„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Wojciech Pilc
Zastosowanie maszyn i urządzeń 825[01].O1.05
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Adam Kanas
mgr inż. Bogdan Kostecki
Opracowanie redakcyjne:
mgr Elżbieta Gonciarz
Konsultacja:
mgr Małgorzata Sienna
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 825[01].O1.05,
„Zastosowanie maszyn i urządzeń”, zawartego w modułowym programie nauczania dla
zawodu drukarz.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
5
3.
Cele kształcenia
6
4.
Materiał nauczania
7
4.1. Zastosowanie maszyn i urządzeń elektrycznych oraz elektronicznych
7
4.1.1.Materiał nauczania
7
4.1.2. Pytania sprawdzające
27
4.1.3. Ćwiczenia
27
4.1.4. Sprawdzian postępów
29
4.2. Podstawy konstrukcji maszyn i urządzeń mechanicznych
30
4.2.1.Materiał nauczania
30
4.2.2. Pytania sprawdzające
51
4.2.3. Ćwiczenia
52
4.2.4. Sprawdzian postępów
53
5.
Sprawdzian osiągnięć ucznia
55
6. Literatura
60

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten będzie Ci pomocny w przyswajaniu wiedzy i kształtowaniu umiejętności
z zakresu stosowania maszyn oraz urządzeń elektrycznych oraz mechanicznych. Wiadomości
i umiejętności z tej dziedziny zostały określone w programie jednostki modułowej
825[01].O1.05 „Zastosowanie maszyn i urządzeń”. Jest to jednostka modułowa zawarta
w module „Podstawy poligrafii” (schemat układu jednostek modułowych przedstawiony jest
na stronie 4 tego poradnika).
Tak jak każda jednostka modułowa, również i ta ma ściśle określone cele kształcenia,
materiał nauczania oraz wskazania metodyczne do realizacji programu.
W poradniku znajdziesz:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
−
materiał nauczania – wiadomości teoretyczne niezbędne do osiągnięcia założonych celów
kształcenia i opanowania umiejętności zawartych w jednostce modułowej,
−
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
−
ć
wiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−
sprawdzian postępów,
−
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
−
literaturę uzupełniającą.
Treść programu jednostki modułowej zawiera podstawowe zagadnienia związane
z zastosowaniem elementów maszyn i urządzeń. Elementy i układy takie są podstawą
konstrukcji maszyn drukujących, introligatorskich oraz wszelkich innych spotykanych
w poligrafii. W szczególności omówiono elementy obwodów i maszyn elektrycznych,
podstawowe elementy i układy elektroniczne, a także elementy, materiały i technologie
stosowane przy konstrukcji urządzeń mechanicznych. Dodatkowo omówiono zasady
użytkowania, konserwacji i bhp stosowane przy obsłudze maszyn i urządzeń elektrycznych
oraz mechanicznych.
Jednostka modułowa 825[01].O1.05 „Zastosowanie maszyn i urządzeń” została
podzielona na dwa rozdziały. Najwięcej miejsca zajmują zagadnienia dotyczące:
–
zastosowanie maszyn i urządzeń elektrycznych oraz elektronicznych,
–
podstawy konstrukcji maszyn i urządzeń mechanicznych.
Przed przystąpieniem do realizacji ćwiczeń, odpowiedz na pytania sprawdzające, które są
zamieszczone w każdym rozdziale, po materiale nauczania. Udzielone odpowiedzi pozwolą
Ci sprawdzić, czy jesteś dobrze przygotowany do wykonywania zadań.
Po zakończeniu realizacji programu tej jednostki modułowej nauczyciel sprawdzi Twoje
wiadomości i umiejętności za pomocą testu pisemnego. Abyś miał możliwość dokonania
ewaluacji swoich działań, rozwiąż przykładowy test sumujący zamieszczony na końcu
poniższego poradnika.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
825[01].O1.01
Przestrzeganie przepisów
bezpieczeństwa i higieny pracy,
ochrony przeciwpożarowej oraz
ochrony środowiska
825[01].O1
Podstawy poligrafii
825[01].O1.02
Charakteryzowanie procesów
poligraficznych i technik
drukowania
825[01].O1.03
Stosowanie materiałów
poligraficznych
825[01].O1.04
Posługiwanie się dokumentacją
techniczna i technologiczną
825[01].O1.05
Zastosowanie maszyn
i urządzeń

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu nauczania jednostki modułowej, powinieneś umieć:
−
zidentyfikować czynniki niebezpieczne i szkodliwe występujące w pracy oraz określić
sposoby ich ograniczenia i eliminacji,
−
ocenić zagrożenia wynikające z niewłaściwego użytkowania urządzeń elektrycznych,
−
zastosować procedury postępowania w przypadku zaistnienia pożaru, zgodnie z instrukcją
przeciwpożarową,
−
scharakteryzować rodzaje i zasady wykonywania rysunków technicznych,
−
scharakteryzować rysunki szkicowe, techniczne, schematyczne i konstrukcyjne,
−
określić zasady tolerancji w rysunku technicznym,
−
rozróżnić na rysunku technicznym podstawowe zespoły i części maszyn,
−
sporządzić rysunki przekrojów prostych części maszyn i urządzeń,
−
posłużyć się dokumentacją techniczno-ruchową, dokumentacją konstrukcyjną maszyn
i urządzeń,
−
posłużyć się literaturą techniczną, katalogiem części zamiennych, katalogami wyrobów,
−
zinterpretować dane zawarte w karcie technologicznej,
−
zastosować zasady współpracy w zespole,
−
zastosować przepisy ochrony środowiska,
−
skorzystać z PN, literatury technicznej i innych źródeł informacji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3.
CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej, powinieneś umieć:
–
zidentyfikować materiały przewodzące i izolacyjne,
–
zmierzyć podstawowe wielkości elektryczne w obwodach prądu stałego i zmiennego,
–
rozróżnić na schematach elementy obwodów elektrycznych,
–
porównać źródła światła pod względem poboru mocy i natężenia oświetlenia,
–
odczytać parametry odbiornika elektrycznego z tabliczki znamionowej,
–
rozpoznać rodzaj silnika indukcyjnego na podstawie danych z tabliczki znamionowej,
–
rozpoznać gniazdka i wtyczki instalacji jednofazowej i trójfazowej,
–
rozróżnić poszczególne elementy instalacji elektrycznej, sprzętu instalacyjnego,
zabezpieczeń przeciwporażeniowych,
–
rozróżnić elementy elektroniczne na podstawie wyglądu i symboli graficznych,
–
odczytać parametry elementów elektronicznych z katalogu,
–
określić funkcje elementów elektronicznych w obwodach elektrycznych,
–
dokonać analizy schematu blokowego automatycznego sterowania i automatycznej
regulacji,
–
scharakteryzować obciążenia elementów konstrukcyjnych: rozciąganie i ściskanie,
ś
cinanie, zginanie, skręcanie oraz wytrzymałość zmęczeniową,
–
rozpoznać na podstawie oznaczenia rodzaj materiału konstrukcyjnego części maszyn,
–
rozpoznać i scharakteryzować połączenia rozłączne i nierozłączne stosowane
w maszynach i urządzeniach,
–
wyjaśnić działanie łożysk, osi, wałów, sprzęgieł, hamulców i przekładni oraz określić ich
zastosowanie,
–
rozpoznać na podstawie PN skład chemiczny, znakowanie i zastosowanie stopów żelaza,
–
obliczyć tolerancje, wymiary graniczne luzów i tolerancje pasowania dla pasowań
ruchowych, mieszanych i spoczynkowych,
–
rozpoznać i scharakteryzować połączenia rozłączne i nierozłączne stosowane
w maszynach i urządzeniach,
–
określić rolę zabezpieczeń stosowanych w maszynach i urządzeniach,
–
określić zasady użytkowania oraz bieżącej konserwacji maszyn i urządzeń,
–
zastosować przepisy bezpieczeństwa i higieny pracy oraz ochrony przeciwpożarowej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Zastosowanie maszyn i urządzeń elektrycznych
oraz elektronicznych
4.1.1. Materiał nauczania
Materiały przewodzące i izolacyjne
Materiały stosowane w elektrotechnice do budowy maszyn i urządzeń, zwane
materiałami elektrotechnicznymi, mają ogromny wpływ na wydajność procesów
technologicznych, poziom techniczny wytwarzanych maszyn oraz ich nowoczesność
i niezawodność. Efektywność projektowania i produkcji maszyn zależy od bogactwa
asortymentu materiałów, uniwersalności ich stosowania oraz od łatwości ich przetwarzania.
Podział materiałów elektrotechnicznych wynika z funkcji, jakie spełniają w maszynie
czy urządzeniu elektrycznym. Zgodnie z tym kryterium rozróżniamy:
−
materiały przewodzące (materiały obwodu elektrycznego),
−
materiały magnetyczne,
−
materiały elektroizolacyjne,
−
materiały konstrukcyjne.
Podział materiałów ze względu na wartość konduktywności (rezystywności):
−
przewodniki,
−
półprzewodniki,
−
dielektryki (izolatory).
Konduktywność
γ
jest wielkością określającą własności przewodzące danego materiału;
jej odwrotność nosi nazwę rezystywności ρ. Jednostką konduktywności jest 1/
Ω·m
(w praktyce używa się jednostki: m/
Ω·mm
2
= 10
6
S/m), zaś jednostką rezystywności jest
Ω·m
(w praktyce stosuje się jednostkę
Ω·mm
2
/m = 10
-6
Ω·m).
Materiały stosowane jako przewodniki mają dużą konduktywność, a najlepsze własności
przewodzące w temperaturze pokojowej wykazują metale czyste. Materiały o bardzo małej
konduktywności, a więc o bardzo dużej rezystywności należą do grupy nieprzewodników,
czyli izolatorów. Pośrednie miejsce między przewodnikami a dielektrykami ze względu na
zdolność przewodzenia zajmują półprzewodniki.
Podział materiałów ze względu na właściwości magnetyczne:
−
diamagnetyczne,
−
paramagnetyczne,
−
ferromagnetyczne.
Własności magnetyczne środowiska określa wielkość zwana przenikalnością
magnetyczną µ. Przenikalność magnetyczna jest to wielkość określającą zdolność danego
materiału (ośrodka) do zmiany wektora indukcji magnetycznej pod wpływem wektora
natężenia pola magnetycznego, przy czym: µ = µ
0
·µ
r,
gdzie:
µ
0
– przenikalność magnetyczna próżni, µ
0
= 4
π·10
-7
H/m,
µ
r
– przenikalność magnetyczna względna środowiska (wielkość bezwymiarowa) – mówi
nam, ile razy przenikalność danego środowiska jest większa od przenikalności magnetycznej
próżni. Przenikalność magnetyczna względna materiałów diamagnetycznych (kwarc, srebro,
bizmut, miedź) jest mniejsza od jedności (µ
r
<
1), zaś przenikalność magnetyczna względna µ
r
materiałów paramagnetycznych (platyna, aluminium) jest większa od jedności (µ
r
>
1).
Henr (H) – jednostka indukcyjności oraz przewodności magnetycznej w układzie SI
(jednostka pochodna układu SI).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Dla obu grup materiałów przenikalność magnetyczna nie zależy od natężenia pola
magnetycznego. Natężenie pola magnetycznego to wielkość wektorowa charakteryzująca pole
magnetyczne, w ogólnym przypadku określana z użyciem prawa Ampera. Przenikalność
magnetyczna względna materiałów ferromagnetycznych z kolei (żelazo, kobalt, nikiel) jest
wielokrotnie (setki i tysiące razy) większa od jedności (µ
r
»
1) i w odróżnieniu od
przenikalności wymienionych wcześniej grup materiałów nie jest stała, lecz zależy od
natężenia pola magnetycznego.
Pomiary podstawowych wielkości elektrycznych
Podczas badania, instalowania, konserwacji i napraw urządzeń elektrycznych
przeprowadzane są pomiary, próby i testy. Pomiar jest to porównanie wartości badanej
wielkości fizycznej z wartością przyjętą za jednostkę miary. W pomiarach elektrycznych
bardzo popularne są mierniki analogowe (wskazówkowe). W przyrządach pomiarowych
wskazówkowych następuje zamiana doprowadzonej do miernika energii elektrycznej na
energię mechaniczną organu ruchomego. Energia elektryczna jest pobierana z badanego
układu. Podstawowym elementem mierników jest przetwornik, czyli urządzenie dokonujące
przekształcenia danej wielkości na inną wielkość według określonej zależności i z pewną
dokładnością W zależności od rodzaju przetwornika elektromechanicznego można wyróżnić
mierniki o ustroju:
−
magnetoelektrycznym,
−
elektromagnetycznym,
−
elektrodynamicznym,
−
ferrodynamicznym,
−
ilorazowym,
−
indukcyjnym.
W miernikach wskazówkowych do ograniczenia zakresu i czasu wahań wskazówki służą
tłumiki magnetyczne lub powietrzne.
Mierniki cyfrowe nie posiadają przetwornika elektromechanicznego. Sygnał zmienny
doprowadzony do miernika jest zamieniany przez specjalny przetwornik analogowo-
analogowy (a/a) na sygnał stały, a ten podawany jest na przetwornik analogowo-cyfrowy
(a/c). Wynik pomiaru wielkości fizycznej jest przedstawiany w postaci cyfrowej na
wyświetlaczu. Mierniki cyfrowe mogą być przeznaczone do pomiaru jednej wielkości
fizycznej, np. napięcia, a także do pomiaru kilku wielkości, np.: napięcia, prądu stałego
i zmiennego, rezystancji, pojemności, częstotliwości, temperatury.
Miernik wielofunkcyjny nazywamy multimetrem.
Pomiary w obwodach prądu stałego
Pomiar napięcia
Jest wykonywany bezpośrednio za pomocą woltomierza włączonego równolegle do
elementu obwodu, na którym mierzymy napięcie. Przy pomiarze napięcia stałego należy:
−
wybrać woltomierz o odpowiednim ustroju lub w multimetrze wybrać V i przełącznik
wyboru rodzaju prądu ustawić na DC,
−
przy pomiarze miernikiem jednozakresowym oszacować wielkość napięcia i użyć
miernika o odpowiednim zakresie; przy mierniku o przełączalnych zakresach bezpiecznie
jest wybrać największy zakres,
−
wyłączyć zasilanie obwodu,
−
przyłączyć przewody pomiarowe do miernika, a następnie do punktów pomiarowych
obwodu,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
−
załączyć napięcie i wykonać pomiary,
−
wyłączyć zasilanie, odłączyć przewody pomiarowe z woltomierzem od badanego
odbiornika.
Woltomierz do obwodu należy włączać w stanie beznapięciowym. Jeżeli konieczne jest
wykonanie pomiaru napięcia bez możliwości odłączenia zasilania należy najpierw przyłączyć
przewody pomiarowe do miernika, a następnie ich końce w bezpieczny sposób dołączyć do
dwóch punktów układu pomiarowego. Podczas wykonywania tych czynności musi być
zapewniona obecność drugiej osoby.
Ważnym parametrem woltomierza jest jego rezystancja wewnętrzna (opór wewnetrzny).
Powinna być bardzo duża, aby woltomierz pobierał z układu jak najmniejszy prąd.
Producenci podają wartość pobieranego przez woltomierz prądu lub (najczęściej) wartość
rezystancji wewnętrznej przypadającej na 1 wolt zakresu pomiarowego. Rezystancja
wewnętrzna woltomierzy magnetoelektrycznych, w zależności od ich zakresu wynosi od
kilkuset omów do kilkudziesięciu kiloomów na 1V zakresu. Rezystancja wewnętrzna
mierników elektronicznych jest znacznie większa, nawet rzędu 1000 MΩ.
Pomiar natężenia prądu stałego
Jest wykonywany bezpośrednio za pomocą amperomierza włączonego szeregowo
z odbiornikiem. Przy pomiarze prądu stałego należy:
−
wybrać amperomierz o odpowiednim ustroju lub w multimetrze wybrać A i przełącznik
wyboru rodzaju prądu ustawić na DC,
−
przy pomiarze miernikiem jednozakresowym oszacować wartość prądu i użyć miernika
o odpowiednim zakresie; przy mierniku o przełączalnych zakresach bezpiecznie jest
wybrać największy zakres,
−
wyłączyć zasilanie obwodu,
−
przerwać obwód w miejscu pomiaru i włączyć amperomierz,
−
załączyć napięcie i wykonać pomiary,
−
wyłączyć zasilanie, odłączyć amperomierz, jeżeli odbiornik dalej ma pracować połączyć
obwód w miejscu przerwania i ponownie załączyć zasilanie.
Ważnym parametrem amperomierza jest jego rezystancja wewnętrzna. Powinna być
bardzo mała, aby spadek napięcia na amperomierzu był jak najmniejszy, a amperomierz nie
ograniczał prądu płynącego przez odbiornik. Przez ustrój pomiarowy amperomierza może
płynąć niewielki prąd. Aby wykonać pomiar prądu o większej wartości, należy rozszerzyć
zakres pomiarowy amperomierza.
Pomiar mocy odbiorników prądu stałego
Moc odbiornika jest iloczynem napięcia na odbiorniku i natężenia prądu płynącego przez
ten odbiornik. Pośrednio moc można zmierzyć za pomocą woltomierza i amperomierza
w takich samych układach jak pomiar rezystancji, a następnie wyznaczyć ją z odpowiedniej
zależności.
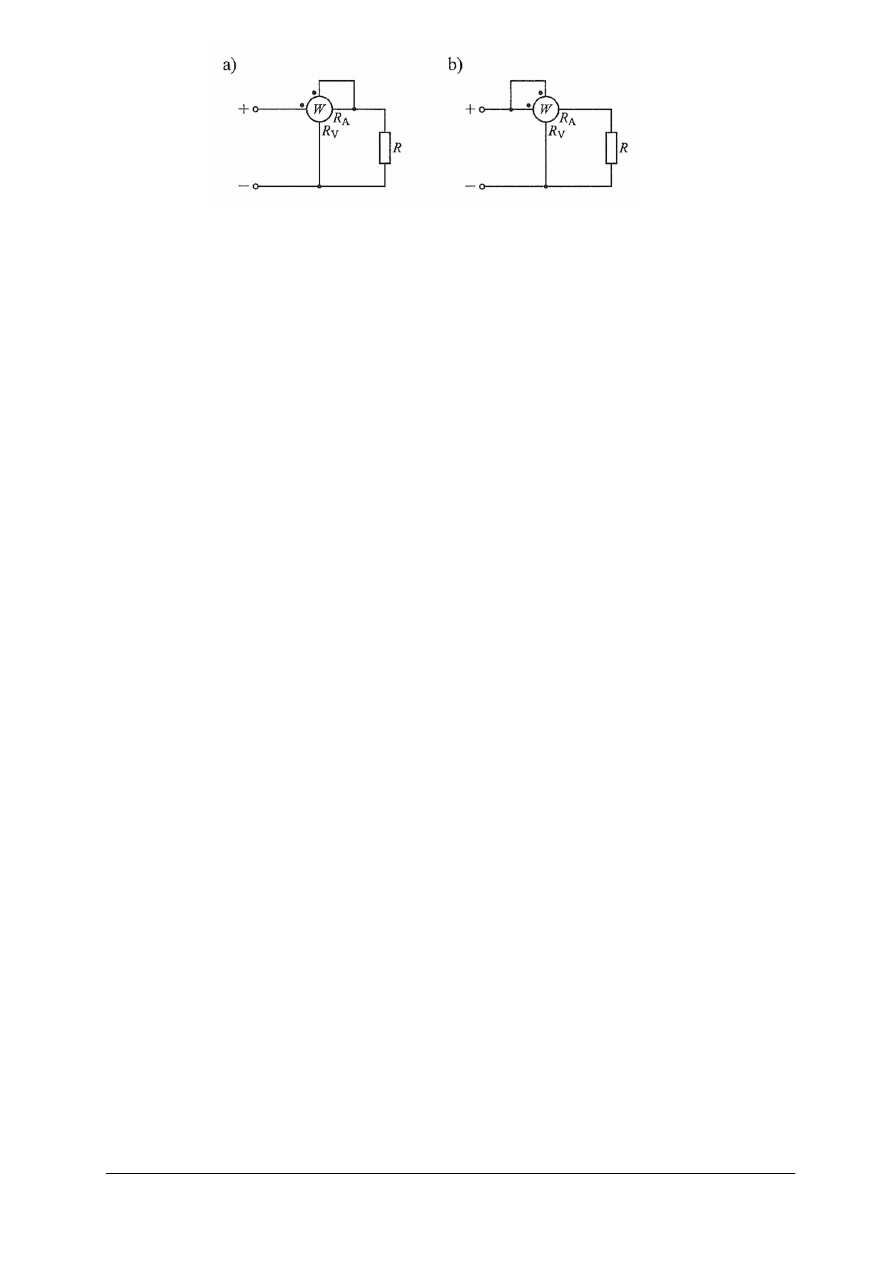
Watomierz elektrodynamiczny jest przyrządem przeznaczonym do pomiaru mocy
czynnej. Ma on dwie cewki: nieruchomą cewkę prądową, o małej rezystancji i ruchomą
cewkę napięciową, o dużej rezystancji. Cewkę prądową włącza się do układu poprzez zaciski
prądowe, szeregowo z obciążeniem. Cewkę napięciową – poprzez zaciski napięciowe,
równolegle z obciążeniem. Na tarczy podziałkowej watomierza znajduje się symbol jednostki
wielkości mierzonej (mocy czynnej) – litera W. Zaciski odpowiadające początkowi cewki
prądowej i napięciowej są oznaczone gwiazdką i w czasie normalnej pracy powinny być
zwarte. W watomierzu można, za pomocą przełączników: prądowego i napięciowego,
nastawić zakres prądowy i napięciowy niezależnie od siebie. Zakres watomierza równy jest
iloczynowi wyżej wspomnianych zakresów. Watomierz może być włączony w sposób
przedstawiony na rysunku 1.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Rys. 1. Pomiar mocy watomierza w obwód prądu stałego: a) pomiar mocy odbiornika i cewki prądowej,
b) pomiar mocy odbiornika i cewki napięciowej [opracowanie własne]
Aby wyeliminować błąd metody, gdy wymagana jest duża dokładność pomiaru, należy
uwzględnić poprawkę na moc traconą w watomierzu.
Pomiary w obwodach prądu zmiennego
Pomiar napięcia
Jest wykonywany bezpośrednio za pomocą woltomierza włączonego równolegle do
ź
ródła (bądź elementu obwodu, na którym mierzymy napięcie). Do pomiaru napięcia
zmiennego należy wybrać woltomierz o odpowiednim ustroju lub w multimetrze wybrać V
i przełącznik wyboru rodzaju prądu ustawić na AC. Sposób wykonania pomiaru jest taki sam,
jak opisany dla napięcia stałego. Skutki pomyłkowego włączenia amperomierza zamiast
woltomierza są takie same jak przy napięciu stałym. Pomyłkowe zastosowanie woltomierza
magnetoelektrycznego do pomiaru napięcia zmiennego spowoduje, że wskazanie miernika
będzie równe zeru, ponieważ miernik magnetoelektryczny pokazuje wartość średnią
przebiegu.
Pomiar natężenia prądu
Jest wykonywany bezpośrednio za pomocą amperomierza włączonego szeregowo
z odbiornikiem. Do pomiaru prądu zmiennego służą amperomierze elektromagnetyczne,
mierniki cyfrowe. Przy pomiarze prądu zmiennego należy wybrać amperomierz
o odpowiednim ustroju lub w multimetrze wybrać A i przełącznik wyboru rodzaju prądu
ustawić na AC. Sposób wykonania pomiaru jest taki sam, jak opisany dla prądu stałego.
Skutki pomyłkowego włączenia woltomierza zamiast amperomierza są takie same jak
przy napięciu stałym. Pomyłkowe zastosowanie amperomierza magnetoelektrycznego do
pomiaru prądu zmiennego spowoduje, że jego wskazówka nie wychyli się, ponieważ miernik
magnetoelektryczny pokazuje wartość średnią prądu, która w przypadku przebiegu
zmiennego wynosi zero.
Pomiaru częstotliwości napięcia zmiennego
Można dokonać pośrednio na podstawie pomiaru czasu oscyloskopem oraz bezpośrednio
częstościomierzem. Są to na ogół mierniki wibracyjne. Z uwagi na budowę i zasadę działania
rozróżnia się częstościomierze:
−
wibracyjne – do pomiaru małych częstotliwości, w wąskim zakresie,
−
magnetoelektryczne z przetwornikiem – częstotliwości do kilkuset herców,
−
cyfrowe – do pomiaru małych i wielkich częstotliwości (do MHz); powszechnie
stosowane obecnie multimetry cyfrowe umożliwiają szybki pomiar częstotliwości.
Pomiar rezystancji
Rezystancję można mierzyć:
−
bezpośrednio miernikami wyskalowanymi w omach,
−
pośrednio, za pomocą woltomierza i amperomierza, za pomocą woltomierza i watomierza
lub amperomierza i watomierza.
Do bezpośredniego pomiaru rezystancji służą omomierze. W omomierzach analogowych
zastosowany jest ustrój magnetoelektryczny. Ze względu na sposób połączenia ustroju
pomiarowego z mierzoną rezystancją omomierze dzieli się na szeregowe i równoległe.
Omomierze posiadają własne źródło zasilania (najczęściej baterie galwaniczne).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
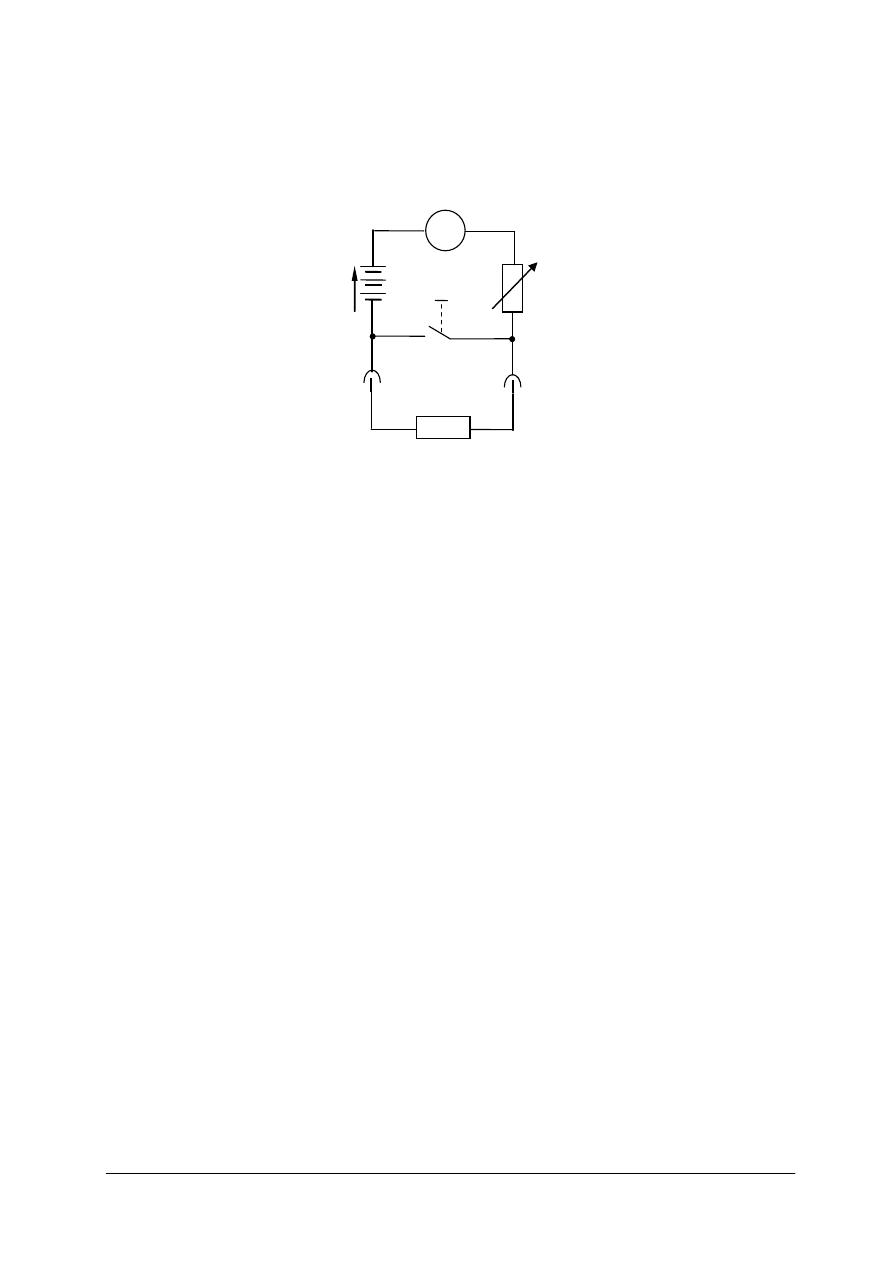
Omomierz szeregowy jest w istocie woltomierzem magnetoelektrycznym, do którego
rezystancja mierzona jest dołączana szeregowo. Miernik wyskalowany jest w omach. Układ
połączeń omomierza szeregowego przedstawiony jest na rysunku 2. Podziałka miernika jest
nierównomierna, z zerem po prawej stronie tarczy.
