DSCN0601
238 5. Obliczeni;! wytrzymałościowe projektowe i sprawdzające
cym z niedoskonałości metody obliczeniowej. Sam współczynnik bezpieczeństwa, traktowany umownie, możemy obliczyć wzorem [wzór (5.38)]:
238 5. Obliczeni;! wytrzymałościowe projektowe i sprawdzające
Ul *«"»"• §111
gg nun ~ *'oil
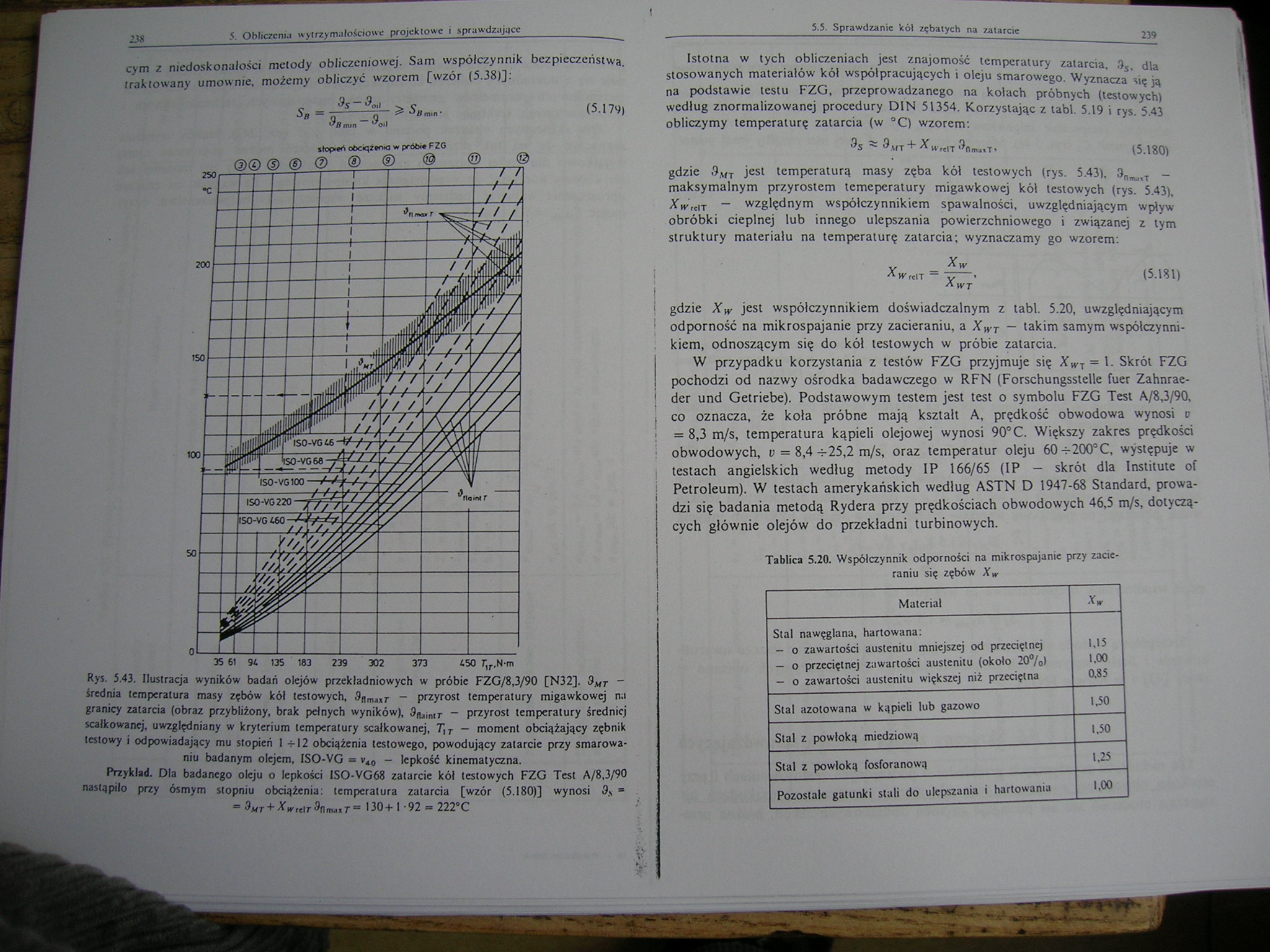
stopiert obciążenia w próbie FZG
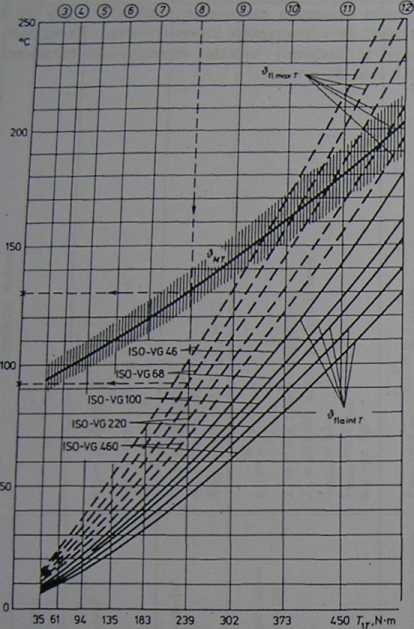
Rys. 5.43. Ilustracja wyników badań olejów przekładniowych w próbie FZG/8,3/90 [N32]. 9MT -średnia temperatura masy zębów kół testowych, 9nnuxr ~ przyrost temperatury migawkowej na granicy zatarcia (obraz przybliżony, brak pełnych wyników), - przyrost temperatury średniej
scałkowanej, uwzględniany w kryterium temperatury scałkowanęj, Tit — moment obciążający zębnik testowy i odpowiadający mu stopień I -r!2 obciążenia testowego, powodujący zatarcie przy smarowaniu badanym olejem, ISO-VG = v40 - lepkość kinematyczna.
Przykład. Dla badanego oleju o lepkości ISO-VG68 zatarcie kół testowych FZG Test A/8,3/90 nastąpiło przy ósmym stopniu obciążenia: temperatura zatarcia [wzór (5.180)] wynosi 9* ■ 13*r + *w,«irSnm«r“ 130+1 -92 g 222°C
Istotna w tych obliczeniach jest znajomość temperatury zatarcia. 9S, dla stosowanych materiałów kół współpracujących i oleju smarowego. Wyznacza się ją na podstawie testu FZG, przeprowadzanego na kołach próbnych (testowych) według znormalizowanej procedury DIN 51354. Korzystając z tabl. 5.19 i rys. 5.43 obliczymy temperaturę zatarcia (w °C) wzorem:
^ + ®nnw«T» (5.180)
gdzie 9Mx jest temperaturą masy zęba kół testowych (rys. 5.43), 9nm,«T ~ maksymalnym przyrostem temeperatury migawkowej kół testowych (rys. 5.43), ^V«iT ~ względnym współczynnikiem spawalności, uwzględniającym wpływ obróbki cieplnej lub innego ulepszania powierzchniowego i związanej z tym struktury materiału na temperaturę zatarcia; wyznaczamy go wzorem;
Xw« T = Jfes (5.181)
A WT
i gdzie Xw jest współczynnikiem doświadczalnym z tabl. 5.20, uwzględniającym | odporność na mikrospajanie przy zacieraniu, a XWT — takim samym współczynnikiem, odnoszącym się do kół testowych w próbie zatarcia.
