Czas przebiegu produkcji
To wskaźnik czasu, w którym odzwierciedla się trwanie etapów przedprodukcyjnych i trwanie właściwej produkcji. Składa się z:
Cyklu przedprodukcyjnego - czas prac przygotowawczych, wykonywanych przed uruchomieniem właściwej produkcji, realizowany głównie w sferze informacyjnej (TPP, B+R itp.),
Cyklu produkcyjnego - kompleksowy wskaźnik czasu trwania bezpośredniego procesu produkcyjnego, realizowany głównie w sferze materialnej wiąże się z zaangażowaniem kapitału obrotowego i inwestycyjnego,
Cykl dystrybucji i sprzedaży - realizowany w sferze materialnej wiąże się z zaangażowaniem kapitału obrotowego.
Cykl produkcyjny
Definicja Przedział czasu pomiędzy rozpoczęciem i zakończeniem procesu produkcyjnego danego wyrobu (okres czasu, w którym surowiec lub materiał wejściowy przechodzi kolejno przez wszystkie operacje procesu produkcyjnego i jest przekształcony w wyrób gotowy)
- Podstawowy przedmiot wyznaczania cyklu produkcyjnego to wyrób gotowy; czasami można wyznaczać go w odniesieniu do grupy wyrobów lub detali jeżeli stanowią jednolity i zagregowany obiekt procesu produkcyjnego.
- Okres cyklu stanowi podstawę planowania i organizacji produkcji. Ustala się dzięki niemu plan produkcji, normatywy zapasów robót w toku, określenia zapotrzebowania na środki obrotowe itp.
- Podstawowy składnik cyklu produkcyjnego to czas trwania operacji technologicznych, wynikający z parametrów urządzeń i maszyn.
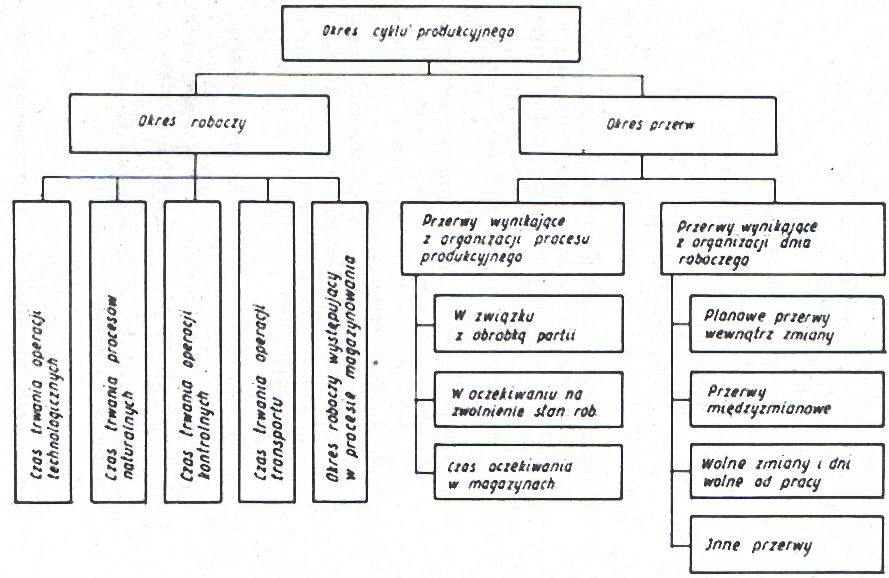
Struktura cyklu produkcyjnego
Struktura cyklu produkcyjnego składa się z dwóch podstawowych okresów:
Roboczego,
Przerw, który obejmuje wszelkiego rodzaju stany bezczynności wyrobów tzn. takie okresy, w których z wyrobem nic się nie dzieje. Przerwy te mogą wynikać zarówno z organizacji procesu produkcyjnego, jak i z organizacji dnia roboczego, zmianowości, przyjętego reżimu pracy itp.
