Wstęp do CNC
Wobec pogłębiającej się globalizacji światowej gospodarki rynkowej praktycznie wszystkie sfery produkcyjne pozostają stale pod działaniem nacisku racjonalizatorskiego zmierzającego do osiągnięcia coraz doskonalszych wytworów w coraz krótszym czasie. W odniesieniu do budowy maszyn i urządzeń potrzeba dokonywania modyfikacji istniejących łańcuchów procesowych wynika z dążenia do uzyskiwania korzystniejszych efektów techniczno-ekonomicznych w warunkach produkcji konkurencyjnej.
Aby możliwy był wzrost wydajności obróbki przy jednoczesnym spełnieniu wymagań odnośnie dokładności wymiarowo-kształtowej (wąskie tolerancje ) i jakości powierzchni (mała chropowatość powierzchni) niezbędny jest rozwój obrabiarek pod względem konstrukcyjnym, ale także rozwój systemów sterowania.
Pomysł numerycznego sterowania obrabiarek powstał w latach 1949-1950r. w Massachusetts Institutes of Technology na potrzeby lotnictwa wojskowego Stanów Zjednoczonych. Na podstawie funkcji matematycznych opisujących kształt przedmiotu opracowano sterowanie przetwarzające sformułowane binarnie i impulsowo wartości wejściowe połączeń oraz schematów na ruch elementów frezarki. Oczywiście było to możliwe dzięki rozwijanemu wówczas elektronicznemu przetwarzaniu danych. Ciąg informacji sterowniczych w postaci liter i liczb oznaczeniowych nazwano programem NC (z ang. Numerical Control). W latach siedemdziesiątych, dzięki szybkiemu rozwojowi mikrokomputerów na bazie układów sterowania NC powstały skomputeryzowane układy sterowani CNC (z ang. Computer Numerical Control).
Obecnie sterowanie numeryczne obrabiarek rozwija się bardzo intensywnie. A główne kierunki tego rozwoju to:
• rozwój cyfrowych układów sterujących. Zastosowanie, jako układu sterującego, minikomputera lub mikrokomputera umożliwia znaczne zwiększenie zakresu i jakości sterowania.
• rozwój samych obrabiarek związany głównie z rozwojem napędowych i pomiarowych układów obrabiarek, dzięki czemu uzyskuje się lepsze przystosowanie obrabiarek do sterowania cyfrowego.
• rozwój związany z automatyzację przygotowania produkcji poprzez rozwijanie, a zarazem upraszczaniem języków i systemów programowania [1].
Sterowanie numeryczne obrabiarek
Samoczynna, czyli automatyczna praca maszyn i urządzeń jest możliwa dzięki wyposażeniu ich w urządzenia sterujące, regulujące i zarządzające.
Sterowanie - każde działanie na określony układ mające na celu zapewnienie jego zachowania się w żądany sposób:
- w układzie otwartym - bez możliwości wyeliminowania wpływu wielkości zakłócających (bez sprzężenia zwrotnego);
- w układzie zamkniętym - z możliwością wpływania na wielkości zakłócające proces (ze sprzężeniem zwrotnym).
Regulacja - szczególny przypadek sterowania, polegający na takim celowym oddziaływaniu na układ, aby analizowane na bieżąco wielkości regulowane (określony parametru lub grupa parametrów danego procesu) były podobne do wielkości zadanej.
Zarządzanie (kierowanie i nadzór) - wszelkie działania powodujące, że sterowany proces przebiega w pożądany sposób. Do ważniejszych zadań zarządzania należą: nadzór, zabezpieczenie przed nieprawidłowościami, obróbka danych procesowych (akwizycja, przetwarzanie, analiza, modelowanie, przekazywanie i udostępnianie informacji).
