1.CO OZNACZA POKĘCIE: EKOLOGIA, EKOSFERA, EKOSYSTEM, EKOTON? OPISAĆ ZNACZENIE TYCH SŁÓW.
Ekologia-słowo pochodzenia greckiego, złożone ze słów oikos (dom, środowisko) i logos (słowo, nauka). Termin ten zaczęto stosować już w połowie XIX wieku, początkowo wyłącznie w odniesieniu do kompleksowych badań relacji zachodzących między światem zwierząt a jego środowiskiem organicznym i nieorganicznym. W tym pierwotnym znaczeniu tego terminu zwracano przede wszystkim uwagę na przyjazne i wrogie stosunki zwierzęcia z innymi zwierzętami i roślinami, z którymi wchodziło ono w bezpośredni kontakt. W najnowszej encyklopedii PWN ekologię definiuje się jako dziedzinę biologii, będącej nauką o strukturze i funkcjonowaniu żywej przyrody, obejmującej całość zjawisk dotyczących wzajemnych zależności między organizmami i zespołami organizmów, a ich żywym i martwym środowiskiem. W codziennej praktyce pojęcia „ekologia” stosuje się jednak w znacznie szerszym niż wynikałoby to z powyższej definicji, znaczeniu.
Ekosystem-termin określający fragment środowiska naturalnego (np. jezioro), stanowiącego funkcjonalną całość, w której zachodzi wymiana materii i przepływ energii między jego częścią żywą (biocenozą), a nieożywioną (biotopem). Trudno jest zwykle określić ściśle granice ekosystemów (jezioro-strefa brzegowa), dlatego operuje się często pojęciem ekoton, oznaczającym strefę styku dwóch ekosystemów.
Ekosfera, definiowana jako przestrzeń, w której istnieją warunki fizyczne i chemiczne umożliwiające rozwój i życie organizmów (flory i fauny). Nie rozstrzygnięty jest dotąd dylemat czy we wszechświecie poza Ziemią istnieją inne ekosfery.
2.CO JEST DOMENĄ EKOLOGII SPOŁECZNEJ I CO MA ONA WSPÓLNEGO Z EKOLOGICZNYMI RUCHAMI SPOŁECZNYMI?
Do określenia pewnego obszaru badań i analiz prowadzonych w dziedzinie nauk społecznych i socjologicznych pojawiło się pojęcie ekologii społecznej-dyscypliny naukowej zajmującej się przestrzennymi aspektami stosunków symbiotycznych jednostek, grup i instytucji społecznych. Obiektem badań w tej dyscyplinie są społeczności lokalne w kontekście określonych zjawisk, np. dotyczących przestępczości, zjawisk demograficznych, relacji rodzinnych itp. Niespełna 30 lat temu pojawiły się ekologiczne ruchy społeczne, którym później nadano również nazwę „ruchu zielonych”. Na bazie tych ruchów funkcjonuje szereg różnego typu związków stawiających sobie za cel występowania w obronie środowiska i to w różnej skali - lokalnej, regionalnej czy międzynarodowej. W wielu krajach utworzono nawet partie polityczne (pierwsza powstała w Wielkiej Brytanii, w 1973 roku), podkreślające w swoich programach zaangażowanie na rzecz szeroko pojętej ochrony środowiska. Również w polskim pejzażu politycznym znaleźć można Polską Partię Zielonych.
3.JAKIEGO RODZAJU EKOTOKSYNY ZWIĄZANE SĄ Z DZIAŁALNOŚCIĄ CZŁOWIEKA?
W ekosystemach ziemskiej ekosfery oddziaływują na siebie wzajemne różnorodne czynniki, a wśród nich i takie, które nazywamy ekotoksynami, zanieczyszczającymi środowisko. Do zagrożeń środowiskowych zalicza się te czynniki, które odnoszą się do trzech podstawowych elementów każdego ekosystemu: atmosfery, wody i gleby, a także te dotyczące hałasu i wibracji oraz promieniowania jonizującego i działania silnych pól magnetycznych. W odniesieniu do podstawowych składników środowiska naturalnego będą to:
Dla atmosfery: tlenek i dwutlenek węgla, tlenki azotu i siarki, WWA, dioksyny, freon, furfurole, związki chloru, fosforu i metali ciężkich. Główne źródła zanieczyszczeń gazowych to konwencjonalne elektrownie cieplne, przemysł ciężki (hutnictwo, koksownictwo), przemysł rafineryjny, motoryzacja (eksploatacja silników spalinowych). Oddziaływanie tych zanieczyszczeń może bezpośrednio dotykać indywidualnego człowieka (np. smog wielkomiejski) jak i odnosić się do globalnej, światowej skali, jak np. efekt cieplarniany i „dziura ozonowa”, „kwaśne deszcze” które mają wpływ na całą przyrodę, tak florę, jak i faunę na obszarach wykraczających poza granice jednego państwa.
Dla wody: mniej lub bardziej toksyczne związki chemiczne takie jak: azotyny, nitrozoaminy, WWA, związki chloru, siarki i fosforu, będące produktami odpadowymi w różnego typu technologiach przemysłowych, nie tylko branży chemicznej ale również przemysłu tekstylnego, rolno-spożywczego, maszynowego, wydobywczego, a nawet rolnictwa (nawozy sztuczne, środki ochrony roślin, gnojowica).
Dla gleby: Skażenia wynikające z zaśmiecania jej trudnodegradowalnymi odpadami stałymi, metalami ciężkimi, środkami smarowymi, rosnącą z roku na rok masą odpadów komunalnych (opakowania).
4. ILE ROCZNIE PRODUKUJE STATYSTYCZNY KOWALSKI ODPADÓW STAŁYCH I JAKA JEST ICH STRUKTURA?
Statystyczny pan Kowalski „produkuje” rocznie około 300 kg odpadów stałych. Jeżeli „pan Kowalski” w dalszym ciągu obciążać będzie środowisko odpadami stałymi w przytoczonej wyżej ilości, to istniejące obecnie składowiska odpadów wypełnią się w ciągu 8-10 lat. Łatwo wykazać, że istnieją wszelkie przesłanki ku temu aby tą masę odpadową zmniejszyć pod względem ilościowym o około 75 %. Te 75 % masy w odpadach komunalnych z powodzeniem można bowiem traktować jako cenne źródło surowców wtórnych. Występuje w nich mianowicie około:
(1) 35 % odpadów organicznych, możliwych do przetwarzania na nawóz naturalny (kompostowanie) lub jako surowiec energetyczny w produkcji biogazu. (2) 21 % makulatury (papier i karton).(3) 10 % szkło. (4) 4 % metal. (5) 6 % tworzywa sztuczne.
W pozostałej masie odpadów komunalnych (około 25 %), niemożliwych lub trudnych do utylizacji, występować mogą również substancje o dużej toksyczności, jak np. resztki farb i lakierów, przeterminowane lekarstwa, zużyte świetłówki i bateryjki, stałe lub płynne środki smarowe i różnorodne odpady wynikające ze stosowania w gospodarstwach domowych chemii gospodarczej. Odpady tego rodzaju zalicza się do tzw. odpadów specjalnych, wymagających kosztownych metod neutralizacji i specjalnych technologii składowania.
5. W JAKI SPOSÓB MOŻNA RACJONALIZOWAĆ ZUŻYCIE WODY W GOSPODARSTWIE DOMOWYM?
Kąpiel pod natryskiem zamiast w wannie. Sześciominutowa kąpiel pod natryskiem zużywa tylko niewielką część (około 1/8) tej wody jaka jest potrzebna do kąpieli w wannie.
Pralkę lub zmywarkę do naczyń powien uruchamiać tylko wówczas gdy w pełni jest wykorzystana ich robocza pojemność.
W toaletach powinien zainstalować nowoczesne spłuczki (dwuklawiszowe) lub takie, które umożliwiają ręczne sterowanie obfitością spłukiwania. Stare konstrukcje spłuczek zużywają bowiem około 10 l wody przy każdym ich uruchomieniu.
Nie powinien zmywać naczyń, nie golić się, nie myć zębów pod bieżącą wodą. Odkręcać kurek tylko wówczas gdy jest to naprawdę konieczne.
Na cieknące krany powinien zawsze mieć pod ręką stosowne uszczelki.
6. JAKIE MAMY ŹRÓDŁA POZYSKIWANIA ENERGII I JAKI JEST POZIOM JEJ KONSUMPCJI W POLSCE I NA ŚWIECIE?
a) Źródła pozyskiwania energii (procentowy udział w bilansie światowym)
(1990/2005)-Ropa naftowa (38/35), Węgiel (27/25), Gaz ziemny (20/24), E. atom. (6/6), E. odnaw. (9/10).
b) Horyzont czasowy wyczerpania paliw kopalnych (przy założeniu aktualnego poziomu wydobycia i rozeznaniu zasobów): Ropa naftowa-42 lata, Gaz ziemny-63 lata, Węgiel-173 lata
c) Zużycie energii na głowę mieszkańca [w kg SKE]. Źródła pozyskiwania energii, oraz poziom konsumpcji energii w różnych krajach.
(1 kg SKE = 0,7 kg ropy naftowej lub 0,925 m3 gazu ziemnego)
Ameryka pół. 10257, Europa zach. 4587, Europa środ.-wsch. 2118, Australia+Oceania+Azja 1953, Bliski wsch. 1232, Afryka 797, Ameryka poł.-środ. 481.
7. CO NAZYWAMY EFEKTEM CIEPLARNIANYM I JAKIE SĄ JEGO PRZYCZYNY?
8. W JAKI SPOSÓB MOŻNA MINIMALIZOWAĆ POZIOM ENERGETYCZNEJ KONSUMPCJI W GOSOPDARSTWIE DOMOWYM?
kupując i użytkowując energooszczędne urządzenia (lodówki, pralki, zmywarki, samochody),
ustawiając lodówki w najchłodniejszym miejscu pomieszczenia,
zapewniając dobrą cyrkulację powietrza po tylnej stronie chłodziarek i zamrażarek,
nie ustawiając zbyt niskiej temperatury we wnętrzu lodówki, 6-8 *C wystarczy dla zachowania świeżości przechowywanych artykułów, -18 *C w przypadku zamrażarek,
otwierając drzwi chłodziarek i zamrażarek na możliwie najkrótszy czas i nie wstawiając do nich ciepłych potraw,
użytkowując boilery, pralki, zmywarki przy nastawie możliwie najniższej temperatury, racjonalnie dobranej do potrzeb,
unikając stosowania ciepłej wody we wszystkich tych przypadkach, gdy nie jest to konieczne,
dostosowując średnicę garnków do średnicy palników lub płyt grzewczych. Gdy będą one mniejsze, duża część energii jest bezużytecznie tracona,
gotując długo gotujące się potrawy w garnkach ciśnieniowych,
redukując, z chwilą zagotowania się potrawy, intensywność podgrzewania do poziomu niezbędnego dla utrzymywania stanu wrzenia,
stosując do oświetlenia energooszczędne żarówki,
utrzymując kolorystykę sufitów, ścian i podłogi w jasnej tonacji,
unikając przy projektowaniu oświetlenia pomieszczeń stałych punktów świetlnych (wielożarówkowych żyrandoli) na rzecz oświetlenia lokalnego tych miejsc, gdzie oświetlenie to jest niezbędne.