Przykładowe metody wyznaczania długości cyklu produkcyjnego
Szacunkowa
Statystyczno - doświadczalna - ustalanie danych o wielkościach cyklu produkcyjnego na podstawie danych statystycznych
Analityczna - stosowana najczęściej do obliczania cyklu produkcyjnego wyrobów prostych konstrukcyjnie i technologicznie oraz partii detali. Dla wyrobów złożonych stosuje się metodę grafo - analityczną
Graficzne - szczegółowe rozrysowanie harmonogramu przebiegu operacji i czynności związanych z wykonaniem wyrobu (cyklogramy, metody sieciowe itp.)
Czas trwania cyklu produkcyjnego
Cykl produkcyjny można wyrazić następującym wzorem:
C = Ot + Tk + Tt + Tm + Tos + Tom + Tod
gdzie: Ot - okres technologiczny cyklu,
Tk - łączny czas trwania operacji kontrolnych,
Tt - łączny czas trwania operacji transportowych,
Tm - okres roboczy występujący w procesie magazynowania,
Tos - łączny czas oczekiwania międzyoperacyjnego partii części na zwolnienie
stanowiska roboczego,
Tom - łączny czas oczekiwania w magazynach kompletacyjnych, międzywydziałowych,
Tod - okres przerw wynikających z organizacji dnia roboczego.
Wskaźniki struktury cyklu produkcyjnego
Strukturą cyklu produkcyjnego nazywa się procentowy udział jego poszczególnych składników. Znajomość struktury cyklu daje możliwości w zakresie wyciągania wniosków zmierzających do skrócenia cyklu produkcyjnego i jest podstawą planowania operatywnego.
Do analizy wykorzystuje się następujące wskaźniki:
-wskaźnik udziału okresu technologicznego w cyklu produkcyjnym
-
-wskaźnik udziału robotnika
-
-
gdzie: P - przestoje
-wskaźnik przestoju
Cykl produkcyjny wyrobów złożonych
Cykl produkcyjny wyrobu złożonego obejmuje cykle produkcyjne detali, zespołów i wyrobu finalnego. Odpowiednie zorganizowanie przebiegu tych cząstkowych cykli produkcyjnych względem siebie jest istotą planowania operatywnego.
Graficzną ilustracją cyklu produkcyjnego wyrobu złożonego jest cyklogram.
Skracanie cyklu produkcyjnego
Możliwe jest drogą:
1. skrócenia okresu roboczego cyklu, a szczególnie okresu technologicznego,
2. skrócenie lub nawet likwidacja wszelkiego rodzaju przerw w cyklu produkcyjnym.
Skrócenie czasu trwania operacji technologicznych można osiągnąć przede wszystkim przez wdrażanie postępu technicznego, nowoczesnych metod obróbki, utechnologicznienie konstrukcji itp. Podobnie można skracać czas trwania operacji transportowych poprzez skrócenie dróg transportowych, stosowanie pojemników, mechanizację oraz automatyzację prac transportowych itp. Skrócenie czasu trwania operacji kontrolnych może nastąpić np.: poprzez zautomatyzowanie i zmechanizowanie kontroli oraz poprzez zastosowanie statystycznych metod kontroli jakości.
Istotnym elementem skrócenia czasu roboczego jest doprowadzenie do wzajemnego pokrycia się czasów trwania poszczególnych operacji. Znaczne efekty można osiągnąć likwidując przerwy np.: poprzez zastosowanie równoległego przebiegu partii zamiast szeregowego, ograniczenie przebywania detali w magazynach i zmniejszenie czasu oczekiwania na zwolnienie stanowisk roboczych przez właściwe ustalenie zmianowości, wielkości partii, kolejności ich zapuszczania do produkcji i odpowiednie planowanie przebiegu produkcji. Duże możliwości w zakresie zmniejszenia przerw w cyklu produkcyjnym daje wdrożenie produkcji potokowej, gdzie wszystkie czynności i operacje produkcyjne wykonywane są wg ściśle określonego harmonogramu.
