
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Barbara Jasińska
Modyfikowanie nitek 826[01].Z1.04
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Marian Róg
mgr inż. Krystyna Jaros
Opracowanie redakcyjne:
mgr inż. Maria Michalak
Konsultacja:
mgr inż. Małgorzata Sienna
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 826[01].Z1.04
Modyfikowanie nitek, zawartego w modułowym programie nauczania dla zawodu operator
maszyn w przemyśle włókienniczym.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
5
3.
Cele kształcenia
6
4.
Materiał nauczania
7
4.1.
Przewijanie, łączenie, nitkowanie przędzy
7
4.1.1.
Materiał nauczania
7
4.1.2.
Pytania sprawdzające
12
4.1.3.
Ć
wiczenia
12
4.1.4.
Sprawdzian postępów
15
4.2.
Teksturowanie
16
4.2.1.
Materiał nauczania
16
4.2.2.
Pytania sprawdzające
19
4.2.3.
Ć
wiczenia
19
4.2.4.
Sprawdzian postępów
21
4.3.
Obliczenia planu produkcji i odpadki produkcyjne
22
4.3.1.
Materiał nauczania
22
4.3.2.
Pytania sprawdzające
24
4.3.3.
Ć
wiczenia
25
4.3.4.
Sprawdzian postępów
28
5.
Sprawdzian osiągnięć
29
6.
Literatura
33
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o modyfikowaniu nitek.
W poradniku zamieszczono:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
−
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
−
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
−
ć
wiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−
sprawdzian postępów,
−
sprawdzian osiągnięć, przykładowy zestaw pytań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
−
literaturę uzupełniającą.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
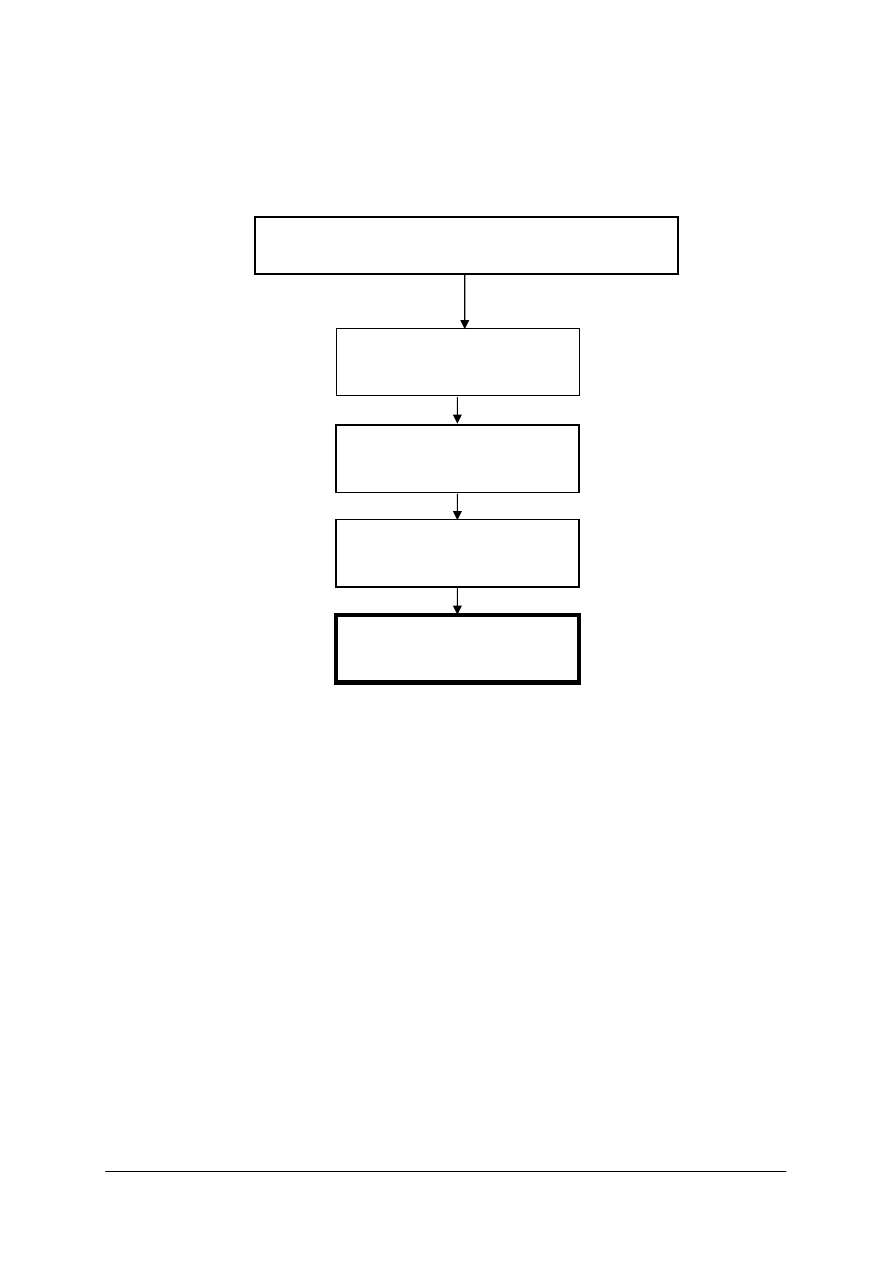
Schemat układu jednostek modułowych w module
826[01].O1
Technologia przędzalnictwa
826[01].Z1.01
Wykonywanie wstępnej obróbki
surowców włókienniczych
826[01].Z1.02
Wytwarzanie półproduktów
przędzalniczych
826[01].Z1.03
Wytwarzanie przędzy
826[01].Z1.04
Modyfikowanie nitek

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
korzystać z różnych źródeł informacji,
−
sklasyfikować surowce włókiennicze według określonych kryteriów,
−
stosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska,
−
posługiwać się dokumentacją techniczną,
−
rozpoznawać elementy maszyn i mechanizmów,
−
identyfikować surowce i półprodukty włókiennicze,
−
obliczać masę liniową półproduktów włókienniczych,
−
posługiwać się normami dotyczącymi badania wskaźników użytkowych i strukturalnych
płaskich i liniowych wyrobów włókienniczych,
−
współpracować w grupie,
−
określać kierunek i liczbę skrętów nitek pojedynczych,
−
charakteryzować metody wytwarzania nitek,
−
wytwarzać przędzę na przędzarkach obrączkowych i bezwrzecionowych, rozpoznawać
i usuwać błędy powstałe podczas przędzenia,
−
wykonywać czynności związane z konserwacją maszyn zgodnie z instrukcjami.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji jednostki modułowej powinieneś umieć:
−
scharakteryzować skład nitek,
−
rozróżnić rodzaje modyfikowanych nitek posługując się normami i katalogami,
−
wyznaczyć podstawowe parametry nitek,
−
scharakteryzować technologie modyfikowania nitek,
−
dobrać technologie do wytwarzania nitek skręcanych,
−
scharakteryzować proces wytwarzania nitek fantazyjnych,
−
scharakteryzować sposoby teksturowania jedwabiu,
−
scharakteryzować sposoby zabezpieczania nitek przed wilgocią,
−
rozróżnić sposoby likwidowania ładunków elektrostatycznych gromadzących się na nitkach,
−
określić warunki techniczne użytkowania maszyn i urządzeń pomocniczych
zapewniających przebieg procesu modyfikowania nawojów i nitek,
−
zorganizować stanowisko pracy,
−
zasilić surowcem maszyny do modyfikowania nitek,
−
obsłużyć maszyny do modyfikowania nitek zgodnie z instrukcją,
−
rozpoznać błędy powstałe w procesie przewijania, łączenia i skręcania nitek,
−
usunąć przyczyny powstawania błędów w procesie modyfikowania nitek,
−
ocenić jakość wytworzonych nawojów przewijarkowych na podstawie katalogów,
−
obliczyć koszty powstałe w procesie produkcji,
−
posłużyć się nazwami handlowymi nitek i jedwabiów teksturowanych,
−
wykonać konserwację maszyn zgodnie z dokumentacją techniczną,
−
sortować odpady produkcyjne,
−
zastosować przepisy bezpieczeństwa i higieny pracy oraz ochrony przeciwpożarowej
w czasie obsługi maszyn do modyfikacji nitek.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1.
Przewijanie, łączenie i nitkowanie przędzy
4.1.1. Materiał nauczania
Przewijanie wątku
Nawoje przędzy wątkowej z przędzarek czasami mają postać niedogodną dla celów
tkackich, są zbyt małe, cienkie lub niekształtne. W takich przypadkach przędzę z cewek
przędzarkowych przewija się na cewki odpowiedniejsze dla celów tkackich, przede
wszystkim o większej pojemności, lub na cewki specjalne, np. dla krosien automatycznych.
Przewijanie wątku na maszynach zwanych przewijarkami wątkowymi lub cewiarkami jest
najczęściej wykonywane nie w przędzalni, lecz w tkalni i wchodzi w skład technologii
tkackiej.
Przewijanie przędzy osnowowej lub dziewiarskiej
Nawoje przędzy z przędzarek są przewijane w tkalni lub dziewiarni na nawoje o dużej
pojemności, które umożliwiają zachowanie ciągłości przerobu przędzy bez przerw, jakie
występują przy przerobie bezpośrednim ze stosunkowo małych nawojów przędzarkowych.
Przewijanie przędzy z cewek na motki, czyli motanie
Motki stanowią dogodną postać nawoju, są łatwe do pakowania i transportu. Przędza
przeznaczona do bielenia lub barwienia również jest poddawana motaniu i dopiero w tej
postaci poddawana tym zabiegom.
Przewijanie przędzy do celów nitkowania
Przędza przeznaczona do nitkowania jest również przewijana na duże nawoje. Bardzo
często w czasie przewijania stosuje się łączenie dwóch, trzech lub więcej nitek. Ułatwia to
późniejszy przebieg skręcania.
Cel i znaczenie procesu przewijania
W celu zwiększenia wydajności maszyn przetwarzających przędzę na inne wyroby
przędza jest przewijana z małych nawojów przędzarkowych na nawoje większe. Dotyczy to
przede wszystkim przędzy przeznaczonej do snucia, do dziania oraz do nitkowania, a czasami
także przędzy wątkowej do tkania. Maszyny przeznaczone do tego celu to przewijarki.
Stosowane rodzaje przewijarek:
a)
przewijarki o cewkach tarczowych do nawojów cylindrycznych,
b)
przewijarki o cewkach beztarczowych do nawojów cylindrycznych,
c)
przewijarki o cewkach beztarczowych do nawojów stożkowych.
Rys. 1. Nawój cylindryczny równoległy [opracowanie własne]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Rys. 2. Nawój cylindryczny krzyżowy [opracowanie własne]
Rys. 3. Nawój stożkowy krzyżowy [opracowanie własne]
Błędy przewijania oraz przyczyny ich powstawania
−
Zbyt długie końce nitek węzła (w miejscu wiązania nie powinny być dłuższe niż
5–8 mm). Winę ponosi przewijaczka.
−
Narzutki. Powstają, gdy przewijaczka nie wiąże zerwanej nitki, lecz narzuca ją na
obracający się nawój.
−
Podwójna nitka. Powstaje, gdy zerwana nitka przeniesie się na sąsiednią nitkę i razem
z nią nawija się na nawój.
−
Miękkie nawoje. Powstają, gdy nitka jest nawijana bez wystarczającego naprężenia.
−
Nawinięcie pęków puchu. Powstaje, gdy wodziki, prowadniki i naprężacze są
zanieczyszczone.
−
Ź
le oczyszczone nitki. Błąd występuje, gdy nieprawidłowo jest dobrany dobór szczeliny
oczyszczacza.
−
Splątane zwoje przędzy. Powstaje, gdy wrzeciona natykowe są ustawione
nieprawidłowo-nierównolegle do osi odwijania nitki.