9. JAKIE POWINNE OBOWIĄZYWAĆ REGUŁY W RACJONALNYCH PODEJŚCIU DO KWESTII OPAKOWAŃ?
Czy dany produkt (artykuł) tak naprawdę jest mi potrzebny?
Czy jest on racjonalnie (proekologicznie opakowany)?
Czy został materiałooszczędnie wyprodukowany?
bojkotowania przesadnie opakowywanych artykułów
W jakim stopniu po wycofaniu opakowania z użytkowania, możliwy będzie odzysk materiałowy (recykling)?
Unikać:
We wszystkich możliwych przypadkach kupowania artykułów codziennego użytku w opakowaniach jednorazowych. Wodę mineralną, mleko, napoje, soki, kompoty itp. powinno się kupować w opakowaniu wielokrotnego użytku.
Kupowania artykułów spożywczych w opakowaniu metalowym (konserwy, puszki), dokonując takich zakupów jedynie wówczas, gdy artykuły te mają być spożywane w podróży, na wycieczce, lub w innych okolicznościach poza domem.
Kupowania artykułów opakowanych bez potrzeby wielowarstwowo, najczęściej dla stworzenia pozorów zwiększonej zawartości opakowania.
Kupowania artykułów jednorazowego użycia, np. zapalniczek, golarek, talerzy, kubków, sztućców, obrusów.
Wybierania się na zakupy bez torby lub koszyka wielokrotnego użycia, licząc jedynie na jednorazowe reklamówki otrzymywane darmowo lub kupowane.
10. POLSKIE USTAWODASTWO W ZAKRESIE OCHRONY ŚRODOWISKA, WYMIENIĆ GŁÓWNE AKTY PRAWNE.
1919 Państwowa Zasadnicza Ustawa Sanitarna, określająca podstawowe zasady ochrony środowiska i korzystania z jego dóbr.
1927 RP prawo przemysłowe, akt prawny bardziej postępowy z punktu widzenia ochrony środowiska, niż obecnie obowiązująca ustawa o działalności gospodarczej.
1927 szereg rozporządzeń Prezydenta RP a wśród nich rozporządzenie o zwalczaniu zaraźliwych chorób zwierzęcych,
powojenne akty prawne o charakterze nowelizacji ustaw przedwojennych, jak np. prawo wodne z 1962 i 1974, ustawa o ochronie przyrody z 1949 i 1991, ustawa o lasach z 1991 i wiele innych.
ustawa o prawie geologicznym 1960,
ustawa o substancjach trujących 1963,
ustawa o ochronie powietrza atmosferycznego 1966.
ustawa z 31 stycznia 1980 „O ochronie, i kształtowaniu środowiska”, określana skrótowo przez uoś. Od dnia wejścia w życie tej ustawy możemy mówić o istnieniu polskiego prawa ochrony środowiska.
w Polsce w ostatnich latach opracowano szereg aktów prawnych w randze ustawy i rozporządzeń. Problematyka ochrony przyrody znalazła też należne sobie miejsce w Konstytucji RP, uchwalonej w 1997 roku.
1991 O Inspekcji Ochrony Środowiska (Dz. U. 91.77.335),
1994 Lasy (Dz. U. 94.79.363)
Badania i pomiary czynników szkodliwych dla zdrowia w środowisku pracy (Dz. U. 95.2.4)
1995 Ochrona gruntów rolnych i leśnych (Dz. U. 95.16.78)
1996 Utrzymanie czystości i porządku w gminach (Dz. U. 96.132.622)
1997 Odpady (Dz. U. 97.96.592)
Klasyfikacja odpadów (Dz. U. 97.162.1135).
Liczba aktów prawnych dotyczących ochrony środowiska ustanowionych w Polsce w latach 1990-99 (ustawy/rozporządzenia)-`90(0/2), '91(1/1), '92(0/3), '93(0/1), '94(2/4), '95(1/4), '96(1/0), '97(2/3), '98(0/15), '99(7/32).
11. CZEGO DOTYCZYŁ RAPORT U THANATA „CZŁOWIEK I JEGO ŚRODOWISKO”?
Jednym z ważniejszych paragrafów uchwalonej na XXIII Sesji Zgromadzenia Ogólnego NZ rezolucji (3.12.1968), było zobowiązanie Sekretarza Generalnego (U Thant) do przygotowania specjalnego dokumentu, który by zwrócił uwagę państwom członkowskim i opinii społecznej na rangę i palącą potrzebę szukania rozwiązań w zakresie ochrony środowiska. Raport U Thanta zatytułowany „Człowiek i jego środowisko” ukazał się 26.05.1969 roku. Jego treść dotyczyła:
1.Informacji na temat najpoważniejszych zagrożeń dla środowiska naturalnego występującego w różnych regionach świata (identyfikacja i inwentaryzacja),
2.Klasyfikacji tych zagrożeń, występujących w skali lokalnej, regionalnej, krajowej i międzynarodowej, przydatnej w polityce ochrony środowiska,
3.Znaczenia zagadnień globalnych, które można rozwiązywać jedynie na drodze międzynarodowych porozumień i pod warunkiem, że narody wyrażają gotowość wspólnego działania dla wspólnego dobra,
4.Potrzeby zwołania ogólnoświatowej konferencji ONZ nt. ochrony środowiska, dla której w raporcie zawarto katalog podstawowych problemów, wymagających rozpatrzenia na forum międzynarodowym.
12.CO DAŁA ŚWIATU W ZAKRESIE OCHRONY ŚRODOWISKA KONFERENCJA SZTOKHOLMSKA?
Owocem tej konferencji był zbiór 26 fundamentalnych zasad, znany pod nazwą „Deklaracji Sztokholmskiej w Sprawie Ochrony Środowiska” (16.06.1972.) Do dziś aktualne zasady sformułowane w Deklaracji Sztokholmskiej stanowią wytyczne polityki ochrony środowiska, jaką powinny prowadzić państwa w skali lokalnej i we współpracy międzynarodowej, w zakresie rozwoju badań naukowych, rozwiązań prawnych i techniczno-organizacyjnych, kształcenia i dokształcania. Zasada pierwsza podkreśla prawo człowieka nie tylko do wolności i równości, ale i do odpowiednich warunków życia, zaznaczając przy tym, że ponosi on jednocześnie poważną odpowiedzialność za ochronę i poprawę środowiska naturalnego dla obecnych i przyszłych pokoleń. Zasada druga mówi o potrzebie ochrony zasobów naturalnych ziemi, obejmujące powietrze, wodę, glebę, florę i faunę poprzez staranne planowanie przedsięwzięć gospodarczych i odpowiednie zarządzanie zasobami.
13. „GLOBALNY PROGRAM DZIAŁAŃ”, CO ZAWIERA, PRZEZ KOGO I KIEDY ZOSTAŁ USTALONY?
Sformułowane na drugiej, ogólnoświatowej konferencji ONZ, poświęconej ochronie środowiska, jaka odbyła się z udziałem liderów z 179 państw w Rio de Janeiro, w czerwcu 1992 roku. W programowym dokumencie tej konferencji zatytułowanym „Globalny Program Działań”, oznaczanym też skrótem „Agenda 21” myśli się już o potrzebach XXI wieku. Program ten zarysowuje ogólnoświatową strategię ONZ zrównoważonego rozwoju społeczno-gospodarczego, zgodnego z wymogami ochrony środowiska. Obszerny ten dokument (700 stron) definiuje zadania, a w wielu przypadkach określa również terminy ich realizacji w najważniejszych obszarach problematyki ekologicznej.
14.Co wymusza włączenie problematyki ekologicznej do systemu zarządzania firmą ?
Uważa się , że w przyszłości wszystkie dziedziny funkcjonowania przedsiębiorstw będą coraz bardziej uwzględniać aspekty ochrony
środowiska. Będzie to wynikiem szeregu uwarunkowań:
-wzrostu świadomości ekologicznej społeczeństw (w szczególności młodego pokolenia)
-mnożącej się liczby aktów prawnych o restrykcyjnym wręcz charakterze
-gotowości płacenia przez klientów wyższej ceny za wyroby proekologiczne
-konieczności dostosowania się do wymogów UE i konwencji międzynarodowych
-konieczności dbania o image firmy, w celu pozyskania sympatii klientów
-dydyskryminowanie technologii zanieczyszczających środowisko oraz procesów energo- i materiałochłonnych
15.Sprzężenia proekologicznych zachowań
„ekologiczne myślenie” przy planowaniu i realizacji celów przedsiębiorstwa
zwiększenie proekologicznej motywacji współpracowników
podnoszenie odpowiedzialności w zakresie ochrony środowiska
tworzeniu aktów prawnych proekologiczne zachowania
i planów gospodarczych
16.Norma EMAS, czego dotyczy, na co kładzie akcenty?
Norma EMAS została opublikowana 23.06.1993 roku z myślą o obszarze obowiązywania obejmującym wszystkie kraje UE. Norma
EMAS zawierała wytyczne umożliwiające przedsiębiorstwom osiągnięcie i prezentowanie swojej przyjaznej środowisku działalności.
Jej charakter jest restrykcyjny, wzorowany na ustawodawstwie niemieckim. Zasadniczym celem EMAS jest promowanie ciągłego
rozwoju pro-środowiskowej działalności. Firmy chcące uzyskać certyfikat EMAS muszą wykazać się efektywną polityką w zakresie
ochrony środowiska, utworzeniem systemów realizacji tej polityki, które regularnie auditowane będą dostarczały opinii publicznej
obiektywnych informacji o prowadzonych działaniach proekologicznych. EMAS nie chroni przedsiębiorstwa przed kontrolą i
egzekwowaniem kar przez instytucję i urzędy stojące na straży przestrzegania obowiązującego w danym kraju prawa odnoszącego
się do spraw ochrony środowiska. Fundamentalnym aspektem regulacji jest to, że przewiduje zintegrowanie środowiskowego
zarządzania z innymi stosowanymi w przedsiębiorstwie systemami zarządzania np. z systemem zarządzania jakością, finansami,
produkcją itp. W jeden globalny i spójny system zarządzania przedsiębiorstwem.
17.Norma ISO 14000, czego dotyczy, czym różni się od EMAS?
Normy ISO 14000, wzorowane na opracowanych wcześniej i szeroko stosowanych normach ISO 9000, oparte są na czterech założeniach:
-dobrowolności stosowania przez przedsiębiorstwa (norma nie jest obligatoryjna)
-dążeniu do ciągłego doskonalenia (poprawy)
-uniwersalności strukturalnego systemu (EMC) , przystosowanego do powszechnego zastosowania, niezależnie od wielkości
i rodzaju przedsiębiorstwa
-możliwości kontrolowania i sprawdzenia funkcjonowania systemu
Norma ISO 14000 jest przewodnikiem na temat zasad zarządzania środowiskowego, technik wspomagających i systemów.