W przypadku korzystania z testów FZG przyjmuje się XWJ = l. Skrót FZG pochodzi od nazwy ośrodka badawczego w RFN (Forschungsstelle fuer Zahnrae-der und Getriebe). Podstawowym testem jest test o symbolu FZG Test A/8,3/90, j co oznacza, że koła próbne mają kształt A, prędkość obwodowa wynosi v — 8,3 m/s, temperatura kąpieli olejowej wynosi 90° C. Większy zakres prędkości obwodowych, v = 8,4 — 25,2 m/s, oraz temperatur oleju 60-r-200°C, występuje w i testach angielskich według metody IP 166/65 (IP — skrót dla Institute of j Petroleum). W testach amerykańskich według ASTN D 1947-68 Standard, prowadzi się badania metodą Rydera przy prędkościach obwodowych 46,5 m/s, dotyczących głównie olejów do przekładni turbinowych.
Tablica 5.20. Współczynnik odporności na mikrospajanie przy zacieraniu się zębów Xw
|
Materiał |
Xw |
|
Stal nawęglana, hartowana: | |
|
— o zawartości austenitu mniejszej od przeciętnej |
1,15 |
|
— o przeciętnej zawartości austenitu (około 20°/0) |
1.00 |
|
— o zawartości austenitu większej niż przeciętna |
0.85 |
|
Stal azotowana w kąpieli lub gazowo |
1.50 1 |
|
Stal z powloką miedziową |
1.50 |
|
Stal z powloką fosforanową |
1,25 |
|
Pozostałe gatunki stali do ulepszania i hartowania |
1,00 |
i
i
Wyszukiwarka
Podobne podstrony:
DSCN0602 240 5. Obliczeniu wytrzymałościowe projektowe i sprawdzające 5.5.4. Kryterium temperatury
DSCN0584 204 5. Obliczenia wytrzymałościowe projektowe i sprawdzającecia w warstwie wierzchniej. Aby
DSCN0561 5. Obliczenia wytrzymałościowe projektowe i sprawdzające5.1. Założenia metodyczne W trakcie
DSCN0562 160 5. Obliczeniu wytrzymałościowe projektowe i sprawdzające Rys. 5.2. Wykres do wyznaczani
DSCN0563 162 5. Obliczenia wytrzymałościowe projektowe i sprawdzające a następnie liczbę zębów
DSCN0565 166 S. Obliczenia wytrzymałościowe projektowe i sprawdzające 7. Wzór (5.6): <Wh &n
DSCN0566 IM 5. Obliczenia wytrzymałościowe projektowe i sprawdzające 5J.I. Zasady sprawdzania zębów
DSCN0567 170 5. Obliczenia wytrzymałościowe projektowe i sprawdzające Można też sprawdzać współczynn
DSCN0568 172 5. Obliczenia wytrzymałościowe projektowe i sprawdzające żeń. to w przypadku przegrzani
DSCN0569 174 5. Obliczenia wytrzymałościowe projektowe i sprawdzające wal także siły dynamiczne wewn
DSCN0575 186 S. Obliczeniu wytrzymałościowe projektowe i sprawdzające Dla kół o liczbach zębów r, ^
DSCN0576 IM $ Obliczenia wytrzymałościowe projektowe i sprawdzające r«hlim 5,7. Współczynnik zastoso
DSCN0578 192 5. Obliczenia wytrzymałościowe projektowe i sprawdzające zależności od potrzeby i chara
DSCN0579 194 5. Obliczenia wytrzymałościowe projektowe i sprawdzające Na przekoszenie składowe fkC m
DSCN0583 202 5. Obliczenia wytrzymałościowe projektowe i sprawdzające y^~n -e,)+^,
DSCN0585 > 206 3. Obliczenia wytrzymałościowe projektowe i sprawdzające a dla zębów hartowanych
DSCN0587 210 5. Obliczeniu wytrzymałościowe projektowo i sprawdzające Pola rozrzutu wartości <rni
DSCN0588 212 5. Obliczem.i wytrzymałościowe projektowe i sprawdzające 212 5. Obliczem.i wytrzymałośc
DSCN0592 5. Obliczenia wytrzymałościowe projektowe i sprawdzające Rys. 5.28. Współczynnik Yn — YFm Y
więcej podobnych podstron