−
Nieprawidłowy kształt nawoju. Jest to oznaka nieprawidłowego działania mechanizmów
nawijających.
−
Pomieszanie numerów przędzy. Powstaje na skutek pomieszania kopek przewijanej
przędzy.
Budowa i działanie przewijarek
W przewijarkach niezależnie od typu można wyróżnić zespoły robocze:
−
urządzenie natykowe,
−
system prowadników i naprężaczy,
−
urządzenie nawojowe.
Łączenie przędzy
Łączeniem przędzy nazywa się proces mający na celu połączenie dwóch, trzech lub
większej liczby nitek i przewinięcie ich łącznie na jeden nawój. Łączenie jest procesem
poprzedzającym wytwarzanie przędzy nitkowanej, tj. składającej się z dwóch, trzech lub
większej liczby przędz połączonych i skręconych ze sobą.
Do łączenia przędzy są stosowane maszyny zwane łączniarkami przędzy. Łączniarki
przędzy w działaniu i budowie są zbliżone do przewijarek i podobnie jak przewijarki mają
zespoły robocze:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
−
urządzenie natykowe,
−
system prowadników i naprężaczy,
−
urządzenie nawojowe.
Urządzenie natykowe łączniarki ma dwa, trzy lub więcej razy większą niż
w przewijarkach liczbę punktów natykowych. Liczba natkniętych nawojów, z których odwija
się przędza, dla jednego punktu nawijającego maszyny równa się liczbie łączonych nitek.
Każda z prowadzonych nitek powinna mieć stałe naprężenie. W przypadku zrywu jednej nitki
urządzenie wyłączające powinno natychmiast automatycznie unieść nawój i wstrzymać dalsze
nawijanie. Łączniarki przędzy są zwykle dostosowywane do tworzenia nawojów krzyżowych,
cylindrycznych na cewkach beztarczowych.
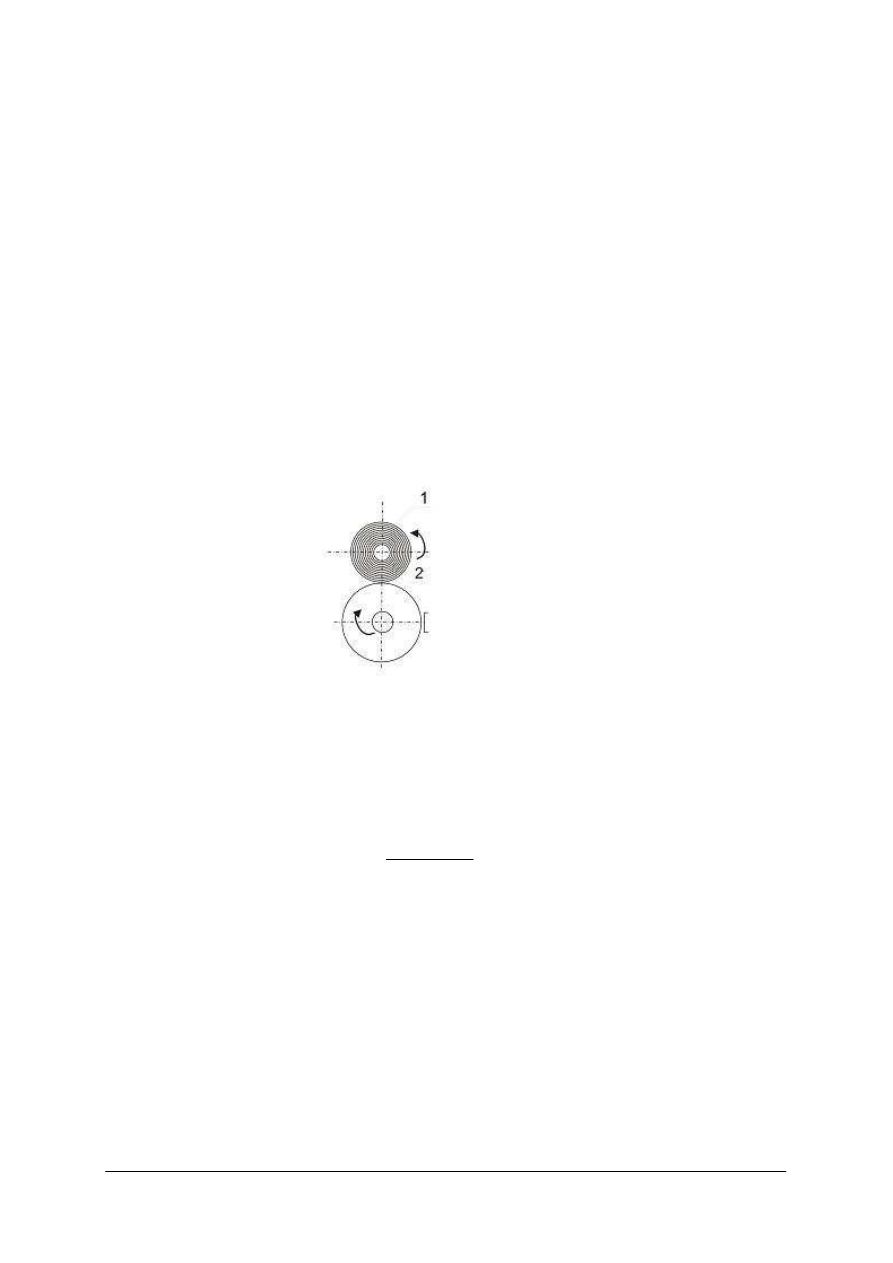
Obliczenia wydajności przewijarek
Prędkość elementów roboczych przewijarek oblicza się wg tych samych zasad, jakie są
stosowane dla innych maszyn.
Występuje różnica w obliczeniu wydajności przewijarek o cewkach tarczowych do
nawojów cylindrycznych. Sposób obliczenia wydajności przewijarek tego typu zależy od
rozwiązania napędu cewek w czasie nawijania.
Rys. 4. Schemat napędu cewek na przewijarce: 1 – cewka, 2 – bęben napędzający [opracowanie własne]
Cewki (1) są napędzane za pośrednictwem bębna napędzajacego (2).
Prędkość obrotowa wrzecion, na które jest nasadzona cewka, jest zmienna i zależy od
ś
rednicy nawijania. Prędkość nawijania jest równa prędkości obwodowej bębna
napędzającego. W czasie jednego obrotu cewki zostaje na nią nawinięta długość przędzy
równa obwodowi nawoju.
P
p
=
1000
1000
3600
⋅
⋅
⋅
Tt
v
b
.η
(kg/h)
P
p
– wydajność jednego punktu nawojowego przewijarki w kg/h,
v
b
– prędkość obwodowa bębna napędowego w m/s,
Tt – tex nawijanej przędzy,
η
– współczynnik wydajności.
Nitkowanie przędzy
Przędza otrzymana przez skręcenie kilku nitek przędzy pojedynczej nosi nazwę przędzy
nitkowanej. Celem nitkowania jest otrzymanie przędzy o większej wytrzymałości
i równomierności. Do skręcania są używane maszyny zwane skręcarkami.
Proces nitkowania polega na łączeniu i skręcaniu wymaganej liczby nitek przędzy
pojedynczej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Rozróżnia się metody nitkowania:
−
Nitkowanie jednoprocesowe.
W metodzie tej łączenie i skręcanie jest wykonywane na skręcarce w czasie jednej operacji.
−
Nitkowanie dwuprocesowe.
W metodzie tej łączenie przędzy jest wykonywane w czasie przewijania na maszynach
zwanych łączniarkami przędzy. Następnie nawoje są przenoszone na skręcarkę.
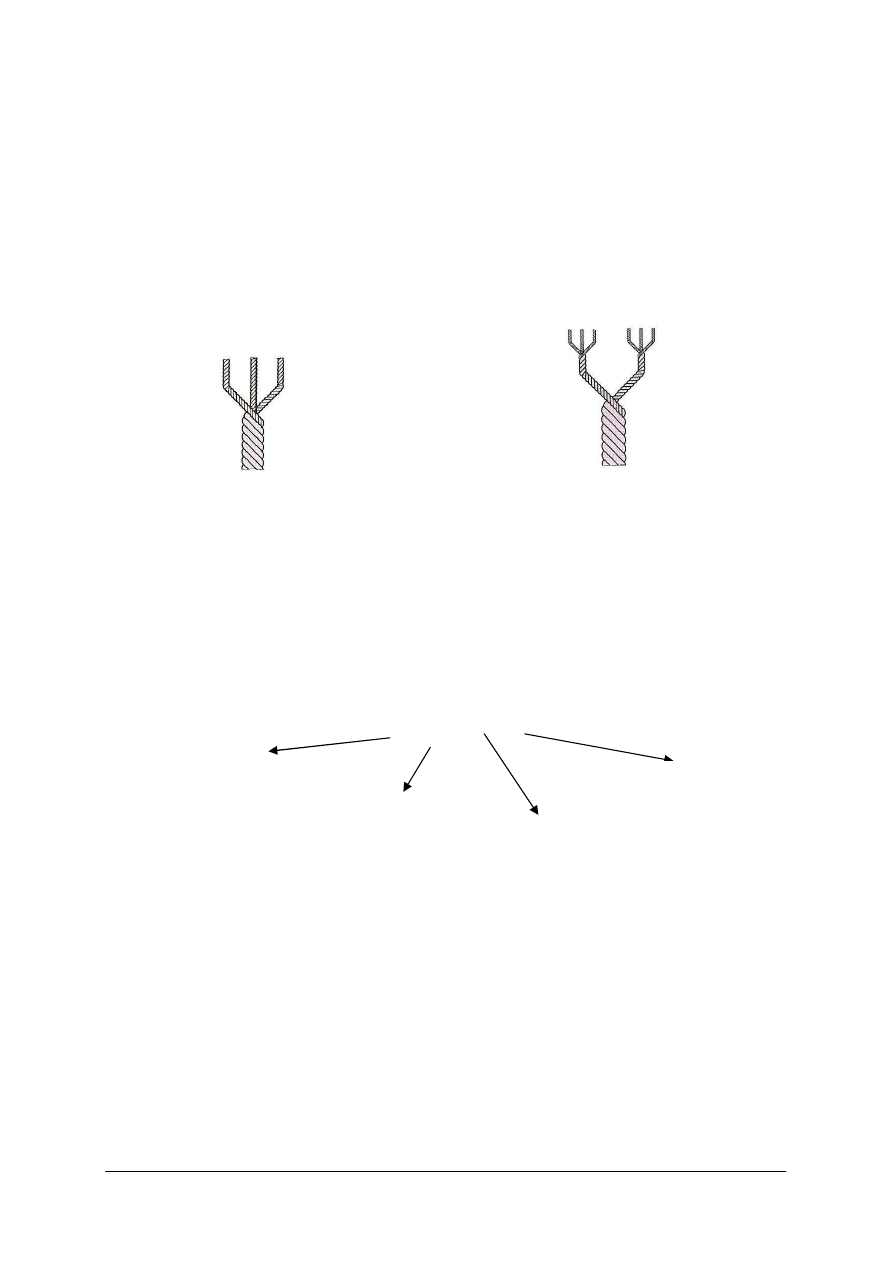
Budowa przędzy nitkowanej
Przędza nitkowana może mieć budowę prostą lub złożoną. Przędza nitkowana prosto
jest złożona z 2, 3, 4 lub większej ilości nitek przędzy pojedynczej skręconych ze sobą.
Rys. 5. Przędza nitkowana prosto [9, s. 56]
Rys. 6. Przędza nitkowana złożona [9, s. 56]
Przędza nitkowana złożona powstaje przez skręcenie 2, 3, 4 lub większej ilości nitek
przędzy nitkowanej prosto. Kierunek przędzy nitkowanej lub jej składowych oznaczony jest
literą S lub Z.
