Scharakteryzuj przemiany zachodzące w procesie produkcji kiełbas dojrzewających wywołane działaniem drobnoustrojów wchodzących w skład kultur starterowych (LAB, itp.)
Kultury starterowe stosujemy
Zahamowanie wzrostu bakterii przypadkowych
Ogranicza wzrost drobnoustrojów niepożądanych - chorobotwórczych.
Przyspiesza proces dojrzewania
Otrzymywanie pożądanego produktu
Bakterie kwasu mlekowego - Wytwarzanie kwasu mlekowego. Hamowanie rozwoju niepożądanych bakterii, przyspieszanie przereagowania barwników (przepeklowania) Przyspieszanie suszenia
Kokki katalazo-dodatnie powodują: Rozkład nadtlenków Zużywanie tlenu Kształtują smak i zapach Aromatyzowanie Przepeklowanie Lipoliza Redukcja azotanów Opóźnienie jełczenia Stabilizacja barwy peklowniczej,
Pleśnie: Rozkład nadtlenków Zużywanie tlenu Kształtują smak i zapach Aromatyzowanie Lipoliza Proteoliza Rozkład kwasu mlekowego
Drożdże: Rozkład nadtlenków Zużywanie tlenu Kształtują smak i zapach Opóźnienie jełczenia Stabilizacja barwy peklowniczej
Porównaj czynniki kształtujące smakowitość szynek surowych oraz kiełbas dojrzewających wytwarzanych metoda tradycyjną.
Kontrolowanie smakowitości szynek
Dodatek soli peklowej - obniżając pH, wpływa na żelowanie, dodatek smakowy, wpływa na przereagowanie barwników w produkcie.
Dodatek wina - obniża pH, mięso jest bardziej kruche ze względu na rozkład kolagenu
Przyprawy w zależności od receptury.
Dodatek cukru - pożywka dla drobnoustrojów.
Samoistne zmiany biochemiczne (naturalne bakterie kwasu mlekowego znajdujące się na powierzchni mięsa Kokki katalazo-dodatnie) podczas dojrzewania prowadzą one do powstawania specyficznego smaku i zapachu.
Szynki produkowane metodą tradycyjną nie są szczepione kulturami startowymi i proces dojrzewania zachodzi samowolnie.
4. Scharakteryzuj etap dojrzewania w produkcji szynek surowych
Procesami dojrzewania sterują enzymy własne tkanki mięsa które nie zostały inaktywowane podczas solenia ( proteolityczne i lipolityczne) oraz enzymy egzogenne. W wyniku czego powstają wolne aa i kw. tł, a także zw. aromatycznych
Sterowanie procesem dojrzewającym
- wewnętrzne - fizyczne, chemiczne, mikrobiologiczne - kultury starterowe, cukier - kwas mlekowy
- zewnętrzne - temp(szybkość obsuszenia i wysuszenia), wilgotność względna powietrza, szybkość ruchu powietrza, może być dym wędzarniczy
- czas dojrzewania - krótko -średnio -długotrwale
W zależności od sposobu dojrzewania
Szynki dojrzewające na powietrzu
Szynki wędzone
Zmiany biochemiczne podstawy składników mięso białek i lipidów. Prowadzą one do powstawania specyficznego smaku i zapachu
Dojrzewanie
Wychodząc do temp 4 0C zwiększamy ją 25 0C a wilg stopniowo zmniejszamy z 90% do 65%
Dojrzewanie może być naturalne zależny wtedy od warunków klimatycznych panujących w danym miejscu. Im dojrzewa dłużnej tym ma lepsze walory smakowe o wiele bardziej praktyczne jest sterowanie warunkami dojrzewania zwłaszcza temperaturą która pozwala oddziaływać na
-szybkość obniżania pH
-bezpieczeństwo mikrobiologiczne
-kruchość, wyczuwalność tkanki łącznej, soczystość, barwa i zapach.