Sterowanie numeryczne obrabiarek jest działem automatyki cyfrowej zajmującym się automatyzacją maszyn. Obrabiarki zautomatyzowane były wykorzystywane głównie w produkcji wielkoseryjnej i masowym. Pierwsze próby automatyzacji opierały się o rozwiązania mechaniczne, mechaniczno - elektryczne lub mechaniczno - hydrauliczne. W późniejszym czasie dzięki rozwojowi elektroniki i techniki mikrokomputerowej możliwe stało się lepsze automatyzowanie obrabiarek tylko dla produkcji wielkoseryjnej i masowej, ale także dla produkcji małoseryjnej i jednostkowej.
Cechy układu sterowania CNC
Układy sterowania numerycznego, które powstały w ostatnich latach charakteryzują się mniejszymi wymiarami, szybszym działaniem są też bardziej przyjazne dla użytkownika. Szczególny nacisk położono na oprogramowanie które wzbogacono o wiele nowych funkcji i zadań. Obecnie, jeśli mówi się o sterowaniu numerycznym (NC) obrabiarek, to właściwie synonimem dla niego jest komputerowe/skomputeryzowane sterowanie numeryczne (CNC). Termin CNC oznacza sterowanie numeryczne, które zawiera mikroprocesor (komputer) wraz z pamięcią i tzw. program obsługujący do kierowania pracą komputera zewnętrznego.
Porównując sterowania możemy stwierdzić iż sterowanie CNC łączy funkcje klasycznego sterowania NC z przetwarzaniem danych realizowanych za pomocą komputera zewnętrznego.
Układy CNC kwalifikuje się do grupy swobodnie programowalnych o różnych konfiguracjach i różnych możliwościach stosowanego oprogramowania.
Można je sklasyfikować w trzech grupach w zależności od sposobu przetwarzania danych [7]:
• układy CNC Manual, zwane również CNC+ lub „konwencjonalne plus", programowane metodą nauczania (ang. teach-in),
• układy adaptacyjne (AC) - realizujące zadania układu automatycznej regulacji optymalnej (ACO) bądź stałowartościowej (ACC),
• układy sterowania otwartego (OEM/OSA - open equipment manufacturing/open system architecture) w wersjach CNC/PLC lub CNC/PLC/HMI. W pierwszej wersji (rys. 3.23.) układ jest zestawiony ze sterowników programowanych logicznie PLC (programmable logie controller), a w drugiej użytkownik komunikuje się z układem sterowania CNC przez interfejs HMI (MMI) (human-machine interface; man-machine interface).
Budowa i funkcje układu CNC
Schemat blokowy sterowania numerycznego wraz z zaznaczeniem przepływu informacji przedstawiono na rys. 3.2. Schemat przedstawia najważniejsze bloki funkcjonalne oraz powiązania między nimi.
Zapisany na nośniku w postaci symbolicznej program obróbki wprowadzany jest do sterownia numerycznego za pośrednictwem tzw. czytnika. W czytniku następuje przekształcenie programu z postaci alfanumerycznej na ciąg impulsów elektrycznych. Czytniki mogą być:
blokowe; wczytywanie informacji odbywa się blokami (blok zawiera wszystkie informacje niezbędne do wykonania czynności czy zabiegu) i dlatego natychmiast po wczytaniu sterowanie numeryczne może rozpocząć realizacje zaprogramowanej czynności,
szeregowe; wczytywanie informacji następuje wiersz po wierszu, wczytanie całego bloku wymaga przechowywania w pamięci wczytywanych wierszy, w związku z czym wiersze te są zapamiętywane przez pamięć pośrednią.
Następnie dekoder dekoduje informacje zawarte w programie do postaci zrozumiałej przez sterowanie numeryczne. Sygnał z dekodera jest wykorzystywany do sterowania poszczególnymi czynnościami.
Schemat blokowy sterowania numerycznego [1].