Norma ISO 14000 jest łagodniejsza w porównaniu ze standardami EMAS. Norma ISO 14000 wymaga np. tylko identyfikacji znaczących
aspektów środowiskowych, powiązanych z działalnością zakładu. Nie odnosi się ona również do działalności srodowiskowej
kooperantów i dostawców. Nie wymaga, a jedynie sugeruje aby program zarządzania środowiskowego miał narzucone ramy czasowe.
Norma nie wymaga również szczegółowego przeglądu środowiskowego ani obligatoryjnego raportowania celu, zadań środowiskowych
i wyników kontroli ich realizacji oraz aktualnego stanu.
18.Dlaczego środki smarowe stanowią zagrożenie dla ziemskiej ekosfery?
Oleje smarowe i smary plastyczne stanowią zagrożenie dla środowiska na wszystkich etapach ich „życia”. Mogą trafiać do otoczenia w
czasie produkcji, transportu, pracy maszyny, wymiany, utylizacji itp. Nie zneutralizowane, odpadowe produkty naftowe trafiają do gleby
oraz wód powierzchniowych i gruntowych, a w przypadku ich spalania emitowane są do atmosfery oprócz dwutlenku i tlenku węgla,
także dwutlenek siarki i metale ciężkie. Cechą wszystkich węglowodorów zawartych w olejach mineralnych jest ich znikoma rozpuszcza-
lność w wodzie oraz skłonność do tworzenia na powierzchni wody trwałych , cienkich warstewek, odcinających zbiornik wodny od
dostępu tlenu z atmosfery. Jeden kg produktów naftowych może zdyskwalifikować przydatność do celów spożywczych około
1 mln litrów wody. Ocenia się, że rocznie trafia w niekontrolowany sposób do ziemskiego ekosystemu około 20 mln ton produktów
smarowych, a z masy skupu przepracowanych olejów około 10,5 mln ton rocznie zużywa się jako paliwa energetycznego, który to sposób
utylizacji też nie jest obojętny dla środowiska. Szczególnie toksyczne są dodatki stosowane w olejach silnikowych.Zawierają one związki
ołowiu, baru, azotyny, fosforan trójkrezylu, chlor. W odpadach przepracowanych olejów zawarte są szkodliwe dla człowieka toksyczne
substancje dobrze rozpuszczające się w tłuszczach obecnych w organiźmie żywym. Wiele z nich (np. nitrozoaminy ,PCB) wykazuje
ponadto zdolność do kumulowania się w organizmach żywych.
19.Jaki jest poziom i tendencje w światowym zapotrzebowaniu na środki smarne?
1998 2010 2020
mln ton mln ton mln ton
samochodowe środki 21,9 20,9 23,3
smarne
przem. Oleje 10,3 12,0 13,9
i smary
okrętowe oleje 1,8 1,8 1,8
i smary
oleje procesowe 3,8 4,2 4,5
ŁĄCZNIE 37,8 38,8 43,5
Globalny efekt spadku zapotrzebowania na środki smarowe w latach 90-tych jest nie tylko wynikiem załamania się systemów gospodarczych Europy Środkowej i wschodniej, ale przede wszystkim skutkiem upowszechnienia się praktyki skąpego smarowania oraz wzrostu jakości stosowanych środków i zwiększonej troski o właściwe ich uzdatnianie.
20.Czym cechuje się gospodarka smarownicza?
Gospodarka smarownicza cechuje się:
-dużym, ponad normatywnym zużyciem środków smarowych
-niskim poziomem pozyskiwania zużytych środków smarowych
-złą gospodarką magazynową i niewłaściwą troską o racjonalne stosowanie środków smarowych i sposób obchodzenia się z nimi
-niedocenianiem roli i potrzeby uzdatniania środków smarowych
-niskim poziomem wiedzy i kwalifikacji służb odpowiedzialnych za gosp. Smarowniczą
-stosowaniem przestarzałych technik smarowania i niechęcią do wdrażania nowoczesnych technologii w tym zakresie
-małym rozpowszechnieniem roślinnych i syntetycznych-biodegradowalnych środków smarowych
21.Jakie warunki musi spełniać środek smarowy, by móc go określić biodegradowalnym?
-rozkład biologoczny w teście CEC-L-33-T-82 lub mu podobnych musi wynosić co najmniej 80%
-olej musi posiadać zdolność do rozkładu w obecności tlenu na dwutlenek węgla i wodę w wyniku aktywności mikroorganizmów
22.Jaka jest relacja między biodegradowalnością a toksycznością?
Biodegradowalność jest cechą, która określa zdolność oleju(związków chemicznych) do rozkładu w obecności tlenu na dwutlenek węgla i wodę w wyniku aktywności mikroorganizmów. Należy pamiętać ,że pojęcia „biodegradowalny” i „nietoksyczny” nie są równoważne.Środek nietoksyczny nie zawsze jest biodegradowalny(np. tzw. Olej biały), podczas gdy środek toksyczny może być biodegradowalny. Toksyczność określa się w czterostopniowej skali ich szkodliwości dla wody.
23.Od czego zależy nowotworowe i mutagenne oddziaływanie środków smarowych?
-zawartość w olejach mineralnych wielopierścieniowych węglowodorów aromatycznych (WWA)
-sposób rafinacji ropy naftowej
-zawartość dodatków wchodzących w skład środków smarowych np.azotynów
25.PCB-co to jest?
PCB (polichlorowane bifenyle) jest związkiem chemicznym, który na skalę techniczną został zsyntetyzowany w USA jako ciecz niepalna o bardzo dobrych i stabilnych właściwościach dielektrycznych, odporna chemicznie. W wyniku badań interdyscyplinarnych wykazano, że PCB:
-są nierozkładalne w przyrodzie i kumulują się w organizmach żywych
-powodują zakłócenia w funkcjonowaniu systemu odpornościowego organizmu
-zniekształcają kod genetyczny , powodując urodzenia mutantów
-blokują naturalną przemianę materii w organiźmie i trwale uszkadzają organy wewnętrzne
-uszkadzają nieodwracalnie komórki systemu nerwowego
-przy spalaniu tworzą najbardziej toksyczne ze znanych trucizn dioksyny i furany
26.Jakie zagrożenia dla środowiska wynikają ze spalania przepracowanych olejów?
-emitowanie do atmosfery oprócz dwutlenku i tlenku węgla także dwutlenku siarki i metali ciężkich
-powstawanie toksycznych spalin(dioksyn)-chyba, że oleje spala się w specjalnych wysokotemperaturowych paleniskach, w procesach metalurgicznych i przemyśle cementowym
Odpadami są wszystkie przedmioty lub rzeczy ruchome, powstałe w wyniku prowadzonego procesu gospodarczego lub bytowania człowieka, które są usuwane albo których usunięcie jest zamierzone lub powinno być przeprowadzone.
25. Co oznacza skrót PCB i jaki stanowi ten związek problem ekologiczny?
PCB jest związkiem chemicznym, który na skalę techniczną został zsyntetyzowany w USA w 1929 roku jako ciecz niepalna o bardzo dobrych i stabilnych właściwościach dielektrycznych, odporna chemicznie.
W latach sześćdziesiątych, w wyniku sygnałów ostrzegawczych przekazywanych przez toksykologów, podjęto szeroko zakrojone badania interdyscyplinarne, które wykazały, że PCB:
- są nierozkładalne w przyrodzie i kumulują się w organizmach żywych,
- blokują naturalną przemianę materii w organizmie i trwale uszkadzają organy wewnętrzne,
- uszkadzają nieodwracalnie komórki systemu nerwowego,
- powodują zakłócenia w funkcjonowaniu systemu odpornościowego organizmu,
- zniekształcają kod genetyczny, powodując urodzenia mutantów,
- przy spalaniu tworzą najbardziej toksyczne ze znanych trucizn dioksyny (tysiąc razy silniejsze od cyjanku potasu) i furany.
26. Jakie zagrożenia dla środowiska wynikają ze spalania przepracowanych olejów?
Mniej doskonałym, z ekologicznego punktu widzenia, sposobem utylizacji jest spalanie olejów przepracowanych lub użycie ich jako materiału impregnacyjnego. Aby uniknąć powstawania toksycznych spalin (dioksyn) w procesie spalania odpadów ropochodnych, niedozwolone jest ich spalania w niskotemperaturowych piecach zakładowych kotłowni. Zagrożenia tego nie ma, gdy spala się je w specjalnych wysokotemperaturowych paleniskach, w procesach metalurgicznych i przemyśle cementowym.
