M Feld TBM204
204
5. Technologiczne przygotowanie produkcji
5.4.4. Dobór narzędzi
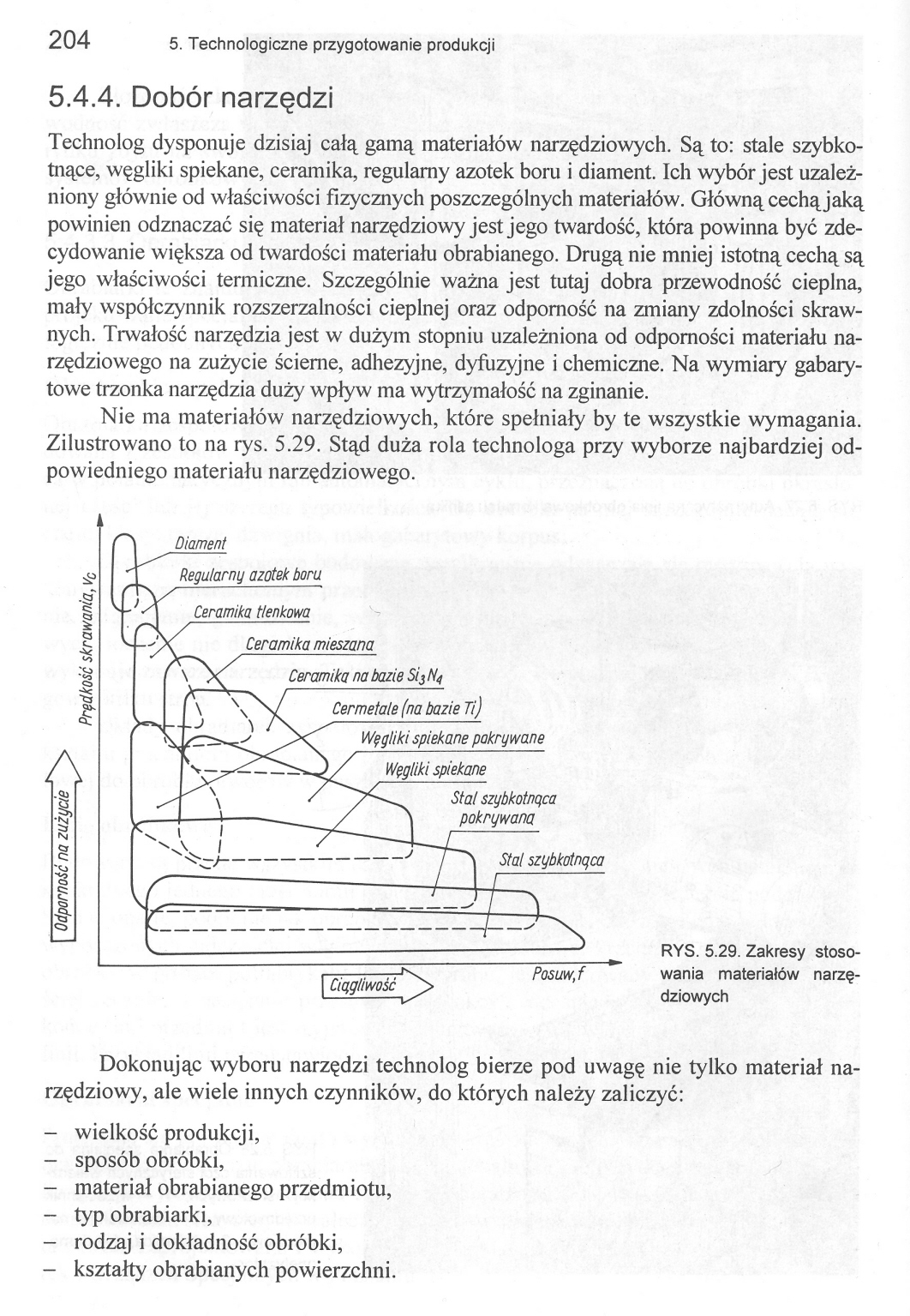
Technolog dysponuje dzisiaj całą gamą materiałów narzędziowych. Są to: stale szybkotnące, węgliki spiekane, ceramika, regularny azotek boru i diament. Ich wybór jest uzależniony głównie od właściwości fizycznych poszczególnych materiałów. Główną cechą jaką powinien odznaczać się materiał narzędziowy jest jego twardość, która powinna być zdecydowanie większa od twardości materiału obrabianego. Drugą nie mniej istotną cechą są jego właściwości termiczne. Szczególnie ważna jest tutaj dobra przewodność cieplna, mały współczynnik rozszerzalności cieplnej oraz odporność na zmiany zdolności skraw-nych. Trwałość narzędzia jest w dużym stopniu uzależniona od odporności materiału narzędziowego na zużycie ścierne, adhezyjne, dyfuzyjne i chemiczne. Na wymiary gabarytowe trzonka narzędzia duży wpływ ma wytrzymałość na zginanie.