S
R
x
R
k
E
Ω
Rys. 2. Omomierz szeregowy [źródło własne]
R
x
– rezystor badany, R
k
– rezystor korekcyjny, S – przycisk, Ω – omomierz, E – źródło napięcia
Omomierz równoległy jest w istocie amperomierzem magnetoelektrycznym, do którego
rezystancja mierzona jest dołączana równolegle. Miernik wyskalowany jest w omach.
W omomierzu równoległym przed pomiarem należy za pomocą rezystora korekcyjnego przy
rozwartych zaciskach wejściowych, doprowadzić do ustawienia wskazówki na symbol ∞.
Pomiar mocy i współczynnika mocy odbiorników prądu zmiennego
Bezpośrednio moc każdego odbiornika w obwodzie prądu zmiennego można zmierzyć za
pomocą watomierza. Do pomiaru mocy w obwodach prądu zmiennego stosowane są
najczęściej watomierze o ustroju ferrodynamicznym. Kryteria doboru właściwego układu są
takie same jak przy pomiarach w obwodzie prądu stałego. Praktycznie przy pomiarach
odbiorników o mocy większej niż 100 W wpływ poboru mocy przez watomierz jest
pomijalnie mały i można go pominąć.
Źródła światła – moc i natężenie oświetlenia
Promieniowanie świetlne w zakresie widzialnym to fale elektromagnetyczne o długości
w przedziale 380
÷
780 nm przy czym najkrótszym falom z tego zakresu odpowiada barwa
fioletowa, a najdłuższym barwa czerwona. Słońce jako naturalne źródło światła wysyła
promieniowanie zawierające wszystkie długości fal z zakresu widzialnego, a także
promieniowanie niewidzialne (podczerwone i ultrafioletowe). W technice oświetleniowej
wykorzystuje się sztuczne elektryczne źródła światła. Parametry charakteryzujące elektryczne
ź
ródła światła interesujące użytkownika to:
−
strumień świetlny
Φ
– jest to ta część promieniowania optycznego emitowanego przez
ź
ródło światła, która widzi oko ludzkie w jednostce czasu (jednostką jest lumen [lm]),
−
naświetlenie (ekspozycja) – jest wielkością równa iloczynowi średniego natężenia
oświetlenia i czasu naświetlania (jednostka jest luksosekunda [lx·s]); naświetlenie jest
wielkością stosowaną w poligrafii przy ustawieniach kopioramy,
−
skuteczność świetlna – określa, ile lumenów uzyskuje się z 1 wata mocy [lm/W],
−
trwałość – czas pracy źródła do jego zużycia [h],

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
−
luminancja źródła – światłość w danym kierunku przypadająca na jednostkę pozornej
powierzchni źródła (jednostką jest kandela na metr kwadratowy [cd/m
2
]).
Podstawowym kryterium podziału elektrycznych źródeł światła są zjawiska fizyczne
zachodzące podczas przemiany energii elektrycznej na energię świetlną.
−
Lampy żarowe (żarówki) – wykorzystują świecenie nagrzanego drutu wolframowego.
Skuteczność świetlna żarówek głównego szeregu wynosi od 9 lm/W (dla żarówek 15 W)
do 20 lm/W (dla żarówek 1000 W). Trwałość około 1000 h.
−
Lampy fluorescencyjne (świetlówki) – wykorzystują zjawisko świecenia pewnych
substancji chemicznych pod wpływem promieniowania ultrafioletowego. Skuteczność
ś
wietlna świetlówek wynosi 50
÷
75 lm/W, a trwałość 3000
÷
6000 h. W Polsce produkuje
się świetlówki o mocach 4
÷
65 W i długości 150
÷
1500 mm. Świetlówki kompaktowe,
zużywają 5 razy mniej energii niż żarówki o tej samej skuteczności i mają 10-ciokrotnie
większą trwałość. Są stosowane do oświetlania pomieszczeń nieprzemysłowych oraz
pomieszczeń przemysłowych o wysokości do 4 m. Do zapłonu świetlówki niezbędny jest
zapłonnik i statecznik (dławik). Zadaniem dławika jest chwilowe podwyższenie napięcia
w celu ułatwienia zapłonu świetlówki oraz ograniczenie prądu płynącego przez
ś
wietlówkę podczas jej świecenia. Świetlówka zasilana napięciem zmiennym zapala się
i gaśnie 100 razy w ciągu sekundy co może wywoływać wrażenie, że części wirujące
maszyn są nieruchome, obracają się znacznie wolniej lub wirują w kierunku przeciwnym.
Jest to zjawisko stroboskopowe. W celu jego zmniejszenia stosuje się dwie lub więcej
ś
wietlówek w odpowiednich układach zasilanych napięciem przesuniętym w fazie tak,
aby w chwili gaśnięcia jednej, druga świeciła możliwie najmocniej.
−
Lampy wyładowcze (rtęciowe sodowe, neonowe, ksenonowe) – wykorzystują świecenie
gazu pod wpływem wyładowań elektrycznych (przepływu prądu przez gaz). Lampy
rtęciowe osiągają skuteczność świetlną 34
÷
48 lm/W i trwałość około 4000 h. Po
załączeniu napięcia wyładowanie w jarzniku lampy rtęciowej rozpoczyna się początkowo
między jedną elektrodą główną a elektrodą pomocniczą co powoduje podwyższenie
temperatury i ciśnienia par rtęci w jarzniku zmniejszając opór przestrzeni między
elektrodami głównymi. Dopiero po kilkudziesięciu sekundach rozpoczyna się
wyładowanie pomiędzy elektrodami głównymi. Lampy rtęciowe wysokoprężne pełną
skuteczność świetlną uzyskują po czasie 1
÷
4 minut. Dławik w układzie zasilania lampy
rtęciowej pełni rolę stabilizatora prądu. Odmianą tego typu lam są również lampy
sodowe. Osiągają one skuteczność świetlną ponad 100 lm/W, trwałość ok. 24000 h.
Moce lamp sodowych produkowanych w Polsce wynoszą 150
÷
400 W. Lampy rtęciowe
stosowane są do oświetlenia pomieszczeń przemysłowych o wysokości powyżej 8 m,
pomieszczeń nieprzemysłowych takich jak hale sportowe, dworce kolejowe itp. oraz do
oświetlenia zewnętrznego. Lampy sodowe stosowane są do oświetlenia zewnętrznego.
−
Lampy o świetle mieszanym (rtęciowo-żarowe, łukowe) – wykorzystują dwa zjawiska
fizyczne: świecenie gazu pod wpływem wyładowań i ciał stałych pod wpływem
temperatury. Skuteczność świetlna lamp rtęciowo-żarowych wynosi 18
÷
25 lm/W
a trwałość ok. 3000 h. Moce produkowanych w Polsce lamp rtęciowo-żarowych 160, 250
i 450 W. Lampy rtęciowo-żarowe stosuje się do oświetlenia pomieszczeń przemysłowych
o wysokości powyżej 8 m, pomieszczeń nieprzemysłowych takich jak hale sportowe,
dworce kolejowe itp. oraz do oświetlenia zewnętrznego.
Oznaczenia znamionowe odbiorników energii elektrycznej
Tabliczka metalowa lub z tworzywa umieszczona na odbiornikach elektrycznych
informująca o podstawowych parametrach użytkowania. Najczęściej zawiera:
−
Typ i model urządzenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
−
Rok produkcji i serię.
−
Moc znamionową [Pn] określoną w [W] (w watach) lub w [kW] (kilowatach).
−
Napięcie znamionowe [Un] podane w [V] (woltach).
−
Prąd znamionowy [In].
−
Częstotliwość prądu do której dostosowany jest odbiornik określoną w [ Hz] (hercach).
−
Symbole znaków bezpieczeństwa i certyfikatów.
Przykładowy wygląd tabliczki znamionowej wentylatora:
SANICO XS40C2
40 cm Wentylator
230 V~
50 Hz 60 W
Serial No 342S345 234
Made in P.R.C.
Rys. 3. Tabliczka znamionowa [opracowanie
własne]
Oznacza:
−
SANICO XS40C2 – nazwa i symbol wyrobu – wentylator – średnica śmigła wentylatora
40 cm,
−
230 V ~ napięcie znamionowe instalacji, do której może być podłączony wentylator,
−
~ oznacza prąd zmienny,
−
50 Hz – częstotliwość prądu elektrycznego w instalacji, do której może być podłączony,
−
60 W – moc elektryczna znamionowa wentylatora,
−
zgodność z normami europejskimi,
−
podwójna izolacja – nie wymaga podłączenia do gniazda ze stykiem
ochronnym,
−
numer seryjny,
−
kraj produkcji.
Podstawowe zabezpieczenia odbiorników energii elektrycznej
Przeciążenie – jak sama nazwa wskazuje – jest stanem pracy instalacji, w której pracuje
ona pod obciążeniem większym niż to, do którego została zaprojektowana. Prąd zwarciowy
płynący w obwodzie zwarciowym jest na ogół (poza przypadkiem zwarć jednofazowych
w sieciach izolowanych i kompensowanych) wielokrotnie większy od prądu roboczego.
Prądy przeciążeniowe i zwarciowe powodują nadmierne nagrzewanie urządzeń efektem
czego jest przyśpieszone ich zużywanie i niszczenie urządzeń, a w najbardziej niekorzystnych
przypadkach również pożar. Podstawowe zabezpieczenie urządzeń i przewodów przed
nadmiernym nagrzaniem powodowanym prądami przeciążeniowymi i zwarciowymi realizuje
się przez zastosowanie bezpieczników, wyłączników instalacyjnych nadmiarowo-prądowych
wkrętowych lub dźwigienkowych. Ponadto stosujemy wyłączniki różnicowoprądowe, które

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
potrafią wykryć, że energia elektryczna płynie poza obwodem – na przykład przez ludzkie
ciało, gdy dojdzie do porażenia i automatycznie odłączają napięcie.
Najprostszym zabezpieczeniem przeciążeniowo-zwarciowym są bezpieczniki topikowe.
Są one najpowszechniejszym zabezpieczeniem w instalacjach elektrycznych wykonanych na
podstawie dawniejszych przepisów. Pełnią funkcję dodatkowego środka ochrony przed
porażeniem prądem przez dostatecznie szybkie wyłączenie uszkodzonego urządzenia.
Wartość natężenia prądu znamionowego, wkładki bezpiecznika wybita jest na metalowej
stopce bezpiecznika
(dodatkowo określa ją kolor oczka na metalowej stopce):
−
zielony – 6 A,
−
czerwony – 10 A,
−
szary – 16 A,
−
niebieski – 20 A,
−
ż
ółty – 25 A.
Podobną rolę co bezpieczniki topikowe spełniają instalacyjne wyłączniki nadprądowe
(nadmiarowo-prądowe), które są zabezpieczeniami wielokrotnego użytku. Zadziałanie tego
wyłącznika i wyłączenie napięcia w chronionym obwodzie powodowane jest przez
wyzwalacz bimetalowy i elektromagnetyczny po przekroczeniu znamionowego natężenia
prądu. Wyłączniki nadprądowe charakteryzują się większą czułością (szybkością zadziałania)
niż bezpieczniki topikowe. Wyłączniki nadprądowe nowej generacji produkowane są w trzech
wersjach: typu B są przeznaczone do zabezpieczania przewodów i odbiorników instalacji
oświetlenia, gniazd wtyczkowych i sterowania; typu C służą do zabezpieczenia obwodów
z odbiornikami o dużych prądach rozruchowych (silniki i transformatory); typu D – do
zabezpieczania obwodów z silnikami o dużych mocach.
Nowoczesnym i skutecznym zabezpieczeniem przed porażeniem prądem elektrycznym
(przed dotykiem bezpośrednim i pośrednim) w instalacjach są wyłączniki różnicowoprądowe.
Ich działanie polega na ciągłym porównywaniu natężenia prądu wpływającego
i wypływającego z instalacji. Zarejestrowanie różnicy (np. na skutek upływu prądu do ziemi
przez uszkodzoną lub zawilgoconą instalację lub przez ciało człowieka) powoduje
natychmiastowe przerwanie obwodu w tak krótkim czasie, że nie spowoduje to śmiertelnego
zagrożenia porażeniem prądem. Zgodnie z przepisami obwody gniazd wtyczkowych należy
zabezpieczać wyłącznikami różnicowoprądowym o znamionowym prądzie wyzwalającym nie
większym niż 30 mA. Inne obwody odbiorcze zaleca się zabezpieczać wysokoczułymi
wyłącznikami o odpowiednio dobranym znamionowym prądzie zadziałania nie większym niż
30 mA, np. dla obwodów gniazd wtyczkowych w łazienkach – 10 mA.
Podczas pracy urządzeń elektrycznych mogą pojawiać się przepięcia spowodowane
wyładowaniami atmosferycznymi, zakłóceniami w pracy transformatora lub generowane do
sieci przez inne urządzenia o dużej indukcyjności podczas procesów łączeniowych. Ochronę
przed przepięciami stanowią ograniczniki przepięć. Typową ochronę przed przepięciami
atmosferycznymi stanowią odgromniki lub iskierniki ochronne. Główną ochronę urządzeń
przed przepięciami stanowią warystory. Warystory są elementami półprzewodnikowymi
o nieliniowej charakterystyce prądowo-napięciowej, których rezystancja silnie zależy od
doprowadzonego do nich napięcia. Gdy napięcie przekroczy wartość, charakterystyczną dla
danego typu warystora, jego rezystancja szybko maleje, z początkowych setek kiloomów do
zaledwie kilkunastu. Dzięki temu, płynie przez niego duży prąd powodujący przepalenie
(wyłączenie się) bezpiecznika a zarazem wyłączenie urządzenia, gdy warystor pracuje jako
zabezpieczenie przeciwprzepięciowe, a więc połączony jest równolegle ze źródłem napięcia.
W trakcie pracy jako odgromnik (połączenie szeregowe pomiędzy piorunochronem
a uziemieniem) jego mała rezystancja, wywołana ogromnym napięciem pioruna, pozwala na
swobodny przepływ prądu do ziemi.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Osprzęt elektryczny
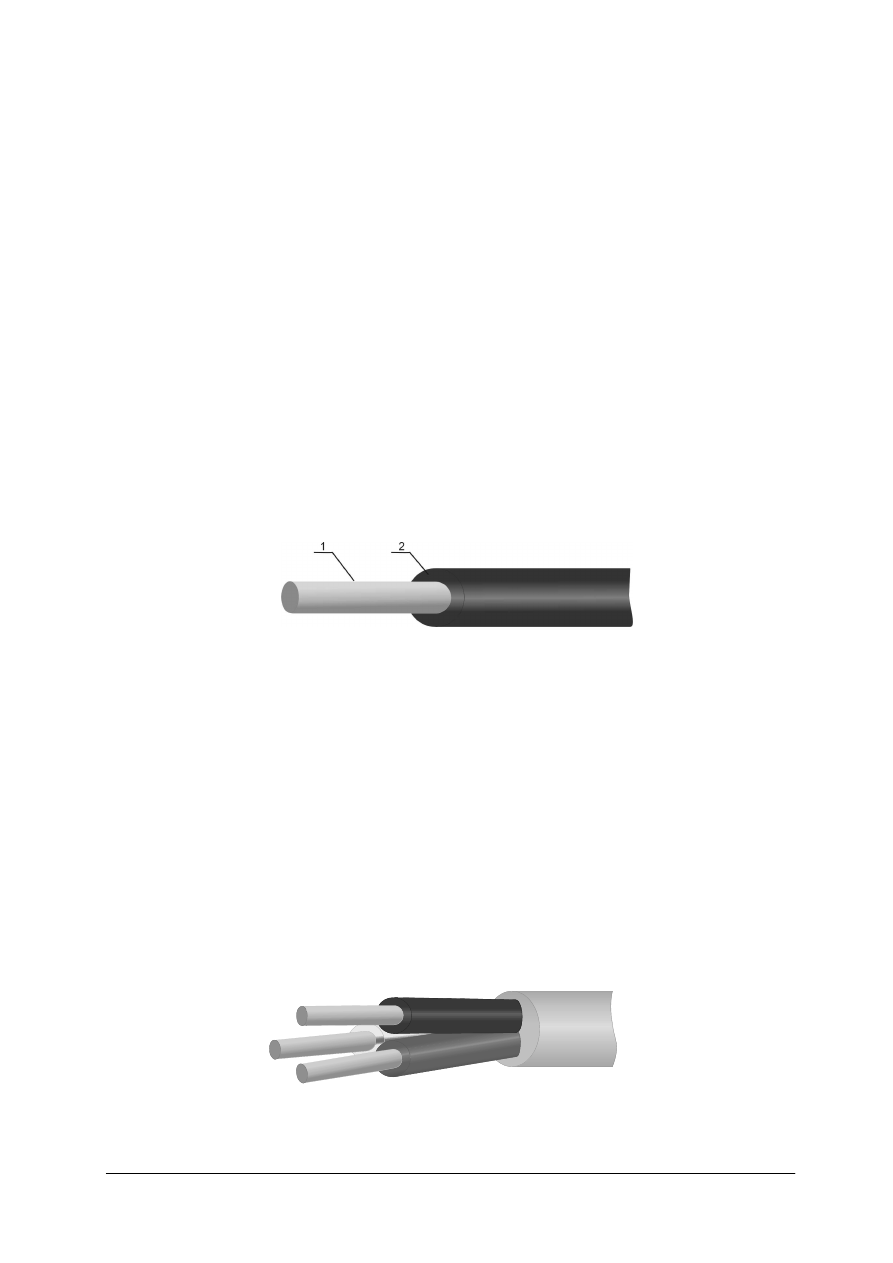
Przewody elektryczne są to elementy obwodu elektrycznego (części składowe instalacji),
służące do przewodzenia prądu elektrycznego wzdłuż określonej drogi. Mimo dużej
różnorodności przewodów elektrycznych można stwierdzić, że każdy z nich wyposażony jest
zawsze w dobry przewodnik prądu elektrycznego, który nazywany jest żyłą.
ś
yły przewodów wykonuje się w postaci pojedynczych drutów albo przewodów
wielodrutowych (linek). Materiałem do ich budowy jest zwykle miedź, aluminium lub
niekiedy stal. Najlepszym przewodnikiem prądu jest miedź – ma ona dużą konduktywność
γ
(około 57 m/
Ω
mm
2
) i jest wytrzymała pod względem mechanicznym. Aluminium jest nieco
tańszym, ale za to gorszym przewodnikiem prądu – ma mniejszą konduktywność (około
35 m/
Ω
mm
2
), mniejszą wytrzymałość mechaniczną, a pod wpływem sił ściskających zmienia
swój kształt.
Izolacja żyły ma za zadanie oddzielać żyły przewodu od siebie, tak aby nie mogły się ze
sobą stykać. Ma również osłaniać żyłę przed wpływem wilgoci i działaniem środków
chemicznych, a człowieka powinna chronić przed porażeniem prądem elektrycznym.
Wykonywana jest głównie z tworzyw sztucznych (polwinitu albo polietylenu sieciowanego)
lub też z różnych gatunków gumy. Izolację stanowić może również lakier (np. dla przewodów
nawojowych) albo papier nasycony olejem mineralnym (w przypadku kabli).
Wymaga się, aby właściwości dielektryczne izolacji były zachowane w różnych
warunkach środowiska i w czasie wieloletniego użytkowania.
Rys. 4. Fragment przewodu elektrycznego [opracowanie
własne]
1 – żyła jednodrutowa, 2 – izolacja
Poszczególne rodzaje przewodów elektrycznych różnią się między sobą nie tylko
materiałem, z którego wykonano żyłę lub izolację, ale również budową całego przewodu
(mogą mieć różne warstwy ochronne, takie jak powłoka, pancerz czy odzież) oraz jego
przeznaczeniem. Ze względu na budowę przewody elektryczne mogą być:
−
jednożyłowe,
−
wielożyłowe,
−
o różnym materiale izolacyjnym,
−
bez izolacji (gołe),
−
ekranowane lub zbrojone,
−
do układania na stałe (nie zmieniają położenia po ich ułożeniu i nie muszą być giętkie),
−
do odbiorników ruchomych i przenośnych (muszą być giętkie i mają żyły wielodrutowe),
−
parowe (np. dwuparowe) lub czwórkowe.
Rys. 5. Przewód trójżyłowy okrągły (YDY) [opracowanie
własne]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Rys. 6. Przewód trójżyłowy płaski (YDYp) [opracowanie
własne]
Rys. 7. Przewód trójżyłowy wtynkowy (YDYt) [opracowanie
własne]
Ze względu na zastosowanie przewody elektryczne dzielą się na:
−
elektroenergetyczne instalacyjne na napięcie do 1 kV (jedno-, dwu-, trzy-, cztero-,
pięciożyłowe),
−
elektroenergetyczne instalacyjne na napięcie powyżej 1 kV,
−
elektroenergetyczne napowietrzne gołe i izolowane (np. do wykonywania przyłączy
napowietrznych),
−
szynowe, czyli tzw. szynoprzewody (sztywne przewody o znacznych przekrojach,
stosowane głównie w instalacjach przemysłowych),
−
kable elektroenergetyczne (przeznaczone do układania w ziemi, kanałach, tunelach oraz
na różnych konstrukcjach wewnątrz i na zewnątrz pomieszczeń),
−
sterownicze (stosowane w układach sterowania),
−
sygnalizacyjno-pomiarowe,
−
telekomunikacyjne,
−
komputerowe,
−
nawojowe,
−
specjalne (np. samochodowe, lotnicze, górnicze),
−
specjalne do nowoczesnych „inteligentnych instalacji”.
Rodzaje instalacji
−
Instalacje elektryczne można podzielić na dwie zasadnicze grupy:
−
instalacje w budownictwie ogólnym,
−
instalacje przemysłowe.
Ze względu na rodzaj odbiorników instalacje dzieli się na:
−
oświetleniowe (zasilające źródła światła a także silniki sprzętu domowego),
−
siłowe (zasilające silniki trójfazowe i grzejniki).
Istotne elementy instalacji elektrycznych to:
−
przewody,
−
osprzęt instalacyjny,
−
rozdzielnice,
−
urządzenia automatyki (np. SZR – samoczynne załączenie rezerwy).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
W instalacjach mieszkaniowych rozróżnia się dodatkowo elementy:
−
przyłącze,
−
złącze,
−
wewnętrzna linia zasilająca (WLZ),
−
instalacja odbiorcza.
Osprzęt instalacyjny
Osprzętem instalacyjnym są urządzenia stanowiące wyposażenie instalacji. Do osprzętu
zalicza się:
−
rury instalacyjne,
−
elementy konstrukcyjne instalacji prefabrykowanych,
−
łączniki instalacyjne,
−
gniazda,
−
odgałęźniki (puszki instalacyjne),
−
bezpieczniki,
−
oprawy oświetleniowe.
Odgałęźniki (puszki instalacyjne) stosowane są do łączenia przewodów instalacyjnych
oraz do tworzenia odgałęzień, wykonywane są z melaminy, bakelitu lub polwinitu. W puszce
instalacyjnej umieszcza się porcelanowy lub plastikowy pierścień z zaciskami, do którego
przykręca się żyły przewodów. Przewody te wprowadzane są do puszki po wyłamaniu
okrągłych otworów w bocznej ściance. Złączki stosuje się do przyłączenia przewodów do
tablic, opraw i aparatów elektrycznych. Rodzaje złączek:
−
złączki przewodowe gwintowe,
−
złączki gwintowo-zaciskowe,
−
listwy zaciskowe,
−
zaciski tablicowe,
−
zaciski instalacyjne.
Układy sterowania to układy, które umożliwiają bezpieczne załączanie, a także
sterowanie pracą maszyn i urządzeń, np. silników. W schematach połączeń układów
sterowania pracą maszyn i urządzeń elektrycznych można wydzielić:
−
obwody główne (siłowe),
−
obwody pomocnicze (sterowania i sygnalizacji).
W obwodach pomocniczych wykorzystuje się właściwości aparatów elektrycznych, które
pobierając stosunkowo niewielką moc w stosunku do urządzenia pozwalają efektywnie
i bezpiecznie eksploatować to urządzenie. W obwodzie głównym umieszczone są aparaty
zabezpieczające przed skutkami:
−
przeciążenia,
−
zwarcia.
W schematach układów sterowania można wyróżnić elementy pełniące funkcję blokad
elektrycznych, co uniemożliwia samoczynne załączenie się urządzenia po zaniku napięcia lub
wykonywanie przez urządzenie jednocześnie dwóch funkcji, wzajemnie się wykluczających
(np. silnik nie może jednocześnie wykonywać obrotów w dwóch kierunkach) Blokada
elektryczna uniemożliwia taką próbę przypadkowego załączenia i wystąpienie zwarcia.
Ponadto w układach umieszcza się elementy pełniące funkcje sygnalizacyjne. Nie mają one
wpływu na działanie układu, ale informują o jego poprawnym działaniu lub zwracają uwagę
obsługi na niewłaściwe działanie urządzenia, dając sygnał świetlny lub akustyczny. Łączniki
występujące w układach sterowania maszyn i urządzeń ze względu na zadania spełniane
w układzie, można podzielić na:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
−
izolacyjne
−
manewrowe,
−
zabezpieczeniowe,
−
łączniki o zadaniach złożonych.
Z uwagi na zdolność łączeniową łączniki dzieli się na:
−
odłączniki,
−
wyłączniki,
−
rozłączniki,
−
przełączniki,
−
łączniki pomocnicze,
−
bezpieczniki.
Odłączniki (odcinacze), pełniące funkcję łączników izolacyjnych – w stanie otwartym
zapewniają bezpieczną przerwę izolacyjną; są to aparaty służące do zamykania i otwierania
obwodu elektrycznego w stanie bezprądowym.
Wyłączniki mają za zadanie wyłączyć prąd roboczy i zwarciowy. Mogą również
zabezpieczać obwód przed przeciążeniem i zanikiem napięcia. Wówczas są wyposażone
w wyzwalacze (przekaźniki) cieplne (bimetalowy) lub elektromagnesowe.
Rozłączniki są przeznaczone do długotrwałego przewodzenia i wyłączania określonych
prądów roboczych i prądów zakłóceniowych (umownie są to prądy nie przekraczające
10-krotnej wartości prądu znamionowego ciągłego).
Styczniki są łącznikami elektromagnetycznymi, należą do grupy rozłączników. Służą do
przewodzenia prądów roboczych nie większych niż prąd znamionowy.
Przełączniki (zestawy łączeniowe) zawierają różne łączniki, na przykład styczniki,
bezpieczniki, łączniki pomocnicze. Ich zastosowanie umożliwia realizację sterowania pracą
silnika
Łączniki pomocnicze (przyciski) – są wykonywane z mechaniczną zapadką – ich zestyki
pozostają w położeniu wymuszonym po ustaniu siły powodującej załączenie oraz bez zapadki
– po zwolnieniu nacisku powracają do położenia pierwotnego.