Kontrolowanie smakowitości w szynkach dojrzewających.
Dodatek peklosoli
Przyprawy według receptury
Dodatek wina - obniża pH, mięso jest bardziej kruche ze względu na rozkład kolagenu
Dodatek kultur starterowych i dodatek cukru - pożywka dla drobnoustrojów , wytwarzają z niego kwas mlekowy , obniżając pH, wpływa na zelowanie, dodatek smakowy, wpływa na przereagowanie barwników w produkcie
5. Jakie są różnice pomiędzy fermentacja a dojrzewaniem w procesie produkcji kiełbas surowych?
6. Jakie wymagania musi spełniać surowiec do produkcji szynek, a jakie do produkcji kiełbas dojrzewających?
Szczególnie ważną rolę przy produkcji kiełbas odgrywa odpowiednia jakość surowca, o bardzo wysokiej czystości mikrobiologicznej (wytworzenie w dalszej obróbce, środowiska niesprzyjającego patogennym mikroorganizmom nie wystarczy jeżeli toksyny już zostały wyprodukowane),
- mięso powinno pochodzić od zwierząt dojrzałych.
- mięso powinno być świeże
Wymagania szynki surowej:
- Odpowiednia jakość surowca o dużej ilości nienasyconych kwasów tł.
- Bardzo wysoka czystości mikrobiologicznej.
- Niska zawartość hemoglobiny
- Nie powinno wykazywać cech PSE ani DFD - pH mięsa
- Konieczne jest także zachowanie kryteriów natury mikrobiologicznej.
- Skład i obróbka wstępnej tkanki tłuszczowej.
Wymagania kiełbasy
- skład i stabilność oksydacyjna słoniny.
- Zwięzła konsystencja słoniny o dużej ilości kwasów nasyconej.
- Rozdrobnienie surowca - zmrożenie mięsa i słoniny.
- słonina może być podmrożona, niezamrożona i przechowywana w warunkach zamrożenia.
7. Krótko opisz poszczególne etapy produkcji kiełbas/szynek dojrzewających.
Proces produkcji szynki.
Surowiec mięsny + sól lub peklosól, kultury starterowe drobnoustrojów, przyprawy, substancje dodatkowe
Peklowanie, dodatek do szynki 4-14%
Stan po soleniu I - 3-4C, wilg 90 %, 20-60 dni
Stan po soleniu II - 18C, wilg 80 %, 45 dni
Peklowanie 4 0C, wilgotność 90 %
Dojrzewanie początkowo 8 0C i rośnie do 20 0C, wilgotność 90 %, pod koniec 8 0C i wilgotność 65 %,
Opcjonalnie - suszenie lub/i wędzenie
Konfekcjonowanie
Magazynowanie 4-12 m-cy.
Proces peklowania w przypadku mięs dojrzewających jest zbliżony do peklowania stosowanego przy produkcji wędzonek. Temperatury peklowania w przedziale 2-4°C i okres peklowania do kilku dni w zależności od rodzaju i wielkości kawałków mięsa (najczęściej od 1-2 dni na l kg mięsa). Skład mieszanki peklującej również taki sam i zależy od konkretnego przepisu czy naszego gustu. Do przygotowanej mieszanki można dodać kulturę startową. Jeżeli peklujemy na sucho najlepiej mięso położyć na podłożu umożliwiającym odpływ wydzielanych płynów (np. ruszt). Układając mięso w warstwach każdą warstwę posypujemy delikatnie solą gruboziarnistą.
I faza jest praktycznie taka sama. Mięso peklujemy najczęściej metodą suchą. Po zakończeniu solenia koncentracja chlorku sodu w szynce może sięgnąć nawet 10-14%.