Tex przędzy nitkowanej oblicza się tak samo jak dla przędzy pojedynczej. Tex przędzy
nitkowanej jest oznaczony przez podanie Tt przędzy pojedynczej liczby skręconych nitek
i sposobu nitkowania. Wg obowiązujących norm, Tt przędzy nitkowanej wyraża się Tt
przędzy pojedynczej, łamanym przez liczbę nitek przy pierwszym nitkowaniu i łamanym
przez liczbę nitek przy drugim nitkowaniu, np.
Tt 50 / 4 / 3 /2
W przypadku oznaczenia przędz nitkowanych o różnych numerach przędz pojedynczych,
stosuje się oznaczenie każdej przędzy pojedynczej i oddziela się je znakiem plus, a następnie
ujmuje w nawias, np. Tt (20 + 25), czasem podaje się kierunek i liczbę skrętów zarówno
przędz składowych, jaki i przędzy nitkowanej, np. Tt (20 Z 790 + 25 S 600) 2 Z 380. Zapis Tt
50 SSZZ/4Z/3S/2S oznacza, że 2 nitki przędzy pojedynczej miały skręt S i 2 nitki skręt Z. W
pierwszym nitkowaniu zastosowano skręt Z, w drugim i trzecim S.
Stosowane są dwie metody produkcji przędzy nitkowanej: na sucho i na mokro.
Nitkowanie suche daje nitkę miękką i puszystą, przeznaczoną na wyroby pończosznicze,
dziewiarskie. Nitkowanie mokre daje nitkę twardą, gładką i mocniejszą, przeznaczoną do
szycia, na sieci, do celów tkackich.
Tex przędzy
pojedynczej
Liczba nitek
w pierwszym
nitkowaniu
Liczba nitek
w drugim
nitkowaniu
Liczba nitek
w trzecim
nitkowaniu
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Budowa i działanie skręcarki
W procesie nitkowania są wykonywane trzy zasadnicze czynności:
−
łączenie nitek,
−
skręcanie,
−
nawijanie gotowej przędzy nitkowanej.
Skręcarka zaopatrzona jest w mechanizmy do zasilania, skręcania i nawijania.
Do nitkowania przędzy bawełnianej stosuje się skręcarki obrączkowe. Skręcarka ta
przypomina w budowie przędzarkę obrączkową, nie ma jednak aparatu rozciągowego.
Skręcarka obrączkowa składa się z następujących zespołów roboczych:
−
urządzenie do zasilania maszyny,
−
aparat wydający,
−
mechanizm do skręcania i nawijania.
Nitkowanie fantazyjne
Odrębnym rodzajem przędzy nitkowanej jest przędza fantazyjna z efektami w postaci
pętelek, pęczków, oplotów różnej wielkości i barwy. W skręcarkach fantazyjnych istnieje
możliwość niezależnego zasilania dwiema, trzema lub większą liczbą przędz pojedynczych
z różną prędkością, a także z prędkością zmienną lub ruchem okresowym. Podawane z różną
prędkością przędze tworzą w strefie skręcenia, pętle, oploty, „korkociągi”, węzełki. Przędze
mogą być różnokolorowe, co daje efekty barwne. Możliwe jest też łączenie przędzy
z niedoprzędem. Odcinki niedoprzędu okręcone przędzą tworzą tzw. płomyki.
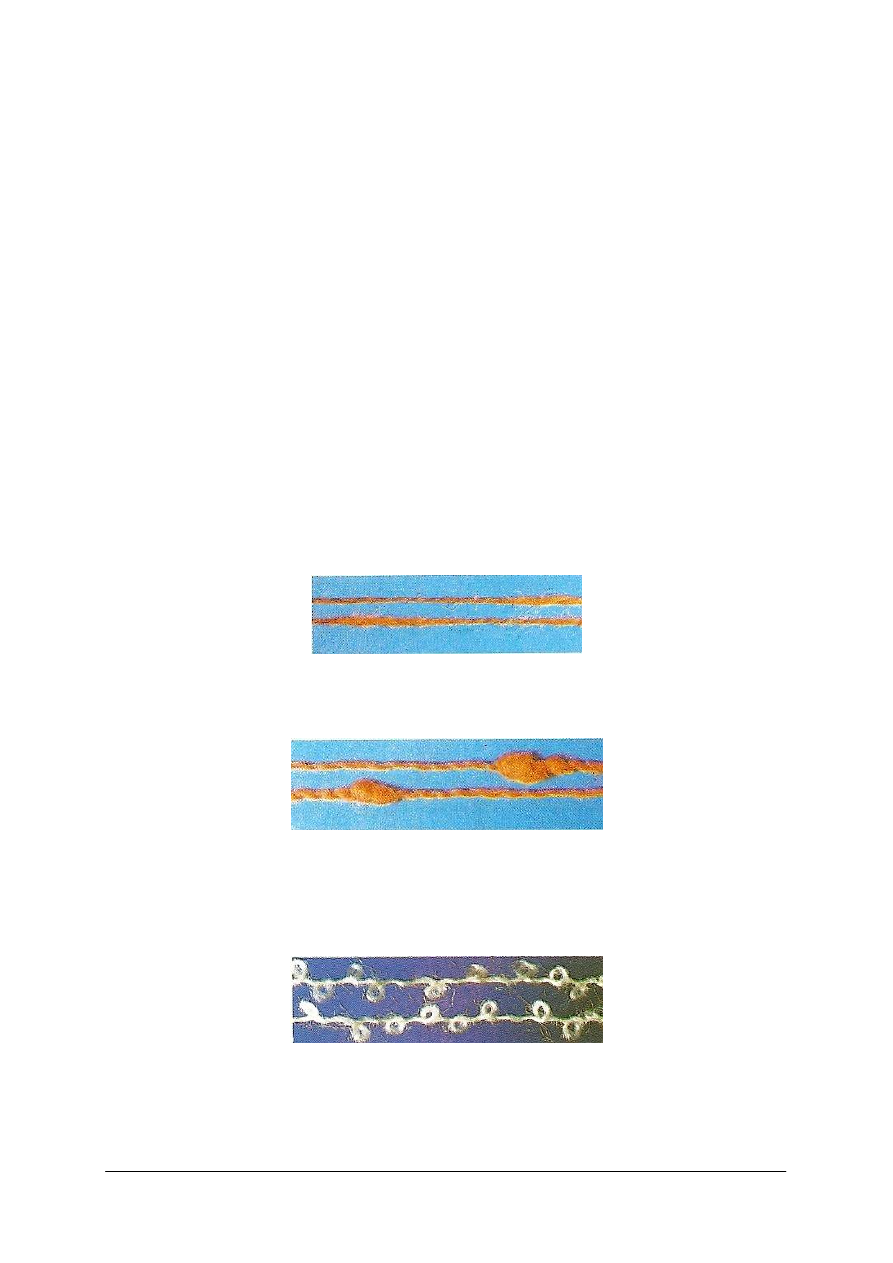
Przykłady przędzy fantazyjnej:
Rys. 7. Przędza płomykowa [9, s. 5]
Posiada nieregularnie występujące zgrubienia w kształcie płomyków.
Rys. 8. Przędza fantazyjna [9, s. 54]
Charakteryzuje się krótkimi zgrubieniami. Powstają one w wyniku okresowego
dodawania pęczków włókien podczas przędzenia lub w wyniku odpowiedniego sposobu
skręcania nitek jednorodnych.
Rys. 9. Przędza pętelkowa [9, s. 54]
Charakterystyczne pętelki, supełki lub loki, które powstają dzięki odpowiednim
sposobom skręcania nitek.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Okresowa kontrola wyprodukowanej przędzy dotyczy:
−
masy liniowej,
−
wytrzymałości na rozciąganie i wydłużenia,
−
liczby skrętów.
Masę liniową oblicza się ze znanych wzorów:
Tt =
L
C
1000
Tt x Nm = 1000
Pozostałe wskaźniki wyznacza się podobnie jak dla przędzy pojedynczej.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jak umieścić nawoje na ramie natykowej przewijarki?
2.
Jak zorganizować stanowisko pracy na łączniarce?
3.
Jak powinny wyglądać nawoje przewijarkowe?
4.
Jak obliczyć wydajność przewijarki?
5.
Jaj sklasyfikować przędze nitkowane?
6.
Jak narysować schemat przędzy nitkowanej na podstawie oznaczenia?
7.
Jak wyznaczyć Tt przędzy?
4.1.3. Ćwiczenia
Ć
wiczenie 1
Umieść na ramie natykowej przewijarki wałkowej, cewki otrzymane od nauczyciela.
Przeprowadź nitki przez system prowadników, czujniki do nawoju.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z instrukcją obsługi przewijarki wałkowej,
2)
zapoznać się z instrukcją bhp i ppoż obowiązująca przy obsłudze przewijarki,
3)
zapoznać się z warunkami technologicznymi przędzy,
4)
zorganizować stanowisko pracy,
5)
wykonać polecenie,
6)
sprawdzić, czy wszystkie czynności są wykonane prawidłowo.
Wyposażenie stanowiska pracy:
−
przewijarka wałkowa,
−
schemat technologiczny przewijarki,
−
instrukcja obsługi przewijarki wałkowej,
−
instrukcja bhp i ppoż,
−
literatura zgodna z punktem 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Ć
wiczenie 2
Zorganizuj stanowisko pracy przy łączniarce.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z instrukcją obsługi łączniarki,
2)
zapoznać się z instrukcją bhp i ppoż obowiązująca przy obsłudze łączniarki,
3)
zorganizować stanowisko pracy,
4)
dokonać analizy poszczególnych czynności,
5)
sprawdzić, czy wszystkie czynności są wykonane prawidłowo.
Wyposażenie stanowiska pracy:
−
łączniarka,
−
instrukcja obsługi łączniarki,
−
instrukcja bhp i ppoż przy obsłudze łączniarki.
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 3
Posługując się katalogiem z różnymi rodzajami błędów nawojów przewijarkowych,
dokonaj oceny nawojów przewijarkowych otrzymanych od nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych, jakie błędy posiadają nawoje przewijarkowe
i jakie są przyczyny ich powstawania,
2)
dokonać porównania otrzymanych nawojów z nawojami w katalogu,
3)
rozpoznać błędy i zanalizować przyczyny powstania błędów.
Wyposażenie stanowiska pracy:
−
różne nawoje przewijarkowe wraz z oznaczeniami numeru przędzy,
−
katalog,
−
arkusz ćwiczeniowy,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 4
Oblicz wydajność jednego wrzeciona przewijarki w kg/h, jeżeli prędkość obwodowa
bębna napędowego wynosi 5 m/s, przewijana jest przędza o grubości 25 tex, współczynnik
wydajności wynosi 0,8.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych, w jaki sposób oblicza się wydajność przewijarki,
2)
sprawdzić jednostki danych w ćwiczeniu wielkości,
3)
wykonać obliczenia i przeanalizować poprawność wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
arkusz ćwiczeniowy,
−
literatura zgodna z punktem 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Ć
wiczenie 5
Posługując się katalogiem z różnymi rodzajami przędzy scharakteryzuj próbki przędzy
otrzymane od nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
porównać otrzymane próbki przędzy z katalogiem,
2)
rozdzielić przy pomocy igły preparacyjnej próbki przędzy i sprawdzić czy należą do
przędz pojedynczych czy nitkowanych,
3)
rozpoznać rodzaje przędz i opisać ich charakterystykę w arkuszu ćwiczeniowym,
dołączając próbki,
Wyposażenie stanowiska pracy:
−
próbki przędzy,
−
katalog,
−
arkusz ćwiczeniowy,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 6
Przędza nitkowana ma oznaczenie: Tt 60 SSZZ/4Z/3S/2S. Jaki rodzaj nitkowania
występuje w tej przędzy? Narysuj schemat przędzy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych, w jaki sposób oznacza się przędzę nitkowaną,
2)
dokonać analizy otrzymanego oznaczenia przędzy nitkowanej,
3)
zapisać w arkuszu ćwiczeniowym sposób nitkowania i narysować schemat przędzy,
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia
−
arkusz ćwiczeniowy,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 7
Oznacz masę liniową przędzy nitkowanej otrzymanej od nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych, w jaki sposób wyznacza się masę liniową
przędzy,
2)
odmierzyć pasmo przędzy o obwodzie 1 m i długości 50 m i zważyć na wadze technicznej,
3)
obliczyć Tt wg wzoru zgodnego literaturą.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
arkusz ćwiczeniowy,
−
waga techniczna, motowidło,
−
literatura zgodna z punktem 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
założyć nawoje na ramę natykową przewijarki?
