POLITECHNIKA LUBELSKA
Wydział Mechaniczny

Laboratorium technologii montażu.
Temat: Połączenia klejowe.
Wykonali:
Krystian Skorupski
Krzysztof Płowaś
Grzegorz Popek
Grupa MD105.2c
Data wyk:07.12.2001
1. Cel ćwiczenia:
Zapoznanie studentów z procesami klejenia oraz praktyczne wykonanie połączeń zakładkowych o różnych cechach geometrycznych następnie sprawdzenie wytrzymałości tych połączeń na ścinanie.
2.Wprowadzenie:
Klejenie jest jedną z metod służących do otrzymania połączeń spoczynkowych nierozłącznych.Wczasie klejenia powierzchnie łączonych części pokrywa się warstwą specjalnego materiału ,który w określonych warunkach fizycznych (dzięki zdolności do wywołania sił adchezji) i wewnętrznej spójności (sił kohezji) jest zdolny do nierozłącznego połączenia tych części.Specjalym materiałem o którym mowa jest materiał adhezyjny (klej,kit klejowy,syciwa).Ze względu na stosowanie obecnie wyroby klejowe można podzielić na:
kleje termoplastyczne,
kleje termo - i chemoutwardzalne,
W konstrukcjach maszyn połączenia klejowe stosuje się albo jako połączenia niezależne albo razem z innego rodzaju połączeniami.Jak wykazała praktyka,stosowanie połączeń klejowych kombinowanych znacznie zwiększa ich wytrzymałość.Wytrzymałość połączeń sklejonych jest większa na ścinanie niż na rozciąganie i rozwarstwienie.Z tego względu należy połączenia klejowe tak konstruować aby były one narażone na ścinanie i zabezpieczone przed rozwarstwieniem.Najbardziej rozpowszechnione są połączenia zakładkowe i nakładkowe.
zakładka prosta nakładka jednostronna
Proces klejenia odbywa się z kilku podstawowych etapów:
przygotowanie powierzchni materiałów łączonych,
sporządzenie kleju,
nanoszenie kleju,
podsuszanie,
składanie łączonych elementów,
tworzenie spoiny klejowej,
operacje uzupełniające,
kontrola jakości,
3. Przebieg ćwiczenia:
Określić wymiary próbek i zapisać w tabeli.
Miejsca przeznaczone do klejenia oczyścić papierem ściernym.
Odtłuścić powierzchnie płytek watą nasyconą w acetonie.
Pokryć łączone próbki klejem na oczyszczonych powierzchniach na wymiarach BxH
Połączyć części łączone dociskając je przez 30-60s.
Czekać do utwardzenia kleju przez około 30min.
Określenie wytrzymałości połączeń za pomocą wytrzymałościowej.
Obliczenie wytrzymałości na ścinanie oraz wytrzymałość średnią.
Tabela pomiarów i wyników.
Nr próbki. |
B [mm] |
H [mm] |
g1 [mm] |
g1 [mm] |
Hśr [mm] |
S [mm2] |
Sśr [mm2] |
Ft [N] |
|
|
1. |
19,8 |
16,6 |
1,3 |
1,4 |
13,64 |
328,7 |
268,5 |
555 |
1,68 |
2,39 |
2. |
19,7 |
12,3 |
1,3 |
1,3 |
|
242,31 |
|
735 |
3,03 |
|
3. |
19,6 |
13,3 |
1,3 |
1,4 |
|
260,7 |
|
580 |
2,22 |
|
4. |
19,8 |
13,7 |
1,2 |
1,4 |
|
271,3 |
|
530 |
1,95 |
|
5. |
19,5 |
12,3 |
1,2 |
1,3 |
|
239,8 |
|
735 |
3,06 |
|
4.Wnioski:
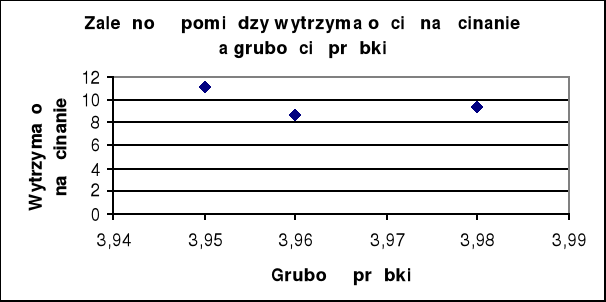
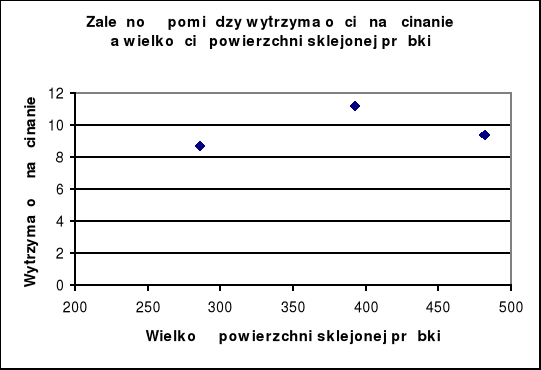
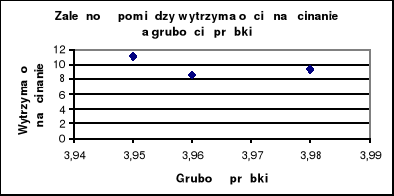
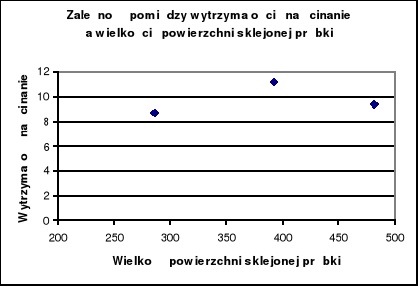
Na podstawie przeprowadzonych badań i pomiarów można stwierdzić, że otrzymane wyniki różnią się od spodziewanych wyników. Przyczyną tego może być niewłaściwe przygotowanie powierzchni materiałów łączonych oraz niedokładne nanoszenie kleju na próbki. Również istotną rzeczą, która mogła wpłynąć na pomiary było niedokładne oczyszczenie próbek i zbyt krótki czas wiązania kleju.
100
B
H
100
g2
g1
Wyszukiwarka
Podobne podstrony:
Sprawozdanie montażu 2, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje,
PKM, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od majka, SPRAWOZDA
Dźwiękowe uderzenie, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od
tabela, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od majka, SPRAWO
Model potęgowy, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od majka
NIEMIEC 2, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od majka, SPR
GOTOWER, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od majka, SPRAW
TISP 10, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od majka, SPRAW
Symbole, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od majka, SPRAW
Woda po Polsku, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od majka
NIEMIEC, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od majka, SPRAW
LKIPSKI, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od majka, SPRAW
Moment bezwładności, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od
lipski 2, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od majka, SPRA
Układ Fe-C, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od majka, SP
TISP 5, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od majka, SPRAWO
PROJEKT Z SILNIKÓW I, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od
Kierownika niekurwaruszać, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moj
Referat z ergonomii1, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od
więcej podobnych podstron