Politechnika |
|
LABORATORIUM METROLOGII |
|
Wydział: Mechaniczny
|
Temat: Kontrola wymiarów zewnętrznych.
|
Wykonujący ćwiczenie: |
Ocena:
|
1. Cel ćwiczenia.
Celem ćwiczenia jest zapoznanie się z narzędziami do pomiaru wymiarów zewnętrznych oraz zasadą ich działania i dokładnością pomiaru.
2. Narzędzia i przyrządy używane w ćwiczeniu.
a) suwmiarka uniwersalna MAUe zakres (0-140)[mm], dokł. pom 0,05[mm];
b) mikrometr MMZb o zakresie (0-25)[mm],dokładności 0,01[mm];
c) passametr SOMET o zakresie (0-18)[mm], dokładność 0,002, il. działek 80 ±;
d) optimetr CARL ZEISS JENA o zakresie 100 ±, dokładność 1μm;
e) komplet płytek wzorcowych MLAa; klasa dokładności III
3. Przebieg ćwiczenia.
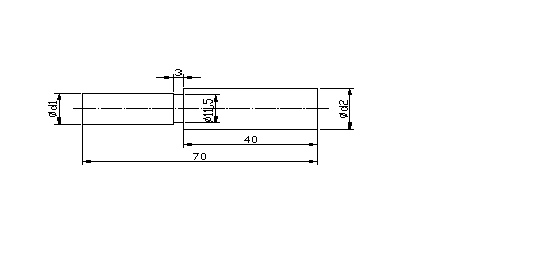
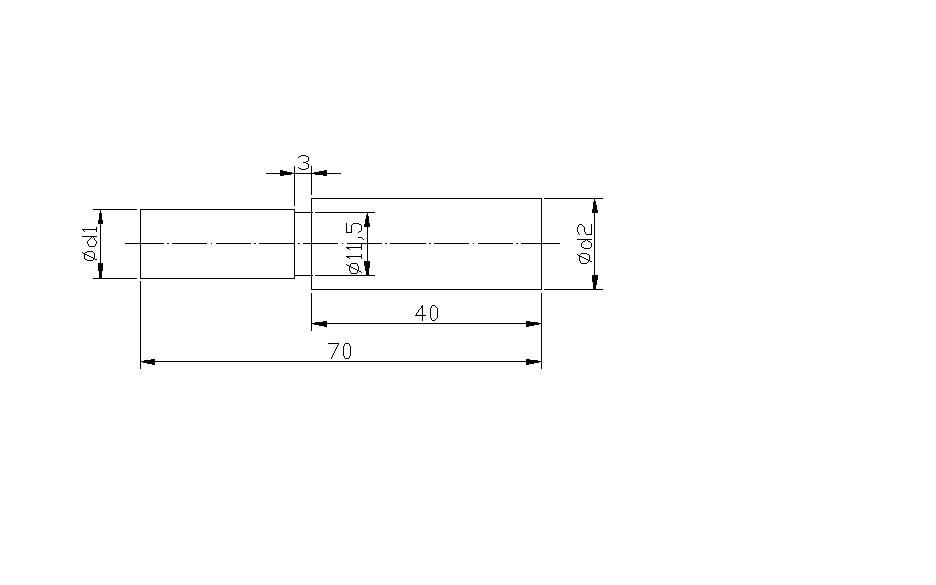
- szkic przedmiotu:
- pomiar za pomocą suwmiarki:
Wskazanie suwmiarki odczytuje się w następujący sposób: zerowa kreska noniusza jest wskazówką dla podziałki na prowadnicy, ona więc wskazuje liczbę całkowitych milimetrów. Gdy kreska zerowa noniusza nie pokrywa się z którąkolwiek kreską podziałki głównej (Rys.1.) należy znaleźć tę kreskę noniusza, która pokrywa się z odpowiednią kreską podziałki głównej i ona wskazuje wartość ułamkową odczytu.