27.JAKIEGO RODZAJU OLEJE STOSOWANE W
TECHNICE ZALICZA SIĘ DO BIODEGRADOWALNYCH
RODZAJ OLEJU |
BIODEGRADOWALNOŚĆ W % |
Estry oleju rzepakowego |
90-100 |
Oleje mineralne |
20-30 |
Polietylenoglikole [PEG] |
90 |
Polialkiloglikole [PAG] |
10-60 |
Polialfaolefiny [PAO] |
0-60 |
Oleje dwuestrowe |
>90 |
Polialkoholowe estry aromatyczne |
0-20 |
28.WYMIENIĆ ZASADNICZE ZALETY OLEJÓW ESTROWYCH
Mieszają się z wszystkimi olejami i niemal wszystkimi dodatkami uszlachetniającymi
Mają dobre własności smarne
Niską odparowalność, a są przy tym trudnopalne, (folia)
Nie wykazują lub mają niewielką toksyczność
Dobra biodegradowalność (84% ale nie wszystkich estrów)
Mają dużą trwałość termooksydacyjną (wydłużone okresy wymiany oleju)
Naturalny brak skłonności do pienienia
Nie pozostawiają osadów i nagarów
Mają bardzo dobre własności w niskich temperaturach
Dobre własności antykorozyjne
Dobrą filtrowalność (znacznie lepszą niż oleje rzepakowe)
30.JAKI POWINIEN BYĆ SKŁAD BIODEGRADOWALNYCH SMARÓW PLASTYCZNYCH
Receptura biologicznie rozkładalnego smaru plastycznego zawiera:
OLEJ BAZOWY - w ilości 75-95%, który powinien być z grupy:
Naturalnych, rzepakowych olejów estrowych (trójglicerydy)
Syntetycznych estrów
Olejów glikolowych
ZAGĘSZCZACZ - w ilości 5- 20%, z grupy
Mydła metalowe wapniowe, litowo - wapniowe
Zagęszczacze nieorganiczne - bentonity, krzemian glinu, grafit, tlenki i wodorotlenki metali np. tlenek cynku
Zagęszczacze organiczne (polimocznikowe, polimery)
Aluminiowe mydła kompleksowe
DODATKI - w ilości 1 - 8% (wg normy RAL-UZ 64 muszą być biodegradowalne gdy ich udział przekracza 5%)
Antyoksydacyjne (aminy, fenole)
Inhibitory korozji (pochodne kwasów tłuszczowych)
Dodatki typu EP (związki siarki i fosforu)
32.SMARY STAŁE (PRZYKŁADY). JAK ODDZIAŁYWUJĄ NA ŚRODOWISKO
Odmienną, niekonwencjonalną ale odgrywającą coraz większą rolę grupę smarów tworzą ciała stałe o budowie krystalicznej lub bezpostaciowej. Należą do nich takie substancje jak:
grafit
dwusiarczek molibdenu
dwusiarczek wolframu
azotek boru
proszki metali plastycznych (Ag, Au, Sn, Pb)
proszki PTFE (teflon) i innych tworzyw sztucznych
Pod względem ekologicznym smary tej grupy można uznać za neutralne, nie zanieczyszczające środowiska. Taka kwalifikacja jest umotywowana spełnieniem przez nie niemal wszystkich kryteriów, jakie powinny cechować środki smarowe, których przedostanie się do środowiska nie powoduje w nim ujemnych skutków. Smary stałe stosuje się w następujących postaciach:
jako dodatki do olejów lub smarów plastycznych dla zapewnienia funkcji smarowniczych w przypadku wystąpienia tarcia mieszanego, które mogłoby być wynikiem dużych nacisków lub małej prędkości względnej
jako pasty montażowe (duża gama past grafitowych)
jako sproszkowane substancje smarowe
jako smary suche (lakiery), nanoszone na piaskowane lub fosforowane powierzchnie aerozolem lub pędzlem
jako pasty wysokotemperaturowe
jako powłoki galwaniczne
jako samosmarujące materiały konstrukcyjne, np. teflon
33.SAMOSMARUJĄCE MATERIAŁY KONSTRUKCYJNE A ŚRODOWISKO
Samosmarujące materiały konstrukcyjne wykazują specyficzne właściwości tribologiczne. We współczesnych konstrukcjach maszyn, nie tylko precyzyjnych, coraz częściej wykorzystuje się materiały nie wymagające wcale, lub w ograniczonym tylko stopniu, smarowania. Polimerowe, samosmarujące materiały konstrukcyjne takie jak poliamid czy polietylen z domieszka grafitu, dwusiarczku molibdenu, proszki metali miękkich, znajdują zastosowanie we wszystkich niemal gałęziach przemysłu. Oferuje się je w postaci łatwych w użyciu, gotowych łożysk, folii lub taśm, stwarzających atrakcyjną alternatywę proekologicznego rozwiązania problemów tribologicznych.
Szczególnie cenne właściwości użytkowe mają tworzywa sztuczne, drugiej generacji takie jak tetrafluoroetylen (teflon, PTFE), polieteroketony (PEK), poliamidy (PI), stosowane jako materiały jednorodne, zmieszane ze sobą bądź produkowane z dodatkiem wypełniaczy. Mogą być stosowane przy znacznie większym obciążeniu niż porównywalne wymiarowo metalowe łożyska ślizgowe, smarowane olejem lub smarem plastycznym i to w wąskim zakresie temperatur do 250 - 300 stopni. Ich trwałość jest uzależniona od obciążenia węzła i prędkości ruchu względnego współpracujących powierzchni.
Do samosmarujących materiałów konstrukcyjnych zaliczają się również duroplasty, w szczególności epoksydowe i fenolowe żywice z domieszką stałych smarów typu grafit lub dwusiarczek molibdenu. Gotowe do montażu elementy łożyskowe uzyskuje się na drodze skrawania z półwyrobów, lub nanosi się je metodą szpachlowania, po uprzednim zmieszaniu żywicy z utwardzaczem, w stanie półpłynnym na powierzchnie. Z takich materiałów wykonuje się między innymi koszyki łożysk tocznych nie wymagających smarowania, okładziny powierzchni prowadnicowych itp.
34.PODAĆ PRZYKŁADY Z ZAKRESU NOWOCZESNYCH ROZWIĄZAŃ W DZIEDZINIE USZCZELNIEŃ TECHNICZNYCH
Obciążenia środowiska w procesach smarowania jest w dużej mierze uzależnione od skuteczności zastosowanych uszczelnień. W ostatnich dwóch dziesięcioleciach opracowano nowe kompozycje materiałów o znacznie wydłużonej, w porównaniu do dotychczasowych, trwałości. Wynika ona z małej wartości współczynnika tarcia oraz z dużej odporności tych materiałów na ścieranie, oddziaływanie chemiczne i starzenie. Przykładem takiej kompozycji materiałowej mogą być elastomery fluorowe występujące na rynku pod firmową nazwą VITON, niezwykle odporne na ścieranie, dopuszczające prędkości liniowe do 36 m/sek na powierzchni stykowego uszczelnienia. Jeszcze większą trwałością cechują się uszczelnienia wykonane z materiału o nazwie KALREZ, skutecznie spełniające swoje funkcje również w podwyższonych temperaturach, nawet do 300 stopni. Tradycyjne materiały stosowane na uszczelnienie, wykonane na bazie mieszanek kauczukowych mają zastosowanie ograniczone do temperatur nie przekraczających 150 stopni i do prędkości powierzchni z jaką styka się warga uszczelnienia, nie przekraczającej 12 m/sek.
Niezawodność i trwałość uszczelnień dotykowych można polepszyć stosując nowoczesne konstrukcje uszczelnień dotykowych, tzw. uszczelnienia hybrydowe. Tworzą je zwykle elastyczny rdzeń z kauczuku fluorowego lub silikonowego powleczony cienką warstwą odpornego na zużycie ścierne kopolimeru czterofluoroetylenu (TEFLON) z perfluoropropylenem (FEP).
36.NA CZYM POLEGA ISTOTA SKĄPEGO SMAROWANIA
Przez skąpe smarowanie należy rozumieć taki szczególny przypadek smarowania, w którym ilość środka smarowego nie wystarcza w warunkach pracy węzła tarcia, na wytworzenie się w stykach Hertza (łożyska toczne, przekładnie zębate, mechanizmy krzywkowe) filmu smarowego o pełnej grubości, wynikającej z teorii EHD - smarowania.
Badania i praktyka przemysłowa ostatnich lat potwierdziły wielokrotnie, że takie smarowanie wcale nie musi oznaczać przyspieszonego zużycia węzłów tarcia, a przypadku dużych prędkości ruchu względnego smarowanych powierzchni (wysokoobrotowe łożyska toczne) pozwala na znaczne zwiększenie sprawności.
Skąpe smarowanie upraszcza także problem doboru oleju odpowiedniego co do lepkości, doboru zmuszającego często konstruktorów i użytkowników maszyn do podejmowania kompromisowych decyzji. Przy skąpym smarowaniu nie tylko lepkość co ilość oleju będącego w dyspozycji węzła tarcia decydować będzie o grubości warstwy smarowej.
40. CO NAZYWAMY „SMAROWANIEM BEZOBSŁUGOWYM” I JAKI KEST ASPEKT EKOLOGICZNY TEGO SMAROWANIA?
Jest to smarowanie, które wyklucza potrzebę dodatkowego smarowania węzłów tarcia w okresie użytkowania maszyny. Węzły tarcia, najczęściej łożyska toczne, są przez producenta maszyny, zespołu lub wytwórcę samych łożysk tocznych nasmarowane smarem plastycznym o dużej trwałości użytkowej na cały okres ich późniejszej eksploatacji. Przykładem takich węzłów mogą być łożyska o budowie zamkniętej typu ZZ, łożyska zespołów wrzecionowych, silników elektrycznych, łożyska w urządzeniach sprzętu gospodarstwa domowego itp. - nie wymagające troski użytkownika o ich dosmarowywanie. Smarowanie to mało obciąża środowisko gdyż smarowanie odbywa się w tzw. układzie zamkniętym(bez ingerencji użytkownika), stosuje się małe ilości środka smarnego-środek smarny nie wydostaje się poza układ w procesie smarowanie maszyny.
41. DLACZEGO SMAROWANIE MGŁĄ OLOEJOWĄ JEST POD WZGLĘDEM EKOLOGICZNYM NIEDOBRĄ TECHNIKĄ SMAROWANIA ?
Zasadniczą wadą tej metody jest brak możliwości ochrony otoczenia przed przedostawaniem się do niego mgły olejowej, negatywnie oddziaływującej tak na człowieka jak i na samą maszynę.
42. SMAROWIANIE POWIETRZNO-OLEJOWE, CZYM RÓŻNI SIĘ OD SMAROWANIA MGŁĄ OLEJOWĄ ?
Do zasadniczych zalet smarowania p-o, odróżniającą tą technikę od smarowania mgłą olejową to, że: - nie generuje lotnych mikrocząstek oleju i tym samym nie zanieczyszcza środowiska,- umożliwia 10-krotne zmniejszenie zużycia oleju,- olej jest dostarczany do punktów smarowania w formie quasi ciągłej mikrostrugi,- układ jest prosty w konstrukcji oraz w montażu,- sterowanie i nadzorowanie układu można realizować z dowolnym stopniem automatyzacji, łącznie z możliwością wykorzystania techniki mikroprocesorowej.
Zasilanie :p-o - 220V, m.o.-zbędneLepkość oleju:p-o - dowolna w szerokim zakresie , m.o. ograniczona, oleje o dużej lepkości wymagają podgrzania Zanieczyszczenie środow. p-o:nie istnieje, m-o: występuje
43. GDZIE PRZEDE WSZYSTKIM POWINNO SIĘ STOSOWAĆ SMAROWANIE POWIETRZNO-OLEJOWE I DLACZEGO?
Zastosowanie: do smarowania węzłów tarcia w maszynach jak i do wspomagania procesów technologicznych, w branży hutniczej, w zespołach wrzecionowych obrabiarek(dlatego że chodzi tu o realizację skąpego smarowania w celu uzyskania najmniejszych strat tarcia i małego obciążenia termicznego konstrukcji, a tym samym dobrej stabilności termicznej). Smarowanie p-o obok energo- i materiałooszczędnego smarowania chodziło w szczególności o wytworzenie nadciśnienia w smarowanych węzłach, które miało je chronić przed przedostawaniem się do nich wody technologicznej i zanieczyszczeń. Smarowanie p-o stosowane jest w wysokoobrotowych maszynach przemysłu drzewnego-ważne w technice jest- zminimalizowanie strat energetycznych w smarownych węzłach i uszczelnienie ich przed pyłem drzewnym. Dzięki technice p-o istnieje możliwość oszczędzania coraz to droższych środków smarowych, zmniejszenie zaniczysz. części obrabianych, maszyn i bezpośredniego otoczenia. Główne aspekty:ekonomiczny i ekologiczny.
44. „ADAPTACYJNE” TECHNIKI SMAROWANIA. JAKIE MOGĄ MIEĆ ZNACZENIE DLA ŚRODOWISZKA?
