Politechnika Częstochowska
Wydział Elektryczny
Zakład Organizacji Procesów Produkcyjnych
Projekt organizacji technicznego przygotowania produkcji nowego wyrobu przy wykorzystaniu metody PERT
1. Dane
L.p. |
Lista czynności podstawowych |
Symbol |
Czas [h] |
1 |
Zaplanowanie produkcji |
A |
38 |
2 |
Opracowanie dokumentacji konstrukcyjnej |
B |
98 |
3 |
Opracowanie dokumentacji technologicznej |
C |
44 |
4 |
Opracowanie dokumentacji warsztatowej |
D |
75 |
5 |
Zamówienie materiałów do wykonania części |
E |
10 |
6 |
Zamówienie elementów gotowych do montażu |
F |
8 |
7 |
Dostarczenie materiałów |
G |
38 |
8 |
Dostarczenie elementów gotowych |
H |
18 |
9 |
Opracowanie instrukcji obsługi |
J |
6 |
10 |
Przepisanie instrukcji obsługi na matrycę |
K |
15 |
11 |
Powielenie instrukcji obsługi |
L |
28 |
12 |
Złożenie instrukcji obsługi |
M |
45 |
13 |
Wykonanie części mechanicznej |
N |
120 |
14 |
Zlecenie wykonania niektórych elementów w ramach kooperacji |
O |
35 |
15 |
Dostarczenie elementów wykonanych w kooperacji |
P |
100 |
16 |
Zamówienie opakowań |
R |
24 |
17 |
Dostarczenie opakowań |
S |
135 |
18 |
Montaż wyrobu i odbiór przez kontrolę jakości |
T |
46 |
19 |
Przygotowanie gotowego wyrobu do wysyłki (pakowanie) |
U |
10 |
20 |
Ekspedycja |
W |
24 |
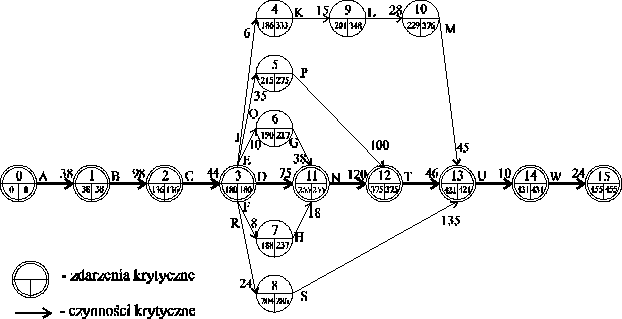
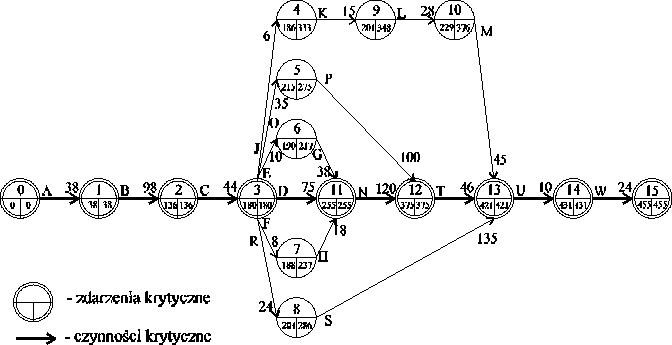
2. Sieć zależności między działaniami wyróżnionymi w planie przedsięwzięcia
3. Wyniki terminów i luzów czasowych zdarzeń
![]()
- luz czasowy zdarzeń
![]()
- najwcześniejszy możliwy termin zajścia zdarzenia
![]()
- najpóźniejszy możliwy termin zajścia zdarzenia![]()
Nr zdarzenia |
Termin zaistnienia zdarzenia |
Luz czasowy |
|
|
Najwcześniejszy możliwy |
Najpóźniejszy możliwy |
|
0 |
0 |
0 |
0 |
1 |
38 |
38 |
0 |
2 |
136 |
136 |
0 |
3 |
180 |
180 |
0 |
4 |
186 |
333 |
147 |
5 |
215 |
275 |
60 |
6 |
190 |
217 |
27 |
7 |
188 |
237 |
49 |
8 |
204 |
286 |
82 |
9 |
201 |
348 |
147 |
10 |
229 |
376 |
147 |
11 |
255 |
255 |
0 |
12 |
375 |
375 |
0 |
13 |
421 |
421 |
0 |
14 |
431 |
431 |
0 |
15 |
455 |
455 |
0 |
4. Wyniki obliczenia terminów czynności i całkowitych zapasów czasu
![]()
- całkowity zapas czasu dla dowolnej czynności
Czynność |
Termin |
Całkowity zapas czasu |
||||
|
Początek |
Koniec |
|
|||
ij |
tij |
NWP Ti(0) |
NPP NPK-tij |
NWK NWP+tij |
NPK Tj(1) |
|
|
|
|
|
|
|
|
A |
38 |
0 |
0 |
38 |
38 |
0 |
B |
98 |
38 |
38 |
136 |
136 |
0 |
C |
44 |
136 |
136 |
180 |
180 |
0 |
D |
75 |
180 |
180 |
255 |
255 |
0 |
E |
10 |
180 |
180 |
190 |
217 |
27 |
F |
8 |
180 |
180 |
188 |
237 |
49 |
