LABORATORIUM TECHNOLOGII WYTWARZANIA I NAPRAW |
|||||||||
Nazwisko i imię: |
Grzebieniak Robert |
Grupa: |
V MAa |
||||||
Temat ćwiczenia: |
Spawalnicze technologie regeneracji elementów maszyn. Regeneracja zaworów wydechowych. |
Numer ćwiczenia: |
|
||||||
Data wykonania ćwiczenia: |
|
Data oddania sprawozdania: |
18.01.99 |
||||||
Prowadzący: |
Dr inż. Grabian |
Ocena: |
|
Podpis: |
|
||||
Powierzchnie czoła trzonu i przylgni zaworu można zregenerować przez napawanie metodą TIG w osłonie argonu z zastosowaniem elektrody stellitowej lub napawaniem z użyciem proszków.
W metodzie TIG łuk jarzy się między nietopliwą elektrodą wolframową, natomiast materiał dodatkowy wprowadzany jest do strefy jarzenia z boku. Topienie drutu i materiału rodzimego odbywa się w osłonie gazu doprowadzonego przez dyszę gazową. Urządzenie zasilane jest najczęściej prądem stałym z minusem na elektrodzie wolframowej.
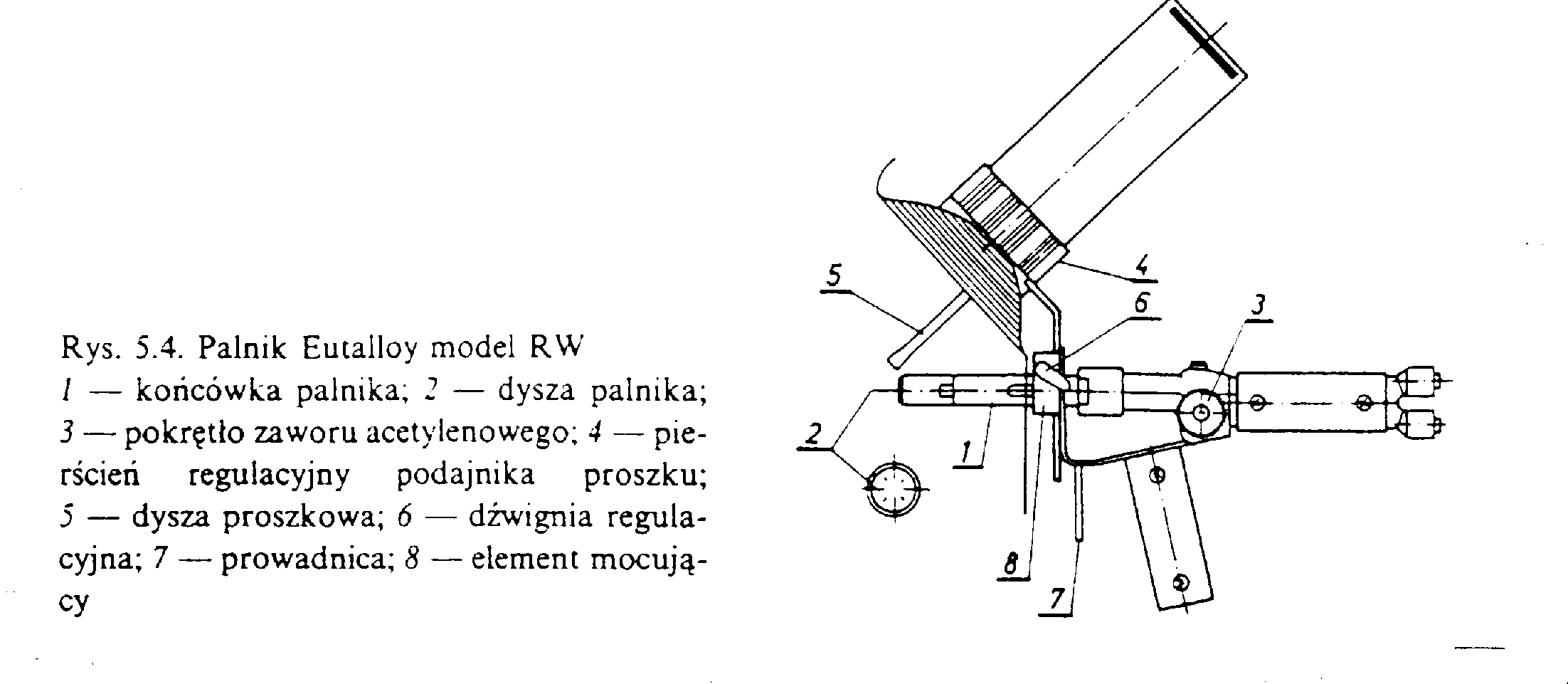
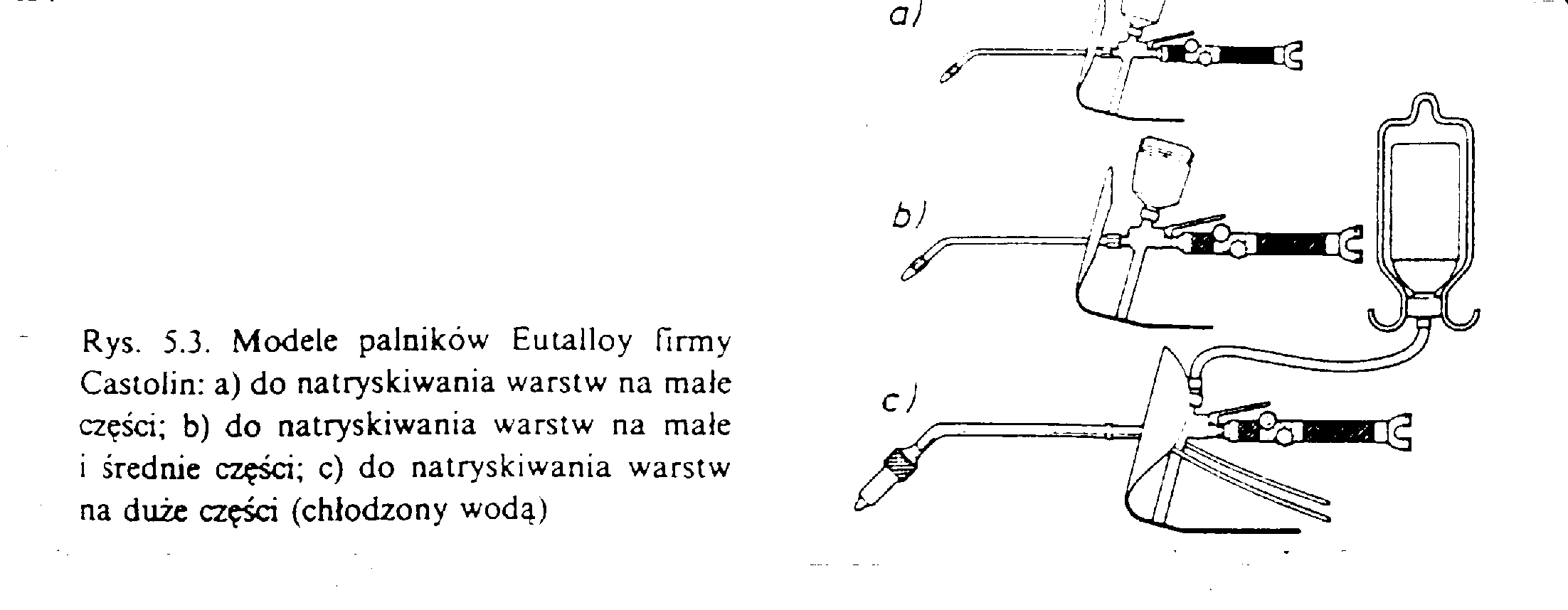
Napawanie gazowe z użyciem proszku.
