M Feld TBM188
188
5. Technologiczne przygotowanie produkcji
Programowanie warsztatowe może odbywać się również przy komputerze bezpośrednio powiązanym z obrabiarką w systemie DNC (ang. Direct Numerical Con-trol). System ten bowiem umożliwia nie tylko programowanie określonej operacji (zamocowania), ale również przechowywanie zrealizowanych już programów i ich szybkie powtórne zastosowanie.
5.3. Projektowanie procesu technologicznego
Danymi wejściowymi do opracowania procesu technologicznego określonej części są: rysunek wykonawczy tej części, przyjęty dla niej półfabrykat oraz wielkość produkcji.
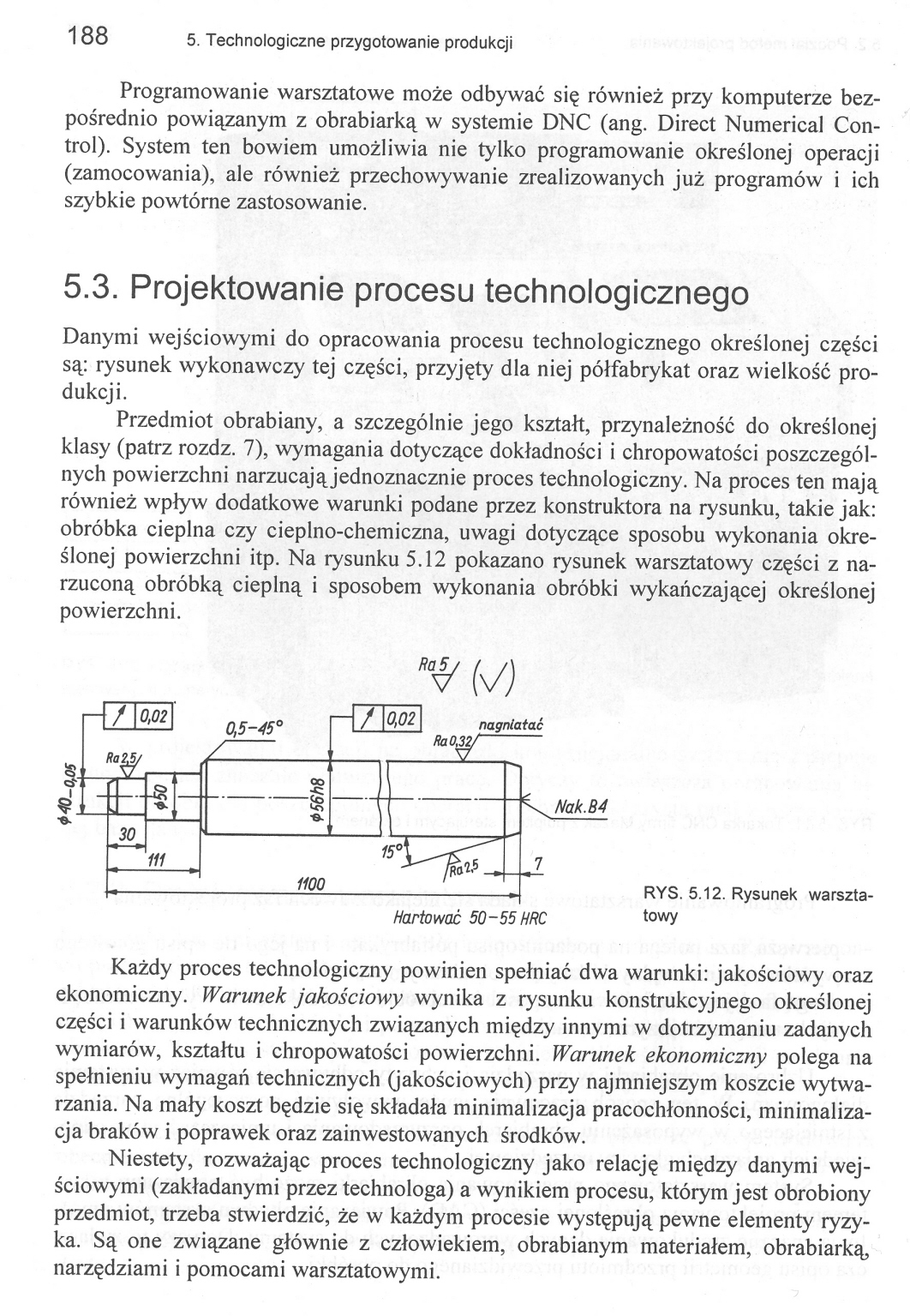
Przedmiot obrabiany, a szczególnie jego kształt, przynależność do określonej klasy (patrz rozdz. 7), wymagania dotyczące dokładności i chropowatości poszczególnych powierzchni narzucająjednoznacznie proces technologiczny. Na proces ten mają również wpływ dodatkowe warunki podane przez konstruktora na rysunku, takie jak: obróbka cieplna czy cieplno-chemiczna, uwagi dotyczące sposobu wykonania określonej powierzchni itp. Na rysunku 5.12 pokazano rysunek warsztatowy części z narzuconą obróbką cieplną i sposobem wykonania obróbki wykańczającej określonej powierzchni.