Układy przebiegu partii produkcyjnej detali w procesie produkcyjnym
Rozróżnia się następujące możliwe przebiegi:
- szeregowy,
- równoległy,
- szeregowo - równoległy.
Na rysunkach przedstawiono różne warianty przebiegu partii detali w czasie.
Rysunek a przedstawia wykonanie jednej sztuki wyrobu. Czas jej wykonania t równy jest normowanemu jednostkowemu czasowi operacji skorygowanemu do warunków rzeczywistych współczynnikiem wykonania normy. Na początku operacji występuje czas tp - czas na przygotowanie stanowiska, a na końcu czas tz - czas na uprzątnięcie stanowiska.
Rysunek b przedstawia to samo, co rysunek a, przy czym dla odróżnienia scalono czas tp i tz w jeden czas przygotowawczo - zakończeniowy tpz.
Rysunek c ilustruje przypadek wykonania n sztuk wyrobów.
Rysunek d przedstawia zastosowanie tzw. wielostrumieniowości, tzn. wykonania operacji na partii detali zamiast na jednym stanowisku równolegle na dwóch stanowiskach. Wariant taki pozwala na dwukrotne skrócenie cyklu wykonania partii, ale podwojeniu ulega czas tpz.
W produkcji masowej produkcja na stanowisku roboczym ma charakter stały i nie ma konieczności przezbrajania stanowisk. Czas wykonania operacji na partii detali wynoszącej n sztuk można określić:
Top = tpz +ntj
czyli na jedną sztukę
Ze wzoru wynika, że wraz ze zwiększeniem liczebności partii produkcyjnej łączny czas wykonania jednej sztuki jest mniejszy.
Szeregowy przebieg partii produkcyjnej
Przebieg szeregowy przedstawia rysunek (założenie: każda operacja wykonywana jest tylko na jednym stanowisku).
Cechą charakterystyczną tego przebiegu jest fakt, że następna operacja rozpoczyna się po zakończeniu operacji poprzedniej dla n sztuk całej partii.
Okres technologiczny cyklu produkcyjnego partii detali stanowi sumę czasu trwania wszystkich operacji technologicznych.
Można to zapisać:
Ot = nt1 + nt2 + nt3 + nt4 = n (t1 + t2 + t3 + t4)
gdzie: m -liczba operacji technologicznych,
n - liczba detali w partii produkcyjnej,
t - rzeczywisty czas wykonania operacji
Szeregowy układ przebiegu obróbki partii produkcyjnej detali daje najdłuższe okresy technologiczne cyklu produkcyjnego.
W przypadku, gdy przy wykonaniu danej detalooperacji zajętych jest więcej niż jedno stanowisko lub gdy jednocześnie obrabiany jest cały pakiet detali, okres technologiczny cyklu produkcyjnego ulega skróceniu i wynosi:
gdzie: Si - liczba stanowisk roboczych wykonujących jednocześnie tę samą operację na
różnych detalach danej partii,
ri - liczba jednocześnie obrabianych detali na danym stanowisku roboczym.
Równoległy przebieg partii produkcyjnej detali
Przebieg ten przedstawiono na rysunku.
Charakteryzuje się tym, że poszczególne detale przechodzą na następną operację natychmiast po wykonaniu operacji poprzedniej. Dla układu przedstawionego na rysunku okres technologiczny wyniesie:
Ot = A + B + C
B = (n-1)t3
Operacja trzecia jest
operacją najdłuższą.
Ogólnie można zapisać:
Brak synchroniczności (sytuacja, gdy czasy poszczególnych operacji nie są sobie równe ani też nie są krotne (liczba krotności powinna być liczbą całkowitą)), wywołuje, że na stanowiskach roboczych wykonujących operacje mniejsze niż tmax występują przerwy w pracy.
Przy krotnościach czasów przerwy nie występują tylko wtedy, gdy operacja najdłuższa będzie wykonywana na kilku stanowiskach, tzn. wtedy, gdy średni czas przebywania detali na poszczególnych stanowiskach będzie sobie równy.
