M Feld TBM194
194
5. Technologiczne przygotowanie produkcji
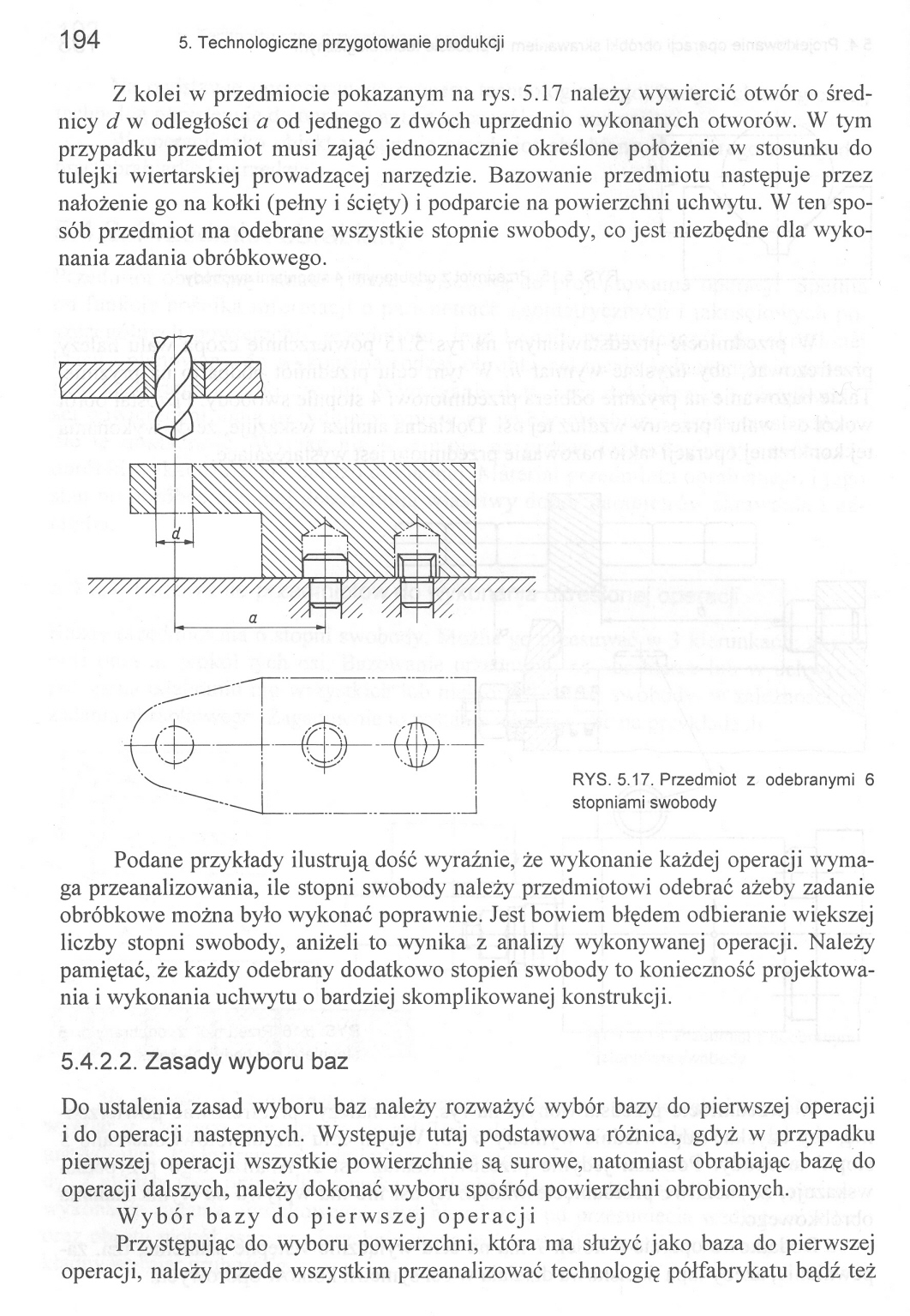
Z kolei w przedmiocie pokazanym na rys. 5.17 należy wywiercić otwór o średnicy d w odległości a od jednego z dwóch uprzednio wykonanych otworów. W tym przypadku przedmiot musi zająć jednoznacznie określone położenie w stosunku do tulejki wiertarskiej prowadzącej narzędzie. Bazowanie przedmiotu następuje przez nałożenie go na kołki (pełny i ścięty) i podparcie na powierzchni uchwytu. W ten sposób przedmiot ma odebrane wszystkie stopnie swobody, co jest niezbędne dla wykonania zadania obróbkowego.