Hartować 50-55 HRC
RYS. 5.12. Rysunek warsztatowy
Każdy proces technologiczny powinien spełniać dwa warunki: jakościowy oraz ekonomiczny. Warunek jakościowy wynika z rysunku konstrukcyjnego określonej części i warunków technicznych związanych między innymi w dotrzymaniu zadanych wymiarów, kształtu i chropowatości powierzchni. Warunek ekonomiczny polega na spełnieniu wymagań technicznych (jakościowych) przy najmniejszym koszcie wytwarzania. Na mały koszt będzie się składała minimalizacja pracochłonności, minimalizacja braków i poprawek oraz zainwestowanych środków.
Niestety, rozważając proces technologiczny jako relację między danymi wejściowymi (zakładanymi przez technologa) a wynikiem procesu, którym jest obrobiony przedmiot, trzeba stwierdzić, że w każdym procesie występują pewne elementy ryzyka. Są one związane głównie z człowiekiem, obrabianym materiałem, obrabiarką, narzędziami i pomocami warsztatowymi.
Wyszukiwarka
Podobne podstrony:
M Feld TBM220 220 5. Technologiczne przygotowanie produkcji Podstawą do projektowania pomocy warszta
M Feld TBM172 172 5. Technologiczne przygotowanie produkcji - właściwe zaprojektow
M Feld TBM174 174 5. Technologiczne przygotowanie produkcji5.1.3.2. Technologiczność konstrukcji odk
M Feld TBM190 190 5. Technologiczne przygotowanie produkcji ce kształtującej, o ile przedmiot nie po
M Feld TBM192 192 5. Technologiczne przygotowanie produkcji Na podstawie opracowanego procesu techno
M Feld TBM194 194 5. Technologiczne przygotowanie produkcji Z kolei w przedmiocie pokazanym na rys.
M Feld TBM196 196 5. Technologiczne przygotowanie produkcji powierzchnię bazującą powierzchnię A. Po
M Feld TBM200 200 5. Technologiczne przygotowanie produkcji RYS. 5.25. Elastyczny system obróbkowy;
M Feld TBM204 204 5. Technologiczne przygotowanie produkcji5.4.4. Dobór narzędzi Technolog dysponuje
M Feld TBM206 206 5. Technologiczne przygotowanie produkcji Obróbkę cieplną i cieplno-chemiczną narz
M Feld TBM208 208 5. Technologiczne przygotowanie produkcji RYS. 5.30. Temperatury hartowania i odpu
M Feld TBM212 212 5. Technologiczne przygotowanie produkcji szklistej. Pasty nanosi się na powierzch
M Feld TBM214 214 5. Technologiczne przygotowanie produkcji Z reguły azotonasiarczanie, podobnie jak
M Feld TBM224 224 5. Technologiczne przygotowanie produkcji TABLICA 5.2 (cd.) Sposób obróbki
M Feld TBM226 226 5. Technologiczne przygotowanie produkcji Czas potrzeb fizjologicznych pracownika
M Feld TBM202 202 5. Technologiczne przygotowanie produkcji Złożoność elastycznych systemów obróbkow
M Feld TBM171 5Technologiczne przygotowanie produkcji Technologiczne przygotowanie produkcji to opra
M Feld TBM178 5. Technologiczne przygotowanie produkcji RYS. 5.6. Instrukcja obróbki
M Feld TBM186 5. Technologiczne przygotowanie produkcji RYS. 5.10. Ogólny schemat przetwarzania dany
więcej podobnych podstron