II faza to dalszy ciąg procesu peklowania tzw. "wyrównanie" i powinna przebiegać w temperaturze 4-8°C i wilgotności 80-90%. W tym czasie mięso możemy wyjąć z solanki i po prostu zawiesić w wilgotnym pomieszczeniu. Wysoka wilgotność względna zapobiega nadmiernemu wysuszeniu mięsa. Jeżeli peklowaliśmy na sucho to po zakończeniu procesu peklowania mięso obmywamy solanką lub wodą.
III faza to dojrzewanie. Trwa w temperaturze 12 - 30°C i około 75-80% wilgotności względnej. W tym czasie dochodzi do przemiany białek i nadanie charakterystycznego zapachu i smaku.
IV faza, która nie jest konieczna to zimne wędzenie.
Proces produkcji kiełbasy
Przygotowanie surowca
Mięso powinno być ze sztuk dojrzałych
Jego rodzaj określa użyta receptura
Świeże - czyste mikrobiologiczne
Słonina ale lepiej boczek - tłuszcz nie powinien być zamrożony tylko podmrożona.
Przed rozdrabnianiem mięso zamrozić i tłuste miso mielić w stanie zamrożonym
Temp w przypadku rozdrabniania
wilk: mięso chude -4,-2 0 C tł -10,-5 0 C
kuter: mięso chude -12,-7 0 C tł -18,-120 C
Rozdrabianie i kutrowanie
wilk, szarpak - dla kiełbas nie krajalnych
kuter - do krajalnych
Kolejność dodawania:
Mięso mrożone mielone (kutrujemy na sucho, dodajemy sól, rozdrobniony tł, mięso grubo rozdrobnione, przyprawy)
Końcowa temp farszu -2,-5 (dla farszu w wilku 1-4) kiełbasy smarowne 18-22
pH końcowe 5,9-6 gdy niższe możemy dodać cukier
Aktywność wody 0, 96-0, 97 i zawsze mniejsza niż aktyw mięsa
Nadziewanie w osłonki
Osłonki przepuszczalne dla pary wodnej i gazów.
Kiełbasy krajane zaraz po kutrowaniu, temperatura od -3 do -1 0 C
Kiełbasy smarowne zostawiamy na 2-3 godz., temperatura od -3 do -1 0 C
Fermentacja i dojrzewanie przebiega jednocześnie.
Proces fermentacji to pierwszy etap produkcji, ograniczony do etapu tworzenia kwasu mlekowego oraz do równolegle do niego przebiegających procesów, ma za zadanie wytworzyć środowisko niesprzyjające rozwojowi bakterii patogennych drobnoustrojów (mikrokoki). Proces fermentacji przebiega w ściśle określonych warunkach i zależy od rodzaju użytej kultury starterowej, temperatura ok 30C i wilg 90% czas od jednego dnia do tygodnia uzależniony jest do tego co dodajemy do kiełbasy, pH ok 4, 5, środowisko kwaśne (mniejsze cukrzenie)
W czasie przemian w fermentowanych w kiełbasach surowych następuje zmiana właściwości technologicznych jako skutek rozległej koagulacji białek sarkoplazmy i miofibryli oraz wzrostu usieciowania białek sarkoplazmatycznych i kolagenu, a także powstają lotne, jak i nielotne substancje aromatyczne mające wpływ na kształtowanie się jakości gotowych kiełbas surowych.
,,Dojrzewanie kiełbasy surowej'' - zmiany, które przebiegają od momentu napełnienia osłonki do gotowości do spożycia, obejmujące przemiany biochemiczne, mikrobiologiczne, a także procesy fizyczne, w określonych warunkach, temperaturze i wilgotności względnej powietrza zachodzące w surowcu mięsno-tłuszczowym w trakcie produkcji i poprodukcyjnego dojrzewania, w dojrzewaniu temperatura początkowo i wilgotność maleje, od 18 0 C do 12 0 C. Spadek pH przez cały etap produkcji.
Metody redukcji czasu dojrzewania.