Obrabiane wyroby mogą być przekazywane ze stanowiska roboczego na stanowisko nie pojedynczo lecz partiami transportowymi po p sztuk , gdzie 1 * p * n. W takim przypadku mamy do czynienia z przebiegiem równoległym wykonania poszczególnych partii transportowych, natomiast rozpatrując przebieg wykonania detali w ramach partii transportowej p to będzie on szeregowy. Okres technologiczny wynosi w tym wypadku:
W przypadku synchroniczności okres technologiczny partii detali, obrabianych w układzie równoległym po jednej sztuce będzie wynosił:
Szeregowo - równoległy przebieg partii produkcyjnej detali
Przebieg ten charakteryzuje się tym, że kolejna operacja dla tej samej partii rozpoczyna się przed zakończeniem operacji poprzedzającej. Początek każdej operacji ustala się pod kątem zapewnienia możliwie największej ciągłości obróbki na poszczególnych stanowiskach. W szeregowo - równoległym przebieg obróbki partii detali następuje w porównaniu z przebiegiem szeregowym skrócenie okresu technologicznego cyklu produkcyjnego o sumę wartości pokrywających się odcinków czasu (na rysunku odcinki a,b,c). Przebieg szeregowo - równoległy przedstawia rys.
Z punktu widzenia wielkości czasów następujących po sobie operacji mogą wystąpić różne przypadki, które przedstawia rysunek
Dla przypadku pierwszego okres technologiczny wyniesie
Dla przypadku drugiego
Dla przypadku trzeco
Ogólnie można więc zapisać:
gdzie: tmni - czas operacji mniejszej w każdej parze kolejnych operacji.
Jeżeli przebieg wykonania partii obróbczej realizowany jest partiami transportowymi po p sztuk wzór przybierze postać:
wyboru.
Wyszukiwarka
Podobne podstrony:
sprawozdanie nr 2, Zarządzanie i inżynieria produkcji, Semestr 6, Zarządzanie produkcją i usługami,
3 i 4, Zarządzanie i inżynieria produkcji, Semestr 6, Zarządzanie produkcją i usługami, podst prod i
Sprawozdanie nr 5, Zarządzanie i inżynieria produkcji, Semestr 6, Zarządzanie produkcją i usługami,
proj 6, Zarządzanie i inżynieria produkcji, Semestr 6, Zarządzanie produkcją i usługami, podst prod
wzor, Zarządzanie i inżynieria produkcji, Semestr 6, Zarządzanie produkcją i usługami, podst prod i
zpiu kartkowa, Zarządzanie i inżynieria produkcji, Semestr 6, Zarządzanie produkcją i usługami
Zagadnienia ZPiU, Zarządzanie i inżynieria produkcji, Semestr 6, Zarządzanie produkcją i usługami
Indeks - ZPiU, Zarządzanie i inżynieria produkcji, Semestr 6, Zarządzanie produkcją i usługami
zarzadzanie piatek 1 czerwca, Zarządzanie i inżynieria produkcji, Semestr 2, Podstawy Zarządzania
Tabela[2], Zarządzanie i inżynieria produkcji, Semestr 4, Mechanika Stosowana
spr z ZP, Zarządzanie i inżynieria produkcji, Semestr 4, Zarządzanie personelem
wyk3, studia, semestr V, zarzadzanie produkcja i uslugami, Wykład
Przedszkole2, Zarządzanie i inżynieria produkcji, Semestr 6, Podstawy projektowania inżynierskiego,
cwiczenie scenariusze 2, Zarządzanie i inżynieria produkcji, Semestr 5, Zarządzanie strategiczne
Sprawozdanie 2 - Parametryzacja rysunków, Zarządzanie i inżynieria produkcji, Semestr 3, Grafika inż
PA.pojazd.w.labiryncie.1, Zarządzanie i inżynieria produkcji, Semestr 5, Podstawy automatyzacji
więcej podobnych podstron