S5006949 resize
40
Wykonanie n-obrotów śruby powoduje przesunięcie su portu 3 na odległość równą n-skoków śruby pociągową. Różnica wskazań czujnika w położeniu końcowym i początkowym stanowi błąd n-skoków śruby pociągowej, tzn. błąd skoku śruby na długości równej długości sprawdzianu. Najczęściej stosuje się sprawdziany o długości 300 mm, a więc błąd skoku śruby pociągowej będzie odniesiony do długości pomiarowej 300 mm, np.: 0,02 mm/300 mm.
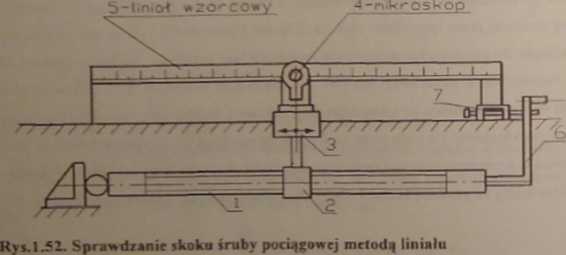
Metoda liniału polega na stwierdzeniu różnicy wymiaru rzeczywistego i nominalnego - n-skoków śruby pociągowej za pomocą liniału wzorcowego (rys. 1.52)
Mikroskopem 4 dokonuje się odczytu w dwóch położeniach, odległych o n-skokówśruby, uzyskanych poprzez n-krotne obrócenie śruby korbą 6 Różnica wskazania rzeczywistego i teoretycznego stanowi błąd skoku śruby na określoną długości pomiarowej, np. 0.03 mm/300
mm.
1.2. Ćwiczenia laboratoryjne
1.2.1. Badanie dokładności geometrycznej i próba pracą tokarki
1.2.1.1. Uwagi wstępne
Celem ćwiczenia jest sprawdzone, czy badana tokarka spełnia wymagania w zakresie dokładności geometryczną oraz dokładności kształtów o-wymiarową przedmiotów próbnie obrabianych w warunkach obróbki wykańczającą Sprawdzeniu dokładności poddana zostanie obrabiarka aktualnie eksploatowana, w związku z czym zmierzone odchyłki mogą być. wskutek
naturalnego zużycia elementów, wyższe od odchyłek dopuszczalnych Wartość odchyłek będzie więc rzutować na okres eksploatacji obrabiarki i może być czynnikiem decydującym o konieczności przeprowadzenie remontu.
1.2.1.2. Przebieg ćwiczenia
Opierając się na "Wytycznych sprawdzania dokładności geometrycznej" -pkt 1.1.5 i normie PN-57/M-5S6S1 przeprowadzić następujące pomiary geometryczne tokarki:
- prostoliniowość prowadnic łoża,
- równoległość przesuwu suportu w stosunku do osi wrzeciona i konika oraz równoległość prowadnic konika do przesuwu suportu,
- bicie promieniowe, czołowe i osiowe wrzeciona,
- równoległość osi wrzeciona i osi konika do przesuwu suportu,
- bicie osiowe i promieniowe śruby pociągowej,
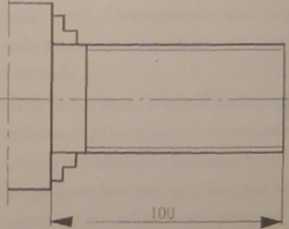
Rys. 1.53. Wałek toczony w uchwycie
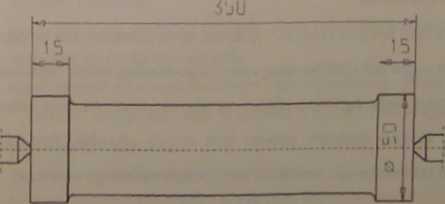
Rys. 1.54. Wałek toczony w kłach
- owalność oraz zbieżność wałka wg rys. 1.53, toczonego w uchwycie przy zachowaniu następujących parametrów.
Wyszukiwarka
Podobne podstrony:
amat urz kr122 masztu na dachu, należy wykonać wspornik zapobiegający ew. przesunięciu się masztu na
S5006933 resize 8 >) określić sposób wykonania sprawozdania z ćwiczenia. 4) poszerzyć wiadomości
S5006946 resize 34 W czasie pomiaru przesuwa się podstawę czujnika wzdłuz sprawdzanej osi. Blad niep
S5006948 resize 38 b) Sprawdzenie bicia osiowego (rys. 1.47) Na bidę osiowe ma wpływ niedokładność w
skanuj0006 resize (2) 141 / Wykonane rowka I I wpustowego &n
stat Page@ resize 40 3.6 Testy statystyczne przy czym niech np. a = 0,05. Korzystając z centralnego
dr Bartłomiej Rokicki Ćwiczenia z Makroekonomii II Wzrost wydatków rządowych powoduje przesunięcie
10 B. Odchyłka położenia Wyznaczyć przemieszczenie stołu „C” odpowiadające 1 obrotowi śruby
P1050139 resize 17.2. Srub pasowane (PN/M-82331) 1 2. Weryfikacja ze względu na ścinanie śruby x = 4
P1050147 resize Postacie konstrukcyjne śrub Śruby pasowane z łbem sześciokątnym z gwintem: —
DŁUGI OKRES W dłuższych okresach zmiany warunków wytwarzania powodują przesunięcie krzywej podaży co
więcej podobnych podstron