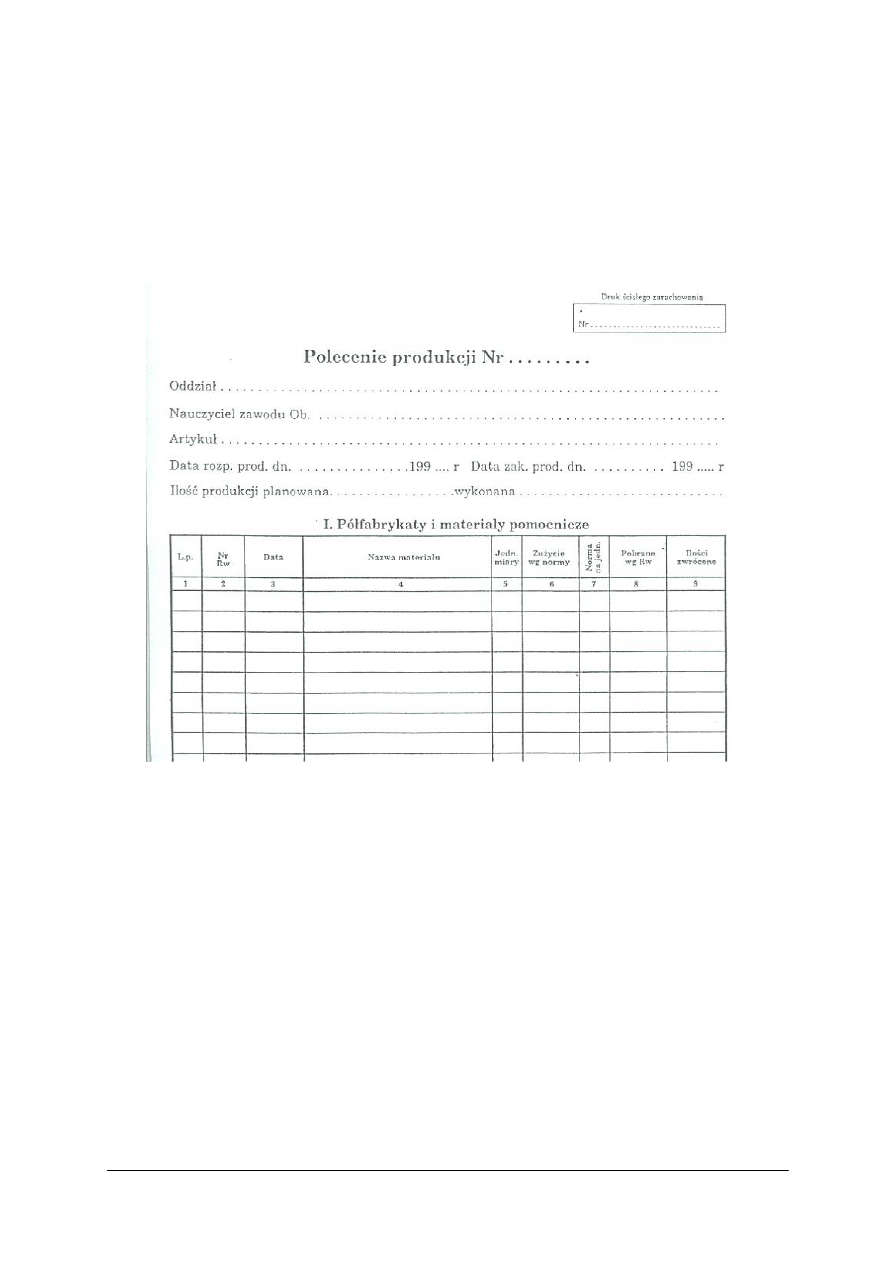
Operacje związane z montażem wyrobów mogą być rozpoczęte po wydaniu przez
kierownictwo nadzoru technicznego „polecenia produkcji”
Wzór polecenia produkcji str. 1
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Wzór polecenia produkcji strona 2
Przekazanie gotowych wyrobów z produkcji do magazynu odbywa się na podstawie
dowodów Pw – przyjęcia wewnętrznego. Kwit ten wystawiony jest przez pracownika
nadzorującego produkcję. Przyjęcie wyrobów gotowych do magazynu potwierdzane jest
podpisem przez magazyniera wyrobów gotowych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Wzór formularza przyjęcia wewnętrznego Pw
Proces dokumentowania i rozliczania materiałów stosowanych do produkcji jest
zespołem działań, których celem jest porównanie zużycia materiałów z wcześniej
opracowanymi normami i wynikających z nich planów zaopatrzenia materiałowego,
a faktycznym zużyciem tych materiałów w procesie produkcji.
