GR. 4 |
WPŁYW SZYBKOŚCI CHŁODZENIA NA STRUKTURĘ I WŁASNOŚCI |
OCENA |
IV SEM W MECH |
Nogaj Janusz |
|
Hartowanie jest to zabieg cieplny polegający na nagrzaniu elementu do temperatury ![]()
powyżej ![]()
, wygrzaniu w tej temperaturze z następnym dostatecznie szybkim oziębieniem , w celu otrzymania struktury martenzytycznej lub bainitycznej , a przez to zwiększenie twardości stali . Na zabieg hartowania składają się więc dwie kolejno po sobie następujące czynności , a to :
nagrzanie stali do stanu austenitycznego i wygrzanie przy tej temperaturze (austenityzowanie)
szybkie chłodzenie (oziębianie)
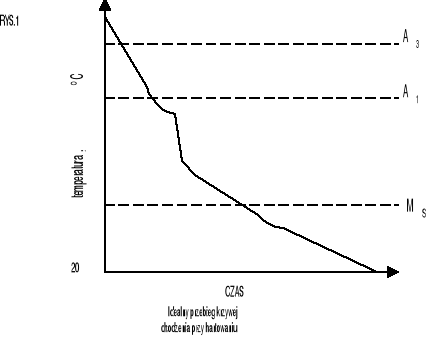
Wysokość temperatury nagrzania przy hartowaniu zależy od składu chemicznego stali , a zwłaszcza od zawartość węgla , jak to przedstawiono na rys.1 .Nagrzanie stali podeutektoidalnej powyżej temperatury ![]()
jest konieczne dla uzyskania jednorodnej struktury austenitycznej . O ile przy nagrzaniu nie została by przekroczona temperatura ![]()
, to w strukturze zahartowanej stali pozostałby wolny ferryt , obniżający jej twardość , a po odpuszczaniu i inne własności mechaniczne . Stale nadeutektoidalne natomiast nagrzewa się przy hartowaniu powyżej ![]()
i to niezależnie od zawartości węgla . W tym przypadku rezygnuje się z całkowitego przeprowadzenia cementytu wtórnego do roztworu (austenitu) , którego obecność w strukturze zahartowanej jest nawet pożądana . Cementyt jest bowiem najtwardszym składnikiem strukturalnym i będąc osadzony w twardym podłożu martenzytycznym zwiększa ogólną twardość , a zwłaszcza odporność na ścieranie .
Przy doborze temperatury hartowania należy brać pod uwagę również wielkość przedmiotu . Przedmioty duże hartuje się w temperaturach nieco wyższych , a mianowicie ![]()
powyżej ![]()
, co zwiększa trwałość przechłodzonego austenitu , ułatwia przechłodzenie przy hartowaniu zwiększając głębokość hartowania . Czas wygrzania przy hartowaniu musi być dostatecznie długi , aby przemiany fazowe nastąpiły w całym przekroju obrabianych cieplnie elementów . W praktyce wynosi on zwykle ok. 30% czasu nagrzewania .
![]()
Szybkie chłodzenie przy hartowaniu (oziębianie) ma na celu przechłodzenie austenitu do zakresu temperatur przemiany martenzytycznej (poniżej ![]()
) , w którym to zakresie temperatur austenit ulega przemianie na martenzyt . Zastosowana szybkość chłodzenia musi być większa od szybkości krytycznej dla danego gatunku stali . Podstawową zasadą przy doborze ośrodka chłodzącego jest unikanie szybszego niż to konieczne chłodzenia , gdyż ze wzrostem szybkości chłodzenia powstają większe naprężenia i wzrasta w związku z tym tendencja do odkształceń względnie pęknięć . Należy ponadto wziąć pod uwagę , że szybkie chłodzenie przy hartowaniu konieczne jest tylko w granicach minimalnej trwałości austenitu , tj. ![]()
, gdyż w tym zakresie temperatur austenit ulega bardzo szybkiemu rozkładowi . Natomiast zarówno przy wyższych (powyżej ![]()
) jak i przy niższych temperaturach (powyżej ![]()
) trwałość przechłodzonego austenitu jest dość znaczna , co pozwala na wolniejsze chłodzenie .
Ośrodki chłodzące z uwagi na ich stan skupienia podzielić można na ośrodki stałe , ciekłe i gazowe . Najczęściej stosowane są ośrodki ciekłe . Do ciekłych ośrodków chłodzących zaliczamy :
wodę i roztwory wodne ,
oleje i tłuszcze ,
stopione sole i metale ,
Najbardziej rozpowszechnionym ośrodkiem chłodzącym jest woda . Należy ona do najbardziej energicznie chłodzących ośrodków , oziębiających szybko zarówno w zakresie ![]()
, jak i też w zakresie przemian martenzytycznych , co stanowi jej główną wadę. Najlepiej stosować wodę miękką (odstałą deszczową lub rzeczną) , szybkość chłodzenia wody można zwiększyć przez dodatek 2÷3% soli lub ok. 15% kwasu siarkowego lub solnego.
