M Feld TBM465
465
10.7. Możliwości obróbki części klasy dźwignia
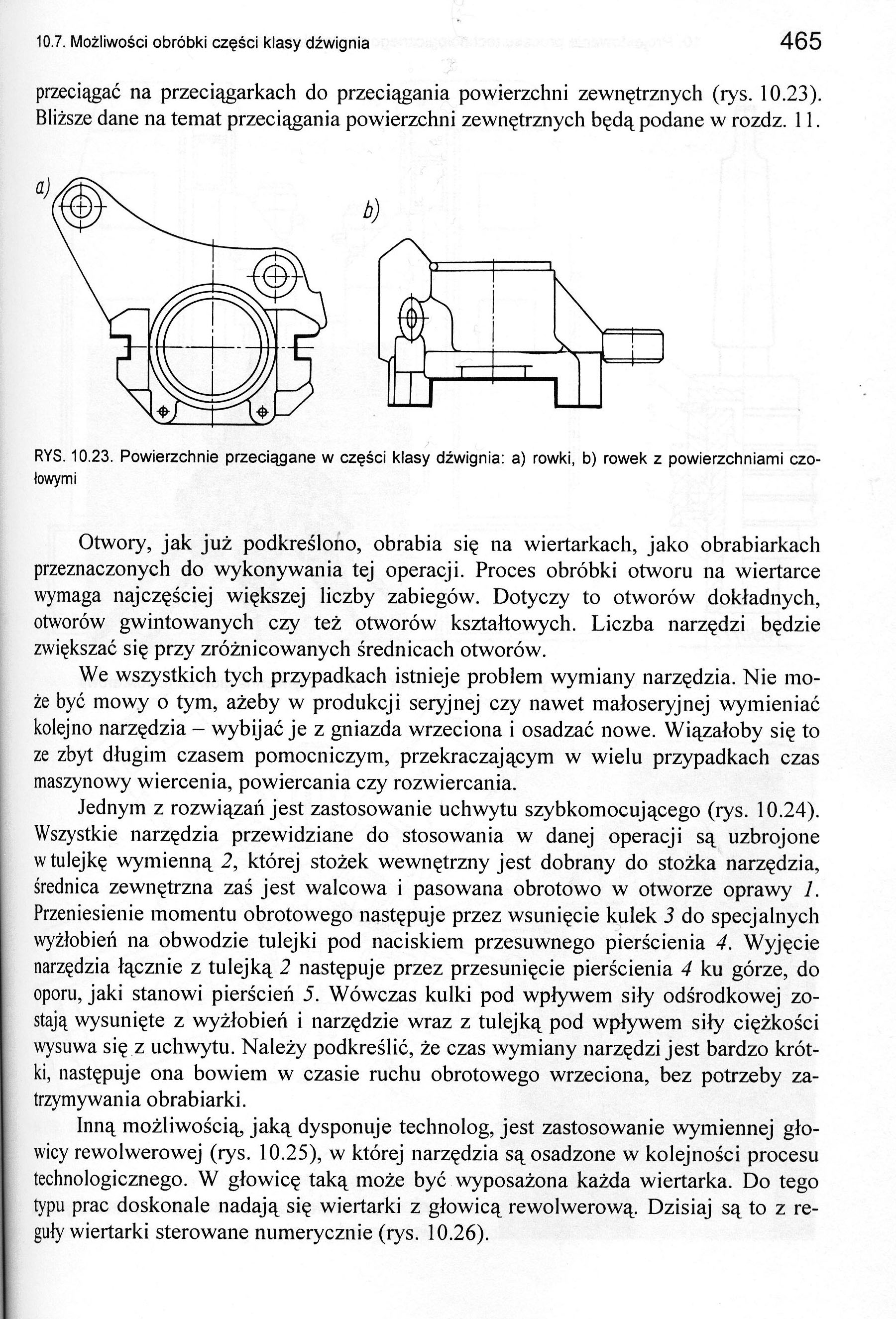
przeciągać na przeciągarkach do przeciągania powierzchni zewnętrznych (rys. 10.23). Bliższe dane na temat przeciągania powierzchni zewnętrznych będą podane w rozdz. 11.
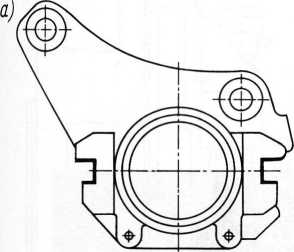
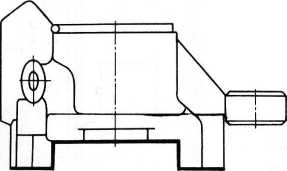
RYS. 10.23. Powierzchnie przeciągane w części klasy dźwignia: a) rowki, b) rowek z powierzchniami czołowymi
Otwory, jak już podkreślono, obrabia się na wiertarkach, jako obrabiarkach przeznaczonych do wykonywania tej operacji. Proces obróbki otworu na wiertarce wymaga najczęściej większej liczby zabiegów. Dotyczy to otworów dokładnych, otworów gwintowanych czy też otworów kształtowych. Liczba narzędzi będzie zwiększać się przy zróżnicowanych średnicach otworów.
