DSCN0600
236 5. Obliczenia wytrzymałościowe projcklowc i sprawdzając 5.S. Sprawdzanie kól zębatych na zatarcie 237
236 5. Obliczenia wytrzymałościowe projcklowc i sprawdzając 5.S. Sprawdzanie kól zębatych na zatarcie 237
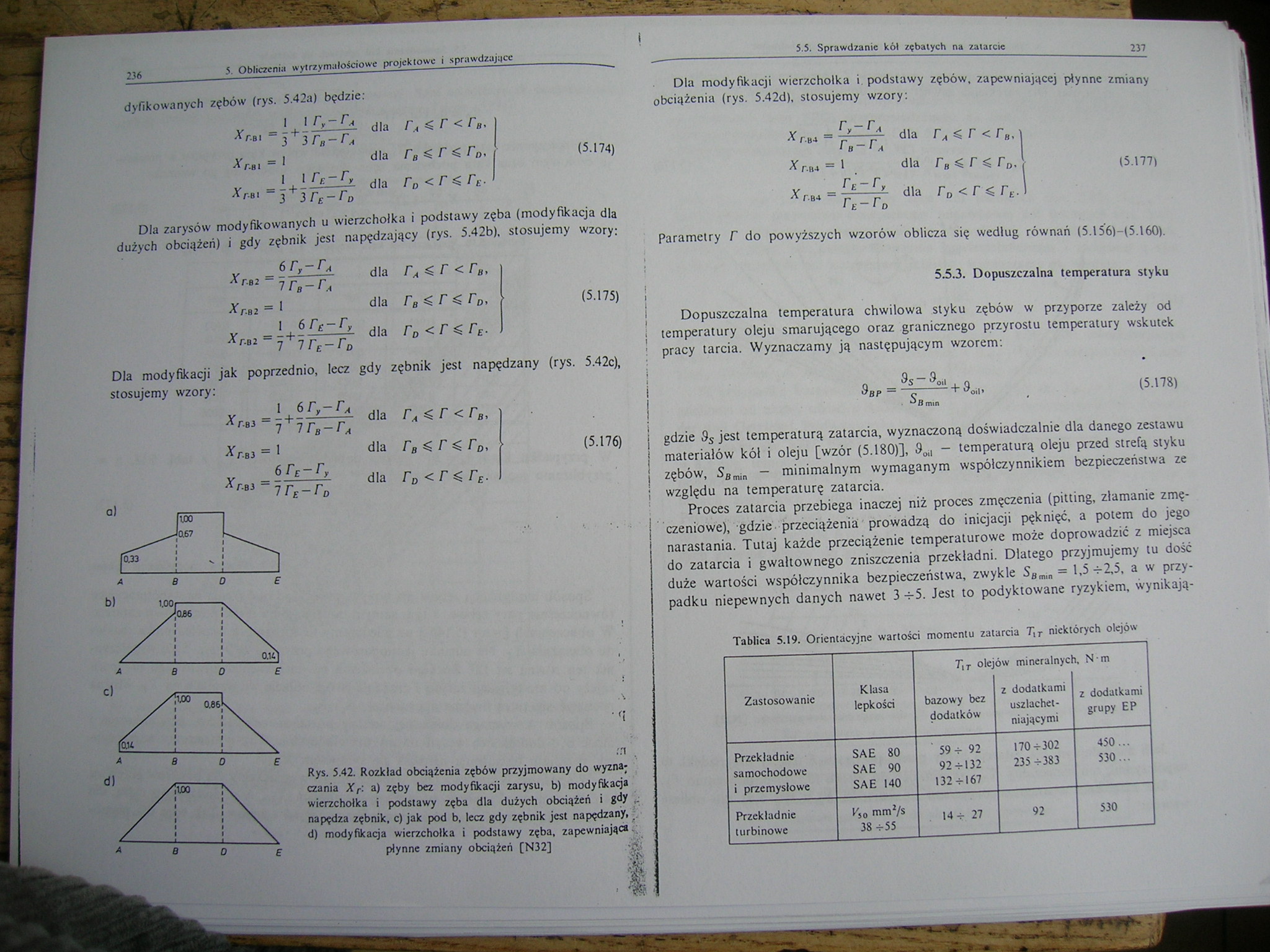
dyfikowanych zębów (rys. 5.42a) będzie:
|
Xr.Bi |
i i r,-rA = 3+3 rB-rA |
dla |
rA |
<rB |
|
Xra i |
= i |
dla |
rB |
4 r < rD |
|
1 p |
dla |
< r< /y | ||
|
Xr.ai |
3"irE-r0 |
Dla zarysów modyfikowanych u wierzchołka i podstawy zęba (modyfikacja dla dużych obciążeń) i gdy zębnik jest napędzający (rys. 5.42b), stosujemy wzory:
|
pi rB-rA |
dla |
i |
M <rB, | |
|
Xr,B2 — l |
dla |
rB |
i 11 ii |
(5.175) |
|
i 6rE-r, x™-7+7 mm |
dla |
W |
<r^rE. |
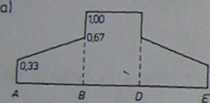
Dla modyfikacji jak poprzednio, lecz gdy zębnik jest napędzany (rys. 5.42c), stosujemy wzory:
|
i 6 rt-rA | ||
|
7+irB-rA |
dla |
r < rB |
|
X r-83 = 1 |
dla |
^b ^ r II ro |
|
6 fr-r. | ||
|
i i rE-rD |
dla |
rd < i ^ | g. |
<
:n
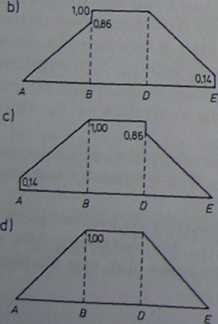
Rys. 5.42. Rozkład obciążenia zębów przyjmowany do wyzna-czania Xr: a) zęby bez modyfikacji zarysu, b) modyfikacja wierzchołka i podstawy zęba dla dużych obciążeń i gdy napędza zębnik, c) jak pod b, lecz gdy zębnik jest napędzany, d) modyfikacja wierzchołka i podstawy zęba, zapewniająca.; płynne zmiany obciążeń [N32]
Dla modyfikacji wierzchołka i. podstawy zębów, zapewniającej płynne zmiany obciążenia (rys. 5.42d), stosujemy wzory:
xr.B4- dla rA*r<rB,\
lip = i dla rB 4 r s* rD, \ (S.\n)
A-f.B-t = rr-~-rry dla rD<rzrE. 1
f, E~ * D
Parametry f do powyższych wzorów oblicza się według równań (5.15*6)—(5.160).
