M Feld TBM455

455
10.3. Półfabrykaty dla części klasy dźwignia
Bardzo istotna jest konstrukcja otworów. Powinny być gładkie, przelotowe, ażeby ich obróbkę można było wykonać na wiertarce, co w przypadku części klasy dźwignia jest najbardziej właściwe.
W konstrukcji dźwigni należy również dążyć do zmniejszenia szerokości a (rys. 10.3) powierzchni czołowej, bo przy niezbyt dużych szerokościach będzie można obrobić te powierzchnie na wiertarce pogłębiaczem, w tej samej operacji co otwory.
10.3. Półfabrykaty dla części klasy dźwignia
Półfabrykatami części klasy dźwignia są z reguły odlewy lub odkuwki, w zależności od przewidzianego przez konstruktora materiału. Niekiedy w produkcji jednostkowej spotyka się konstrukcje spawane, wykonane z materiałów walcowanych (rys. 10.4). Technolog przystępując do projektowania procesu, musi znać półfabrykat i musi wiedzieć, czy otwory są wstępnie odlane, odkute, czy też materiał jest pełny.
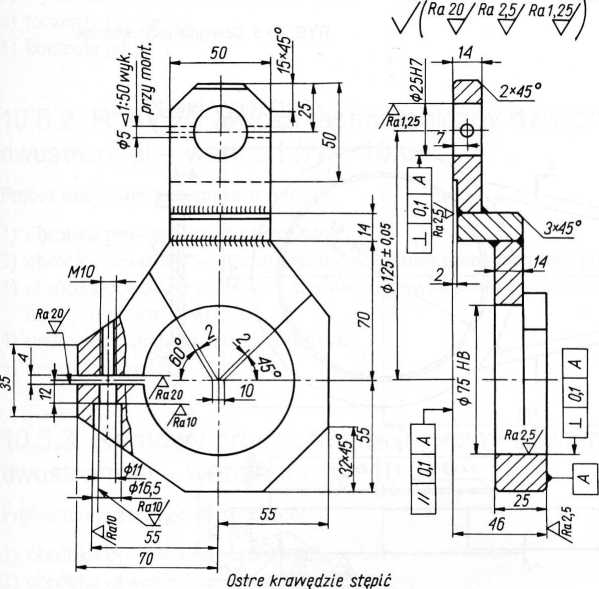
RYS. 10.4. Dźwignia spawana
Wyszukiwarka
Podobne podstrony:
M Feld TBM465 465 10.7. Możliwości obróbki części klasy dźwignia przeciągać na przeciągarkach do prz
M Feld TBM469 469 10.8. Przykłady obróbki części klasy dźwignia pozostałych zaś otworów na wiertarkę
M Feld TBM475 475 10.8. Przykłady obróbki części klasy dźwignia10.8.2. Proces technologiczny dźwigni
M Feld TBM585 585 13.4. Podział części klasy koło zębate13.3. Półfabrykaty dla części klasy koło zęb
M Feld TBM010 Spis treściProjektowanie procesu technologicznego części klasy dźwignia Wymagania obró
M Feld TBM371 8.7. Przykłady procesów technologicznych dla części klasy wał 371 S P a fcjEJ b
M Feld TBM449 9.8. Przykłady procesów technologicznych dla części klasy tuleja i tarcza
M Feld TBM467 10.7. Możliwości obróbki części klasy dźwignia467 Oprócz korzyści, które wynikają z te
M Feld TBM473 10.8. Przykłady obróbki części klasy dźwignia 473
M Feld TBM290 290 8. Projektowanie procesu technologicznego części klasy wałObróbka bardzo dokładna
M Feld TBM340 340 8. Projektowanie procesu technologicznego części klasy wał Blokowy układ obrabiark
M Feld TBM342 342 8. Projektowanie procesu technologicznego części klasy wat odprowadzenie wiórów je
M Feld TBM459 459 10.6. Możliwości kształtowania powierzchni występujących w częściach klasy dźwigni
M Feld TBM099 99 3.1. Rodzaje półfabrykatów Dla odkuwek swobodnych, dla części o kształtach geometry
M Feld TBM355 355 8.7. Przykłady procesów technologicznych dla części klasy wał8.7. Przykłady proces
M Feld TBM363 363 8.7. Przykłady procesów technologicznych dla części klasy wał 110Ej fana2*0,2 Ana
M Feld TBM433 433 9.8. Przykłady procesów technologicznych dla części klasy tuleja i tarcza Frezowan
M Feld TBM441 441 Podpis Podpis Podpis 9.8. Przykłady procesów technologicznych dla części klasy tul
M Feld TBM451 451 9.8. Przykłady procesów technologicznych dla części klasy tuleja i tarcza RYS. 9.1
więcej podobnych podstron