WYKŁAD 10
TECHNICZNA ORGANIZACJA PRODUKCJI
1. Układy stanowisk pracy
rodzajowy - grupowanie stanowisk tego samego rodzaju np.: tokarki, frezarki, strugarki itp. Jego zaletą jest duża elastyczność pozwalająca na szybką i łatwą zmianę asortymentu wyrobów. Stopień wykorzystania obrabiarek może być wysoki i zależy on od sprawności organizacyjnej zakładu i doboru parku obrabiarkowego do programu produkcyjnego. Ponadto nadzór nad grupa obrabiarek jest łatwy. Układ Teb stosujemy do produkcji mało i średnioseryjnej.
układ potokowy - ustawienie obrabiarek zgodnie z procesem technologicznym - linia produkcyjna.
Zalety:
krótszy cykl produkcyjny,
mniejsza powierzchnia produkcyjna,
niższa wartość robót w toku,
sprawne i krótkie drogi transportowe.
Wady:
niższy stopień wykorzystania obrabiarek z różnic czasu trwania poszczególnych operacji i rytm produkcji wyznacza tutaj najdłużej trwająca operacja. W operacjach krótszych obrabiarki posiadają pewien czas postoju.
Technologia opracowana w tym układzie powinna zapewnić jak najkrótsze postoje.
mieszany - ustawienie obrabiarek tak, aby część operacji wykonywana była potokowo, a pozostała w układzie rodzajowym,
gniazda obróbcze - ustawienie obrabiarek tak, aby możliwa była obróbka pewnych specyficznych części jak np. gniazdo kół zębatych, gniazdo wałów wpustowych, gniazdo wrzecion.
Sposób opracowania dokumentacji w zależności od układu stanowisk:
dla układu rodzajowego - należy zwrócić uwagę na możliwość skrócenia czasu produkcyjnego poprzez podział procesu na możliwie małą liczbę operacji Dobór odpowiedniej liczby operacji uzależniony od ustawienia parku maszynowego.
dla układu potokowego - staranność opracowania musi być bardzo duża. Niemożna tu pominąć żadnej operacji, gdyż dostawienie obrabiarki do linii produkcyjnej jest bardzo kłopotliwe.
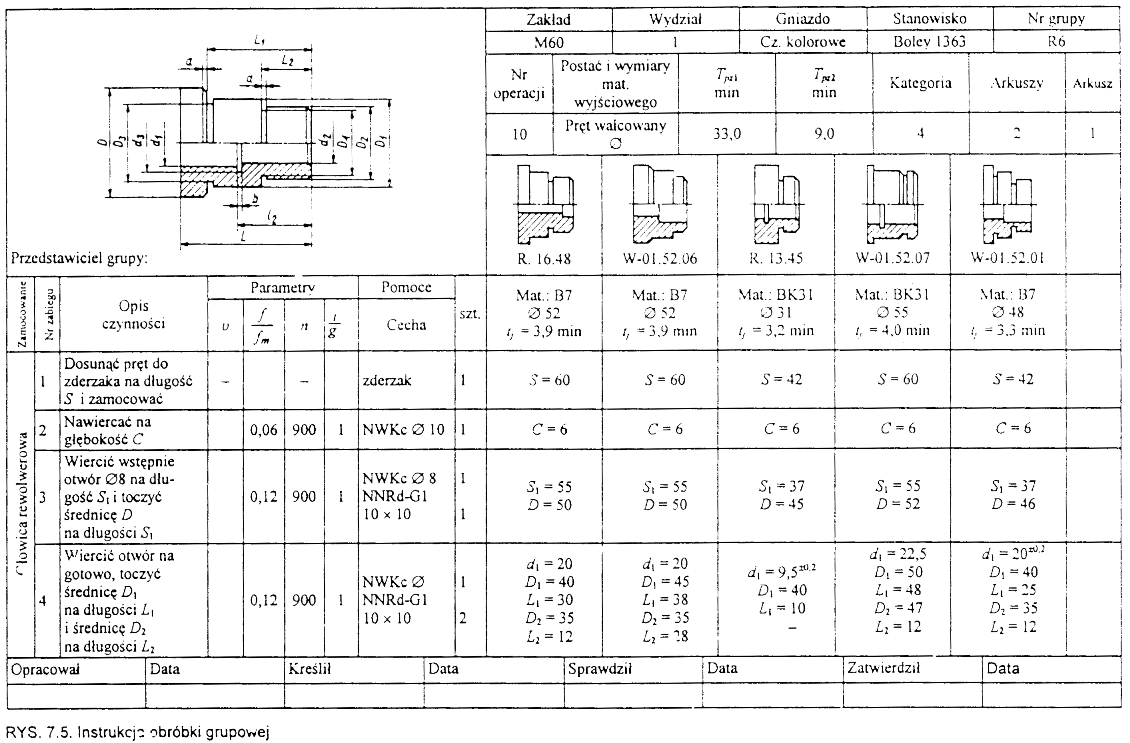