Wodę i roztwory wodne stosuje się głównie przy hartowaniu stali narzędziowych płytkohartujących się , gdy chodzi o uzyskanej dużej twardości powierzchniowej .
Drugim bardzo rozpowszechnionym ośrodkiem chłodzącym są oleje ; chłodzą one jednak znacznie wolniej . W porównaniu ze zimną wodą olej ma 3÷4 razy mniejszą szybkość chłodzenia w zakresie minimalnej trwałości austenitu oraz 10 razy mniejszą w zakresie przemian martenzytycznych . Wolne chłodzenie w zakresie niskich temperatur jest pożądane , gdyż powstają mniejsze naprężenia niż przy hartowaniu w wodzie .
Kąpiele ze stopionych soli lub łatwotopliwych metali powodują cokolwiek wolniejsze niż oleje chłodzenie w zakresie wysokich temperatur ![]()
i bardzo wolne w temperaturach niższych , zbliżonych do temperatur kąpieli . Jako kąpiel solną stosuje się najczęściej azotan sodu , azotan potasu . Z metali łatwotopliwych praktyczne zastosowanie ma stopiony ołów .Należy jednak pamiętać , że pary ołowiu są szkodliwe dla zdrowia i konieczne jest zainstalowanie specjalnych urządzeń wentylacyjnych .
Z ośrodków gazowych można zastosować sprężone powietrze 0 niezbyt wysokim ciśniebiu 0,1÷0,5 at. Chłodzi ono 3÷4 razy wolniej niż olej i stosowane jest dla stali wysokostopowych i szybkotnących
Sposoby hartowania
Ze względu na sposób chłodzenia rozróżniamy hartowanie zwykłe , stopniowe i z przemianą izotermiczną . Właściwy sposób hartowania należy dobrać w zależności od składu chemicznego stali , kształtu hartowanych elementów i żądanych własności . Im bardziej skomplikowany jest kształt przedmiotu tym ostrożniej należy go oziębiać , gdyż Latwiej o pęknięcia . Skłonność do pęknięć rośnie również ze wzrostem zawartości węgla i dodatków stopowych .
Hartowanie zwykłe jest najprostszym sposobem hartowania . Polega ono na nagrzaniu stali powyżej ![]()
, wygrzaniu i oziębieniu w ośrodku o temperaturze niższej od temperatury początku przemiany martenzytycznej ![]()
, w celu otrzymania struktury martenzytycznej , przynajmniej w powierzchownej warstwie hartowanego przedmiotu .
Hartowanie stopniowe polega na nagrzaniu stali powyżej ![]()
, wygrzaniu i oziębieniu w kąpieli o temp. nieznacznie wyższej od temp. początku przemiany martenzytycznej ![]()
. W kąpieli tej wytrzymuje się hartowany przedmiot przez czas konieczny do wyrównania temperatur w jego przekroju , ale na tyle krótki aby nie rozpoczęła się przemiana bajnityczna . Podczas następnego studzenia na powietrzu uzyskuje się strukturę martenzytyczną . Taki sposób hartowania powoduje mniejsze naprężenia wewnętrzne w porównaniu ze zwykłym hartowaniem . Ośrodkiem chłodzącym są zwykle sole stopione sole . Po hartowaniu stopniowym stosuje się odpuszczanie .
Hartowanie z przemiana izotermiczną polega na nagrzaniu stali powyżej ![]()
, wygrzaniu i następnym oziębieniu w kąpieli o temperaturze wyższej od temperatury początku przemiany martenzytycznej ![]()
. W kąpieli tej hartowany przedmiot wytrzymuje się az do zakończenia rozkładu austenitu na bainit , po czym dalsze chłodzenie odbywa się na powietrzu lub w wodzie . Dzięki uniknięciu przemiany martenzytycznej , która daje największe naprężenia własne oraz wyrównaniu temp. na całym przekroju przed przemianą bainityczną ten sposób hartowania hartowania powoduje najmniejsze naprężenia i odkształcenia . Temperatura kąpieli zależna jest od własności jakie chcemy otrzymać i wynosi zwykle ![]()
w wyniku czego otrzymuje się bainit o twardości 48÷58 HRC .Hartowanie izotermiczne stosuje się zwykle dla przedmiotów wykonanych ze stali stopowych .
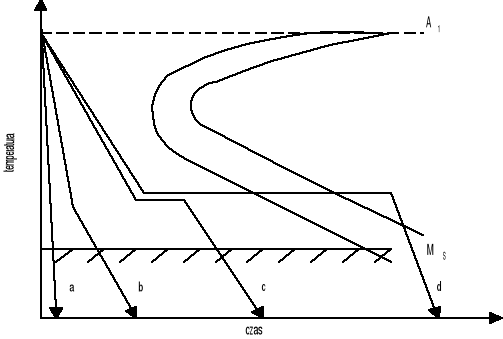
Krzywe chłodzenia dla różnych rodzajów hartowania : a) hartowanie zwykłe , b) hartowanie przerywane , c) hartowanie stopniowe , d) hartowanie z przemianą izotermiczną .