Dokumentacja techniczna w procesie wytwarzania wyrobów skórzanych
Proces produkcji wyrobów skórzanych wymaga stosowania oraz posługiwania się
różnymi maszynami, urządzeniami lub narzędziami. Ze względu na różnorodność czynności
wykonywanych w czasie wytwarzania wyrobów skórzanych wyposażenie techniczne zakładu
przetwórczego może być bardzo różnorodne.
Proces produkcji wyrobów skórzanych można podzielić na dwie podstawowe części:
−
rozkrój elementów,
−
montaż elementów i wykończenie.
Rozkrój polega na wycinaniu elementów, z całej skóry lub innego materiału za pomocą
maszyn do tego celu przeznaczonych lub narzędzi. Możemy, więc mówić o mechanicznym
lub ręcznym sposobie wycinania elementów. Sposób wycinania elementów uzależniony jest
od wielkości zakładu przetwórczego.
Maszyny i urządzenia do mechanicznego rozkroju skór można podzielić, w zależności
od materiału, jaki przy ich pomocy będzie rozkrawany na:
−
maszyny do rozkroju skór naturalnych, tworzyw skóropodobnych – to różnego rodzaju
wycinarki,
−
maszyny do rozkroju tkanin i niektórych tworzyw skóropodobnych – krajarki,
−
maszyny do wycinania elementów z papieru czy tektury – gilotyny, nożyce stołowe.
−
maszyna do wycinania pasów z różnych materiałów – krajarka pasów.
Maszyny stosowane w czasie montażu i wykończania to, przede wszystkim:
−
maszyny szyjące, które dzieli się:
−
w zależności rozwiązań konstrukcyjnych, na: płaskie, słupowe, praworamienne
i leworamienne,
−
w zależnie od liczby igieł na: jednoigłowe i wieloigłowe,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
−
zależnie od rodzaju tworzonego ściegu na: szyjące ściegiem zwartym i szyjące
ściegiem łańcuszkowym,
−
zależnie od rozwiązania napędu chwytacza na: maszyny szyjące z chwytaczem
obrotowym i z chwytaczem wahadłowym.
−
ścieniarki,
−
wyrównywarki grubości,
−
deseniarki,
−
powlekarki klejem,
−
zgrzewarki i inne.
Oprócz maszyn stosowane są również liczne urządzenia pomocnicze:
−
suszarki szafkowe,
−
komory konwekcyjne,
−
urządzenia transportowe,
−
promienniki podczerwieni i inne.
Tak różnorodne wyposażenie techniczne zakładu przetwórczego wymaga stałej kontroli
technicznej znajdujących się tam maszyn i urządzeń, gdyż od tego zależy zdolność
produkcyjna zakładu. Temu celowi służy właściwie prowadzona dokumentacja techniczna,
której zadaniem jest przestrzeganie i odnotowywanie w kartach eksploatacji maszyn
i urządzeń:
−
czynności konserwacyjnych,
−
przeglądów okresowych,
−
remontów bieżących, średnich i kapitalnych.
Prace konserwacyjne wykonują pracownicy obsługujący urządzenia i maszyny,
a przeglądy okresowe i prace remontowe oraz całkowity nadzór techniczny – służby
remontowe zakładu.
Wszystkie urządzenia i maszyny powinny posiadać dokumentację techniczną w skład,
której wchodzą:
−
paszport maszyny – dokument ten opracowuje i wystawia producent podając
charakterystykę techniczną maszyny ze schematem budowy i działania maszyny, oraz
zalecenia dotyczące techniki pracy, konserwacji, przeprowadzania przeglądów
technicznych i remontów, wykaz części zamiennych. Ta część dokumentacji jest
przeznaczona dla specjalistów mechaników.
−
metryczkę – kartę maszyny, w której wpisana jest nazwa maszyny lub urządzenia,
charakterystyka techniczna, instrukcja obsługi, terminy przewidzianych i wykonanych
przeglądów, remontów i napraw.