Zwiększenie liczby żywych komórek zakwasu
Dodatek preparatów enzymatycznych lub egzogennych enzymów proteolitycznych, lipolitycznych i glikolitycznych
Dodatek enzymów roślinnych oraz przypraw i ziół
Dodatek enzymów zakapsułkowanych
Dodanie gęstwy serowej i specjalna obróbka
Podwyższona temperatury dojrzewania
Obróbka wysoko ciśnieniowa
Produkcja sera z mleka zawierającego zhydrolizowaną laktozę
Regulowanie aktywności komórek bakterii różnymi metodami
Inżynieria genetyczna szczepów
Dodatek gęstwy -dodatki do gęstwy sera: woda, sole mineralne, zredukowany glutation, sól. Gęstwe indukuję się w war beztlenowych, w temp powyżej lub równej 30st przez 4-5 dni z mieszaniem. Gęstwa jest źródłem niskocząsteczkowych peptydów i aminokwasów, które stymulują rozwój bakterii zakwasu. Znajdują się w niej także zewnątrz kom enz (proteinazy, peptydazy - przyspieszające dojrzewanie sera).Dojrzałą gęstwę stosuje się jako dodatek do serów dojrzewających topionych, mody enzymatycznej, także chipsów, krakersów. Wadą jest trudność kontroli procesu, gdyż inkubacja w takich warunkach może powodować rozwój drobnoustrojów, będących wynikiem zakażenia.
Bakterie fermentacji mlekowej
Naturalnym środowiskiem występowania bakterii fermentacji mlekowej jest mleko, rośliny, a także błony śluzowe oraz przewód pokarmowy człowieka i zwierząt.
- gramdodatnie
- beztlenowe bądź względnie beztlenowe
- katalazoujemne
- nie zawierają enzymów cyklu Krebsa i łańcucha oddechowego, a energię uzyskują na drodze fosforylacji substratowej
- nieprzetwarnikujące
- nieurzęsione
- pH 5,5-5,8 i niższe
Bakterie fermentacji mlekowej różnią się:
-ilością produkowanego kwasu mlekowego zależnie od gatunku od 0,6 do 3%;
-tolerancją na niskie pH środowiska;
-optymalną temperaturą rozwoju;
-sposobem metabolizowania cukrów;
-środowiskiem bytowania.
Podział bakterii fermentacji mlekowej ze względu na wymagania temperaturowe:
-mezofile - optymalna temp.20-28°C, produkcja do 1,5% kwasu mlekowego; Lactococcus lactis, Lactobacillus casei, plantarum,Leuconostoc.
-termofile - optymalna temp. 40-45°C, produkcja do 3% kwasu mlekowego; Lactobacillus delbrueckii, Streptococcus thermophilus
Podział bakterii mlekowych ze wzg. na szlaki przemian cukrów:
-homofermentatywne (produkt końcowy: kwas mlekowy) (Lactococcus lactis, Lactobacillus delbrueckii, plantarum, acidophilus).
-heterofermentatywne (produkt końcowy: kwas mlekowy, kwas octowy i alkohol etylowy) (Leuconostoc, niektóre z rodzaju Lactobacillus, np.: Lactobacillus brevis, Lactobacillus fermentum).
Występowanie: rośliny, kiszonki, błony śluzowe jamy ustnej, dróg rodnych, przewodu pokarmowego człowieka i zwierząt; stanowią zanieczyszczenia produktów fermentacji alkoholowej (piwo, wino), produktów mleczarskich i przetworów mięsnych)
Mleczne napoje fermentowane
-Produkty otrzymane na drodze fermentacji mleka pod wpływem odpowiednich mikroorganizmów, które powodują obniżenie pH z lub bez koagulacji. Mikroorganizmy powinny być żywe i aktywne w produkcie (w ilości powyżej 107/g) do końca okresu trwałości.
Prebiotyki
Składniki żywności nieulegające strawieniu przez enzymy jelitowe i które mogą korzystnie oddziaływać na organizm człowieka na drodze selektywnej stymulacji w okrężnicy, wzrostu i/lub aktywności jednego lub określonej liczby gatunków (szczepów) korzystnych dla zdrowia gospodarza bakterii.