W bloku pamięci pośredniej następuje również podział informacji na technologiczne, które trafiają do Układu Dopasująco-Sterującego (USD), oraz informacje geometryczne, które trafiają do sumatora. W sumatorze następuje ewentualne poprawienie informacji geometrycznej. Poprawki wprowadza operator za pomocą pulpitu sterującego. Wykorzystywane przez operatora przełączniki, potencjometry i inne, składają się na pamięć trwałą, służącą do wprowadzania danych geometrycznych. Informacja wychodząca z sumatora jest ostateczną informacją geometryczną realizowaną przez obrabiarkę.
Najważniejszy blok funkcjonalny sterowania numerycznego to interpolator, który umożliwia sterowanie ruchem dwóch lub więcej niezależnych mechanizmów posuwu w taki sposób, aby ruch wypadkowy odbywał się pomiędzy dwoma kolejnymi punktami po torze, którego zarys uzależniony jest od konstrukcji interpolatora (liniowy, kołowy, paraboliczny, mieszany (rys. 3.3)). Interpolator występuje w sterowaniach mających zapewnić ruch złożony, czyli w sterowaniach kształtowych.
Rodzaje interpolacji [2].
Informacja wyjściowa z interpolatora, czyli wartość zadana przemieszczenia w postaci jednego lub kilku sygnałów przekazywana jest do układów automatycznej regulacji przemieszczenia zespołów roboczych obrabiarki - serwomechanizmów posuwu. Serwomechanizm posuwu zapewnia realizację przemieszczenia zespołu roboczego z określoną dokładnością.
Istotą funkcjonowania obrabiarek CNC jest zatem przyjęcie założenia o istnieniu pewnego układu współrzędnych, w którym odbywa się sterowanie. Jest to najprostszy sposób na określanie względnych położeń narzędzia i przedmiotu obrabianego, wymaganych dla przeprowadzenia obróbki i uzyskania odpowiednich jej rezultatów. Pojęcie numeryczny należy więc obecnie kojarzy ze współrzędnymi (o wartościach liczbowych, numerycznych). Należy jednak pamiętać, że źródłem nazwy „numeryczny” była postać programu sterującego, opisana w postaci kodów numerycznych (np. ASCII, ISO, EIA). Na podstawie powyższych informacji można podać dwie najważniejsze cechy układów sterowania CNC:
są to układy sterowania programowego - program opisuje zarówno parametry technologiczne obróbki (posuwy, prędkości skrawania, chłodzenie, itp.) jak i geometryczne (położenia zespołów ruchomych obrabiarki w trakcie obróbki),
są to układy o elastycznej postaci programu sterującego - wymóg sterowania programowego jest warunkiem koniecznym, ale nie wystarczającym. Warunkiem tym jest taka postać programu sterującego, aby łatwo i szybko można było ją zmodyfikować (np. w celu usunięcia błędów lub zmiany wymiarów obrabianego przedmiotu). Warunek ten nie jest możliwy do spełnienia w takich układach sterowania programowego, jak np. sterowanie krzywkowe. Elastyczna postać programu sterującego predestynuje zatem obrabiarki CNC do produkcji o charakterze średnio i małoseryjnym (choć nie wyklucza wielkoseryjnej i masowej), dominującej w dzisiejszym przemyśle. Elastyczność obrabiarek CNC to główna przyczyna ich szerokiego stosowania.
Przez program sterujący w układach CNC rozumie się zatem plan zamierzonej pracy obrabiarki, mającej na celu wykonanie przedmiotu o żądanych kształtach, wymiarach i chropowatości powierzchni. Składa się z następujących informacji, zapisanych w postaci alfanumerycznej:
geometrycznych, dotyczących kształtów i wymiarów, obejmujących opis toru ruchu narzędzi,
technologicznych, dotyczących warunków obróbki: narzędzia, prędkość skrawania i posuw, pomocnicze.