We wszystkich tych przypadkach istnieje problem wymiany narzędzia. Nie może być mowy o tym, ażeby w produkcji seryjnej czy nawet małoseryjnej wymieniać kolejno narzędzia - wybijać je z gniazda wrzeciona i osadzać nowe. Wiązałoby się to ze zbyt długim czasem pomocniczym, przekraczającym w wielu przypadkach czas maszynowy wiercenia, powiercania czy rozwiercania.
Jednym z rozwiązań jest zastosowanie uchwytu szybkomocującego (rys. 10.24). Wszystkie narzędzia przewidziane do stosowania w danej operacji są uzbrojone w tulejkę wymienną 2, której stożek wewnętrzny jest dobrany do stożka narzędzia, średnica zewnętrzna zaś jest walcowa i pasowana obrotowo w otworze oprawy 1. Przeniesienie momentu obrotowego następuje przez wsunięcie kulek 3 do specjalnych wyżłobień na obwodzie tulejki pod naciskiem przesuwnego pierścienia 4. Wyjęcie narzędzia łącznie z tulejką 2 następuje przez przesunięcie pierścienia 4 ku górze, do oporu, jaki stanowi pierścień 5. Wówczas kulki pod wpływem siły odśrodkowej zostają wysunięte z wyżłobień i narzędzie wraz z tulejką pod wpływem siły ciężkości wysuwa się z uchwytu. Należy podkreślić, że czas wymiany narzędzi jest bardzo krótki, następuje ona bowiem w czasie ruchu obrotowego wrzeciona, bez potrzeby zatrzymywania obrabiarki.
Inną możliwością, jaką dysponuje technolog, jest zastosowanie wymiennej głowicy rewolwerowej (rys. 10.25), w której narzędzia są osadzone w kolejności procesu technologicznego. W głowicę taką może być wyposażona każda wiertarka. Do tego typu prac doskonale nadają się wiertarki z głowicą rewolwerową. Dzisiaj są to z reguły wiertarki sterowane numerycznie (rys. 10.26).
Wyszukiwarka
Podobne podstrony:
M Feld TBM467 10.7. Możliwości obróbki części klasy dźwignia467 Oprócz korzyści, które wynikają z te
M Feld TBM469 469 10.8. Przykłady obróbki części klasy dźwignia pozostałych zaś otworów na wiertarkę
M Feld TBM475 475 10.8. Przykłady obróbki części klasy dźwignia10.8.2. Proces technologiczny dźwigni
M Feld TBM473 10.8. Przykłady obróbki części klasy dźwignia 473
M Feld TBM455 455 10.3. Półfabrykaty dla części klasy dźwignia Bardzo istotna jest konstrukcja otwor
M Feld TBM349 349 8.6. Możliwości obróbki części klasy wał RYS. 8.132. Toczenie wału na tokarce kopi
M Feld TBM351 351 8.6. Możliwości obróbki części klasy wał8.6.4. Automaty tokarskie wzdłużne Toczeni
M Feld TBM353 8.6. Możliwości obróbki części klasy wał 353 RYS. 8.139. Przestrzeń robocza automatu t
M Feld TBM429 9.7. Możliwości obróbki części klasy tuleja i tarcza429 RYS. 9.85. Obróbka powierzchni
M Feld TBM523 11.7. Możliwości obróbkowe części klasy korpus 523 RYS. 11.66. Linia obróbkowa do obró
M Feld TBM010 Spis treściProjektowanie procesu technologicznego części klasy dźwignia Wymagania obró
M Feld TBM525 525 11.8. Przykłady obróbki części klasy korpus11.8. Przykłady obróbki części klasy ko
M Feld TBM533 533 11.8. Przykłady obróbki części klasy korpus umożliwia tylko zorientowanie się w ko
M Feld TBM541 541 11.8. Przykłady obróbki części klasy korpus Karta instrukcyjna Sinumerik810 Nr
M Feld TBM270 270 8. Projektowanie procesu technologicznego części klasy wał zamontowany na osi wiru
M Feld TBM340 340 8. Projektowanie procesu technologicznego części klasy wał Blokowy układ obrabiark
M Feld TBM610 13. Projektowanie procesu technologicznego części klasy koto zębate610 Na dłutownicy M
M Feld TBM459 459 10.6. Możliwości kształtowania powierzchni występujących w częściach klasy dźwigni
M Feld TBM461 461 10.6. Możliwości kształtowania powierzchni występujących w częściach klasy dźwigni
więcej podobnych podstron