Kryteria, które muszą spełniać substancje prebiotyczne
- Nie mogą być hydrolizowane, ani wchłaniane w górnych odcinkach przewodu pokarmowego,
- Muszą podlegać selektywnej fermentacji przez potencjalnie korzystne bakterie, bytujące w jelicie grubym,
- Muszą korzystnie modyfikować układ mikroflory jelita grubego.
Probiotyki - żywe lub pozostające w stanie anabiozy kultury z rodzaju Lactobacillus, Propionibacterium, Pediococcus, Lactococcus, Enterococcus i Leuconostoc oraz niektóre grzyby Aspergillus i drożdże, głównie z rodzaju Saccharomyces, Candida, zdolne do trwałego zasiedlania organizmu lub przechodzenia w stanie żywym przez przewód pokarmowy.
Warunki jakie spełniać powinny szczepy probiotyczne:
- szczep jednoznacznie saprofityczny,
- zdolny do przeżycia niekorzystnych warunków panujących w przewodzie pokarmowym (niskie pH, sole żółciowe),
- zdolny do produkcji egzogennych substancji w organizmie konsumenta
- charakteryzuje się aktywnością antagonistyczną w stosunku do mikroflory patogennej i toksynotwórczej
Synbiotyki
Mieszanina probiotyków i prebiotyków korzystnie wpływających na zdrowie człowieka poprzez poprawę przeżywalności i kolonizacji żywych mikroorganizmów w przewodzie pokarmowym, osiągniętą na drodze selektywnej stymulacji ich wzrostu i aktywności.
Aby bakterie zaliczyć do probiotyków powinny one odznaczać się:
-Zdolnością do zasiedlania i namnażania w przewodzie pokarmowym;
-Synteza substancji antybiotycznych;
-Odpornością na niskie pH i żółć;
-Aktywowaniem systemu immunologicznego;
-Zdolnością usuwania mikroflory patogennej z przewodu pokarmowego;
-Powodować wzrost odporności na kolonizację przewodu pokarmowego przez mikroflorę chorobotwórczą.
Mechanizm działania probiotyków:
-Adhezja do nabłonka przewodu pokarmowego
-Konkurencja o substancje odżywcze
-Produkcja substancji antybakteryjnych
Mleczne napoje fermentowane (definicja wg Międzynarodowej Federacji Mleczarskiej)
Produkty otrzymane na drodze fermentacji mleka pod wpływem odpowiednich mikroorganizmów, które powodują obniżenie pH z lub bez koagulacji. Mikroorganizmy powinny być żywe i aktywne w produkcie (w ilości powyżej 107/g) do końca okresu trwałości.
Jeśli produkt jest pasteryzowany lub terminowany wymagania dla żywej mikroflory nie obowiązują. Produkt taki powinien być jednak oznakowany „fermentowane mleko poddane pasteryzacji (lub termizacji)”.
Funkcje bakterii fermentacji mlekowej w wyrobach mleczarskich:
-Obniżenie zawartości laktozy;
-Wzrost zawartości wolnych aminokwasów i witamin z grupy B;
-Zwiększenie przyswajalności białek, Ca, Zn, Fe, Cu i P;
-Obniżenie zawartości cholesterolu w wyrobach mleczarskich do 50 %;
-Obniżenie własności immunogennych mleka.
Funkcje bakterii fermentacji mlekowej w innych wyrobach spożywczych:
-Eliminowanie naturalnych związków spożywczych w surowcach; hemaglutynina fasoli
-Rozkład oligosacharydów powodujących wzdęcia np. stachioza roślin strączkowych
-Wzrost zawartości wit. B2 i niacyny
-Wzrost zawartości wolnych aminokwasów
-Poprawa przyswajalności Fe, Zn, Ca.