Nie ma materiałów narzędziowych, które spełniały by te wszystkie wymagania. Zilustrowano to na rys. 5.29. Stąd duża rola technologa przy wyborze najbardziej odpowiedniego materiału narzędziowego.

RYS. 5.29. Zakresy stosowania materiałów narzędziowych
Dokonując wyboru narzędzi technolog bierze pod uwagę nie tylko materiał narzędziowy, ale wiele innych czynników, do których należy zaliczyć:
- wielkość produkcji,
- sposób obróbki,
- materiał obrabianego przedmiotu,
- typ obrabiarki,
- rodzaj i dokładność obróbki,
- kształty obrabianych powierzchni.
Wyszukiwarka
Podobne podstrony:
M Feld TBM171 5Technologiczne przygotowanie produkcji Technologiczne przygotowanie produkcji to opra
M Feld TBM172 172 5. Technologiczne przygotowanie produkcji - właściwe zaprojektow
M Feld TBM174 174 5. Technologiczne przygotowanie produkcji5.1.3.2. Technologiczność konstrukcji odk
M Feld TBM178 5. Technologiczne przygotowanie produkcji RYS. 5.6. Instrukcja obróbki
M Feld TBM186 5. Technologiczne przygotowanie produkcji RYS. 5.10. Ogólny schemat przetwarzania dany
M Feld TBM188 188 5. Technologiczne przygotowanie produkcji Programowanie warsztatowe może odbywać s
M Feld TBM190 190 5. Technologiczne przygotowanie produkcji ce kształtującej, o ile przedmiot nie po
M Feld TBM192 192 5. Technologiczne przygotowanie produkcji Na podstawie opracowanego procesu techno
M Feld TBM194 194 5. Technologiczne przygotowanie produkcji Z kolei w przedmiocie pokazanym na rys.
M Feld TBM196 196 5. Technologiczne przygotowanie produkcji powierzchnię bazującą powierzchnię A. Po
M Feld TBM198 5. Technologiczne przygotowanie produkcji RYS. 5.22. Autonomiczna stacja tokarska198 A
M Feld TBM200 200 5. Technologiczne przygotowanie produkcji RYS. 5.25. Elastyczny system obróbkowy;
M Feld TBM206 206 5. Technologiczne przygotowanie produkcji Obróbkę cieplną i cieplno-chemiczną narz
M Feld TBM208 208 5. Technologiczne przygotowanie produkcji RYS. 5.30. Temperatury hartowania i odpu
M Feld TBM210 5. Technologiczne przygotowanie produkcji210 RYS. 5.34. Urządzenie do hartowania płomi
M Feld TBM212 212 5. Technologiczne przygotowanie produkcji szklistej. Pasty nanosi się na powierzch
M Feld TBM214 214 5. Technologiczne przygotowanie produkcji Z reguły azotonasiarczanie, podobnie jak
M Feld TBM216 5. Technologiczne przygotowanie produkcji RYS. 5.37. Maszyna pomiarowa osłonięta kabin
M Feld TBM220 220 5. Technologiczne przygotowanie produkcji Podstawą do projektowania pomocy warszta
więcej podobnych podstron