Rozpowszechnienie komputerowego sterowania pracą maszyn stworzyło dogodne warunki do racjonalizacji dotychczas stosowanych technologii ich smarowania, na razie ten system adaptancyjny nie jest powszechny nie ma technologicznych przeszkód. W zespołach maszynowych nie wszystkie obrabiarki pracują równocześnie. Najczęściej występują sytuacje w których jedna lub kilka takich par spełnia jedynie rolę połączenia spoczynkowego. Smarowanie w tym czasie tych połączeń jest bezsensowne. Coraz częściej problem ten rozwiązuje się przez sterowanie elementami układu smarowania impulsowego, z wykorzystaniem ogólnego, komputerowego programu sterowania obrabiarką. Sterowanie układami smarowania, można być nadzorowane również w sposób automatyczny. Znaczenie dla środowiska: pełniejsze wykorzystanie maszyn=mniejsze ich zapotrzebowanie=mniej wykorzystywanej energii.
45.DLACZEGO KORZYŚCI ENERGETYCZNE SKĄPEGO SMAROWANIA SĄ RÓWNOCZEŚNIE EKOLOGICZNĄ KORZYŚCIĄ?
Celowość stosowania smarowania skąpego jest uzasadniona nie tyle oszczędnością środków smarowych(ochrona zasobów naturalnych), co oszczędnością energii, wynikającą ze zwiększenia sprawności skąpo smarowanych smarowania dwóch typów łożysk tocznych łożysk tocznych i przekładni zębatych, w szczególności wysokoobrotowych układów napędowych i zmniejszenie ilości substancji odpadowej (zanieczyszczanie środowiska). W takich zespołach maszynowych jak wrzeciona obrabiarek, zysk energetyczny jest znaczący, co ma również swoje odbicie w polepszeniu stabilności termicznej obrabiarek i podwyższonej dokładności prowadzonej na nich obróbki.
46. CO KONSTRUKTOR POWINEN WZIĄĆ POD UWAGĘ ABY PROJEKTOWANY PRZEZ NIEGO WYRÓB CHRONIŁ ŚRODOWISKO?
Do zbioru licznych kryteriów, które konstruktor musi brać pod uwagę przy tworzeniu nowej maszyny doszły kryteria dotyczące bezpośredniej relacji maszyna - środowisko. Chodzi przy tym nie tylko o to w jakim stopniu maszyna w okresie jej użytkowania obciążać będzie środowisko, ale również o to co dla środowiska oznaczać będzie jej likwidacja tzn jej przystosowaniem do recyklingu i bezproblemowej neutralizacji odpadów jakie powstaną przy jej likwidacji. Są to warunki niemniej ważne od spełnienia kryterium możliwie najmniejszego obciążenia środowiska w procesie użytkowania danej maszyny, a dotyczącego zwykle jej energo-i materiałochłonności. Środowiskowe nakłady(straty):zanieczyszczenie powietrza, wody, odpady stałe, uszczuplenie zasobów naturalnych. Przykład recykling samochodów-problem uwolnienia przewidywanej na złom konstrukcji od środków smarowych i płynów technologicznych.
47. NA CZYM POLEGAJĄ ALETRNATYWNE, PROEKOLOGICZNE ROZWIĄZANIEA WĘZŁÓW ŁOŻYSKOWYCH? PRZYKŁAD.
Nowe rozwiązania rozpatruje się pod kątem:
- zmniejszenia ilości użytych w procesie smarowania środków smarowych, można zapewnić decydując się na jedną ze znanych technik smarowania minimalnego: z pomocą smarów plastycznych, smarowania powietrzno-olejowego (p-o), natryskowego czy smarowania mgłą olejową. Możliwości stwarza alternatywne smarowanie z użyciem magnetycznych płynów smarujących znalazły one dotychczas zastosowanie głównie jako substancje uszczelniające wysokoobrotowe, lub pracujące w próżni, łożyska toczne.
- stosowania smarów stałych,( sproszkowane substancje smarowe, lakiery ślizgowe, samosmarujące materiały konstrukcyjne, powłoki z metali miękkich, metale porowate nasączane środkiem smarowym i materiały kompozytowe). We współczesnych konstrukcjach, w szczególności w mechanice precyzyjnej, przyrządach optycznych, budowie silników elektrycznych, technice kosmicznej i w konstrukcjach sprzętu gospodarstwa domowego, telekomunikacyjnego oraz komputerowego - samosmarujące materiały konstrukcyjne, powłoki z metali miękkich i metale porowate, znajdują powszechne zastosowanie.
- stosowania rozwiązań nie wymagających użycia środków smarowych. można wykorzystać: amorficzne metale, ceramiczne łożyska toczne, łożyska magnetyczne
48. JAK ZBUDOWANE SĄ TOCZNE ŁOŻYSKA CERAMICZNE I JKIE PROEKOLOGICZNE MAJĄ ZALETY?
Łożyska ceramiczne. Są to w zasadzie hybrydowe łożyska toczne zbudowane ze stalowych pierścieni współpracujących z ceramicznymi kulkami uzyskiwanymi w procesach wysokotemperaturowego, izostatycznego spiekania azotku krzemu Si3N4. Łożyska ceramiczne mogą pracować na sucho i to w bardzo wysokim zakresie temperatur, leżącym znacznie poza zakresem utraty swoich własności mechanicznych przez współpracujące z kulkami pierścienie łożysk tocznych. Nie bez znaczenia jest mały ciężar właściwy materiału ceramicznego, szczególnie pożądany w przypadku wysokoobrotowych łożysk tocznych.
49.NA CZYM POLEGA SKTUECZNOŚĆ HYBRYDOWYCH PIERŚCIENI USZCZELNIAJĄCYCH?
Powinny być stosowane przede wszystkim w hydraulice siłowej. Dla przykładu: nowego typu zespolone elementy uszczelniające typu Turcon-Stepseal-K zastosowane do uszczelnienia tłoczysk wysokociśnieniowych siłowników, zmniejszyły 10-krotnie przecieki w porównaniu do konwencjonalnych rozwiązań. Uszczelnienie to tworzą dwa pierścienie uszczelniające, pierścienie te, z wargą uszczelniającą, dociskane elastycznymi pierścieniami o przekroju okrągłym (typu „o-ring”), wykonanymi z tradycyjnych mieszanek kauczukowych. Dwa pierścienie ustalające położenie tłoczyska względem cylindra i przejmujące promieniowe obciążenia działające na to tłoczysko są wykonane z materiałów o niskim współczynniku tarcia. Pierścień zgarniający, osadzony na zewnętrznej stronie siłownika, ma przede wszystkim za zadanie chronić zespół pierścieni uszczelniających od wnikania zanieczyszczeń z zewnątrz.
50.JAKA JEST ZASADA DZIAŁANIA USZCZELNIENIA MAGNETYCZNEGO?
Pierścieniowe magnesy stałe, osadzone w odpowiednio ukształtowanych elementach obudowy, wytwarzają określone pole magnetyczne o natężeniu Φ. Pod działaniem tych pól ferromagnetyczna ciecz, będąca koloidalną suspensją ziaren Fe3O4 o wielkości rzędu 100* w oleju estrowym lub w diestrowym tworzy na obwodowych lub czołowych przewężeniach szeregowy układ stref uszczelniających wokół szczelin, jakie tworzą grzebieniowo ukształtowane obudowy magnesów z wirującymi powierzchniami walcowymi lub czołowymi. Połączenia stałe w takich zespolonych uszczelnieniach magnetycznych są zabezpieczone pierścieniami o przekroju okrągłym (typu „o-ring”). Są to niezwykle skuteczne pierścienie uszczelniające.
51. DLACZEGO CIECZE CHŁODZĄCO-SMARUJĄCE STANOWIĄ EKOLOGICZNY PROBLEM ?
Ponieważ koszty związane ze stosowaniem i neutralizacja stanowi w niektórych technologiach nawet 20% kosztów produkcji. Środki ch-sm powinny spełniać szereg wymagań takich jak: odporność na starzenie, nieagresywność wobec innych materiałów konstrukcyjnych, łatwość neutralizacji, możliwość zwiększenia trwałości przez uzdatnianie czyli regenerację chłodziw, obojętność i nietoksyczność dla człowieka, jak i neutralność zapachowa. Te wszystkie wymagania utrudniają proces neutralizacji środków ch-sm.
54. Obowiązujące w Polsce akty prawne (Rozporządzenia MPiPS z 1.02.1989 r.), ustalają dopuszczalne zanieczyszczenie powietrza olejem (pary, aerozole) w ilości 2,5 mg/m3, a przepisy (Rozporządzenie RM nr 248 z 14.12.1987), odpowiadające zagranicznym, określają dopuszczalne stężenie oleju w przemysłowych ściekach kanalizacyjnych na poziomie 50 mg/dm3.
55. nitrozoaminy - są to bardzo niebezpieczne dla człowieka substancje nierozkładalne biologicznie toksyczne dobrze rozpuszczające się w tłuszczach obecnych w organiźmie żywym. Mają one ponadto możliwość kumulowania się w organizmach żywych ,są rakotwórcze, uszkadzają system nerwowy i odpornościowy. Powstają one w odpadach ropopochodnych np. różnego rodzaju przepracowanych smarach, olejach i innych odpadach przemysłowych.
Toksyczność przepracowanych olejów jest spowodowana wynikiem kumulowania się w nich produktów starzenia się oleju, a w silnikach spalinowych również produktów powstających w procesach spalania. Może być także wynikiem niewłaściwe przeprowadzonej zbiórki , przechowywania i transportu lub oraz zastosowania nieodpowiedniej metody przetwarzania i regeneracji
57(2).Uzdatnianie cieczy technicznych (pielęgnacja)- nazywa się wszystkie działania i środki mające na celu przedłużenie okresu użytkowania danego płynu technicznego.
Jednym z podstawowych zabiegów uzdatniania jest ciągła lub okresowa filtracja. Mogą to być także kontrola stanu skażenia biologicznego oraz zapobieganie rozwojowi bakterii powodujących beztlenowy rozkład oleju. W zakres czynności pielęgnacyjnych wchodzi również utrzymywanie stałej wartości pH emulsji, sprawdzenie jej temperatury i koncentracji.
59.
Oleje i smary użyte w pracach formierskich
Środki smarowe do ochrony przed korozją
Olej do smarowania łańcuchów pił motorow.
Smary i oleje do rozjazdów i zwrotnic
Oleje do silników dwusuwowych
Oleje do smarowania lin stalowych
Smarowanie otwartych przekładni zębatych
Smarowanie narzędzi pneumatycznych
60. Do regeneracji nadają się oleje pochodzenia mineralnego i oleje syntetyczne. Roślinne oleje przemysłowe, wskutek starzeniowych procesów polimeryzacyjnych jakim podlegają w czasie użytkowania, neutralizuje się zwykle przez spalanie. W przypadku neutralizacji emulsji wodno-olejowych, niezbedne są skomplikowane instalacje i metody służące oddzieleniu oleju od wody (rozbicia emulsji), a także do dalszej neutralizacji wody poemulsyjnej
56.(1). ZGRUBNA
SEDYMENTACJI usuwa zaolejone wtrącenia stałe
WYPŁYWANIA usuwa tylko olej niezemulgowany, stosuje się podgrzewanie
ODWIROWANIA j.w.