Informacje technologiczne na ogół są konsekwencją planu procesu, ustalającego wykaz zabiegów, narzędzia w nich uczestniczące, warunki ich pracy itp. W dużym stopniu wynikają one także z doświadczenia programisty. Znacznie trudniejsze jest sprecyzowanie części geometrycznej programu sterującego. Jest to w znacznym stopniu uwarunkowane rodzajem obróbki jak i informacjami zawartymi w dokumentacji konstrukcyjnej przedmiotu obrabianego. Duży wpływ mają także możliwości samego układu sterowania - dostępne sposoby wyrażania współrzędnych, dostępne cykle obróbkowe, kompensacja promienia narzędzia itp. W przypadku prostej obróbki (np. toczenie) zapis programu sterującego może
w całości odbyć się metodą ręczną lub w tylko niewielkim stopniu wspomaganą komputerowo, często ograniczając się do symulacji programu. Dla obróbki powierzchni swobodnych stosuje tylko automatyczne generowanie programu sterującego przy pomocy systemów CAM (bardzo obszerne programy wymagające dużego nakładu obliczeniowego). Niezależnie od metody programowania znajomość struktury programu wydaje się być niezbędny (np. do zdefiniowania postprocesorów w systemach CAM).
Programowanie polega więc przede wszystkim na zapisie ruchów wykonywanych przez obrabiarkę w trakcie obróbki. Ruchy te mogą mieć dwojaki charakter:
sterowane w sposób ciągły (ciągły pomiar położenia, ciągłe sterowanie napędem), są one ogólnie nazywane osiami sterowanymi numerycznie (SN). Są to ruchy zarówno liniowe (oznaczane symbolami X, Y, Z,....) jak i obrotowe (oznaczane symbolami A, B, C,...). Stanowią one zasadniczą część programu sterującego a funkcje je obsługujące stanowią standard języka układu sterowania, zaprojektowany przez producenta układu sterowania,
sterowane w sposób dyskretny (typu włącz - wyłącz, obroty w lewo - obroty w prawo itp.). Ich realizacja ma w programie sterującym charakter pomocniczy (np. obsługa silnika pompki chłodziwa, zamykanie - otwieranie podtrzymki, uruchamianie podajnika pręta, wymiana palet itp.) dlatego są obsługiwane przez specjalną grupę funkcji, zwanych pomocniczymi. Część funkcji pomocniczych stanowi standard języka układu sterowania (opis w dokumentacji języka), większość jednak jest implementowane przez producenta obrabiarki w zależności od fizycznych urządzeń na niej zainstalowanych (opis w dokumentacji techniczno-ruchowej obrabiarki).
Rodzaje układów sterowania CNC
W zależności od sposobu realizacji ruchów posuwowych poszczególnych osi obrabiarki wyróżnia się:
Sterowanie punktowe
Sterowanie odcinkowe
Sterowanie kształtowe
Sterowanie punktowe
Podstawowa funkcja sterowania punktowego (rys. 3.4) jest pozycjonowanie narzędzia w ściśle określonym punkcie względem przedmiotu, przy czym nie ma znaczenia po jakim torze porusza się narzędzie. Nie jest również ważne z jaką prędkością porusza się narzędzie od jednego do drugiego punktu. Jednak ze względu na skrócenie czasu operacji oraz łatwość przewidywania bezkolizyjności przemieszczenia narzędzia wskazane jest ażeby ruch odbywał się z maksymalną prędkością i po linii prostej.
a)
|
b)
|
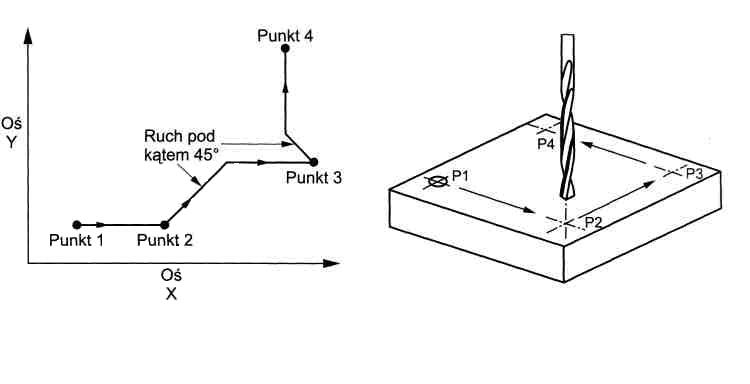
Przykład sterowania punktowego( pozycjonowania ). Przemieszczenie narzędzia (a) i obróbka (b) [3].