Ze względu na zadania spełniane w układzie, łączniki można podzielić na:
−
izolacyjne,
−
manewrowe,
−
zabezpieczeniowe.
Na schematach stosuje się oznaczenia literowe urządzeń. W układach sterowania będą
występowały m.in. niżej wymienione oznaczenia:
−
F: urządzenia zabezpieczające nadprądowe,
−
H: urządzenia sygnalizacyjne (np. lampki sygnalizacyjne),
−
K: przekaźniki, styczniki (główne i pomocnicze),
−
M: silniki elektryczne (jedno- i trójfazowe oraz prądu stałego),
−
Q: łączniki silnoprądowe (w głównych obwodach prądowych),
−
S: łączniki sterownicze (przyciski, łączniki wybierakowe),
−
T: transformatory (sieciowe, separacyjne i sterownicze),
−
W: tory przesyłowe (np. przewody),
−
X: zaciski (listwy zaciskowe, wtyki, gniazda).
Cyfra przy oznaczeniu literowym oznacza kolejny numer aparatu danego rodzaju
w układzie, na przykład zapis S3 oznacza, że jest to trzeci przycisk sterowniczy w tym
układzie. Symbole graficzne stosowane w schematach dla wszystkich rodzajów łączników
określa norma

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Połączenia układów sterowania mogą być przedstawione w postaci schematów:
−
strukturalnych, które przedstawiają poglądowo układ lecz nie pokazują wszystkich
połączeń między elementami,
−
schematów funkcjonalnych (ideowych) uproszczonych lub rozwiniętych; schemat
funkcjonalny uproszczony daje informację o liczbie elementów i ich usytuowaniu, ale nie
wynika z niego w sposób bezpośredni działanie układu; schemat ideowy rozwinięty
umożliwia analizę działania układu, określenie rodzaju i liczby elementów układu, ale nie
informuje o ich rozmieszczeniu w skrzynce sterowniczej lub na płycie montażowej,
schematów montażowych, na których są zaznaczone wszystkie wewnętrzne połączenia
z podaniem informacji w postaci adresów na końcach przewodów i oznaczeń wszystkich
zacisków.
Dobór zabezpieczeń silników
Zabezpieczenia stosuje się dla ochrony silników od skutków:
−
zwarć w uzwojeniach i doprowadzeniach,
−
przeciążeń, powodujących niedopuszczalne nagrzewanie się uzwojeń silnika,
−
znacznego obniżenia lub zaniku napięcia i jego powrotu.
Zabezpieczeniem silnika przed skutkami zwarcia są bezpieczniki topikowe i wyłączniki
instalacyjne. Zabezpieczenia zwarciowe umieszcza się w każdej fazie układu trójfazowego.
Wkładki topikowe bezpieczników należy dobrać tak, aby nie topiły się podczas rozruchu,
kiedy prąd (przy bezpośrednim rozruchu) może być nawet 8-krotnie większy od prądu
znamionowego silnika.
Zabezpieczenie silnika przed przeciążeniem można realizować za pomocą wyłącznika
silnikowego. Zabezpieczenie nadmiarowe każdej fazy silnika w wyłączniku silnikowym
trójbiegunowym pełni wyzwalacz termiczny (bimetalowy). Przy przepływie prądu większego
od nastawionego na wyzwalaczu odginają się elementy bimetalowe, co powoduje zadziałanie
zamka i przerwę we wszystkich torach prądowych.
Zagrożenia występujące podczas pracy i eksploatacji maszyn i urządzeń elektrycznych
Podczas eksploatacji urządzeń elektrycznych mogą wystąpić różnorodne zagrożenia
w zależności od rodzaju, budowy i zainstalowania urządzenia. Do zagrożeń, na jakie może
być narażona osoba eksploatująca urządzenie, zalicza się:
−
porażenie prądem elektrycznym – maszyny i urządzenia podczas pracy są pod napięciem,
−
poparzenie – wysoka temperatura pracy urządzeń grzejnych i źródeł światła, łuk
elektryczny, który może wystąpić na zestykach łączników, eksplozja bezpieczników,
przegrzanie i zapalenie się izolacji z materiałów łatwopalnych,
−
uszkodzenie mechaniczne ciała w wyniku zetknięcia się z częściami wirującymi
(wentylatory, silniki napędowe),
−
nadmierne szumy – uszkodzenie słuchu na skutek nadmiernego hałasu,
−
szkodliwe substancje lotne – zatrucia substancjami lotnymi wydzielającymi się na skutek
przegrzania izolacji.
Każde urządzenie elektryczne powinno być zaprojektowane i zainstalowane zgodnie
z przepisami budowy urządzeń elektrycznych. Powinno też być prawidłowo eksploatowane
a osoba eksploatująca urządzanie powinna mieć świadomość wystąpienia zagrożeń.
Podstawowe elementy elektroniczne
Oporniki
Oporniki możemy podzielić w zależności od:
−
cech funkcjonalnych na m.in.: rezystory i potencjometry,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
−
charakterystyki prądowo-napięciowej, na: liniowe i nieliniowe,
−
stosowanego materiału oporowego, na: drutowe, warstwowe i objętościowe.
Oporniki liniowe w normalnych warunkach pracy charakteryzują się proporcjonalną
zależnością napięcia od prądu, tzn. spełniają prawo Ohma. Symbol graficzny stałego opornika
liniowego pokazano na rys. 8.
Rys. 8. Symbol graficzny rezystora [opracowanie
własne]
Oporniki drutowe (symbol: RDL) są wykonane z drutu stopowego nawiniętego na
ceramiczny wałek. W opornikach warstwowych (symbol: MŁT, AF, ML, RMG, AT, OWZ),
materiał rezystywny jest umieszczany na podłożu w postaci węgla lub metalu. Oporniki
węglowe OWZ stosuje się w układach w. cz. (do 1 GHz) o niewielkiej mocy (do 1 W). Do
budowy oporników objętościowych, w których prąd płynie całą objętością opornika, stosuje
się organiczne lub nieorganiczne materiały oporowe. Są one głównie stosowane w sprzęcie
profesjonalnym, gdzie wytrzymują duże obciążenia prądowe i mocy.
Oporniki zmienne – potencjometry
W układach elektronicznych, oprócz oporników stałych, stosuje się oporniki zmienne
zwane potencjometrami, w których wartość rezystancji zależy od położenia pokrętła
(ruchomego ślizgacza). W zależności od zastosowania, potencjometry dzieli się na:
−
regulacyjne, służące do regulacji parametrów urządzenia w czasie jego pracy,
−
dostrojcze (zwane montażowymi lub nastawczymi), służące do ustalania warunków pracy
układu w czasie jego uruchamiania, strojenia lub naprawy.
Rys. 9. Symbole graficzne potencjometrów: a) regulacyjnych, b) dostrojczych [16, s. 245]
Ze względu na sposób regulowania potencjometry dzieli się na:
−
obrotowe: regulowane osią obrotową lub wkrętakiem,
−
suwakowe: regulowane przesuwem suwaka w linii prostej.
Kondensatory
Kondensatory można podzielić, w zależności od ich przeznaczenia na:
−
stałe (o stałej pojemności),
−
zmienne (o zmiennej pojemności),
−
biegunowe zwane polarnymi (przeznaczone do pracy przy jednym określonym kierunku
doprowadzonego napięcia stałego).
Ze względu na rodzaj zastosowanego dielektryka kondensatory dzielimy, na:
−
powietrzne (brak dielektryka),
−
mikowe,
−
ceramiczne,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
−
z tworzyw sztucznych,
−
elektrolityczne.
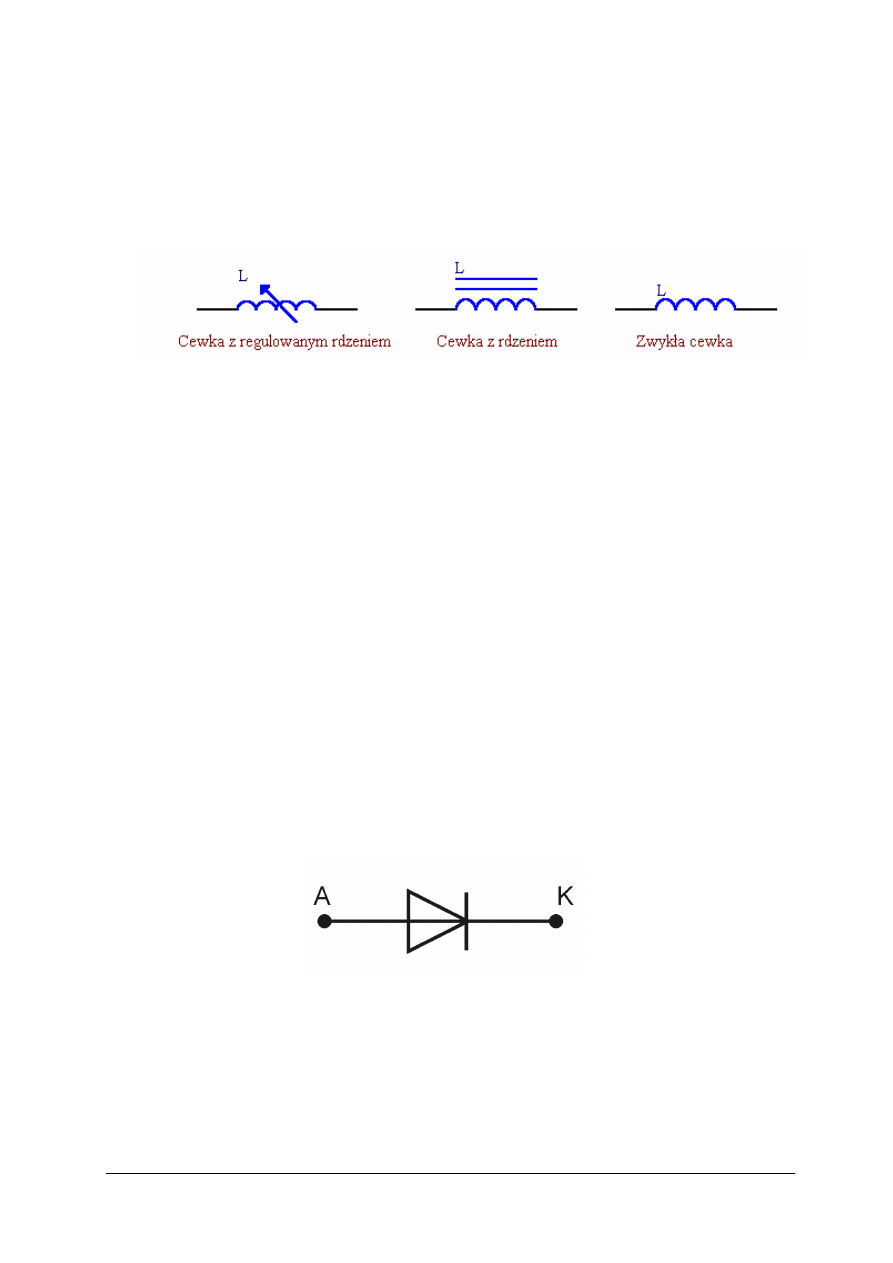
Cewki indukcyjne
Cewka indukcyjna, będąca dwójnikiem elektrycznym w postaci zwojnicy, składa się
z uzwojenia, korpusu oraz rdzenia (magnetowodu). Możliwe symbole graficzne cewek
przedstawiono na rys. 10.
Rys. 10. Symbole graficzne cewek indukcyjnych [źródło www.cyfronika.com.pl
Cewki są stosowane jako elementy sprzęgające oraz jako dławiki w układach wielkiej lub
małej częstotliwości.
Dławiki
Dławik jest to cewka nieprzestrajana z rdzeniem ferromagnetycznym o nieliniowej
charakterystyce magnesowania rdzenia. Jest to element, którego zadaniem jest eliminowanie
lub tłumienie składowej zmiennej sygnału w obwodzie. Zwykle współpracuje on
z kondensatorami. W zależności od częstotliwości pracy, wyróżniamy dławiki małej
i wielkiej częstotliwości. Dławiki wykonuje się z cieńszego drutu niż cewki indukcyjne (ich
ś
rednica wynosi od 0,05 do 0,1 mm), gdyż ich rezystancja odgrywa drugorzędną rolę.
Diody półprzewodnikowa
Działanie diody jest bardzo proste – przewodzi ona prąd tylko w jednym kierunku. Jeśli
potencjał anody jest większy od potencjału katody dioda przewodzi prąd. W przeciwnym
przypadku nie. Działa jak jednokierunkowy zawór – przepuszcza tylko w jedną stronę.
Teoretycznie, kiedy dioda przewodzi (czyli potencjał anody jest większy od potencjału
katody), stanowi ona zwarcie, ale w praktyce występuje na niej spadek napięcia – ok. ~1 V.
Również w kierunku zaporowym (odwrotnie spolaryzowana dioda – wyższy potencjał
katody) teoretycznie prąd nie powinien płynąć, jednak pojawia się znikomo mały prąd
wsteczny. Napięcie na diodzie w tym stanie jest równe napięciu zasilania. Przy dużych
napięciach rzędu 100, 200 V i większych – napięcie na diodzie podczas przewodzenia jest
pomijalne. Analogicznie pomija się również stosunkowo niewielki prąd wsteczny.
Rys. 11. Symbole graficzny diody półprzewodnikowej [opracowanie
własne]
Tranzystor
Trójelektrodowy półprzewodnikowy to element elektroniczny posiadający zdolność
wzmacniania sygnału elektrycznego. Według oficjalnej dokumentacji z Laboratorium Bella
nazwa urządzenia wywodzi się od słów transkonduktancja (transconductance) i warystor
(varistor), jako że „element logicznie należy do rodziny warystorów i posiada
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
transkonduktancję typową dla elementu z współczynnikiem wzmocnienia co czyni taką
nazwę opisową”.
Wyróżnia się dwie główne grupy tranzystorów, różniące się zasadniczo zasadą działania.
Tranzystory bipolarne, w których prąd wyjściowy jest funkcją prądu wejściowego
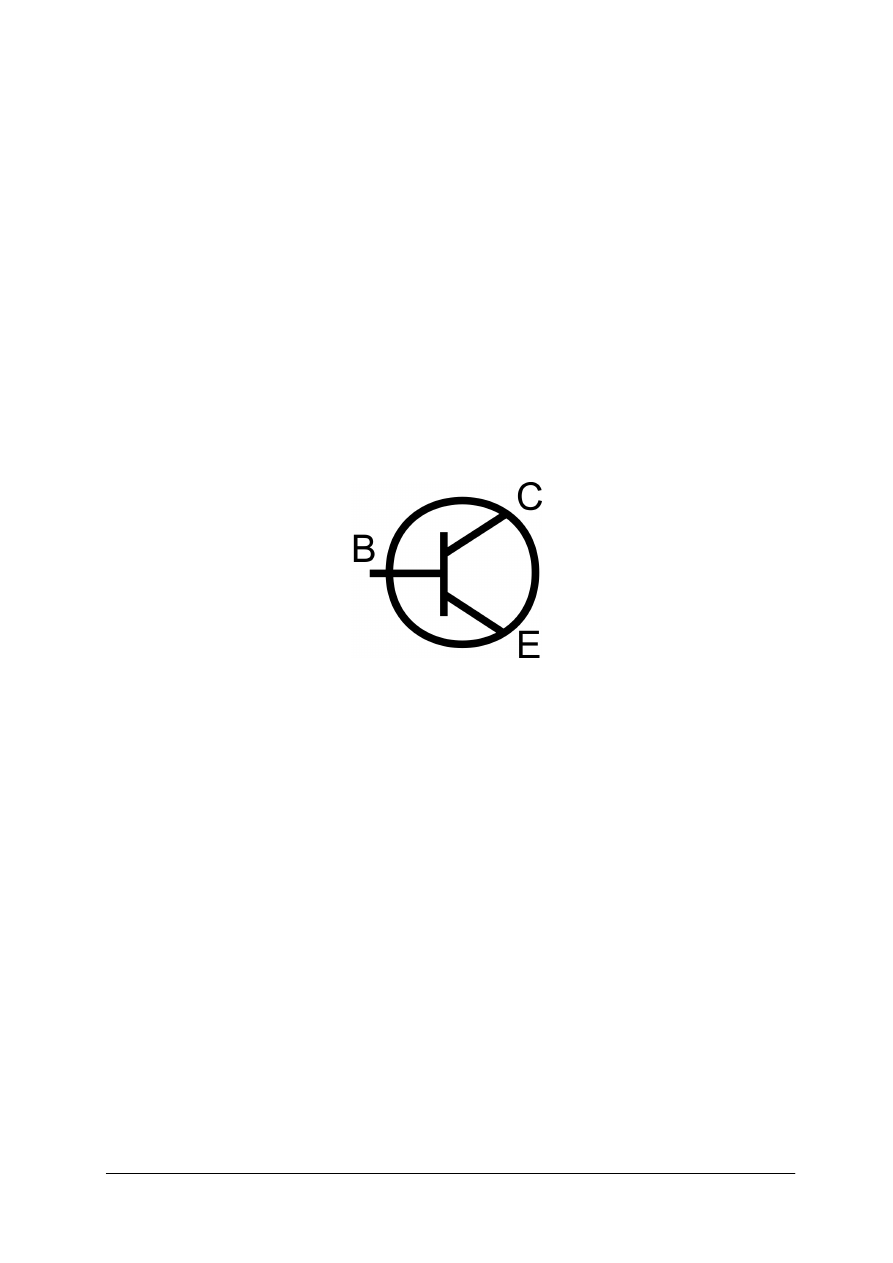
(sterowanie prądowe). Tranzystor bipolarny – tranzystor, który zbudowany jest z trzech
warstw półprzewodników o różnym rodzaju przewodnictwa, tworzących dwa złącza PN;
sposób polaryzacji złącz determinuje stan prac tranzystora. Tranzystor posiada trzy końcówki
przyłączone do warstw półprzewodnika, nazywane:
−
emiter (ozn. E),
−
baza (ozn. B),
−
kolektor (ozn. C).
Ze względu na kolejność warstw półprzewodnika rozróżnia się dwa typy tranzystorów:
PNP oraz NPN; w tranzystorach NPN nośnikiem prądu są elektrony, w tranzystorach PNP
dziury. Dziura elektronowa w pasmowej teorii przewodnictwa jest to brak elektronu
w pełnym paśmie walencyjnym. Pojęcie to występuje w opisie przewodnictwa izolatorów
i półprzewodników. Nazwa pochodzi stąd, że gdy w paśmie walencyjnym brakuje
pojedynczego elektronu, to występująca dziura zachowuje się niczym dodatni nośnik ładunku
elektrycznego.
Rys. 12. Symbole graficzny tranzystora bipolarnego [źródło http://pl.wikipedia.org]
Tranzystory unipolarne (tranzystory polowe), w których prąd wyjściowy jest funkcją
napięcia (sterowanie napięciowe).
Tranzystor ze względu na swoje właściwości wzmacniające znajduje bardzo szerokie
zastosowanie. Jest oczywiście wykorzystywany do budowy wzmacniaczy różnego rodzaju:
różnicowych, operacyjnych, mocy (akustycznych), selektywnych, pasmowych. Jest
kluczowym elementem w konstrukcji wielu układów elektronicznych, takich jak: źródła
prądowe, lustra prądowe, stabilizatory, przesuwniki napięcia, klucze elektroniczne,
przerzutniki czy generatory. Ponieważ tranzystor może pełnić funkcję klucza elektronicznego,
z tranzystorów buduje się także bramki logiczne realizujące podstawowe funkcje boolowskie,
co stało się motorem do bardzo dynamicznego rozwoju techniki cyfrowej w ostatnich
kilkudziesięciu latach. Tranzystory są także podstawowym budulcem wszelkiego rodzaju
pamięci półprzewodnikowych (RAM, ROM itp.). Dzięki rozwojowi technologii oraz ze
względów ekonomicznych większość wymienionych wyżej układów tranzystorowych
realizuje się w postaci układów scalonych. Co więcej, niektórych układów, jak np.
mikroprocesorów liczących sobie miliony tranzystorów, nie sposób byłoby wykonać bez
technologii scalania.
Układy prostownicze
Prostowniki to układy elektroniczne przekształcające prąd zmienny, najczęściej
sinusoidalnie zmienny na prąd stały. W prostownikach wykorzystuje się zdolność do
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
jednokierunkowego przewodzenia prądu przez elementy najczęściej półprzewodnikowe.
Wyróżnia się prostowniki:
−
niesterowalne (do budowy tych prostowników stosowane są diody wykorzystujące
zdolność jednokierunkowego przepływu prądu przez złącze P-N),
−
sterowane (do budowy stosowane są tyrystory).
Parametry opisujące prostowniki:
−
wartość średnia napięcia wyprostowanego U
ś
r
,
−
wartość skuteczna napięcia wyprostowanego U
sk
,
−
współczynnik tętnień: k
t
,
−
sprawność prostownika: η
p
.
Sprawność prostowania w prostownikach jednofazowych jest niska, ponieważ prąd
płynie przez połowę okresu. Lepsze parametry można uzyskać stosując: prostowniki
dwupołówkowe
i
wielofazowe;
wyposażając
prostowniki
w
filtry.
Prostowniki
dwupołówkowe z dwoma diodami – przez cały okres niezależnie do tego, która z diod
znajduje się w stanie przewodzenia, prąd płynie przez rezystor w tym samym kierunku.
Zalety: mniejszy współczynnik tętnień, dwukrotnie wyższa sprawność prostowania.
Wady: konieczność stosowania specjalnego transformatora występowanie na diodzie
nieprzewodzącej podwójnej wartości napięcia wejściowego.
Wad tych można uniknąć, stosując prostownik dwupołówkowy z czterema diodami.
Układy m-fazowe – pracują symetrycznie. Każda z diod przewodzi impuls prądu stanowiący
wierzchołek sinusoidy o czasie trwania równym 1/m części okresu. Układ trójfazowy
jednopołówkowy charakteryzuje się niskim współczynnikiem tętnień oraz wysoką
sprawnością prostowania. Może być zasilany z typowego transformatora połączonego
w gwiazdę z przewodem zerowym. Układ trójfazowy trójprzewodowy – można użyć
prostownika złożonego z 6 diod. Zmniejszenie współczynnika tętnień jest możliwe przez
przyłączenie do wyjścia prostownika układu filtracyjnego. Najprostszym filtrem jest
kondensator o pojemności C, dołączony równolegle do obciążenia o rezystancji R. W czasie
gdy napięcie zasilania przewyższa napięcie kondensatora następuje ładowanie kondensatora.
Gdy napięcie zasilania zmniejsza się, kondensator zaczyna się rozładowywać. Prostowniki
z pojemnościową filtracją napięcia charakteryzuje silna zmienność prądu przy zmianie
obciążenia. Filtry pojemnościowe można stosować jedynie dla prostowników małej mocy.
W prostownikach większej mocy stosuje się filtry LC.
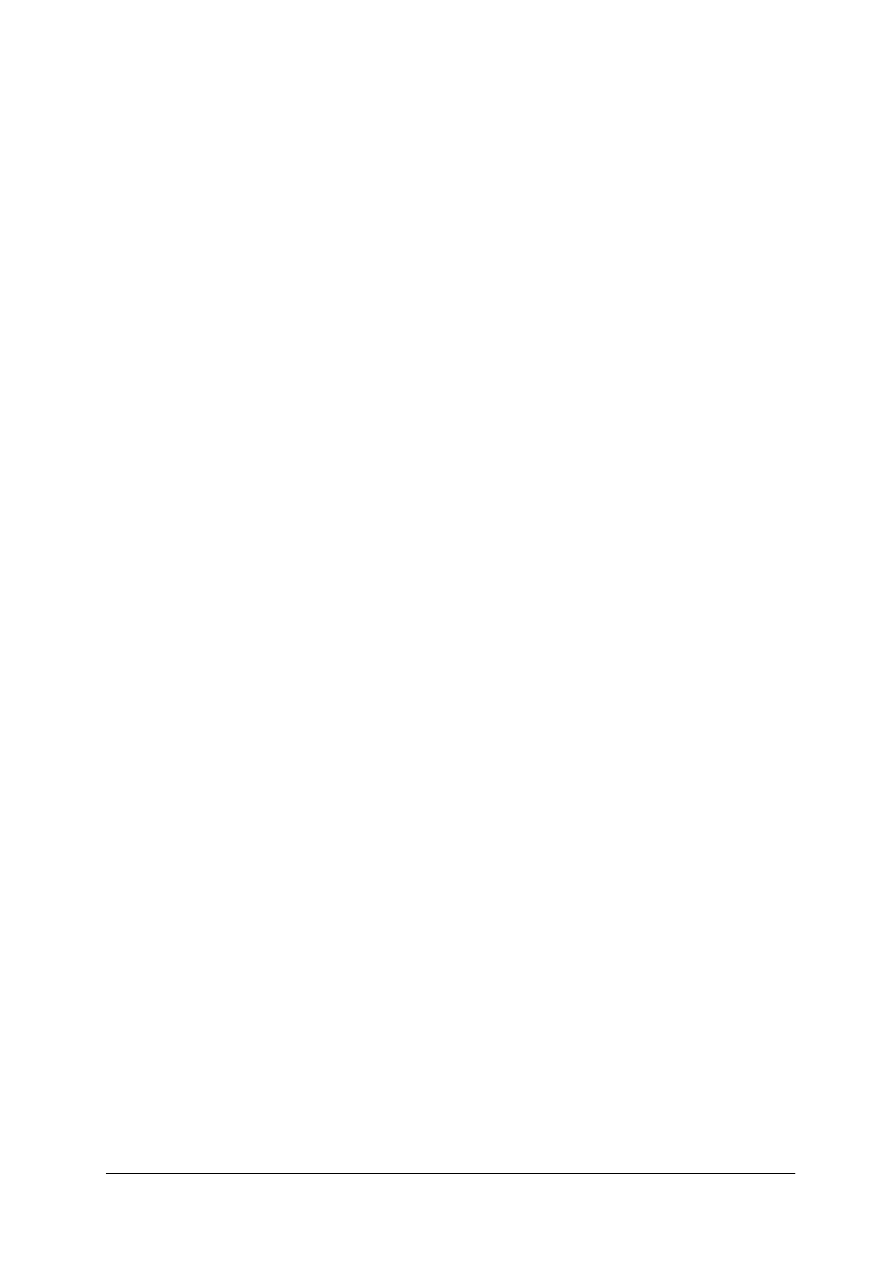
Podstawowe właściwości i parametry wzmacniaczy
Podstawową funkcją wzmacniacza jest wzmocnienie sygnału, przy zachowaniu
niezmienionego jego kształtu. Wzmocnienie to odbywa się kosztem energii doprowadzonej
z pomocniczego źródła napięcia stałego. W związku z tym, w każdym wzmacniaczu wyróżnia
się dwa zasadnicze obwody: obwód sygnału i zasilania. Obwód zasilania stwarza właściwe
warunki dla wzmocnienia sygnału, natomiast obwód sygnału jest związany z przenoszeniem
sygnału przez wzmacniacz. Dla wzmacnianego sygnału wzmacniacz jest czwórnikiem do
którego zacisków wejściowych dołączono źródło sygnału, a do wyjściowych odbiornik
sygnału.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Rys. 13. Schemat zastępczy wzmacniacza [17, s. 157]
Układy scalone
Układ scalony (ang. integrated circuit, chip, potocznie kość) – zminiaturyzowany układ
elektroniczny zawierający w swym wnętrzu od kilku do setek milionów podstawowych
elementów elektronicznych, takich jak: tranzystory, diody, rezystory, kondensatory. Zwykle
zamknięty w hermetycznej obudowie – szklanej, metalowej, ceramicznej lub wykonanej
z tworzywa sztucznego. Ze względu na sposób wykonania układy scalone dzieli się na
główne grupy:
−
monolityczne, w których wszystkie elementy, zarówno elementy czynne, jak i bierne,
wykonane są w monokrystalicznej strukturze półprzewodnika,
−
hybrydowe – na płytki wykonane z izolatora nanoszone są warstwy przewodnika oraz
materiału rezystywnego, które następnie są wytrawiane, tworząc układ połączeń
elektrycznych oraz rezystory. Do tak utworzonych połączeń dołącza się indywidualne,
miniaturowe elementy elektroniczne (w tym układy monolityczne).