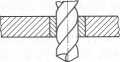
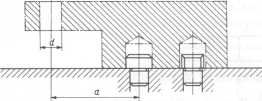
RYS. 5.17. Przedmiot z odebranymi 6 stopniami swobody
Podane przykłady ilustrują dość wyraźnie, że wykonanie każdej operacji wymaga przeanalizowania, ile stopni swobody należy przedmiotowi odebrać ażeby zadanie obróbkowe można było wykonać poprawnie. Jest bowiem błędem odbieranie większej liczby stopni swobody, aniżeli to wynika z analizy wykonywanej operacji. Należy pamiętać, że każdy odebrany dodatkowo stopień swobody to konieczność projektowania i wykonania uchwytu o bardziej skomplikowanej konstrukcji.
5.4.2.2. Zasady wyboru baz
Do ustalenia zasad wyboru baz należy rozważyć wybór bazy do pierwszej operacji i do operacji następnych. Występuje tutaj podstawowa różnica, gdyż w przypadku pierwszej operacji wszystkie powierzchnie są surowe, natomiast obrabiając bazę do operacji dalszych, należy dokonać wyboru spośród powierzchni obrobionych.
Wybór bazy do pierwszej operacji
Przystępując do wyboru powierzchni, która ma służyć jako baza do pierwszej operacji, należy przede wszystkim przeanalizować technologię półfabrykatu bądź też
Wyszukiwarka
Podobne podstrony:
M Feld TBM190 190 5. Technologiczne przygotowanie produkcji ce kształtującej, o ile przedmiot nie po
M Feld TBM172 172 5. Technologiczne przygotowanie produkcji - właściwe zaprojektow
M Feld TBM174 174 5. Technologiczne przygotowanie produkcji5.1.3.2. Technologiczność konstrukcji odk
M Feld TBM188 188 5. Technologiczne przygotowanie produkcji Programowanie warsztatowe może odbywać s
M Feld TBM192 192 5. Technologiczne przygotowanie produkcji Na podstawie opracowanego procesu techno
M Feld TBM196 196 5. Technologiczne przygotowanie produkcji powierzchnię bazującą powierzchnię A. Po
M Feld TBM200 200 5. Technologiczne przygotowanie produkcji RYS. 5.25. Elastyczny system obróbkowy;
M Feld TBM204 204 5. Technologiczne przygotowanie produkcji5.4.4. Dobór narzędzi Technolog dysponuje
M Feld TBM206 206 5. Technologiczne przygotowanie produkcji Obróbkę cieplną i cieplno-chemiczną narz
M Feld TBM208 208 5. Technologiczne przygotowanie produkcji RYS. 5.30. Temperatury hartowania i odpu
M Feld TBM212 212 5. Technologiczne przygotowanie produkcji szklistej. Pasty nanosi się na powierzch
M Feld TBM214 214 5. Technologiczne przygotowanie produkcji Z reguły azotonasiarczanie, podobnie jak
M Feld TBM220 220 5. Technologiczne przygotowanie produkcji Podstawą do projektowania pomocy warszta
M Feld TBM224 224 5. Technologiczne przygotowanie produkcji TABLICA 5.2 (cd.) Sposób obróbki
M Feld TBM226 226 5. Technologiczne przygotowanie produkcji Czas potrzeb fizjologicznych pracownika
M Feld TBM202 202 5. Technologiczne przygotowanie produkcji Złożoność elastycznych systemów obróbkow
♦ ♦ Aby narysować przedmiot przedstawiony na rys. 5.21 a, należy w kolejności (rys. 5.216): 1)
M Feld TBM171 5Technologiczne przygotowanie produkcji Technologiczne przygotowanie produkcji to opra
M Feld TBM178 5. Technologiczne przygotowanie produkcji RYS. 5.6. Instrukcja obróbki
więcej podobnych podstron