Analiza technologiczna konstrukcji.
Konstrukcja wykonana jest z rury o średnicy 80mm i grubości ścianki 10mm oraz pręta płaskiego o szerokości 80mm i grubości 12mm.
Ze względu na rodzaj konstrukcji i grubość zastosowanych materiałów najbardziej odpowiednim sposobem spajania jest spawanie elektryczne elektrodą otuloną.
Analiza innych sposobów łączenia
KLEJENIE - nie można zastosować ze względu na odpowiedzialność konstrukcji. Połączenie nie jest narażone na naprężenia nie będące wyłącznie ścinającymi
ZGRZEWANIE - nie można zastosować ze względu na grubość zastosowanych materiałów. Potrzebny byłby zbyt duży prąd do wytworzenia spoiny.
LUTOWANIE - nie można zastosować, połączenie nie jest narażone na naprężenia nie będące wyłącznie ścinającymi
Analiza spawalności
Materiały użyte do wykonania konstrukcji:
-Rura 80∗10
R35 BN-75/0631-01
Kategoria A
Klasa stali 2
Grupa stali 24
Skład chemiczny:
pierwiastek |
C |
Mn |
Si |
Pmax |
Smax |
Cumax |
zawartość [%] |
0,07÷0,16 |
0,40÷0,75 |
0,12÷0,35 |
0,040 |
0,040 |
0,040 |
-Pręt płaski 80∗12
ST3SY PN-72/H-84020
Kategoria A
Klasa stali 1
Grupa stali 15
Skład chemiczny:
pierwiastek |
C |
Si |
Pmax |
Smax |
Crmax |
Nimax |
Cumax |
zawartość [%] |
0,22 |
0,03÷0,15 |
0,050 |
0,050 |
0,030 |
0,030 |
0,030 |
Obliczenia spawalności
- Spawalność wynikająca z czynników metalurgicznych:
CE = C% + (Mn% / 6) + (Cr% / 5) + (V% / 5) + (Mo% / 4) + (Ni% / 15) = (Cu% / 13)
- Spodziewana twardość w złączu:
HVmin = 1200 ∗ CE - 260
Hvmax = 1200 ∗ CE - 200
- Spawalność wynikająca z czynników technologicznych:
CEg = CE = 0,0244g gdzie:
g - grubość materiału [cm]
- Obliczenia dla materiału rury R35
CE = 0,16 + (0,75 / 5) + (0,25 / 13) = 0,33
HVmin = 1200 ∗ 0,33 - 260 = 136
HVmax = 1200 ∗ 0,33 - 200 = 196
CEg = 0,33 + 0,0244 ∗ 1 = 0,35
- Obliczenia dla materiału pręta płaskiego ST3SY
CE = 0,22 + (0,3 / 5) + (0,3 / 15) + (0,3 / 13) = 0,32
HVmin = 1200 ∗ 0,32 - 260 = 124
HVmax = 1200 ∗ 0,32 - 200 = 184
CEg = 0,32 = 0,0244 ∗ 1,2 = 0,35
Sposoby łączenia elementów
Połączenia elementów 2 oraz 3 z elementem 1
Spoina „K” wg P-75/-69014
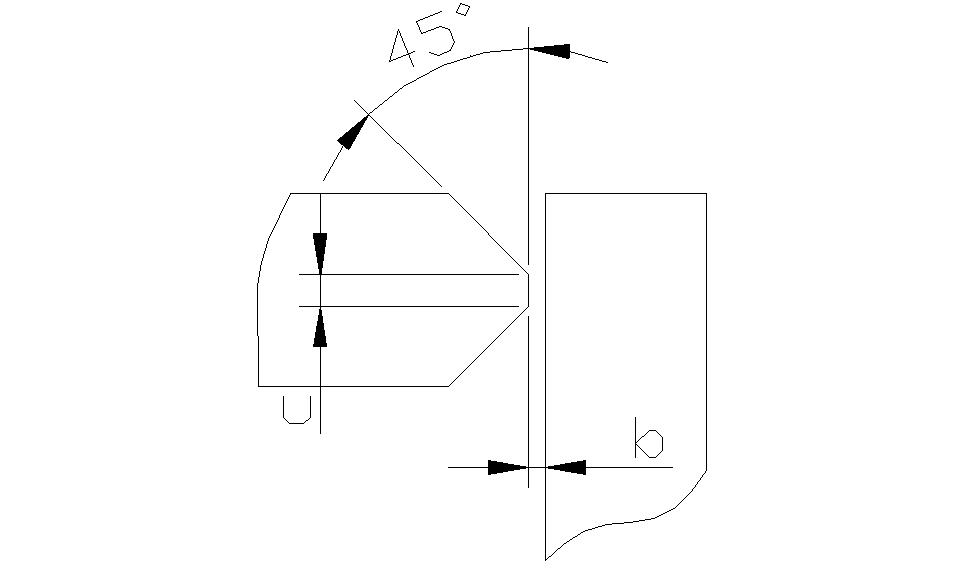
b=1
c=2
β=45o
a) dobór średnicy elektrody
dla szerokości szczeliny b≤2 mm średnica elektrody powinna wynosić 3,5 mm