Ze względu na grubość warstw rozróżnia się układy:
−
cienkowarstwowe (warstwy ok. 2 mikrometrów),
−
grubowarstwowe (warstwy od 5 do 50 mikrometrów).
Większość stosowanych obecnie układów scalonych jest wykonana w technologii
monolitycznej. Ze względu na stopień scalenia występuje podział na układy:
−
małej skali integracji (SSI – small scale of integration),
−
ś
redniej skali integracji (MSI – medium scale of integration),
−
dużej skali integracji (LSI – large scale of integration),
−
wielkiej skali integracji (VLSI – very large scale of integration),
−
ultrawielkiej skali integracji (ULSI – ultra large scale of integration).
Ponieważ w układach monolitycznych praktycznie wszystkie elementy wykonuje się jako
tranzystory, odpowiednio tylko przyłączając ich końcówki, dlatego też często mówi się
o gęstości upakowania tranzystorów na mm².
W dominującej obecnie technologii wytwarzania monolitycznych układów scalonych
(technologia CMOS) często używanym wskaźnikiem technicznego zaawansowania procesu
oraz gęstości upakowania elementów układów scalonych jest minimalna długość kanału
tranzystora wyrażona w mikrometrach lub nanometrach – długość kanału jest nazywana
rozmiarem charakterystycznym i im jest on mniejszy, tym upakowanie tranzystorów oraz ich
szybkość działania są większe.
Sterowanie automatyczne
Zadaniem urządzeń automatycznego sterowania jest wykonywanie pewnych czynności
bez udziału obsługi. Jest to w niektórych przypadkach konieczne lub niezbędne, np. wtedy,
kiedy człowiek nie nadążałby z wykonaniem tych czynności ręcznie. W innych przypadkach
zastosowanie automatyki nie jest konieczne, ale jej wprowadzenie jest celowe, gdyż
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
przyczynia się do zwiększenia wydajności pracy, podniesienia sprawności oraz
niezawodności maszyn i urządzeń.
Układy automatyki elektrycznej stosowane w urządzeniach technicznych można
podzielić na dwa rodzaje:
−
układy automatycznego sterowania,
−
układy regulacji automatycznej.
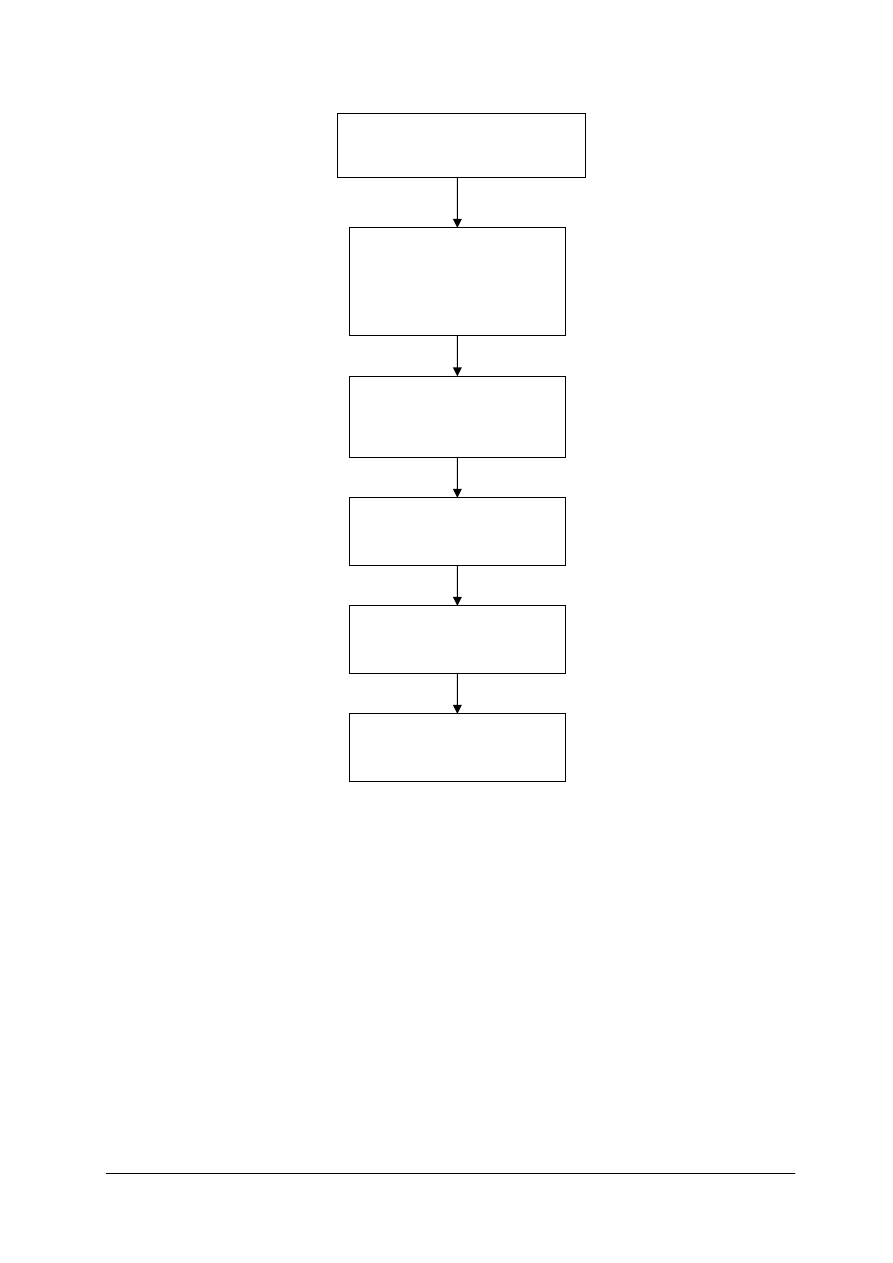
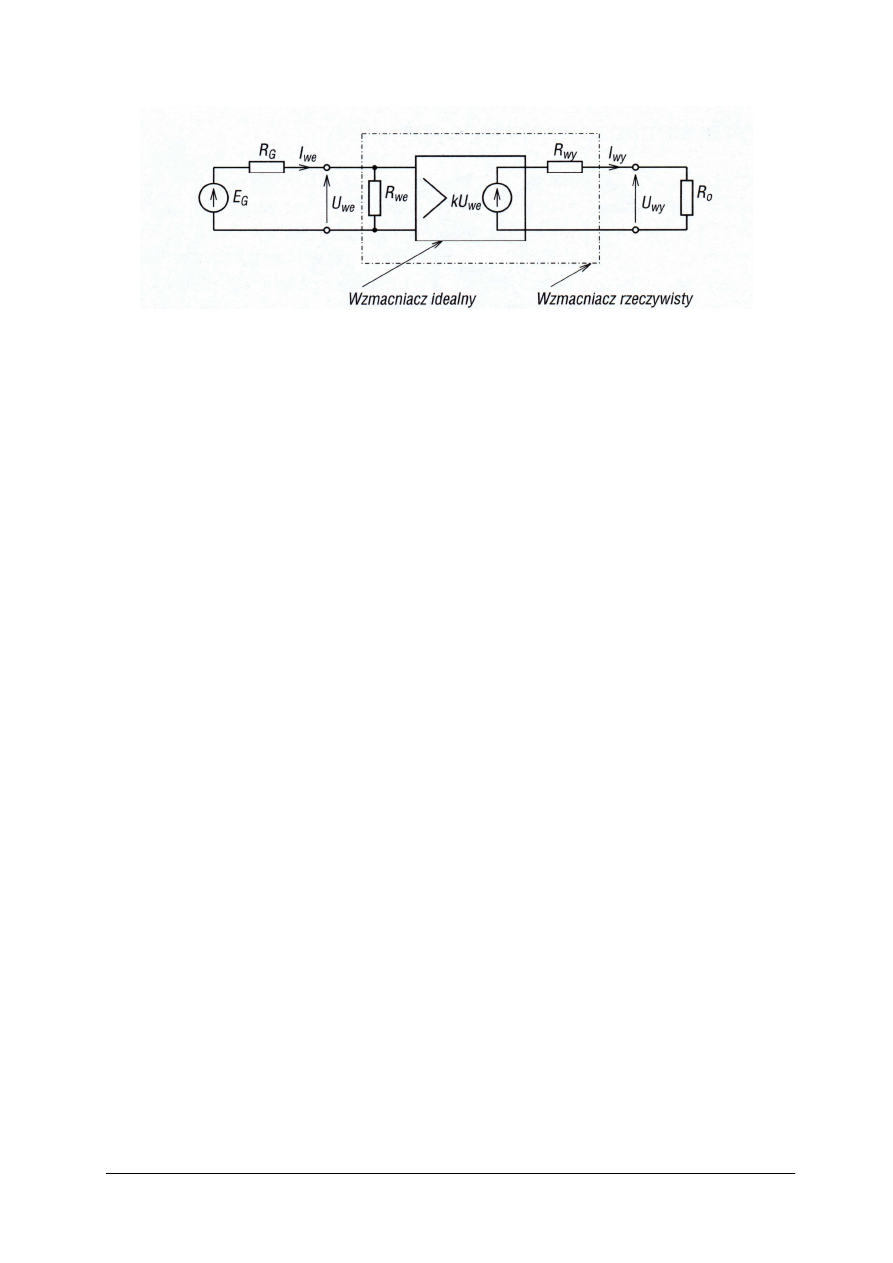
Różnicę między automatycznym sterowaniem a automatyczną regulacją wyjaśniają
schematy blokowe. W układzie sterowania automatycznego elektryczny układ sterujący
steruje pracą danego urządzenia, zwanego obiektem sterowania. Po uruchomieniu urządzenie
pracuje samoczynnie, przy czym wszelkie zmiany parametrów pracy (np. prędkości, kierunku
wirowania itp.) przeprowadzane są automatycznie w zależności od określonych czynników
(np. czasu, przebytej drogi itp.).
.
Rys. 14. Schematy blokowe układów: a) automatycznego sterowania
b) automatycznej regulacji [17, s. 157]
W układzie automatycznej regulacji pokazanym na rysunku 1b pracą obiektu regulacji
kieruje układ regulujący (regulator), przy czym wielkość regulowana
y
jest mierzona
w punkcie B zwanym węzłem zaczepowym i doprowadzana do punktu A, zwanego węzłem
sumacyjnym, znajdującym się na wejściu układu regulacji. Przepływ informacji dotyczącej
wartości mierzonej regulowanej wielkości
y
od punktu B do punktu A tworzy tzw. pętlę
sprzężenia zwrotnego. W węźle sumacyjnym wartość mierzona
y
jest porównywana
z wartością zadaną x regulowanej wielkości. Automatyczny układ regulacji działa zawsze
w tym kierunku, aby wartość mierzona
y
równała się wartości zadanej x. Układy
automatycznej regulacji charakteryzują się tym, że mają jedną lub kilka pętli sprzężenia
zwrotnego tworzących obwody zamknięte. Z tego względu nazywamy je układami
zamkniętymi. Układy automatycznego sterowania nie mają zamkniętych sprzężeń zwrotnych
i noszą nazwę układów otwartych.
Sterowanie automatyczne wiąże się nierozłącznie z blokadą i sygnalizacją. Blokada
uniemożliwia wykonanie błędnych czynności sterowania. Sygnalizacja informuje obsługę
o przebiegu pracy urządzenia. Blokada i sygnalizacja usprawniają obsługę i zwiększają
bezpieczeństwo pracy. Elektryczne układy sterowania automatycznego można podzielić na
dwie grupy:
−
układy sterowania stycznikowo-przekaźnikowe,
−
układy sterowania sekwencyjnego (kolejnościowego).
Układy sterowania stycznikowo-przekaźnikowe są zbudowane, jak wskazuje nazwa,
z dwóch podstawowych elementów: styczników i przekaźników. Styczniki są elementami
wykonawczymi, które włączają w odpowiedniej chwili obwody robocze. Przekaźniki sterują
pracą styczników, powodując wzbudzenie cewek styczników w zależności od określonych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
czynników – czasu, przebytej drogi, prędkości obrotowej itp. W zależności od tych
czynników rozróżnia się sterowanie w funkcji: czasu, drogi, prędkości itp.
Wszystkie elementy układu tworzą obwody elektryczne. Najważniejsze znaczenie mają:
−
obwód główny – obwód łączący silnik z siecią zasilającą, nazywany również obwodem
prądu głównego,
−
obwód sterujący, zawierający cewki i styki przekaźników, styczników, przyciski,
wyłączniki krańcowe ewentualnie inną aparaturę sterowniczą.
Schematy układów sterowania automatycznego są nieraz bardzo rozbudowane.
Szczególnie złożony obraz przedstawia schemat rzeczywisty połączeń poszczególnych
zacisków i elementów aparatury sterującej, zwany schematem montażowym.
W celu możliwie jasnego przedstawienia obwodów sterujących rysuje się schematy
ideowe. Na schematach elektrycznych obwód główny rysuje się linią grubą, zaś obwód
sterujący linią cienką. Poszczególne elementy układu sterującego przedstawia się na tych
schematach za pomocą symboli graficznych. Symbole te rozmieszczone są na schemacie tak,
aby połączenia były jak najkrótsze, bez zbędnych krzyżowań i załamań przewodów.
Mikroprocesory
Mikroprocesor to układ cyfrowy wykonany jako pojedynczy układ scalony o wielkim
stopniu integracji zdolny do wykonywania operacji cyfrowych według dostarczonych mu
instrukcji. Mikroprocesor (w skrócie µP) jest programowalnym cyfrowym elektronicznym
układem, który łączy w sobie funkcje centralnej jednostki obliczeniowej (CPU)
w pojedynczym półprzewodnikowym układzie scalonym. Pierwszy mikroprocesor powstał
w wyniku zredukowania rozmiaru słowa do 4 bitów, tak aby tranzystory tworzące jego
obwody logiczne zmieściły się w jednym układzie. Jeden lub więcej mikroprocesorów
zazwyczaj służą jako CPU w systemach komputerowych, komputerach wbudowanych lub
urządzeniach przenośnych.
Mikroprocesor umożliwił rozwój mikrokomputerów w połowie lat 70. XX w.
dwudziestego wieku. Przed tym okresem, elektroniczne CPU zazwyczaj były wykonywane
z zajmujących wiele miejsca indywidualnych urządzeń przełączających (a późniejszym
okresie zintegrowanych obwodów o małej skali integracji) będących zastępstwem kilku
zaledwie tranzystorów. Poprzez zintegrowanie procesora w jeden lub kilka obwodów
scalonych o bardzo małej skali (zawierających odpowiednik tysięcy lub milionów rozległych
tranzystorów), stosunek możliwości do ceny procesora znacząco wzrósł. Od czasu rozwoju
układów scalonych w połowie lat 70., mikroprocesor stał się najbardziej rozpowszechnioną
formą CPU, prawie całkowicie zastępując wszystkie inne.
Ewolucje mikroprocesora dobrze opisuje prawo Moore’a, mówiące o wzroście
wydajności na przestrzeni lat. Mówi ono, że złożoność układów scalonych (liczba
tranzystorów), przy zachowaniu minimalnego kosztu składników, będzie się podwajać co 18
miesięcy. To powiedzenie wciąż jest prawdziwe od czasu wczesnych lat 70. XX w. Od
skromnych na początku kalkulatorów, zaczęły one zwiększać swą moc co doprowadziło do
ich dominacji nad każdą inną formą komputera. Każdy system, od dużych systemów
komputerowych do najmniejszych komputerów podręcznych używa mikroprocesora jako
swego rdzenia.
W prawie każdym mikroprocesorze możemy wyróżnić następujące bloki
−
ALU jednostka arytmetyczno-logiczna,
−
CU układ sterowania (Control Unit),
−
Rejestry,
−
PC licznik rozkazów (Program Counter),
−
IR rejestr instrukcji (Instruction Register),
−
SP wskaźnik stosu (Stack Pointer),
−
szyna danych i szyny adresowa.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Sterownik mikroprocesorowy to sterownik, którego architektura oparta jest na
mikrokontrolerze pełniącym kluczową funkcję w jego działaniu. Taki mikrokontroler np.
MCS-51 jest odpowiedzialny za operacje numeryczne i logiczne związane ze sterowaniem.
Przykładami sterowników mikroprocesorowych są np. Sterownik PLC, Regulator PID,
Sterownik CNC, Sterownik PAC, Sterownik PAD.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany wykonania do ćwiczeń.
1.
W jaki sposób można podzielić materiały ze względu własności przewodzące?
2.
Jakie wartości prądu elektrycznego stałego podlegają pomiarom?
3.
Jakie wartości prądu elektrycznego zmiennego podlegają pomiarom?
4.
Jakie parametry charakteryzują elektryczne źródła światła?
5.
Czym charakteryzują się poszczególne rodzaje źródeł światła?
6.
Jakie informacje znajdują się na tabliczkach znamionowych odbiorników energii
elektrycznej?
7.
Jakie zabezpieczenia stosuje się w odbiornikach energii elektrycznej?
8.
Jakie rodzaje instalacji i osprzętu stosuje się w elektrotechnice?
9.
Czym charakteryzują się poszczególne rodzaje elementów elektronicznych?
10.
Jakiego typu zagrożenia występują podczas pracy i eksploatacji urządzeń elektrycznych?
11.
Jakiego rodzaju układy prostownicze i wzmacniacze znajdują zastosowanie w przemyśle?
12.
Na czym polega sterowanie automatyczne?
13.
Czym charakteryzują się układy scalone i mikroprocesory?
4.1.3. Ćwiczenia
Ćwiczenie 1
Dokonaj analizy własności przewodzących trzech materiałów: aluminium, germanu i szkła.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać (korzystając z różnych źródeł informacji) dane dotyczące wymienionych
materiałów,
2)
wybrać te informacje, które dotyczą własności przewodzących materiałów (wartości
konduktywności, rezystywności),
3)
porównać uzyskane wartości,
4)
właściwie sklasyfikować wymienione materiały,
5)
zapisać wnioski i uzasadnić swój wybór.
Wyposażenie stanowiska pracy:
−
stanowisko komputerowe z dostępem do Internetu,
−
Polskie Normy,
−
zestawienia tabelaryczne właściwości materiałów,
−
katalogi,
−
zeszyt do ćwiczeń.
Ćwiczenie 2
Na podstawie oznaczeń na eksponatach określ napięcie znamionowe, moc oraz natężenie
prądu obciążenia dla pięciu wybranych źródeł światła: żarówki z głównego szeregu, żarówki
samochodowej, świetlówki, świetlówki kompaktowej, lampy rtęciowej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
wybrać po jednym źródle światła z wymienionych rodzajów,
2)
odczytać i zapisać na kartce napięcie i moc,
3)
zapisać zależność między mocą, napięciem oraz natężeniem prądu,
4)
podstawić odczytane wartości i wykonać obliczenia dla każdego źródła,
5)
wpisać jednostkę i udzielić odpowiedzi.
Wyposażenie stanowiska pracy:
−
gablota z elektrycznymi źródłami światła,
−
kalkulator,
−
arkusze papieru A4,
−
przybory do pisania,
−
zeszyt do ćwiczeń.
Ćwiczenie 3
Rozpoznaj przewody instalacyjne zgromadzone na Twoim stanowisku pracy
na podstawie ich wyglądu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
dokonać oględzin wszystkich odcinków przewodów i omówić ich budowę,
2)
rozpoznać przewody na podstawie ich wyglądu zewnętrznego,
3)
podać oznaczenie literowo-cyfrowe każdego rozpoznanego przewodu,
4)
podać przeznaczenie każdego rozpoznanego przewodu.
Wyposażenie stanowiska pracy:
−
skrzynka zawierająca odcinki różnych przewodów instalacyjnych (co najmniej 10
odcinków),
−
długopis,
−
zeszyt ćwiczeń.
Ćwiczenie 4
Dokonaj rozdziału aparatów przedstawionych przez nauczyciela ze względu na funkcje,
jakie pełnią w układach.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
dokonać oględzin otrzymanych aparatów,
2)
na podstawie budowy i oznaczeń na tabliczce znamionowej określić rodzaj łącznika
i przypisać mu nazwę oraz narysować symbol,
3)
po dokonaniu rozdziału odnaleźć w katalogu te aparaty i uzupełnić informacje zawarte na
tabliczce znamionowej,
4)
ustalić, jaka norma dotyczy tych aparatów, zapisać nr normy,
5)
określić funkcję aparatu w układach.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Wyposażenie stanowiska pracy:
−
wyłączniki, rozłączniki, styczniki, przekaźniki, przyciski,
−
katalogi,
−
normy,
−
zeszyt ćwiczeń.
Ćwiczenie 5
Rozpoznaj rodzaj połączenia elektrycznego na podstawie wyglądu zewnętrznego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zorganizować stanowisko pracy do wykonania ćwiczenia,
2)
obejrzeć film przedstawiający wykonywanie połączeń elektrycznych,
3)
zapoznać się z planszami oraz rysunkami przedstawiającymi połączenia elektryczne
rozłączne i nierozłączne,
4)
rozpoznać połączenie elektryczne na podstawie wyglądu zewnętrznego.
Wyposażenie stanowiska pracy:
−
połączenia elektryczne różnych elementów,
−
plansze oraz rysunki przedstawiające połączenia elektryczne rozłączne i nierozłączne,
−
filmy dydaktyczne z zakresu wykonywania połączeń elektrycznych,
−
zeszyt do ćwiczeń.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
dokonać podziału materiałów ze względu na funkcje, jakie pełnią
w maszynie elektrycznej?
2)
zdefiniować konduktywność oraz rezystywność i podać ich
jednostki?
3)
podzielić materiały ze względu na wartość konduktywności?
4)
podzielić materiały ze względu na ich własności magnetyczne?
5)
dobrać mierniki do pomiarów w obwodach prądu stałego?
6)
dobrać mierniki do pomiarów w obwodach prądu zmiennego?
7)
odczytać wartości zamieszczone na tabliczce znamionowej
urządzenia elektrycznego?
8)
dobrać zabezpieczenie do określonej maszyny elektrycznej?
9)
rozpoznać i scharakteryzować podstawowe elementy elektroniczne?
10)
rozpoznać schematy prostych prostowników i wzmacniaczy?
11)
określić rolę sterowania automatycznego?
12)
omówić zakres zastosowania układów scalonych oraz
mikroprocesorów?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
4.2. Podstawy konstrukcji maszyn i urządzeń mechanicznych
4.2.1. Materiał nauczania
Materiałami konstrukcyjnymi nazywamy materiały inżynierskie, które są powszechnie
wykorzystywane do budowy maszyn i urządzeń. Do materiałów konstrukcyjnych zaliczamy
metale i ich stopy, polimery, ceramikę i kompozyty.
Metale są to materiały, które w stanie stałym charakteryzują się następującymi
właściwościami:
–
dobre przewodnictwo ciepła i elektryczności,
–
połysk,
–
plastyczność.
Właściwości te wynikają z wiązania metalicznego występującego pomiędzy atomami
tworzącymi metal i budowy krystalicznej. Dzielimy je na dwie grupy: żelazne i nieżelazne
(kolorowe).
Polimery są nazywane także tworzywami wielkocząsteczkowymi. Dzielą się na naturalne
i sztuczne. Naturalne nazywane biopolimerami otrzymuje się poprzez obróbkę i częściową
modyfikacje surowców naturalnych. Sztuczne powstają w wyniku łączenia najczęściej
wiązaniami kowalencyjnymi wielu identycznych niewielkich ugrupowań atomów, zwanych
monomerami.
Ceramika są to nieorganiczne związki metali z tlenem, azotem, węglem, borem i innymi
pierwiastkami. Atomy są połączone wiązaniem jonowym i kowalencyjnym. Po zaformowaniu
materiały ceramiczne wygrzewane są w wysokich temperaturach.
Kompozyty są połączeniem dwóch lub więcej odrębnych nierozpuszczających się
w sobie faz, z których każda odpowiada innemu podstawowemu materiałowi inżynierskiemu
zapewniającymi lepszy zespół własności i cech strukturalnych, od właściwych dla każdego
z materiałów składowych oddzielnie. Materiały kompozytowe znajdują zastosowanie m.in.
w sprzęci kosmicznym, samolotach, samochodach, łodziach, jachtach. Zaprojektowana,
a następnie wykonana konstrukcja powinna odpowiadać wymaganiom eksploatacyjnym,
ekonomicznym oraz technologicznym. Wymagania eksploatacyjne obejmują przystosowanie
konstrukcji do niezawodnej realizacji określonych zadań, wytrzymałość mechaniczną
i odporność na zużycie, odporność na korozyjne działanie środowiska, zabezpieczenie przed
przeciążeniem itd. Wymagania ekonomiczne sprowadzają się do rentowności osiąganej dzięki
niskim kosztom wytwarzania przy wysokiej wydajności urządzenia oraz małemu zużyciu
materiału. Wymagania technologiczne obejmują warunki dotyczące prostoty procesów
technologicznych, łatwy montaż i demontaż oraz możliwość dokonywania napraw urządzenia
prostymi sposobami. We wszystkich trzech grupach wymagań możemy zauważyć warunki,
które bezpośrednio odnoszą się do materiału, z którego ma powstać urządzenie.
Konstruktor odpowiedzialny za prawidłowe opracowanie projektu powinien dokonać
pełnej analizy materiałów, biorąc pod uwagę ich własności mechaniczne, technologiczne,
plastyczne, cieplne, elektryczne, magnetyczne oraz chemiczne.
Własności mechaniczne są to cechy związane z wytrzymałością materiału na działanie
różnego rodzaju sił zewnętrznych, są kryterialnymi wielkościami w doborze materiałów.
Poznanie własności materiałów nie jest wystarczające do oceny ich przydatności do
określonego celu. Niezbędne jest tu jeszcze poznanie wpływu różnych czynników, np.
temperatury, czasu, sposobu i wielkości obciążenia, kształtu i wymiarów przedmiotu, na
zmiany tych własności.
Metody badań własności mechanicznych możemy podzielić na dwie grupy:
–
własności technologiczne, decydujące o przydatności materiałów do określonej obróbki,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
–
własności wytrzymałościowe, do wyznaczania, których niezbędna jest znajomość siły lub
momentu sił, jako jednej z wielkości mierzonych podczas badania.
Własności technologiczne
Cechy materiału charakteryzujące jego zachowanie się w czasie procesów
produkcyjnych. W celu zbadania własności technologicznych określonego materiału należy
przeprowadzić tylko te próby, których wyniki będą informować o możliwości realizacji
przewidywanej obróbki, np. materiały stosowane na odlewy poddaje się próbie lejności,
obrabiane zaś przez skrawanie – próbie skrawalności, obrabiane plastycznie – badaniom
własności plastycznych itd. Wyróżnia się:
−
własności odlewnicze,
−
skrawalność,
−
ś
cieralność,
−
własności plastyczne,
−
właściwości elektryczne,
−
właściwości cieplne,
−
właściwości magnetyczne,
−
właściwości chemiczne.
Własności wytrzymałościowe:
−
twardość,
−
udarność,
−
wytrzymałość na rozciąganie,
−
wytrzymałość na skręcanie,
−
wytrzymałość na ścinanie,
−
wytrzymałość na ściskanie,
−
wytrzymałość na pełzanie,
−
wytrzymałość zmęczeniowa.
Wytrzymałość zmęczeniowa
Jeżeli na materiał działają siły zmieniające swą wartość okresowo w czasie, to mogą
w nim powstać pęknięcia, chociaż naprężenia określone w stosunku do początkowego
przekroju próbki nie osiągnęły nigdy wartości, które przy stałym obciążeniu mogłyby
spowodować zniszczenie materiału. Wytrzymałość zmęczeniowa lub granica zmęczenia, lub
wytrzymałość trwała na zmęczenie to najwyższy poziom cyklicznego naprężenia, który nie
powoduje zniszczenia próbek poddanych badaniu do umownej, granicznej liczby cykli. Na
wykresie zmęczeniowym granica zmęczenia uwidacznia się w postaci części poziomej.