5.5.3. Dopuszczalna temperatura styku
I
| Dopuszczalna temperatura chwilowa styku zębów w przyporze zależy od j temperatury oleju smarującego oraz granicznego przyrostu temperatury wskutek : pracy tarcia. Wyznaczamy ją następującym wzorem:
9,, f= +pi 15.H8)
• Afl min
gdzie 9S jest temperaturą zatarcia, wyznaczoną doświadczalnie dla danego zestawu j materiałów kół i oleju [wzór (5.180)], 9oH — temperaturą oleju przed strefą styku zębów, SBmin - minimalnym wymaganym współczynnikiem bezpieczeństwa ze | względu na temperaturę zatarcia.
Proces zatarcia przebiega inaczej niż proces zmęczenia (pitting, złamanie zmę-| czeniowe), gdzie ■ przeciążenia'' prowadzą do inicjacji pęknięć, a potem do jego narastania. Tutaj każde przeciążenie temperaturowe może doprowadzić z miejsca do zatarcia i gwałtownego zniszczenia przekładni. Dlatego przyjmujemy tu dość duże wartości współczynnika bezpieczeństwa, zwykle SBmia = 1,5 +2,5, a w przypadku niepewnych danych nawet 3 +5. Jest to podyktowane ryzykiem, wynikają-
Tabłica 5.19. Orientacyjne wartości momentu zatarcia Tit niektórych olejów
|
T,r olejów mineralnych, N-m | ||||
|
Zastosowanie |
Klasa lepkości |
bazowy bez dodatków |
z dodatkami uszlachetniającymi |
z dodatkami grupy EP |
|
Przekładnie |
SAE 80 |
’ 59 * 92 |
170+302 |
450... |
|
samochodowe |
SAE 90 |
92+132 |
235 + 383 |
530... |
|
i przemysłowe |
SAE 140 |
132 + 167 | ||
|
Przekładnie turbinowe |
Vi0 mm1/® 38 +55 |
. 14 + 27 |
92 |
530 |
Wyszukiwarka
Podobne podstrony:
DSCN0590 J Obliczeniu wytrzymałościowe projcklowe i sprawdzające K;
DSCN0601 238 5. Obliczeni;! wytrzymałościowe projektowe i sprawdzające cym z niedoskonałości metody
DSCN0602 240 5. Obliczeniu wytrzymałościowe projektowe i sprawdzające 5.5.4. Kryterium temperatury
DSCN0594 5. Obliczeniu wytrzymałościowe projektowe i sprawdzające 224 lub na próbnych kolach zębatyc
DSCN0575 186 S. Obliczeniu wytrzymałościowe projektowe i sprawdzające Dla kół o liczbach zębów r, ^
DSCN0592 5. Obliczenia wytrzymałościowe projektowe i sprawdzające Rys. 5.28. Współczynnik Yn — YFm Y
DSCN0603 Tablica 5.21. Skrócony zakres obliczeń sprawdzających kół zębatych
DSCN0584 204 5. Obliczenia wytrzymałościowe projektowe i sprawdzającecia w warstwie wierzchniej. Aby
DSCN0561 5. Obliczenia wytrzymałościowe projektowe i sprawdzające5.1. Założenia metodyczne W trakcie
DSCN0562 160 5. Obliczeniu wytrzymałościowe projektowe i sprawdzające Rys. 5.2. Wykres do wyznaczani
DSCN0563 162 5. Obliczenia wytrzymałościowe projektowe i sprawdzające a następnie liczbę zębów
DSCN0565 166 S. Obliczenia wytrzymałościowe projektowe i sprawdzające 7. Wzór (5.6): <Wh &n
DSCN0566 IM 5. Obliczenia wytrzymałościowe projektowe i sprawdzające 5J.I. Zasady sprawdzania zębów
DSCN0567 170 5. Obliczenia wytrzymałościowe projektowe i sprawdzające Można też sprawdzać współczynn
DSCN0568 172 5. Obliczenia wytrzymałościowe projektowe i sprawdzające żeń. to w przypadku przegrzani
DSCN0569 174 5. Obliczenia wytrzymałościowe projektowe i sprawdzające wal także siły dynamiczne wewn
DSCN0576 IM $ Obliczenia wytrzymałościowe projektowe i sprawdzające r«hlim 5,7. Współczynnik zastoso
DSCN0578 192 5. Obliczenia wytrzymałościowe projektowe i sprawdzające zależności od potrzeby i chara
DSCN0579 194 5. Obliczenia wytrzymałościowe projektowe i sprawdzające Na przekoszenie składowe fkC m
więcej podobnych podstron