Proszek metaliczny może być nanoszony za pomocą natrysku lub po dodaniu lepiszcza, przez nałożenie pędzlem (na zimno). Natryskiwane na element cząstki proszku są wprowadzone do palnika acetylenowo-tlenowego, gdzie nadaje się im niezbędną energię kinetyczną. Natrysk odbywa się na gorąco. Pojemnik z proszkiem umieszczony jest nad palnikiem, co zapewnia grawitacyjny opad proszku do jednego z kanałów palnika. Cząstki proszku wprowadzone do płomienia nagrzewają się do temperatury bliskiej temperaturze topnienia i z energią kinetyczną uzyskaną od gazu zasysającego padają na powierzchnię elementu regenerowanego.
Przyczepność warstwy do podłoża ( zarówno w wypadku natryskiwania, jak i nakładania warstwy proszku ) zapewnia jej przetopienie. Przy natryskiwaniu przetopienie następuje natychmiast za pomocą tego samego palnika, którym natrysk został wykonany. Przy nakładaniu warstwy ( bez natrysku ) przetopienie następuje za pomocą zwykłego palnika acetylenowo-tlenowego. W tym sposobie uzyskania warstwy regeneracyjnej zaleca się wstępne podgrzanie elementu do temperatury około 750 - 850 C.
Technologia napawania gazowego sproszkowanymi stopami metali obejmuje następujące zabiegi:
przygotowanie podłoża,
podgrzewanie wstępne,
natryskiwanie warstwy stopiwa,
przetopienie natryskiwanej warstwy,
obróbka wykańczająca przetopionej warstwy.