Jedynie materiały żelazne oraz czysty węgiel wykazują efekt granicy zmęczenia. Jednak
w przypadku tych materiałów efekt ten może zostać zniwelowany przez działanie środowiska
korozyjnego lub zmiennej amplitudy. Inne materiały nie wykazują efektu wytrzymałości
trwałej.
W polskich normach granicę zmęczenia oznacza się literą Z. Zależnie od rodzaju
obciążenia dla którego wyznaczono wartość dodaje się odpowiednie indeksy: r – rozciąganie;
c – ściskanie; g – zginanie; s – skręcanie. Zależnie od rodzaju cyklu dla którego wyznaczono
wartość dodaje się odpowiednie indeksy: o – cykl wahadłowy; j – cykl odzerowy,
jednostronny.
Tolerancje, pasowania i chropowatość powierzchni
Tolerancja wymiaru
Wymiary pokazywane na rysunku technicznym są wymiarami nominalnymi, pożądanymi
przez konstruktora. Ze względu na nieuniknione niedokładności wykonawcze wymiary
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
rzeczywiste odbiegają od nominalnych. Konstruktor projektując element, musi sobie zdawać
sprawę, jaką klasę dokładności będą reprezentować maszyny wykonujące dany element.
W wielu przypadkach dla krytycznych wymiarów wymusza się tolerancję wykonania, dodając
wielkość odchyłki do wymiaru nominalnego. Istnieją jednak przypadki, kiedy odchylenie od
wymiaru nominalnego jest pożądane. Ma to miejsce przy wykonaniu otworów oraz
elementów cylindrycznych, w celu osiągnięcia odpowiedniego pasowania. W przypadku
otworów mamy do czynienia z tolerancją wymiaru otworu, w przypadku elementów
walcowych tolerancją wymiaru wałka.
Tolerancję T określa się jako T = B – A gdzie:
A – wymiar graniczny dolny; B – wymiar graniczny górny
Rys. 15. Wymiarowanie tolerancji [opracowanie
własne]
Pasowanie
Jest to skojarzenie pary elementów o tym samym wymiarze nominalnym, inaczej mówiąc
połączenie dwóch elementów, z których jeden obejmuje drugi. Dotyczy zwykle wałka
i otworu, a także stożka i otworu stożkowego. W budowie maszyn wymagane pasowanie
realizuje się poprzez odpowiedni dobór tolerancji wałków i otworów. Pasowanie oznacza się
podając tolerancję otworu i wałka za znakiem „łamane” pomiędzy nimi, np. H7/e8.
W budowie maszyn używa się następujących rodzajów pasowań:
−
pasowanie luźne – zawsze istnieje w nim luz pomiędzy wałkiem a otworem. Wałek może
poruszać się wzdłużnie lub obracać w otworze. Stosowane w połączeniach ruchowych,
−
pasowania mieszane – istnieje w nim niewielki luz lub lekki wcisk. Stosowane do
połączeń nie przenoszących obciążeń,
−
pasowanie ciasne – w tym pasowaniu wałek jest wciśnięty w otwór. Połączenie takie
może przenosić obciążenia (zobacz połączenia wciskowe).
Chropowatość powierzchni
Cecha powierzchni ciała stałego, oznacza rozpoznawalne optyczne lub wyczuwalne
mechanicznie nierówności powierzchni, niewynikające z jej kształtu, lecz przynajmniej
o jeden rząd wielkości drobniejsze. Chropowatość w przeciwieństwie do innej podobnej
cechy – falistości powierzchni, jest pojęciem odnoszącym się do nierówności o relatywnie
małych odległościach wierzchołków. Wielkość chropowatości powierzchni zależy od rodzaju
materiału i przede wszystkim od rodzaju jego obróbki.
W budowie maszyn stosuje się dwa parametry (stosuje się więcej parametrów – te dwa
można uznać za podstawowe) określające:
−
ś
rednie arytmetyczne odchylenie profilu od linii średniej,
−
wysokość chropowatości według dziesięciu punktów profilu.
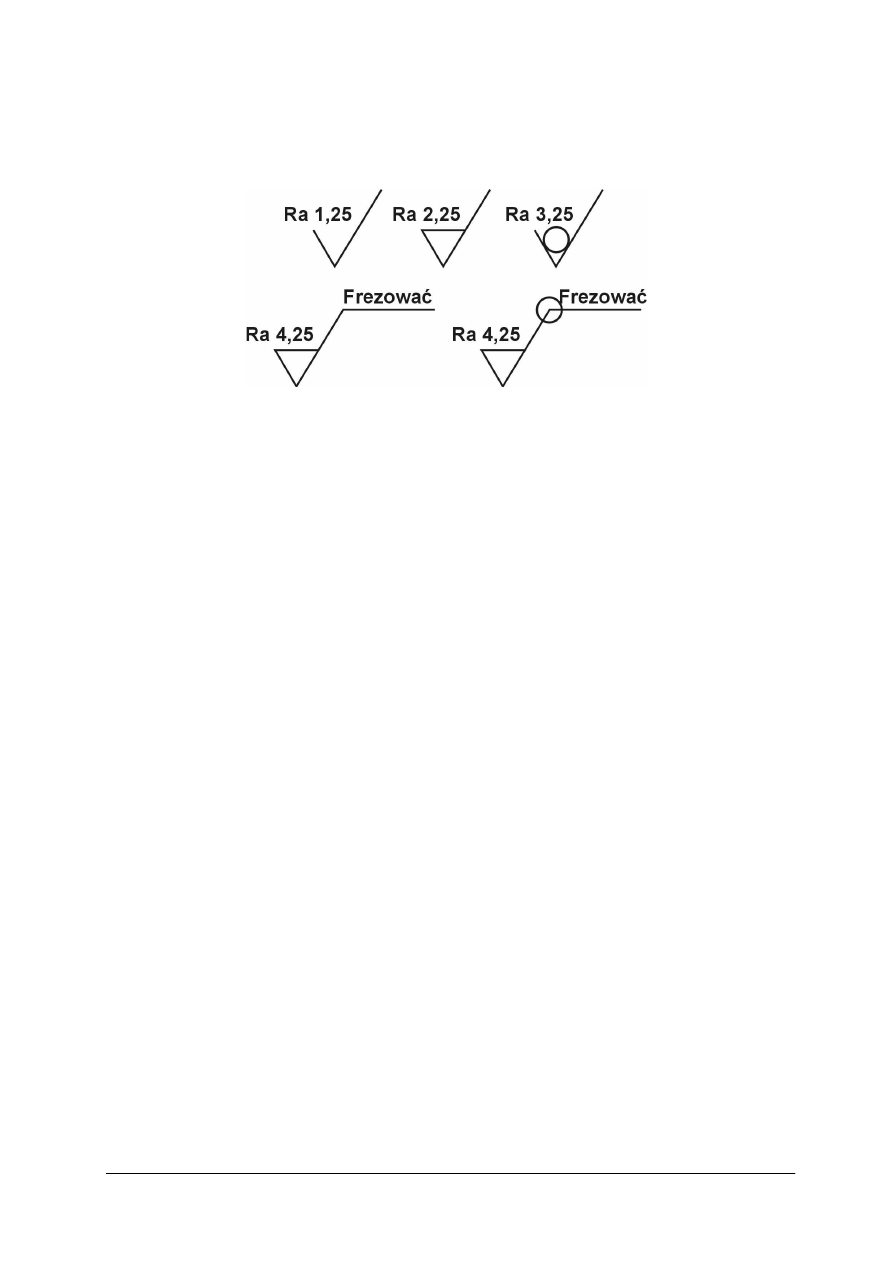
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Chropowatość mierzona jest specjalnymi urządzeniami pomiarowymi zwanymi
profilometrami. Większość z produkowanych obecnie urządzeń jest w stanie zmierzyć
obydwa parametry.
Rys. 16. Znaki chropowatości [opracowanie
własne]
Na rysunkach technicznych chropowatość pokazuje się, stosując znak chropowatości wraz
z pożądaną wartością Ra lub Rz. Znak chropowatości umieszcza się w prawym, górnym rogu
rysunku (odnosi się wtedy do wszystkich powierzchni elementu) lub/i wskazując specyficzną
powierzchnię do której się odnosi. Symbol z wartością 1,25 oznacza chropowatość uzyskaną
w dowolnej obróbce, symbol z wartością 2,25 – tylko obróbce skrawaniem, natomiast symbol
z wartością 3,25 – dowolnej obróbce poza obróbką skrawaniem. Na symbolu z przykładowa
wartością 4,25 umieszczono dodatkowe informacje dotyczące obróbki, a symbol z wartością
4,25 i okręgiem dotyczy wszystkich powierzchni całego obwodu.
Klasyfikacja połączeń
Połączenia w budowie maszyn wiążą elementy składowe tak, że mogą one wspólnie się
poruszać oraz przenosić obciążenia. Ze względu na trwałość połączenia rozróżnia się
połączenia:
−
nierozłączne – w połączeniu takim elementy są złączone na stałe; próba ich rozłączenia
zawsze wiąże się ze zniszczeniem elementu łączącego oraz często samych elementów
łączonych,
−
rozłączne, w których rozłączenie jest możliwe i nie wiąże się z niebezpieczeństwem
zniszczenia elementów łączonych.
Do połączeń nierozłącznych zalicza się połączenia:
−
spawane,
−
zgrzewane,
−
klejone,
−
nitowe,
−
lutowane,
−
zaprasowywane.
Do połączeń rozłącznych należą połączenia:
−
wciskowe,
−
kształtowe (wpustowe, wielowypustowe, kołkowe, sworzniowe i klinowe),
−
gwintowe,
−
sprężyste,
−
rurowe.
Ze względu na przeznaczenie rozróżnia się połączenia:
–
mechaniczne,
–
elektryczne.
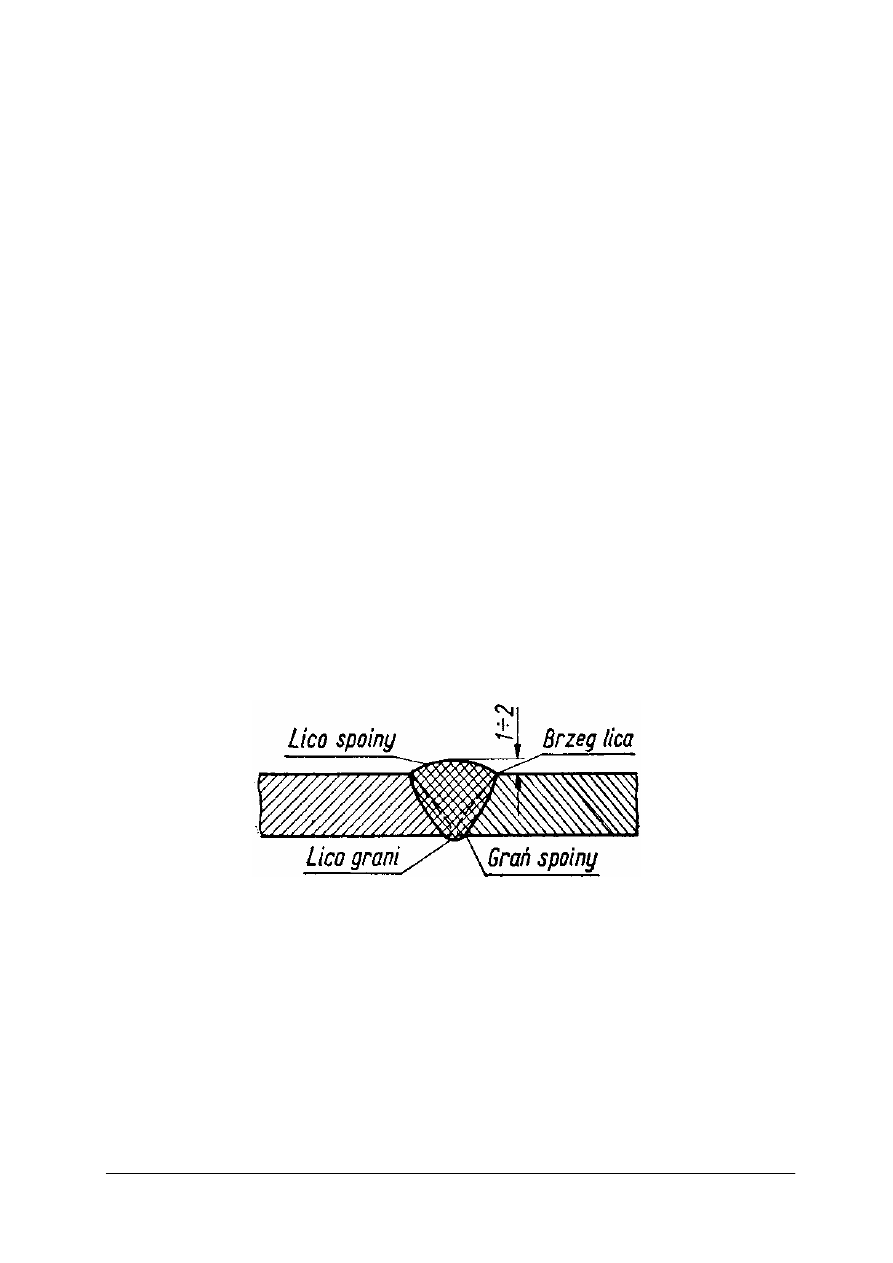
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Do połączeń mechanicznych zalicza się połączenia:
–
spawane,
–
zgrzewane,
−
lutowane,
−
nitowe,
−
klejone,
−
z wciskiem,
−
zaprasowywane,
−
gwintowe,
−
wpustowe,
−
wielowypustowe,
−
kołkowe,
−
sworzniowe,
−
klinowe.
Do połączeń elektrycznych należą połączenia:
–
spawane,
–
zgrzewane,
–
lutowane,
–
owijane,
–
zaciskane.
Połączenia spawane
Spawanie polega na trwałym łączeniu metali za pomocą ciepła doprowadzonego do
miejsca, w którym ma powstać złącze spawane. Między częściami spawanego przedmiotu
powstaje łącząca je spoina. Składa się ona ze stopionego metalu spawanego przedmiotu,
zwanego metalem rodzimym oraz niekiedy ze stopionego spoiwa. Stopiony w obszarze
spoiny metal na skutek stygnięcia krzepnie i łączy trwale obie części materiału rodzimego.
Rys. 17. Złącze spawane [23, s. 240]
Zależnie od wzajemnego ustawienia spawanych części rozróżnia się spoiny: czołowe,
pachwinowe, otworowe i grzbietowe. Najczęściej spotykanymi metodami spawania są:
spawanie elektryczne i gazowe.
Przy spawaniu elektrycznym źródłem ciepła jest łuk elektryczny. Najczęściej stosuje się
spawanie otuloną elektrodą topliwą. Łuk powstaje wtedy między elektrodą a elementem
spawanym. Materiał dodatkowy powstaje ze stopienia elektrody. Spawanie może być
prowadzone ręcznie, półautomatycznie lub automatycznie.
Przy spawaniu gazowym źródłem ciepła jest reakcja spalania gazu palnego (najczęściej
acetylenu) z tlenem. Jako materiał dodatkowy przy spawaniu blach o grubości większej niż
2 mm stosuje się spoiwo w postaci drutu. Spawanie gazowe stosuje się przede wszystkim do
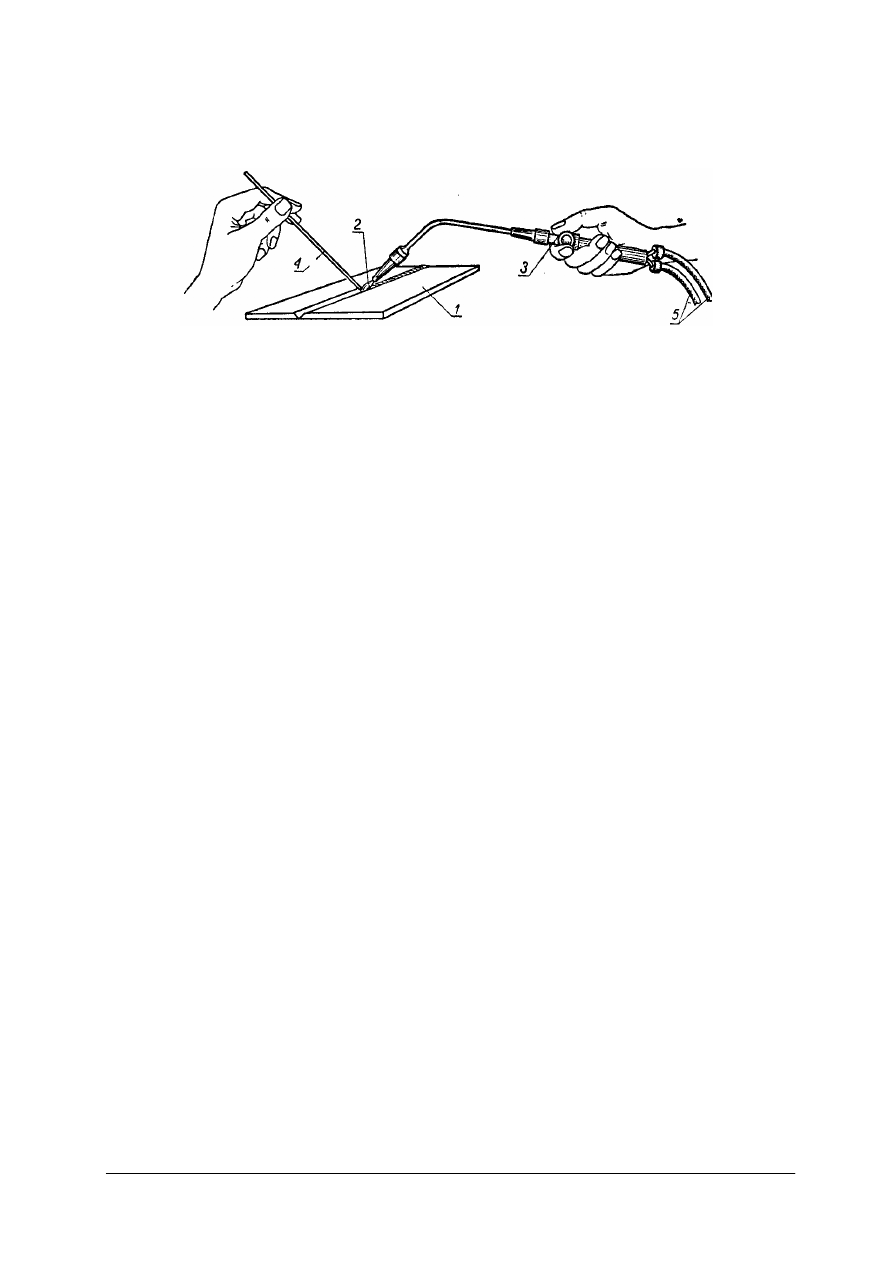
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
łączenia cienkich blach stalowych, łączenia elementów ze stopów lekkich, z żeliwa i przy
naprawach.
Rys. 18. Spawanie acetylenowo-tlenowe [23, s. 245]
Spawanie acetylenowo-tlenowe polega na nagrzewaniu i topieniu brzegów łączonych
metali 1 płomieniem 2 palącym się u wylotu palnika 3. Zwykle topi się jednocześnie spoiwo
w postaci drutu 4, doprowadzonego do miejsca spawania. Tlen i acetylen są doprowadzane do
palnika wężami gumowymi 5.
Do podstawowego wyposażenia stanowiska spawania gazowego należą: wytwornice,
bezpieczniki, butle, reduktory i palniki. O wyniku spawania w dużym stopniu decyduje
prawidłowo uregulowany płomień palnika. Przy nadmiarze acetylenu powstaje płomień
nawęglający, natomiast przy nadmiarze tlenu – płomień utleniający. Spawanie powinno
odbywać się takim płomieniem, który w środkowej strefie składa się z mieszaniny tlenku
węgla i pary wodnej (bez swobodnego węgla i tlenu).
Połączenia zgrzewane
Połączenia zgrzewane to połączenia materiałów przez ich docisk z jednoczesnym
podgrzaniem łączonego miejsca do stanu plastycznego. Złącze otrzymywane przez
zgrzewanie charakteryzuje się dużą wytrzymałością mechaniczną, dużą odpornością na
szkodliwe oddziaływanie środowiska, małą rezystancją przejścia. Dodatkowa zaletą
połączenia zgrzewanego to małe wymiary, wynikające m.in. z faktu, że do jego wykonania
zbędne są jakiekolwiek dodatkowe materiały lub elementy wiążące. Wymienione zalety
sprawiają, że zgrzewanie znajduje zastosowanie także w przypadkach, gdy wymagana jest
duża gęstość montażu. Pewnym mankamentem zgrzewania jest konieczność doprowadzenia
energii cieplnej do elementów łączonych (może to spowodować ich przegrzanie) oraz
trudności w zautomatyzowaniu. Do podstawowych rodzajów zgrzewania zalicza się
zgrzewanie:
−
czołowe – stosuje się do łączenia prętów, odkuwek i innych elementów, w których
zgrzeina obejmuje całe pole powierzchni styku,
−
punktowe – stosuje się do łączenia cienkich blach, blach z różnymi kształtownikami itp,
−
liniowe – umożliwia wykonanie połączeń szczelnych z cienkiej blachy: rur z szwem,
pojemników, a także połączeń kształtowych, stosowanych w różnych dziedzinach
przemysłu,
−
garbowe (odmiana zgrzewania punktowego) – garby mają najczęściej kształt czaszy
kulistej i służą m.in. do usztywnienia części wykonanych z cienkich blach.
Połączenia klejone
Połączenia klejone – to takie połączenia, w których wykorzystuje się adhezyjne
właściwości substancji klejowych. Klej wnika w drobne pory (nierówności) na powierzchni
materiału, po czym twardnieje. Czasem przy klejeniu tworzyw sztucznych dodatkowo
następuje częściowe rozpuszczenie powierzchni klejonych. Połączenie tego typu w budowie
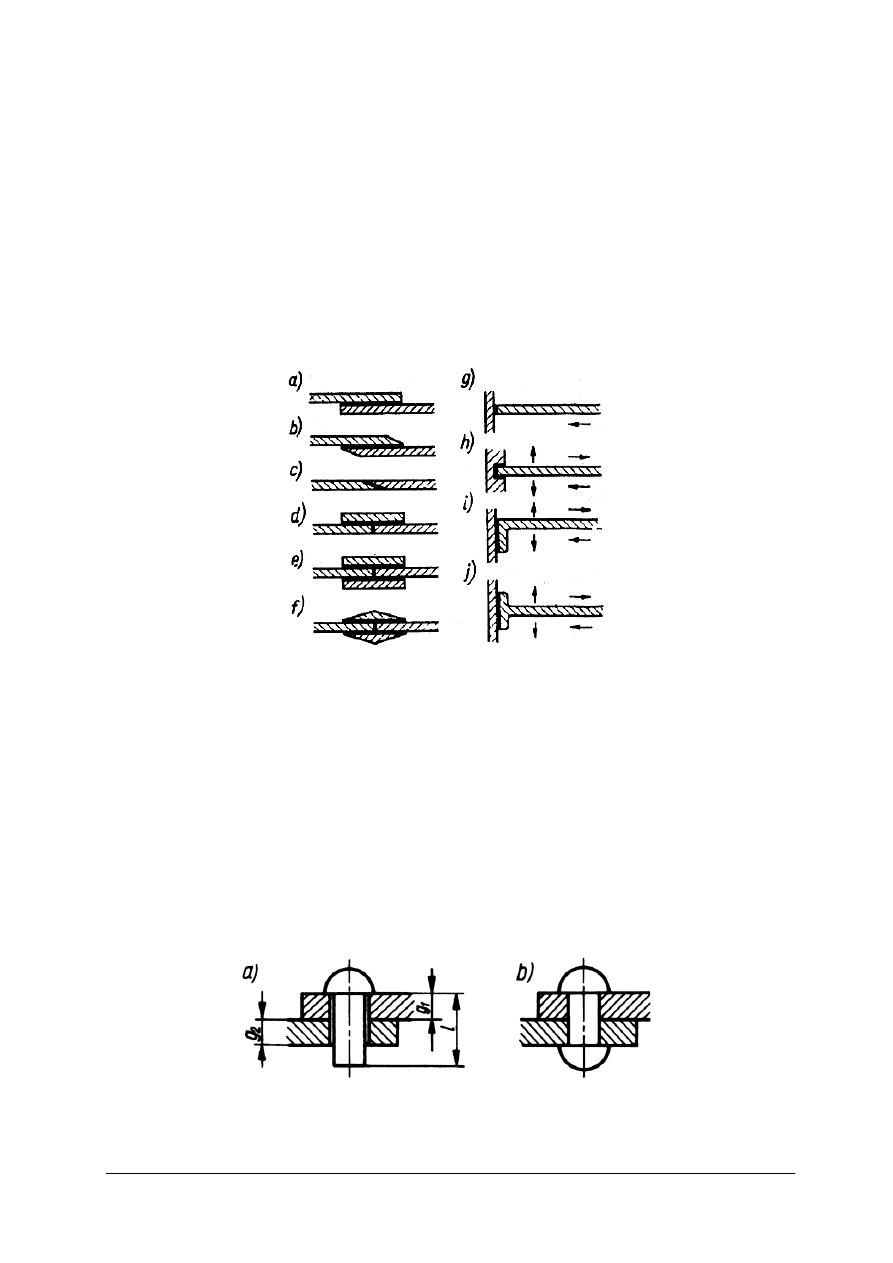
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
maszyn stosowane jest często, zwłaszcza jeśli trzeba połączyć różne materiały (metal,
tworzywa sztuczne, szkło, gumę itp).
−
Zaletą klejenia metali jest możliwość wykorzystania pełnej wytrzymałości elementów
łączonych, zwłaszcza przy łączeniu stopów lekkich. Wynika to stąd, że przenoszenie
obciążenia za pomocą warstwy kleju nie powoduje spiętrzenia naprężeń ani nie powoduje
osłabienia materiału części łączonych, jak w przypadku spawania czy nitowania. Drugą
ważną zaletą tej metody to odporność na korozję. Klej jest również dobrym izolatorem,
co wykorzystuje się w przemyśle elektronicznym.
−
Wadą tej metody jest konieczność stosowania znacznych nacisków i działanie
temperatury oraz to, że wytrzymałość połączeń klejonych spada ze wzrostem
temperatury. Kolejną wadą jest konieczność starannego przygotowania i oczyszczenia
mechanicznego, a często i chemicznego powierzchni łączonych.
Rys. 19. Połączenia klejone: a) zakładkowe, b) zakładkowe zukosowane, c) zukosowane wpuszczone,
d) zakładkowe jednostronne, e) zakładkowe dwustronne, f) zakładkowe dwustronne zukosowane,
g) kątowe czołowe, h) kątowe wpuszczone, i) kątowe ze stopką jednostronną,
j) kątowe ze stopką dwustronną [14, s. 133].
Połączenia nitowe
Połączenia nitowe stosowane są do łączenia blach lub elementów konstrukcji stalowych –
dźwigarów, wsporników, wiązarów itp., za pomocą łączników, zwanych nitami. Połączenie
nitowe należy do grupy połączeń nierozłącznych.
Na rys. 20 przedstawiono przykłady łączenia blach za pomocą nitów. Nit przechodzi
z luzem przez otwory w obu częściach łączonych, a następnie jego wystająca walcowa część
jest odkształcana tak, że tworzy tzw. zakuwkę. Aby możliwe było uformowanie zakuwki,
długość nitu l musi być odpowiednio większa od łącznej grubości łączonych blach.