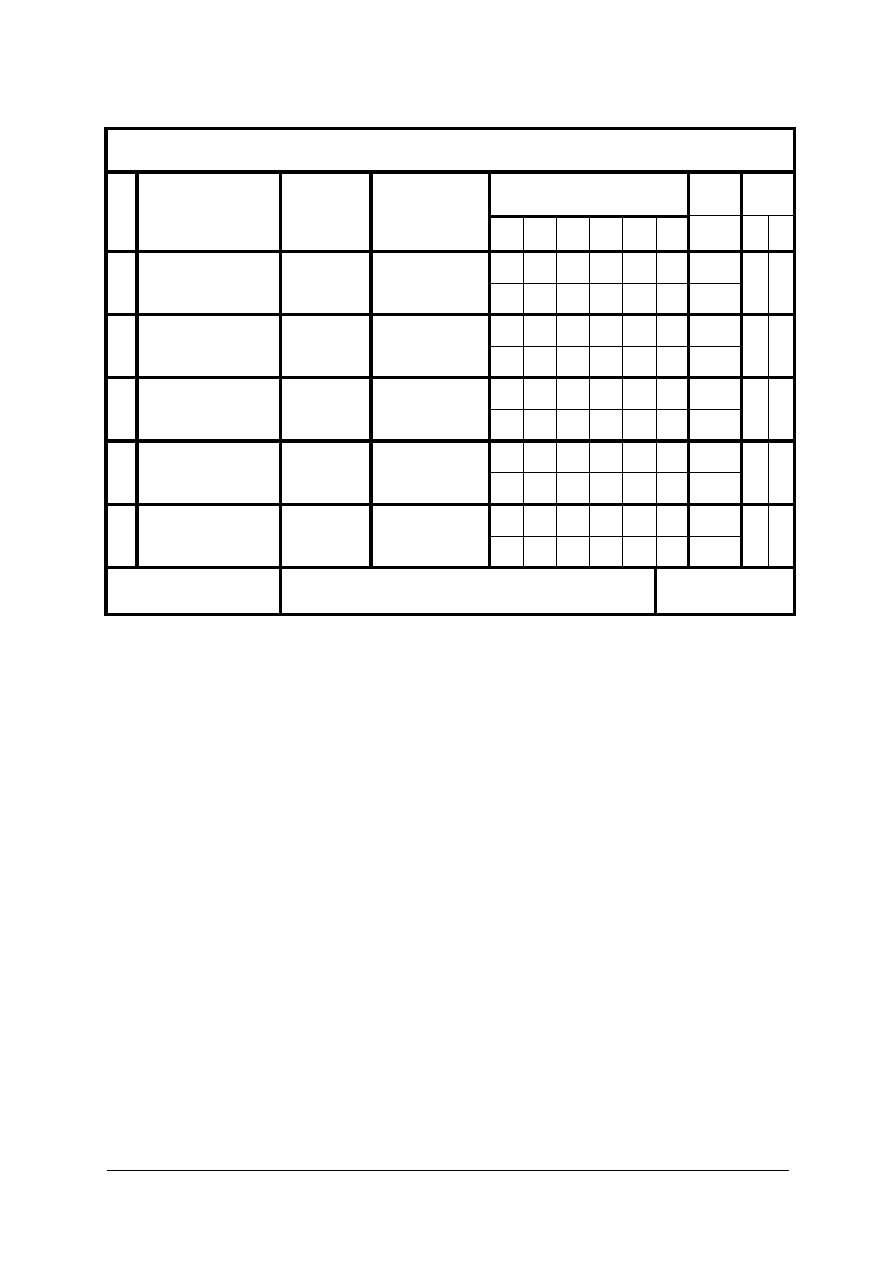
Przykładowe dane techniczne maszyn szyjących
Lp.
Podstawowe dane techniczne
Maszyna
szyjąca płaska
Minera - typ325
Maszyna szyjąca
słupkowa Singel
236-G131
1
ilość ściegów [1/min]
2800
ok. 3000
2
długość ściegu [mm]
1,3 - 3,3
0,8 - 3,2
3
wysokość przemieszczenia stopki [mm]
- przy ręcznym podnoszeniu
- przy pomocy dźwigni
6
8
-
-
4
grubość łączonych elementów [mm]
do 3
ok. 4
5
gabaryty maszyny /główka/ [mm]
- długość,
- szerokość,
- wysokość.