Napawanie stellitem ( C-2,4%; Cr-30%; V-13%; Co-reszta ) przylgni grzybka zaworów silników B&W wykonuje się przy podgrzaniu grzybka do temperatury około 650 - 700 C. Temperaturę podgrzewania grzybka kontroluje się termoparą. Podczas napawania zawór mocuje się w specjalnym przyrządzie 3 zapewniającym powolne obracanie zaworu 2 i jego podgrzewanie w piecu gazowym 1.
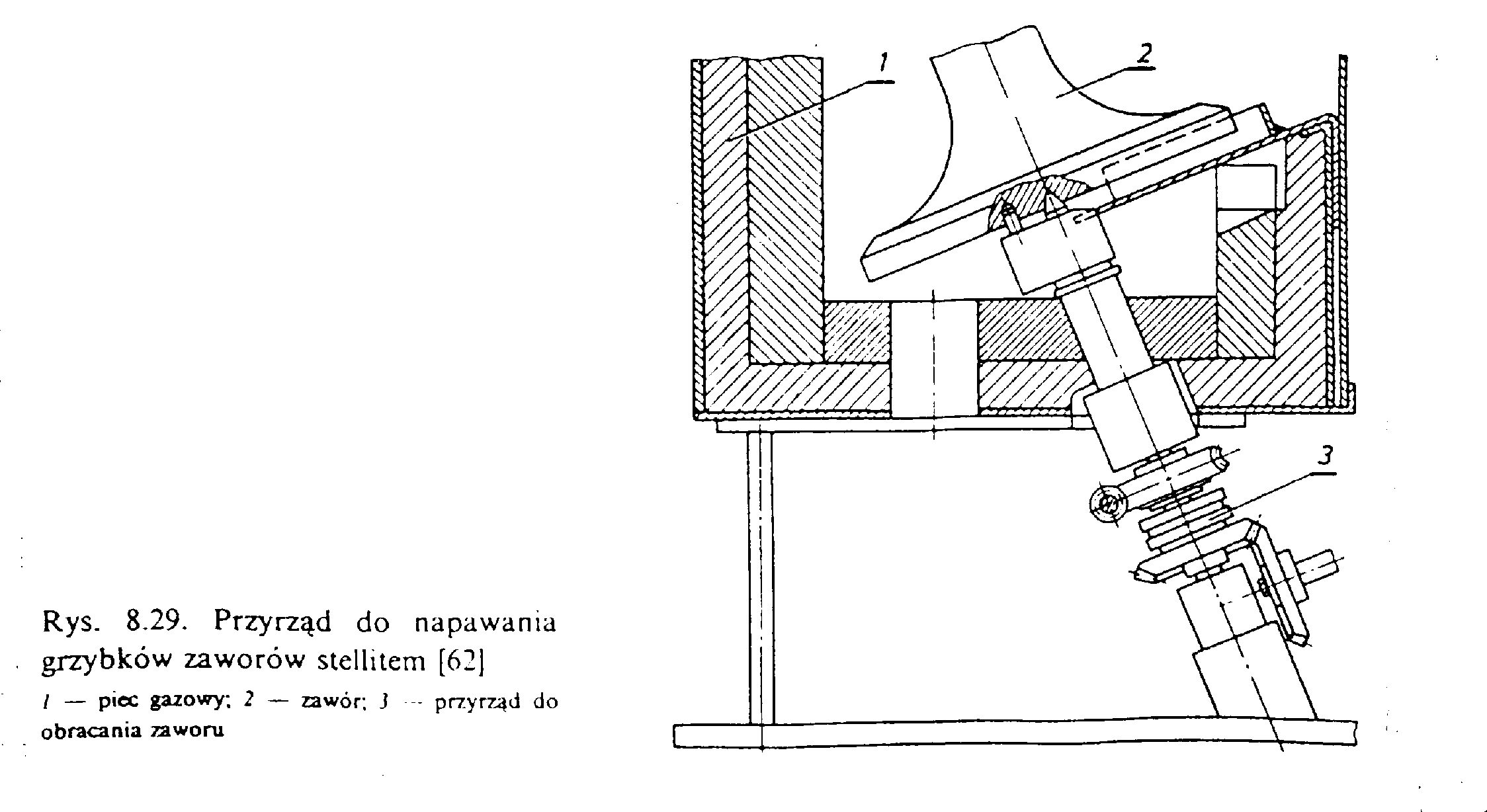
Stosuje się dwie prędkości obracania zaworu: dużą - do wstępnego podgrzewania i małą - do napawania. Po napawaniu grzybek zaworu podgrzewa się do temperatury około 750 - 800 C, układa w skrzyni, zasypuje warstwą suchego azbestu o grubości co najmniej 300 mm, i wolno studzi. Firma B&W dopuszczała dla zaworów silników typu VT2BF stosowanie regeneracji napawaniem stellitem, jeżeli na grzybku zaworu jest nie więcej niż 5 wżerów o średnicy 0,6 mm, na czole trzonu zaworu 3 wżery o średnicy 0,6 mm lub skupisko drobnych wżerów ( d<0,3 mm ) na polu powierzchni nie większym niż 15 mm2. Dopuszcza się również napawanie pęknięć o różnej głębokości w liczbie nie większej niż 2 i przy przeciwległym ich położeniu. Zastosowanie regeneracyjnego napawania stellitem przylgni grzybków zaworów wymaga zamiany żeliwnych gniazd zaworów na gniazda stalowe. Wzajemna współpraca stellitu i stali zapewnia - jak wykazała praktyka - niezawodną pracę skojarzenia.