Znaczenie bakterii fermentacji mlekowej:
1. Antagonizm w stosunku do patogenów człowieka
2. Znoszenie nietolerancji laktozy
3. Działanie antycholesterolowe
4. Aktywność antynowotworowa
5. Działanie immunomodulacyjne
6. Działanie antyalergiczne
7. Zapobieganie osteoporozie
8. Zapobieganie próchnicy
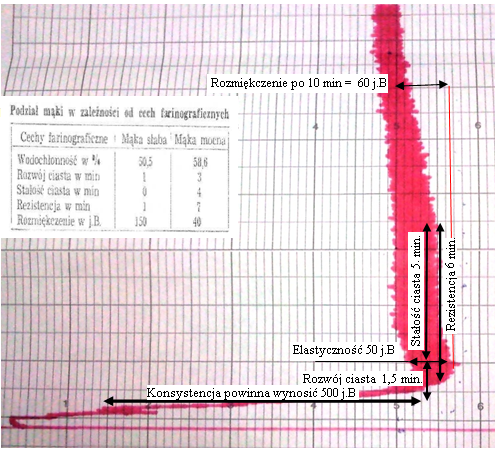
Odcinki:
Konsystencja ciasta - optymalna konsystencja ciasta wynosi 500 j.B..
Czas rozwoju ciasta [min] - liczony od momentu rozpoczęcia dodawania wody do momentu osiągnięcia elastyczności ciasta.
Stałość ciasta [min] - krzywa po uzyskaniu konsystencji normalnej (500 j.B.), utrzymuje się bez zmian na jednym poziomie, do momentu gdy zacznie opadać i zmniejsza swoją szerokość.
Elastyczność ciasta [j.B.], - szerokość krzywej normalnej po uzyskaniu stałości.
Rezistencja ciasta [min] - liczona od uzyskania ciasta 500 j. B. do momentu gdy zacznie opadać i zmniejsza swoją szerokość.
Rozmiękczenie ciasta [j.B.], - odchylenie krzywej od konsystencji normalnej, mierzone po 10 min., od momentu uzyskania stałości ciasta.
Kultury starterowe odpowiednio wyselekcjonowane drobnoustroje (bakterie, pleśnie lub drożdże), dodawane do żywności w celu poprawy jej wyglądu, zapachu, smaku lub wydłużenia trwałości. Stosowane przede wszystkim w mleczarstwie i wędliniarstwie. Najczęściej stosowane startery to bakterie kwasu mlekowego (np. Lactobacillus plantarum), drożdże (np. Candida formata), kokki katalazo-dodatnie (np. Staphylococcus xylosus), promieniowce (np. Streptomyces griseus) i pleśnie (np. Penicillium nalgiovense). Kultury starterowe poddawane są różnego rodzaju manipulacjom genetycznym, celem uzyskania najbardziej pożądanych właściwości konsumpcyjnych.
Startery dzielą się na mikroflorę techniczną (czyli taką, bez której proces produkcyjny nie byłby możliwy - np. fermentacja laktozy w mleczarstwie) oraz na mikroflorę stosowaną w celu osiągnięcia jakiegoś efektu, np. przedłużenia trwałości produktu lub zmiany jego smaku. Na potrzeby przemysłu mleczarskiego startery dzieli się na trzy typy: jednoszczepowe (jeden szczep mikroorganizmu), jednogatunkowe (dwa lub więcej szczepów danego gatunku) i wielogatunkowe (jeden lub więcej szczepów różnych gatunków).