G |
38 |
190 |
217 |
255 |
255 |
27 |
H |
18 |
188 |
237 |
255 |
255 |
49 |
J |
6 |
180 |
180 |
186 |
333 |
147 |
K |
15 |
186 |
333 |
201 |
348 |
147 |
L |
28 |
201 |
348 |
229 |
376 |
147 |
M |
45 |
229 |
376 |
421 |
421 |
147 |
N |
120 |
255 |
255 |
375 |
375 |
0 |
O |
35 |
180 |
180 |
215 |
275 |
60 |
P |
100 |
215 |
275 |
375 |
375 |
60 |
R |
24 |
180 |
180 |
204 |
286 |
82 |
S |
135 |
204 |
286 |
421 |
421 |
82 |
T |
46 |
375 |
375 |
421 |
421 |
0 |
U |
10 |
421 |
421 |
431 |
431 |
0 |
W |
24 |
431 |
431 |
455 |
455 |
0 |
5. Wnioski
Powyższy projekt dotyczy organizacji technicznego przygotowania produkcji nowego wyrobu przy wykorzystaniu metody PERT. Stosowanie takiego projektu nie ma sensu, jeżeli chodzi o przedsięwzięcia, dla których czas wykonania jest porównywalny z czasem wykonania projektu. Jednakże organizacja produkcji jest rzeczą niezwykle ważną w przedsięwzięciach o dużej skali, gdzie w grę wchodzą olbrzymie koszty związane z wdrożeniem produktu do sprzedaży. Wykonanie takiego projektu pozwala znacznie skrócić czas procesu produkcji, a co za tym idzie obniżyć te koszty.
Poza tym przy obecnym rozwoju konkurencji czas odgrywa olbrzymią rolę, a utrzymanie się na rynku jest niejednokrotnie uzależnione od szybkich posunięć taktycznych firmy.
Z projektu wynika, że czas potrzebny na wykonanie zadanego przedsięwzięcia wynosi 455 jednostek, natomiast wykonanie czynności jedna po drugiej zajęłoby 917 jednostek czasowych, a więc przeszło dwa razy więcej.
Droga krytyczna przedsięwzięcia przebiegnie poprzez zdarzenia: 0, 1, 2, 3, 11, 12, 13, 14, 15 oraz poprzez czynności: A, B, C, D, N, T, U, W.
2
Wyszukiwarka
Podobne podstrony:
projektowanie procesów technologicznych F
karta ins3, Politechnika Poznańska (PP), Projektowanie procesów technologicznych, Projekt, Projekt t
Projektowanie procesów
Projektowanie Procesów Technologicznych (2)
PROJEKT PROCESU BADAWCZEGO
Projektowanie procesow - sciaga matka(1), 1
Projektowanie procesow - sciaga matka(1), 1
02 01 2011 Projektowanie Procesow w VTECid 3497 ppt
projektowanie procesow technologicznych
Projekt procesow technologicznych zakres egzamin
Ściaga PPT pytania, Zarządzanie i inżynieria produkcji, Semestr 8, Projektowanie procesów technologi
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO ELEMENTU FREZOWANEGO SIŁOWNIKA
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO ELEMENTU FREZOWANEGO SIŁOWNIKA
Projektowanie procesów technologicznych dla części klasy
Feld M Podstawy projektowania procesów technologicznych typowych części maszyn
więcej podobnych podstron