POLITECHNIKA ŁÓDZKA
filia w BIELSKU BIAŁEJ
studia dzienne inżynierskie
sem. IV rok ak. 1998/99
LABORATORIUM ODLEWNICTWA
FORMOWANIE RĘCZNE
Stan zagadnienia
Proces CO2
Proces CO2 polega na przygotowaniu masy formierskiej lub rdzeniowej składającej się z piasku kwarcowego i jako spoiwa szkła wodnego w ilości 5÷7%. Formy lub rdzennice wykonane z tej masy przedmuchiwane są CO2 pobierane bezpośrednio z butli pod ciśnieniem zredukowanym do 0,05÷0,2 Mpa. Pod wpływem CO2 następuje utwardzenie masy w ciągu 20-60 sekund. Szkło wodne pod działaniem CO2 ulega rozpadowi na węglan sodu i krzemionkę w myśl rekcji:
Na2SiO2 + CO2 = Na2CO3 + 2SiO2
Wydzielająca się krzemionka ukega uwolnieniu :
MSiO2 + nH2O = mSiO2 + nH2O
a dalej następuje koagulacja i wytwarzanie się żelu krzemionkowego, który wiąże ziarna kwarcu.
Kolejne czynności przy wykonywaniu skrzynek formierskich
Ustawienie modelu, bez górnego odejmowanego znaku rdzeniowego i modelu wlewów doprowadzających na płycie pod modelowej
Ustawienie dolnej skrzynki formierskiej i posypanie modelu talkiem formierskim
Naniesienie warstwy masy przy modelowej i jej ręczne obciśnięcie
Wypełnienie skrzynki masą wypełniającą
Zagęszczenie masy formierskiej ubijakiem
Usunięcie nadmiaru masy formierskiej
Wykonanie kanałów odprowadzających na pł. 15 mm
odwrócenie dolnej części formy o 180°, ustawienie z powrotem na płycie modelowej, założenie górnego znaku rdzeniowego, ustawienie na modelu wlewów: doprowadzających, rozprowadzających, wlewu głównego
założenie za pomocą sworzni, górnej skrzynki formierskiej
nasianie masy przy modelowej i powtórka punktów 4 - 7
zdjęcie górnej części, odwrócenie o 180° i ustawienie obok górnej formy
ustalenie w dolnej połowie formy rdzenia
złożenie górnej i dolnej części formy i wypełnienie ją ciekłym metalem
wybicie układu wraz z układem wlewowym
Cel ćwiczenia
Celem ćwiczenia było zapoznanie się metodami formowania skrzynek formierdkichi wykonywania rdzeni.
Rysunki modelów
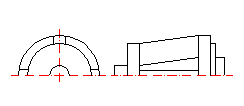
Rys. Model drewnianny
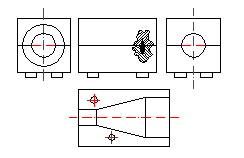
Rys. Rdzennica
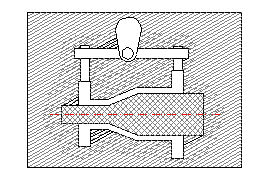
Rys. Widok formy i rdzenia
Wnioski
Niedostateczne ubicie masy powoduje obrywanie się brzegów formy podczas wyjmowania modelu. W naszym przypadku masa była zbyt słabo ubita na brzegach skrzynki, co można było zauważyć podczas wygładzania powierzchni. Trudności również były przy formowaniu kanałów wlewowych - masa osypywała się.
Wykonanie rdzenia nie sprawiało większych trudności - rdzeń po ubiciu i przedmuchaliśmy CO2 bardzo szybko się utwardził.
1
2
Laboratorium Odlewnictwa
Wyszukiwarka
Podobne podstrony:
15 Formowanie cienkich warstw metodą chemicznej?pozycji par CVD
Technologia formowania prózniowego tworzyw sztucznych
13 Formowanie oraz obrobka elem Nieznany (2)
Formowanie ladunkow na srodkach Nieznany
D19180027 Dekret o przystąpieniu do formowania narodowej armji regularnej
formowanie reczne Bernat Hajkow Nieznany
formowanie wtryskowe 1
Proces formowania się nowego ustroju Czy popiół i diament t
213 Imelda Chłodna, Początki formowania się amerykańskiego szkolnictwa wyższego
Formowanie reczne
FORMOWANIE RĘCZNE
SPRAWOZDANIE FORMOWANIE
FORMOWANIE MODELU BEZRDZENIOWEGO NATURALNEGO, Techniki wytwarzania
FORMOWANIE Z MAS
Formowanie się Ziemi, Dokumenty Edukacyjne, Geografia
membrany formowane dynamicznie
Identyfikacja zagrożeń na stanowisku formowania i zalewania ręcznego oraz formowania maszynowego (2
więcej podobnych podstron