FILTRACJI duża różnorodność filtrów, prasy filtracyjne
FLOTACJI mechaniczna lub elektrolityczna
KOALESCENCJI mała wydajność, stosowana w myjniach samochodowych
DOKŁADNE
CHEMICZNEJ KOAGULACJI niezbędne dodatkowe reagenty, problemy z dozowaniem oraz z chemicznym skażeniem wody
ULTRAFILTRACJI oczyszczanie b. dokładne, kosztowne membrany
ADSORPCJI stosowane w końcowej obróbce wody poemulsyjnej
TERMICZNA duża energochłonność
W większości przemysłowych instalacji do neutralizacji ścieków przemysłowych najczęściej występują one łącznie, w szczególności cztery pierwsze z grupy metod zgrubnego oczyszczania. Chemiczno-fizyczne metody oczyszczania są bardzo skuteczne, wymagają jednak stosowania złożonej instalacji W metodach tych wykorzystuje się zjawiska chemicznej flokulacji i koagulacji, a następnie fizyczne procesy filtracji i odwirowania. Proces kończy chemiczna neutralizacja wody poemulsyjnej.
58. Stosując racjonalne uzdatnianie cieczy chemicznych można 1,5-2,0-krotnie wydłużyć okresu pracy płynu, co powoduje zmniejszone do 60% zapotrzebowanie na nie, przy równoczesnej redukcji awarii układów. Przez to więcej szkodliwych substancji jest neutralizowana, mniej jej powstaje oraz mniejsze jest zapotrzebowanie na ciecze technolog.
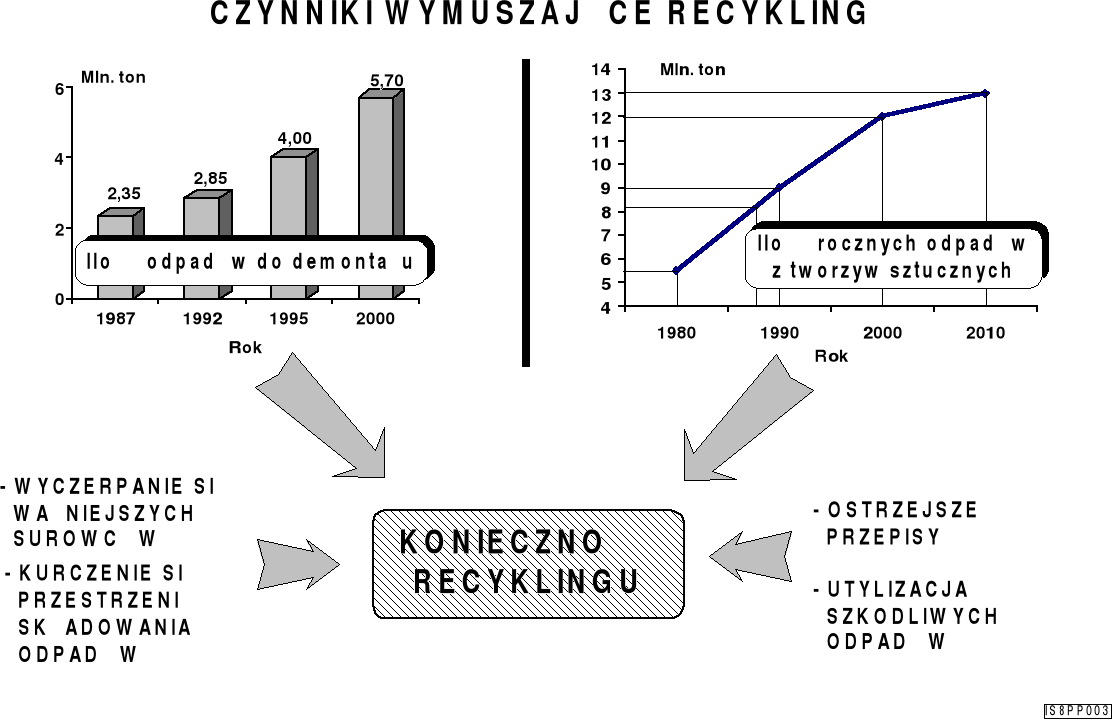
69. Jakie czynniki wymuszają konieczność stosowania recyklingu.
Ilość odpadów powstających w wyniku działalności przemysłowej i komunalno bytowej stanowi około 40% całej masy przetwarzanych w Polsce surowców, materiałów, energii i wyrobów (200 milionów ton rocznie). Szacuje się, że na składowiskach w Polsce zgromadzono w okresie ostatnich 200 lat 4 miliardy ton odpadów, z czego 4-5% wagowych to odpady komunalne. Tylko 26% odpadów jest wykorzystywanych gospodarczo. Odpady te zajmują około 180-200 tys. hektarów powierzchni i swoim oddziaływaniem (pylenie, skażenie wód powierzchniowych i podziemnych) degradują dużo większe obszary, niż bezpośrednio zajmują.
70. Jakie elementy powinna zawierać strategia gospodarki odpadami.
Strategia zintegrowanej gospodarki odpadami powinna opierać się na czterech podstawowych elementach, w hierarchicznej kolejności podam je poniżej:
- zminimalizowanie ilości i toksyczności wytwarzanych odpadów
- recykling lub powtórne wykorzystanie jak największej ilości wytworzonych odpadów,
- odzysk energii z pozostałych odpadów palnych (przy emisji zanieczyszczeń),
- bezpieczne składowanie pozostałych odpadów z zapewnieniem kontroli środowiska
71. Na czym polega recyrkulacja materiałowa w mechanicznych procesach technologicznych
Proces technologiczny w ujęciu systemowym można uznać za system składający się z wejść i wyjść oraz relacji między nimi. Występują w nim strumienie masowe (M), energetyczne (E), informatyczne (I) oraz zakłócenia (Z).
W strumieniu masowym na wejściu znajdują się materiały niezbędne do wytworzenia produktu, środki pomocnicze, narzędzia, płyny chłodząco-smarujące, pojemniki, uchwyty. Na wyjściu zamiast materiałów znajdują się natomiast gotowe produkty i odpady.
Możliwości recyrkulacji występują głównie w strumieniu masowym. Jako produkty uboczne występują w tego typu procesach odpady materiału wejściowego w postaci np. wiórów lub ażuru blachy, które po przetworzeniu ich w hucie wracają w postaci pełnowartościowego materiału wejściowego do kolejnego procesu technologicznego. Niektóre odpady w procesach produkcyjnych mogą bez jakiegokolwiek przetwarzania stanowić od razu materiał wejściowy do innych procesów technologicznych. Inną grupą środków w strumieniu masowym są płyny technologiczne, które nie podlegają zużyciu w trakcie produkcji jednej części i mogą być wykorzystywane wielokrotnie. Kolejną grupą środków technicznych w strumieniu masowym są narzędzia. Większość z nich poddawana jest typowej recyrkulacji, polegającej na tym, że narzędzia stępione po ostrzeniu mogą ponownie powrócić do procesu technologicznego.
Każdy złożony produkt (np. maszynę) należy traktować jako zbiór elementów, w odniesieniu do których obowiązywać powinna recyrkulację. Elementy te mogą być poddawane regeneracji i ponownie eksploatowane, lub gdy będą one wykonane z metalu, skierowane jako złom do ponownego przetopu w procesie hutniczym.
72. Jakie zalecenia zawiera dyrektywa UE odnośnie do odpadu powstającego przy likwidacji aut?
W roku 1991 Komisja Europejska zainicjowała wspólny dla krajów Unii program i strategi* post*powania w zakresie maksymalnego odzysku materiałów bądź energii w racjonalnie zorganizowanym procesie recyklingu przy likwidacji starych samochodów. Przyj*ty program ma zapewnić zrealizowanie uzgodnionej dyrektywy UE, w myśl której:
1. Od 1 stycznia 2005 roku najwyżej 15% wagi samochodu może być składowane jako odpad na składowiska.
2. Od 1 stycznia 2015 roku już tylko 5% wagi samochodu może stanowić odpad, reszta musi podlegać recyklingowi.
73. Problemy recyklingu materiałowego w procesie likwidacji starych samochodów
Poważnym problemem, zarówno technicznym jak i ekologicznym przy likwidacji starych pojazdów, jest uwolnienie przewidzianej na złom konstrukcji od środków smarowych i płynów technologicznych, o czym była mowa w jednym z wykładów. Płyny te to: resztki paliwa w baku, olej silnikowy, olej w skrzyni biegów i dyferencjale, olej w amortyzatorach, olej hydrauliczny, olej w układzie hamulcowym, płyn w chłodnicy, płyn do spryskiwania szyb, kwas w akumulatorze.
74. Jaka jest różnica między recyklingiem materiałowym, produktowym i energetycznym?
- Recykling materiałowy, w wyniku którego ze starych samochodów odzyskuje si* różne, gospodarczo przydatne materiały. Dotyczy to głównie wszystkich cz*ści metalowych, olejów i płynów eksploatacyjnych, szyb, niektórych cz*ści z tworzyw sztucznych.
- Recykling energetyczny, polegający na tym, że niektóre, palne cz*ści pochodzące z demontażu samochodu (opony, tworzywa sztuczne, tkaniny) stosuje si* jako paliwo w różnych procesach technologicznych np. w cementowniach. Recykling energetyczny jest najbardziej prymitywną formą recyklingu. Zużyte opony np. mogą niekiedy z powodzeniem być obiektem recyklingu materiałowego, gdyż wytwarzany z nich granulat stosuje si* do produkcji różnych wyrobów lub dodaje do masy przy produkcji nowych opon.
Recykling produktowy, szczególnie pożądany, w wyniku którego wymontowane cz*ści ze złomowanych samochodów, po regeneracji, mogą być ponownie użyte w innych samochodach, pełniąc te same funkcje. Recyklingowi produktowemu poddaje si* np. opony nadające si* do regeneracji polegającej na bieżnikowaniu.
75. Jak zorganizowany jest krajowy system recyklingu samochodów?
W warunkach polskich zaczynają si* dopiero tworzyć zalążki krajowego systemu recyklingu samochodów, organizującego się w trzech już istniejących regionalnych sieciach recyklingu starych samochodów (wielkopolskiej, dolnośląskiej i górnośląskiej) oraz czterech planowanych (pomorskiej, mazowieckiej, lubelskiej i małopolskiej). Regionalną sieć tworzą małe stacje demontażu samochodów, rozmieszczone w promieniu około 100 km wokół strzępiarek (młynów przemysłowych), współpracujących z przedsi*biorstwami przetwórczymi odzyskiwanych materiałów.
