DSCN1682
Jj. Krzepnięcie odlewu
Jj. Krzepnięcie odlewu
Temperaturo, °C
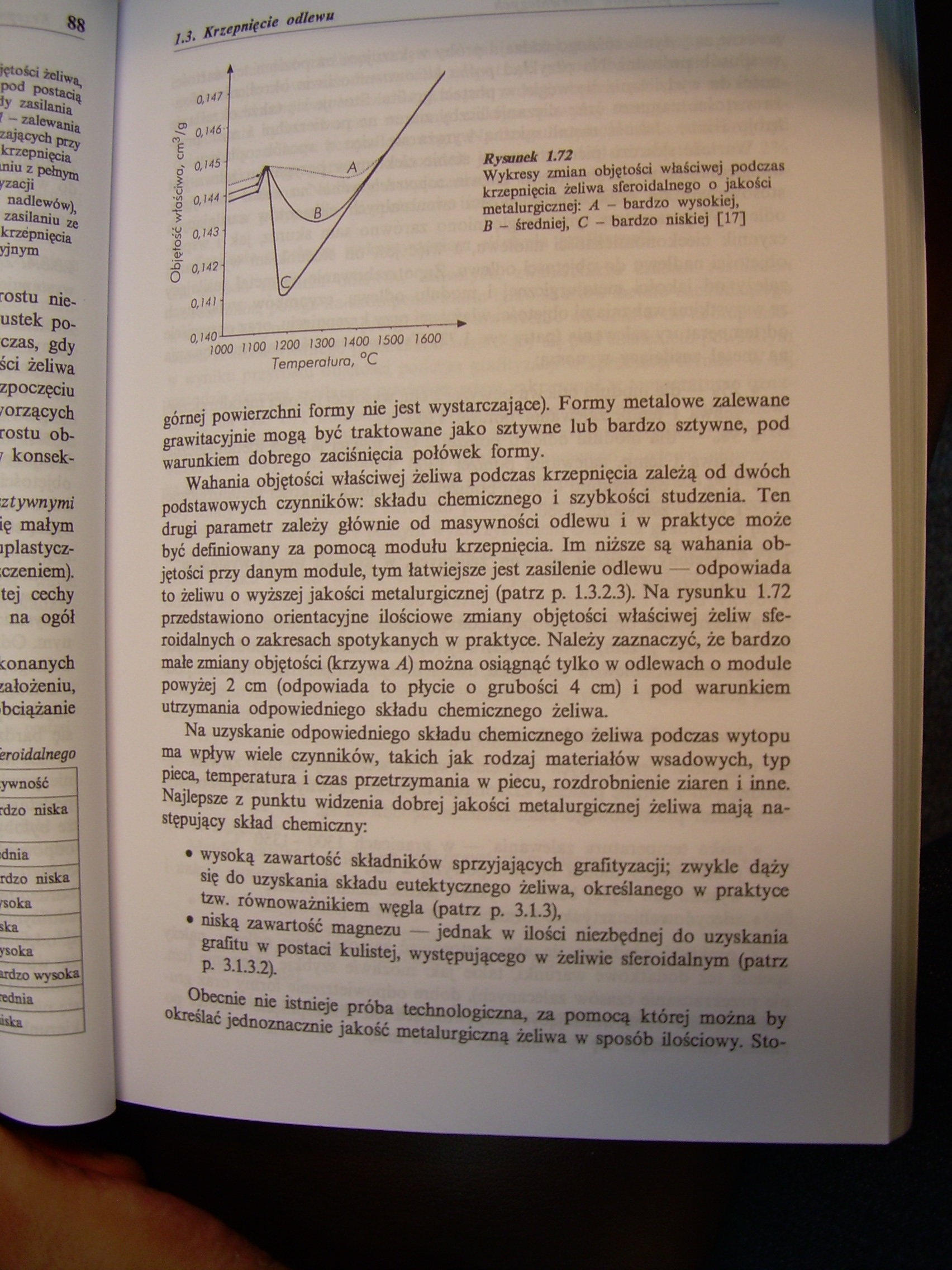
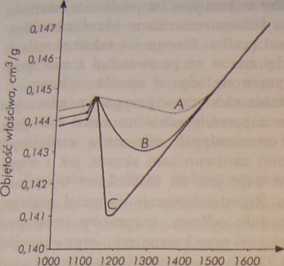
Rysunek 1.72
Wykresy zmian objętości właściwej podczas krzepnięcia żeliwa sferoidalnego o jakości metalurgicznej: A — bardzo wysokiej,
B - średniej, C - bardzo niskiej [17]
górnej powierzchni formy nie jest wystarczające). Formy metalowe zalewane grawitacyjnie mogą być traktowane jako sztywne lub bardzo sztywne, pod warunkiem dobrego zaciśnięcia połówek formy.
