M Feld TBM186
5. Technologiczne przygotowanie produkcji
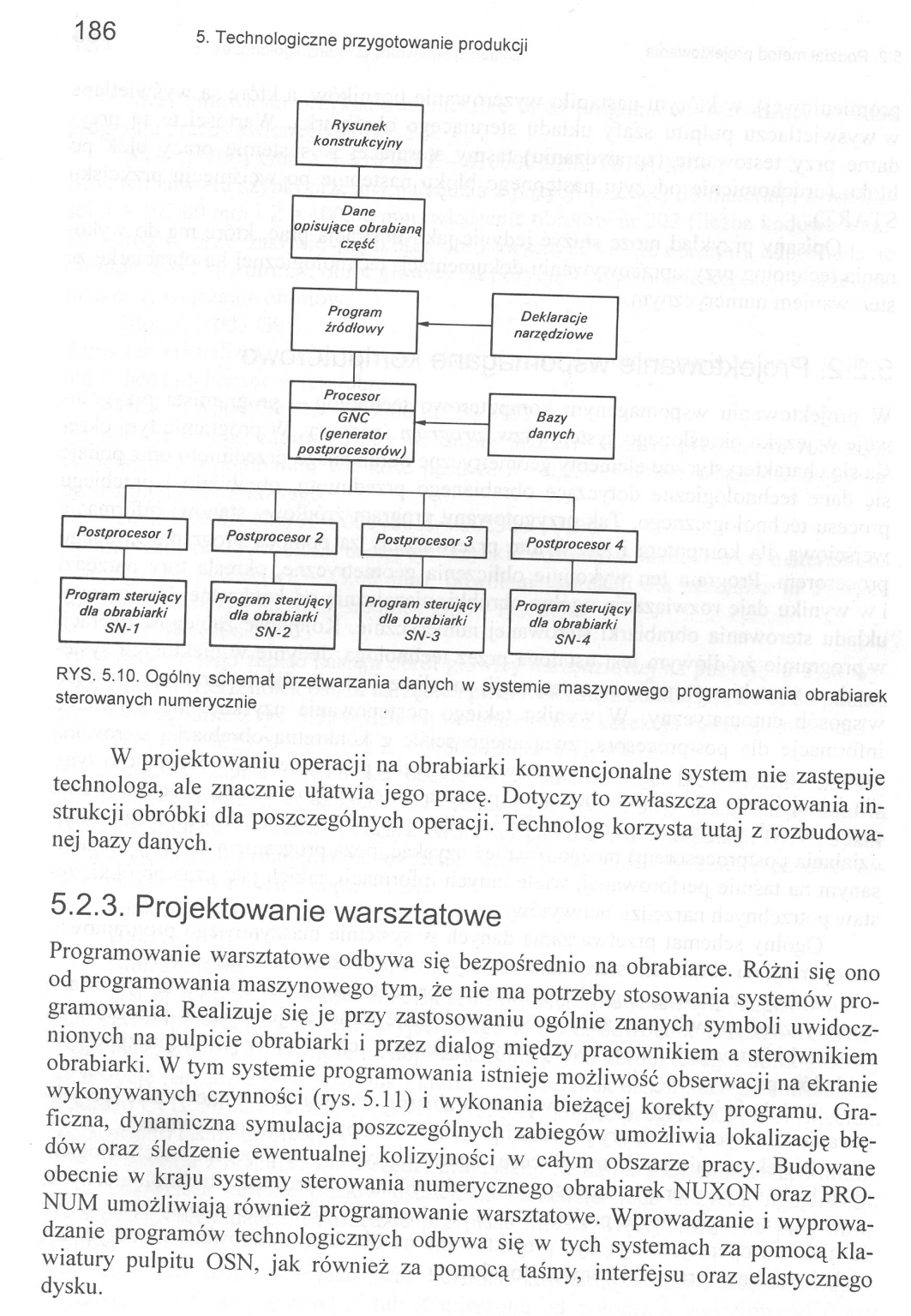
RYS. 5.10. Ogólny schemat przetwarzania danych w systemie maszynowego programowania obrabiarek sterowanych numerycznie
186
W projektowaniu operacji na obrabiarki konwencjonalne system nie zastępuje technologa, ale znacznie ułatwia jego pracę. Dotyczy to zwłaszcza opracowania instrukcji obróbki dla poszczególnych operacji. Technolog korzysta tutaj z rozbudowanej bazy danych.