500
178
280
500
1050
1250
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
6
silnik elektryczny:
- moc [kW]
- obroty [1/min]
- masa [kg]
silnik elektryczny napędu noża:
- moc [W]
- obroty [1/min]
0,36
1440
30
-
-
0,25
1400
40
50
2850
Oprócz maszyn i urządzeń produkcyjnych prawie każde stanowisko pracy wyposażone
jest w narzędzia i przyrządy uniwersalne lub specjalistyczne.
Narzędzia uniwersalne mogą mieć zastosowanie prawie na wszystkich stanowiskach, to
np. nożyczki, noże.
Narzędzia specjalistyczne stosowane do wykonywania operacji lub czynności
specyficznych, należą do nich: liniarki, nagłowniaki, cęgi, dziurkacze itp.
Formą kontroli racjonalnego stosowania i używania narzędzi zgodnego z przeznaczeniem
są kartoteki narzędziowe pracowników.
W kartotece wpisuje się informacje o nazwie i rodzaju narzędzia wydanego
pracownikowi, określa normę zużycia na danym stanowisku, datę pobrania i czas, na jaki
pracownik otrzymuje narzędzia.
Formą dokumentacji technicznej jest rysunek techniczny maszyny, urządzenia lub części
maszyn. Rysunek wykonany zgodnie z ustalonymi zasadami wyraża odwzorowanie kształtu,
i wymiarowania mechanizmów, maszyn, urządzeń lub narzędzi, jak również oprzyrządowania
technicznego i instalacji przesyłowej dla nośników energii zasilających zakład.
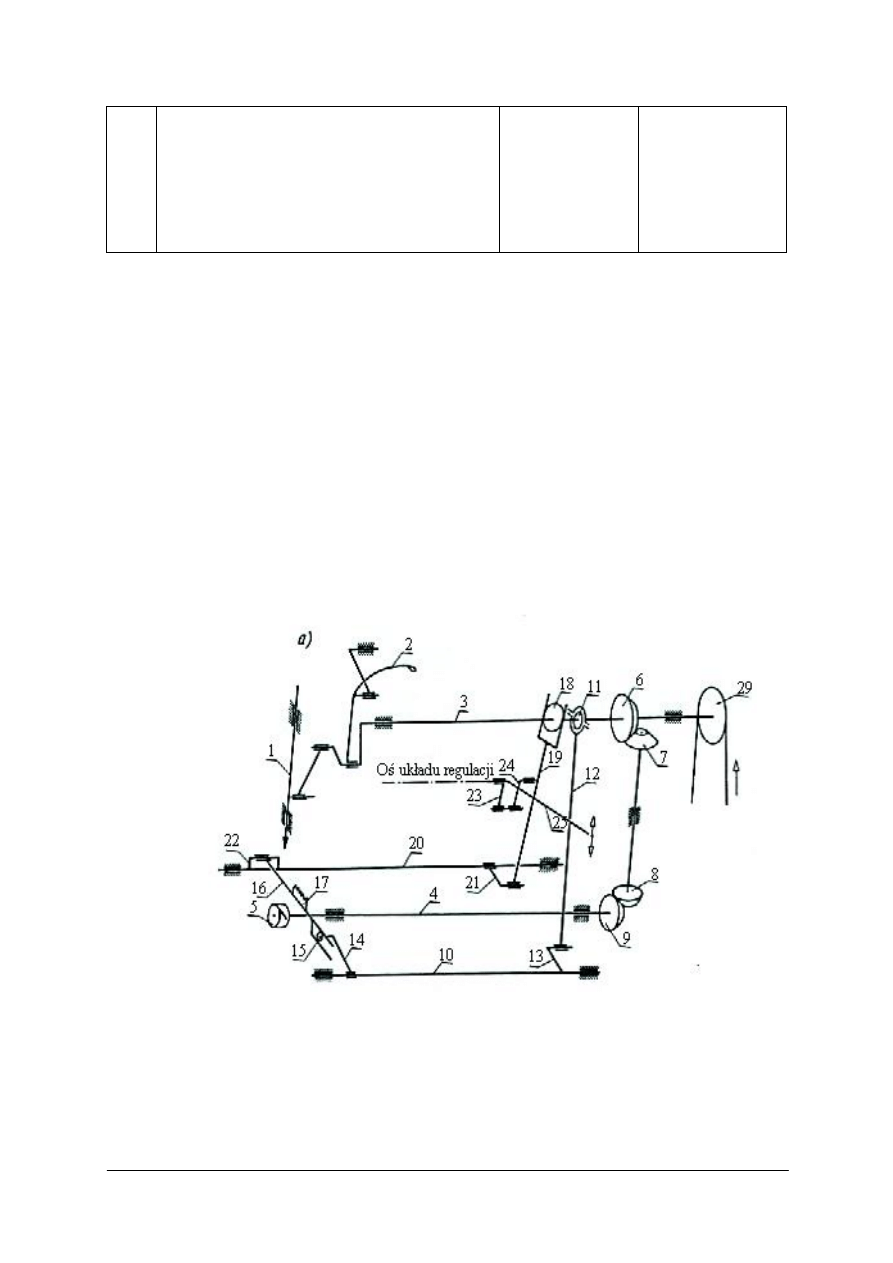
Rys. 2. Budowa głowicy przemysłowej maszyny szwalniczej Łucznik LZ-3 [1, s. 76]
uproszczony schemat kinematyczny mechanizmów tworzenia ściegu
1 - igielnica, 2 - przyciągacz nici, 3 - główny wał maszyny, 4 - wałek napędu chwytacza,
5 - chwytacz obrotowy, 6,7 - stożkowa przekładnia zębata o przełożeniu 1:2,
8,9 - stożkowa przekładnia zębata o przełożeniu 1:1, 10 - wałek pionowego napędu
transportera,11 - mimośród, 12 - korbowód, 13 - ramię wałka, 14 - dźwignia, 15 - rolka, 16 -
dźwignia transportera, 17 - transporter, 18 - krzywka, 19 - dźwignia widełkowa, 20 - wałek
poziomego napędu transportera, 21 - dźwignia, 22 - ramię wałka,23,24,25 - układ
dźwigniowy,29 - koło napędowe.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak dzielimy proces produkcyjny?