Wahania objętości właściwej żeliwa podczas krzepnięcia zależą od dwóch podstawowych czynników: składu chemicznego i szybkości studzenia. Ten drugi parametr zależy głównie od masywności odlewu i w praktyce może być definiowany za pomocą modułu krzepnięcia. Im niższe są wahania objętości przy danym module, tym łatwiejsze jest zasilenie odlewu — odpowiada to żeliwu o wyższej jakości metalurgicznej (patrz p. 1.3.2.3). Na rysunku 1.72 przedstawiono orientacyjne ilościowe zmiany objętości właściwej żeliw sfe-roidalnych o zakresach spotykanych w praktyce. Należy zaznaczyć, że bardzo małe zmiany objętości (krzywa A) można osiągnąć tylko w odlewach o module powyżej 2 cm (odpowiada to płycie o grubości 4 cm) i pod warunkiem utrzymania odpowiedniego składu chemicznego żeliwa.
Na uzyskanie odpowiedniego składu chemicznego żeliwa podczas wytopu ma wpływ wiele czynników, takich jak rodzaj materiałów wsadowych, typ pieca, temperatura i czas przetrzymania w piecu, rozdrobnienie ziaren i inne. Najlepsze z punktu widzenia dobrej jakości metalurgicznej żeliwa mają następujący skład chemiczny:
• wysoką zawartość składników sprzyjających grafityzacji; zwykle dąży się do uzyskania składu eutektycznego żeliwa, określanego w praktyce tzw. równoważnikiem węgla (patrz p. 3.1.3),
• niską zawartość magnezu — jednak w ilości niezbędnej do uzyskania grafitu w postaci kulistej, występującego w żeliwie sferoidalnym (patrz p. 3.1.31).
Obecnie nie istnieje próba technologiczna, za pomocą której można by określać jednoznacznie jakość metalurgiczną żeliwa w sposób ilościowy. Sto-
Wyszukiwarka
Podobne podstrony:
DSCN1638 /* h*łst*wjr prettsiw odlewniczych 46 Hi "*~ StitiUm woda ^Nrthirt T Rysunek Ul Wykres
DSCN1676 OJ l.j. Krzepnięcie oaiewu części odlewu. Jeżeli do nadlewu nie jest dołączony wlew doprowa
DSCN1633 41 1.3. Krzepnięcie odlewu nięcia, zależy w oczywisty sposób zarówno od geometrii i własnoś
DSCN1637 45 1.3. Krzepnięcie odlewu skurczem objętościowym i podajemy w procentach objętości. Z prze
DSCN1639 47 1.3. Krzepnięcie odlewu Morfologia (tj. ukształtowanie) kryształów zależy nie tylko od w
DSCN1642 49 f. Krzepnięcie odlewu niż wartość siły napędowej (rys. 1.35). Jeśli założyć zarodek o sy
DSCN1660 J 3 Krzepnięcie odlewu_____—l£59QH Rysunek Ul. Przykładowy wykres ATD (otrzymany dla silumi
DSCN1662 69 l.i. Krzepnięcie odlewu iymeek 152 Główne typy krzepnięcia metali i stopów: a) strefowe
DSCN1684 IJ. Krzepnięcie ndlrwu 91 Jeże li nie jest możliwe utrzymanie tak niskiej, jak podano, temp
578 Magda Bogalecka krzepnie bowiem w temperaturze +13°C. Gdyby podobna sytuacja zdarzyła się latem,
578 Magda Bogalecka krzepnie bowiem w temperaturze +13°C. Gdyby podobna sytuacja zdarzyła się latem,
578 Magda Bogalecka krzepnie bowiem w temperaturze +13°C. Gdyby podobna sytuacja zdarzyła się latem,
PB040161 TOPNIENIE/KRZEPNIĘCIE Tk^=Tt^g Tm ■ Tkryt temperatura °c Dana substancja może trwale współi
578 Magda Bogalecka krzepnie bowiem w temperaturze +13°C. Gdyby podobna sytuacja zdarzyła się latem,
578 Magda Bogalecka krzepnie bowiem w temperaturze +13°C. Gdyby podobna sytuacja zdarzyła się latem,
więcej podobnych podstron