5.2.3. Projektowanie warsztatowe
Programowanie warsztatowe odbywa się bezpośrednio na obrabiarce. Różni się ono od programowania maszynowego tym, że nie ma potrzeby stosowania systemów programowania. Realizuje się je przy zastosowaniu ogólnie znanych symboli uwidocznionych na pulpicie obrabiarki i przez dialog między pracownikiem a sterownikiem obrabiarki. W tym systemie programowania istnieje możliwość obserwacji na ekranie wykonywanych czynności (rys. 5.11) i wykonania bieżącej korekty programu. Graficzna, dynamiczna symulacja poszczególnych zabiegów umożliwia lokalizację błędów oraz śledzenie ewentualnej kolizyjności w całym obszarze pracy. Budowane obecnie w kraju systemy sterowania numerycznego obrabiarek NUXON oraz PRO-NUM umożliwiają również programowanie warsztatowe. Wprowadzanie i wyprowadzanie programów technologicznych odbywa się w tych systemach za pomocą klawiatury pulpitu OSN, jak również za pomocą taśmy, interfejsu oraz elastycznego dysku.
Wyszukiwarka
Podobne podstrony:
M Feld TBM178 5. Technologiczne przygotowanie produkcji RYS. 5.6. Instrukcja obróbki
M Feld TBM198 5. Technologiczne przygotowanie produkcji RYS. 5.22. Autonomiczna stacja tokarska198 A
M Feld TBM210 5. Technologiczne przygotowanie produkcji210 RYS. 5.34. Urządzenie do hartowania płomi
M Feld TBM216 5. Technologiczne przygotowanie produkcji RYS. 5.37. Maszyna pomiarowa osłonięta kabin
M Feld TBM222 5. Technologiczne przygotowanie produkcji RYS. 5.43. Norma czasu trwania operacji222 m
M Feld TBM200 200 5. Technologiczne przygotowanie produkcji RYS. 5.25. Elastyczny system obróbkowy;
M Feld TBM208 208 5. Technologiczne przygotowanie produkcji RYS. 5.30. Temperatury hartowania i odpu
M Feld TBM194 194 5. Technologiczne przygotowanie produkcji Z kolei w przedmiocie pokazanym na rys.
M Feld TBM171 5Technologiczne przygotowanie produkcji Technologiczne przygotowanie produkcji to opra
M Feld TBM172 172 5. Technologiczne przygotowanie produkcji - właściwe zaprojektow
M Feld TBM174 174 5. Technologiczne przygotowanie produkcji5.1.3.2. Technologiczność konstrukcji odk
M Feld TBM188 188 5. Technologiczne przygotowanie produkcji Programowanie warsztatowe może odbywać s
M Feld TBM190 190 5. Technologiczne przygotowanie produkcji ce kształtującej, o ile przedmiot nie po
M Feld TBM192 192 5. Technologiczne przygotowanie produkcji Na podstawie opracowanego procesu techno
M Feld TBM196 196 5. Technologiczne przygotowanie produkcji powierzchnię bazującą powierzchnię A. Po
M Feld TBM204 204 5. Technologiczne przygotowanie produkcji5.4.4. Dobór narzędzi Technolog dysponuje
M Feld TBM206 206 5. Technologiczne przygotowanie produkcji Obróbkę cieplną i cieplno-chemiczną narz
M Feld TBM212 212 5. Technologiczne przygotowanie produkcji szklistej. Pasty nanosi się na powierzch
M Feld TBM214 214 5. Technologiczne przygotowanie produkcji Z reguły azotonasiarczanie, podobnie jak
więcej podobnych podstron