2. Co to jest gospodarka remontowa zakładu?
3. Na czym polega system indywidualny, brygadowy, potokowy?
4. Co to jest proces produkcyjny?
5. Co to jest proces technologiczny?
6. Jakie maszyny i urządzenia stosowane są w fazie rozkroju i montażu?
7. Jakie są podstawowe dokumenty procesu wytwarzania wyrobów?
8. Jaka jest rola dokumentacji technicznej w zakładzie produkcyjnym?
4.4.3. Ćwiczenia
Ćwiczenie 1
Dokonaj podziału przykładowych procesów produkcyjnych, zaproponowanych w postaci
wydruku, na procesy podstawowe i pomocnicze.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z określonym fragmentem materiału nauczania,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) pogrupować procesy podstawowe i pomocnicze,
4) podać przykłady procesów podstawowych,
5) podać przykłady procesów pomocniczych,
6) zapisać przykłady w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
– przykładowe procesy produkcyjne w postaci wydruku,
– zeszyt ćwiczeń,
– przybory do pisania,
– literatura z rozdziału 6.
Ćwiczenie 2
Na postawie informacji uzyskanych z materiału nauczania i zajęć w warsztatach
szkolnych wyjaśnij, jaki jest cel prowadzenia dokumentacji technicznej w zakładzie
produkcyjnym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z określonym fragmentem materiału nauczania,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) zaproponować cel prowadzenia dokumentacji technicznej,
4) wziąć udział w dyskusji na temat celowości prowadzenia dokumentacji technicznej
w zakładzie,
5) zapisać swoje spostrzeżenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Wyposażenie stanowiska pracy:
– przybory do pisania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.
Ćwiczenie 3
Wypełnij dokument polecenie rozkroju na podstawie planu produkcyjnego opracowanego
zgodnie z dokumentacją technologiczną.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z określonym fragmentem materiału nauczania,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) zapoznać się z planem produkcyjnym,
4) zapoznać się z dokumentacją technologiczną,
5) wypełnić dokument polecenie rozkroju.