(Kliknij na fotografię aby powiększyć)
Dla uzyskania dokładnego położenia narzędzie powinno "najeżdżać" na punkt zawsze z tej samej strony. Z tego samego powodu ostatni odcinek drogi powinien odbywać się przy zwolnionym posuwie. Układ sterownia jest najprostszy i znajduje zastosowanie do sterowania np. wiertarek, wytaczarek, przebijarek czyli maszyn gdzie istotne jest dokładne pozycjonowanie narzędzia nad osią otworu.
Sterowanie odcinkowe
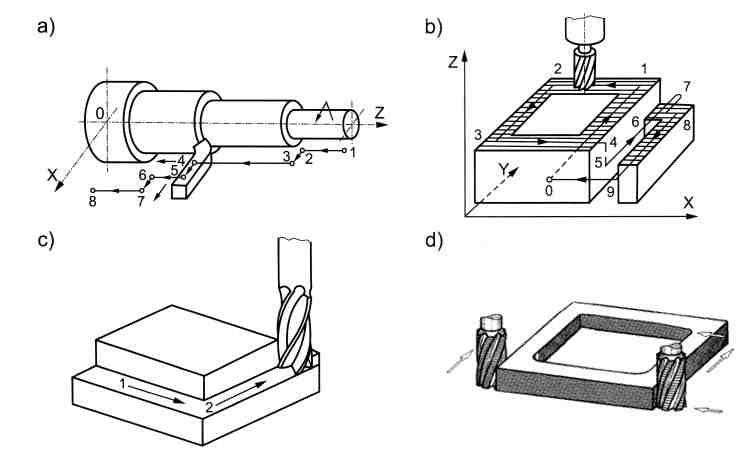
Sterowanie odcinkowe różni się od punktowego tym, że przemieszczenie narzędzia odbywa się po określonym torze i z określoną prędkością. Odcinki toru narzędzia muszą być równolegle do osi układu współrzędnych w określonej płaszczyźnie. Z tego powodu kontury przedmiotu obrabianego mogą być równoległe do osi sterowanych.
Sterowanie odcinkowe ma zastosowanie głównie do dwóch typów operacji:
planowania i toczenia wzdłużnego w obróbce wałków wielostopniowych (rys.3.5),
Przykład sterowania odcinkowego - toczenie wałka wielostopniowego [3].
frezowania zarysów prostokątnych i frezowania płasko-równoległego głowicami frezowymi oraz frezowanie odsadzeń/wybrań przelotowych frezami walcowo-czołowymi (rys.3.6a-c) [3].
Przykłady sterowania odcinkowego: a) frezowanie płasko-równoległe, b) obróbka pogłębień, c) obróbka zarysów bocznych [3].
Typ obróbki kształtowej: a) zarysów prostych, b) zarysów złożonych [3].
sterowanie kształtowe 2D - narzędzie może wykonywać ruchy po łuku okręgu i elipsy.
sterowanie kształtowe 2 1/2 D - umożliwia ruchy narzędzia na różnych płaszczyznach współrzędnych: X/Y, X/Z i Y/Z. w tym przypadku sterowane SA wszystkie trzy osie, jednak w danej płaszczyźnie tylko dwie jednocześnie.
sterowanie kształtowe 3D - umożliwia przestrzenne ruchy narzędzia (3C - trzy ruchy posuwowe są sterowane w sposób ciągły, 4C - trzy ruchy posuwowe i jeden obrotowy są sterowane w sposób ciągły, 5C - trzy ruchy posuwowe i dwa ruchy obrotowe są sterowane w sposób ciągły).