2)
zorganizować stanowisko pracy na łączniarce?
3)
klasyfikować przędze nitkowane?
4)
obliczyć wydajność przędzarki?
5)
oceniać prawidłowość nawojów przewiajrkowych?
6)
wyznaczyć Tt przędzy?
7)
narysować na podstawie oznaczenia schemat przędzy nitkowanej?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4.2. Teksturowanie
4.2.1. Materiał nauczania
Teksturowanie
Jest to proces termiczno-mechanicznej modyfikacji gładkich nitek z ciągłych włókien
syntetycznych, mający na celu uzyskanie nowych jakościowych właściwości użytkowych.
W zależności od stosowanej metody teksturowania można wymienić dwa zasadnicze rodzaje
nitek teksturowanych:
−
nitki elastyczne,
−
nitki puszyste.
Nitki elastyczne to bardzo elastyczne nitki o wydłużeniu do 500%.
Nitki puszyste to nitki o małej gęstości (dużej objętości przy małej masie) stosunkowo
dobrej sprężystości i wydłużeniu.
Nitki teksturowane znajdują zastosowanie w przemyśle dziewiarskim na wyroby
pończosznicze, w odzieży sportowej, do produkcji bielizny, okryć wierzchnich, wyrobów
tapicerskich.
W wyniku teksturowania nitka uzyskuje:
−
większą grubość i puszystość,
−
większą rozciągliwość i elastyczność,
−
dobrą izolacyjność dzięki większej porowatości,
−
większą przepuszczalność powietrza,
−
lepsze właściwości higieniczne,
−
miękkość i przyjemny dotyk.
W produkcji nitek elastycznych można wyróżnić metody rzeczywistego skrętu i metodę
fałszywego skrętu.
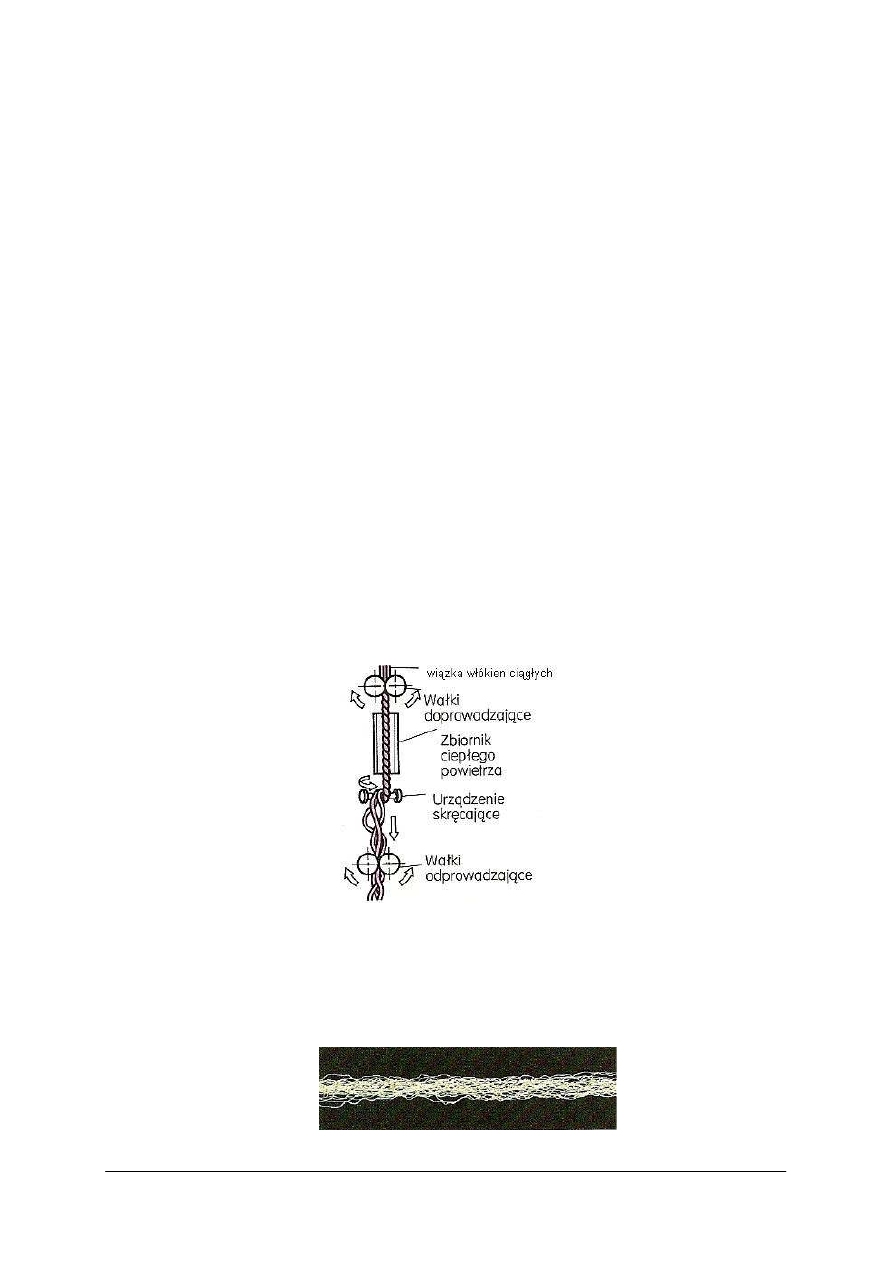
Rys. 10. Metoda fałszywego skrętu [9, s. 55]
W tej metodzie nitkę przepuszcza się przez zbiornik z ciepłym powietrzem. Na końcu
zbiornika jest umieszczone urządzenie skręcające, które nadaje nitce określoną liczbę
skrętów. Podgrzanie i ochłodzenie utrwala skręt. Następnie nitkę odkręca się,
a skędzierzawienie pozostaje (rys. 10 i 11).
Rys. 11. Nitka teksturowana metodą fałszywego skrętu [9, s. 55]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
W produkcji nitek puszystych można wyróżnić metody:
−
kędzierzawienie w strumieniu powietrza,
−
kędzierzawienie metodą zgniatania,
−
kędzierzawienie metodą dzianie-prucie,
−
kędzierzawienie metodą bistabilizacji.
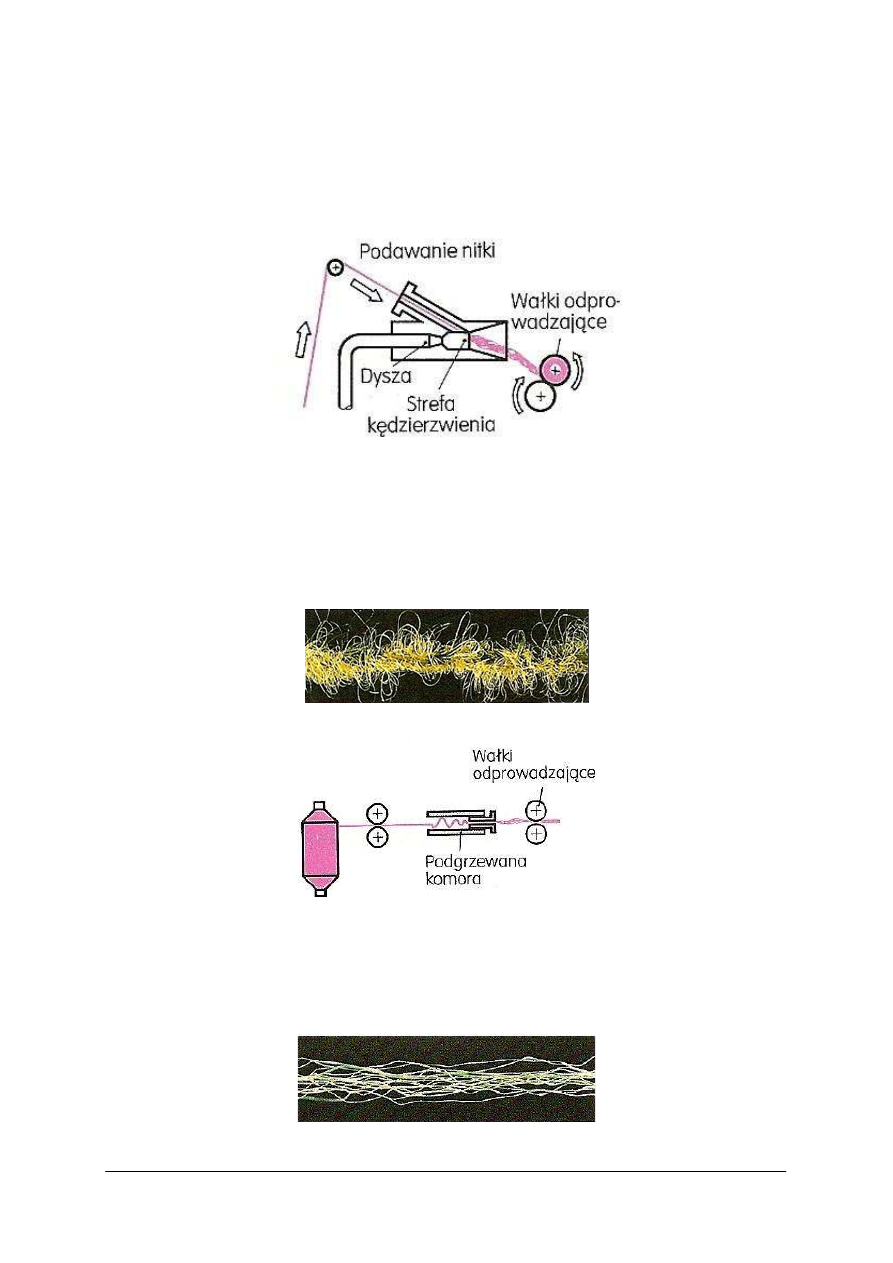
Rys. 12. Metoda kędzierzawienia w strumieniu powietrza [9, s. 55]
W metodzie nadmuchiwania (rys. 12) nitkę przeprowadza się przed dyszą nadmuchującą
zimne lub ciepłe powietrze. Termoplastyczne włókna skręcają się, w wyniku czego na
powierzchni nitek tworzą się odkształcenia w postaci drobnych pętelek. Tak wytworzone nitki
noszą nazwę pętelkowych i są odmianą nitek puszystych (rys. 12 i 13).