Rys. 20. Połączenie blach za pomocą nitów: a) przed odkształceniem nitu,
b) po uformowaniu zakuwki [14, s. 35]
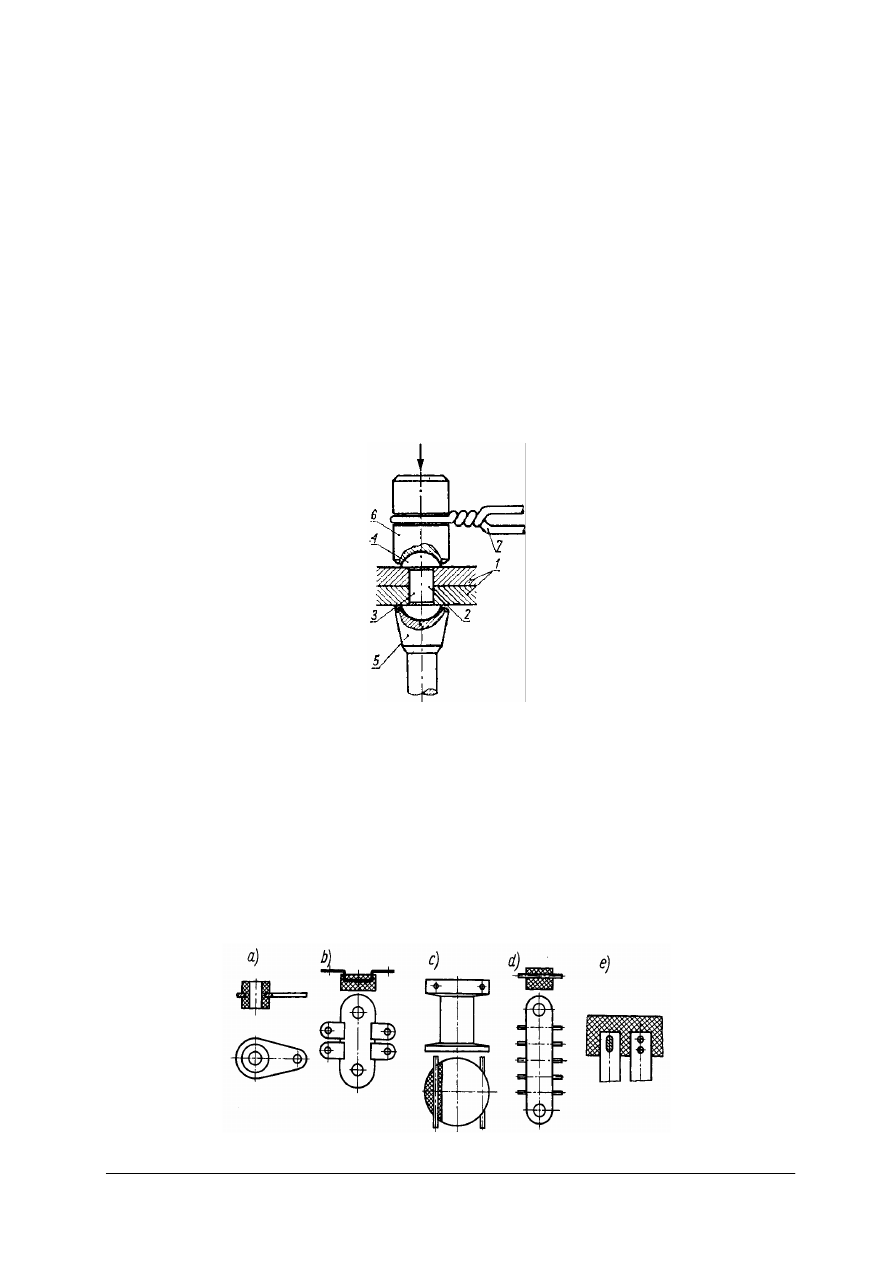
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Rozróżnia się następujące połączenia nitowe (zależnie od spełnionych wymagań):
−
mocne – spełniające jedynie warunki wytrzymałościowe, stosowane w konstrukcjach
budowlanych, dźwigniowych,
−
szczelne – spełniają warunek szczelności obok warunków wytrzymałościowych,
stosowane we wszelkiego rodzaju zbiornikach służących do przechowywania, transportu,
przeładunku lub przeróbki cieczy, gazów i ciał sypkich,
−
mocno-szczelne – gwarantują wysoką szczelność i dużą wytrzymałość, stosowane
w zbiornikach znajdujących się pod dużym ciśnieniem wewnętrznym, np. w walczakach
kotłów parowych.
Połączenia nitowe należy tak konstruować, aby nity były poddane działaniu naprężeń
ś
cinających. Ze względów konstrukcyjnych połączenia nitowe dzieli się na zakładkowe
i nakładkowe. Nitowanie może odbywać się na zimno lub na gorąco (temperatura podgrzania
nitu 700
°
C – nitowanie maszynowe lub 1000–1100ºC – nitowanie ręczne). Do wykonania
połączenia nitowego ręcznego służą przyrządy nitownicze, takie jak: młotki, wsporniki
i nitowarki ręczne. Do nitowania maszynowego służą maszyny, zwane niciarkami.
Rys. 21. Nitowanie ręczne: 1 – łączone blachy, 2 – łeb nitu, 3 – trzon nitu, 4 – zakuwka, 5 – przypór,
6 – nagłówniak, 7 – kleszcze (obejma) [9, s. 1060]
Połączenia przez zalewanie, zaprasowanie, wtopienie
W częściach wykonanych jako odlewy ciśnieniowe ze stopów cynku, aluminium oraz
w wypraskach z tworzyw sztucznych można zalewać bądź zaprasowywać inne elementy,
całkowicie wykończone, wykonane np. z materiałów twardych lub o większej wytrzymałości.
W ten sposób zalewa się wkładki z gwintem (gwint jest trudno odlać, a ponadto
wytrzymałość gwintu wykonanego w tworzywie sztucznym jest niewielka), wałki, kołki,
wkładki z blachy oraz tulejki łożyskowe mosiężne lub brązowe. Przykłady ilustrujące
wymienione rozwiązania przedstawiono na rys. 22.
Rys. 22. Przykłady zalewania i zaprasowywania końcówek lutowniczych [14, s. 38]
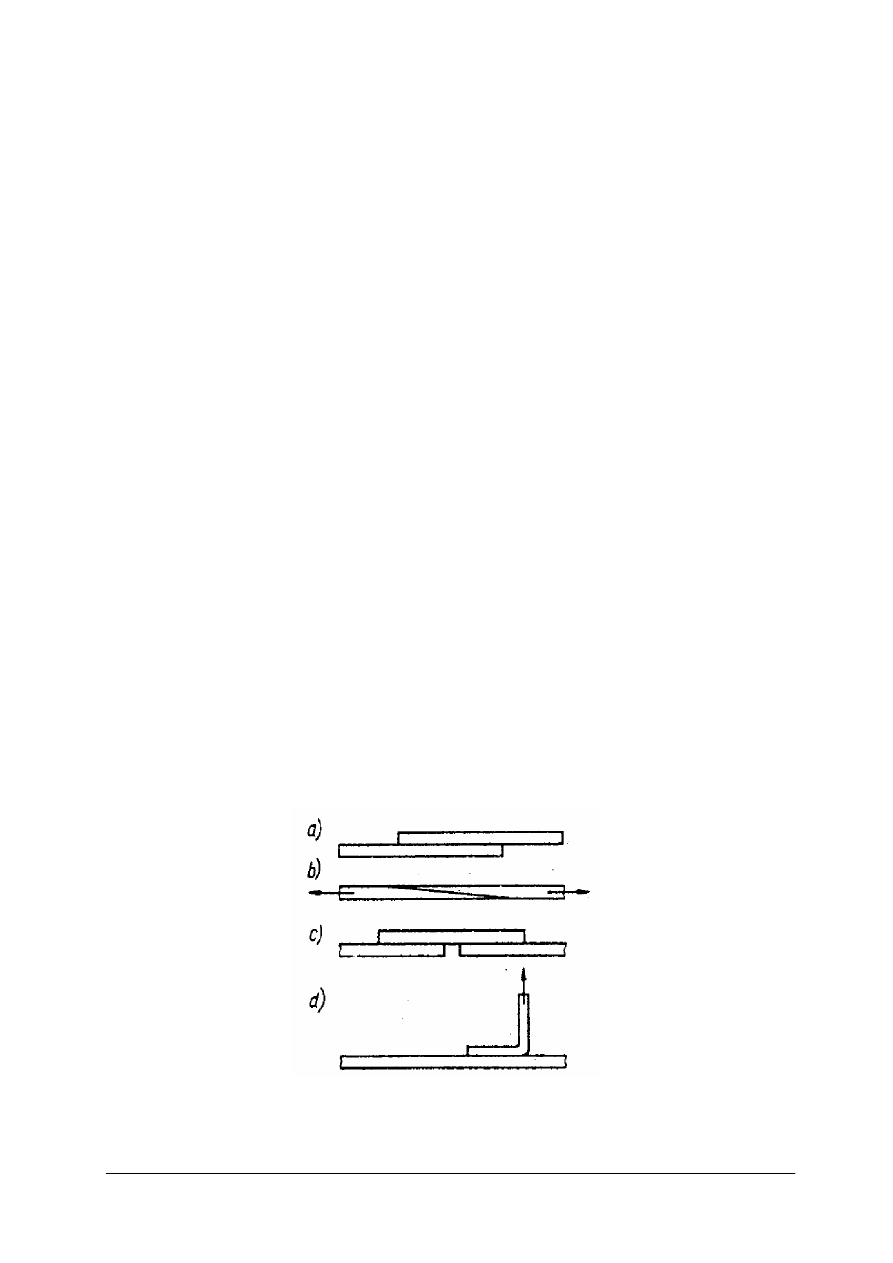
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Połączenia lutowane
Lutowanie jest to spajanie metali przez doprowadzenie spoiwa, zwanego lutem w stanie
ciekłym do szczeliny między powierzchniami łączonymi. Podczas lutowania łączone
powierzchnie nagrzewają się do temperatury topnienia lutu, która jest niższa od temperatury
topnienia metali elementów łączonych. W zależności od temperatury topnienia lutowia,
rozróżnia się lutowanie:
−
miękkie – przy użyciu lutów o temperaturze topnienia do 450°C; głównym składnikiem
lutu jest cyna i ołów,
−
twarde – przy użyciu lutów o temperaturze powyżej 450°C; głównym składnikiem lutu
jest miedź i cynk.
W połączeniach elektrycznych zwykle stosuje się lutowanie miękkie. Połączenia
wykonane lutem miękkim są szczelne, ale mają małą wytrzymałość. Lutowanie twarde
zapewnia połączeniu większą wytrzymałość, ma ono jednak pewne niekorzystne cechy –
podobnie jak spawanie ulega utlenianiu. Inne podziały procesów lutowania:
Ze względu na miejsce lutowania:
−
powlekanie powierzchni lutem,
−
lutowanie połączeń elektrycznych,
−
lutowanie szczelin,
−
spajanie.
Ze względu na sposób usuwania tlenków:
−
lutowanie z topnikiem,
−
lutowanie w osłonie gazowej.
Ze względu na technologię lutowania:
−
lutowanie na fali,
−
lutowanie na stacji lutowniczej.
Ze względu na sposób wykonywania lutowania
−
lutowanie ręczne,
−
lutowanie maszynowe.
Ze względu na rodzaj połączenia rozróżnia się połączenia:
−
zakładkowe,
−
nakładkowe,
−
przykładkowe.
Rys. 23. Połączenia lutowane: a) zakładkowe, b) zakładkowe zukosowane, c) nakładkowe,
d) przykładkowe [23, s. 131]
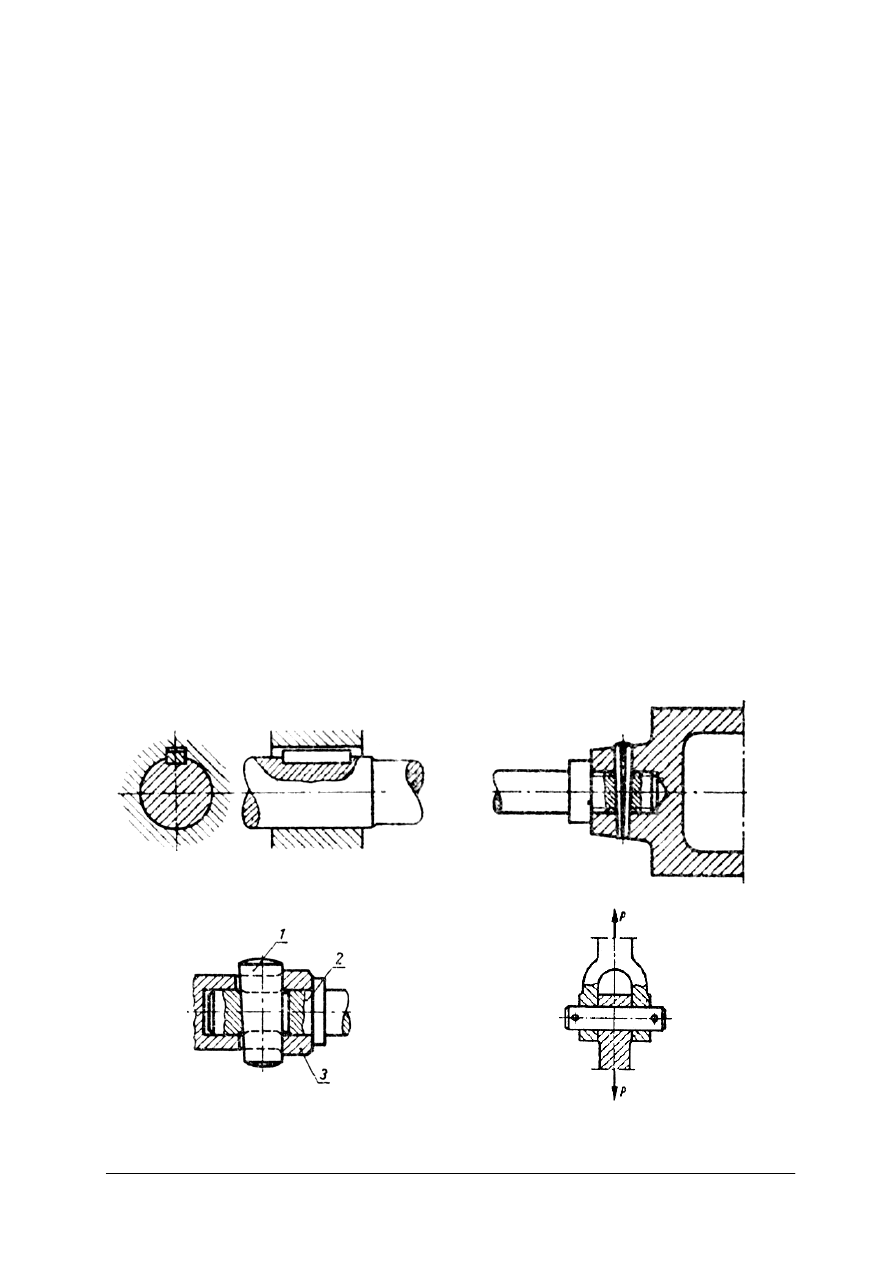
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Wszystkie luty miękkie są wytwarzane na bazie cyny i ołowiu, często z małym
dodatkiem miedzi, srebra, kadmu albo cynku. Powyżej temperatury ok. 183°C luty miękkie
zaczynają się topić. W elektrotechnice stosuje się często luty rurkowe (tinole) zawierające
wewnątrz topnik, np. S-Sn63Pb37 (63% cyny, reszta ołowiu i innych dodatków).
Połączenie wciskowe.
Ze względu na budowę połączenia wciskowe dzielą się na połączenia:
−
bezpośrednie, w których uczestniczą tylko elementy łączone,
−
pośrednie, w których uczestniczą dodatkowe elementy takie jak tuleje, pierścienie itp.
Ze względu na sposób łączenia połączenia wciskowe dzielą się na połączenia:
–
skurczowe,
–
wtłaczane.
Połączenie wciskowe powstaje w wyniku wtłoczenia czopa w piastę, mającą mniejszą
ś
rednicę niż czop. Do wtłaczania dużych części stosuje się prasy hydrauliczne, śrubowe
i zębatkowe oraz specjalne przyrządy. Małe części można wtłaczać przez wbijanie za pomocą
młotka, którym uderza się w podkładkę umieszczoną na wtłaczanym przedmiocie. Przy tym
sposobie wtłaczania możliwe jest odkształcenie się wtłaczanej części wskutek jej ukośnego
ustawienia przy wbijaniu. W celu uniknięcia tego odkształcenia stosuje się trzpienie do
wtłaczania, które wbija się do otworu wraz z częścią wtłaczaną.
Połączenia kształtowe (wpustowe, wielowypustowe, kołkowe, sworzniowe i klinowe)
W połączeniach kształtowych łączenie części współpracujących oraz ustalanie ich
wzajemnego położenia uzyskuje się przez odpowiednie ukształtowanie ich powierzchni
(w połączeniach bezpośrednich) lub zastosowanie dodatkowych łączników (w połączeniach
pośrednich). W połączeniach bezpośrednich na powierzchniach styku są wykonane występy
i wgłębienia, które po połączeniu elementów spełniają funkcję łącznika. Na rysunkach 24–27
pokazano różne rodzaje połączeń kształtowych. Podstawowym zadaniem połączeń
kształtowych jest przenoszenie obciążeń (siły wzdłużnej, poprzecznej lub momentu
skręcającego) działających na łącznik. Części łączone mogą być nieruchome względem siebie
(połączenie spoczynkowe) lub przesuwne wzdłuż osi (połączenie ruchome).
Rys. 24. Połączenie wpustowe [14, s. 372]
Rys. 25. Połączenie kołkowe poprzeczne [14, s. 384]
Rys. 26. Połączenie klinowe poprzeczne: 1 – klin,
2 – drąg, 3 – tuleja [14, s. 370]
Rys. 27. Połączenie sworzniowe [14, s. 145]
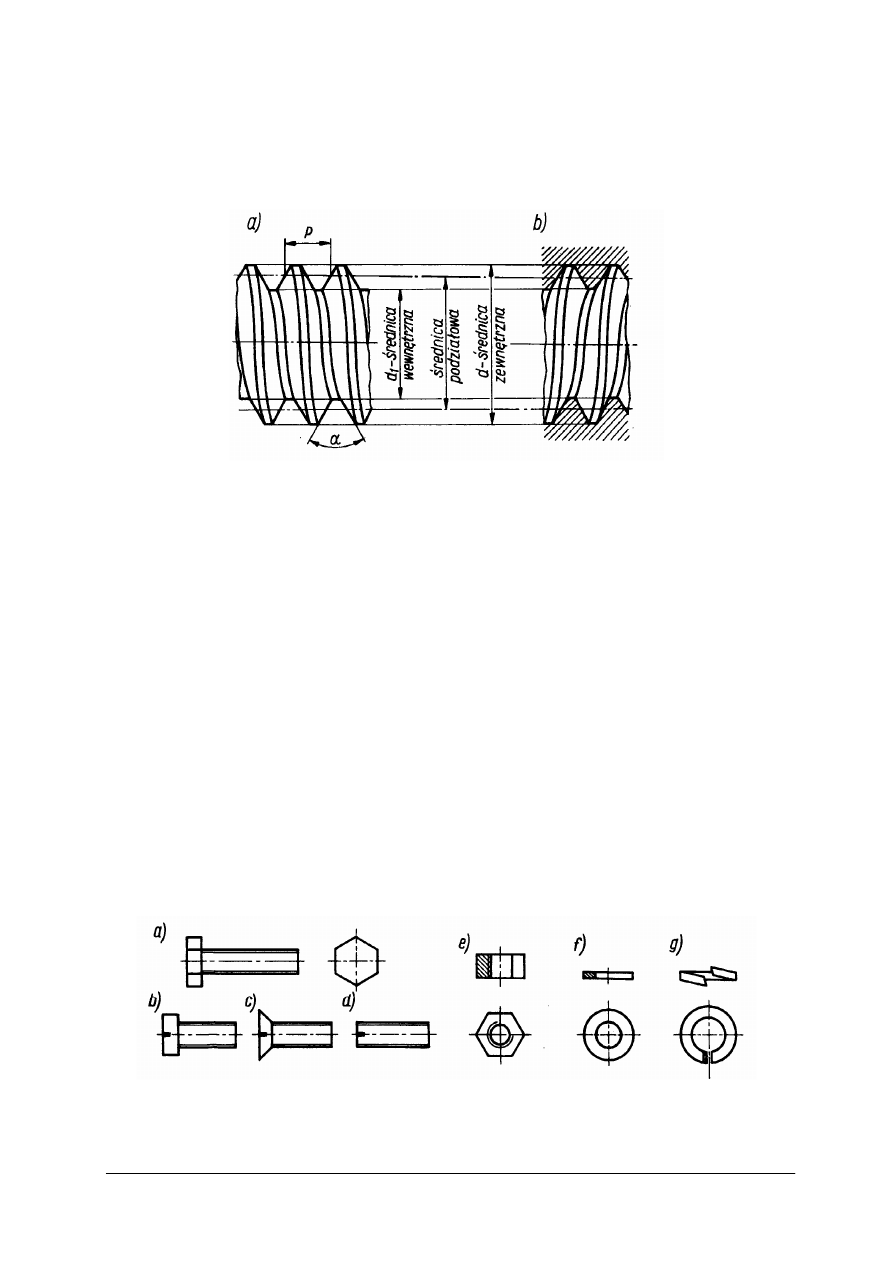
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Połączenia gwintowe
Połączenie gwintowe otrzymuje się, wkręcając element z gwintem zewnętrznym
wykonanym na wałku (wkręt, śruba) w element z gwintem wewnętrznym wykonanym
w otworze (nakrętka).
Rys. 28. Geometria gwintu: a) zewnętrznego, b) wewnętrznego [14, s. 41]
Gwint uzyskuje się przez wykonanie na walcowej (rzadziej stożkowej) powierzchni
elementu jednego (gwint jednokrotny), czasem wielu śrubowych rowków o określonym
kształcie zarysu (gwint wielokrotny).
W sposób poglądowy powstawanie linii śrubowej można objaśnić nawijając na walec
o średnicy d trójkąt prostokątny o podstawie
π
d i wysokości P
h
(skok linii śrubowej).
Przeciwprostokątna tego trójkąta tworzy z podstawą kąt
γ
(kąt wzniosu linii śrubowej).
Gwint zewnętrzny można wykonać za pomocą noża tokarskiego, przez nacinanie
narzynką, frezem, tarczą szlifierską lub przez walcowanie. Gwint wewnętrzny zwykle
wykonuje się za pomocą noża tokarskiego lub gwintownika. W zależności od kształtu zarysu
gwintu rozróżnia się gwinty: trójkątne, prostokątne, trapezowe i okrągłe.
Najczęściej są stosowane znormalizowane gwinty metryczne o zarysie trójkątnym
(o ściętych dnach i występach) o kącie zarysu
α
= 60
°
. Znormalizowane gwinty metryczne są
samohamowne. Oznacza to, że w połączeniu gwintowym śruba nie może się obrócić na
skutek przyłożenia do niej siły osiowej. Do obrotu śruby niezbędne jest przyłożenie momentu
obrotowego. Gwintowe elementy złączne: śruby, wkręty, nakrętki oraz podkładki są
znormalizowane. Normy określają kształty i wymiary tych elementów oraz materiały, z jakich
są wykonane (stal i mosiądz). Śrubę obraca się kluczem (ma ona w tym celu odpowiednio
ukształtowany łeb). Przykłady najczęściej stosowanych znormalizowanych elementów
gwintowych przedstawiono na rysunku 29.
Rys. 29. Przykłady znormalizowanych elementów złącznych: a) śruba z łbem sześciokątnym,
b) wkręt z łbem walcowym, c) wkręt z łbem stożkowym, d) wkręt dociskowy, e) nakrętka sześciokątna,
f) podkładka okrągła, g) podkładka sprężysta [14, s. 42]
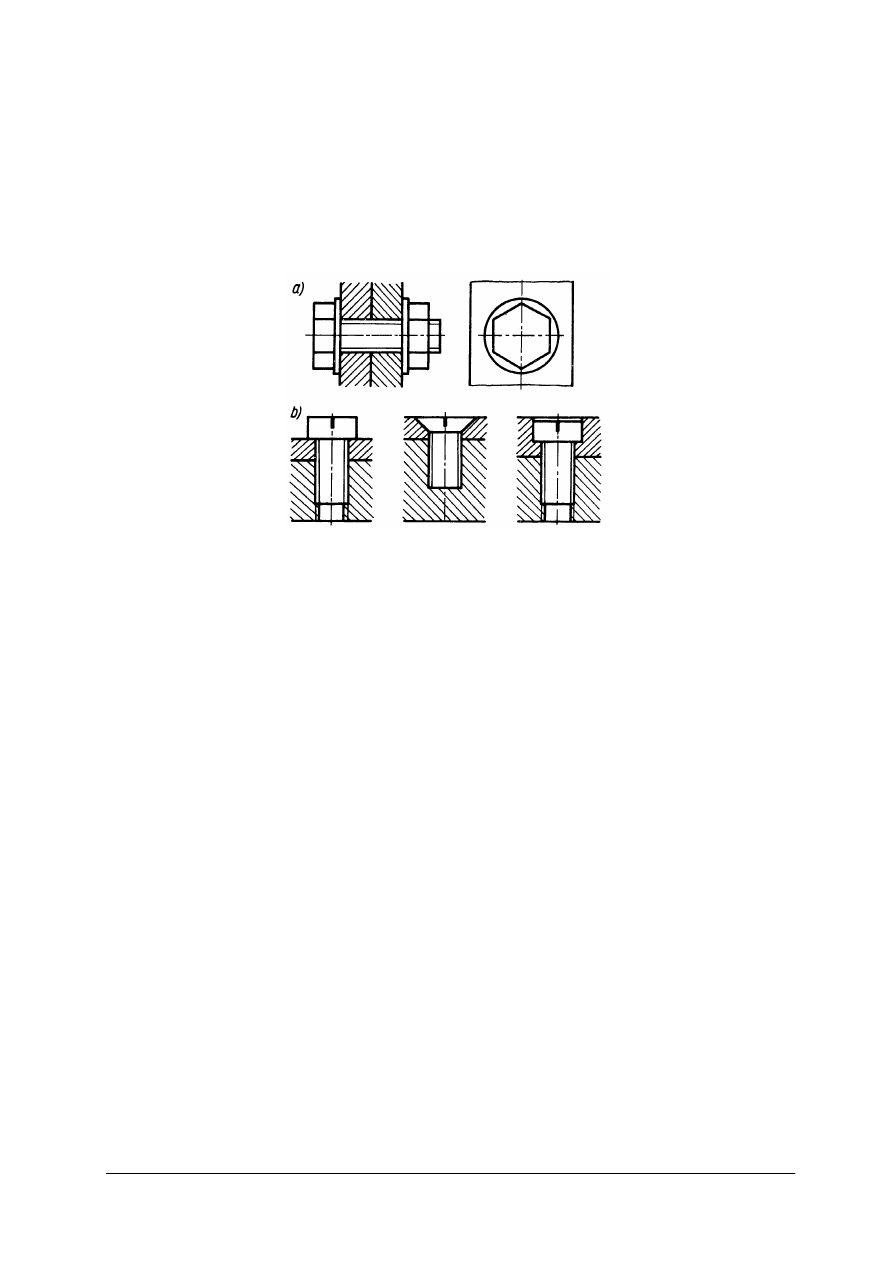
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Podkładki okrągłe są zakładane pod łby wkrętów i śrub oraz pod nakrętki
w celu zabezpieczenia powierzchni elementów łączonych przed uszkodzeniem podczas
dokonywania połączenia. Jest to szczególnie wskazane w przypadku powierzchni
wykończonych galwanicznie lub lakierniczo oraz przy łączeniu części z materiałów miękkich.
Podkładki sprężyste są stosowane w celu zabezpieczenia elementów gwintowych przed
samoczynnym odkręceniem się pod wpływem drgań.
Na rysunku 30 przedstawiono przykłady połączeń gwintowych.