Wyposażenie stanowiska pracy:
–
druk – polecenie rozkroju,
–
plan produkcji,
–
dokumentacja technologiczna,
–
przybory do pisania,
–
literatura z rozdziału 6.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
określić, kto w zakładzie przygotowuje dokumentację
techniczno-technologiczną?
¨
¨
2)
wyjaśnić, co to jest dokumentacja technologiczna?
¨
¨
3)
dokonać podziału procesu produkcyjnego?
¨
¨
4)
dokonać podziału procesu technologiczne?
¨
¨
5)
rozpoznać fazy, czynności, operacje, zabiegi, ruchy robocze?
¨
¨
6)
wyjaśnić, co to jest dokumentacja techniczna w zakładzie
przetwórczym?
¨
¨
7)
wyjaśnić, jaki jest cel prowadzenia dokumentacji technicznej?
¨
¨
8)
wymienić dokumenty/kwity/ stosowane w procesie
produkcyjnym występujące prawie we wszystkich zakładach?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
5.
SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test zawiera 20 zadań dotyczących sporządzania dokumentacji technologicznej,
technicznej, norm materiałowych i czasu pracy. Wszystkie pytania są pytaniami
wielokrotnego wyboru.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi:
– w pytaniach wielokrotnego wyboru zaznacz prawidłową odpowiedź X (w przypadku
pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie ponownie zakreślić
odpowiedź prawidłową).
6. Odpowiedzi udzielaj samodzielnie, bo tylko wtedy będziesz miał satysfakcję
z wykonanego zadania.
7. Trudności mogą przysporzyć Ci pytania: 12, 14, 16, 19,
gdyż są one na poziomie
trudniejszym niż pozostałe.
8. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
9. Na rozwiązanie testu masz 60 min.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Do określenia ilości materiałów podstawowych niezbędnych w procesie produkcji
wyrobów służą
a) normy jakości.
b) normy przedmiotowe.
c) normy zużycia.
d) normy czasowe.
2. Normy przedmiotowe gotowych wyrobów określają
a) procesy technologiczne wytwarzania wyrobów.
b) procesy wykończania wyrobów.
c) sposób przeprowadzania kontroli jakości.
d) charakterystykę wyrobu w danym asortymencie.
3. Normy zużycia brutto dla skór twardych oblicza się w
a) %.
b) m
2
.
c) dm
2
.
d) g.
4. Norma zużycia netto jest to
a) ilość odpadu bezużytecznego.
b) ilość zużytego materiału razem z odpadem.
c) ilość materiału znajdującego się w gotowym wyrobie.
d) ilość odpadu użytecznego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
5. Faza jest częścią procesu
a) technicznego.
b) pomocniczego.
c) technologicznego.
d) organizacyjnego.
6. Schematy działania maszyn są częścią dokumentacji
a) technologicznej.
b) technicznej.
c) ekonomicznej.
d) organizacyjnej.
7. Proces technologiczny jest częścią
a) procesu produkcyjnego.
b) procesu pomocniczego.
c) procesu wykończenia.
d) procesu przygotowania produkcji.
8. Dokumentacja technologiczna zakładu przetwórczego to
a) prowadzenie ewidencji materiałowej.
b) rozliczenie materiałowe.
c) kalkulacja cen na wyprodukowane wyroby.
d) opis technologiczny wytwarzania wyrobów.
9. Celem prowadzenia dokumentacji technicznej w zakładzie przetwórczym jest
a) kontrola procesów technologicznych.
b) kontrola zużycia materiałów.
c) zamówienie surowców do produkcji.
d) utrzymanie sprawności produkcyjnej maszyn.
10. Do ewidencjonowania rozchodów wewnętrznych kwitów służy
a) Rw.
b) Pz.
c) Pw.
d) Zw.
11. Celem działalności gospodarczej zakładu przetwórczego jest
a) produkowanie wyrobów skórzanych.
b) naprawy wyrobów skórzanych.
c) zatrudnianie pracowników.
d) zakup materiałów podstawowych i pomocniczych.