Rys. 13. Nitka kędzierzawiona w strumieniu powietrza[9, s. 55]
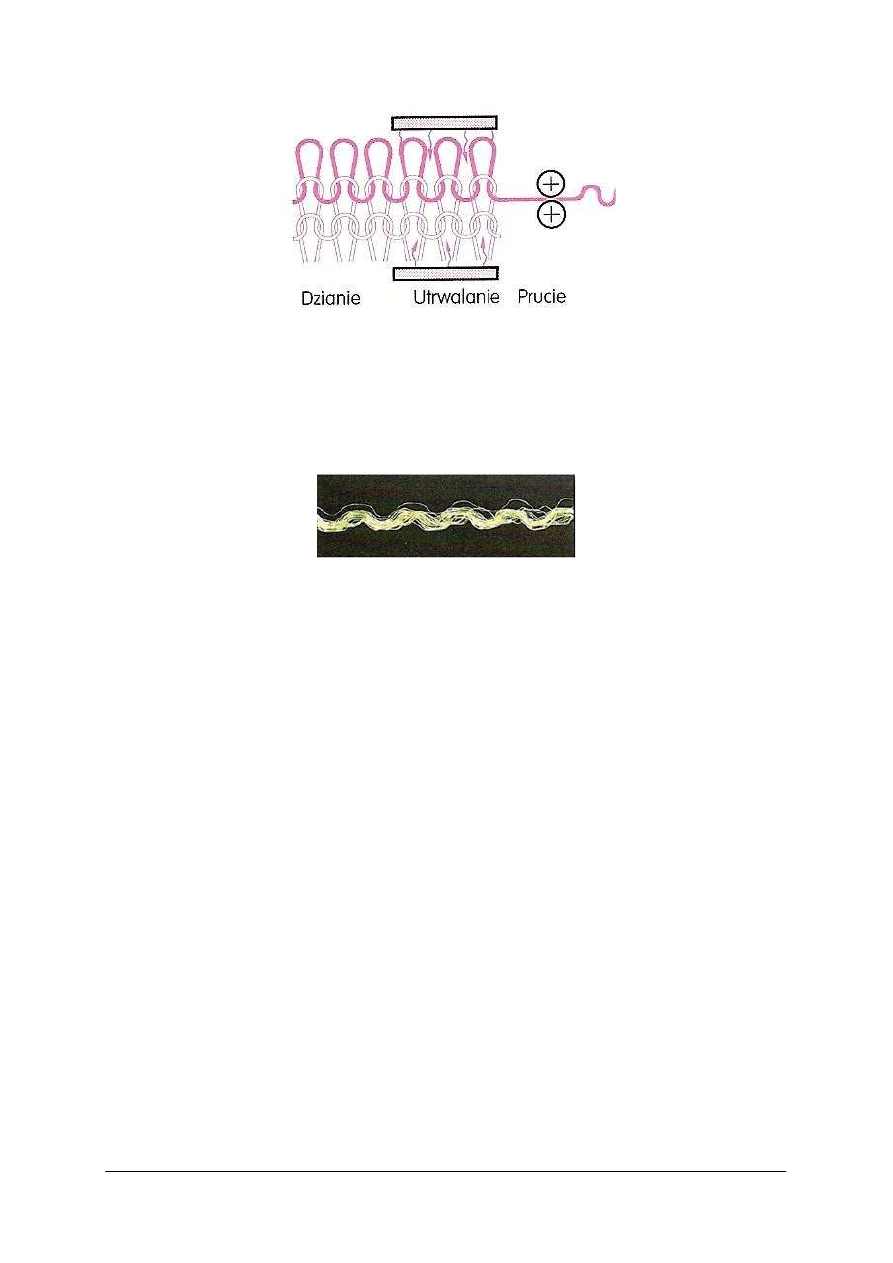
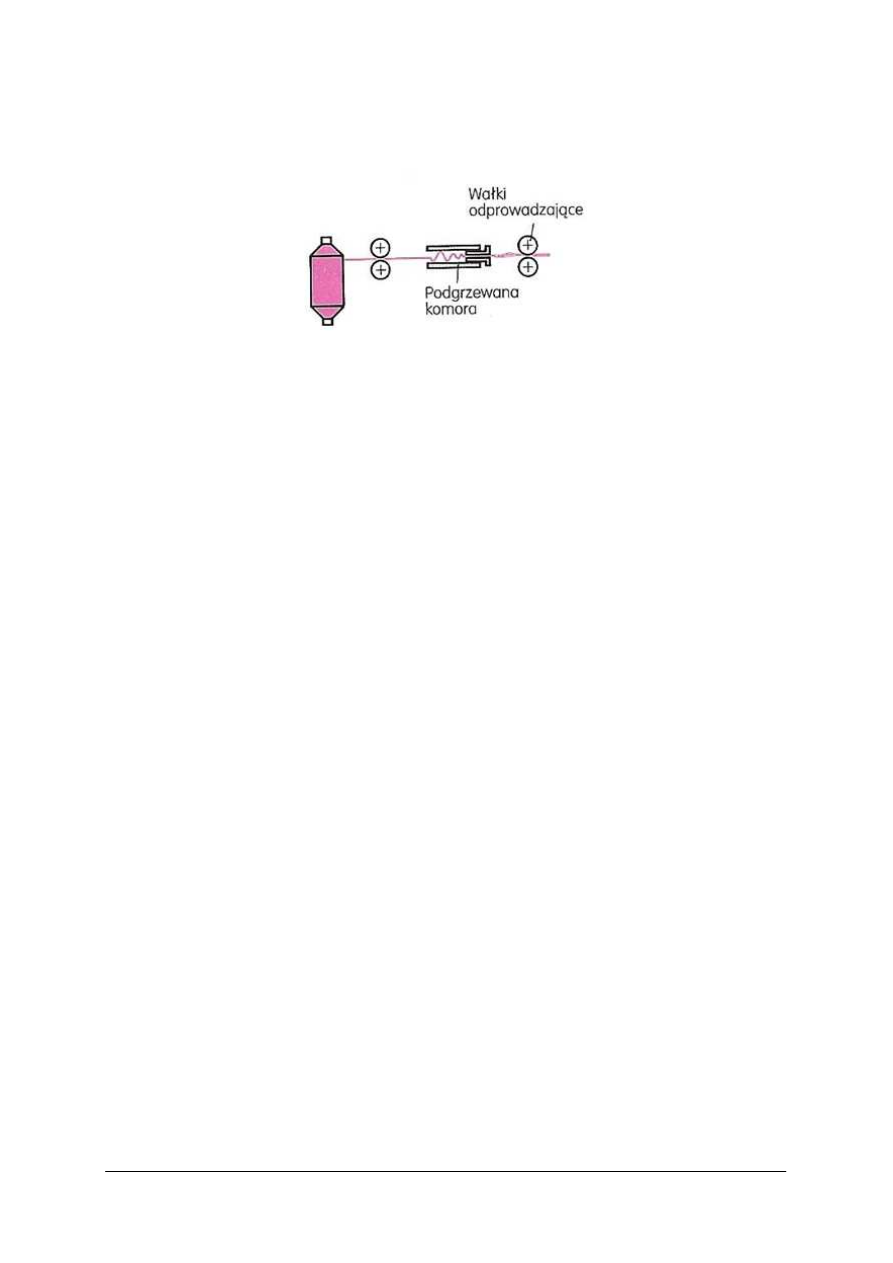
Rys. 14. Kędzierzawienie metodą zgniatania [9, s. 55]
W metodzie kędzierzawienia przez zgniatania nitkę zgniata się w podgrzanej komorze.
Zygzakowate zagniecenia nie znikają po oziębieniu. Dzięki zagnieceniom nitka staje się
grubsza (rys. 14 i 15).
Rys. 15. Nitka kędzierzawiony metodą zgniatania [9, s. 55]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
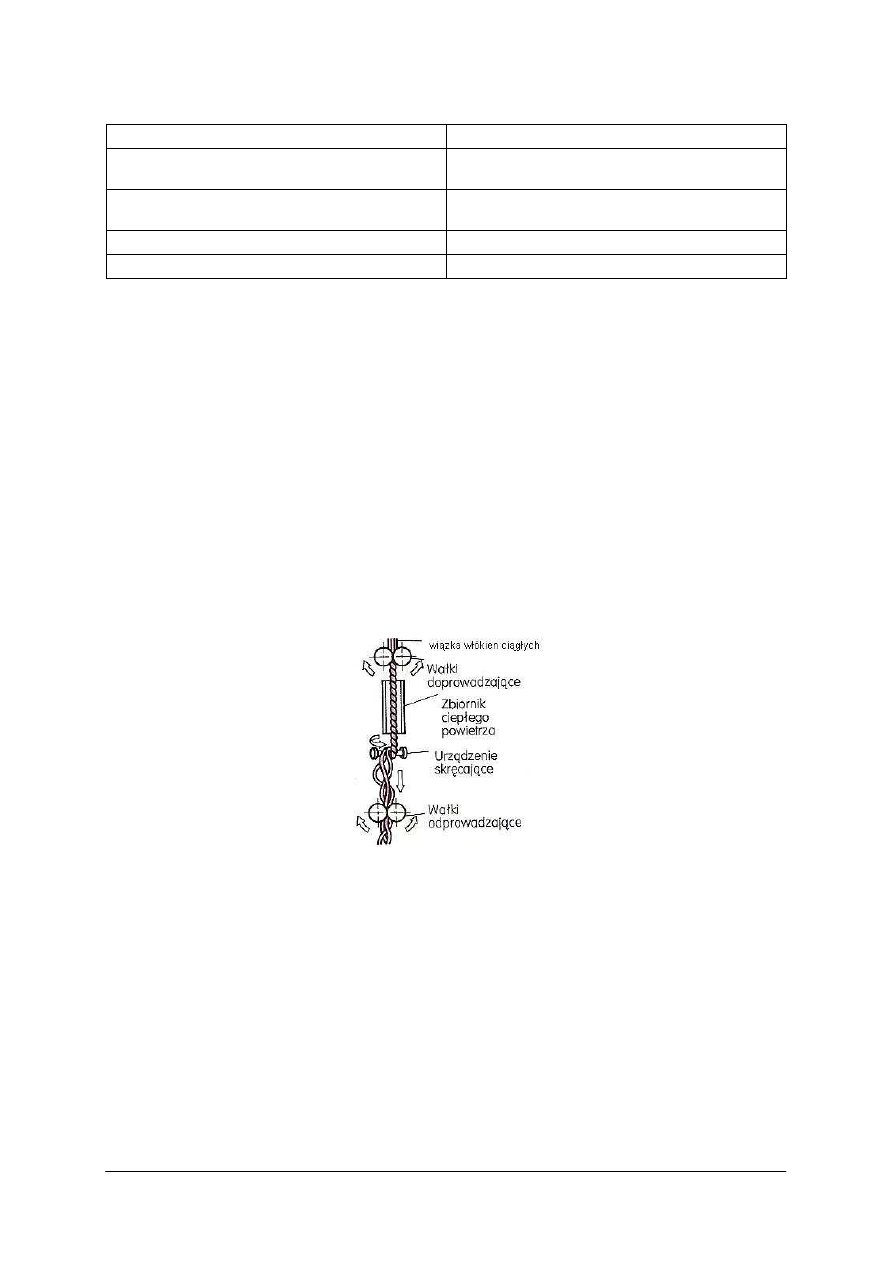
Rys. 16. Kędzierzawienie metodą dzianie – prucie [9, s. 55]
Kędzierzawienie metodą dzianie – prucie. Na maszynie dziewiarskiej (szydełkarce)
wytwarza się dzianinę workową. Następnie poddaje się ją działaniu wysokiej temperatury,
a na końcu oziębia i pruje. Kształt oczek pozostaje niezmieniony, nitka staje się elastyczna,
podobna do nitki boucle.
Rys. 17. Nitka kędzierzawiona metodą dzianie-prucie [9, s. 55]
Obsługa maszyn teksturujących
Maszyny
teksturujące
wyróżniają
się
wysokim
stopniem zautomatyzowania.
Wyposażone są w regulatory prędkości, regulatory naprężenia nitki zasilającej i wychodzącej,
regulatory temperatury, czujniki zrywów i innych nieprawidłowości w pracy maszyny.
Smarowanie odbywa się z jednego centralnego punktu.
Do ogólnych zasad obowiązujących przy obsłudze maszyn teksturujących należą:
−
utrzymywanie maszyny w idealnej czystości,
−
kontrola i ewentualna korekta zadanych parametrów teksturowania (prędkość,
temperatura, naprężenia przędzy),
−
likwidacja zrywów,
−
nakładanie do teksturowania i zdejmowanie gotowych nawojów nitek teksturowanych,
−
smarowanie.