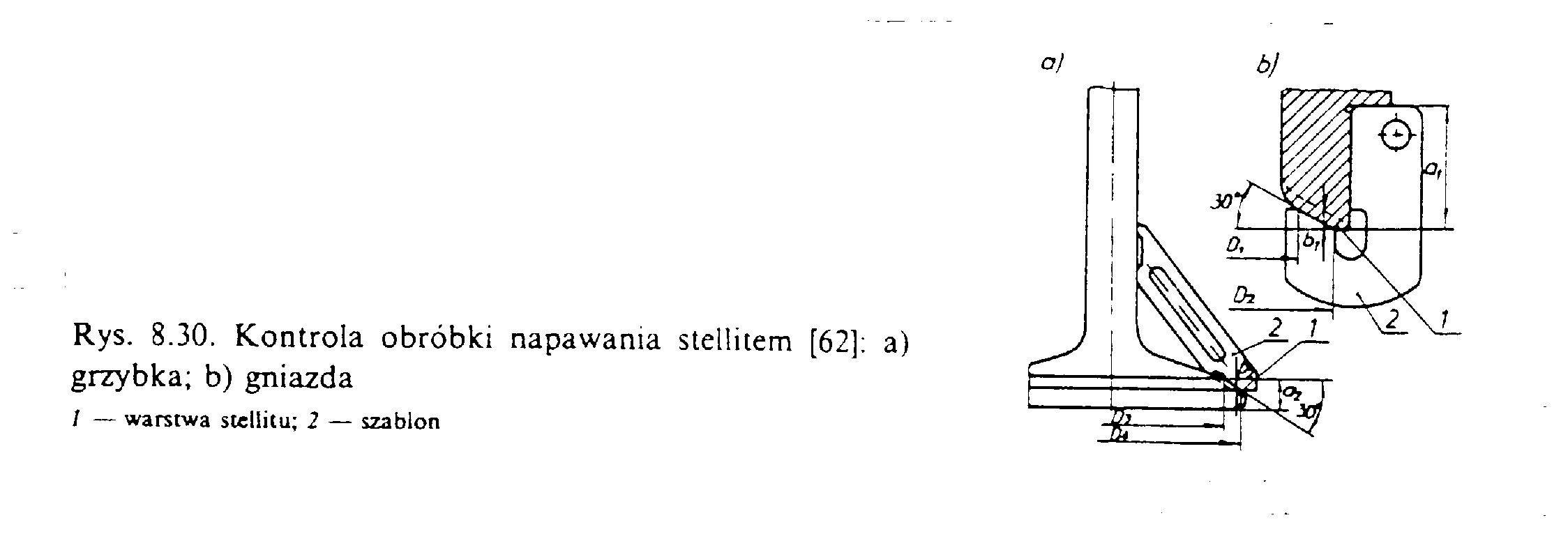
Obróbka mechaniczna zaworów po napawaniu powinna zapewnić im wymagane wymiary. Sprawdza się to za pomocą szablonu. Dla silnika B&W typu 62VT2BF140 oznaczone na rysunku wymiary powinny wynosić: a1=60 mm, b1=4 mm, D1=310 mm, D2=334 mm, a2=28,3 mm, b2=4 mm, D3=309 mm, D4=335 mm.
2
Wyszukiwarka
Podobne podstrony:
SZLIFOWANIE GNIAZD ZAWOROWY, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, szkola1, I
AKCELE~2, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, wsm1, FIZA, FIZAII
AOL2, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, PODSTAWY KON, Program do obliczeń
Diesel engine, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, Szkoła moje
MP, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, szkola, kwity, SEMESTR II, EPEC
A4, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, PODSTAWY KON, Program do obliczeń P
sterówka, Akademia Morska -materiały mechaniczne, szkoła, GRZES SZKOLA, szkoła, automaty, aytomaty,
Badanie tyrystorów, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, szkola, ELEKTRA
Praca Piotra, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, szkola1, III
Zabezpieczenia, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, szkola, ELEKTRA
BADANI~4, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, szkola, ELEKTRA, ELEKTRA
SWIAT~42, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, szkola1, III, AUTO
Łopatki, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, AM2, Siłownie, Maszyny przepły
tab lam, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, PODSTAWY KON, Program do oblic
ciasne22, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, PODSTAWY KON, Projekt, Pkm
POMIA~68, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, szkola1, III, TECH REM
Montaz ukladu tlokowo korbowego, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, wsm1,
więcej podobnych podstron