oddzielny napęd (silnik, siłownik) i układ pomiarowy każdej osi sterowanej numerycznie,
bezstopniowa regulacja prędkości obrotowej i posuwów,
napęd przenoszony za pomocą śrub tocznych,
eliminowanie prowadnic ślizgowych na rzecz tocznych,
eliminowanie przekładni zębatych,
kompaktowa konstrukcja o zamkniętej przestrzeni roboczej,
konstrukcja modułowa o elastycznie dobieranej konfiguracji elementów składowych,
mała podatność statyczna i dynamiczna,
automatyczny nadzór i diagnostyka,
duża moc (jako suma mocy poszczególnych napędów),
osiąganie znacznych wartości parametrów obróbki (np. duże prędkości obrotowe),
obróbka równoległa z wykorzystaniem wielu wrzecion lub suportów narzędziowych,
złożona kinematyka pracy (uchylne głowice narzędziowe, stoły obrotowo-uchylne, obróbka pięcioosiowa, obrabiarki o strukturze równoległej),
magazyny narzędziowe z automatyczną wymianą narzędzi,
systemy narzędziowe z narzędziami składanymi,
nowoczesne materiały narzędziowe,
automatyczny pomiar narzędzi,
kodowanie narzędzi,
automatyczna wymiana przedmiotu obrabianego,
automatyczny pomiar przedmiotu obrabianego,
automatyczne usuwanie wiórów.
Przykłady obrabiarek CNC. a) poziome centrum obróbkowe FH 630 SX firmy Toyoda Mitsui z magazynem typu Matrix dla 444 narzędzi i 4 gniazdową stacją zderzakową do ich pozycjonowania [6], b) ploter przemysłowy CNC BPF 1414 MULTI [8].c) tokarka CNC ze skośnym łożem AVIAturn 35 [8], d) uniwersalna frezarka narzędziowa FNE 50NC [8], e) ploter frezujący CNC BLACKBIRD 0710 [5], f) pionowe centrum obróbkowe VMC 1000 HS [8]
Porównanie obrabiarek konwencjonalnych i CNC
większa wydajność dzięki większej szybkości skrawania, a także krótszym czasom głównym, pomocniczym i przygotowawczo-zakończeniowym,
jednakowa jakość przedmiotów obrabianych,
niewielka ilość braków produkcyjnych,
krótsze cykle produkcyjne,
większa elastyczność produkcji.
wspomagania i niewspomagania komputerowego,
zorientowania na warsztat oraz ukierunkowania na biurowe przygotowanie produkcji,
zorientowania na proces wytwarzania i proces produkcji,
zorientowania na urządzenia techniczne.
Klasyfikacja metod programowania [3].
lokalizacji (miejsca) programowania - warsztat lub biuro technologiczne,
typu użytego komputera - PC, CNC lub komputer nadrzędny,
otoczenia programowania - urządzenie lub software,
urządzenia sprawdzającego błędy - maszyna, monitor graficzny lub drukarka.
Klasyfikacja metod i systemów programowania NC [3].
Podsumowanie pracy CNC
Systemy napędu posuwów są kluczowymi elementami obrabiarek sterowanych numerycznie. Zależy od nich prawie wszystko -począwszy od dokładności pozycjonowania, prędkości ruchów roboczych, przyspieszeń i płynności ruchów. Wymagania jakie dzisiaj stawiamy takim napędom są bardzo duże.
Rozwiązania profesjonalne wymagają zastosowania serwonapędów, a w przypadku mniej wymagających zastosowań wystarczą silniki krokowe (tab. 6.1). Podstawowa różnica pomiędzy tymi napędami to sprzężenie zwrotne położenia. W przypadku silników krokowych wszystkie ruchy maszyny składają się z bardzo dużej ilości pojedynczych kroków generowanych przez interpolator. Każdy krok w zależności od przełożenia napędu i ilości mikrokroków to 0,005 do 0,1 mm. Napędy tego typu charakteryzują się bardzo prostą budową co skutkuje stosunkowo niską ceną. Pewną niedogodnością jest brak pomiaru położenia i w pewnych niesprzyjających okolicznościach (przeciążenie) może nastąpić utrata współrzędnych (zgubienie kroków) co może spowodować uszkodzenie obrabianego detalu lub narzędzia.