Kontrola procesów teksturowania
Oprócz kontroli parametrów technologicznych teksturowania najważniejsza jest kontrola
laboratoryjna nitek przeznaczonych do teksturowania oraz nitek teksturowanych. Oprócz
wskaźników typowych takich jak masa liniowa, liczba skrętu, wytrzymałość na rozerwanie
i wydłużenie, dokładnej kontroli podlegają nierównomierność tych cech, a w odniesieniu do
nitek teksturowanych – elastyczność, puszystość oraz nierównomierność tych cech.
Błędy nitek teksturowanych
−
zbyt mała lub zbyt duża elastyczność, odbiegająca od założeń,
−
zbyt mała lub nadmierna puszystość, niezgodna z założeniami,
−
nierównomierność tych cech na odcinkach krótkich lub długich,
−
miejsca osłabione lub nadtopione w wyniku nieprawidłowego działania temperatury.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Tabela 1. Nazwy handlowe nitek teksturowanych [opracowanie własne]
Nitka elastyczna
Nitka puszysta
Elastil (nitka poliamidowa kędzierzawiona metodą
fałszywego skrętu)
Lanastil (nitka poliamidowa karbikowana metodą
zgniatania)
Elastor (nitka poliestrowa kędzierzawiona metodą
fałszywego skrętu)
Bistor (nitka poliestrowa bistabilizowana)
Toriwlan (nitka poliestrowa pętlona)
Stiwlan (nitka poliamidowa pętlona)
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jaki jest sposób wytwarzania nitek elastycznych?
2.
Jaki jest sposób wytwarzania nitek puszystych?
3.
Jak prowadzi się kontrolę jakości teksturowania?
4.
Jak scharakteryzować właściwości nitek puszystych i elastycznych?
5.
Jak dobrać technologie do wytwarzania nitek na wyroby pończosznicze?
6.
Jakie są nazwy handlowe nitek teksturowanych?
4.2.3. Ćwiczenia
Ć
wiczenie 1
Na rysunku przedstawiono zasadę wytwarzania nitki teksturowanej elastycznej. Nazwij
metodę i na podstawie literatury opisz sposób wytwarzania tego typu ntek.
Rysunek do ćwiczenia 1 [9, s. 55]
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
4)
odszukać w poradniku dla ucznia informacje o teksturowaniu oraz wyszukać informacje
w podanej literaturze,
5)
nazwać metodę pokazaną na schemacie,
6)
opisać sposób wytwarzania nitek elastycznych.
Wyposażenie stanowiska pracy:
−
próbki przędzy,
−
poradnik dla ucznia
−
arkusz ćwiczeniowy,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Ć
wiczenie 2
Na rysunku przedstawiono zasadę wytwarzania nitek puszystych. Nazwij metodę i na
podstawie literatury opisz sposób wytwarzania jedwabiu puszystego otrzymanych tą metodą.
Rysunek do ćwiczenia 2 [9, s. 55]
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w poradniku dla ucznia informacje o teksturowaniu oraz wyszukać informacje
w podanej literaturze,
2)
nazwać metodę pokazaną na schemacie,
3)
opisać sposób wytwarzania nitek puszystych otrzymanych tą metodą.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia
−
arkusz ćwiczeniowy,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 3
Na podstawie tekstu zawartego w poradniku dla ucznia opisz, jakie parametry poddaje się
kontroli jakości i podaj przykładowe błędy teksturowanych nitek.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w poradniku dla ucznia informacje dotyczące kontroli jakości procesu
teksturowania oraz nazwać i określić najczęściej występujące błędy jedwabiu
teksturowanego,
2)
wymienić w arkuszu do ćwiczeń wskaźniki, jakie powinny być wyznaczane dla
sprawdzenia kontroli procesu,
3)
wymienić w arkuszu do ćwiczeń błędy jedwabi teksturowanych i przyczyny ich
powstawania.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
arkusz ćwiczeniowy,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 4
Otrzymałeś od nauczyciela próbki nitek teksturowanych. Porównaj je z katalogiem.
Spróbuj je podzielić na puszyste i elastyczne. Porównaj ich właściwości. Dobierz nazwy
handlowe.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
obejrzeć i przeanalizować wygląd próbek nitek teksturowanych,
2)
porównać próbki z katalogiem,
3)
opisać właściwości nitek puszystych i elastycznych i zilustrować je przykładami próbek.
Próbka nitki
teksturowanej
Rodzaj nitki
teksturowanej
Właściwości nitki
Nazwy handlowe
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
próbki nitek teksturowanych,
−
katalog próbek,
−
arkusz ćwiczeniowy,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 5
Masz do dyspozycji katalogi i prospekty maszyn teksturujących. Na podstawie literatury
ź
ródłowej, poradnika dla ucznia i prospektów maszyn dobierz technologie do wytwarzania
nitek teksturowanych do produkcji wyrobów pończoszniczych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
wyszukać w katalogach, prospektach maszyny do teksturowania nitek do wytwarzania
wyrobów pończoszniczych,
2)
zapisać w arkuszu do ćwiczeń rodzaje maszyn i urządzeń do teksturowania nitek na
wyroby pończosznicze,
3)
uzasadnić wybór.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
katalogi i prospekty maszyn,
−
arkusz ćwiczeniowy,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wyjaśnić sposób wytwarzania jedwabiu elastycznego?
2)
wyjaśnić sposób wytwarzania jedwabiu puszystego?
3)
omówić kontrolę jakości i błędy procesu teksturowania?
4)
dokonać podziału próbek na jedwabie puszyste i elastyczne?
5)
dobrać technologie do wytwarzania jedwabiu na wyroby pończosznicze?
6)
dobrać do próbki jedwabiu nazwę handlową?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.3. Obliczenia planu produkcji i odpady produkcyjne
4.3.1. Materiał nauczania
Procesy przędzalnicze charakteryzuje ciągłość. Półprodukty wyprodukowane na jednych
maszynach są przekazywane do maszyn następnych. Ostatnimi maszynami są przędzarki.
Wydajność maszyn wykonujących kolejne operacje nie może być przypadkowa. Muszą one
dawać ilość produktu wystarczającą dla maszyn następnych, lecz nie mogą występować
przypadki gromadzenia półproduktów wyprodukowanych w nadmiarze. Jest to podstawowy
warunek ciągłości produkcji.
Plan produkcyjny przędzalni określa ilość przędzy poszczególnych numerów, jaka ma
być wyprodukowana w pewnym okresie. Odpowiedni do planu produkcyjnego są
opracowywane plany przędzenia i przelotowości. Plan przędzenia ujmuje podstawowe
warunki wytwarzania poszczególnych półproduktów, a plan przelotowości - liczbę jednostek
produkcyjnych (maszyn, wylotów, wrzecion) potrzebnych do zachowania ciągłości produkcji
oraz wyprodukowania wymaganej ilości przędzy.
Przykładowy plan przędzenia
Plan przędzalni zakłada produkowanie 1000 kg przędzy 18,5 tex w ciągu 8 godzin.
W celu określenia liczby jednostek produkcyjnych potrzebnych do wytworzenia takiej
ilości przędzy, należy znać ilość półproduktów w poszczególnych fazach technologicznych.
Przy każdym przejściu wydziela się pewna ilość odpadków. Dlatego też dla każdej
z poprzedzających maszyn należy przewidzieć większą ilość półproduktów w celu
wyrównania strat i otrzymania żądanej ilości przędzy.
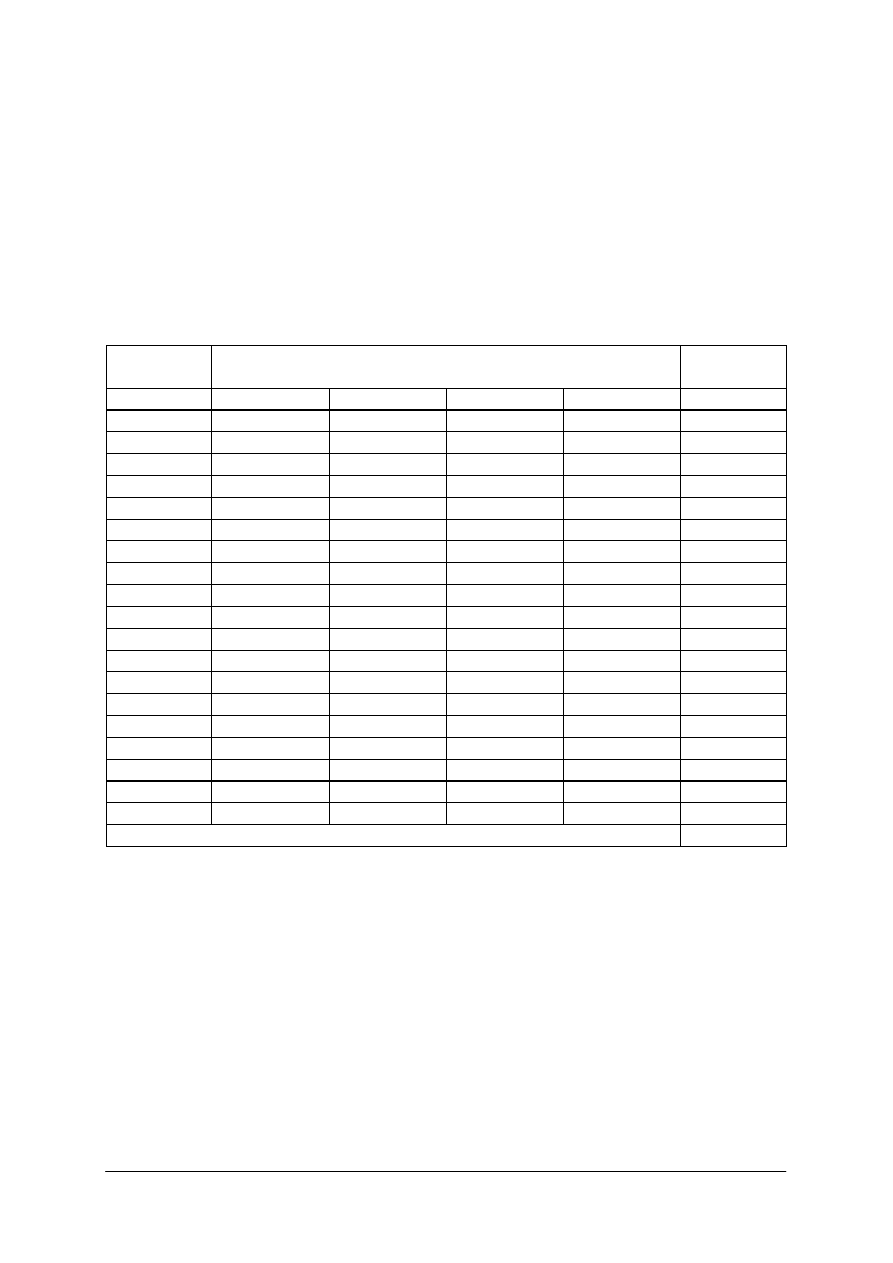
Tabela 2. Ilość produktów potrzebna do produkcji 1000 kg przędzy [6, s. 301]
Produkt
Przewidywany %
odpadków
Wydajność
surowca
w %
Wymagana
produkcja
w kg
Mieszanka
–
100
1170
Zwoje
6,0
94
1100
Taśma ze zgrzeblarek
5,0
89
1042
Taśma z rozciągarek I
0,3
88,7
1038
Taśma z rozciągarek II
0,4
88,3
1033
Niedoprzęd średni
0,8
87,5
1023
Niedoprzęd gruby
0,9
86,6
1012
Przędza
1,1
85,5
1000
Razem
14,5
–
–
W tabeli przyjęto, że ogólna ilość odpadków wynosi 14,5%. W praktyce wydajność
surowca oraz ilość odpadków w poszczególnych przejściach określa się na podstawie
przędzenia niewielkich próbnych partii surowca.