76. Na czym polega "strategia 3xRe" ograniczenia odpadów po opakowaniach?
celu ograniczenia obciążenia środowiska odpadami pochodzącymi z opakowań, realizuje się w krajach UE tzw. „strategię „3 x Re”:
⇒ Reduction at source - ograniczenie do niezbędnego minimum ilości opakowań,
⇒ Reuse - wielokrotne użycie tych samych opakowań,
⇒ Recycling - wtórne przetwarzanie opakowań.
77. Jakie są sposoby zagospodarowania zużytych, wielowarstwowych opakowań po napojach?
W procesie recyrkulacji opakowań aseptycznych możliwe są różne alternatywne metody postępowania:
Najprostsza metoda utylizacji opakowań wielowarstwowych polega na ich spalaniu w całości. Ze spalenia dwóch ton takich odpadów można uzyskać energię odpowiadającą spaleniu jednej tony węgla.
Oddzielenie składników. Technologia oddzielania włókien celulozowych od folii polietylenowej i aluminiowej wymaga stosowania specjalistycznych maszyn, oddzielających włókna papiernicze w procesie ich wypłukiwania
a) Wtórna masa papiernicza (recyrkulowane włókna papiernicze) - wykorzystania alternatywne
* Produkty papiernicze
- bibuła, papier toaletowy
- papier opakowaniowy, torby na zakupy
- niektóre gatunki papieru gazetowego i papieru do pisania
* Produkty formowane z masy celulozowej
- opakowania na jajka, pudełka na żywność, palety na owoce itp.
* Produkty izolacyjne
- izolacje celulozowe (porowate)
- włókna wilgotne (kleje wodne)
- płyty budowlane
* Kartonowo-gipsowe płyty ścienne
* Wypełniacze
- farby, masy uszczelniające itp.
* Specjalne możliwości wykorzystania
- jako materiał stosowany przez plastyków do wykonywania dekoracji itp.
- do wytwarzania papierów z jedwabistym połyskiem (silk paper)
* Kompostowanie
b) Mieszanina folii aluminiowej i polietylenowej
Odzyskiwanie składników
Spalanie
Rozdrabnianie całych opakowań (płyty izolacyjne i meble)
78. Podać przykłady recyklingu tworzyw sztucznych.
Udaną próbę recyrkulacji odpadów produkcyjnych i zużytych produktów ze zmiękczonego PCW podjęto w 1991 roku w Wytwórni Artykułów z Tworzyw Sztucznych w Szczytnie. Przetwarza się w nich zużytą sztuczną skórę, izolację kabli, odpady technologiczne, wykładzinę podłogową, podeszwy butów i płytki PCW. Po myciu i segregacji są one rozdrabniane za pomocą krajarki gilotynowej oraz rozdrabniarki walcowej. Rozdrobnione odpady wraz z odpowiednimi dodatkami wprowadza się partiami do walcarki i wykonuje z nich folię polimerową grubości 1 mm. Folia taka znajduje zastosowanie na pokrycia dachowe, izolację przeciw wilgoci, uszczelniania wysypisk komunalnych. Wyniki odpowiednich badań potwierdzają spełnienie przez taką folię wymagań odpowiednich norm PN i BN i wymagań dla folii budowlanej.
Podobnie próby recyrkulacji podjęto dla twardego (nieplastyfikowanego) PCW, używanego głównie do produkcji ram okiennych i drzwiowych. Z wielu metod utylizacji odpadów twardego PCW znane jest wysokotemperaturowe spalanie (ok. 1000oC) z zabezpieczeniem przed wydzielaniem się dioksyn, nie stanowiące zagrożenia dla ludzi i środowiska naturalnego. Jedną z nowych możliwości jest zastosowanie twardego PCW zmieszanego z innym tworzywem termoplastycznym do wykonywania słupków przydrogowych. Udział PCW jako odpadu okiennego i drzwiowego w masie słupka wynosi 93%, zaś tworzywa termoplastycznego (akrylonitryl-butadien-styren ABS) tylko 7%. Otrzymane w ten sposób słupki spełniają dobrze stawiane im wymagania.
79. Na czym polega recykling produktowy przy likwidacji komputerów?
Recykling produktowy polegającego na wtórnym wykorzystaniu zregenerowanych i sprawnych komputerów, lub wykorzystaniu w nowych konstrukcjach modułów i zespołów pochodzących z demontażu wycofywanego sprzętu.
80. Co zawierają i jak utylizuje się odpady budowlane?
Jako odpady budowlane rozumie się beton zbrojony lub nie, cegły i odpady asfaltu. Materiał wejściowy do procesu recyrkulacji może powstać bezpośrednio u producenta materiałów budowlanych lub w miejscu jego zalegania, np. w miejscu wyburzeń lub remontu zabudowań. Podstawowym zabiegiem w procesie uzdatniania tego rodzaju odpadów jest ich rozdrobnienie. Należy także przewidzieć możliwość oddzielania i wychwytywania elementów stalowych, które by mogły obniżyć cechy produktu końcowego. Jego przydatność do określonych celów zależy od granulacji rozdrobnionego odpadu. Kolejnym etapem procesu uzdatniania odpadu jest zatem jego sortowanie na różne frakcje wymiarowe.
38. Techniczne i ekologiczne aspekty skąpego smarowania smarem plastycznym? Zalety i ograniczenia.
Smary plastyczne stosuje się zarówno w budowie maszyn jak i w różnego rodzaju procesach technologicznych. Bezsprzecznie dominującą dziedziną ich zastosowania jest smarowanie łożysk tocznych. Rozróżnia się przy tym dwie techniki:
- smarowanie przewidujące dosmarowywanie węzłów tarcia w okresie ich eksploatacji,
- smarowanie bezobsługowe (for life lubrication), nie przewidujące dosmarowywania.
W zasadzie tylko ta ostatnia technika może być uznawana za technikę skąpego smarowania.
Takie smarowanie wcale nie musi oznaczać przyspieszonego zużycia węzłów tarcia, a w przypadku dużych prędkości ruchu względnego smarowanych powierzchni (wysokoobrotowe łożyska toczne) pozwala na znaczne zwiększenie sprawności.
Skąpe smarowanie upraszcza również problem doboru oleju odpowiedniego, co do lepkości, doboru zmuszającego często konstruktorów i użytkowników maszyn do podejmowania kompromisowych decyzji.
Przy skąpym smarowaniu nie tyle lepkość, co ilość oleju będącego w dyspozycji węzła tarcia decydować będzie o grubości warstwy smarowej. Hydrodynamiczne opory ruchu skąpo smarowanych łożysk będą, zatem w znacznie mniejszym stopniu zależeć od lepkości oleju, jaki się wybierze do ich smarowania.
Do proekologicznych technik smarowania, najlepiej spełniających wymienione wyżej kryteria, zalicza się bez wątpienia każdy rodzaj smarowania bezobsługowego, będącego specyficznym przypadkiem smarowania w układzie zamkniętym. Realizowane ono może być z użyciem smarów stałych, smarów plastycznych, lub z pomocą oleju związanego w specjalnego typu porowatych materiałach konstrukcyjnych lub rezerwuarach oleju w postaci poduszek filcowych, samoczynnych dozowników itp.
