M Feld TBM475
475
10.8. Przykłady obróbki części klasy dźwignia
10.8.2. Proces technologiczny dźwigni na obrabiarki sterowane numerycznie dla produkcji wielkoseryjnej
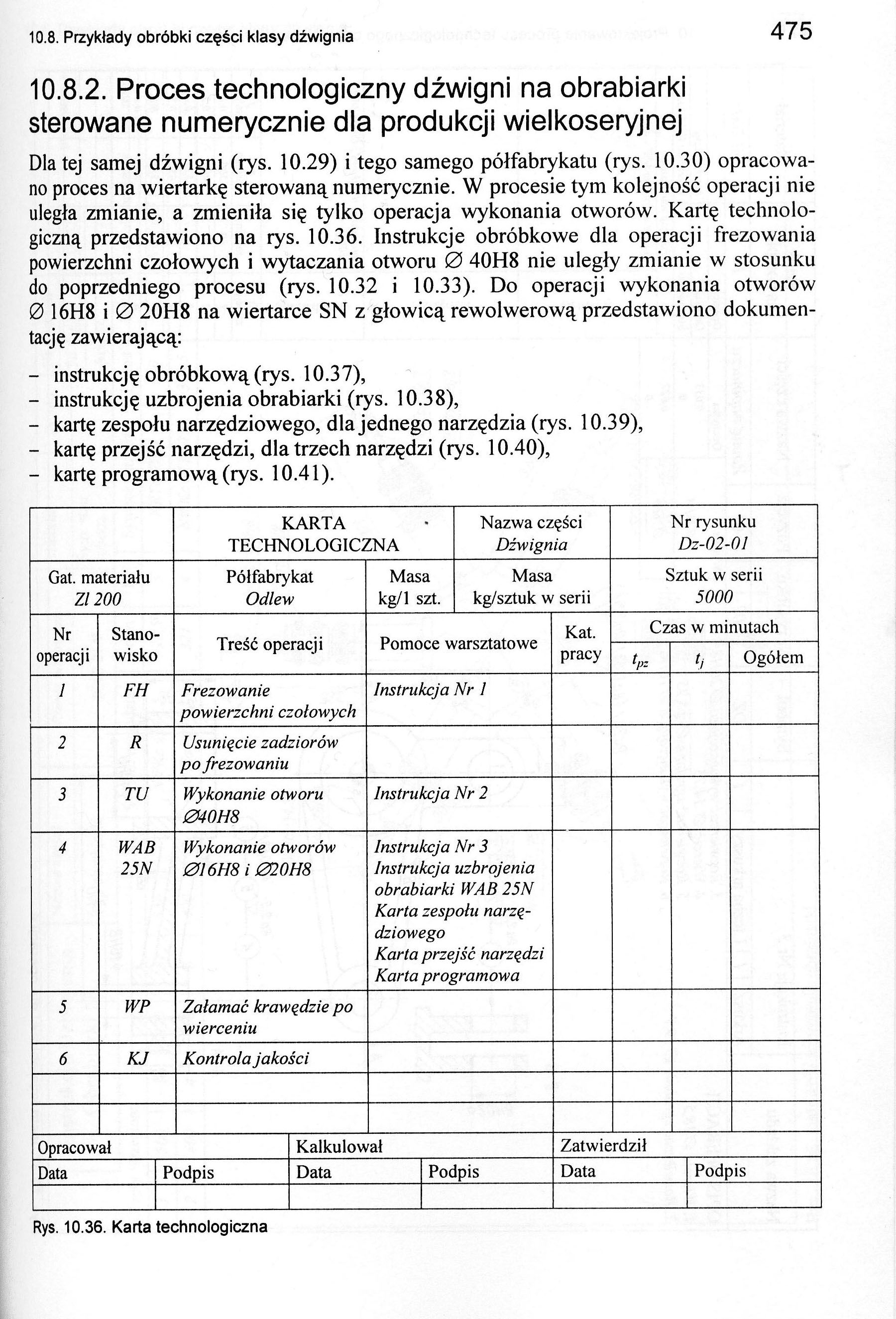
Dla tej samej dźwigni (rys. 10.29) i tego samego półfabrykatu (rys. 10.30) opracowano proces na wiertarkę sterowaną numerycznie. W procesie tym kolejność operacji nie uległa zmianie, a zmieniła się tylko operacja wykonania otworów. Kartę technologiczną przedstawiono na rys. 10.36. Instrukcje obróbkowe dla operacji frezowania powierzchni czołowych i wytaczania otworu 0 40H8 nie uległy zmianie w stosunku do poprzedniego procesu (rys. 10.32 i 10.33). Do operacji wykonania otworów 0 16H8 i 0 20H8 na wiertarce SN z głowicą rewolwerową przedstawiono dokumentację zawierającą:
- instrukcję obróbkową (rys. 10.37),
- instrukcję uzbrojenia obrabiarki (rys. 10.38),
- kartę zespołu narzędziowego, dla jednego narzędzia (rys. 10.39),
- kartę przejść narzędzi, dla trzech narzędzi (rys. 10.40),
- kartę programową (rys. 10.41).