12. Czynności obsługi maszyn wykonywana przez pracowników pracujących na danym
stanowisku pracy to
a) przeglądy okresowe.
b) czyszczenie i konserwacje bieżące.
c) remonty bieżące.
d) remonty kapitalne.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
13. Norma ilościowa określa
a) ilość zużytego materiału.
b) czas potrzebny do wytworzenia wyrobu.
c) ilość wyrobów wytworzonych w jednostce czasu.
d) średni czas potrzebny do wykonania jednego wyrobu.
14. Metoda badania czasu pracy dotycząca opisu: metoda polega na dokonywaniu obserwacji
wyrywkowych stanowisk pracy to
a) fotografia dnia roboczego.
b) chronometraż.
c) szacunkowa.
d) obserwacja migawkowa.
15. Normowanie zużycia materiałowego ma na celu
a) określenie ilości odpadu.
b) ustalenie prawidłowej ilości materiału.
c) ustalenie czasu potrzebnego do wykonania wyrobu.
d) ustalenie ilości zatrudnionych.
16. Podstawa do ustalenia norm zużycia materiałowego są
a) procesy technologiczne.
b) procesy pomocnicze.
c) opisy technologiczne.
d) instrukcje wykonania.
17. Normy czynnościowe określają
a) kształt i wymiary wyrobu.
b) wymagania techniczne wyrobu.
c) sposoby przeprowadzania badań.
d) sposoby oznakowania wyrobów.
18. Zużycie brutto dla skór miękkich obliczamy w
a) kg.
b) m.
c) dm
2
.
d) %.
19. Badanie czasu pracy może być prowadzone
a) metodą chronometrażu.
b) metoda szacunkową.
c) metodą statystyczną.
d) metodą porównawczą.
20. Najmniejszą częścią procesu technologicznego jest
a) operacja.
b) ruch roboczy.
c) czynność.
d) zabieg.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Sporządzanie dokumentacji technicznej i technologicznej
Zakreśl poprawną odpowiedź
Nr
zadania
Odpowiedź
Punktacja
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
a
b
c
d
10.
a
b
c
d
11.
a
b
c
d
12.
a
b
c
d
13.
a
b
c
d
14.
a
b
c
d
15.
a
b
c
d
16.
a
b
c
d
17.
a
b
c
d
18.
a
b
c
d
19.
a
b
c
d
20.
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
6. LITERATURA
1. Białczak B.: Maszyny i urządzenia. WSiP, Warszawa 1995
2. Christ J. W.: Kaletnictwo. WSiP, Warszawa 1987
3. Czyżewski H.: Krawiectwo. WSiP, Warszawa 1996
4. Kabat F., Pietraszewski M.: Wybrane zagadnienia z biznesu Cz.2 przedsiębiorczość.
eMPi
2
, Poznań 2001
5. Krawczyk J., Kazik R.: Technologia odzieży. WSiP, Warszawa 1998
6. Pala S.: Maszyny i urządzenia obuwnicze. WSiP, Warszawa 1980
7. Persz T.: Obuwnictwo przemysłowe Cz.II. WSiP, Warszawa 1986
8. Persz T.: Materiałoznawstwo dla techników przemysłu skórzanego. WSiP, Warszawa
1992
9. Siekiera T.: Organizacja i ekonomika procesu produkcji obuwia. CIPO, Kraków 1996
Wyszukiwarka
Podobne podstrony:
02 Posługiwanie się dokumentacją techniczno technologiczną
39 Wykonywanie dokumentacji techniczno technologicznej
18 Sporzadzanie dokumentacji te Nieznany
Dokumentacja techniczno-technologiczna KRYZY
02 Posługiwanie się dokumentacją techniczno technologiczną
21 Sporządzanie dokumentacji konstrukcyjno technologicznej
eko sem 18, Techniki i technologie gromadzenia i utylizacji
20 Rysunkowa dokumentacja techniczna
1 Infrastruktura, technika i technologia procesów logistyczid 8534 ppt
18 Prowadzenie procesów jednostkowych w technologii
09 Posługiwanie się dokumentacją techniczną (2)
Dokumentacja techniczna
05 Posługiwanie się dokumentacją techniczną (2)
05 Posługiwanie się dokumentacją techniczną
Posługiwanie się dokumentacją techniczną
02 Posługiwanie się dokumentacją techniczną
(Sporządzanie dokumentacji geodezyjnej w1 [tryb zgodności])id 1407
OBIEG DOKUMENTÓW, Technik prac biurowych
więcej podobnych podstron