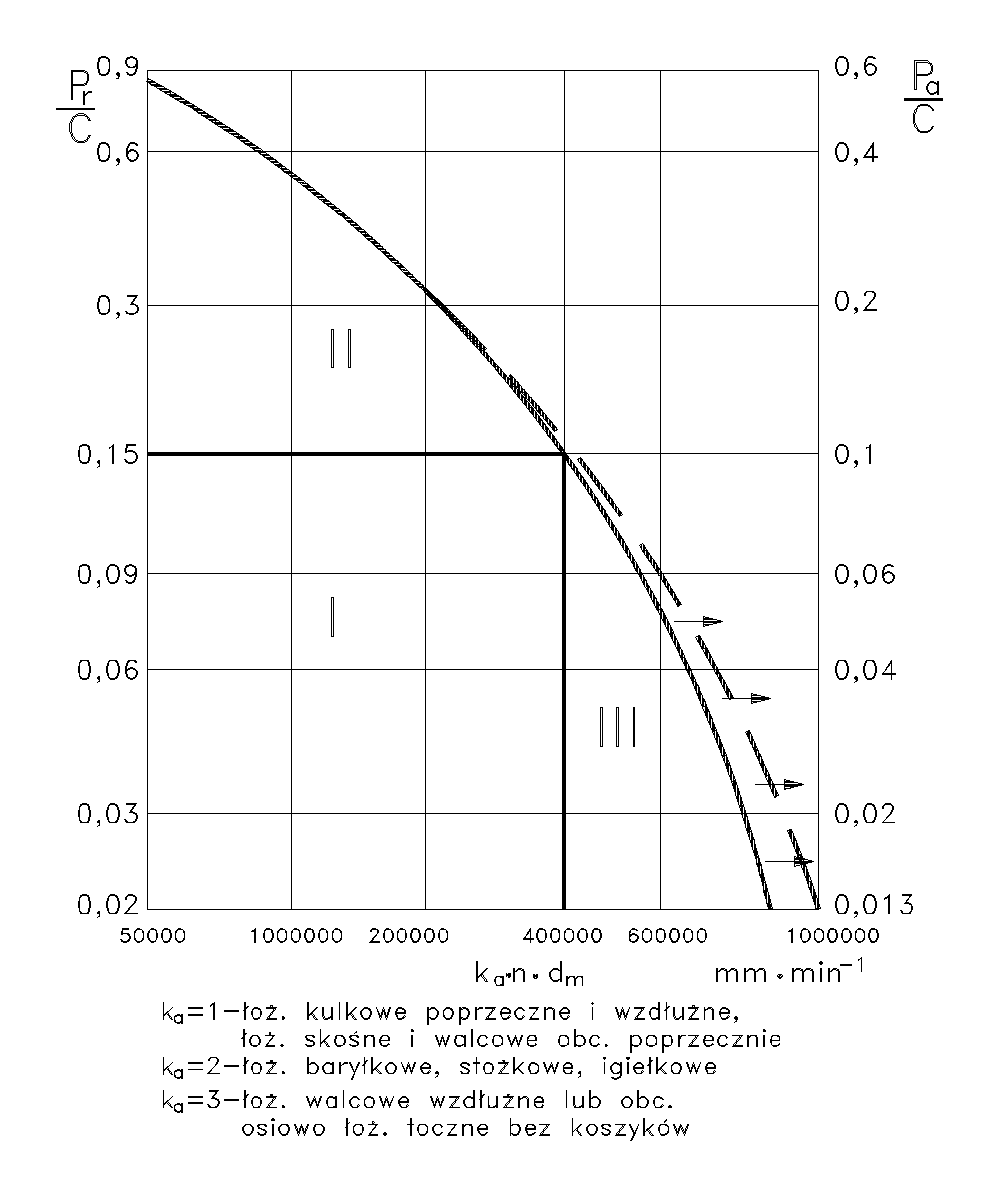
39. Przedstawić na wykresie zasady stosowania smarów plastycznych do łożysk tocznych?
52. Jakie składniki zawierają techniczne ciecze chłodząco - smarujące?
CIECZE CHŁODZĄCO-SMARUJĄCE |
|||
|
|
|
|
Nieemulgujące oleje technologiczne |
|
Ciecze chłodząco-smarujące na bazie wody * emulsje * roztwory |
|
- oleje mineralne |
|
- oleje mineralne |
|
- estry syntetyczne i roślinne |
|
- estry syntetyczne i roślinne |
+ woda |
- poliglikole |
|
- poliglikole |
|
+ Dodatki typu AW (antiwear) - zmniejszające zużycie ścierne |
|||
- związki fosforu - związki siarki |
|
- estry kwasów tłuszczowych - poliglikole |
|
+ Dodatki typu EP (extreme presure) - zwiększające odporność na wysokie ciśnienia |
|||
- wielosiarczki - estry kwasu tłuszczowego |
|
- związki fosforu i siarki |
|
+ Inhibitory korozji |
|||
- sulfoniany - pochodne kwasu dwukarboksylowego |
|
- alkanoloaminy - siarczany alkilowe kwasu węglowego |
|
+ Dodatki antypienne i antymgłowe |
|||
- polimery węglowodorowe |
|
- silikony, polisilikony - polimery organiczne |
|
+ Emulgatory |
|||
- |
|
- sulfoniany - amidy kwasów tłuszczowych - alkohole alifatyczne |
|
+ Dodatki konserwujące (biobójcze) |
|||
- |
|
- formaldehyd (pochodne) |
|
53. Jakie zagrożenia dla operatorów obrabiarek niesie kontakt z cieczami obróbkowymi ?
Bezpośrednie, negatywne oddziaływanie cieczy chłodząco-smarujących na człowieka odbywa się przez:
- kontakt skóry rąk z chłodziwem,
- drogą pokarmową (w wyniku niedostatecznej higieny osobistej i bezpośredniego otoczenia),
- przez wdychanie par i mgły olejowej,
- drażniące oczy oddziaływania par i aerozoli.
.Do uznanych chorób zawodowych wynikających z długotrwałego kontaktu z chłodziwami zalicza się: - choroby skóry (dermatozy), choroby dróg oddechowych, choroby nowotworowe, zarówno płuc jak i żołądka. Najczęstszą kategorią chorobową są jednak choroby skóry. Zapada na nie około 20% populacji pracowników narażonych na długotrwały kontakt z chłodziwami
Rozróżnia się trzy rodzaje chorób skóry wywołanych chłodziwami:
- toksyczne egzemy kontaktowe, spowodowane przeniknięciem substancji trujących przez skórę, najczęściej rąk, wywołujących u każdego człowieka, niezależnie od jego wrażliwości, nieuniknione podrażnienia. Egzemy te powstają najczęściej wskutek niewłaściwego obchodzenia się z emulsjami i są możliwe do uniknięcia przy stosowaniu odpowiednich środków ochronnych.
- alergiczne egzemy kontaktowe wynikają z indywidualnej wrażliwości, uzależnionej od immunologicznej reakcji poszczególnych osób na alergenty. Udział tego typu zachorowań, trudnych w leczeniu, stale rośnie. Za główne alergenty uważa się dodatki biobójcze (np. formaldehyd) i dodatki antykorozyjne, zawierające aminy.
- dermatozy wywołane zniszczeniem osłony biologicznej skóry. Jest to najczęstszy przypadek zachorowań wywołany dłuższym, bezpośrednim kontaktem skóry z emulsjami. Przyczyna leży w niszczącym, naturalny płaszcz ochronny skóry, działaniu emulgatorów, dodatków myjących i antykorozyjnych. Dermatozy tego rodzaju mogą również wystąpić przy dłuższym kontakcie z olejami stosowanymi w obróbce skrawaniem.
66. Jak definiuje się odczyn pH i odczyn pOH, co one określają i jakie zachodzą między nimi reakcje ?
pH - odczyn kwasowości lub zasadowości. W chemii odczyn pH lub pOH nazywa się wykładnikiem jonów wodorowych (pH) lub wodorotlenkowych (pOH) i charakteryzuje ilościowo odczyn kwasowości lub zasadowości roztworu. Jest on definiowany jako ujemny logarytm dziesiętny stężenia molowego jonów wodorowych (H+) lub wodorotlenkowych (OH-) w roztworze.
Zatem pH = - log(H+), zaś pOH= -log(OH-).
Ponieważ dla czystej wody, a także dla rozcieńczonych roztworów kwasów, zasad lub soli, w których znajdują się różne ilości jonów wodorowych i wodorotlenowych jest spełniony warunek (H+) * (OH-) = 10-4 to pH + pOH = 14
W zależności, zatem od ilości jonów wodorowych i wodorotlenkowych wszystkie roztwory możne podzielić na:
dla pH = 7 (H+) = (OH-) roztwory obojętne,
dla pH < 7 (H+) > (OH-) roztwory kwaśne,
dla pH > 7 (H+) < (OH-) roztwory zasadowe.
67. Jakie czynniki wymuszają konieczność stosowania recyklingu?
Ilość odpadów powstających w wyniku działalności przemysłowej i komunalno - bytowej stanowi około 40% całej masy przetwarzanych w Polsce surowców, materiałów, energii i wyrobów (200 milionów ton rocznie). Szacuje się, że na składowiskach w Polsce zgromadzono w okresie ostatnich 200 lat 4 miliardy ton odpadów, z czego 4-5% wagowych to odpady komunalne. Tylko 26% odpadów jest wykorzystywanych gospodarczo. Odpady te zajmują około 180-200 tys. hektarów powierzchni i swoim oddziaływaniem (pylenie, skażenie wód powierzchniowych i podziemnych) degradują dużo większe obszary, niż bezpośrednio zajmują.
WYIENIĆ ZALETY I WADY ESTRÓW OLEJU RZEPAKOWEGO
Naturalny olej rzepakowy zbudowany jest z cząstek trójglicerydów, trójestrów, gliceryny i kwasów tłuszczowych. Oleje organiczne w swej surowej postaci nie nadają się do zastosowań przemysłowych. W procesach zwanych transestryfikacją uzyskuje się przetworzone formy naturalnego oleju rzepakowego w postaci glicerynowych estrów kwasów karboksylowych wyższych rzędów. Podobnie jak i pozostałe oleje roślinne zawiera on nietrwałe termiczne wiązania węglowodorowe i etylenowe oraz grupy estrów, łatwo podlegające hydrolizie w środowisku wodnym, co decyduje o ich szybkiej biodegradowalności. Mimo tych bardzo poważnych wad, estry oleju rzepakowego stosowane są na szeroką skalę w przemyśle, między innymi jako domieszki (do 3%) do olejów napędowych dla silników wysokoprężnych, poprawiając między innymi pod względem ekologicznym skład spalin. W dziedzinie smarowania maszyn, stosowane są już powszechnie jako oleje smarowe do pił spalinowych, stosowanych w leśnictwie i sadownictwie. W kolejnictwie do smarowania rozjazdów oraz obrzeży kół, jako oleje do form w budownictwie, a także coraz częściej jako oleje hydrauliczne do agregatów hydraulicznych występujących w maszynach roliczych i drogowych.
Z dodatkami uszlachetniającymi, inteligentnie dobranymi, rafinat oleju rzepakowego uzyskuje doskonałe własności antykorozyjne, antyzużyciowe i antypienne. Bez inhibitorów znacznie zwiększa swoją lepkość w procesie starzenia, co jest wynikiem procesów polimeryzacyjnych. Ten efekt starzenia stwarza pewne problemy eksploatacyjne np. w układach hydraulicznych gdzie z powodu tworzących się w rozdzielaczach osadów, mogą wystąpić zakłócenia w sterowaniu.
Estry oleju rzepakowego mieszają się z olejem mineralnym w każdym stosunku - z wodą bardzo słabo [0,1%].
Przepracowanych olejów rzepakowych nie można poddawać powtórnej rafinacji- podlegają one spaleniu
TECHNIKI PROEKOLOGICZNEGO SMAROWANIA
Stopień skażenia środowiska, wynikający ze stosowania określonej smarowania jest tym większy im więcej środków smarowych przedostanie się wprost lub pośrednio do środowiska w procesie smarowania maszyny. Mało obciążające środowisko, techniki smarowania to takie, w których:
Smarowanie odbywa się w tzw. układzie zamkniętym
Stosuje się małe ilości środowiska smarowego
Uzyskuje się maksymalną sprawność smarowanych węzłów
Do proekologicznych technik smarowania, najlepiej spełniających wymienione wyżej kryteria zalicza się bez wątpienia każdy rodzaj smarowania bezobsługowego, będącego specyficznym przypadkiem smarowania w układzie zamkniętym. Realizowane ono może być z użyciem smarów stałych, smarów plastycznych lub z pomocą oleju związanego w specjalnego typu porowatych materiałów konstrukcyjnych lub rezerwuarowych oleju w postaci poduszek filcowych, samoczynnych dozowników itp.
W przypadku stosowania olejowego smarowania węzłów tarcia w układach otwartych, nacisk należy położyć na spełnienie drugiego kryterium. Jest ono ważne w szczególności wówczas gdy duże są prędkości ruchów względnych smarowanych powierzchni, bo zapewnia równocześnie maksymalną sprawność węzłów. Do technik skąpego smarowania olejowego w układach otwartych, zalicza się :
smarowanie mgłą olejową
smarowanie powietrzno - olejowe
smarowanie natryskowe
Badania i praktyka przemysłowa ostatnich lat potwierdziły wielokrotnie że skąpe smarowanie wcale nie musi oznaczać przyspieszonego zużycia węzłów tarcia a w przypadku dużych prędkości ruchu względnego smarowanych powierzchni pozwala na znaczne sprawności
Praca pochodzi z serwisu www.e-sciagi.pl
Wyszukiwarka
Podobne podstrony:
sciagi, EKOLOGIA, EKOLOGIA - nauka biologiczna o strukturze i funkcjonowaniu żywej przyrody; obejmuj
ekologia!, Automatyka i Robotyka, Semestr 2, Ekologia i zarządzanie środowiskiem, ściągi
ekologia krajobrazu- sciagi, materiały, ekologia
szczecin krajobraz ekologiczny, Nauka ściągi
Ekologia Miniskrypt, Nauka ściągi
kartkowka 4, Automatyka i Robotyka, Semestr 2, Ekologia i zarządzanie środowiskiem, ściągi
Ekologia grupa A, Testy i ściągi, Gimnazjum, Biologia
ekologia sciagi, Studia, UTP Ochrona środowiska, I rok, Semestr II, Ekologia
ekologia - sciagi, Ekologia
EKOLOGIA sciagi
Czynnik środowiskowy, a czynnik ekologiczny
Pedagogika ekologiczna z uwzględnieniem tez raportów ekologicznych
Określenie terminu ekologia Podział ekologii z uwzględnieniem
EkologiaIOchronaSrodowiska Wyklad 2
więcej podobnych podstron