|
KARTA TECHNOLOGICZNA |
Nazwa części Dźwignia |
Nr rysunku Dz-02-01 | ||||||
|
Gat. materiału Zl 200 |
Półfabrykat Odlew |
Masa kg/1 szt. |
Masa kg/sztuk w serii |
Sztuk w serii 5000 | ||||
|
Nr operacji |
Stano wisko |
Treść operacji |
Pomoce warsztatowe |
Kat. pracy |
Czas w minutach | |||
|
tpz |
Ogółem | |||||||
|
i |
FH |
Frezowanie powierzchni czołowych |
Instrukcja Nr I | |||||
|
2 |
R |
Usunięcie zadziorów po frezowaniu | ||||||
|
3 |
TU |
Wykonanie otworu 04OH8 |
Instrukcja Nr 2 | |||||
|
4 |
WAB 25N |
Wykonanie otworów 016H8 i 02OH8 |
Instrukcja Nr 3 Instrukcja uzbrojenia obrabiarki WAB 25N Karta zespołu narzędziowego Karta przejść narzędzi Karta programowa | |||||
|
5 |
WP |
Załamać krawędzie po wierceniu | ||||||
|
6 |
KJ |
Kontrola jakości | ||||||
Opracował
Data
Podpis
Kalkulował
Data
Podpis
Zatwierdził
Data
Podpis
Rys. 10.36. Karta technologiczna
Wyszukiwarka
Podobne podstrony:
M Feld TBM469 469 10.8. Przykłady obróbki części klasy dźwignia pozostałych zaś otworów na wiertarkę
M Feld TBM473 10.8. Przykłady obróbki części klasy dźwignia 473
M Feld TBM465 465 10.7. Możliwości obróbki części klasy dźwignia przeciągać na przeciągarkach do prz
M Feld TBM467 10.7. Możliwości obróbki części klasy dźwignia467 Oprócz korzyści, które wynikają z te
M Feld TBM525 525 11.8. Przykłady obróbki części klasy korpus11.8. Przykłady obróbki części klasy ko
M Feld TBM533 533 11.8. Przykłady obróbki części klasy korpus umożliwia tylko zorientowanie się w ko
M Feld TBM541 541 11.8. Przykłady obróbki części klasy korpus Karta instrukcyjna Sinumerik810 Nr
M Feld TBM455 455 10.3. Półfabrykaty dla części klasy dźwignia Bardzo istotna jest konstrukcja otwor
M Feld TBM527 11.8. Przykłady obróbki części klasy korpus 527
M Feld TBM529 11.8. Przykłady obróbki części klasy korpus 529
M Feld TBM531 11.8. Przykłady obróbki części klasy korpus 531
M Feld TBM539 11.8. Przykłady obróbki części klasy korpus
M Feld TBM569 569 12.8. Przykład obróbki części płaskiej KARTA TECHNOLOGICZNA Nazwa części Listwa
M Feld TBM460 460 10. Projektowanie procesu technologicznego części klasy dźwignia średnicę, obrabia
M Feld TBM356 356 8. Projektowanie procesu technologicznego części klasy wał Proces technologiczny -
M Feld TBM530 530 11. Projektowanie procesu technologicznego części klasy korpus11.8.2. Proces techn
M Feld TBM207 207 5.5. Projektowanie operacji obróbki cieplnej i cieplno-chemicznej w procesie techn
M Feld TBM209 209 5.5. Projektowanie operacji obróbki cieplnej i cieplno-chemicznej w procesie techn
M Feld TBM211 211 5.5. Projektowanie operacji obróbki cieplnej i cieplno-chemicznej w procesie techn
więcej podobnych podstron