II LABORATORIUM- ZGRZEWANIE ELEKTROPOROWE
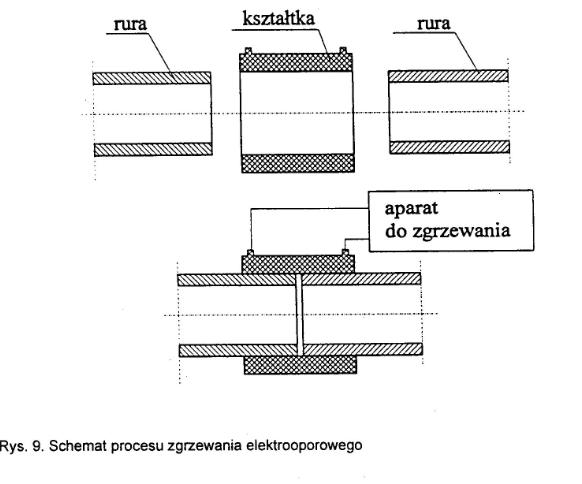
Zasadą tej metody jest wykorzystanie ciepła wydzielającego się przy przepływie prądu przez drut oporowy do uplastycznienia wewnętrznej powierzchni kształtki i zewnętrznej rury.
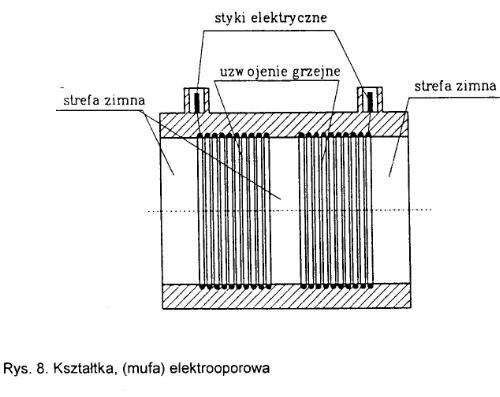
Uzwojenie oporowe stanowi integralną część kształtki, a do jego zasilania stosuje się urządzenia (elektrozgrzewarki) działające na zasadzie tranformatora i wyposażone w odpowiednią automatykę do dozowania energii i regulacji czasu nagrzewania).
Obszary, w których uzwojenie grzejne nie jest nawinięte na wewnętrznej powierzchni kształtki nazywane są ZIMNYMI STREFAMI. Zapobiegają one wypływaniu uplastycznionego materiały ze szczeliny pomiędzy wewnętrzną powierzchnią kształtki, a zewnętrzną powierzchnią rury.
Zgrzewanie elektroporowe można prowadzić , gdy :
Temp. w miejscu zgrzewania jest powyżej -5C
Końce rur i kształtki są suche (nie może osiadać wilgoć na kształtkach)
KOLEJNOŚĆ CZYNNOŚCI PRZY WYKONYWANIU ZGRZEWANIA
Przygotować aparat i miejsce do zgrzewania
Zestrugać cykliną końce rur na długości większej niż połowa długości złączki lub na powierzchni styku siedełka z rurą. Podczas strugania powinien powstawać wiór o grubości co najmniej 0,1mm
Przetrzeć wewnętrzną powierzchnię złączki oraz oba końce rur papierem niewłóknistym zwilżonym etanolem
W zależności od systemu zamocować rury z kształtką lub siodełko w uchycie
Połączyć przewody z aparatu do złączki
Włączyć aparat
W zależności od systemu ustawić i sprawdzić napięcie zasilania kształtki i czas nagrzewania oraz wpisać te dane do karty technologicznej
Włączyć nagrzewanie kształtki
Po zgrzaniu włączyć aparat i zdjąć przewody
Na rurze oznaczyć numer zgrzeiny, czas nagrzewania, datę i numer uprawnień
Po wystudzeniu kształtki (1,5 min na mm grubości ścianki rury) zdjąć uchwyty
Próbę szczelności można przeprowadzać po czasie nie krótszym niż 8 min na kązdy mm grubości ścianki rury
RÓŻNICA POMIĘDZY METODĄ ELEKTROPOROWĄ A METODĄ
DOCZOŁOWĄ
Metoda doczołowa polega na ogrzaniu końców łączonych elementów za pomocą elementu grzejnego w postaci płyty grzejneji po uplastycznieniu dociśnięciu ich do siebie. Studzenie połączenia odbywa się pod naciskiem .
ZGRZEWARKI
Na ogół zgrzewarki konstruowane są na ograniczony zakres zgrzewanych średnic rur. Zakresy te wynoszą do 110mm, 160, 250, 315 i 500mm. Większe średnice wykonuje się na zamówienie.
Wyszukiwarka
Podobne podstrony:
II LABORATORIUM ZGRZEWANIE ELE Nieznany
Lepkość-sciaga, Elektrotechnika AGH, Semestr II letni 2012-2013, Fizyka II - Laboratorium, laborki,
Nr ćwiczenia5 moje, Elektrotechnika AGH, Semestr II letni 2012-2013, Fizyka II - Laboratorium, labor
[4]tabelka, Elektrotechnika AGH, Semestr II letni 2012-2013, Fizyka II - Laboratorium, laborki, labo
[8]konspekt new, Elektrotechnika AGH, Semestr II letni 2012-2013, Fizyka II - Laboratorium, laborki,
FIZYK~47, Elektrotechnika AGH, Semestr II letni 2012-2013, Fizyka II - Laboratorium, laborki, Fizyka
3 W LEPKO CIECZY, Elektrotechnika AGH, Semestr II letni 2012-2013, Fizyka II - Laboratorium, labor
[3]opracowanie v1.0, Elektrotechnika AGH, Semestr II letni 2012-2013, Fizyka II - Laboratorium, labo
kospekt12, Elektrotechnika AGH, Semestr II letni 2012-2013, Fizyka II - Laboratorium, 12 Wyznaczanie
PUZON, Elektrotechnika AGH, Semestr II letni 2012-2013, Fizyka II - Laboratorium, laborki, Laborki s
cw8 wyniki, Elektrotechnika AGH, Semestr II letni 2012-2013, Fizyka II - Laboratorium, laborki, labo
[4]opracowanie, Elektrotechnika AGH, Semestr II letni 2012-2013, Fizyka II - Laboratorium, laborki,
mostek Wheatstone'a(1), Elektrotechnika AGH, Semestr II letni 2012-2013, Fizyka II - Laboratorium, l
za, Elektrotechnika AGH, Semestr II letni 2012-2013, Fizyka II - Laboratorium, laborki, laborki fizy
konspekt nr8, Elektrotechnika AGH, Semestr II letni 2012-2013, Fizyka II - Laboratorium, laborki, Fi
[7]opracowanie, Elektrotechnika AGH, Semestr II letni 2012-2013, Fizyka II - Laboratorium, laborki,
konspekt 8, Elektrotechnika AGH, Semestr II letni 2012-2013, Fizyka II - Laboratorium, laborki, Fizy