W przypadku mleczarstwa, gdzie stosuje się obecnie prawie wyłącznie mleko pasteryzowane, używanie kultur starterowych ma kluczowe znaczenie - naturalne mikroorganizmy zostały w zasadzie wytępione.
bakterie kwasu mlekowego
drożdże (produkcja kefiru)
pleśnie (sery pleśniowe)
mikroflora techniczna (mezofilna lub termofilna)
umożliwia produkcję poprzez:
fermentację laktozy (LAB, drożdże)
wytwarzanie substancji smakowo-zapachowych
przyczynianie się do przemian proteolitycznych i lipolitycznych białek i lipidów mleka (LAB, pleśnie, drożdże)
mikroflora dodatkowa
umożliwia osiągnięcie specyficznego efektu
podwyższenie wartości odżywczej produktu,
wywarcie korzystnego wpływu na organizm człowieka (szczepy
probiotyczne)wydłużenie przydatności do spożycia, ochronna przed rozwojem mikroflory patogennej (mikroflora ochronna).
Sosy rybne -fermentowane
Sos rybny używany jest do doprawiania i dosalania potraw, a także do marynowania mięsa przed przyrządzeniem. Jest najważniejszym z używanych dodatków w kuchni krajów Azji Płd-Wsch, obok sosu sojowego.
W długo fermentowanych zanika zapach rybi a powstaje zapach orzechowo-serowy.
Sporządzanie sosu rybnego:
-surowce: ryby świeże lub suszone lub inne organizmy wodne np. krewetki
-dodatek soli morskiej (1:3 lub 1:5
-czasami przyprawy i zioła
-fermentacja 3-12 miesięcy, temp. 40°C
-zlewanie i filtracja
-dojrzewanie do 3 miesięcy
-końcowa koncentracja soli do ok. 27%, ph 5, koncentracja białka ok.12%
Mikroflora gra ważną rolę w produkcji sosów rybnych. Wysoka koncentracja soli powoduje, że mogą wyrastać jedynie bakterie halofilne i halo tolerancyjne. Flora ta jest odpowiedzialna za degradację rybich białek i tworzenie smaku i zapachu. Bakterie produkujące enzymy proteolityczne to: Bacillus, Pseudomonas, Micrococcus, Staphylococcus, Halococcus, Halobacterium salina rum.
Bakterie odpowiadające za smak i zapach: Staphylococcus xylosus, Bacillus.
Chleb na zakwasie
W chlebie identyfikuje się blisko 500 związków smakowo-zapachowych: alkohole, aldehydy, estry, ketony. Wypiek:
Wyszukiwarka
Podobne podstrony:
2011 egzamin z mięsa od dr Joanna Żochowska Kujawska
Pytania na egzamin od dr Trzcińskiego
zagadnienia na egzamin od dr Rutkiewicza[1]. , semestr 2, ochrona
Biochemia 2011 egzamin 100 opyta, II rok, II rok CM UMK, Giełdy, od Joe, biochemia, BIOCHEMIA, GIEŁD
Chem nieorg egzamin II rok 2011 2012 grupy od 15 do 18 egzamin, Chemia
badanie od dr Grada, III rok, Interna, Egzamin, Materiały
Zagadnienia egzaminacyjne z Fizyki dla kierunku 2011 2012, I semsestr, Fizyka, egzamin, Zagadnienia
OPB materialy od dr Hajdasz
'zagadnienia' od dr Lisewskiej
Monionitoring biologiczny, Pomoce naukowe, Opracowania, II rok, Higiena, EGZAMIN, higiena od III rok
2 Naturalne materiały kamienne, Budownictwo, Materiały budowlane, Egzamin, egzamin z materialow od D
CZĘŚĆ IV - Kopia, medycyna zabrze SUM lekarski, ginekologia opracowanie bazy pytań od dr. Bodzka
FIJZOLOGIA UKLADU POKARMOWEGO od dr Świetlik
ćw.4 - interna od dr Radwińskiej, weterynaria, Choroby wewnętrzne zwierząt gospodarskich
Pytania Czerska, UG Finanse i Rachunkowość LIC, FIR I Sem 2011, Podstawy Zarządzania I sem (W. dr Wo
Definicje na zachowawczą od dr Grzebielucha
Materialy od dr piotrowskiej 05 06 08 r
Kolokwium II informacje od dr Stach
więcej podobnych podstron