Rys. 30. Przykłady połączeń gwintowych: a) śruby i nakrętki, b) wkrętów [14, s. 43]
W połączeniu za pomocą śrub, śruba przechodzi luźno przez otwory w obu częściach
łączonych oraz w podkładkach i jest mocowana z drugiej strony przez nakrętkę.
W połączeniach za pomocą wkrętów wkręt przechodzi luźno przez otwór w jednej części
łączonych elementów i jest wkręcany w otwór gwintowany w drugiej części. W celu
uzyskania właściwej wytrzymałości złącza gwintowanego należy zapewnić odpowiednią
długość skręcania. Zwykle zawiera się ona w granicach (0,8 ÷ 2)d, gdzie d – średnica gwintu.
Połączenia sprężyste
Połączenia sprężyste dwóch części maszyn umożliwiają ich wzajemne przesunięcia
i obroty w określonych granicach, zależnych od wymiarów połączenia i sztywności łącznika
sprężystego. Połączenia sprężyste można uzyskać za pomocą sprężyn metalowych lub
sprężynic (np. gumowych).
Sprężyny to elementy konstrukcyjne podlegające znacznym odkształceniom pod
wpływem obciążeń zewnętrznych i powracające do wymiarów pierwotnych po usunięciu tych
obciążeń. Sprężyny służą najczęściej do wywierania siły lub momentu siły oraz do
magazynowania energii odkształcenia sprężystego. Energia ta bywa następnie oddawana
w postaci pracy wykonanej przez sprężynę.
W budowie sprzętu elektronicznego najczęściej stosowane są sprężyny:
−
ś
rubowe,
−
stykowe,
−
włosowe,
−
termobimetalowe.
Sprężyny śrubowe najczęściej wykonywane są z drutu o przekroju kołowym.
W zależności od rodzaju kierunku działania siły i odkształcenia zwojów sprężyny śrubowe
dzielimy na: naciskowe, naciągowe i skrętne.
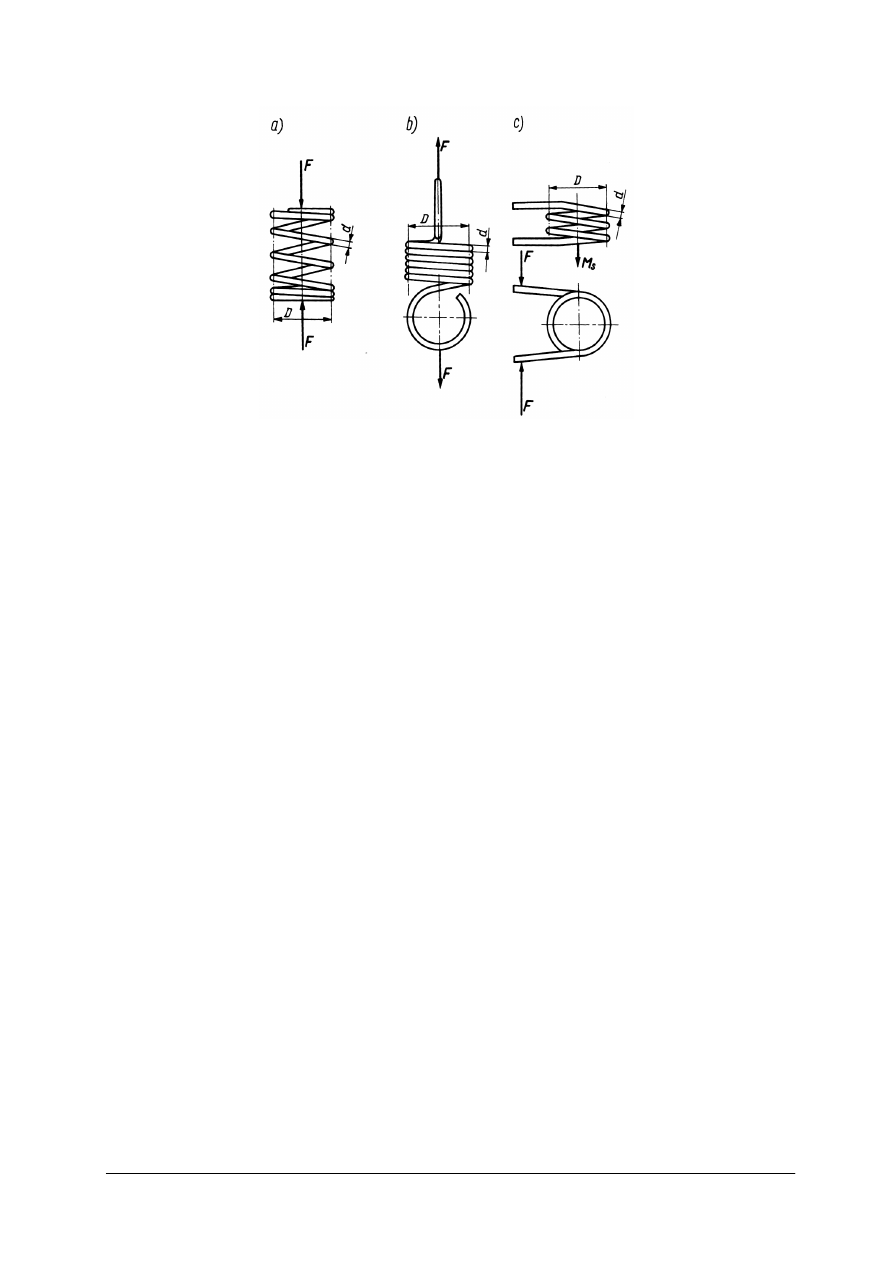
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Rys. 31. Sprężyny śrubowe: a) naciskowa, b) naciągowa, c) skrętna [14, s. 57]
D – średnia średnica nawinięcia sprężyny, d – średnica drutu, F – siła, M – moment siły
W zależności od kształtu sprężyny śrubowe dzielimy na: walcowe, stożkowe, baryłkowe
i klepsydrowe.
Sprężyna naciskowa pod obciążeniem zmniejsza swoją długość. Odkształcenie sprężyny
naciskowej jest ograniczone dopuszczalnymi naprężeniami (wynikającymi z obciążenia) oraz
odległością między zwojami w stanie swobodnym (nie obciążonym) sprężyny. Na skutek
obciążenia odległość między zwojami zmniejsza się.
Sprężyna naciągowa na skutek obciążenia zwiększa swoją długość. Przy jej zastosowaniu
należy przewidzieć w mechanizmie miejsce umożliwiające wydłużenie się sprężyny.
Sprężyna skrętna pod wpływem przyłożonej siły ulega skręceniu. Przy zbyt dużym kącie
skręcenia sprężyna ulega wyboczeniu. Aby temu zapobiec i umożliwić normalną pracę,
zwykle prowadzi się ją na trzpieniu.
Sprężyny śrubowe są powszechnie stosowane we wszelkiego rodzaju przełącznikach,
zatrzaskach i elementach ustalających nastawiane położenie zespołów, w przekładniach
z kasowanymi luzami itp.
Połączenie rurowe
Przewody rurowe połączone łącznikami (złączki, kolanka, łuki, trójniki itd.) oraz
zaworami, przez które przesyłany jest czynnik roboczy (ciecze, gazy, opary). Dzielimy je na:
−
gwintowe – stosowane są w przewodach wodnych, parowych i gazowych o niewielkiej
ś
rednicy i przy niskich ciśnieniach oraz w przewodach wiertniczych. Ich uszczelnienie
stanowią konopie owijane na gwincie i minia z pokostem. Gwinty zewnętrzne mogą być
walcowe lub stożkowe, gwinty w otworach tylko walcowe. Należą do łatwo
rozłączalnych;
−
kielichowe – są stosowane przy niskich ciśnieniach. Polegają na włożeniu końca jednej
rury (czopa) do drugiej rury (kielicha). Uszczelnienie odbywa się przy pomocy sznura
smołowego i smoły (przewody ściekowe) lub ołowiu. Połączenie te nie mogą przenosić
obciążeń wzdłużnych;
−
kołnierzowe – są stosowane przy wysokich ciśnieniach. Kołnierze mogą być stałe lub
luźne, nakładane na występ wylotu rury. Materiałem uszczelniającym złącza, zależnie od
rodzaju przewodzonej cieczy lub gazu, może być guma, tektura, tkaniny, miękkie metale,
tworzywa sztuczne.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Osie i wały
Oś – element mechanizmu lub maszyny, służący utrzymaniu w określonym położeniu
osadzonych na tej osi wirujących elementów, najczęściej kół, oraz do przenoszenia na
podpory sił działających na te elementy. Oś nie przenosi momentu obrotowego, przeciwnie
niż wał.
Rodzaje osi
−
stała – gdy wirujące elementy osadzone są na nieruchomej osi za pomocą łożysk,
−
obrotowa – gdy elementy osadzone na stałe na osi wirują razem z nią, natomiast łożyska
znajdują się są podporach osi.
Wał – część maszyny najczęściej w kształcie walca, obracająca się wokół własnej osi
wraz z zamocowanymi na niej elementami, służąca do przenoszenia momentu obrotowego.
Na wale mogą być osadzone: koła zębate, piasty, tarcze hamulcowe itp. Wały zazwyczaj
podlegają obciążeniom skręcającym i zginającym, działającym w różnych płaszczyznach.
Przy ich obliczaniu wytrzymałościowym wykorzystujemy hipotezy wytrzymałościowe.
Wypadkowe obciążenie podzielone przez wytrzymałość jednostkową, na całej długości wału,
pozwala wyznaczyć jego minimalny zarys. Zarys rzeczywisty projektuje się tak, by opisywał
on zarys minimalny oraz spełniał wymogi montażowe i funkcjonalne. Szczególną formą wału
jest wał korbowy oraz wał giętki.
Łożyska
Część urządzenia technicznego, np. maszyny lub mechanizmu, podtrzymująca
(łożyskująca) inną jego część (łożyskowaną) w sposób umożliwiający jej względny ruch
obrotowy (np. wał, oś). Cechy materiału łożyskowego: dobra odkształcalność, odporność na
zatarcie, mały współczynnik tarcia suchego, odporność na zużycie, odporność na korozję,
wytrzymałość na nacisk w temperaturze pracy, wytrzymałość zmęczeniowa, dobre
przewodnictwo cieplne, stabilność geometryczna, dobra obrabialność. Łożyska dzielą się na:
–
łożyska ślizgowe,
–
łożyska toczne.
Łożysko ślizgowe – łożysko nie posiadające ruchomych elementów pośredniczących.
Czop wału lub inny obrotowy element jest umieszczony w cylindrycznej panewce
z pasowaniem luźnym. Łożyska ślizgowe dzielą się na:
–
suche – okresowo smarowane smarem stałym lub niesmarowane w ogóle. Panewki takich
łożysk wykonane są ze stopów łożyskowych lub z tworzyw sztucznych, takich jak teflon.
Używane są do połączeń słabo obciążonych i mniej odpowiedzialnych.
–
powietrzne – w których dystans między wałem a panewką utrzymywany jest przez
poduszkę powietrzną wytworzoną przez sprężone powietrze dostarczane do panewki.
Łożyska tego typu stosuje się w urządzeniach precyzyjnych, w których na wałach
występują niewielkie siły promieniowe.
–
olejowe – część korpusu łożyska wypełniona jest olejem. W czasie ruchu wału, pomiędzy
powierzchnią wału a panewką tworzy się cienka warstwa oleju (film olejowy), która jest
wystarczająca do podtrzymania wału.
–
hydrodynamiczne – w których film olejowy tworzy się samoczynnie wskutek zjawisk
hydrodynamicznych powstających w szczelinie.
–
hydrostatyczne – w tego typu łożyskach dodatkowo do panewki dostarczany jest olej pod
ciśnieniem.
Łożysko toczne (rys. 32) – łożysko, w którym ruch jest zapewniony przez toczne
elementy umieszczone pomiędzy dwoma pierścieniami łożyska. Pierścień wewnętrzny (1)
osadzony jest z pasowaniem ciasnym na czopie wału lub innym elemencie. Pierścień
zewnętrzny (2) umieszczony jest także nieruchomo w oprawie lub w innym elemencie
nośnym. Elementy toczne (3) umieszczone są pomiędzy pierścieniami i stykają się z ich
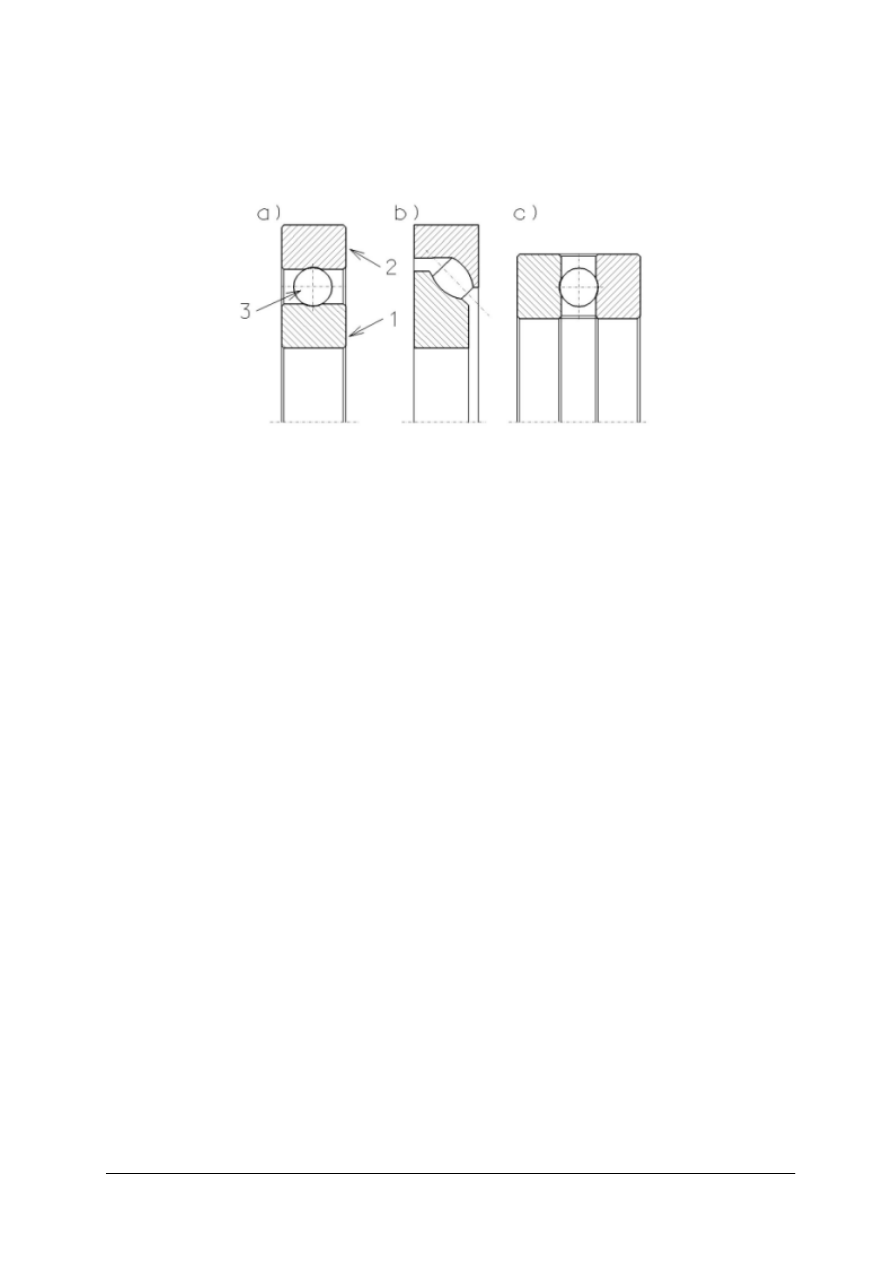
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
bieżniami, zapewniając obrót pierścieni względem siebie. Dodatkowymi elementami łożyska
tocznego mogą być koszyczki utrzymujące elementy toczne w stałym do siebie oddaleniu,
blaszki zabezpieczające, uszczelki itp. Łożyska toczne są elementami prefabrykowanymi.
Rys. 32. łożyska toczne: a) poprzeczne; b) skośne; c) wzdłużne [źródło www.wikipedia.com.pl]
Ze względu na kształt elementu tocznego łożyska toczne dzielą się:
–
łożyska kulkowe,
–
łożyska wałeczkowe,
–
łożyska stożkowe,
–
łożyska baryłkowe,
–
łożyska igiełkowe,
–
łożyska toroidalne.
Ze względu na rodzaj obciążeń przenoszonych przez łożysko:
–
łożysko poprzeczne,
–
łożysko skośne (przenoszące obciążenia wzdłużne i poprzeczne),
–
łożysko wzdłużne.
Ze względu na możliwości wychylenia się pierścienia zewnętrznego:
–
łożyska zwykłe,
–
łożyska wahliwe.
Ze względu na ilość rzędów elementów tocznych:
–
łożysko jednorzędowe,
–
łożysko dwurzędowe.
Dobór łożysk odbywa się według algorytmu, który uwzględnia takie parametry pracy jak:
obciążenie statyczne, prędkość obrotowa, intensywność użytkowania, sposób smarowania
i chłodzenia itp.
Przekładnie mechaniczne
Przekładnia, w których zastosowano połączenia mechaniczne w celu uzyskaniu transmisji
mocy i zmiany parametrów ruchu. Przekładnie mechaniczne dzielą się na:
–
przekładnie cięgnowe,
–
przekładnie cierne,
–
przekładnie zębate,
–
przekładnie śrubowe.
Przekładnia cierna – przekładnia mechaniczna, w której dwa poruszające się elementy
(najczęściej wirujące) dociskane są do siebie tak, by powstało pomiędzy nimi połączenie
cierne. Siła tarcia powstająca pomiędzy elementami odpowiedzialna jest za przeniesienie
napędu. Ze względu na jej charakter istnieje duża elastyczność w kształtowaniu geometrii

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
przekładni ciernej. Także stosunkowo łatwo realizuje się wariatory cierne. Dodatkową zaletą
takiej przekładni jest fakt, że spełnia ona także rolę sprzęgła poślizgowego. Wadą przekładni
ciernej jest szybkie zużycie powierzchni ciernych, co obniża funkcjonalność przekładni,
a także możliwość wystąpienia szkodliwego poślizgu pomiędzy elementami przekładni. Przy
większych mocach występują też problemy z chłodzeniem przekładni
Przekładnia cięgnowa – przekładnia mechaniczna, w której fizyczny kontakt pomiędzy
członem napędzającym a napędzanym odbywa się za pośrednictwem cięgna. Dzięki temu
człony przekładni mogą być oddalone od siebie nawet na duże odległości. Pozwala to także
zastosowanie bardziej swobodnej geometrii przekładni. Przekładnie cięgnowe dzielą się na:
–
przekładnie pasowe
–
przekładnie linowe
–
przekładnie łańcuchowe
Przekładnia zębata – przekładnia mechaniczna, w której przeniesienie napędu odbywa się
za pośrednictwem nawzajem zazębiających się kół zębatych. Przekładnie rozróżnia się ze
względu na:
Liczba stopni:
–
przekładnia jednostopniowa – w której współpracuje jedna para kół zębatych
–
przekładnia wielostopniowa np. dwustopniowa, trzystopniowa itd. – w której szeregowo
pracuje więcej par kół zębatych; przełożenie całkowite przekładni wielostopniowej jest
iloczynem przełożeń poszczególnych stopni
Umiejscowienie zazębienia:
–
zazębienie zewnętrzne,
–
zazębienie wewnętrzne.
Rodzaj przenoszonego ruchu:
–
przekładnia obrotowa – uczestniczą w niej dwa koła zębate
–
przekładnia liniowa – koło zębate współpracuje z listwą zębatą tzw. zębatką. Ruch
obrotowy zamieniany jest w posuwisty lub na odwrót
Wzajemne usytuowanie osi obrotu:
–
przekładnia czołowa,
–
przekładnia walcowa,
–
przekładnia stożkowa,
–
przekładnia śrubowa.
Przekładnie zębate są najpowszechniej stosowanymi przekładniami w budowie maszyn.
Ich główne zalety, to:
−
łatwość wykonania,
−
stosunkowo małe gabaryty,
−
stosunkowo cicha praca, gdy odpowiednio smarowane,
−
duża równomierność pracy,
−
wysoka sprawność dochodzącą do 98% (z wyjątkiem przekładni ślimakowej).
Natomiast do wad przekładni zębatych należą:
−
stosunkowo niskie przełożenie dla pojedynczego stopnia,
−
sztywna geometria,
−
brak naturalnego zabezpieczenia przed przeciążeniem.
Przekładnia śrubowa – jest przekładnią mechaniczną złożoną z śruby i nakrętki.
W przekładni tej zamianie ulega ruch obrotowy jednego z jej elementów na ruch liniowy
drugiego. Przekładnia śrubowa ma zwykle niewielką sprawność energetyczną.
Sprzęgła
Sprzęgło to urządzenie stosowane w budowie maszyn do łączenia wałów w celu
przekazywania momentu obrotowego. Inaczej jest to zespół części służących do połączenia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
dwóch niezależnie obrotowo osadzonych wałów, czynnego – napędowego i biernego –
napędzanego, w celu przeniesienia momentu obrotowego.
Sprzęgło składa się z członu napędzającego (czynnego) zainstalowanego na wale
napędzającym, członu napędzanego (biernego) zainstalowanego na wale napędzanym oraz
elementów łączących. Elementem łącznym może być jedna lub więcej części maszynowych
lub czynnik, tak jak to ma miejsce w sprzęgle hydrokinetycznym.
Dzięki sprzęgłom silniki, zespoły układu napędowego oraz mechanizmy robocze można
wykonywać w postaci odrębnych zespołów maszyn i urządzeń, a następnie łączyć je za
pomocą montażu. Stosowanie różnych sprzęgieł umożliwia również spełnienie wielu innych
zadań, które wymagałyby bardzo skomplikowanej konstrukcji maszyn, a nawet byłyby
niemożliwe do wykonania.
Podział sprzęgieł
ze względu na sposób połączenia członów:
−
sprzęgła stałe,
−
sprzęgła rozłączne.
Podział sprzęgieł ze względu na kierunek przekazywania mocy:
−
sprzęgła jednokierunkowe,
−
sprzęgła dwukierunkowe.
Podział sprzęgieł ze względu na to, czy człon napędzany porusza się z tą samą prędkością
obrotową co napędzający:
−
sprzęgła przymusowe,
−
sprzęgła poślizgowe,
−
sprzęgła rozruchowo-przeciążeniowe,
−
sprzęgła przeciążeniowe (bezpieczeństwa),
−
sprzęgła rozruchowe,
−
sprzęgła wyprzedzeniowe,
−
sprzęgła posiłkowe,
−
sprzęgło hydrokinetyczne.
Hamulce
Hamulec – urządzenie mechaniczne służące do:
−
zmniejszania prędkości, lub zatrzymywania ruchomych, najczęściej obrotowych,
elementów mechanizmów, lub maszyn – hamulec zatrzymujący,
−
trzymania elementów mechanizmów, lub maszyn nieruchomo, lub pozwalania im się
obracać w pewnych sytuacjach – hamulec luzujący,
−
skalowania obciążania maszyny w celu symulowania zewnętrznego obciążenia - hamulec
pomiarowy, lub hamownia.
Działanie hamulców polega na przejęciu części lub całości energii kinetycznej urządzenia
i rozproszeniu jej. W układach napędowych z rekuperacją energii, energia hamowania jest
przetwarzana w inną formę energii (energia elektryczna, energia hydrauliczna, lub energia
mechaniczna) i składowana w odpowiednim akumulatorze do późniejszego wykorzystania.
W takich układach rolę hamulca przejmuje generator prądu, pompa lub przekładnia. Hamulec
wraz z układem sterowania tworzy układ hamulcowy
Hamulce maszynowe, składają się z członów: hamowanego – normalnie ruchomego
i hamującego – nieruchomego. Podział hamulców maszynowych:
−
hamulce cierne,
−
hamulce elektryczne,
−
hamulce hydrauliczne,
−
hamulce pneumatyczne.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Mechanizmy funkcjonalne
Zespoły współpracujących ze sobą części składowych maszyny lub przyrządu
spełniających określone zadanie, jak np. przenoszenie ruchu, sił, sygnałów. Wiedza opisującą
mechanizmy zawarta jest w: teorii mechanizmów i maszyn, inżynierii mechanicznej,
inżynierii elektrycznej, inżynierii energetycznej, inżynierii elektronicznej. Słowo to również
może opisywać sposób działania lub kolejność zjawisk (np. mechanizm finansowy,
mechanizm krasowienia itp.). Według inżynierii mechanicznej, każdy mechanizm składa się
z następujących elementów:
–
baza (lub ostoja) – część mechanizmu, względem której odnosi się ruchy pozostałych
elementów. W układzie odniesienia mechanizmu baza jest nieruchoma,
–
człon czynny – bezpośrednio napędza mechanizm, pobierając energię z zewnątrz,
–
człon bierny – odbiera energię i przekazuje ją na zewnątrz mechanizmu,
–
człony pośredniczące – elementy mechanizmu pośredniczące w przekazaniu ruchu
z członu czynnego na bierny.
Mechanizm dźwigniowy jest nazywany czworobokiem przegubowym, który składa się
z podstawy, z dwóch ramion oraz z łącznika Poszczególne człony czworoboku przegubowego
są sztywne, a ich długości niezmienne, zatem ruchy członów odbywają się po ściśle
określonych torach, zależnych m. in. od wymiarów członów. Podstawowym mechanizmem
dźwigniowym jest czteroczłonowy łańcuch dźwigniowy, składający się z czterech członów
połączonych ze sobą przegubowo we węzłach. Te mechanizmy mają bardzo duże
i różnorodne zastosowanie w budowie maszyn.
Mechanizm krzywkowy – płaski mechanizm 4 klasy, używany zwykle w procesach
sterowania (np w układzie rozrządu). Mechanizmy krzywkowe składają się z krzywki
wykonującej ruch obrotowy i popychacza wykonującego ruch posuwisto-zwrotny, rzadziej
wahadłowy. W innych odmianach takich mechanizmów zarówno krzywka jak i popychacz
wykonują ruch posuwisto zwrotny. Mechanizm taki umożliwiają zamianę ruchu krzywki na
inny rodzaj ruchu. Wadą tych mechanizmów jest ich brak odporności na duże obciążenia
i udary, które mogą doprowadzić do ich przedwczesnego zużycia. Popychacz może być
umieszczony na osi obrotu krzywki lub mimośrodowo w stosunku do niej.
Rodzaje popychaczy:
–
ostrzowy,
–
rolkowy,
–
talerzykowy,
–
grzybkowy,
–
wahadłowy.
Mechanizm śrubowy – rodzaj mechanizmu, który służy do zamiany ruchu obrotowego na
postępowo-zwrotny. Mechanizm ten jest stosowany do określonych celów napędowych.
Podstawowym elementem mechanizmów śrubowych jest gwint. Każde połączenie gwintowe
może być traktowane jako określony mechanizm śrubowy
Układy hydrauliczne i pneumatyczne
Układem hydraulicznym jest zespół wzajemnie połączonych części, których zadaniem
jest przekazywanie energii lub sterowanie za pośrednictwem cieczy hydraulicznej pod
ciśnieniem, w układzie zamkniętym. Działanie układu hydraulicznego opiera się na
wymuszonym i sterowanym przepływie cieczy hydraulicznej, która wykonuje pracę. Ruch
cieczy jest tu wymuszany przez pompę, natomiast energia jest odbierana przez siłowniki
hydrauliczne (albo cylindry hydrauliczne – zmieniające energię strumienia cieczy w ruch
prostoliniowy albo silniki hydrauliczne, zmieniające energię strumienia cieczy na ruch
obrotowy). Podstawowe części większości układów hydraulicznych to m.in.:
−
zbiornik z cieczą hydrauliczną,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
−
zawór zwrotny,
−
pompa hydrauliczna,
−
filtry,
−
zawór regulujący dopływ cieczy hydraulicznej do silnika hydraulicznego,
−
silnik hydrauliczny,
−
zawór regulujący dopływ cieczy hydraulicznej do siłownika hydraulicznego,
−
siłownik hydrauliczny,
−
odpowietrzanie.