Rozróżniamy metody hartowania :powierzchniowe :
płomieniowe
indukcyjne
kąpielowe
oporowe
elektrolityczne
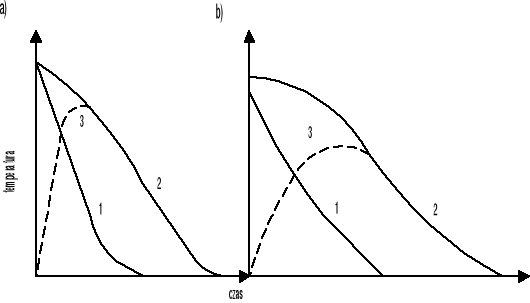
Wpływ szybkości chłodzenia na przebieg zmian temperatury powierzchni i rdzenia : a) duże szybkości chłodzenia b) średnie szybkości chłodzenia : 1 - temperatura powierzchni , 2 - temp. rdzenia , 3 - różnica temperatur powierzchni i rdzenia
Cel ćwiczenia :
Celem ćwiczenia było zbadanie próbki stali 35 która została nagrzana do temperatury austenityzowania (obliczyć tą temperaturę) chłodzonej różnych ośrodkach chłodzących : wodzie , oleju , powietrzu , oraz wraz z piecem .Stal 35 jest stalą konstrukcyjną węglową do ulepszania cieplnego i hartowania powierzchniowego .
Obliczam temperaturę austenityzowania :
Stal 35 zawartość węgla 0,35%
Do obliczenia temperatury stosujemy wzór Talesa
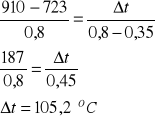
Tabela pomiarowa
Lp |
Ośrodek chłodzący |
Twardość |
Twardość HV |
|
|
|
HRC |
HRB |
|
1 |
WODA |
54,5 |
|
595 |
2 |
OLEJ |
41 |
|
402 |
3 |
POWIETRZE |
|
92 |
191 |
4 |
PIEC |
|
88 |
176 |
Podczas badania struktur stali 35 zaobserwowaliśmy następujące
struktury :
Próbka nr 1.
Chłodzenie w wodzie :
W wyniku chłodzenia stali w wodzie otrzymaliśmy strukturę martenzytyczną . W strukturze tej wyróżnić możemy martenzyt ,austenit szczątkowy oraz węgliki pierwotne .
Próbka nr 2.
Chłodzenie w oleju :
Podczas stosowania tej metody chłodzenia w badanej stali zaobserwowaliśmy strukturę bajnityczno - martenzytyczną .
Próbka nr 3.
Chłodzenie w powietrzu :
W strukturze otrzymanej przy tej metodzie chłodzenia rozróżnić możemy ziarna perlitu i ferrytu (są one małe) .
Próbka nr 4.
Chłodzenie wraz z piecem :
Struktura ta różni się od poprzedniej tylko wielkością ziarn . Wyróżnić tu możemy gruby perlit oraz ferryt .
Wnioski :
Po przeanalizowaniu powyższych struktur doszedłem do wniosku że szybkość chłodzenia ma bardzo duży wpływ na strukturę stali , a co za tym idzie również na własności danej stali . Jak widać powyżej wraz ze zmniejszaniem się prędkości chłodzenia zmienia struktura stali , zmienia się ona od struktury martenzytycznej która charakteryzuje się bardzo dużą twardością , do struktury składającej się z dużych ziarn perlitu i ferrytu . Struktura ta nie jest tak twarda jak struktura martenzytczna , lecz jest ona wytrzymała oraz odznacza się dużą sprężystością .
4
6
Wyszukiwarka
Podobne podstrony:
Metalurgia, rosiak3, GR
Pytania gr B mini, Studia, ZiIP, Semestr I, METALURGIA
Metalurgia, Pomiary temperatury i sprawdzanie termometrów, Politechnika Opolska
Pytania gr A, Studia, ZiIP, Semestr I, METALURGIA
Pytania gr B, Studia, ZiIP, Semestr I, METALURGIA
Metalurgia, odlewy pikne, GR 1
Aksjologia (gr
Budżet i podatki gr A2
SEM odcinek szyjny kregoslupa gr 13 pdg 1
charakterystyka II gr kationów
13 ZACHOWANIA ZDROWOTNE gr wtorek 17;00
termoregulacja gr II
Zanieczyszczenia powstające w przemyśle metalurgii żelaza prezentacja
prezentacja edukacja muzyczna gr 3
Diety gr 2
więcej podobnych podstron