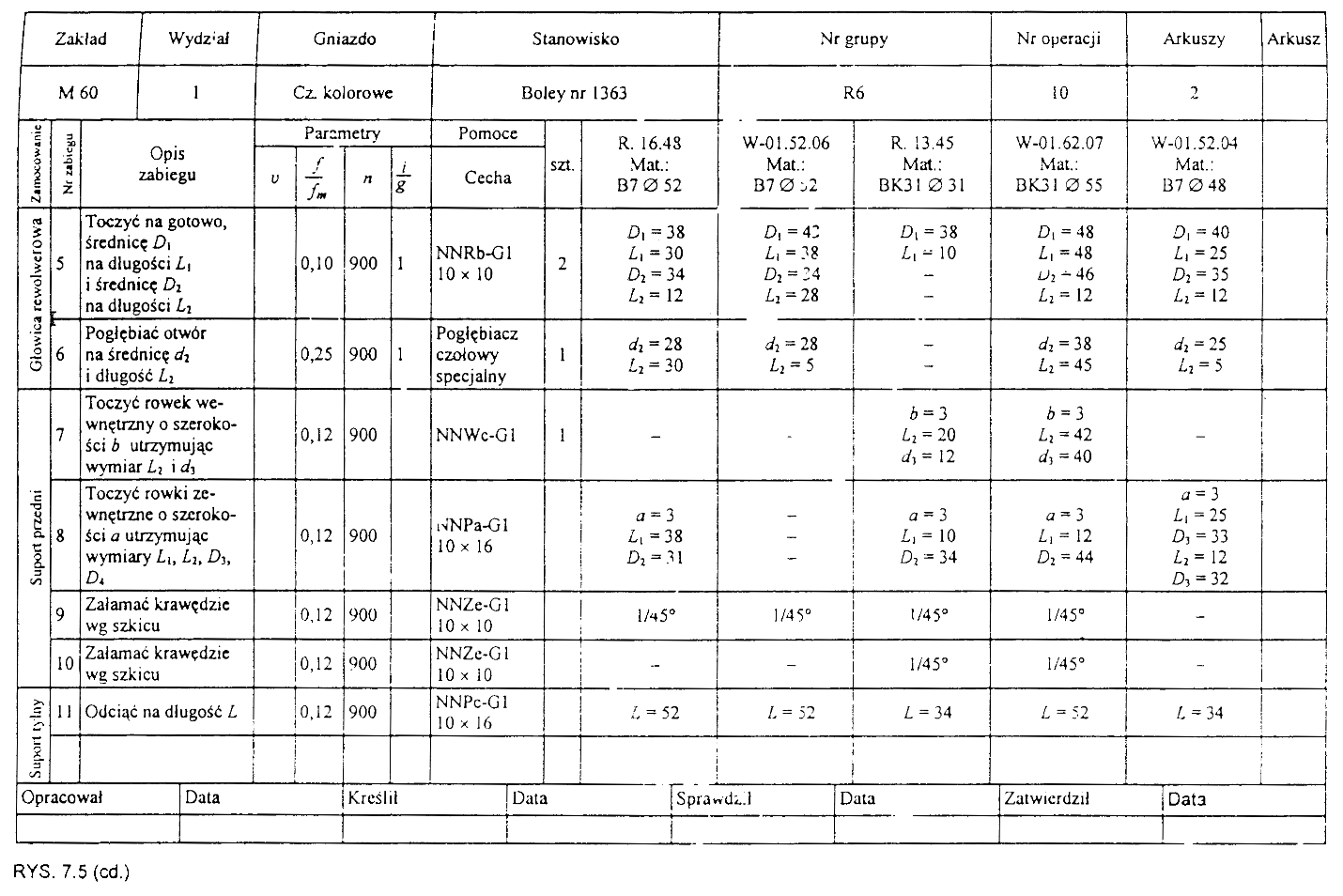
Obróbka grupowa
Obróbka grupowa - polega na takim zaplanowaniu obróbki, aby na jednym stanowisku przy jednym złożonym oprzyrządowaniu możliwa była obróbka grupy przedmiotów technologicznie podobnych.
Podobieństwo to określane jest poprzez kształt przedmiotu oraz materiał z jakiego jest wykonany (wałki stopniowe, tuleje, tarcze itp.).
Plan obróbki tego przypadku jest jeden dla całej grupy przedmiotów.
Wyszukiwarka
Podobne podstrony:
TiOB- WYKŁADY, STUDIA, semestr 5, Organizacja Produkcji Budowlanej & Ekonomika Budownictwa, TioB
00 Program nauki technik organizacji produkcji filmowej i telewizyjnej 313 07
Organizacja technicznego przygotowania produkcji prac rozwojowych Kawecka Endler
wykłady procesy i techniki produkcyjne
WYKŁAD 14kpl TECHNOLOGICZNE I EKONOMICZNE ASPEKTY WYBORU SURÓWKI, dla AiR
,organizacja produkcji budowalnych, pozwolenie na budowę i użytkowanie dla domku jednorodzinnegox
TECHNIKA I ORGANIZACJA HOTELARSTWA - wykład, TECHNIKA I ORGANIZACJA HOTELARSTWA (wykłady)
Rolnicza produkcja roślinna-wykład, Technikum rolnicze, Produkcja roślinna
Ogólna specyfikacja techniczna wykonania i odbioru robot - szablon, Budownictwo, Rok IV, Organizacja
WYKŁAD 11kpl CHROPOWATOŚĆ I STRUKTURA WARSTWY WIERZCHNIEJ, dla AiR
Ogólna specyfikacja techniczna wykonania i odbioru robot - szablon (2), Budownictwo AGH 1, Propsy na
Zarządzanie strategiczne - wykłady, Organizacja produkcji filmowej i telewizyjnej
wyklad14, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od majka, Spra
Metody i techniki organizatorskie w zarz±dzaniu wykład
Nawoży organiczne, Technikum rolnicze, Produkcja roślinna
WYKŁAD 20kpl Operacje kontroli, dla AiR
orgte do nauki beta3, Semestr 3, SEMESTR III, Organizacja technicznego przygotowania produkcji
WYKŁAD 13kpl KRYTERIA DLA OCENY PROCESU TECHNOLOGICZNEGO, dla AiR
więcej podobnych podstron