Przyjmując masę mieszanki za 100% przy 6% odpadków ilość zwojów wyniesie 94%.
Uwzględniając wymienioną ilość odpadków w czasie zgrzeblenia – ilość taśmy w stosunku
do ilości mieszanki będzie wynosić 89%. Przy ogólnej ilości odpadków równej 14,5% ilości
przędzy wyniesie 85,5%. Z każdych 100 kg mieszanki otrzyma się 94 kg zwojów, 89 kg
taśmy ze zgrzeblarek, 88,7 kg taśmy z rozciągarek I oraz ostatecznie 85,5 kg przędzy.
Uwzględniając te dane, do wyprodukowania 1000 kg przędzy potrzeba:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
obliczenie ilości mieszanki:
100 kg mieszanki potrzeba do wyprodukowania 85,5 kg przędzy,
x kg mieszanki potrzeba do wyprodukowania 1000 kg przędzy:
x =
5
,
85
1000
100
⋅
=
1170 kg mieszanki
obliczenie ilości zwojów:
94 kg zwojów potrzeba do wyprodukowania 85,5 kg przędzy,
x kg zwojów potrzeba do wyprodukowania 1000 kg przedzy:
x =
5
,
85
1000
94
⋅
=
1100 kg zwojów
obliczenie ilości taśmy:
89 kg taśmy potrzeba do wyprodukowania 85,5 kg przędzy,
x kg taśmy potrzeba do wyprodukowania 1000 kg przędzy:
x =
5
,
85
1000
89
⋅
=
1042 kg taśmy
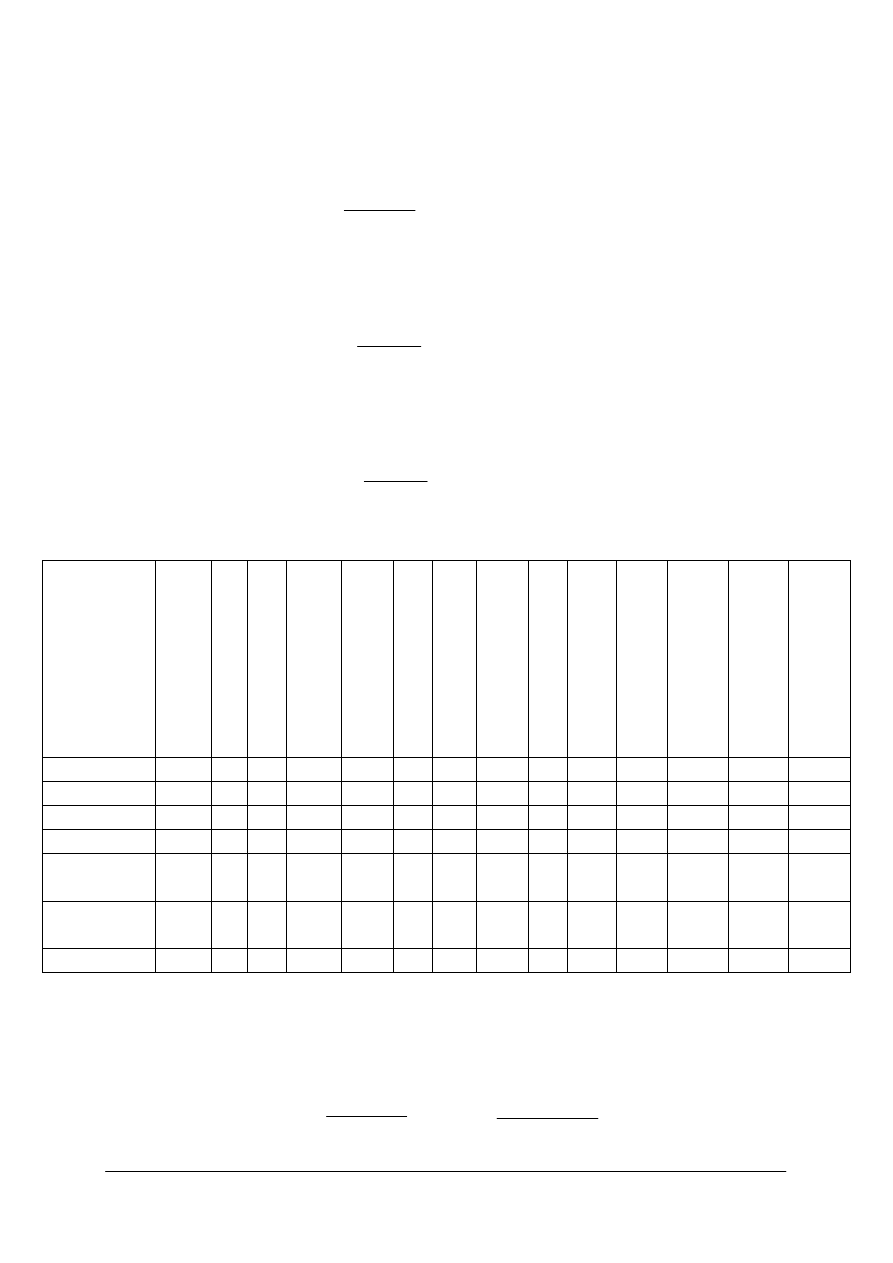
Tabela 3. Plan przelotowości [6, s. 303]
Maszyny
T
t
p
ro
d
u
k
tu
z
as
il
aj
ą
ce
g
o
Ł
ą
cz
en
ie
R
o
zc
ią
g
T
t
p
ro
d
u
k
tu
w
y
jś
ci
o
w
eg
o
P
rę
d
k
o
ść
l
in
io
w
a
w
ał
k
o
w
w
y
d
aj
ą
cy
ch
w
m
/s
P
rę
d
k
o
ść
w
rz
ec
io
n
w
o
b
r/
s
W
sp
ó
łc
zy
n
n
ik
s
k
rę
tu
T
eo
re
t.
P
rę
d
k
o
ść
je
d
n
o
st
k
o
w
a
w
k
g
/h
W
sp
ó
łc
zy
n
n
ik
w
y
d
aj
n
o
śc
i
W
sp
ó
łc
zy
n
n
ik
p
o
st
o
jó
w
O
g
ó
ln
y
w
sp
.
W
y
k
o
rz
y
st
an
ia
m
as
zy
n
P
ra
k
ty
cz
n
a
p
ro
d
.
Je
d
n
o
st
k
o
w
a
w
k
g
n
a
8
g
o
d
zi
n
W
y
m
ag
an
a
p
ro
d
u
k
cj
a
w
k
g
n
a8
g
o
d
zi
n
L
ic
zb
a
p
o
tr
ze
b
n
y
ch
je
d
n
o
st
ek
p
ro
d
u
k
cy
jn
y
ch
Trzeparka
–
–
–
370000 0,133
–
–
1414
0,89
0,95
0,846
1196
1100
1
Zgrzeblarka
370000
1
111
3340
0,305
–
–
29,3
0,88
0,95
0,836
24,5
1044
43
Rozciągarka I
3340
6
6
3340
0,500
–
–
48,0
0,80
0,98
0,784
37,6
1038
28
Rozciągarka II
3340
6
6
3340
0,500
–
–
48,0
0,89
0,98
0,784
37,6
1033
28
Niedoprzędzarka
gruba
3340
1
4,8
695
–
10,0 28,0
5,95
0,75
0,97
0,278
4,35
103
235
Niedoprzędzarka
ś
rednia
695
2
5,51
270
–
13,2 33,0
1,62
0,80
0,97
0,776
1,26
1012
804
Przędzarka
270
1
14,6
18,5
–
153 110,0 0,101 0,85
0,96
0,816
0,082
1000
12120
W przypadku podanym w tabeli przyjęto jednoprocesowy system trzepania, zgrzeblenie,
przerób taśm na dwóch rozciągarkach i przerób niedoprzędu średniego przy podwyższonym
rozciągu na przędzę 18,5 tex. Na podstawie tych danych można obliczyć wydajność
teoretyczną (bez uwzględnienia wsp. wydajności):
P
t
=
1000
1000
3600
⋅
⋅
⋅
Tt
v
lub P
t =
T
Tt
n
w
⋅
⋅
⋅
⋅
1000
1000
3600
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
P
t
– wydajność teoretyczna w kg/h na jednostkę produkcyjną,
v – prędkość w m/s wałków wydających,
n
w
– prędkość obrotowa wrzeciona na sekundę,
Tt – tex produktu,
T – liczba skrętów na 1 m.
Odpady produkcyjne
Odpadki powstające w czasie procesów przędzalniczych można podzielić na:
−
zwrotne,
−
użytkowe,
−
nieprzędne,
−
straty nieuchwytne.
Stosunek ilości przędzy do zużytego surowca wyrażony w procentach jest nazywany
wydajnością surowca, czyli wydajność surowca jest to ilość przędzy wyrażona w kg,
otrzymana za 100 kg surowca. Resztę stanowią odpadki. Na ilość powstających odpadków
mają wpływ czynniki:
−
jakość – stopień zanieczyszczenia surowca,
−
przebieg procesów technologicznych,
−
organizacja pracy.
Podczas przerobu bawełny średnich gatunków może wystąpić następująca ilość
odpadków:
−
z targarek, zasilarek, rozluźniarek i trzeparek
2,4–5,2%,
−
ze zgrzeblarek
5,0–10,3%,
−
inne odpadki
1,4–1,5%,
−
straty nieuchwytne
0,2–0,4%.
Razem
9,0–17,4%
W normalnych warunkach wydajność surowca waha się w granicach 82–91% (dotyczy to
procesu zgrzeblenia). Na czesarkach (oprócz wyczesków) powstaje jeszcze ok. 0,5% puchu i
zmiotków.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jaki jest sposób sporządzania planu przędzenia?
2.
Jak oblicza się na podstawie planu przędzenia wydajność trzeparki?
3.
Jak oblicza się na podstawie planu przędzenia wydajność zgrzeblarki?
4.
Jak oblicza się na podstawie planu przędzenia wydajność rozciągarki?
5.
Jak oblicza się na podstawie planu przędzenia wydajność niedoprzędzarki?
6.
Jak oblicza się na podstawie planu przędzenia wydajność przędzarki?
7.
Jakie są rodzaje odpadków użytkowych i zwrotnych?
8.