Tych mankamentów pozbawione są serwonapędy. Praca ich polega na ciągłym dążeniu do osiągnięcia zerowego uchybu, czyli różnicy pomiędzy wartością zadaną a zmierzoną. Pozycja głowicy jest cały czas odczytywana za pomocą enkoderów inkrementalnych, które potrafią dokonywać pomiaru położenia głowicy z dokładnością dochodzącą do 0.001mm. Na podstawie tych informacji układ sterujący tak steruje silnikiem, aby błąd był zerowy. Przy zwiększeniu obciążenia silnik zwiększa moc zapobiegając powstaniu uchybu położenia, a w przypadku przekroczenia pewnego obciążenia system zatrzymuje maszynę i informuje operatora o konieczności interwencji.
a)
|
b)
|
c)
|
Sterowanie kształtowe
Sterowanie kształtowe obejmuje wszystkie te przypadki obróbki, w których droga narzędzia względem przedmiotu obrabianego musi przechodzić przez kolejno wyznaczone punkty toru i jest ona linią składającą się zarówno z prostoliniowych, jak i krzywoliniowych odcinków (rys. 3.8). Dowolny zarys uzyskuje się dzięki współdziałaniu dwóch lub więcej silników napędów ruchów posuwowych. W czasie ruchu narzędzia pomiędzy dwoma punktami pośrednimi na zdefiniowanym matematycznie torze ruchu stosuje się interpolację (rys. 3.3).
a)
|
b)
|
W zależności od liczby sterowanych osi wyróżnia się sterownie kształtowe:
W praktyce mogą występować układy sterowania mieszanego, np. punktowo-odcinkowego czy kształtowo-odcinkowego.
Cechy obrabiarek CNC
Cechy współczesnych obrabiarek CNC:
Występowanie powyższych cech w konkretnej obrabiarce często zależy od tego, w jak dużym stopniu jest ona przystosowana do pracy autonomicznej (bez obsługi człowieka) [6]. Przykłady obrabiarek CNC przedstawiono na rys. 4.7.
a) |
b) |
|
|
c) |
d) |
|
|
e) |
f) |
|
|
Porównanie obrabiarek konwencjonalnych i wyposażonych w system sterowania CNC
Budowa obrabiarek wyposażonych w system sterowania CNC w ogólnym zarysie jest podobna do obrabiarek konwencjonalnych. Istotną różnicą jest możliwość komputerowego sterowania zespołami odpowiedzialnymi z obróbkę. Wszystkie ruchy poszczególnych zespołów obrabiarki niezbędne przy obróbce są obliczane, sterowane i kontrolowane przez wewnętrzny komputer. Dla każdego kierunku ruchu istnieje osobny system pomiarowy, wykrywający aktualne położenie zespołów i przekazujący je do komputera.
Porównanie obrabiarek konwencjonalnych i CNC pod względem wprowadzania danych, sterowania i kontroli przedstawiono w tabeli 4.1.