Wzrost popularności układów hydraulicznych jest szczególnie duży od czasu II wojny
ś
wiatowej. W przypadku urządzeń przemysłowych, rolniczych, budowlanych czy górniczych
systemy te skutecznie współzawodniczą z ich mechanicznymi lub elektrycznymi
odpowiednikami. Główną ich zaletą jest wszechstronność i wydajność oraz łatwość
sterowania i dokładność (szybka reakcja na czynności wykonywane przez operatora). Są one
zdolne do wytwarzania sił sięgających od kilku gramów do tysięcy ton. Systemy hydrauliczne
są bardzo ważnym źródłem przekazywania energii m.in. w nowoczesnych samolotach
(hamulce, wypuszczane podwozie), samochodach (układ kierowniczy, ciężarówki wywrotki).
Pneumatyka – nauka, będąca działem mechaniki, zajmująca się konstruowaniem
i praktycznym wykorzystaniem urządzeń, w których przekazywanie energii i sterowanie
realizowane jest za pomocą sprężonego powietrza (bądź innego gazu o podobnych
właściwościach) jako czynnika roboczego. Pneumatyka to techniczne zastosowanie powietrza
pod ciśnieniem, przy czym przeważnie wykorzystuje się nadciśnienie, niekiedy także
podciśnienie. Pneumatyczne układy sterowania składają się z 3 części:
−
przygotowującej powietrze,
−
sterującej,
−
części wykonawczej.
Zabezpieczenia w maszynach i urządzeniach
−
urządzenia blokujące i ryglujące (sprężynowe, elektromagnetyczne),
−
wyłączniki krańcowe (z interfejsem, bez interfejsu),
−
przełączniki przyzwolenia,
−
zderzaki czułe na nacisk,
−
listwy czułe na nacisk,
−
oburęczne urządzenia (pulpity) sterujące,
−
nożne urządzenia sterujące,
−
urządzenia ochronne z sensorami ultradźwiękowymi,
−
urządzenia sterujące: specjalistyczne zespoły przekaźnikowe bezpieczeństwa.
Użytkowanie i konserwacja maszyn i urządzeń
Aby konserwacja wyposażenia zakładu była efektywna, musi się składać z czterech
elementów:
konserwacja
regeneracyjna,
konserwacja
zapobiegawcza,
konserwacja
prognozowa i zapewnienie bezpieczeństwa. Działania te stosowane są w różnych proporcjach
w zależności chociażby od technologii obowiązującej w zakładzie.
Konserwacja regeneracyjna.
Inaczej zwana działaniami naprawczymi czy poprawiającymi jest najbardziej
powszechną metodą konserwacji. Do tych działań zaliczyć możemy naprawę uszkodzonych
lub całkowicie zniszczonych elementów umożliwiającą ponowne poprawne działanie
maszyny. Nie należy też zapomnieć o wymianie elementów błędnie umieszczonych
w maszynie. Podsumowując, działanie regeneracyjne jest typowym działaniem naprawczym,
jeśli dojdzie już do awarii. Jest więc działaniem sporadycznym i nieprzewidywalnym, a więc

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
i powodującym nieprzewidziane przestoje. Są dwa typy konserwacji naprawczych: naprawa
natychmiastowa oraz naprawa planowana. Naprawa natychmiastowa następuje wówczas, gdy
uszkodzenie elementu maszyny wyklucza jej dalszą pracę lub gdy zawodzi bezpieczeństwo
pracy na maszynie, np. przyciski stopu czy blokady osłon. Jeżeli mimo defektu elementu
maszyny może ona dalej pracować, nie stosuje się naprawy natychmiastowej, lecz czeka się
do korzystnego momentu, zazwyczaj do weekendu, podczas którego zwykle maszyny nie
pracują.
Konserwacja zapobiegawcza.
Jej zadaniem jest utrzymywanie maszyny w takim stanie, aby nie uległa ona nagłemu
uszkodzeniu wymagającemu przerwania produkcji. W tym celu potrzebna jest wnikliwa
wiedza dotycząca komponentów maszyny, sprecyzowane i zhierarchizowane planowanie
i konsekwencja w dążeniu do osiągnięcia standardów i stosowaniu się do procedur. Działania
zapobiegawcze powinny być okresowe i podzielone w zależności od stanu oraz
wytrzymałości poszczególnych elementów. Zazwyczaj więc dzieli się je na konserwację
codzienną, cotygodniową, comiesięczną, cokwartalną, copółroczną i roczną. Do typowych
działań zapobiegawczych należą: okresowe czyszczenie, kontrola, smarowanie, regulacja
i wymiana elementów poddawanych podczas pracy dużym siłom tarcia czy narażonych na
zużycie.
Konserwacja prognozowa.
Jest to doskonalsza forma konserwacji profilaktycznej. Wykorzystuje się tu
najnowocześniejsze technologie, aby przewidzieć, kiedy dany element maszyny będzie
wymagał konserwacji zapobiegającej jego awarii. O terminie przeprowadzania konserwacji
i okresowych przeglądów decydują w tej chwili naukowe analizy. Dlatego też wymagany jest
ciągły monitoring elementów szczególnie narażonych na awarię, a więc przede wszystkim –
analiza smarowania, wibracji, temperatury i hałasu oraz czujniki pęknięć.
Przepisy bezpieczeństwa i higieny pracy oraz ochrony przeciwpożarowej dotyczące
maszyn i urządzeń
1)
Maszyny i inne urządzenia techniczne, zwane dalej „maszynami”, powinny spełniać
wymagania bezpieczeństwa i higieny pracy, określone w odrębnych przepisach, przez
cały okres ich użytkowania.
2)
Montaż, demontaż i eksploatacja maszyn, w tym ich obsługa, powinny odbywać się przy
zachowaniu wymagań bezpieczeństwa i higieny pracy oraz ergonomii, uwzględniających
instrukcje zawarte w dokumentacji techniczno-ruchowej. Miejsce i sposób zainstalowania
oraz użytkowania maszyn powinny uwzględniać minimalizację ryzyka zawodowego,
w szczególności poprzez:
−
zapewnienie dostatecznej przestrzeni pomiędzy ruchomymi częściami maszyn
a ruchomymi lub stałymi elementami otoczenia,
−
zapewnienie, aby wszystkie używane lub produkowane materiały bądź energia były
w bezpieczny sposób dostarczane i odprowadzane ze stanowiska pracy.
3)
Każda maszyna powinna być wyposażona w element sterowniczy przeznaczony do jej
całkowitego i bezpiecznego zatrzymywania.
4)
Gdy jest to konieczne w związku z zagrożeniami, jakie stwarza maszyna, i jej
nominalnym czasem zatrzymania się, maszyna powinna być wyposażona w urządzenie
do zatrzymywania awaryjnego.
5)
Elementy sterownicze maszyn mające wpływ na bezpieczeństwo muszą być widoczne
i możliwe do zidentyfikowania oraz oznakowane zgodnie z wymaganiami określonymi
w Polskich Normach.
6)
Elementy sterownicze nie mogą stwarzać jakichkolwiek zagrożeń, w szczególności
spowodowanych ich niezamierzonym użyciem.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
7)
Maszyny powinny być wyposażone w łatwo odróżniające się i odpowiednio oznakowane
urządzenia do odłączania od wszystkich źródeł energii. Włączenie zasilania energią nie
może powodować zagrożenia dla obsługi.
8)
W przypadku zespołowej obsługi maszyny lub gdy stwarza ona zagrożenie dla otoczenia,
należy zapewnić sygnalizację ostrzegawczą i alarmową — łatwo dostrzegalną
i zrozumiałą.
9)
Maszyny wielostanowiskowe powinny być wyposażone w urządzenia sygnalizacji
dźwiękowej
lub
ś
wietlnej
automatycznie
wysyłające
sygnały
uprzedzające
o uruchomieniu maszyny. Sygnały powinny być odbierane na wszystkich stanowiskach
pracy przy danej maszynie.
10)
Elementy ruchome i inne części maszyn, które w razie zetknięcia się z nimi stwarzają
zagrożenie, powinny być do wysokości co najmniej 2,5 m od poziomu podłogi (podestu)
stanowiska pracy osłonięte lub zaopatrzone w inne skuteczne urządzenia ochronne,
z wyjątkiem przypadków, gdy spełnienie tych wymagań nie jest możliwe ze względu na
funkcję maszyny.
11)
Pasy, łańcuchy, taśmy, koła zębate i inne elementy układów napędowych oraz części
maszyn zagrażające spadnięciem, znajdujące się nad stanowiskami pracy lub przejściami
na wysokości ponad 2,5 m od poziomu podłogi, powinny być osłonięte co najmniej od
dołu trwałymi osłonami.
12)
Osłony stosowane na maszynach powinny uniemożliwiać bezpośredni dostęp do strefy
niebezpiecznej. Osłony niepełne (wykonane z siatki, blachy perforowanej, prętów itp.)
powinny znajdować się w takiej odległości od elementów niebezpiecznych, aby przy
danej wielkości i kształcie otworów nie było możliwe bezpośrednie dotknięcie tych
elementów. Odległości bezpieczeństwa określają Polskie Normy.
13)
Maszyny powinny być oznakowane znakami i barwami bezpieczeństwa, zgodnie
z wymaganiami określonymi w Polskich Normach.
14)
Urządzenia ochronne stosowane przy maszynach powinny spełniać następujące ogólne
wymagania:
−
zapewniać bezpieczeństwo zarówno pracownikowi zatrudnionemu bezpośrednio
przy obsłudze maszyny, jak i osobom znajdującym się w jej pobliżu,
−
działać niezawodnie, posiadać odpowiednią trwałość i wytrzymałość,
−
funkcjonować samoczynnie, niezależnie od woli i uwagi obsługującego,
w przypadkach gdy jest to celowe i możliwe,
−
nie mogą być łatwo usuwane lub odłączane bez pomocy narzędzi,
−
nie mogą utrudniać wykonywania operacji technologicznej ani ograniczać
możliwości śledzenia jej przebiegu oraz nie mogą powodować zagrożeń
i dodatkowego obciążenia fizycznego lub psychicznego pracowników.
15)
Urządzenia ochronne przy maszynach szczególnie niebezpiecznych powinny być tak
skonstruowane, aby:
−
zdjęcie,
otwarcie
lub
wyłączenie
urządzenia
ochronnego
powodowało
natychmiastowe zatrzymanie maszyny bądź jej niebezpiecznych elementów lub
niemożliwe było zdjęcie albo otwarcie osłony podczas ruchu osłanianych
elementów,
−
ponowne założenie, zamknięcie lub włączenie urządzenia ochronnego nie
uruchamiało automatycznie maszyny.
16)
Używanie maszyny bez wymaganego urządzenia ochronnego lub przy jego
nieodpowiednim stosowaniu jest niedopuszczalne.
17)
Szczegółowe wymagania dla urządzeń ochronnych określają Polskie Normy.
18)
Maszyny i narzędzia oraz ich urządzenia ochronne powinny być utrzymywane w stanie
sprawności technicznej i czystości zapewniającej użytkowanie ich bez szkody dla
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
bezpieczeństwa i zdrowia pracowników oraz stosowane tylko w procesach i warunkach,
do których są przeznaczone.
19)
O dostrzeżonych wadach lub uszkodzeniach maszyny pracownik powinien niezwłocznie
zawiadomić przełożonego.
20)
Maszyny, których uszkodzenie stwierdzono w czasie pracy, powinny być niezwłocznie
zatrzymane i wyłączone z zasilania energią. Wznowienie pracy maszyny bez usunięcia
uszkodzenia jest niedopuszczalne.
21)
Maszyny niesprawne, uszkodzone lub pozostające w naprawie powinny być wycofane
z użytkowania oraz wyraźnie oznakowane tablicami informacyjnymi i zabezpieczone
w sposób uniemożliwiający ich uruchomienie.
22)
Maszyn będących w ruchu nie wolno pozostawiać bez obsługi lub nadzoru, chyba że
dokumentacja techniczno-ruchowa stanowi inaczej.
23)
Pracodawca jest obowiązany ustalić rodzaje maszyn, które wymagają stałej obsługi,
a pozostawianie ich bez niej może być przyczyną katastrofy, wybuchu lub pożaru, oraz
ustalić szczegółowe warunki obsługi i nadzoru nad pracą tych maszyn.
24)
Maszyn będących w ruchu nie wolno naprawiać, czyścić i smarować, z wyjątkiem
smarowania za pomocą specjalnych urządzeń określonych w dokumentacji techniczno-
-ruchowej.
25)
Pracownicy zatrudnieni przy obsłudze maszyn z ruchomymi elementami nie mogą
pracować w odzieży z luźnymi (zwisającymi) częściami, jak np. luźno zakończone
rękawy, krawaty, szaliki, poły, oraz bez nakryć głowy okrywających włosy.
26)
Jeżeli obsługa, naprawa, remont lub konserwacja maszyn powoduje zagrożenia dla
bezpieczeństwa lub zdrowia pracowników – pracodawca powinien zapewnić, aby
czynności te wykonywane były przez pracowników upoważnionych i posiadających
odpowiednie przygotowanie.
27)
W czasie ruchu maszyny niedopuszczalne jest ręczne zakładanie i zrzucanie pasów
pędnych, lin i taśm. Czynności te mogą być wykonywane wyłącznie przy użyciu
specjalnych urządzeń przeznaczonych do tego celu.
28)
Pędnie powinny posiadać urządzenia do zawieszania pasów pędnych zapobiegające
zetknięciu się zrzuconych pasów, lin lub taśm z częściami pędni będącymi w ruchu.
29)
Pasy pędne, liny i taśmy pędne mogą być napinane, naprawiane, łączone, skracane
i smarowane po unieruchomieniu napędu maszyny
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany wykonania do ćwiczeń.
1.
W jaki sposób podzielić można materiały konstrukcyjne?
2.
Na czym polega tolerowanie wymiarów?
3.
Jakie rodzaje pasowania występują w konstrukcjach maszyn?
4.
W jaki sposób ustala się chropowatość powierzchni?
5.
Jakie znasz połączenia rozłączne i nierozłączne?
6.
Jakie znasz połączenia mechaniczne i elektryczne?
7.
Co to jest sprężyna i jakie są rodzaje sprężyn?
8.
Jaka jest różnica między osią a wałem?
9.
Jakie rodzaje łożysk spotyka się konstrukcjach maszyn?
10.
W jaki sposób podzielić możemy przekładnie mechaniczne?
11.
Na czym polega rola sprzęgła w konstrukcjach mechanicznych?
12.
Na czym polega rola hamulca w konstrukcjach mechanicznych?
13.
Co to są mechanizmy funkcjonalne?
14.
Jaka jest rola układów hydraulicznych i pneumatycznych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
15.
Jakie typy zabezpieczeń stosuje się w urządzeniach i maszynach?
16.
Jakie przepisy bezpieczeństwa i higieny pracy stosowane są podczas użytkowania
maszyn?
4.2.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj rodzaj połączenia mechanicznego na podstawie wyglądu zewnętrznego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zorganizować stanowisko pracy do wykonania ćwiczenia,
2)
obejrzeć film przedstawiający wykonywanie połączeń mechanicznych,
3)
zapoznać się z planszami oraz rysunkami przedstawiającymi połączenia mechaniczne
rozłączne i nierozłączne,
4)
rozpoznać połączenie mechaniczne na podstawie wyglądu zewnętrznego.
Wyposażenie stanowiska pracy:
−
połączenia mechaniczne różnych elementów,
−
plansze oraz rysunki przedstawiające połączenia mechaniczne rozłączne i nierozłączne,
−
filmy dydaktyczne z zakresu wykonywania połączeń mechanicznych,
−
zeszyt do ćwiczeń.
Ćwiczenie 2
Wykonaj montaż połączeń gwintowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zorganizować stanowisko pracy do wykonania ćwiczenia,
2)
zapoznać się z instrukcją do ćwiczenia,
3)
obejrzeć film przedstawiający montaż połączeń gwintowych,
4)
zapoznać się z instrukcją obsługi przyrządów i narzędzi do montażu połączeń
gwintowych,
5)
dokonać montażu połączeń gwintowych.
Wyposażenie stanowiska pracy:
−
instrukcja do ćwiczenia,
−
przyrządy i narzędzia do montażu połączeń gwintowych,
−
części łączone,
−
ś
ruby,
−
nakrętki,
−
podkładki,
−
wkręty,
−
film dydaktyczny z zakresu wykonywania montażu połączenia gwintowego,
−
zeszyt do ćwiczeń.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
Ćwiczenie 3
Wykonaj połączenia nitowe.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zorganizować stanowisko pracy do wykonania ćwiczenia,
2)
zapoznać się z instrukcją do ćwiczenia,
3)
obejrzeć film przedstawiający montaż połączeń nitowych,
4)
zapoznać się z instrukcją obsługi narzędzi do wykonywania połączeń nitowych,
5)
wykonać połączenia nitowe.
Wyposażenie stanowiska pracy:
−
instrukcja do ćwiczenia,
−
narzędzia do wykonywania połączeń nitowych,
−
części łączone,
−
nity,
−
film dydaktyczny z zakresu wykonywania połączeń nitowych,
−
zeszyt do ćwiczeń.
Ćwiczenie 4
Dobierz sprzęgło oraz hamulec do określonego urządzenia mechanicznego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się ze schematami sprzęgieł oraz hamulców,
2)
obejrzeć film przedstawiający działanie sprzęgieł i hamulców,
3)
przeanalizować cykl pracy określonego urządzenia mechanicznego,
4)
dobrać do urządzenia określone sprzęgło i hamulec,
5)
wypisać wady zalety charakteryzujące dokonany wybór.
Wyposażenie stanowiska pracy:
−
schematy sprzęgieł i hamulców,
−
film przedstawiający działanie sprzęgieł i hamulców
−
założenia technologiczne do doboru sprzęgła i hamulca,
−
zeszyt do ćwiczeń.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
dobrać materiały konstrukcyjne do wykonania określonych części
maszyn?
2)
określić właściwości materiałów konstrukcyjnych?
3)
zwymiarować części maszyny z uwzględnieniem tolerancji?
4)
dobrać określony rodzaj pasowania w połączeniu?
5)
odczytać i zinterpretować oznaczenie chropowatości powierzchni?
6)
dobrać rodzaj połączenia optymalnego w danej sytuacji
technologicznej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
7)
omówić zakres stosowalności osi i wałów?
8)
dobrać łożysko optymalne w danej sytuacji technologicznej?
9)
rozpoznać i scharakteryzować podstawowe przekładnie
mechaniczne?
10)
dobrać sprzęgło do określonego urządzenia mechanicznego?
11)
dobrać hamulec do określonego urządzenia mechanicznego?
12)
scharakteryzować mechanizmy funkcjonalne stosowane
w maszynach i urządzeniach?
13)
zaplanować cykl remontowy maszyn i urządzeń?
14)
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony
przeciwpożarowej oraz ochrony środowiska podczas obsługi
urządzeń mechanicznych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Test zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5.
Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6.
Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7.
Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
8.
Na rozwiązanie testu masz 45 min.
9.
Po zakończeniu testu podnieś rękę i zaczekaj aż nauczyciel odbierze od Ciebie pracę.
Powodzenia!
Materiały dla ucznia:
–
instrukcja,
–
zestaw zadań testowych,
–
karta odpowiedzi.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
ZESTAW ZADAŃ TESTOWYCH
1. Ze względu na rezystywność rozróżniamy następujące materiały
a)
przewodniki, półprzewodniki, izolatory.
b)
metale, stopy, staliwa.
c)
metale, tworzywa sztuczne, szkło.
d)
rezystory, oporniki, kondensatory.
2. Jednostką konduktywności jest
a)
S/m.
b)
Ω·
m.
c)
S
·m.
d)
Ω
/m.
3. Woltomierz o zakresie 300 V i klasie dokładności 1 oraz znamionowej liczbie działek 100
wskazał 50 działek. Poprawnie zapisany wynik pomiaru to
a)
300 V ± 1%.
b)
300 V ± 2%.
c)
150 V ± 1%.
d)
150 V ± 2%.
4. Przy pomiarze natężenia prądu stałego amperomierz łączy się z odbiornikiem
a)
szeregowo.
b)
równolegle.
c)
bezpośrednio.
d)
bezprzewodowo.
5. Strumieniem świetlnym nazywamy
a)
ilość energii świetlnej, jaką źródło światła wysyła w ciągu jednostki czasu.
b)
stosunek strumienia świetlnego padającego na powierzchnię do wielkości tej
powierzchni.
c)
ś
wiatłość w danym kierunku przypadająca na jednostkę pozornej powierzchni źródła.
d)
ile lumenów uzyskuje się z jednego wata mocy.
6. Wskaż parametry podawane na tabliczce znamionowej urządzenia grzejnego.
a)
Napięcie zasilania, moc, skuteczność świetlna, trwałość.
b)
Napięcie znamionowe, moc, sprawność, prędkość obrotowa.
c)
Napięcie znamionowe, moc, grupa połączeń, napięcie zwarcia.
d)
Napięcie zasilania, moc, temperatura znamionowa, częstotliwość.
7. Najważniejszym parametrem wyłącznika różnicowo-prądowego jest
a)
rodzaj prądu.
b)
prąd znamionowy.
c)
napięcie znamionowe.
d)
różnicowy prąd wyzwalający.
8. Do zabezpieczenia urządzenia przed skutkami zwarcia służą
a)
bezpieczniki.
b)
przekaźniki nadmiarowe.
c)
przekaźniki podnapięciowe.
d)
styczniki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
9. Przedstawiony symbol graficzny jest symbolem
a)
kondensatora powietrznego.
b)
opornika.
c)
diody półprzewodnikowej.
d)
dławika.
10. Przedstawiony symbol graficzny jest symbolem
a)
potencjometra.
b)
cewki indukcyjnej.
c)
diody półprzewodnikowej.
d)
tranzystora.
11. Wyprowadzenia tranzystora bipolarnego pokazanego na rysunku to
a)
kolektor, emitator, brzeg.
b)
kondensor, emitor, baza.
c)
kolektor, emiter, baza.
d)
kolonel, empator, baza.
12. Pierwszą czynnością w przypadku porażenia prądem jest
a)
odciągniecie poszkodowanego od miejsca wypadku.
b)
przerwanie obwodu elektrycznego.
c)
wezwanie pogotowia ratunkowego.
d)
podanie poszkodowanemu picia.
13. Materiały konstrukcyjne stosowane w budowie maszyn i urządzeń to
a)
metale i ich stopy, drewno, tkaniny i kompozyty.
b)
polimery, drewno, kauczuk i kompozyty.
c)
szkło i ceramika, kompozyty, folie, drewno.
d)
metale i ich stopy, polimery, ceramikę i kompozyty.
14. W budowie maszyn stosuje się następujące rodzaje pasowań
a)
luźne, mieszane, ciasne.
b)
podstawowe i specjalne.
c)
zębate i śrubowe.
d)
twarde, miękkie, uniwersalne.
15. Symbol chropowatości 2,25 oznacza, że została ona osiągnięta poprzez
a)
odlanie.
b)
obróbkę skrawaniem.
c)
szlifowanie.
d)
polerowanie.
16. Na rysunku przedstawione jest połączenie
a)
owijane.
b)
spawane.
c)
zaciskowe.
d)
nitowe.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
17. Do grupy połączeń rozłącznych należy tylko
a)
połączenie wpustowe.
b)
połączenie klejone.
c)
połączenie lutowane.
d)
połączenie nitowe.
18. Oś różni się od wału tym, że
a)
jest nieruchoma.
b)
jest ruchoma.
c)
nie przenosi momentu obrotowego.
d)
nie przenosi naprężeń gnących.
19. Łożysko toczne skośne
a)
jest montowane skośnie w stosunku do wału,
b)
przenosi obciążenia poprzeczne i wzdłużne.
c)
nie przenosi obciążeń ani poprzecznych, ani wzdłużnych.
d)
posiada stożkową obudowę.
20. Ze względu na sposób połączenia członów sprzęgła dzielimy na:
a)
nitowane i spawane.
b)
poślizgowe i rozruchowe.
c)
jednokierunkowe i dwukierunkowe.
d)
stałe i rozłączne.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………........………………………………
Zastosowanie maszyn i urządzeń
Zakreśl poprawną odpowiedź, wpisz brakujące części zdania lub wykonaj rysunek.
Nr zadania
Odpowiedzi
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
6. LITERATURA
1.
Chwaleba A., Moeschke B., Płoszajski G.: Elektronika. WSiP, Warszawa 1996
2.
Dejidas L., Destree T.: Technologia offsetowego drukowania arkuszowego. COBRPP,
Warszawa 2007
3.
Grabowski L.: Pracownia elektroniczna – układy elektroniczne. WSiP, Warszawa 1999
4.
Gryżewski Z.: Prace pomiarowo-kontrolne przy urządzeniach elektroenergetycznych
o napięciu do 1 kV. COSiW, Warszawa 2003
5.
Januszewski S., Pytlak A., Rosnowska-Nowaczyk M., Świątek H.: Energoelektronika.
WSiP, Warszawa 2004
6.
Kotlarski W., Grad J.: Aparaty i urządzenia elektryczne. WSiP, Warszawa 1999
7.
Laskowski J.: Poradnik elektroenergetyka przemysłowego. COSiW, Warszawa 2002
8.
Legutko S.: Podstawy eksploatacji maszyn i urządzeń. WSiP, Warszawa 2004
9.
Mały poradnik mechanika. WNT, Warszawa 1996
10.
Marusak A.: Urządzenia elektroniczne, część 1. Elementy urządzeń, część 2. Układy
elektroniczne. WSiP, Warszawa 2000
11.
Markiewicz H.: Instalacje elektryczne. WNT, Warszawa 2005
12.
Normy Polskie oraz Normy Branżowe
13.
Okoniewski S.: Technologia dla elektroników. WSiP, Warszawa 2005
14.
Oleksiuk W., Paprocki K.: Podstawy konstrukcji mechanicznych dla elektroników.
WSiP, Warszawa 1996
15.
Pilawski M., Winiek T.: Pracownia elektryczna. WSiP, Warszawa 2005
16.
Pióro B., Pióro M.: Podstawy elektroniki cz. 1. WSiP, Warszawa 1998
17.
Pióro B., Pióro M.: Podstawy elektroniki cz. 2. WSiP, Warszawa 1997
18.
Podręcznik dla elektryków. Zeszyt 1. COSiW SEP, Warszawa 2004
19.
Podręcznik dla elektryków. Zeszyt 2. COSiW SEP, Warszawa 2004
20.
Poradnik montera elektryka. WNT, Warszawa 2007
21.
Praca zbiorowa: Poradnik inżyniera elektryka. WNT, Warszawa 1997
22.
Praca zbiorowa: Praktyczna elektrotechnika ogólna. REA, Warszawa, 2003
23.
Uzarowicz L., Jędrzejewski W., Jaworski Z., Korzemski J.: Technologia metali
i metaloznawstwo. WNT, Warszawa 1975
24.
Zachara Z.: Zadania z elektrotechniki nie tylko dla elektroników. WSPWN, Warszawa
2000
Wyszukiwarka
Podobne podstrony:
drukarz 825[01] o1 05 u
drukarz 825[01] o1 05 n
drukarz 825[01] o1 05 n
drukarz 825[01] o1 03 u
drukarz 825[01] o1 03 n
drukarz 825[01] o1 02 n
drukarz 825[01] o1 04 u
drukarz 825[01] o1 04 n
drukarz 825[01] o1 01 n
drukarz 825[01] o1 01 u
drukarz 825[01] o1 03 n
drukarz 825[01] o1 04 u
drukarz 825[01] o1 01 n
drukarz 825[01] o1 04 n
drukarz 825[01] o1 02 n
drukarz 825[01] o1 02 u
drukarz 825[01] o1 03 u
operator urzadzen przemyslu ceramicznego 813[01
więcej podobnych podstron