Suwmiarka |
||
Kierunek pomiaru |
∅d1[mm] |
∅d2[mm] |
X |
11,90 |
16,00 |
Y |
11,90 |
15,90 |
- pomiar za pomocą mikrometru:
Urządzenie wskazujące mikrometru składa się z dwóch części: podziałki głównej znajdującej się na tulei 2 i podziałki pomocniczej na obwodzie bębna 1. Przy skoku śruby mikrometrycznej 0,5 mm podziałka główna na tulei ma działki elementarne o wartości 0,01 mm . Wskazówką dla podziałki głównej jest krawędź bębna, dla podziałki pomocniczej natomiast kreska osiowa tulei. W naszym przypadku mierzyliśmy średnicę wałka w dwóch przekrojach wzajemnie prostopadłych. Mierzony wałek wkładaliśmy miedzy kowadełko 4 i wrzeciono mikrometru 3, następnie dokręcaliśmy wrzeciono za pomocą sprzęgiełka 5 ruchem jednostajnym, zaciskaliśmy zacisk 6 i odczytywaliśmy pomiar
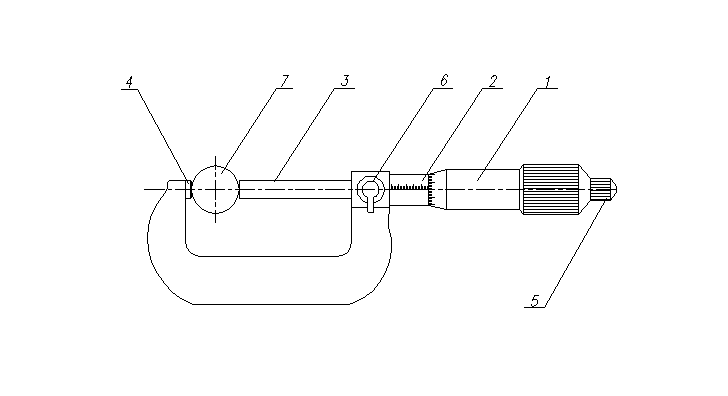
Rys. 2. Pomiar średnicy wałka mikrometrem:
Mikrometr |
||
Kierunek pomiaru |
∅d1[mm] |
∅d2[mm] |
X |
11,91 |
16,01 |
Y |
11,92 |
16,01 |
X |
11,91 |
16,02 |
Y |
11,91 |
16,01 |
- pomiar za pomocą passametru:
Złożyć stos płytek 7 na wymiar nominalny średnicy wałka. Po zwolnieniu zacisku 1 (Rys. 3) ustawić passametr na „zero” pokręcając nakrętką 2 dokręcić zacisk. Zwolnić trzpień 4 przez naciśnięcie przycisku 6, wyjąć płytki i włożyć mierzony wałek. Zmierzyć odchyłki w dwóch płaszczyznach wzajemnie prostopadłych.
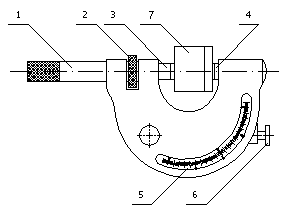
Rys. 3. Ustawienia passametru na wymiar nominalny średnicy wałka
Passametr |
||
Kierunek pomiaru |
stos płytek |
stos płytek + błąd =∅d2[mm] |
X |
15 + 1,01 = 16,01 |
16,01 - 0,028 = 15,982 |
Y |
15 + 1,01 = 16,01 |
16,01 - 0,026 = 15,984 |
X |
15 + 1,01 = 16,01 |
16,01 - 0,030 = 15,980 |
Y |
15 + 1,01 = 16,01 |
16,01 - 0,030 = 15,980 |
Średnia = 15,9815 [mm] |
||
- pomiar za pomocą optimetru:
Optimetr |
||
Kierunek pomiaru |
stos płytek |
stos płytek + błąd =∅d2[mm] |
X |
15 + 1,01 = 16,01 |
16,01 - 0,031=15,979 |
Y |
15 + 1,01 = 16,01 |
16,01 - 0,031=15,979 |
X |
15 + 1,01 = 16,01 |
16,01 - 0,026=15,984 |
Y |
15 + 1,01 = 16,01 |
16,01 - 0,027=15,983 |
Średnia = 15,98125 [mm] |
||
4. Wnioski.
przy pomocy suwmiarki lub mikrometru możemy określić wartość średnicy zewnętrznej, jednak z niewielką dokładnością.
najdokładniejszym przyrządem pomiarowym wykorzystywanym w ćwiczeniu jest optimetr ma on zarazem najmniejszy błąd pomiarowy.
błędy występujące w czasie pomiarów mogą być spowodowane niestarannością wykonywania pomiaru, niedokładnością narzędzi pomiarowych.
Wyszukiwarka
Podobne podstrony:
Kontrola wymiarów wewnętrznych, Studia, metrologia
Kontrola wymiarów kątowych(1), Studia, metrologia
Kontrola wymiarów kątowych, Studia, metrologia
Program-3, Studia, Metrologia
MIERNIK ELEKTRODYNAMICZNY, Studia, Metrologia
Program-4, Studia, Metrologia
WATOMIERZ, Studia, Metrologia
KARTA POMIARÓW, studia, Metrologia, 2
Program-2, Studia, Metrologia
chropowatość, Studia, metrologia
Pomiary wewnętrzne, Studia, metrologia
Metrologia Wzór Tabeli, studia, Metrologia, 2
ProgramWykładuMetrologia, Studia, Metrologia
PodręcznikiWykład, Studia, Metrologia
metrologia gotowiec z kolokwium, Studia, Metrologia
ProgramLaboratorium2006, Studia, Metrologia
RegulaminLaboratorium2007, Studia, Metrologia
BŁĘDY, Studia, Metrologia
Pomiary wymiarow zew wew sprawozdanie 133
więcej podobnych podstron