Obrabiarki konwencjonalne |
Obrabiarki CNC |
Dane wejściowe |
|
Pracownik na podstawie zlecenia i rysunku ręcznie nastawia maszynę, zakłada i zdejmuje przedmiot obrabiany i narzędzia |
Programy obróbki mogą być wprowadzane do układu sterowania CNC z klawiatury, poprzez dyskietki, złącze bezpośrednie. Poszczególne programy mogą być gromadzone w pamięci wewnętrznej lub na twardym dysku maszyny. |
Sterowanie |
|
Sterowanie ręczne - pracownik ręcznie ustawia wszystkie parametry obróbkowe i ręcznie struje całą praca maszyny przy pomocy dźwigni, pokręteł czy przycisków. |
Sterowanie CNC - wszystkie funkcje sterownicze i regulacyjne (dane technologiczne, dane odnośnie narzędzi i ich wymiarów korekcyjnych itp.) maszyny przejmuje mikrokomputer, często umożliwiający również diagnozowanie błędów. |
Kontrola |
|
Pracownik mierzy i sprawdza ręcznie przedmiot obrabiany pod względem dokładności wymiarowo-kształtowej. |
Dzięki ciągłej informacji zwrotnej zespołu pomiarowego i zespołów napędowych z silnikami o regulowanej liczbie obrotów, obrabiarka podczas pracy zapewnia dokładność wymiarową przedmiotu obrabianego. Możliwa jest czynna kontrola przedmiotów obrabianych. |
Cechy obrabiarek CNC wpływające na ich opłacalność:
Metody programowania maszyn CNC
Pod pojęciem programowania NC należy rozumieć zapisanie wszystkich niezbędnych danych do wytworzenia części, które są zapisane na odpowiednim nośniku informacji w kolejności wynikającej z założonego przebiegu procesu technologicznego. Program NC odzwierciedla krok po kroku ustaloną kolejność operacji, zabiegów lub przejść w procesie obróbki części.
Programowanie NC jest więc działaniem technicznym nastawionym na tworzenie danych sterujących do obróbki przedmiotu na obrabiarce NC. Zasadniczo zadanie to może być wykonane ręcznie lub przy pomocy komputera.
Programowanie NC można klasyfikować według następujących kryteriów:
Klasyfikację metod programowania z uwzględnieniem charakteru planowania procesu technologicznego i wyposażenia warsztatu produkcyjnego przedstawiono na rys.4.14.

Klasyfikację systemów programowania można również przeprowadzić uwzględniając nst. czynniki (rys.4.15):

|
Rodzaj napędu |
|
Wielkości charakterystyczne |
Krokowe: |
Servo: |
Prędkości maksymalne: |
100-200 mm/s |
500-1000 mm/s |
Rozdzielczość |
0.01m |
0.001m |
Moc |
niewielka |
nieograniczona |
Przyspieszenie |
do 3m/s2 |
do 10m/s2 |
Podatność na zmianę obciążenia |
duża |
bardzo mała |
Sprawność energetyczna |
50%-70% |
70%-90% |
Skłonność do rezonansów |
duża |
mała |
Wyszukiwarka
Podobne podstrony:
cnc w 3 budowa obrabiarek cnc
Badanie dokładności geometrycznej obrabiarki CNC FV 580A z zastosowaniem testu QC10
6 Regulatory położenia w układach sterujących obrabiarek CNC
zgapa na egz cnc www.przeklej.pl(2), Politechnika Poznańska (PP), Obrabiarki CNC, Wykład, obrabiark
Nagniatanie za pomocą kulki na obrabiarce CNC 05 2013
OSN ściąga, Mechanika i Budowa Maszyn, sem. 6, Obrabiarki CNC, Zaliczenie
ŚCIAGA ZE STAŃKA duża, Politechnika Poznańska (PP), Obrabiarki CNC, Wykład
Obrabiarka CNC
tematy Eksploatacja obrabiarek, cnc
aaa cnc, Politechnika Poznańska (PP), Obrabiarki CNC, Wykład, obrabiarki cnc, egzam, Obrabiarki cnc
NX CAM Programowanie sciezek dla obrabiarek CNC nxcamp
dokładności geometrycznej obrabiarki CNC FV 580 A
Programowanie obrabiarek CNC
Mrozek, Politechnika Poznańska (PP), Obrabiarki CNC, Wykład
cnc w 3 budowa obrabiarek cnc
cnc poprawa (1), Politechnika Poznańska (PP), Obrabiarki CNC, Wykład
cnc w 3 budowa obrabiarek cnc
więcej podobnych podstron