M Feld TBM224
224
5. Technologiczne przygotowanie produkcji
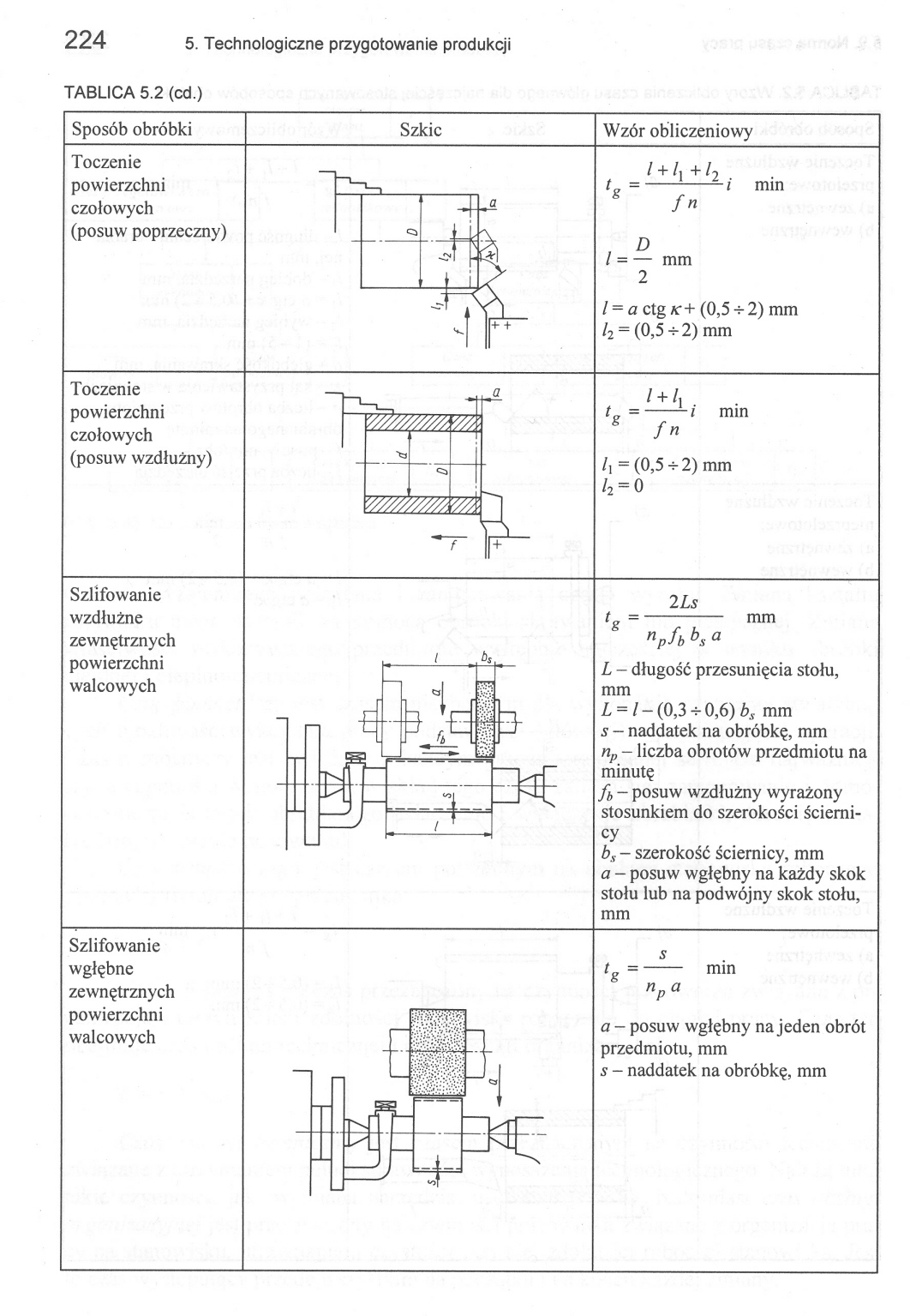
TABLICA 5.2 (cd.)
Sposób obróbki Toczenie powierzchni czołowych (posuw poprzeczny)
Szkic
Wzór obliczeniowy
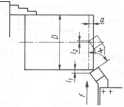
l = a ctg /r + (0,5 -J- 2) mm l2 = (0,5 -r 2) mm
|
-a | ||
Toczenie powierzchni czołowych (posuw wzdłużny)
/ + /, .
t„ =-1 mm
* fn
l\ = (0,5 -i-2) mm /2 = 0
Szlifowanie
wzdłużne
zewnętrznych
powierzchni
walcowych
-i
|
-d |
k | |
|
4 |
F 3^ | |
|
“—7)— |
nph\a
L - długość przesunięcia stołu, mm
L~l — (0,3 + 0,6) bs mm s - naddatek na obróbkę, mm np - liczba obrotów przedmiotu na minutę
fb - posuw wzdłużny wyrażony stosunkiem do szerokości ściernicy
bs - szerokość ściernicy, mm a - posuw wgłębny na każdy skok stołu lub na podwójny skok stołu, mm
Szlifowanie
wgłębne
zewnętrznych

a - posuw wgłębny na jeden obrót przedmiotu, mm s - naddatek na obróbkę, mm
powierzchni
walcowych
Wyszukiwarka
Podobne podstrony:
M Feld TBM202 202 5. Technologiczne przygotowanie produkcji Złożoność elastycznych systemów obróbkow
M Feld TBM172 172 5. Technologiczne przygotowanie produkcji - właściwe zaprojektow
M Feld TBM174 174 5. Technologiczne przygotowanie produkcji5.1.3.2. Technologiczność konstrukcji odk
M Feld TBM188 188 5. Technologiczne przygotowanie produkcji Programowanie warsztatowe może odbywać s
M Feld TBM190 190 5. Technologiczne przygotowanie produkcji ce kształtującej, o ile przedmiot nie po
M Feld TBM192 192 5. Technologiczne przygotowanie produkcji Na podstawie opracowanego procesu techno
M Feld TBM194 194 5. Technologiczne przygotowanie produkcji Z kolei w przedmiocie pokazanym na rys.
M Feld TBM196 196 5. Technologiczne przygotowanie produkcji powierzchnię bazującą powierzchnię A. Po
M Feld TBM200 200 5. Technologiczne przygotowanie produkcji RYS. 5.25. Elastyczny system obróbkowy;
M Feld TBM204 204 5. Technologiczne przygotowanie produkcji5.4.4. Dobór narzędzi Technolog dysponuje
M Feld TBM206 206 5. Technologiczne przygotowanie produkcji Obróbkę cieplną i cieplno-chemiczną narz
M Feld TBM208 208 5. Technologiczne przygotowanie produkcji RYS. 5.30. Temperatury hartowania i odpu
M Feld TBM212 212 5. Technologiczne przygotowanie produkcji szklistej. Pasty nanosi się na powierzch
M Feld TBM214 214 5. Technologiczne przygotowanie produkcji Z reguły azotonasiarczanie, podobnie jak
M Feld TBM220 220 5. Technologiczne przygotowanie produkcji Podstawą do projektowania pomocy warszta
M Feld TBM226 226 5. Technologiczne przygotowanie produkcji Czas potrzeb fizjologicznych pracownika
M Feld TBM171 5Technologiczne przygotowanie produkcji Technologiczne przygotowanie produkcji to opra
M Feld TBM178 5. Technologiczne przygotowanie produkcji RYS. 5.6. Instrukcja obróbki
M Feld TBM186 5. Technologiczne przygotowanie produkcji RYS. 5.10. Ogólny schemat przetwarzania dany
więcej podobnych podstron