Jak oblicza się wydajność surowca?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
4.2.3. Ćwiczenia
Ć
wiczenie 1
Na podstawie tabeli umieszczonej w poradniku dla ucznia opracuj plan produkcyjny
przędzalni. W planie założono wyprodukowanie 1000 kg przędzy o grubości 20 tex w ciągu
8 godzin. Przyjęto, że ogólna ilość odpadków wynosi 15,4%, w tym przy przerobie zwojów
6,5%, taśmy ze zgrzeblarek 5,5%,taśmy z rozciągarek I 0,3%,taśmy z rozciągarek II 0,4%,
niedoprzędu średniego 0,8%, niedoprzędu grubego 0,9% i przędzy 1%.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w poradniku dla ucznia informacje dotyczące konstrukcji planu przędzenia,
2)
wymienić w arkuszu do ćwiczeń wskaźniki, jakie powinny być wyznaczane dla planu
przędzenia,
3)
obliczyć ilość mieszanki, zwojów, taśmy , niedoprzędu potrzebnych do wyprodukowania
1000 kg przędzy,
4)
zapisać obliczenia w arkuszu do ćwiczeń.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
kalkulator,
−
arkusz ćwiczeniowy,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 2
Oblicz wydajność teoretyczną dla trzeparki korzystając z tabeli przędzenia i przelotowości
załączonych w poradniku dla ucznia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w poradniku dla ucznia informacje dotyczące planu przędzenia i przelotowości,
2)
znaleźć wzór do obliczania wydajności teoretycznej maszyny,
3)
odszukać w tabeli odpowiednie wartości do obliczenia wydajności trzeparki i podstawić
do wzoru,
4)
zapisać obliczenia w arkuszu do ćwiczeń.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
kalkulator,
−
arkusz ćwiczeniowy,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 3
Oblicz wydajność teoretyczną dla zgrzeblarki, korzystając z tabeli przędzenia i przelotowości
załączonych w poradniku dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w poradniku dla ucznia informacje dotyczące planu przędzenia i przelotowości,
2)
znaleźć wzór do obliczania wydajności teoretycznej maszyny,
3)
odszukać w tabeli odpowiednie wartości do obliczenia wydajności zgrzeblarki i podstawić do
wzoru,
4)
zapisać obliczenia w arkuszu do ćwiczeń.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
kalkulator,
−
arkusz ćwiczeniowy,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 4
Oblicz wydajność teoretyczną dla rozciągarki I lub II korzystając z tabeli przędzenia
i przelotowości załączonych w poradniku dla ucznia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w poradniku dla ucznia informacje dotyczące planu przędzenia i przelotowości,
2)
znaleźć wzór do obliczania wydajności teoretycznej maszyny,
3)
odszukać w tabeli odpowiednie wartości do obliczenia wydajności rozciągarki i podstawić do
wzoru,
4)
zapisać obliczenia w arkuszu do ćwiczeń.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
kalkulator,
−
arkusz ćwiczeniowy,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 5
Oblicz wydajność teoretyczną dla niedoprzędzarki średniej korzystając z tabeli
przędzenia i przelotowości załączonych w poradniku dla ucznia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w poradniku dla ucznia informacje dotyczące planu przędzenia i przelotowości,
2)
znaleźć wzór do obliczania wydajności teoretycznej maszyny,
3)
odszukać w tabeli odpowiednie wartości do obliczenia wydajności niedoprzędzarki
ś
redniej i podstawić do wzoru,
4)
zapisać obliczenia w arkuszu do ćwiczeń.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
kalkulator,
−
arkusz ćwiczeniowy,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 6
Oblicz wydajność teoretyczną dla przędzarki w ciągu 8 godzin korzystając z tabeli
przędzenia i przelotowości załączonych w poradniku dla ucznia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w poradniku dla ucznia informacje dotyczące planu przędzenia i przelotowości,
2)
znaleźć wzór do obliczania wydajności teoretycznej maszyny,
3)
odszukać w tabeli odpowiednie wartości do obliczenia wydajności przędzarki i podstawić
do wzoru,
4)
uwzględnić czas pracy maszyny – 8 godzin,
5)
zapisać obliczenia w arkuszu do ćwiczeń.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
kalkulator,
−
arkusz ćwiczeniowy,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 7
Opisz rodzaje odpadków użytkowych i zwrotnych powstałych w czasie procesów
przędzalniczych. Określ odpadki nieprzędne i odpadki lub straty nieuchwytne.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w poradniku dla ucznia informacje dotyczące odpadków produkcyjnych,
2)
zapisać w arkuszu do ćwiczeń rodzaje odpadków użytkowych i zwrotnych powstających
w procesach przędzalniczych,
3)
zapisać w arkuszu do ćwiczeń definicję odpadków nieprzędnych i nieuchwytnych.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
arkusz ćwiczeniowy,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 8
Oblicz wydajność surowca (bawełna średnich gatunków w procesie zgrzebnym), jeżeli
ilość odpadków z poszczególnych maszyn wynosi:
−
z targarek, zasilarek, rozluźniarek i trzeparek 4,5%,
−
ze zgrzeblarek
8,5%,
−
inne odpadki
1,4%,
−
straty nieuchwytne
0,3%.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w poradniku dla ucznia informacje dotyczące wydajności surowca,
2)
obliczyć łączną ilość odpadków w procesie przędzenia,
3)
obliczyć wydajność surowca,
4)
dokonać analizy otrzymanych wyników.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
arkusz ćwiczeniowy,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wykonać plan przędzenia?
2)
obliczyć wydajność trzeparki?
3)
obliczyć wydajność zgrzeblarki?
4)
obliczyć wydajność rozciągarki?
5)
obliczyć wydajność niedoprzędzarki?
6)
obliczyć wydajność przędzarki?
7)
dokonać podziału odpadków w procesach przędzalniczych?
8)
obliczyć wydajność surowca?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
Przeczytaj uważnie instrukcję.
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Test zawiera 20 zadań. Do każdego dołączone są cztery odpowiedzi, z których tylko
jedna jest prawidłowa.
5.
Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając znak X w odpowiedniej
rubryce. Jeśli się pomylisz i chcesz poprawić odpowiedź, zaznacz błędną odpowiedź
kółkiem i ponownie zakreśl odpowiedź prawidłową.
6.
Zadania, które wymagają prostych obliczeń wykonaj przed zaznaczeniem odpowiedzi.
7.
Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8.
Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
9.
Na rozwiązanie testu masz 45 min.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Celem procesu przewijania jest
a)
otrzymanie nawoju przędzy odpowiedniego kształtu.
b)
przewinięcie przędzy na kopki przędzalnicze.
c)
dodatkowe skręcenie przędzy.
d)
złączenie kilku przędz.
2.
Na rysunku pokazany jest nawój
a)
cylindryczny równoległy.
b)
cylindryczny krzyżowy.
c)
stożkowy.
d)
stożkowo-krzyżowy.
3.
Do odwijania przędzy z motków lub nawojów w przewijarce służy
a)
oczyszczacz przędzy.
b)
urządzenie nawojowe.
c)
prowadniki i naprężacze.
d)
urządzenie natykowe.
4.
Tworzenie poszczególnych warstw nawoju w łączniarce odbywa się wskutek
a)
ruchu postępowego wodzika.
b)
działania oczyszczaczy szczelinowych.
c)
działania systemu prowadników i naprężaczy.
d)
działania urządzenia natykowego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
5.
Końce nitek węzła podczas zrywu nitki na przewijarce powinny mieć długość
a)
1–5 mm.
b)
5–8 mm.
c)
8–12 mm.
d)
12–15 mm.
6.
Splatane zwoje przędzy podczas przewijania powstają, gdy
a)
wodziki, prowadniki i naprężacze nie są oczyszczone.
b)
przewijaczka nie wiąże zerwanej nitki.
c)
zerwana nitka przeniesie się na sąsiednią nitkę.
d)
wrzeciona natykowe są ustawione nieprawidłowo.
7.
Na rysunku pokazana jest przędza nitkowana, która składa się z
a)
4 przędz pojedynczych.
b)
2 przędz pojedynczych.
c)
6 przędz pojedynczych.
d)
1 przędzy pojedynczej.
8.
Przędzę pojedynczą 50 tex skręcono poczwórnie. Otrzymana przędza nitkowana ma
oznaczenie
a)
Tt 50.
b)
Tt 50/2.
c)
Tt 50/4.
d)
Tt 50/1.
9.
Na rysunku pokazana jest przędza fantazyjna
a)
płomykowa.
b)
pętelkowa.
c)
szenilowa.
d)
krepowa.
10.
W przędzy fantazyjnej płomykowej efekt zgrubienia uzyskano poprzez
a)
okręcenie przędzy odcinkami innej przędzy.
b)
okręcenie przędzy odcinkami niedoprzędu.
c)
skręcania dwóch różnokolorowych nitek.
d)
skręcania różnokolorowych włókien.
11.
Nitka teksturowana elastyczna powstaje w wyniku
a)
medody dziania – prucia.
b)
metody zgniatania.
c)
metody fałszywego skrętu.
d)
metody pętlenia.
12.
Nitka teksturowana elastyczna wyróżnia się wydłużeniem
a)
100%.
b)
300%.
c)
500%.
d)
700%.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
13.
Elastil to nazwa handlowa nitki teksturowanej z włókien
a)
poliamidowych.
b)
poliakrylonitrylowych.
c)
poliestrowych.
d)
poliuretanowych.
14.
W wyniku procesu teksturowania nitki syntetyczne są bardziej
a)
Wytrzymałe na rozciaganie.
b)
odporne na środki chemiczne.
c)
odporne na promienie słoneczne.
d)
puszyste i grube.
15.
Zapis 20 tex oznacza, że
a)
1 km nitki waży 2 g.
b)
1 km nitki waży 20 g.
c)
1 m nitki waży 20 g.
d)
20 km nitki waży 1 g.
16.
Największą grubość spośród podanych poniżej ma przędza
a)
5 tex.
b)
1000 tex.
c)
2 ktex.
d)
10 tex.
17.
Odpadki nieprzędne są to
a)
odpadki powstałe przy zmiataniu podłóg.
b)
kurz z wałków czyszczących.
c)
odpadki wydzielane przez targarki bel.
d)
odpadki wydzielane przez zgrzeblarki.
18.
Podczas przerobu bawełny średnich gatunków powstają odpadki przy przerobie na
zgrzeblarce. Ich ilość waha się w granicach
a)
1–5%.
b)
5–10%.
c)
10–15%.
d)
15–20%.
19.
Łączna wydajność surowca w normalnych warunkach waha się w granicach
a)
7–75%.
b)
76–81%.
c)
82–91%.
d)
92–95%.
20.
Na rysunku przedstawiono metodę wytwarzania jedwabiu teksturowanego
a)
fałszywego skrętu.
b)
zgniatania.
c)
dziania – prucia.
d)
pętlenia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
KARTA ODPOWIEDZI
Imię i nazwisko.............................................................................................................................
Modyfikowanie nitek
Zakreśl poprawną odpowiedź, wpisz brakujące części zdania lub wykonaj rysunek.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
6.
LITERATURA
1.
Chylewska B., Jackowski T., Kołaciński T., Malinowski M.: Technologia przędzy
i włóknin. Wydawnictwa Naukowo-Techniczne, Warszawa 1979
2.
Jabłoński W., Jackowski T.: Technologia przędzalnictwa bawełny. Wydawnictwo
Naukowo-Techniczne, Warszawa 1982
3.
Jabłoński W., Jackowski T.: Bezwrzecionowe systemy przędzenia. Wydawnictwa
Naukowo-Techniczne, Warszawa 1983
4.
Kamieński R., Janke M.: Przędzalnictwo wełny. WSiP Warszawa1983
5.
Kupczyński Cz., Sikora B.: Przędzalnictwo czesankowe. WSiP, Wrocław 1986
6.
Malinowski M.: Przędzalnictwo bawełny dla ZSZ, WSiP, Wrocław 1975
7.
Stowarzyszenie Włókienników Polskich Przegląd Włókienniczy, Łódź 1976
8.
Praca zbiorowa: Materiałoznawstwo włókiennicze dla technikum, WSiP Warszawa 1988
9.
Semek P.: Materiałoznawstwo. Podręcznik dla szkół zasadniczych, WSiP Warszawa 1999
Wyszukiwarka
Podobne podstrony:
operator maszyn w przemysle wlokienniczym 826[01] z1 04 u
operator maszyn w przemysle wlokienniczym 826[01] z1 04 n
operator maszyn w przemysle wlokienniczym 826[01] z1 04 n
operator maszyn w przemysle wlokienniczym 826[01] z2 04 u
operator maszyn w przemysle wlokienniczym 826[01] z1 02 n
operator maszyn w przemysle wlokienniczym 826[01] z1 03 n
operator maszyn w przemysle wlokienniczym 826[01] z1 01 u
operator maszyn w przemysle wlokienniczym 826[01] z1 03 u
operator maszyn w przemysle wlokienniczym 826[01] z2 04 n
operator maszyn w przemysle wlokienniczym 826[01] z1 01 n
operator maszyn w przemysle wlokienniczym 826[01] z2 04 n
operator maszyn w przemysle wlokienniczym 826[01] z1 01 u
operator maszyn w przemysle wlokienniczym 826[01] z1 01 n
operator maszyn w przemysle wlokienniczym 826[01] z1 03 n
operator maszyn w przemysle wlokienniczym 826[01] z1 02 n
operator maszyn w przemysle wlokienniczym 826[01] z2 04 u
więcej podobnych podstron