b) natężenie prądu
I=(15+6d)*d gdzie d - średnica elektrody
I=(15+6*3,25)*3,25=112,125 A
Przyjmuję I=115 A
c) prędkość spawania
vsp = (an*I/γ*Fs)*(m/n)
I - natężenie prądu [A]
γ - ciężar spoiwa [g/cm2]
Fs - przekrój poprzeczny ściegu [mm2]
an - stała stopienia elektrody [g/A*h]
z norm an = 10 [g/A*h]
γ = 7,8 [g/cm2]
Fs = 0,5ab
a = 6
b = 6
Fs = 16 mm2
vsp = 8,05 [m/h]
Połączenia elementu 4 z elementami 1 i 2
Spoina „1/2 Y” wg P-75/-69014
b=1 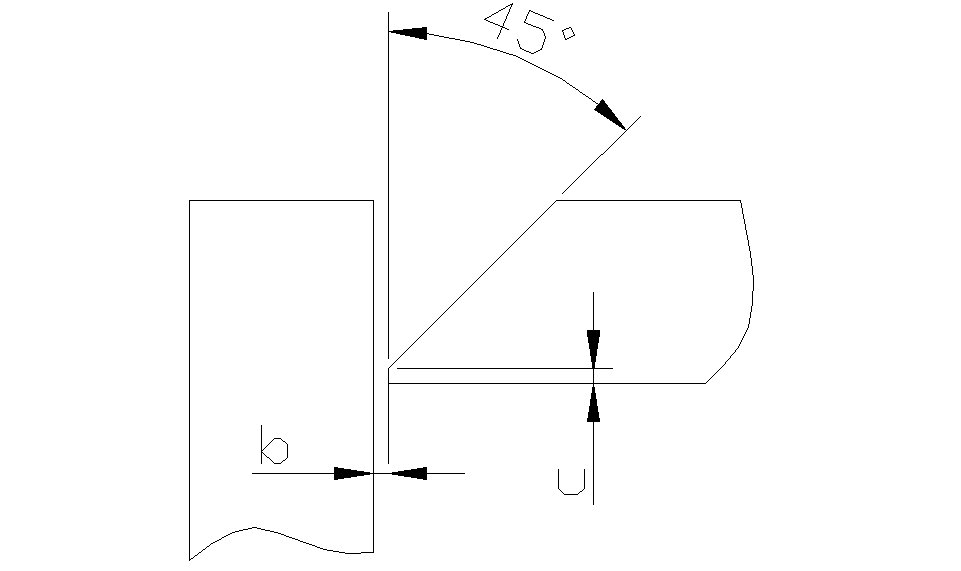
c=1
β=45o
a) dobór średnicy elektrody
dla szerokości szczeliny b≤2 mm średnica elektrody powinna wynosić 3,5 mm
b) natężenie prądu
I=(15+6d)*d gdzie d - średnica elektrody
I=(15+6*3,25)*3,25=112,125 A
Przyjmuję I=115 A
c) prędkość spawania
vsp = (an*I/γ*Fs)*(m/n)
I - natężenie prądu [A]
γ - ciężar spoiwa [g/cm2]
Fs - przekrój poprzeczny ściegu [mm2]
an - stała stopienia elektrody [g/A*h]
z norm an = 10 [g/A*h]
γ = 7,8 [g/cm2]
Fs = 0,5ab
a = 12
b = 12
Fs = 72 mm2
vsp = 2,01 [m/h]
Wyszukiwarka
Podobne podstrony:
Obróbka ubytkowa SCIAGA, MBM, uczelnia, VI semestr, odbytki, oup, ppt, skrawanie karta, Choroszy, sl
Odlewnictwo Projekt, MBM, elnia, odbytki, oup, ppt, skrawanie karta, Choroszy, Proj.proc.tech, odlew
Narzędzia formierskie, MBM, elnia, odbytki, oup, ppt, skrawanie karta, Choroszy, Proj.proc.tech, odl
Wstęp, MBM, uczelnia, VI semestr, odbytki
Seminarium M01-77a 2012 2013, MBM, uczelnia, VI semestr, seminara
filmiki na uklady, MBM, uczelnia, VI semestr, układy napędowe, UN2
OBLICZENIA WAŁU 1, MBM, uczelnia, VI semestr, PKM II, projekt
dtr, MBM, uczelnia, VI semestr, PKM II, projekt
sprawko 1 zaleski zoldak rajmus, MBM, uczelnia, VI semestr, układy napędowe
OBLICZENIA WAŁU 2, MBM, uczelnia, VI semestr, PKM II, projekt
Reterdery, MBM, uczelnia, VI semestr, układy napędowe
projekt agusi piszczusi, MBM, uczelnia, VI semestr, pp
pytania z pkm zeszłe lata, MBM, uczelnia, VI semestr
pkm projekt witek 2, MBM, elnia, odbytki, oup, ppt, ppt
WYTYCZNE, MBM, uczelnia, VII semestr, pop
pytania z pkm zeszłe lata, MBM, uczelnia, VII semestr, PKM II — skrót.lnk
ciecie tomek, MBM, uczelnia, VII semestr, Inżynierka
Formularzujawnieniawynalazku, MBM, uczelnia, VII semestr, pop
więcej podobnych podstron